WO2013102963A1 - Method of manufacturing structural object and structural object - Google Patents
Method of manufacturing structural object and structural object Download PDFInfo
- Publication number
- WO2013102963A1 WO2013102963A1 PCT/JP2012/007204 JP2012007204W WO2013102963A1 WO 2013102963 A1 WO2013102963 A1 WO 2013102963A1 JP 2012007204 W JP2012007204 W JP 2012007204W WO 2013102963 A1 WO2013102963 A1 WO 2013102963A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- structure body
- structural object
- impregnation
- powder material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/681—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/681—Component parts, details or accessories; Auxiliary operations
- B29C70/682—Preformed parts characterised by their structure, e.g. form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0097—Glues or adhesives, e.g. hot melts or thermofusible adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/0062—Degradable water-soluble
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
Definitions
- the present disclosure relates to a method of manufacturing a structural object using a rapid prototyping technology and the structural object.
- stereolithography is a method for forming a three-dimensional shape by irradiating a light-curable resin with laser to form a cross-sectional shape of the shaped object, layer by layer and then laminating them.
- the laminated object manufacturing is a method for forming a three-dimensional shape by cutting out thin sheets, layer by layer, in accordance with the cross-sectional shape of the shaped object and then bonding and laminating.
- the modeling with powders is a method for forming a three-dimensional shape by laying a layer of powder material to form a cross-sectional shape of the shaped object, layer by layer and then laminating them.
- the modeling with powders is roughly divided into methods of melting or sintering powders, and those of solidifying using an adhesive.
- the former forms the cross-sectional shape by irradiating nylon material, for example, with a laser.
- the latter solidifies powder material containing gypsum as the main component by ejecting the adhesive to the powder material using an inkjet head, and forms the cross-sectional shape.
- a head of a commercially available inkjet printer is used, and operates on a sheet in which the gypsum powder has been laid as if printing is performed.
- gypsum as the powder material, and from the print head, the adhesive for solidifying the gypsum is ejected.
- Image forming composition described in Patent Literature 1 contains gypsum and a polyvinyl alcohol resin.
- the above-mentioned image forming composition in powder form is used, its cross-sectional shape is patterned by adding a small amount of water, and the cross-sectional layers thereof are laminated.
- the three-dimensional structure body is formed.
- by adding the water and cross-linking agent to the three-dimensional structure body there can be obtained a three-dimensional structure body having a desired intensity (for example, see paragraphs 0026 and 0031 in the specification of Patent Literature 1).
- Patent Literature 2 contents described in Patent Literature 2 include that, in a modeling method using the modeling with powders, water-soluble material is used as the powder material (for example, see paragraph 0017 in the specification of Patent Literature 2).
- a method of manufacturing a structural object including using rapid prototyping technology, forming a structure body from a powder material whose main component is a water-soluble compound.
- the formed structure body is impregnated with an adhesive that provides adhesive function upon reaction with moisture contained in the structure body.
- the predetermined intensity can be obtained.
- the method of manufacturing the structural object may further include drying the structure body, before impregnating with the adhesive.
- drying the structure body the structure body would easily absorb the adhesive, and up to relatively inner side of the structure body can be impregnated with the adhesive.
- the adhesive would exhibit the adhesive function by reacting with residual moisture contained in the structure body after the drying.
- the drying of the structure body may include heating the structure body. This allows the drying of the structure body to be facilitated.
- an impregnation rate of the adhesive to the structure body may be controlled in such a manner that the structural object to be obtained by the impregnation with the adhesive has an inner part in which the adhesive is not contained and a surface part in which the adhesive is contained. This allows to make difference to an intensity of the inner part in which the adhesive is not contained and an intensity of the surface part in which the adhesive is contained.
- the intensity of the surface part of the structural object to be obtained by the impregnation with the adhesive may be 10 times or more and 250 times or less relative to the intensity of the inner part.
- the method of manufacturing the structural object may further include forming a hole to penetrate through from the surface part to the inner part of the structural object to be obtained by the impregnation.
- a hole to penetrate through from the surface part to the inner part of the structural object to be obtained by the impregnation.
- the formed hole by injecting a solvent for the powder material and eluting the powder material, there may be formed a hollow structure at least at a part of the inner part. This allows the structural object including the hollow structure to be manufactured relatively easily.
- Sodium chloride may be used as the main component of the powder material.
- a structural object including a structure body that has a powder material whose main component is a water-soluble compound, and has been formed by solidifying the powder material by adhesive function of a first adhesive.
