WO2013108419A1 - テーパプレートの製造方法 - Google Patents
テーパプレートの製造方法 Download PDFInfo
- Publication number
- WO2013108419A1 WO2013108419A1 PCT/JP2012/061156 JP2012061156W WO2013108419A1 WO 2013108419 A1 WO2013108419 A1 WO 2013108419A1 JP 2012061156 W JP2012061156 W JP 2012061156W WO 2013108419 A1 WO2013108419 A1 WO 2013108419A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thickness
- plate
- toughness
- strength
- less
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
Definitions
- the present invention is suitable for shipbuilding, architecture, and the like, and is a tapered plate (tapered plate plates), an LP steel plate (Longitudinally Profiled) whose thickness changes continuously in the longitudinal direction. (Also referred to as Steel Plate)), high-heat input welding with a small difference in strength in the steel sheet and a welding heat input exceeding 300 kJ / cm is applicable.
- the shape of the thick steel plate is generally uniform in both the width direction and the longitudinal direction. However, when the plate thickness is continuously changed in the longitudinal direction, it may have a great effect on reduction of material weight and reduction of welding man-hour.
- a thick steel plate is called a tapered plate, a tapered steel plate, an LP steel plate, or the like, and there are many proposals such as Patent Document 1, Patent Document 2, and Patent Document 3 for its manufacturing method. These proposals are aimed at how to produce a taper plate with high dimensional accuracy.
- the material properties (material properties) and material uniformity (material uniformity) of the steel sheet cannot be put into practical use unless they are satisfied.
- TMCP Thermo-Mechanical Control Process
- austenite non-recrystallization region austenite + ferrite
- austenite + ferrite austenite + ferrite
- the ferrite grains are made finer and further cooled as necessary to further increase the strength and toughness.
- the controlled rolling is strong processing at a low temperature such as austenite non-recrystallized zone rolling or (austenite + ferrite) two-phase zone rolling (dual phase rolling, dual-phase rolling)
- the thickness direction as in the taper plate When the wall thickness is different, the temperature difference between the steel plate temperature between the thin part and the thick part becomes too large, and the difference in strength remains.
- Patent Document 4 in order to obtain a uniform material, the temperature in the longitudinal direction before cooling is measured, and based on this measured value, the optimum cooling condition (optimum cooling condition) of each point is calculated, A taper plate cooling method is shown in which the feeding speed during cooling is corrected according to the thickness.
- Patent Document 5 the cooling is started at the thin part and the thick part of the steel sheet at the same time, and the taper plate cooling method for changing the timing of exiting the cooling device, or the cooling is started sequentially in the longitudinal direction of the steel sheet, and the cooling is finished simultaneously.
- a taper plate cooling method is shown. Both are proposals to reduce the variation in material properties in the steel sheet when accelerated cooling is performed.
- Patent Document 6 is an example of trying to solve such a problem by devising the component composition of the steel sheet.
- the variation in strength can be reduced by increasing the Nb addition amount to 0.015% to 0.06%.
- Hv 20-50 value represented by Hv 20-50 ⁇ 110 + 460C + 44Si + 39Mn ⁇ 31Cu ⁇ 9Ni + 11Cr + 22Mo + 180V + 9600B ⁇ 23000Mo ⁇ B It is disclosed that variation in strength can be reduced if the difference in Hv hardness when cooling to room temperature at a cooling rate corresponding to cooling is 15 or less.
- Japanese Patent Publication No. 50-36826 Japanese Patent Publication No. 60-124 Japanese Patent Publication No. 5-49361 JP-A-62-166013 JP 7-68309 A Japanese Patent No. 3180944 Japanese Patent No. 3972553
- the present invention advantageously solves the above-mentioned problems, and has a tensile strength of 570 MPa or more, small variations in strength, and a welding heat input with a large heat input exceeding 300 kJ / cm.
- An object of the present invention is to provide a method for producing a taper plate having a superior difference in toughness of the part and having a difference (taper amount) between a thick part thickness and a thin part thickness in the longitudinal direction of 10 mm or more.
- the present inventors investigated the influence of Ti and N contents on the strength difference between the thick part and thin part of B-containing taper plates having different Ti and N contents, and Ti and N contents.
- Ti and N contents when 0 ⁇ N-Ti / 3.42 ⁇ 0.0025 is satisfied, an appropriate amount of solid solution B can be stably secured, and the strength difference between the thick part and the thin part is small. I got the knowledge that
- the present invention has been made by further study based on the above knowledge, that is, the present invention, 1. % By mass C: 0.03-0.12% Si: 0.03-0.5% Mn: 0.8 to 2.2% P: 0.015% or less S: 0.0005 to 0.0050% Al: 0.005 to 0.1% Nb: 0.003 to 0.014% Ti: 0.003-0.02% B: 0.0003 to 0.0025% N: 0.0030 to 0.0070% Ca: 0.0005 to 0.0050% And satisfies the formula (1), After the steel slab composed of the remaining Fe and inevitable impurities is heated to 1000 ° C.
- the component composition of the steel slab is further mass%, Cu: 0.05 to 1.0% Ni: 0.05 to 1.0% Cr: 0.05 to 0.5% Mo: 0.05 to 0.5% V: 0.02 to 0.1% 1 or 2 or more types selected from above,
- composition of the steel slab is further mass%, Mg: 0.0005 to 0.005% Zr: 0.003 to 0.02% REM: 0.003-0.02% 1 or 2 or more types selected from among the above, the production of a taper plate having a tensile strength of 570 MPa or more and a difference between the thickness of the thick part and the thickness of the thin part of 10 mm or more Method. 4).
- the component composition of the steel slab further includes 0: 0.0030% or less in terms of mass%, and each content of Ca, O, and S satisfies the following formula (2).
- ACR (Ca ⁇ (0.18 + 130 ⁇ Ca) ⁇ O) /1.25/S Ca, O, and S represent the content (% by mass) of each component.
- the tensile strength is 570 MPa or more, and the difference in strength between the thick part and the thin part is small, such as submerged arc welding, electrogas welding, electroslag welding.
- a component composition and manufacturing conditions are prescribed
- % is mass%.
- the toughness of the welded heat affected zone is lowered, so 0.03% to 0.12%.
- the content is 0.04 to 0.09%.
- Si 0.03-0.5% Si is added in an amount of 0.03% or more in order to ensure deoxidation and strength. If added over 0.5%, in the case of high heat input welding, island martensite is generated in the weld heat affected zone and the toughness is deteriorated, so the content is made 0.5% or less. Preferably it is 0.4% or less.
- Mn 0.8 to 2.2% Mn is added in an amount of 0.8% or more in order to ensure the strength of the base material. On the other hand, if it exceeds 2.2%, the toughness of the welded portion is remarkably deteriorated, so 0.8 to 2.1%, more preferably 1.2 to 2.0%.
- P 0.015% or less
- P is an unavoidable impurity in the present invention.
- an island martensite (MA-A constituent) is formed in the heat-affected zone by high heat input welding.
- CTOD characteristics rack tip opening displacement property.
- it is 0.012% or less.
- S 0.0005 to 0.0050% S is made to be 0.0005% or more in order to generate CaS and MnS. On the other hand, if it exceeds 0.0050%, the toughness of the base material is lowered, so 0.0005 to 0.0050% is set.
- Al 0.005 to 0.1% Al is made 0.005% or more in order to deoxidize steel. On the other hand, if it exceeds 0.1%, the toughness of the base metal is lowered and the toughness of the weld metal is also lowered, so 0.005 to 0.1%, preferably 0.01 to 0.06%. To do.
- Nb 0.003 to 0.014%
- Nb is effective to ensure the strength, toughness of the base metal and the strength of the welded joint (strength of weld joint).
- Nb is required to be 0.003% or more, but exceeds 0.014%.
- the toughness of the weld heat affected zone decreases, so 0.003 to 0.014%.
- the content is 0.005 to 0.013%.
- Ti 0.003-0.02% Ti forms and precipitates TiN during solidification, suppresses the coarsening of austenite grains in the weld heat affected zone, precipitates ferrite by forming ferrite transformation nuclei (nucleus of ferrite transformation), and toughness In order to improve this, 0.003% or more is added. On the other hand, if it exceeds 0.02%, the TiN particles become coarse and the toughness is lowered, so 0.003 to 0.02%. Preferably, the content is 0.005 to 0.018%.
- B 0.0003 to 0.0025% B contributes to hardenability as solid solution B (solid B) during steel plate production and improves the base metal strength.