- the structure body is impregnated with a second adhesive that provides adhesive function upon reaction with moisture contained in the structure body.
- the intensity of the structure body formed by the powder material whose main component is the water-soluble compound, is relatively low in the structure body alone.
- Fig. 1 is a flowchart showing a method of manufacturing a structural object according to an embodiment of the present disclosure.
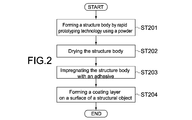
- Fig. 2 is a flowchart showing a method of manufacturing a structural object according to another embodiment of the present disclosure.
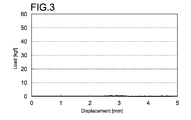
- Fig. 3 is a graph showing a fracture curve of a test piece structure body freshly-formed by a modeling apparatus.
- Fig. 4 is a graph showing a fracture curve in the case where the test piece has been dried by heating.
- Fig. 5 is a graph showing relation between impregnation time and impregnation rate in the case of three processing patterns of a plurality of test pieces.
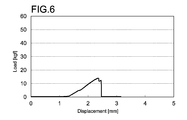
- FIG. 6 is a graph showing a fracture curve in the case where the formed test piece was subjected to a process of impregnation with an adhesive without performing a drying process.
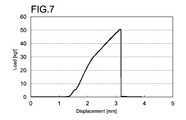
- Fig. 7 is a graph showing a fracture curve in the case where the formed test piece was dried by storage in a drying cabinet for half a day and then subjected to the process of impregnation with the adhesive.
- Fig. 8 is a graph showing a fracture curve in the case where the formed test piece was subjected to a drying process by heating and then subjected to the process of impregnation with the adhesive.
- Fig. 9 is a table that summarizes the experimental results for the three processing patterns. Figs.
- FIGS. 10A and 10B are schematic cross-sectional diagrams of a structural object with different intensities between an inner part and a surface part.
- FIGs. 11A and 11B are graphs showing fracture curves in the cases where the test piece was subjected to the process of impregnation using other impregnating adhesives that are used for a purpose of bonding soft objects out of cyanoacrylate-based adhesives.
- Fig. 12 is a graph showing a fracture curve of a test piece (without the impregnation process) of gypsum.
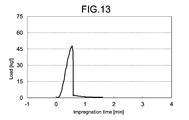
- Fig. 13 is a graph showing a fracture curve of a test piece (with the impregnation process) of gypsum.
- Fig. 14 is a table that summarizes the experimental results for the test pieces by gypsum.
- Fig. 15 is a graph showing a change in weight in the case where a structural object whose main component is sodium chloride was submerged in water without the forming of the coating layer described in Fig. 2.
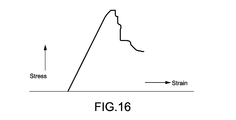
- Fig. 16 is a graph showing a bending stress of a femur of a mouse.
- a shaped object that has been formed by a rapid prototyping technology using a modeling apparatus will be referred to as a "structure body".
- the structure body that has been impregnated with an after-mentioned adhesive used for a purpose of curing the structure body formed in such a manner, and in which the structure body has a cured layer being formed at least at a part of the structure body will be referred to as a "structural object”.
- Fig. 1 is a flowchart showing a method of manufacturing a structural object according to an embodiment of the present disclosure.
- step 101 using a powder material, a structure body is formed by using a technology of modeling with powders out of rapid prototyping technology.
- the powder material will hereinafter be referred simply to as "powder”.
- modeling apparatus there may be used various known modeling apparatus as an apparatus to realize the rapid prototyping.
- modeling apparatus that are described in Japanese Patent Application Laid-open Nos. 2010-194942, 2010-208069, 2011-156678 and others may be used.
- These modeling apparatus include at least a modeling area that houses the powder, and a nozzle that ejects a liquid material to the powder housed in the modeling area. Layer by layer, the nozzle ejects the liquid material selectively to the powder in the modeling area, by an inkjet method in accordance with the tomographic image data such as CT.
- the water-soluble compounds include at least one of alkali metal salts and alkaline earth metal salts.
- the alkali metal salts for example, in addition to alkali metal halide salts such as sodium chloride (salt), potassium chloride, sodium iodide and sodium bromide, include organic acid salts of sodium acetate and the like.
- the alkaline earth metal salts for example, in addition to alkaline earth metal halide salts such as calcium chloride and magnesium chloride, include sulfates of calcium sulfate and magnesium sulfate and the like.