- solid B solid solution B
- BN is generated in the heat affected zone.
- 0.0003% or more is added.
- the content is 0.005 to 0.0022%.
- N 0.0030 to 0.0070% N generates 0.0030% or more in order to generate TiN effective for improving toughness.
- solid solution B that contributes to hardenability may not be ensured during steel sheet production, and TiN in the vicinity of the bond bond is dissolved when high heat input welding is performed.
- the content is made 0.0030 to 0.0070%.
- Ca 0.0005 to 0.0050% Ca makes the toughness of the weld heat-affected zone good when large heat input welding is performed. MnS, TiN, BN precipitates on CaS, and increases the frequency of ferrite nucleation. Improve toughness.
- the content is made 0.0005% or more.
- 0.0005 to 0.0050% the effect is saturated, so 0.0005 to 0.0050% is set.
- it is 0.0005 to 0.0030%, more preferably 0.0007 to 0.0030%.
- Cu 0.05 to 1.0% Cu is effective in increasing the strength of the base material, and it is preferable to contain 0.05% or more in order to obtain the effect. However, if it exceeds 1.0%, hot shortness occurs, and the steel plate When it contains, it is preferable to set it as 1.0% or less. More preferably, the content is 0.1 to 0.8%.
- Ni 0.05 to 1.0% Ni increases the strength while maintaining the base material with high toughness, so it is preferable to contain 0.05% or more in order to obtain the effect. On the other hand, if it exceeds 1.0%, the effect is saturated, so when it is contained, it is preferably 0.05 to 1.0%. More preferably, the content is 0.1 to 0.9%.
- 0.05 to 0.5% Cr is effective for increasing the strength of the base material, and is preferably contained in an amount of 0.05% or more in order to obtain the effect. However, when added in a large amount, the toughness is deteriorated. It is preferable to set it to 5% or less. More preferably, the content is 0.1 to 0.4%.
- Mo 0.05 to 0.5% Mo is effective for increasing the strength of the base material and is preferably contained in an amount of 0.05% or more in order to obtain the effect. However, if added in a large amount, the toughness deteriorates. It is preferable to set it to 5% or less. More preferably, the content is 0.07 to 0.4%.
- V 0.02 to 0.1%
- V is effective for increasing the strength of the base material, and is preferably contained in an amount of 0.02% or more in order to obtain the effect. However, if it exceeds 0.1%, the toughness will be lowered. Is preferably 0.1% or less. More preferably, the content is 0.04 to 0.08%.
- Mg 0.0005 to 0.005%
- Mg is an element having an effect of improving toughness due to dispersion of oxides. In order to exert such an effect, it is preferable to contain at least 0.0005% or more, but even if it contains more than 0.005%, the effect is saturated. It is preferable to do.
- Zr 0.003 to 0.02%
- Zr is an element having an effect of improving toughness due to oxide dispersion. In order to exert such an effect, it is preferable to contain at least 0.003% or more, but even if it exceeds 0.02%, the effect is saturated. It is preferable to do. More preferably, the content is 0.004 to 0.018%.
- REM 0.003-0.02% REM is an element having an effect of improving toughness due to dispersion of oxides. In order to exert such an effect, it is preferable to contain at least 0.003% or more, but even if it exceeds 0.02%, the effect is saturated. It is preferable to do. More preferably, the content is 0.004 to 0.018%. O: 0.0030% or less O is contained as an unavoidable impurity, and exists as an oxide in the steel, which reduces cleanliness. For this reason, it is preferable to reduce as much as possible in the present invention. If the O content exceeds 0.0030%, CaO-based inclusions become coarse and adversely affect toughness.
- This MnS is elongated by rolling at the time of manufacturing the steel sheet to cause a decrease in the toughness of the base material, and MnS melts in the weld heat affected zone which is the main point of the present invention, so that fine dispersion is not achieved.
- ACR exceeds 0.8
- most of S is fixed by Ca, and MnS acting as a ferrite formation nucleus does not precipitate on CaS, so that a sufficient function is not exhibited.
- the steel slab used as the material of the taper plate of the present invention is made of steel having the above-described composition, for example, a normal converter such as a converter, an electric furnace, a vacuum melting furnace, or the like. After being melted by a refining process, it can be produced by a conventional method such as continuous casting or ingot-bundling rolling, and there is no particular limitation.
- a normal converter such as a converter, an electric furnace, a vacuum melting furnace, or the like.
- slab heating temperature slab heating temperature
- hot rolling conditions hot rolling conditions
- cooling conditions cooling conditions
- the slab heating temperature 1000 ⁇ 1200 °C
- the additive components are not sufficiently dissolved.
- the temperature exceeds 1200 ° C.
- the austenite grains become coarse, and even after rolling, the fineness does not advance and the toughness deteriorates.
- the slab heating temperature is in the range of 1000 to 1200 ° C.
- the temperature is preferably in the range of 1030 to 1180 ° C.
- Hot rolling conditions After the steel slab is heated, hot rolling is performed.
- tapers with different plate thicknesses are provided in the longitudinal direction.
- the change in the plate thickness in the longitudinal direction of the taper plate can be achieved by biting the steel plate and then hot rolling by changing the roll opening in a predetermined pass.
- the rolling reduction (also referred to as the rolling reduction) for each pass is not particularly limited.
- the rolling rolling temperature of hot rolling is 900 ° C. or less and Ar 3 points or more at the steel sheet surface temperature. If the finishing temperature is less than 3 points of Ar, a predetermined strength cannot be obtained, and if it exceeds 900 ° C., the toughness deteriorates, so the finishing temperature is 900 ° C. or less and Ar 3 points or more. Preferably, it is in the range of (Ar 3 + 10 ° C.) to 880 ° C.
- Cooling conditions After the hot rolling is completed, accelerated cooling is performed. If the cooling stop temperature exceeds 500 ° C., steel sheet strength with a tensile strength of 570 MPa or higher cannot be obtained, and therefore, accelerated cooling is performed to a steel sheet surface temperature of 500 ° C. or lower. Preferably it is set as the range of 490 degrees C or less.
- regulates hot rolling conditions and cooling conditions can be measured using a radiation thermometer (radiation thermometer), for example.
- a radiation thermometer radiation thermometer
- an appropriate amount of solid solution B can be stably secured by the combination of the above-described component composition and production conditions, and the effect of improving the hardenability and the effect of improving the toughness of the weld heat affected zone of high heat input welding. Therefore, even if the difference between the thick part thickness and the thin part thickness (taper amount) of the taper plate is 10 mm or more in the steel plate, the toughness of the weld heat affected zone of the high heat input welding excellent in the tensile strength of 570 MPa or more.
- a steel slab having the chemical composition shown in Table 1 is hot-rolled under the conditions shown in Table 2, and a thick part 60 mm, a thin part 50 mm, and a taper amount (difference between the thick part thickness and the thin part thickness) 10 mm.
- the taper plate was manufactured.
- a round bar tensile test piece with a parallel part of 14 ⁇ x 85mm and a gauge length of 70mm is rolled in the rolling direction ( In the direction perpendicular to the rolling direction, a 2 mm V notch charpy specimen was taken in a direction parallel to the rolling direction, and the strength of the base material and the absorbed energy (absorbed energy) at ⁇ 40 ° C. were evaluated.
- the absorbed energy at ⁇ 40 ° C. was an average value of three values.
- HAZ weld heat-affected zone
- specimens having a width of 80 mm, a length of 80 mm, and a thickness of 15 mm were collected from these steel plates for a welding thermal cycle.
- 800-500 ° C. was cooled at 270 s (corresponding to the heat cycle of the weld heat-affected zone with heat input of 400 kJ / cm in electrogas welding on a steel plate having a thickness of 55 mm).
- a 2 mm V notch Charpy test was performed on the piece to evaluate reproducible HAZ toughness (toughness of Simulated HAZ).
- Table 2 shows the mechanical properties of the thick and thin taper plates and the toughness after the heat cycle.
- 1-No. No. 8 satisfies YS: 460 MPa or more, TS: 570 MPa or more, absorbed energy at ⁇ 40 ° C .: 300 J or more (average of three), and the strength difference between the thick part and the thin part is less than 20 MPa for TS, YS Is less than 30 MPa, and the reproduced HAZ toughness is excellent at vTrs: ⁇ 40 ° C. or lower.
- N-Ti / 3.42> 0.0025 No. 11 no. No. 14 has a large strength difference between the thick part and the thin part.
- those that are outside the proper components or manufacturing conditions cannot satisfy any one or more of YS: 460 MPa or more, TS: 570 MPa or more, absorbed energy: 300 J or more, and reproduced HAZ toughness vTrs: ⁇ 40 ° C. or less. It is the result.
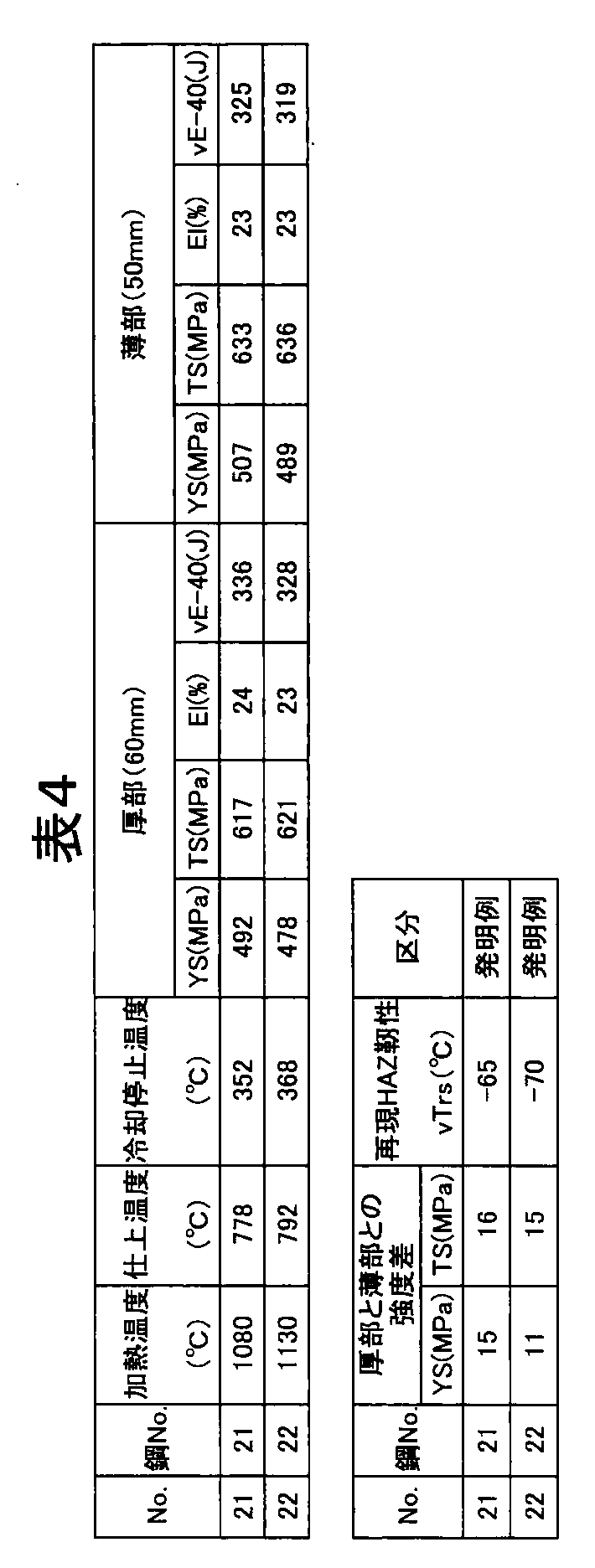
- a steel slab having the chemical composition shown in Table 3 is hot-rolled under the conditions shown in Table 4, and a taper plate having a thickness of 60 mm, a thickness of 50 mm, and a taper amount (difference between the thickness of the thickness and the thickness of the thin part) of 10 mm is obtained. Manufactured.
- HAZ weld heat affected zone
- a test piece having a width of 80 mm, a length of 80 mm and a thickness of 15 mm was taken from these steel sheets for heating and heat cycle and heated to 1450 ° C. 2 mm V notch Charpy for a test piece provided with a welding heat cycle that is cooled to 270 s at 800 to 500 ° C. (corresponding to the heat cycle of the weld heat-affected zone with a heat input of 400 kJ / cm in electrogas welding on a steel sheet having a thickness of 55 mm). Tests were performed to evaluate reproducible HAZ toughness.
- Table 4 shows the mechanical properties of the thick and thin portions of the taper plate and the toughness after the welding heat cycle.
- No. of the present invention example satisfying the ACR regulations. 21 and no. No. 22 satisfies YS: 460 MPa or more, TS: 570 MPa or more, absorbed energy at ⁇ 40 ° C .: 300 J or more (average of three), and the strength difference between the thick part and the thin part is less than 20 MPa for TS, YS Is less than 30 MPa, and the reproduced HAZ toughness is excellent at vTrs: ⁇ 65 ° C. or less.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
溶接入熱量が300kJ/cmを超える大入熱溶接が適用可能な、引張強さ570MPa以上のテーパプレートの製造方法を提供する。具体的には、質量%で、C:0.03~0.12%、Si:0.03~0.5%、Mn:0.8~2.2%、P:0.015%以下、S:0.0005~0.0050%、Al:0.005~0.1%、Nb:0.003~0.014%、Ti:0.003~0.02%B:0.0003~0.0025%、N:0.0030~0.0070%、Ca:0.0005~0.005%且つ、(1)式を満たし、残部Feおよび不可避的不純物からなる鋼スラブを1000℃~1200℃に加熱したのち、板厚が長手方向にテーパ状に変化する熱間圧延を圧延仕上温度を900℃以下Ar3点以上で行い、その後、500℃以下まで加速冷却する。0≦N-Ti/3.42≦0.0025、ただし、N、Tiは各成分の含有量(質量%)(1)
Description
本発明は、造船(shipbuilding)、建築(architecture)などに好適な、長手方向に板厚が連続して変化するテーパプレート(tapered plate)(テーパ付き鋼板(tapered steel plates)、LP鋼板(Longitudinally Profiled Steel Plate)とも言う)の製造方法に関し、鋼板内の強度差が少なく、かつ溶接入熱量(welding heat input)が300kJ/cmを超える大入熱溶接(high−heat input welding)が適用可能な、引張強さ(tensile strength)570MPa以上で長手方向に10mm以上の厚部厚と薄部厚の差(板厚差(difference of steel plate thickness))を有するテーパプレートの製造方法に関する。
厚鋼板の形状は、幅方向および長手方向にいずれも均一であるのが一般的である。しかし、長手方向に板厚を連続的に変化させると、素材重量(material weight)の軽減、溶接工数(welding man−hour)の削減に大きな効果を有する場合がある。このような厚鋼板は、テーパプレート、テーパ付き鋼板、またはLP鋼板などと呼ばれ、その製造方法について、特許文献1、特許文献2および特許文献3など多くの提案がある。これらの提案は、テーパプレートをいかに寸法精度(dimensional accuracy)を高く製造するかを目的にしたものである。しかし、寸法精度に加え、鋼板の材質特性(material property)および材質の均一性(material uniformity)が満足されないと、実用に耐えられない。
最近は、厚鋼板に対する品質要求(quality demand)が厳格化し、とくに高張力化の要求や溶接性(weldability)の向上要求が強くなっている。このような要求に対し、制御圧延(controlled rolling)や制御冷却(controlled cooling)といったTMCP法(Thermo−Mechanical Control Process)が採用されている。この方法は、オーステナイト未再結晶域(no−recrystallization temperature range in austenite)や(オーステナイト+フェライト(ferrite))2相域における強加工(heavy reduction)とそれに続くオーステナイト→フェライト変態(ferrite transformation)により、フェライト結晶粒(ferritic grain)の微細化をはかり、さらに必要に応じて冷却を行ってさらに高強度化、高靱性化を図ろうとするものである。
しかし、この方法をテーパプレートに応用すると、温度管理(temperature control)が極めて困難になり、材質変動(variation of material property)が大きくなる。
特に、制御圧延が、オーステナイト未再結晶域圧延や(オーステナイト+フェライト)2相域圧延(dual phase rolling、dual−phase rolling)のような低温における強加工の場合、テーパプレートのように板厚方向で肉厚が異なるときは、薄部と厚部の鋼板温度の温度差が大きくなりすぎ、強度の相異が大きくなるという問題を残していた。このような材質の不均一(inhomogeneous of material)をなくし、均質なテーパプレートを製造するために、いくつかの提案がなされている。
例えば、特許文献4には、均一な材質を得るために、冷却前の長手方向の温度を実測し、この実測値に基づいて、各点の最適冷却条件(optimum cooling condition)を演算し、板厚に応じて冷却時の通板速度(conveying speed)を修正するテーパプレートの冷却方法が示されている。特許文献5には、冷却開始は鋼板の薄部と厚部で同時に行い、冷却装置を出る時期を変えるテーパプレートの冷却方法が、あるいは冷却は鋼板長手方向に順次開始しながら、冷却終了を同時に行うテーパプレートの冷却方法が示されている。いずれも、加速冷却を行った際に、鋼板内の材質のばらつき(variation of material property)を少なくしようとする提案である。
一方、鋼板の成分組成の工夫でこのような課題の解決を試みた例として、特許文献6がある。この技術では、Nb添加量を0.015%~0.06%と高めることで強度のばらつき(scatter of strength)を減らせることを開示している。
また、特許文献7では、Hv20−50=−110+460C+44Si+39Mn−31Cu−9Ni+11Cr+22Mo+180V+9600B−23000Mo×Bで表されるHv20−50値(板厚が20mm及び50mmの鋼板の800~500℃における空冷速度(air cooling)に相当する冷却速度で常温まで冷却した場合のHv硬さの差)を15以下にすれば、強度のばらつきを減らせることを開示している。
しかしながら、近年そのニーズが高まっている大入熱溶接(high−heat input welding)の適用が可能な鋼材においては、溶接部の靭性を確保するため種々の成分設計(alloy design)上の制約があるため、テーパプレートとして強度ばらつきの低減の観点からの成分設計が容易でなく、特にBを含有する大入熱溶接用の鋼材の場合には、板厚や仕上温度(finishing temperature)の変化により強度のばらつき傾向が顕著になるという問題があった。
本発明は、上記問題点を有利に解決し、引張強さ(tensile strength)が570MPa以上で強度のばらつきの小さく、なおかつ溶接入熱量(welding heat input)が300kJ/cmを超える大入熱の溶接部の靭性に優れる、長手方向の厚部厚と薄部厚の差(テーパ量)が10mm以上を有するテーパプレートの製造方法を提供することを目的とする。
本発明者らは、上記課題を解決するためTi、N含有量の異なるB含有テーパプレートの厚部と薄部の強度差に及ぼすTi、N含有量の影響を調査し、Ti、N含有量が、0≦N−Ti/3.42≦0.0025を満たすと、適正量の固溶B(solid solute B)を安定的に確保することができ、厚部と薄部の強度差が小さくなるという知見を得た。
本発明は上記知見をもとに更に検討を加えてなされたもので、すなわち、本発明は、
1.