- a soluble organic polymer although not particularly limited, may be selected appropriately in accordance with such as types of the water-soluble compound to be used.
- polyvinylpyrrolidone, polyvinyl alcohol, polyethylene glycol, cellulose derivatives (methyl cellulose, ethyl cellulose, ethyl hydroxymethyl cellulose, carboxymethyl cellulose, and hydroxymethyl cellulose), gum arabic, gelatin, starch, wheat flour and the like can be mentioned.
- typically a water-soluble organic polymer such as polyvinylpyrrolidone and polyvinyl alcohol is used.
- average particle sizes of these powders are 350 micrometer (um) or less, and particularly may be between 10 um and 150 um, but are not limited thereto.
- a reason for the above-mentioned value of the average particle size of the powder is that when the particle size is excessive, roughness of the surface of the forming die may increase and lead to lowering of accuracy of molding, and when the particle size is not large enough, at the time of deploying of the powder, the powder may scatter or tend to cause clogging of the nozzle for discharging the liquid material.
- the powder in sizes between 20 um and 30 um may also be suitably used. It is possible to produce a structure body with higher accuracy, by adopting an average particle size within the above range.
- the soluble organic polymer serves as a binder (first adhesive) between particles of the water-soluble compound described above.
- first adhesive a material in which components of the adhesive is not contained is used.
- the liquid material contains a component of the adhesive.
- the liquid material to be ejected from the nozzle may be any one containing at least one of water-miscible organic solvents and water.
- the water-miscible organic solvents include, for example, lower alcohols (such as ethanol, methanol and propanol), ketones (such as acetone, methyl ethyl ketone, methyl propyl ketone and isopropyl methyl ketone), alkyl acetate (such as methyl acetate and ethyl acetate) and the like.
- lower alcohols such as ethanol, methanol and propanol
- ketones such as acetone, methyl ethyl ketone, methyl propyl ketone and isopropyl methyl ketone
- alkyl acetate such as methyl acetate and ethyl acetate
- solutions of water-soluble compounds being dissolved in these liquids may also be used.
- the water-soluble compounds mentioned in here the same as those used in the powder described above can be used.
- the water-soluble compound that has an effect of increasing adhesion strength of the powder by a synergistic action with the powder may be used.
- a concentration in this case is non-limited, and typically, the concentration of the water-soluble compound can be set appropriately, with an upper limit that is solubility in the water-miscible organic solvent or water at a predetermined temperature (saturation solubility).
- step 102 a process of drying the structure body formed by the rapid prototyping technology is carried out.
- methods of the process of drying there is a variety of ways such as allowing it to stand for a predetermined period of time in normal room condition, storing in a drying cabinet, allowing it to stand for a predetermined period of time under direct sunlight, and drying by heating using a heating apparatus.
- an infrared heater for example, there may be used an infrared heater, a far-infrared heater, resistance heaters and the like, microwaves and the like, and any as the heating means.
- These methods of heating may be used selectively, in accordance with morphologies (such as shapes and sizes) of the structure body, applications of the structure body, or by the heating temperatures and the like.
- the degree of drying of the structure body can be set appropriately by the drying time (including heating time and the like).
- the heating temperature and the heating time are, at 100 degrees C or more and 200 degrees C or less for 30 minutes or more and 60 minutes or less.
- these heating temperature and heating time also depend on size of the structure body.
- step 103 the structure body after the process of drying is impregnated with an adhesive (second adhesive).
- an adhesive second adhesive
- methods of the impregnation process there can be appropriately selected dip method, spray method, coating method (application, or embrocation) and the like.
- this adhesive may also be described as "impregnating adhesive”.
- An impregnation rate of the impregnating adhesive is controlled at least by the degree of drying of the structure body.
- a thickness of the cured layer of the structural object is able to be controlled.
- an adhesive that generates adhesive function by reacting with moisture contained in the structure body is used.
- a cyanoacrylate-based adhesive is used.
- an adhesive of thermosetting or photocurable type may also be used as the impregnating adhesive, where the structure body may be cured by thermal irradiation or light irradiation.
- a photocurable resin for example, a UV-curable resin can be mentioned.
- the structure body Even after the structure body has been dried, by a reaction of the impregnating adhesive with residual moisture contained in the structure body, the structure body would be cured in the area of the reaction. Even after the structure body has been dried, by a reaction of the residual moisture contained in the structure body with the impregnating adhesive, the structure body is allowed to cure in the reaction area.