質量%で、
C:0.03~0.12%
Si:0.03~0.5%
Mn:0.8~2.2%
P:0.015%以下
S:0.0005~0.0050%
Al:0.005~0.1%
Nb:0.003~0.014%
Ti:0.003~0.02%
B:0.0003~0.0025%
N:0.0030~0.0070%
Ca:0.0005~0.0050%
且つ、(1)式を満たし、
残部Feおよび不可避的不純物からなる鋼スラブを1000℃~1200℃に加熱したのち、板厚が長手方向にテーパ状に変化する熱間圧延を圧延仕上温度を900℃以下Ar3点以上で行い、その後、500℃以下まで加速冷却することを特徴とする引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
0≦N−Ti/3.42≦0.0025 ・・・・(1)
ただし、N、Tiは各成分の含有量(質量%)。
2. 前記鋼スラブの成分組成が更に質量%で、
Cu:0.05~1.0%
Ni:0.05~1.0%
Cr:0.05~0.5%
Mo:0.05~0.5%
V:0.02~0.1%
のうちから選ばれた1種又は2種以上を含有することを特徴とする上記1記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
3. 前記鋼スラブの成分組成が更に質量%で
Mg:0.0005~0.005%
Zr:0.003~0.02%
REM:0.003~0.02%
のうちから選ばれる1種または2種以上を含有することを特徴とする上記1または2に記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
4.前記鋼スラブの成分組成が更に質量%で
0:0.0030%以下
を含有し、さらに、Ca、O、Sの各含有量が、下記(2)式を満たすことを特徴とする請求項1乃至3のいずれか一つに記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
記
0.3≦ACR≦0.8・・・・・(2)
ここで、ACR=(Ca−(0.18+130×Ca)×O)/1.25/Sまた、Ca、O、Sは各成分の含有量(質量%)を表す。
1.
質量%で、
C:0.03~0.12%
Si:0.03~0.5%
Mn:0.8~2.2%
P:0.015%以下
S:0.0005~0.0050%
Al:0.005~0.1%
Nb:0.003~0.014%
Ti:0.003~0.02%
B:0.0003~0.0025%
N:0.0030~0.0070%
Ca:0.0005~0.0050%
且つ、(1)式を満たし、
残部Feおよび不可避的不純物からなる鋼スラブを1000℃~1200℃に加熱したのち、板厚が長手方向にテーパ状に変化する熱間圧延を圧延仕上温度を900℃以下Ar3点以上で行い、その後、500℃以下まで加速冷却することを特徴とする引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
0≦N−Ti/3.42≦0.0025 ・・・・(1)
ただし、N、Tiは各成分の含有量(質量%)。
2. 前記鋼スラブの成分組成が更に質量%で、
Cu:0.05~1.0%
Ni:0.05~1.0%
Cr:0.05~0.5%
Mo:0.05~0.5%
V:0.02~0.1%
のうちから選ばれた1種又は2種以上を含有することを特徴とする上記1記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
3. 前記鋼スラブの成分組成が更に質量%で
Mg:0.0005~0.005%
Zr:0.003~0.02%
REM:0.003~0.02%
のうちから選ばれる1種または2種以上を含有することを特徴とする上記1または2に記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
4.前記鋼スラブの成分組成が更に質量%で
0:0.0030%以下
を含有し、さらに、Ca、O、Sの各含有量が、下記(2)式を満たすことを特徴とする請求項1乃至3のいずれか一つに記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
記
0.3≦ACR≦0.8・・・・・(2)
ここで、ACR=(Ca−(0.18+130×Ca)×O)/1.25/Sまた、Ca、O、Sは各成分の含有量(質量%)を表す。
本発明によれば、引張強さ570MPa以上で厚部、薄部の強度差が少なく、サブマージアーク溶接(submerged arc welding)、エレクトロガス溶接(electrogas arc welding)、エレクトロスラグ溶接(electroslag welding)などの大入熱溶接用途にも適用できる、厚部厚と薄部厚の差(テーパ量)が10mm以上のテーパプレートを製造することができ、産業上極めて有用である。
本発明では成分組成、製造条件を規定する。説明において%は質量%とする。
[成分組成]
C:0.03~0.12%
Cは、構造用鋼(structural steel)として必要な強度を得るため0.03%以上添加する。一方、0.12%を超えて添加すると、溶接熱影響部(welded heat affected zone)の靭性(toughness)を低下させるので、0.03%~0.12%とする。好ましくは0.04~0.09%とする。
[成分組成]
C:0.03~0.12%
Cは、構造用鋼(structural steel)として必要な強度を得るため0.03%以上添加する。一方、0.12%を超えて添加すると、溶接熱影響部(welded heat affected zone)の靭性(toughness)を低下させるので、0.03%~0.12%とする。好ましくは0.04~0.09%とする。
Si:0.03~0.5%
Siは、脱酸(deoxidation)と強度を確保するため0.03%以上添加する。0.5%を超えて添加すると、大入熱溶接の場合、溶接熱影響部に島状マルテンサイトが生成して靭性を劣化させるので、0.5%以下とする。好ましくは0.4%以下とする。
Siは、脱酸(deoxidation)と強度を確保するため0.03%以上添加する。0.5%を超えて添加すると、大入熱溶接の場合、溶接熱影響部に島状マルテンサイトが生成して靭性を劣化させるので、0.5%以下とする。好ましくは0.4%以下とする。
Mn:0.8~2.2%
Mnは、母材の強度を確保するために、0.8%以上添加する。一方、2.2%を超えると溶接部の靭性を著しく劣化させるため、0.8~2.1%、より好ましくは1.2~2.0%とする。
Mnは、母材の強度を確保するために、0.8%以上添加する。一方、2.2%を超えると溶接部の靭性を著しく劣化させるため、0.8~2.1%、より好ましくは1.2~2.0%とする。
P:0.015%以下
Pは本発明では不可避的不純物で、0.015%を超えて含有されると、大入熱溶接によって熱影響部に島状マルテンサイト(island martensite,M−A constituent)を生成して靭性、特にCTOD特性(crack tip opening displacement property)を低下させるため、0.015%以下とする。好ましくは0.012%以下とする。
Pは本発明では不可避的不純物で、0.015%を超えて含有されると、大入熱溶接によって熱影響部に島状マルテンサイト(island martensite,M−A constituent)を生成して靭性、特にCTOD特性(crack tip opening displacement property)を低下させるため、0.015%以下とする。好ましくは0.012%以下とする。
S:0.0005~0.0050%
Sは、CaS、MnSを生成させるため0.0005%以上とする。一方、0.0050%をこえると母材の靭性を低下させるため、0.0005~0.0050%とする。
Sは、CaS、MnSを生成させるため0.0005%以上とする。一方、0.0050%をこえると母材の靭性を低下させるため、0.0005~0.0050%とする。
Al:0.005~0.1%
Alは、鋼を脱酸するため0.005%以上とする。一方、0.1%を超えると母材の靭性を低下させ、溶接金属(weld metal)の靭性も低下させるので、0.005~0.1%、好ましくは0.01~0.06%とする。
Alは、鋼を脱酸するため0.005%以上とする。一方、0.1%を超えると母材の靭性を低下させ、溶接金属(weld metal)の靭性も低下させるので、0.005~0.1%、好ましくは0.01~0.06%とする。
Nb:0.003~0.014%
Nbは、母材の強度、靭性および溶接継手の強度(strength of weld joint)を確保するために有効であり、その効果を得るため0.003%以上必要であるが、0.014%を超えると大入熱溶接をした際、溶接熱影響部の靭性が低下するため、0.003~0.014%とする。好ましくは0.005~0.013%とする。
Nbは、母材の強度、靭性および溶接継手の強度(strength of weld joint)を確保するために有効であり、その効果を得るため0.003%以上必要であるが、0.014%を超えると大入熱溶接をした際、溶接熱影響部の靭性が低下するため、0.003~0.014%とする。好ましくは0.005~0.013%とする。
Ti:0.003~0.02%
Tiは、凝固時にTiNを生成して析出し、溶接熱影響部でのオーステナイト粒(austenite grain)の粗大化を抑制し、フェライト変態核(nucleus of ferrite transformation)となってフェライトを析出させ、靭性を向上させるため、0.003%以上を添加する。一方、0.02%を超えると、TiN粒子が粗大化し、靭性を低下させるようになるので、0.003~0.02%とする。好ましくは0.005~0.018%とする。
Tiは、凝固時にTiNを生成して析出し、溶接熱影響部でのオーステナイト粒(austenite grain)の粗大化を抑制し、フェライト変態核(nucleus of ferrite transformation)となってフェライトを析出させ、靭性を向上させるため、0.003%以上を添加する。一方、0.02%を超えると、TiN粒子が粗大化し、靭性を低下させるようになるので、0.003~0.02%とする。好ましくは0.005~0.018%とする。
B:0.0003~0.0025%
Bは、鋼板製造時、固溶B(solute B)として焼入れ性(hardenability)に寄与して母材強度を向上させるとともに、大入熱溶接をした際、溶接熱影響部でBNを生成して、固溶Nを低減し、また、フェライト変態核となりフェライトを生成して靭性を向上させるため、0.0003%以上添加する。
Bは、鋼板製造時、固溶B(solute B)として焼入れ性(hardenability)に寄与して母材強度を向上させるとともに、大入熱溶接をした際、溶接熱影響部でBNを生成して、固溶Nを低減し、また、フェライト変態核となりフェライトを生成して靭性を向上させるため、0.0003%以上添加する。
一方、0.0025%を超えると焼入れ性が増大して靭性が低下するため、0.0003~0.0025%とする。好ましくは0.005~0.0022%とする。
N:0.0030~0.0070%
Nは、靭性向上に有効なTiNを生成するため、0.0030%以上とする。一方、0.0070%を超えると、鋼板製造時、焼入れ性に寄与する固溶Bが確保できなくなる場合があるとともに、大入熱溶接をした際、ボンド部(weld bond)近傍のTiNが溶解し、溶接金属中の固溶Nが増大してその靭性を劣化させるため、0.0030~0.0070%とする。
Nは、靭性向上に有効なTiNを生成するため、0.0030%以上とする。一方、0.0070%を超えると、鋼板製造時、焼入れ性に寄与する固溶Bが確保できなくなる場合があるとともに、大入熱溶接をした際、ボンド部(weld bond)近傍のTiNが溶解し、溶接金属中の固溶Nが増大してその靭性を劣化させるため、0.0030~0.0070%とする。
0≦N−Ti/3.42≦0.0025
本発明では、引張強さが570MPa以上で強度ばらつきの小さく、なおかつ溶接入熱量が300kJ/cmを超える大入熱溶接部の靭性に優れることが要求され、そのために上記成分組成において本パラメータ式(formula)を規定する。Ti、N含有量が、N−Ti/3.42>0.0025となると、適正量の固溶Bを安定的に確保することができず、板厚や圧延条件(rolling condition)の変化に対して強度のばらつきが大きくなる。一方、N−Ti/3.42<0の場合、大入熱溶接をした際、溶接熱影響部の靭性が顕著に劣化する。従って、0≦N−Ti/3.42≦0.0025とする。
本発明では、引張強さが570MPa以上で強度ばらつきの小さく、なおかつ溶接入熱量が300kJ/cmを超える大入熱溶接部の靭性に優れることが要求され、そのために上記成分組成において本パラメータ式(formula)を規定する。Ti、N含有量が、N−Ti/3.42>0.0025となると、適正量の固溶Bを安定的に確保することができず、板厚や圧延条件(rolling condition)の変化に対して強度のばらつきが大きくなる。一方、N−Ti/3.42<0の場合、大入熱溶接をした際、溶接熱影響部の靭性が顕著に劣化する。従って、0≦N−Ti/3.42≦0.0025とする。
Ca:0.0005~0.0050%
Caは、大入熱溶接した際、溶接熱影響部の靭性を良好たらしめるもので、CaS上にMnSやTiN、BNが析出し、フェライトの核生成の頻度を高めることで溶接熱影響部の靭性を向上させる。その効果を得るため0.0005%以上とする。一方、0.0050%を超えると効果が飽和するため、0.0005~0.0050%とする。好ましくは0.0005~0.0030%とし、より好ましくは0.0007~0.0030%とする。
Caは、大入熱溶接した際、溶接熱影響部の靭性を良好たらしめるもので、CaS上にMnSやTiN、BNが析出し、フェライトの核生成の頻度を高めることで溶接熱影響部の靭性を向上させる。その効果を得るため0.0005%以上とする。一方、0.0050%を超えると効果が飽和するため、0.0005~0.0050%とする。好ましくは0.0005~0.0030%とし、より好ましくは0.0007~0.0030%とする。
以上が本発明の基本成分で、十分な作用効果が得られるが、更に特性を向上させる場合、Cu、Ni、Cr、Mo、V、Mg、Zr、REMの一種または二種以上を含有させることが可能である。
Cu:0.05~1.0%
Cuは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、1.0%を超えると熱間脆性(hot shortness)を生じて、鋼板の表面性状を悪化させるので、含有する場合は1.0%以下とすることが好ましい。より好ましくは0.1~0.8%とする。
Cuは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、1.0%を超えると熱間脆性(hot shortness)を生じて、鋼板の表面性状を悪化させるので、含有する場合は1.0%以下とすることが好ましい。より好ましくは0.1~0.8%とする。
Ni:0.05~1.0%
Niは、母材を高靭性に保ちつつ、強度を上昇させるので、その効果を得るため0.05%以上含有することが好ましい。一方、1.0%を超えるとその効果が飽和するため、含有する場合は0.05~1.0%とすることが好ましい。より好ましくは0.1~0.9%とする。
Niは、母材を高靭性に保ちつつ、強度を上昇させるので、その効果を得るため0.05%以上含有することが好ましい。一方、1.0%を超えるとその効果が飽和するため、含有する場合は0.05~1.0%とすることが好ましい。より好ましくは0.1~0.9%とする。
Cr:0.05~0.5%
Crは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、多量に添加すると靭性を劣化させるようになるので、含有する場合は0.5%以下とすることが好ましい。より好ましくは0.1~0.4%とする。
Crは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、多量に添加すると靭性を劣化させるようになるので、含有する場合は0.5%以下とすることが好ましい。より好ましくは0.1~0.4%とする。
Mo:0.05~0.5%
Moは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、多量に添加すると靭性を劣化させるようになるので、含有する場合は0.5%以下とすることが好ましい。より好ましくは0.07~0.4%とする。
Moは、母材の高強度化に有効であり、その効果を得るため0.05%以上含有することが好ましいが、多量に添加すると靭性を劣化させるようになるので、含有する場合は0.5%以下とすることが好ましい。より好ましくは0.07~0.4%とする。
V:0.02~0.1%
Vは、母材の高強度化に有効であり、その効果を得るため0.02%以上含有することが好ましいが、0.1%を超えると靭性を低下させるようになるので、含有する場合は0.1%以下とすることが好ましい。より好ましくは0.04~0.08%とする。
Vは、母材の高強度化に有効であり、その効果を得るため0.02%以上含有することが好ましいが、0.1%を超えると靭性を低下させるようになるので、含有する場合は0.1%以下とすることが好ましい。より好ましくは0.04~0.08%とする。
Mg:0.0005~0.005%
Mgは、酸化物の分散による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.0005%以上含有することが好ましいが、0.005%を超えて含有しても効果が飽和するので、含有する場合には0.005%以下とすることが好ましい。
Mgは、酸化物の分散による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.0005%以上含有することが好ましいが、0.005%を超えて含有しても効果が飽和するので、含有する場合には0.005%以下とすることが好ましい。
Zr:0.003~0.02%
Zrは、酸化物(oxide)の分散(dispersion)による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.003%以上含有することが好ましいが、0.02%を超えて含有しても効果が飽和するので、含有する場合には0.02%以下とすることが好ましい。より好ましくは0.004~0.018%とする。
Zrは、酸化物(oxide)の分散(dispersion)による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.003%以上含有することが好ましいが、0.02%を超えて含有しても効果が飽和するので、含有する場合には0.02%以下とすることが好ましい。より好ましくは0.004~0.018%とする。