- the residual moisture contained in the structure body would include moisture in air (humidity) of an environment where the structure body is located.
- step 102 For example, in a case where the drying process of above-mentioned step 102 is not performed, most of the moisture contained in the structure body is moisture that is contained in the liquid material described in the process of forming the structure body by the modeling apparatus.
- the impregnation process with the impregnating adhesive in step 103 has been performed without performing the drying process, the moisture contained in the structure body and the impregnating adhesive would react in full in relatively only surface of the structure body, and the impregnating adhesive would not penetrate to inner side of the structure body. In this case, the structural object with different intensities between an inner part and a surface part is able to be obtained.
- the structure body formed by the modeling apparatus whose intensity is relatively low in the structure body alone, is able to obtain the predetermined intensity by the process of impregnation with the adhesive.
- the structure body would easily absorb the adhesive, and up to relatively inner side of the structure body can be impregnated with the adhesive.
- FIG. 2 is a flowchart showing a method of manufacturing a structural object according to another embodiment of the present disclosure.
- Fig. 2 is a flowchart showing a method of manufacturing a structural object according to another embodiment of the present disclosure.
- descriptions the same part as what was described in the above-described embodiment regarding Fig. 1, will be simplified or omitted, and different point(s) will be mainly described.
- a coating layer is formed on a surface of the structure body that includes the impregnating adhesive (structural object).
- the impregnating adhesive structural object
- methods of the process of forming the coating layer there can be mentioned dip, spray, application or embrocation, or vapor deposition and others.
- the material of the coating layer a fluorine-based coating material may be used.
- a thickness of the coating layer is, for example, between 10 um and 50 um, or between 10 um and 100 um, but not limited to these ranges.
- This coating layer may be formed of a plurality of layers.
- the coating layer may include a base layer and an upper layer thereof.
- a silicone may be used as the material of the base layer.
- the structural object does not have the coating layer and the structure body, as described above, includes as its main component a salt for the water-soluble compound when the roughness of the surface of the structure body is large, the structure body may easily absorb moisture of outside air from its surface and cause the salt to be eluted. Moreover, a component of the salt may adsorb the moisture of the outside air and cause water droplets to be generated on the surface of the structural object.
- a component of the salt may adsorb the moisture of the outside air and cause water droplets to be generated on the surface of the structural object.
- a hollow structure In the case that not the whole of the structural object has been impregnated with the impregnating adhesive, and the structural object has an uncured layer at least at a part of its inner part, there may be formed a hollow structure to the structural object as follows. For example, after step 102 shown in Fig. 1, a hole to penetrate through from the surface part to the inner part of the structural object is formed. Through the hole, to the inner part of the structural object, a solvent for the powder is injected. This allows the powder of the uncured portion to be eluted. Thus, the powder in an uncured part is eluted. In that part, a hollow part is to be formed. This allows the structural object including the hollow structure to be manufactured relatively easily.
- this process of forming the hollow structure may be performed after step 202 shown in Fig 2 and before step 203, or, after step 203.
- test pieces 15 by 15 by 15 (mm) in size were used (A) a powder whose main component is sodium chloride and (B) a powder whose main component is gypsum, to fabricate each structure body (test pieces 15 by 15 by 15 (mm) in size) thereof.
- test pieces 15 by 15 by 15 (mm) in size were used as for a size of the test piece of the structure body.
- a size of the test piece of the structure body there was used a rectangular-shaped test piece with a cross-section of 15 by 15 (mm), or, a test piece made to be about 40 (mm) in length with a cross-section of 15 by 15 (mm).
- Fig. 3 is a graph showing a fracture curve of the test piece structure body freshly-formed by the modeling apparatus.
- the horizontal axis shows a displacement of the test piece structure body, and the vertical axis shows its fracture load.
- the fracture load was about 0.7 kgf.
- the test piece structure body freshly-formed by the modeling apparatus that is, the test piece structure body which has not been subjected to a drying process (hereinafter referred simply to as "test piece") contains moisture and is brittle as the experiment showed.
- Fig. 4 is a graph showing a fracture curve in the case where the test piece has been dried by heating.
- the fracture load was about 15 kgf.
- FIG. 5 is a graph showing relation between impregnation time and impregnation rate in the case of the following three processing patterns of a plurality of the test pieces.
- Pattern a Without a drying process.
- Pattern b Subjected to a drying process in a drying cabinet.
- Pattern c Subjected to a drying process by heating.
- the impregnating adhesive a cyanoacrylate-based adhesive was used.
- the heating temperature and time for drying by heating were, as described above, at 100 degrees C or more and 200 degrees C or less for 30 minutes or more and 60 minutes or less.
- This graph shows that, regardless of the impregnation time, the impregnation rate of the adhesive is controlled by the degree of drying of the structure body. In addition, needless to say, the impregnation rate of the adhesive may also be controlled by the amount of the adhesive.
- Fig. 6 is a graph showing a fracture curve in the case where the formed test piece was subjected to the process of impregnation with the adhesive without performing the drying process.
- An amount of weight increase of the test piece structure body after the process of impregnation was 15% to 20%. This amount of the weight increase is the amount of the impregnating adhesive that has soaked into the surface of this test piece.
- the fracture load, on average of the plurality of the test pieces, was about 15 (kgf).
- FIG. 7 is a graph showing a fracture curve in the case where the formed test piece was dried by storage in the drying cabinet for half a day and then subjected to the process of impregnation with the adhesive.
- An amount of weight increase of the test piece structure body after the process of impregnation was 25% to 30%.
- the fracture load on average was about 50 kgf.
- a thickness of the cured layer by this process of impregnation, on average, was about 1.3 mm (front (printed) surface), 1.9 mm (back surface), and 2.5 mm (side surface).
- the thickness of the cured layer in the case where the drying process was performed was about 1.5 to 2 times than that in the case without the drying process.
- FIG. 8 is a graph showing a fracture curve in the case where the formed test piece was subjected to the drying process by heating and then subjected to the process of impregnation with the adhesive.
- the fracture load on average was about 150 kgf.
- the following data is a sample of characteristic values of one structural object that has been arbitrarily selected out of the test pieces of the structural objects manufactured by Pattern c.
- the temperature was at 100 degrees C, and the heating was of 40 (min).
- Fig. 9 is a table that summarizes the experimental results for the three Patterns a, b and c in "(2) The case with the process of impregnation with the adhesive".
- the test piece freshly-formed by the modeling apparatus that is, which has not been subjected to a drying process, its weight was assumed to be 100, and its fracture strength was assumed to be 1.
- Fig. 10A is a schematic cross-sectional diagram of the structural object formed by the above-mentioned Patterns a or b. As shown in Fig. 10A, in the test piece of Patterns a and b, the intensity of surface part (cured layer) 12 of the structural object and the intensity of inner part (uncured layer) 11 thereof differed. In this structural object 10, it had a double structure whose surface part 12 is hard and the inner part 11 is softer than that.
- Fig. 10B is a schematic cross-sectional diagram of the structural object on which the above-mentioned coating layer 13 was formed.
- the cyanoacrylate-based impregnating adhesive was explained to provide the adhesive function by reacting with the moisture.
- Pattern c the moisture content in the test piece after the process of drying by heating is relatively low. Therefore, it can be considered that after once the impregnating adhesive soaked the whole of the structure body, the structure body absorbs the moisture in the surrounding air, and it allows the impregnating adhesive being soaked into the whole of the structure body to react with the moisture, and thus the whole of the structure body is cured.
- Figs. 11A and 11B are graphs showing fracture curves in the cases where the test piece was subjected to the process of impregnation using other impregnating adhesives that are used for a purpose of bonding soft objects out of cyanoacrylate-based adhesives.
- the viscosity was 2 to 100 (Pa*s (cP)). This experiment showed that it is possible to control the intensity of the structural object to be formed by the process of impregnation.
- the structural object including at least two layers each having different intensities as described above, would serve as a model resembling a periosteum of a bone of the human body, for example.
- the bone mainly includes cortical bone forming its outside, and cancellous bone forming the inside.
- the surface part having high intensity is a part that resembles the cortical bone, and the inner part becomes a part that resembles the cancellous bone.
- Their hardness, the thickness of the cortical bone and the like vary depending on age and sex, but this structural object is suitable as a bone model.
- Such a bone model is able to be used in a surgical simulation for cutting the bone in the field of medical treatment and others.
- the intensity of the surface part of such a structural object may desirably be for example, 10 times or more and 250 times or less larger than that of the inner part.
- Fig. 16 is a graph showing a bending strength of a femur of a mouse. This graph is cited from the homepage of Kureha Special Laboratory Co., Ltd. (http://www.kureha-bunseki.co.jp/field/bone_02.html, at the time of application on which the present application is based.)
- Curve profile of the bending stress in the femur of the mouse is thus similar to those of the structural objects that were manufactured according to the embodiment of the present disclosure as shown in Figs. 7 and 8 and the like. Curve profile of the bending stress of human bone can also be considered to be similar to that of the mouse. However, since the sizes of the body of human and mouse are different, the stress value itself which was shown in Fig. 16 is predicted to be materially different from that of the human.
- Fig. 12 is a graph showing the fracture curve at this time. Weight after the process of impregnation: 11.5 (g) Fracture load: 13.9 (kgf) (136 (N))
- Fig. 13 is a graph showing the fracture curve at this time.
- Fig. 14 is a table that summarizes the experimental results of the above for the test pieces by gypsum.
- the test piece freshly-formed by the modeling apparatus that is, which has not been subjected to a drying process, its weight was assumed to be 100, and its fracture strength was assumed to be 1. Intensity ratio of the two was about three times.
- Fig. 15 is a graph showing a change in weight in the case where the structural object whose main component is sodium chloride was submerged in water without the forming of the coating layer described in Fig. 2.
- the weight of the structural object had decreased by 20% in one week, and this is because the sodium chloride had been eluted from the inside of the structural object.
- the coating layer of this structural object is able to serve as a model resembling the periosteum of the bone of the human body, and is suitable as a bone model.
- polyester-based After the process of drying the test piece, the test piece was impregnated with an unsaturated polyester resin (from Meiden Chemical Co,.Ltd., product name "Unicoat, No. 754XL”). Then, it was dried by heating at 100 degrees C. The fracture load was 8.0 (kgf). There was an odor generation when heated, and the intensity was weak. In addition, there was a discoloration of the color.
- unsaturated polyester resin from Meiden Chemical Co,.Ltd., product name "Unicoat, No. 754XL”
- test piece was impregnated with a de-alcohol type silicone (from Shin-Etsu Chemical Co., Ltd., product name "Silicone Resin KR-400"). Then, it was dried at normal temperature for 60 minutes. The fracture load was not able to be measured, and the curing was poor.
- a de-alcohol type silicone from Shin-Etsu Chemical Co., Ltd., product name "Silicone Resin KR-400”
- test piece was impregnated with a copolymer nylon polymerized product (from Toagosei Co., Ltd., product name "Aronmighty FS-1755V10"). Then, it was dried by heating at 120 degrees C. The fracture load was 11.7 (kgf), and the intensity was deficient.
- a copolymer nylon polymerized product from Toagosei Co., Ltd., product name "Aronmighty FS-1755V10"
- Example 4 of manufacturing a structural object The inventors of the present disclosure used the cyanoacrylate-based impregnating adhesive to form structural objects, with the structure body of the test pieces (15 by 15 by 42 (mm)) whose main component is sodium chloride, fabricated by the modeling apparatus by the rapid prototyping technology. Then the coating layer which has been explained in the above-mentioned another embodiment was formed on these structural objects. In the following, examples of those which were inappropriate for the present disclosure, as the materials of the coating layer, will be mentioned.
- Spray type urethane varnish The coating layer was formed on the surface of the test piece, using a spray type urethane-based varnish (from Washin Paint Co., Ltd., product name "Oil spray varnish”). When allowing it to stand outdoors, there was moisture eluted.
- the structure body formed by the modeling apparatus was being used as a model resembling a subject (for example, a bone).
- the structure body structural object
- the model also in a form to compose the whole or part of a product.
- the present disclosure may also be configured as follows.
- a method of manufacturing a structural object including: using rapid prototyping technology, forming a structure body from a powder material whose main component is a water-soluble compound; and impregnating the formed structure body with an adhesive that provides adhesive function upon reaction with moisture contained in the structure body.
- the method according to (3) in which the drying of the structure body includes heating the structure body.
- an intensity of the surface part of the structural object to be obtained by the impregnation with the adhesive is 10 times or more and 250 times or less relative to an intensity of the inner part.
- the method according to (2) further including: forming a hole penetrating through from the surface part to the inner part of the structural object to be obtained by the impregnation; and forming a hollow structure at least at a part of the inner part, by injecting a solvent for the powder material and eluting the powder material, in the formed hole.
- a structural object including: a structure body that has a powder material whose main component is a water-soluble compound, and has been formed by solidifying the powder material by adhesive function of a first adhesive, the structure body being impregnated with a second adhesive that provides adhesive function upon reaction with moisture contained in the structure body. (10) The structural object according to (9), in which the structure body has an inner part in which the second adhesive is not contained, and a surface part that has been cured by the second adhesive, provided to cover the inner part.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Composite Materials (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201280065290.7A CN104010796B (zh) | 2012-01-05 | 2012-11-09 | 结构性实体及其制造方法 |
| US14/368,326 US9511545B2 (en) | 2012-01-05 | 2012-11-09 | Method of manufacturing structural object |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-000637 | 2012-01-05 | ||
| JP2012000637A JP5880050B2 (ja) | 2012-01-05 | 2012-01-05 | 構造物の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013102963A1 true WO2013102963A1 (en) | 2013-07-11 |
Family
ID=47553315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/007204 Ceased WO2013102963A1 (en) | 2012-01-05 | 2012-11-09 | Method of manufacturing structural object and structural object |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9511545B2 (https=) |
| JP (1) | JP5880050B2 (https=) |
| CN (1) | CN104010796B (https=) |
| WO (1) | WO2013102963A1 (https=) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6390237B2 (ja) * | 2014-07-23 | 2018-09-19 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形物 |
| JP6390236B2 (ja) * | 2014-07-23 | 2018-09-19 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形物 |
| US10556380B2 (en) * | 2015-01-30 | 2020-02-11 | Renaissance Of Technology Corporation | Three-dimensional molding producing method, three-dimensional molding producing apparatus, three-dimensional molding, and molding material |
| CN106739025B (zh) * | 2016-11-23 | 2019-01-04 | 武汉理工大学 | 3d打印质子交换膜燃料电池电堆进气歧管的后处理方法 |
| US10501969B2 (en) * | 2017-02-23 | 2019-12-10 | Unhinged Solutions Llc | Encapsulated flexible hinges |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0469245B2 (https=) | 1985-07-08 | 1992-11-05 | Hitachi Zosen Kk | |
| WO1994012284A1 (en) * | 1992-11-30 | 1994-06-09 | Massachusetts Institute Of Technology | Cleaning and finishing a ceramic mold |
| US20040138336A1 (en) * | 1996-09-04 | 2004-07-15 | Z Corporation | Three dimensional printing material system and method |
| WO2007122804A1 (ja) | 2006-04-21 | 2007-11-01 | Next21 K.K. | 像形成用組成物,像形成用組成物を用いた立体像の製造方法及び3次元構造体の製造方法 |
| JP2010194942A (ja) | 2009-02-26 | 2010-09-09 | Sony Corp | 3次元造形装置、制御装置、制御方法及び造形物 |
| JP2010208069A (ja) | 2009-03-09 | 2010-09-24 | Sony Corp | 3次元造形装置及び造形物 |
| JP2011156678A (ja) | 2010-01-29 | 2011-08-18 | Sony Corp | 3次元造形装置、3次元造形物の製造方法及び3次元造形物 |
| EP2402386A1 (en) * | 2009-02-26 | 2012-01-04 | Tomita Pharmaceutical Co., Ltd. | Powder for molding and method for producing molded object using the same |
| JP2012000637A (ja) | 2010-06-16 | 2012-01-05 | Ihi Corp | ダイクッション制御装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4863538A (en) * | 1986-10-17 | 1989-09-05 | Board Of Regents, The University Of Texas System | Method and apparatus for producing parts by selective sintering |
| US5482659A (en) * | 1994-12-22 | 1996-01-09 | United Technologies Corporation | Method of post processing stereolithographically produced objects |
| NL1006059C2 (nl) * | 1997-05-14 | 1998-11-17 | Geest Adrianus F Van Der | Werkwijze en inrichting voor het vervaardigen van een vormlichaam. |
| JP4069245B2 (ja) | 2002-08-27 | 2008-04-02 | 富田製薬株式会社 | 造形法 |
| US7309728B2 (en) * | 2003-01-09 | 2007-12-18 | Hewlett-Packard Development Company, L.P. | Freeform fabrication low density material systems |
| US20050074596A1 (en) * | 2003-10-06 | 2005-04-07 | Nielsen Jeffrey A. | Method and system for using porous structures in solid freeform fabrication |
| US7828022B2 (en) * | 2006-05-26 | 2010-11-09 | Z Corporation | Apparatus and methods for handling materials in a 3-D printer |
| JP2012000966A (ja) * | 2010-06-21 | 2012-01-05 | Sony Corp | 造形物の製造方法 |
-
2012
- 2012-01-05 JP JP2012000637A patent/JP5880050B2/ja not_active Expired - Fee Related
- 2012-11-09 CN CN201280065290.7A patent/CN104010796B/zh not_active Expired - Fee Related
- 2012-11-09 US US14/368,326 patent/US9511545B2/en active Active
- 2012-11-09 WO PCT/JP2012/007204 patent/WO2013102963A1/en not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0469245B2 (https=) | 1985-07-08 | 1992-11-05 | Hitachi Zosen Kk | |
| WO1994012284A1 (en) * | 1992-11-30 | 1994-06-09 | Massachusetts Institute Of Technology | Cleaning and finishing a ceramic mold |
| US20040138336A1 (en) * | 1996-09-04 | 2004-07-15 | Z Corporation | Three dimensional printing material system and method |
| WO2007122804A1 (ja) | 2006-04-21 | 2007-11-01 | Next21 K.K. | 像形成用組成物,像形成用組成物を用いた立体像の製造方法及び3次元構造体の製造方法 |
| JP2010194942A (ja) | 2009-02-26 | 2010-09-09 | Sony Corp | 3次元造形装置、制御装置、制御方法及び造形物 |
| EP2402386A1 (en) * | 2009-02-26 | 2012-01-04 | Tomita Pharmaceutical Co., Ltd. | Powder for molding and method for producing molded object using the same |
| JP2010208069A (ja) | 2009-03-09 | 2010-09-24 | Sony Corp | 3次元造形装置及び造形物 |
| JP2011156678A (ja) | 2010-01-29 | 2011-08-18 | Sony Corp | 3次元造形装置、3次元造形物の製造方法及び3次元造形物 |
| JP2012000637A (ja) | 2010-06-16 | 2012-01-05 | Ihi Corp | ダイクッション制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013139125A (ja) | 2013-07-18 |
| JP5880050B2 (ja) | 2016-03-08 |
| US20150004403A1 (en) | 2015-01-01 |
| CN104010796B (zh) | 2017-07-07 |
| CN104010796A (zh) | 2014-08-27 |
| US9511545B2 (en) | 2016-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9511545B2 (en) | Method of manufacturing structural object | |
| US12194492B2 (en) | Digital printing apparatus and a digital method for producing a structured surface | |
| JP6799922B2 (ja) | 三次元(3d)印刷部品および構成要素のための紫外線(uv)光硬化可能インクのマルチレイヤアドレス可能硬化を実施するためのシステムおよび方法 | |
| US10183332B2 (en) | Sintering and shaping method | |
| Pazhamannil et al. | Property enhancement approaches of fused filament fabrication technology: A review | |
| Jain et al. | Recent trends of 3-D printing in dentistry-a review | |
| JP2018081919A5 (https=) | ||
| US20160289468A1 (en) | High-Density Compounds for 3D Printing | |
| TWI609792B (zh) | 產生三維物件之技術(一) | |
| KR101938124B1 (ko) | 입체조형용 분말 재료, 경화액, 및 입체조형용 키트, 및, 입체조형물의 제조 방법 및 제조 장치 | |
| JP2021503398A5 (https=) | ||
| US20170197366A1 (en) | Consolidating a build material substrate for additive manufacturing | |
| WO2009145069A1 (ja) | 造形装置および造形方法 | |
| KR101991189B1 (ko) | 적층 가공 | |
| US20160257072A1 (en) | Three-dimensionally shaped article production apparatus and three-dimensionally shaped article | |
| JP2020533202A (ja) | 1種以上のシリコーン材料からなる3d印刷成形物体 | |
| MXPA03005147A (es) | Sustancia acuosa para el recubrimiento que se puede curar fisicamente, con calor o con calor y utilizando radiacion actinica, y su uso. | |
| JP2022510405A (ja) | ワークピース表面を仕上げるための3dプリントによって機能化された膜領域 | |
| KR101745057B1 (ko) | 스포츠 용품의 메탈릭 외관 형성 방법 | |
| EP2030762A1 (de) | Flexibler medizintechnischer Formkörper sowie Verfahren zu dessen Herstellung | |
| ES2960896T3 (es) | Película de protección contra el desgaste estructurada mediante impresión digital con nivel de brillo ajustable | |
| EP3064339A1 (de) | Verwendung einer modifizierten glasplatte als träger bei 3d-druck | |
| JP2013139125A5 (https=) | ||
| CN103660659B (zh) | 印刷方法及印刷装置 | |
| CN104527211B (zh) | 一种日用品3d快速打印数据处理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12813554 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14368326 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12813554 Country of ref document: EP Kind code of ref document: A1 |