REM:0.003~0.02%
REMは、酸化物の分散による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.003%以上含有することが好ましいが、0.02%を超えて含有しても効果が飽和するので、含有する場合には0.02%以下とすることが好ましい。より好ましくは0.004~0.018%とする。
O:0.0030%以下
Oは、不可避的不純物として含有され、鋼中では酸化物として存在し、清浄度を低下させる。このため、本発明ではできるだけ低減することが好ましい。O含有量が0.0030%を超えるとCaO系介在物が粗大化して、靭性に悪影響を及ぼす。また、本発明では、CaをCaSとして晶出させるために、Caとの結合力が強いOはCa添加前に、脱ガスを強化するか、脱酸剤を投入するかして、溶鋼中のOを0.0030%以下に低減しておくことが好ましい。
0.3≦ACR≦0.8
ここで、ACR=(Ca−(0.18+130×Ca)×O)/1.25/SCa、O、Sは各成分の含有量(質量%)を表す。
大入熱溶接時の高温下でも溶解しないフェライト変態生成核を微細に分散させることができ、溶接熱影響部の組織を微細なフェライト+パーライトの組織として高靱性化を達成するためには、CaおよびSは、0.3≦ACR≦0.8の関係を満足するように含有させる必要がある。
ACRの値を0.3以上0.8以下にすることにより、フェライト生成核として働くMnSがCaS上に析出して微細に分散するので、大入熱溶接時の溶接熱影響部の組織を微細なフェライト+パーライトの組織として高靱性化を達成することができる。
ACRの値が0.3に満たないと、CaSが晶出しないためにSはMnS単独の形態で析出する。このMnSは鋼板製造時の圧延で伸長されて母材の靱性の低下を引き起こすとともに、本発明の主眼である溶接熱影響部でMnSが溶融するために微細分散が達成されない。
一方、ACRの値が0.8を超えると、ほとんどのSがCaによって固定され、フェライト生成核として働くMnSがCaS上に析出しないために十分な機能が発揮されない。
REMは、酸化物の分散による靱性改善効果を有する元素である。このような効果を発揮させるには少なくとも0.003%以上含有することが好ましいが、0.02%を超えて含有しても効果が飽和するので、含有する場合には0.02%以下とすることが好ましい。より好ましくは0.004~0.018%とする。
O:0.0030%以下
Oは、不可避的不純物として含有され、鋼中では酸化物として存在し、清浄度を低下させる。このため、本発明ではできるだけ低減することが好ましい。O含有量が0.0030%を超えるとCaO系介在物が粗大化して、靭性に悪影響を及ぼす。また、本発明では、CaをCaSとして晶出させるために、Caとの結合力が強いOはCa添加前に、脱ガスを強化するか、脱酸剤を投入するかして、溶鋼中のOを0.0030%以下に低減しておくことが好ましい。
0.3≦ACR≦0.8
ここで、ACR=(Ca−(0.18+130×Ca)×O)/1.25/SCa、O、Sは各成分の含有量(質量%)を表す。
大入熱溶接時の高温下でも溶解しないフェライト変態生成核を微細に分散させることができ、溶接熱影響部の組織を微細なフェライト+パーライトの組織として高靱性化を達成するためには、CaおよびSは、0.3≦ACR≦0.8の関係を満足するように含有させる必要がある。
ACRの値を0.3以上0.8以下にすることにより、フェライト生成核として働くMnSがCaS上に析出して微細に分散するので、大入熱溶接時の溶接熱影響部の組織を微細なフェライト+パーライトの組織として高靱性化を達成することができる。
ACRの値が0.3に満たないと、CaSが晶出しないためにSはMnS単独の形態で析出する。このMnSは鋼板製造時の圧延で伸長されて母材の靱性の低下を引き起こすとともに、本発明の主眼である溶接熱影響部でMnSが溶融するために微細分散が達成されない。
一方、ACRの値が0.8を超えると、ほとんどのSがCaによって固定され、フェライト生成核として働くMnSがCaS上に析出しないために十分な機能が発揮されない。
[製造条件]
本発明では、上述した成分組成とすることにより、適正量の固溶Bを安定的に確保することができるので、板厚や圧延条件の変化に対して強度のばらつきを小さくすることができる。このため、従来、テーパプレートを高強度化するために加速冷却を適用すると、板厚が厚部から薄部へと変化するにつれて鋼板強度の変動が不可避であったところ、本発明では、加速冷却を適用しても厚部と薄部との強度差が小さい高強度テーパプレートを得ることができる。
本発明では、上述した成分組成とすることにより、適正量の固溶Bを安定的に確保することができるので、板厚や圧延条件の変化に対して強度のばらつきを小さくすることができる。このため、従来、テーパプレートを高強度化するために加速冷却を適用すると、板厚が厚部から薄部へと変化するにつれて鋼板強度の変動が不可避であったところ、本発明では、加速冷却を適用しても厚部と薄部との強度差が小さい高強度テーパプレートを得ることができる。
本発明のテーパプレートの素材となる鋼スラブは、上記した成分組成の鋼を、例えば、転炉(steel converter)、電気炉(electric furnace)、真空溶解炉(vacuum melting furnace)等の通常の製錬プロセス(refining process)で溶製した後、連続鋳造法(continuous casting)あるいは造塊−分塊圧延法等の常法を用いて製造することができ、特に制限はない。
本発明では、スラブ加熱温度(slab heating temperature)、熱間圧延条件(hot rolling condition)、冷却条件(cooling condition)を以下のように規定する。
スラブ加熱温度:1000~1200℃
スラブ加熱温度が1000℃未満では添加成分が十分に固溶しない。一方1200℃を超えるとオーステナイト粒が粗大化してその後の圧延によっても細粒化が進まず靱性が劣化する。このため、スラブ加熱温度は1000~1200℃の範囲とする。好ましくは1030~1180℃の範囲とする。
スラブ加熱温度が1000℃未満では添加成分が十分に固溶しない。一方1200℃を超えるとオーステナイト粒が粗大化してその後の圧延によっても細粒化が進まず靱性が劣化する。このため、スラブ加熱温度は1000~1200℃の範囲とする。好ましくは1030~1180℃の範囲とする。
熱間圧延条件
鋼スラブを加熱した後、熱間圧延を行う。熱間圧延では長手方向に板厚の異なるテーパを付与する。テーパプレートにおける長手方向の板厚の変化は、鋼板をかみ込んだのち、あらかじめ設定したパスにおいてロール開度(roll gap)を変化させて熱間圧延することにより達成できる。
鋼スラブを加熱した後、熱間圧延を行う。熱間圧延では長手方向に板厚の異なるテーパを付与する。テーパプレートにおける長手方向の板厚の変化は、鋼板をかみ込んだのち、あらかじめ設定したパスにおいてロール開度(roll gap)を変化させて熱間圧延することにより達成できる。
本発明ではパス(pass)ごとの圧下量(rolling reduction)(圧下率とも言う)については特に限定しない。熱間圧延の圧延仕上温度(finishing rolling temperature)は鋼板表面温度で900℃以下、Ar3点以上とする。仕上温度がAr3点未満では、所定の強度が得られず、また、900℃を超えると靱性が劣化するため、仕上温度は900℃以下Ar3点以上とする。好ましくは(Ar3+10℃)~880℃の範囲とする。
冷却条件
熱間圧延終了後は加速冷却(accelerated cooling)を行う。冷却停止温度(cooling stop temperature)が500℃を超えると引張強さ570MPa以上の鋼板強度が得られないため、鋼板表面温度で500℃以下まで加速冷却を行う。好ましくは490℃以下の範囲とする。
熱間圧延終了後は加速冷却(accelerated cooling)を行う。冷却停止温度(cooling stop temperature)が500℃を超えると引張強さ570MPa以上の鋼板強度が得られないため、鋼板表面温度で500℃以下まで加速冷却を行う。好ましくは490℃以下の範囲とする。
なお、熱間圧延条件、冷却条件を規定する鋼板表面温度は、例えば、放射温度計(radiation thermometer)を用いて測定することができる。
本発明は上述した成分組成と製造条件の組み合わせにより、適正量の固溶Bを安定的に確保することができ、焼入れ性の向上効果と大入熱溶接の溶接熱影響部の靭性の向上効果が得られるため、テーパプレートの厚部厚と薄部厚の差(テーパ量)が鋼板内で10mm以上あっても、引張強さ570MPa以上で優れた大入熱溶接の溶接熱影響部の靭性を有するテーパプレートが得られる。
本発明は上述した成分組成と製造条件の組み合わせにより、適正量の固溶Bを安定的に確保することができ、焼入れ性の向上効果と大入熱溶接の溶接熱影響部の靭性の向上効果が得られるため、テーパプレートの厚部厚と薄部厚の差(テーパ量)が鋼板内で10mm以上あっても、引張強さ570MPa以上で優れた大入熱溶接の溶接熱影響部の靭性を有するテーパプレートが得られる。
表1に示す化学組成(chemical composition)を有する鋼スラブを、表2に示す条件で熱間圧延を行い、厚部60mm、薄部50mm、テーパ量(厚部厚と薄部厚の差)10mmのテーパプレートを製造した。
テーパプレートの厚部と薄部それぞれの板厚1/4位置より、平行部14φ×85mm、標点間距離(gauge length)70mmの丸棒引張試験片(round bar type tensile specimen)を圧延方向(rolling direction)と垂直方向に、2mmVノッチシャルピー試験片(V notched charpy specimen)を圧延方向と平行方向に採取し、母材の強度と−40℃における吸収エネルギー(absorbed energy)を評価した。−40℃における吸収エネルギーは、3本の値の平均値とした。
さらに、溶接熱影響部(以下、HAZとも称する)の靱性を評価するため、これらの鋼板から溶接熱サイクル(weld thermal cycle)用に、幅80mm×長さ80mm×厚み15mmの試験片を採取し、1450℃に加熱後800~500℃を270sで冷却(板厚55mmの鋼板におけるエレクトロガス溶接での入熱量400kJ/cmの溶接熱影響部の熱サイクルに相当)する溶接熱サイクルを付与した試験片について2mmVノッチシャルピー試験を実施し、再現HAZ靱性(toughness of Simulated HAZ)を評価した。
テーパプレートの厚部、薄部の機械的性質と溶接熱サイクル後の靭性を表2に示す。本発明例のNo.1~No.8は、いずれもYS:460MPa以上、TS:570MPa以上、−40℃における吸収エネルギー:300J以上(3本の平均)を満足し、厚部、薄部の強度差がTSについては20MPa未満、YSについては30MPa未満といずれも小さく、また、再現HAZ靭性もvTrs:−40℃以下と優れている。
一方、N−Ti/3.42>0.0025となっているNo.11、No.14は厚部、薄部の強度差が大きい。また、このほか、適正な成分あるいは製造条件を外れたものは、YS:460MPa以上、TS:570MPa以上、吸収エネルギー:300J以上、再現HAZ靭性vTrs:−40℃以下のいずれか1以上を満足できない結果となっている。
表3に示す化学組成を有する鋼スラブを、表4に示す条件で熱間圧延を行い、厚部60mm、薄部50mm、テーパ量(厚部厚と薄部厚の差)10mmのテーパプレートを製造した。
テーパプレートの厚部と薄部それぞれの板厚1/4位置より、平行部14φ×85mm、標点間距離70mmの丸棒引張試験片を圧延方向と垂直方向に、2mmVノッチシャルピー試験片を圧延方向と平行方向に採取し、母材の強度と−40℃における吸収エネルギーを評価した。−40℃における吸収エネルギーは、3本の値の平均値とした。
さらに、溶接熱影響部(以下、HAZとも称する)の靱性を評価するため、これらの鋼板から溶接熱サイクル用に、幅80mm×長さ80mm×厚み15mmの試験片を採取し、1450℃に加熱後800~500℃を270sで冷却(板厚55mmの鋼板におけるエレクトロガス溶接での入熱量400kJ/cmの溶接熱影響部の熱サイクルに相当)する溶接熱サイクルを付与した試験片について2mmVノッチシャルピー試験を実施し、再現HAZ靱性を評価した。
テーパプレートの厚部、薄部の機械的性質と溶接熱サイクル後の靭性を表4に示す。ACRの規定を満足する本発明例のNo.21とNo.22は、いずれもYS:460MPa以上、TS:570MPa以上、−40℃における吸収エネルギー:300J以上(3本の平均)を満足し、厚部、薄部の強度差がTSについては20MPa未満、YSについては30MPa未満といずれも小さく、また、再現HAZ靭性もvTrs:−65℃以下と優れている。




Claims (4)
- 質量%で、
C:0.03~0.12%
Si:0.03~0.5%
Mn:0.8~2.2%
P:0.015%以下
S:0.0005~0.0050%
Al:0.005~0.1%
Nb:0.003~0.014%
Ti:0.003~0.02%
B:0.0003~0.0025%
N:0.0030~0.0070%
Ca:0.0005~0.005%
且つ、(1)式を満たし、
残部Feおよび不可避的不純物からなる鋼スラブを1000℃~1200℃に加熱したのち、板厚が長手方向にテーパ状に変化する熱間圧延を圧延仕上温度を900℃以下Ar3点以上で行い、その後、500℃以下まで加速冷却する引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
0≦N−Ti/3.42≦0.0025 ・・・・(1)
ただし、N、Tiは各成分の含有量(質量%)。 - 前記鋼スラブの成分組成が更に質量%で、
Cu:0.05~1.0%
Ni:0.05~1.0%
Cr:0.05~0.5%
Mo:0.05~0.5%
V:0.02~0.1%
のうちから選ばれた1種又は2種以上を含有する請求項1記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。 - 前記鋼スラブの成分組成が更に質量%で
Mg:0.0005~0.005%
Zr:0.003~0.02%
REM:0.003~0.02%
のうちから選ばれる1種または2種以上を含有する請求項1または2に記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。 - 前記鋼スラブの成分組成が更に質量%で
O:0.0030%以下、
を含有し、さらに、Ca、O、Sの各含有量が、下記(2)式を満たすことを特徴とする請求項1乃至3のいずれか一つに記載の引張強さ570MPa以上で、厚部厚と薄部厚の差が10mm以上のテーパプレートの製造方法。
記
0.3≦ACR≦0.8・・・・・(2)
ここで、ACR=(Ca−(0.18+130×Ca)×O)/1.25/Sまた、Ca、O、Sは各成分の含有量(質量%)を表す。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12865903.4A EP2806042B1 (en) | 2012-01-18 | 2012-04-19 | Process for producing tapered plate |
| KR1020147022106A KR101612660B1 (ko) | 2012-01-18 | 2012-04-19 | 테이퍼 플레이트의 제조 방법 |
| CN201280067544.9A CN104066858B (zh) | 2012-01-18 | 2012-04-19 | 楔形板材的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-007765 | 2012-01-18 | ||
| JP2012007765A JP5772620B2 (ja) | 2011-01-18 | 2012-01-18 | テーパプレートの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013108419A1 true WO2013108419A1 (ja) | 2013-07-25 |
Family
ID=48799825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/061156 WO2013108419A1 (ja) | 2012-01-18 | 2012-04-19 | テーパプレートの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2806042B1 (ja) |
| KR (1) | KR101612660B1 (ja) |
| CN (1) | CN104066858B (ja) |
| WO (1) | WO2013108419A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016060141A1 (ja) * | 2014-10-17 | 2016-04-21 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108396252B (zh) * | 2017-02-08 | 2020-01-07 | 鞍钢股份有限公司 | 一种390MPa级LP钢板及其生产方法 |
| CN108396241B (zh) * | 2017-02-08 | 2019-09-20 | 鞍钢股份有限公司 | 一种420MPa级LP钢板及其生产方法 |
| CN108396245B (zh) * | 2017-02-08 | 2019-12-13 | 鞍钢股份有限公司 | 一种345MPa级LP钢板及其生产方法 |
| CN108396222B (zh) * | 2017-02-08 | 2019-09-20 | 鞍钢股份有限公司 | 一种235MPa级LP钢板及其生产方法 |
| KR20190076205A (ko) | 2017-12-22 | 2019-07-02 | 동국제강주식회사 | 변단면을 가지는 후판 제조 방법 |
| CN111996462B (zh) * | 2020-09-07 | 2022-02-18 | 鞍钢股份有限公司 | 一种纵向变厚度超高强船板及生产方法 |
| CN116770190B (zh) * | 2023-05-30 | 2024-05-14 | 鞍钢股份有限公司 | 一种低屈强比纵向变厚度桥梁用钢及其制造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036826B2 (ja) | 1971-09-18 | 1975-11-27 | ||
| JPS60124B2 (ja) | 1977-12-15 | 1985-01-05 | 川崎製鉄株式会社 | テ−パ鋼板の自動板厚制御方法並びに装置 |
| JPS62166013A (ja) | 1986-01-14 | 1987-07-22 | Nippon Steel Corp | 板厚が長手方向に連続して変化する熱鋼板の冷却方法 |
| JPH0549361B2 (ja) | 1987-11-30 | 1993-07-26 | Nippon Steel Corp | |
| JPH0768309A (ja) | 1993-06-29 | 1995-03-14 | Kawasaki Steel Corp | 鋼板の制御冷却方法 |
| JPH08232016A (ja) * | 1994-12-28 | 1996-09-10 | Kawasaki Steel Corp | 高張力鋼板の製造方法 |
| JP2000303147A (ja) * | 1999-02-15 | 2000-10-31 | Sumitomo Metal Ind Ltd | テーパー鋼板及びその製造方法 |
| JP3180944B2 (ja) | 1995-12-05 | 2001-07-03 | 川崎製鉄株式会社 | 建築・橋梁用テーパプレートの製造方法 |
| JP2007051321A (ja) * | 2005-08-17 | 2007-03-01 | Nippon Steel Corp | 溶接性及びガス切断性に優れた溶接構造用490MPa級厚手高張力耐火鋼及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3603479B2 (ja) * | 1996-06-28 | 2004-12-22 | Jfeスチール株式会社 | 板厚変動調質厚鋼板の製造方法 |
| CN101153370B (zh) * | 2006-09-27 | 2012-06-13 | 鞍钢股份有限公司 | 一种可大线能量焊接的低合金高强度钢板及其制造方法 |
| JP4976905B2 (ja) * | 2007-04-09 | 2012-07-18 | 株式会社神戸製鋼所 | Haz靭性および母材靭性に優れた厚鋼板 |
-
2012
- 2012-04-19 EP EP12865903.4A patent/EP2806042B1/en active Active
- 2012-04-19 WO PCT/JP2012/061156 patent/WO2013108419A1/ja active Application Filing
- 2012-04-19 KR KR1020147022106A patent/KR101612660B1/ko active IP Right Grant
- 2012-04-19 CN CN201280067544.9A patent/CN104066858B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036826B2 (ja) | 1971-09-18 | 1975-11-27 | ||
| JPS60124B2 (ja) | 1977-12-15 | 1985-01-05 | 川崎製鉄株式会社 | テ−パ鋼板の自動板厚制御方法並びに装置 |
| JPS62166013A (ja) | 1986-01-14 | 1987-07-22 | Nippon Steel Corp | 板厚が長手方向に連続して変化する熱鋼板の冷却方法 |
| JPH0549361B2 (ja) | 1987-11-30 | 1993-07-26 | Nippon Steel Corp | |
| JPH0768309A (ja) | 1993-06-29 | 1995-03-14 | Kawasaki Steel Corp | 鋼板の制御冷却方法 |
| JPH08232016A (ja) * | 1994-12-28 | 1996-09-10 | Kawasaki Steel Corp | 高張力鋼板の製造方法 |
| JP3180944B2 (ja) | 1995-12-05 | 2001-07-03 | 川崎製鉄株式会社 | 建築・橋梁用テーパプレートの製造方法 |
| JP2000303147A (ja) * | 1999-02-15 | 2000-10-31 | Sumitomo Metal Ind Ltd | テーパー鋼板及びその製造方法 |
| JP3972553B2 (ja) | 1999-02-15 | 2007-09-05 | 住友金属工業株式会社 | テーパー鋼板及びその製造方法 |
| JP2007051321A (ja) * | 2005-08-17 | 2007-03-01 | Nippon Steel Corp | 溶接性及びガス切断性に優れた溶接構造用490MPa級厚手高張力耐火鋼及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016060141A1 (ja) * | 2014-10-17 | 2016-04-21 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
| JPWO2016060141A1 (ja) * | 2014-10-17 | 2017-04-27 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
| KR101930181B1 (ko) | 2014-10-17 | 2018-12-17 | 제이에프이 스틸 가부시키가이샤 | 대입열 용접용 강재 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104066858B (zh) | 2015-11-25 |
| KR20140110065A (ko) | 2014-09-16 |
| KR101612660B1 (ko) | 2016-04-14 |
| EP2806042B1 (en) | 2018-09-12 |
| EP2806042A1 (en) | 2014-11-26 |
| CN104066858A (zh) | 2014-09-24 |
| EP2806042A4 (en) | 2015-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5177310B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP4844687B2 (ja) | 低降伏比高強度高靭性鋼板及びその製造方法 | |
| JP5846311B2 (ja) | 溶接熱影響部ctod特性に優れた厚肉高張力鋼およびその製造方法 | |
| WO2013108419A1 (ja) | テーパプレートの製造方法 | |
| KR101846759B1 (ko) | 강판 및 그 제조 방법 | |
| JP5076658B2 (ja) | 大入熱溶接用鋼材 | |
| WO2013150687A1 (ja) | アレスト性に優れた高強度厚鋼板 | |
| JP4897126B2 (ja) | 厚鋼板の製造方法 | |
| WO2013089089A1 (ja) | 高強度極厚h形鋼 | |
| JP7262288B2 (ja) | 母材と溶接熱影響部の靭性に優れかつ音響異方性の小さい高強度低降伏比厚鋼板およびその製造方法 | |
| JP2018053281A (ja) | 角形鋼管 | |
| JP5842574B2 (ja) | 大入熱溶接用鋼材の製造方法 | |
| JP5365145B2 (ja) | 大入熱溶接部靭性に優れた建築用低降伏比鋼板およびその製造方法 | |
| JP2007177326A (ja) | 低降伏比を有する高張力薄肉鋼板およびその製造方法 | |
| JP5772620B2 (ja) | テーパプレートの製造方法 | |
| WO2016060141A1 (ja) | 大入熱溶接用鋼材 | |
| WO2015064029A1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP2010229442A (ja) | 大入熱溶接部靭性に優れた低降伏比建築構造用厚鋼板およびその製造方法 | |
| JP5233365B2 (ja) | 大入熱溶接用鋼材 | |
| JP2011074448A (ja) | 大入熱溶接用鋼 | |
| JP2016117932A (ja) | 圧延h形鋼及びその製造方法 | |
| JP5831196B2 (ja) | 引張強さ510MPa以上、厚部60mm以上の厚肉テーパプレートの製造方法 | |
| WO2016068094A1 (ja) | 溶接熱影響部の低温靭性に優れる高張力鋼板とその製造方法 | |
| JP5343486B2 (ja) | 大入熱溶接用鋼材 | |
| WO2013128650A1 (ja) | 大入熱溶接用鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12865903 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012865903 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20147022106 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |