WO2013099469A1 - 複合材料 - Google Patents
複合材料 Download PDFInfo
- Publication number
- WO2013099469A1 WO2013099469A1 PCT/JP2012/079888 JP2012079888W WO2013099469A1 WO 2013099469 A1 WO2013099469 A1 WO 2013099469A1 JP 2012079888 W JP2012079888 W JP 2012079888W WO 2013099469 A1 WO2013099469 A1 WO 2013099469A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- composite material
- resin
- mass
- oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C12/00—Powdered glass; Bead compositions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C14/00—Glass compositions containing a non-glass component, e.g. compositions containing fibres, filaments, whiskers, platelets, or the like, dispersed in a glass matrix
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/16—Silica-free oxide glass compositions containing phosphorus
- C03C3/21—Silica-free oxide glass compositions containing phosphorus containing titanium, zirconium, vanadium, tungsten or molybdenum
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/28—Treatment by wave energy or particle radiation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D125/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Coating compositions based on derivatives of such polymers
- C09D125/02—Homopolymers or copolymers of hydrocarbons
- C09D125/04—Homopolymers or copolymers of styrene
- C09D125/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2214/00—Nature of the non-vitreous component
- C03C2214/12—Polymers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2214/00—Nature of the non-vitreous component
- C03C2214/30—Methods of making the composites
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2325/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2325/02—Homopolymers or copolymers of hydrocarbons
- C08J2325/04—Homopolymers or copolymers of styrene
- C08J2325/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
Definitions
- the present invention relates to a composite material in which glass and resin or rubber are mixed.
- Resins and rubbers are lighter than other materials and are easy to mold at relatively low temperatures, but they suffer from severe deterioration due to ultraviolet rays and low mechanical strength and gas barrier properties.
- glass is superior in chemical stability to resin and rubber and has high mechanical strength and gas barrier properties, but has the disadvantages that it is easily broken brittle and heavy.
- GFRP glass fiber reinforced plastic
- Patent Document 1 discloses that a sizing agent containing a silane coupling agent and a resin is applied to the glass fiber surface.
- the glass fiber reinforced plastic of Patent Document 1 has a problem that when the resin and the glass are combined, the glass must be subjected to a complicated surface treatment.
- An object of the present invention is to increase the mechanical strength of a composite material by a simple process.
- the present invention provides a composite material comprising a resin or rubber and an oxide glass, wherein the resin or rubber is dispersed in the oxide glass, or the oxide glass is the resin or The oxide glass is dispersed in rubber and has a function of softening and flowing by electromagnetic waves.
- the mechanical strength of the composite material can be increased by a simple process.
- (Oxide glass composite materials such as resins) 1 and 2 are schematic cross-sectional views of the composite material.
- an oxide glass 12 is dispersed in a base material such as a resin.
- the resin 11 and the oxide glass 12 form a bond by irradiation with electromagnetic waves and have a strong interfacial adhesive strength.
- the reason why this bond is formed is that the oxide glass is heated and softened and flows by electromagnetic wave irradiation. Therefore, in the present invention, it is only necessary that the formed composite material is irradiated with electromagnetic waves, and the method for producing the composite material in FIG. 1 is not particularly limited. Therefore, it can be produced using a known method such as injection molding.
- the oxide glass in the produced composite material is heated and softened by irradiation with electromagnetic waves, it has a function of softening and flowing repeatedly in a resin or the like. Since the bond is formed by this electromagnetic wave irradiation, the adhesiveness between the glass and the resin is increased without the need for a pretreatment such as a silane coupling agent, and the composite material is excellent in mechanical strength.
- the electromagnetic wave for forming a bond between the resin or the like and the oxide glass infrared light from visible light having a wavelength of 400 to 3000 nm can be used. Moreover, when using these visible light and infrared light, it is desirable that it is a laser beam with strong light intensity.
- the laser oscillation source is not particularly limited, and a known semiconductor laser or solid-state laser can be used. The limitation of this wavelength range is that if the wavelength is less than 400 nm, the light intensity is too strong and the resin or the like deteriorates, and if it is longer than 3000 nm, the resin or the like is absorbed and the resin is heated. is there.
- the wavelength transmittance of the oxide glass used is preferably 20% or more smaller than the resin used.
- a microwave of 0.1 to 1000 mm can be used as the wavelength of the electromagnetic wave different from the above.
- the glass of the present invention has semiconducting properties and absorbs microwaves with the above wavelengths satisfactorily. Therefore, it can be heated like the laser.
- the microwave oscillation source is not particularly limited, and a 2.45 GHz band one used in a known home microwave oven or the like can be used.
- the oxide glass used in the present invention has semiconductor characteristics, the produced composite material also has a certain degree of conductivity. Therefore, packages for various electronic devices having an antistatic function can be provided. Further, the composite material of the present invention and the glass fiber are combined to achieve high adhesion between the glass fiber and the glass in the matrix resin, and the interface bonding strength between the glass fiber and the matrix resin is a normal resin. Compared to the case of a matrix, a greatly improved one can be provided. In addition, when a blade for wind power generation, which is made of the glass fiber reinforced resin, is produced, it is possible to impart conductivity to the wind power generation blade, reducing damage caused by energization due to lightning strikes, etc. can do.
- the oxide glass in the present invention can absorb electromagnetic waves and heat and soften and flow. Therefore, it is necessary to contain an element having a band structure that absorbs the electromagnetic wave wavelength to be used as a constituent component of the oxide glass.
- a transition metal element which is an element having an electron in the d orbital is desirable.
- vanadium (V) is particularly desirable. The reason why vanadium is particularly desirable is that it not only has absorption in the above wavelength range, but also has an effect of lowering the characteristic temperature of the oxide glass.
- the oxide glass has a relational expression V 2 O 5 > TeO 2 ⁇ P 2 O 5 (mass%) or Ag 2 O> TeO 2 ⁇ P 2 O 5 (mass%) in the following oxide state. It is desirable that the relational expression is satisfied and the total oxide state is 70% by mass or more and 95% by mass or less. This is because when the relationship of V 2 O 5 > TeO 2 ⁇ P 2 O 5 (mass%) is satisfied, the moisture resistance of the oxide glass is improved and the characteristic temperature of the oxide glass is lowered (transition point). 330 ° C. or lower).
- TeO 2 greatly contributes to lowering the oxide glass characteristic temperature and improving the moisture resistance, and when TeO 2 ⁇ P 2 O 5 , the moisture resistance of the oxide glass is not good.
- V is contained in the composition from the viewpoint of laser absorption characteristics. More desirably, V 2 O 5 is contained in an amount of 10% by mass or more from the viewpoint of improving the laser absorption characteristics.
- oxide glass additives include iron (Fe), barium (Ba), potassium (K), tungsten (W), molybdenum (Mo), manganese (Mn), antimony (Sb), and bismuth (Bi). It is desirable to be selected from the element group. Fe, Sb, and Bi not only increase the laser absorption by being contained in the oxide glass, but also have an effect of improving the moisture resistance of the oxide glass. Fe has little change in the valence of V, and Fe ions serve as a laser absorption source, but Sb and Bi have the effect of reducing V from pentavalent to tetravalent, and have the effect of expanding the laser absorption wavelength region of V. . Ba and K are modifier elements of oxide glass and have an effect of improving moisture resistance. W has an effect of improving the thermal stability of the oxide glass, and can be used particularly for suppressing crystallization of the glass during heating. Mo and Mn have the effect of improving the absorption characteristics of the laser. These additives can be appropriately selected and added according to the required characteristics.
- a more desirable composition is 35 to 55% by mass of V 2 O 5 in terms of the following oxide, 15 to 35% by mass of TeO 2 , 4 to 20% by mass of P 2 O 5 ,
- the total of Fe 2 O 3 + Sb 2 O 3 is 5 to 15% by mass, and 1 of Fe 2 O 3 , BaO, K 2 O, WO 3 , MoO 3 , MnO 2 , Sb 2 O 3 , Bi 2 O 3
- the seed or more is 5 to 30% by mass.
- 35 to 55% by mass means 35% by mass or more and 55% by mass or less.
- the electrical resistivity of the oxide glass included in this composition range has an n-type semiconductor characteristic of about 10 5 to 10 8 ⁇ cm due to the hopping conduction of tetravalent V and pentavalent V contained in the oxide glass. Show. For this reason, it has a capability of being sufficiently heated by a microwave wavelength of 0.1 to 1000 mm.
- the reason for the composition range is that when V 2 O 5 is less than 35% by mass, not only the characteristic temperature is increased, but also the laser absorption characteristic is not good.
- the moisture resistance of the glass is not good, which is not preferable.
- TeO 2 is less than 15% by mass, the moisture resistance is not good, which is not preferable.
- the proportion of TeO 2 in the entire oxide glass composition is too large, and thus the laser absorption characteristic is low. Deteriorate. Further, it is not preferable because the electrical resistivity which is important when absorbing microwaves is increased.
- the method for producing the oxide glass of the present invention is not particularly limited, but a raw material in which each oxide as a raw material is blended and mixed is put in a platinum crucible and is heated at 5 to 10 ° C./min in an electric furnace. It can be produced by heating to 900 to 950 ° C. at a temperature rising rate of and keeping for several hours. During holding, it is desirable to stir in order to obtain a uniform glass. When removing the crucible from the electric furnace, it is desirable to pour it onto a graphite mold or stainless steel plate heated to about 150 ° C. in advance in order to prevent moisture adsorption on the oxide glass surface.
- the resin or the like in the present invention is not particularly limited, and may be either crystalline or amorphous, and may be used in combination of several types instead of one.
- the resin include polyethylene, polyvinyl chloride, polypropylene, polystyrene, polyvinyl acetate, ABS resin, AS resin, acrylic resin, polyacetal resin, polyimide, polycarbonate, modified polyphenylene ether (PPE), polybutylene terephthalate (PBT), poly Arylate, polysulfone, polyphenylene sulfide, polyether ether ketone, polyimide resin, fluorine resin, polyamide imide, polyether ether ketone, epoxy resin, phenol resin, polyester, polyvinyl ester, and the like can be used.
- the rubber resins such as fluoro rubber, silicone rubber, and acrylic rubber can be used.
- the heat resistant temperature of the resin or the like is preferably as high as possible.
- the thermal decomposition temperature of the resin or the like is a transition point of oxide glass + 100 ° C. or higher.
- the thermal decomposition temperature of the resin or the like may be burned by the oxide glass heated by the electromagnetic wave, which is not preferable.
- a function of repairing the composite material by electromagnetic wave irradiation can be imparted.
- the oxide glass is selectively heated and softened by irradiating the part with a laser, so that the composite material can be newly bonded to the broken or broken part. Repair is possible.
- Table 1 shows the glass compositions prepared and studied.
- Tables 1 and 2 show the composition and characteristics of the low-melting glass compositions prepared and studied. All the components are represented by weight ratios in terms of oxides shown in Table 1. In consideration of the environment and safety, these low-melting glass compositions did not substantially contain lead.
- vanadium is V 2 O 5
- phosphorus is P 2 O 5
- tellurium is TeO 2
- silver is Ag 2 O
- iron is Fe 2 O 3
- manganese is MnO 2
- zinc is ZnO
- tungsten is WO 3
- MoO 3 was used for molybdenum
- Ba (PO 3 ) 2 or BaCO 3 for barium
- K 2 CO 3 for potassium
- Sb 2 O 3 for antimony
- Bi 2 O 3 for bismuth.
- the low melting point glass compositions shown in Tables 1 and 2 were prepared by the following method. 150 to 200 g of a raw material mixed and mixed with each oxide as a raw material was placed in a platinum crucible, heated to 900 to 950 ° C. at a temperature rising rate of 5 to 10 ° C./min in an electric furnace, and held for 1 to 2 hours. During holding, stirring was performed to obtain a uniform glass. The crucible was removed from the electric furnace and poured onto a stainless steel plate that had been heated to about 150 ° C. in advance.
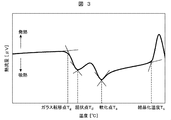
- the glass poured on the stainless steel plate is pulverized until the average particle size (D50) is less than 20 ⁇ m, and subjected to differential thermal analysis (DTA) at a heating rate of 5 ° C./min, thereby determining the transition point (Tg). It was measured. Alumina powder was used as a standard sample.
- FIG. 1 shows a typical DTA curve of glass. As shown in FIG. 3, Tg was the start temperature of the first endothermic peak.
- the moisture resistance test was conducted for 5 days under the conditions of a temperature of 85 ° C. and a humidity of 85%.
- As the moisture resistance test sample glass processed into a 4 ⁇ 4 ⁇ 20 mm rectangular parallelepiped was used. The evaluation was ⁇ when the appearance did not change and ⁇ when the change was recognized.
- each composition is 35 to 55% by mass of V 2 O 5 , 15 to 35% by mass of TeO 2 , 4 to 20% by mass of P 2 O 5 , and the total of Fe 2 O 3 + Sb 2 O 3 is 5 to 5%.
- the glass produced above was pulverized using a jet mill so that the average particle diameter (D50) was about 3 ⁇ m.
- 20% by weight of a butyl carbitol acetate solution in which 4% by weight of ethylcellulose was dissolved was added to 80% by weight of the powder to form a paste, which was applied on a quartz glass substrate by screen printing.
- permeability of glass was evaluated using the ultraviolet visible spectrophotometer with respect to the produced glass coating film.
- the evaluation was x when the transmittance at a wavelength of 808 nm when the thickness of the glass coating film was about 5 ⁇ m was 60% or more, ⁇ when it was less than 60%, and ⁇ when it was less than 40%. .
- the absorption characteristics of the glasses G39, G41, and G52 are shown in FIGS. As can be seen from the examples, when vanadium is contained as an element containing, the absorption characteristics of the laser are good. Further, as can be seen from FIGS. 4 to 6, it was found that the laser absorption characteristics can be improved by increasing the thickness of the glass coating film. Therefore, it is considered that the laser absorption characteristics can be improved by adjusting the film thickness as long as a transition metal element having an absorption edge is contained in this band.
- the glass powder G39 having an average particle diameter (D50) of about 3 ⁇ m prepared as described above was mixed with 30% by volume of 70% by volume of polystyrene resin as a thermoplastic resin, and injection molding was performed at 200 ° C.
- the produced composite material was irradiated with laser using a semiconductor laser having a wavelength of 808 nm under the conditions of an output of 20 W and a scanning speed of 50 mm / s.
- the sample produced above was subjected to a tensile strength test according to JIS K 7162.
- a test of a sample not irradiated with the laser of the above sample was also performed.
- the tensile strength of the sample irradiated with laser was improved by 24% compared with the sample without laser irradiation. This is because the glass powder was melted in the resin by selectively heating the glass powder with a laser, and a bond such as VOC or VC was formed between the resin and the tensile strength was improved. it is conceivable that.
- the glass of this study is a semiconductor and absorbs microwaves with a wavelength of 0.1 mm to 1000 mm well to generate heat, microwaves can be used as a glass heating method.
- microwaves can be used as a glass heating method.
- the glass (4 ⁇ 4 ⁇ 1 cm) shown in the example was subjected to a heating experiment using a microwave irradiation device manufactured by Shikoku Keiki Kogyo, it was observed that the glass was red hot and melted in about 3 minutes. .
- the material to be combined with the oxide glass is not limited to the resin, but can be applied to rubber.
- the glass powder G55 having an average particle diameter (D50) of about 3 ⁇ m is mixed with 30% by volume of epoxy resin, which is 70% by volume of a thermosetting resin, and after further adding a curing agent, vacuum defoaming is performed. Cured for 20 hours.
- the produced composite material was irradiated with laser under the conditions of an output of 20 W and a scanning speed of 50 mm / s using a semiconductor laser having a wavelength of 808 nm in the same manner as in Example 1. Thereafter, a tensile strength test was performed in the same manner. As a result, it was found that the tensile strength was improved by 15% compared to a sample not irradiated with laser.
- Example 2 In the same manner as in Example 1, 40% by volume of polystyrene resin was mixed with 60% by volume of glass powder G55 having an average particle diameter (D50) of about 3 ⁇ m, and injection molding was performed at 230 ° C.
- the produced composite material was irradiated with laser using a semiconductor laser having a wavelength of 808 nm under the conditions of an output of 20 W and a scanning speed of 50 mm / s.
- a schematic cross-sectional view of the prepared sample is shown in FIG.
- the composite material produced in Example 1 was subjected to a high temperature and high humidity accelerated test for 5 days under the conditions of a temperature of 85 ° C. and a humidity of 85%.
- the composite material subjected to the high-temperature and high-humidity acceleration test was irradiated with a laser under the conditions of an output of 20 W and a scanning speed of 50 mm / s using a semiconductor laser having a wavelength of 808 nm as in Example 1. Thereafter, a tensile strength test was conducted in the same manner. As a result, it was found that the tensile strength was improved by 30% compared to a sample not irradiated with laser. Therefore, it was found that the performance as a resin was regenerated by performing laser irradiation again.
- FIG. 7 is a cross-sectional view of the fiber reinforced resin windmill blade structure in a direction perpendicular to the longitudinal axis of the blade.
- the blade is composed of outer skins called an upper skin 33 and a lower skin 34 that connect the front edge portion 31 and the rear edge portion 32, and a layer structure is formed between the upper skin 33 and the lower skin 34 over the longitudinal direction of the blade.
- a box-shaped beam called a spar 35 is provided.
- the spar 35 includes a flange portion 36 that is in contact with the inner peripheral surfaces of the upper skin 33 and the lower skin 34, and a web portion 37 that connects the upper and lower flange portions of the blade.
- the spar 35 may have a C shape, an I shape, or a plate shape in addition to a box shape.
- the upper skin 33 and the lower skin 34 are preferably made of fiber reinforced resin (FRP) for reasons of weight reduction and corrosion resistance.
- FRP fiber reinforced resin
- GFRP glass fiber reinforced resin
- SiO 2 silicon dioxide
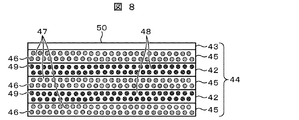
- FIG. 8 is a partial cross-sectional view of the upper flange 36 (flange 50) of FIG.
- the composite layer 44 is integrally formed of the carbon fiber layers 42, the glass fiber layers 45, and the adhesive layers 43 that are alternately stacked.
- the adhesive layer 43 is adhered to an upper skin (not shown).
- the glass fiber layer 45 is a glass fiber 46 impregnated with a matrix resin 47.
- the carbon fiber layer 42 is obtained by impregnating carbon fibers 49 with a resin.
- the resin constituting the carbon fiber layer 42 and the glass fiber layer 45 examples include thermosetting resins such as epoxy resins, vinyl ester resins, and unsaturated polyester resins.
- the composite material of this embodiment is used for the upper skin 33, the lower skin 34, and the matrix resin 47 of the glass fiber layer 45. Since the glass fiber 46 contains SiO 2 as a main component, the glass fiber 46 does not soften at a temperature at which the glass in the matrix resin 47 softens, and maintains a function as a reinforcing material. The glass in the matrix resin 47 is in partial contact with the glass fiber 46.
- the glass in the matrix resin 47 is softened and bonded to the glass fiber 46, thereby achieving high adhesion between the glass in the matrix resin 47 and the glass fiber 46, and the interface between the glass fiber 46 and the matrix resin 47.
- the bonding strength is greatly improved as compared with a normal resin matrix.
- both the glass in the matrix resin 47 and the glass in the matrix resin 48 are softened and bonded. High adhesion with the carbon fiber layer 42 can also be achieved.
- the glass of the present embodiment is a semiconductor
- the upper skin 33 and the lower skin 34 have a certain degree of conductivity, so that damage due to energization due to lightning strikes is reduced, which is advantageous in terms of safety.
- any known molding technique such as a prepreg method, a resin transfer molding (RTM) method, a drawing method, a filament winding method, a hand layup method, or the like can be used.
- RTM resin transfer molding
- glass powder, resin binder, and solvent were mixed to prepare a slurry for spraying.
- Nitrocellulose was used as the resin binder, and butyl carbitol acetate was used as the solvent.
- the slurry can be applied to the blade surface by spraying, and heated and held above the glass transition point temperature to form a protective film. Thereby, while improving the weather resistance of a braid
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Wood Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Glass Compositions (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Paints Or Removers (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/368,978 US9796821B2 (en) | 2011-12-26 | 2012-11-19 | Composite material |
| CN201280061158.9A CN104302706B (zh) | 2011-12-26 | 2012-11-19 | 复合材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-282624 | 2011-12-26 | ||
| JP2011282624A JP5667970B2 (ja) | 2011-12-26 | 2011-12-26 | 複合材料 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013099469A1 true WO2013099469A1 (ja) | 2013-07-04 |
Family
ID=48696968
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/079888 Ceased WO2013099469A1 (ja) | 2011-12-26 | 2012-11-19 | 複合材料 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9796821B2 (https=) |
| JP (1) | JP5667970B2 (https=) |
| CN (1) | CN104302706B (https=) |
| TW (1) | TWI531599B (https=) |
| WO (1) | WO2013099469A1 (https=) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5726698B2 (ja) | 2011-07-04 | 2015-06-03 | 株式会社日立製作所 | ガラス組成物、それを含むガラスフリット、それを含むガラスペースト、およびそれを利用した電気電子部品 |
| JP5712123B2 (ja) | 2011-12-26 | 2015-05-07 | 株式会社日立製作所 | 複合材料 |
| WO2015011793A1 (ja) * | 2013-07-24 | 2015-01-29 | 株式会社 日立製作所 | 圧粉軟磁性体 |
| US9573840B2 (en) * | 2013-08-27 | 2017-02-21 | Corning Incorporated | Antimony-free glass, antimony-free frit and a glass package that is hermetically sealed with the frit |
| JP2018109073A (ja) * | 2015-03-31 | 2018-07-12 | 株式会社日立製作所 | 複合材組成物、及びそれを用いたペースト剤 |
| JP2017218335A (ja) * | 2016-06-03 | 2017-12-14 | 旭硝子株式会社 | ガラス、導電ペーストおよび太陽電池 |
| KR102217222B1 (ko) * | 2019-01-30 | 2021-02-19 | 엘지전자 주식회사 | 무연계 저온 소성 글라스 프릿, 페이스트 및 이를 이용한 진공 유리 조립체 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004250276A (ja) * | 2003-02-19 | 2004-09-09 | Yamato Denshi Kk | 封着加工用無鉛低融点ガラス |
| JP2009067672A (ja) * | 2007-09-10 | 2009-04-02 | Dongjin Semichem Co Ltd | ガラスフリット及びこれを利用した電気素子の密封方法 |
| JP2012106891A (ja) * | 2010-11-18 | 2012-06-07 | Asahi Glass Co Ltd | 封着用無鉛ガラス、封着材料、封着材料ペースト |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1356919A (en) * | 1970-04-17 | 1974-06-19 | Ici Ltd | Glass reinforced polymer composites |
| JPS61243831A (ja) * | 1985-04-19 | 1986-10-30 | Nissin Electric Co Ltd | 樹脂成形品の製造方法 |
| JP4240733B2 (ja) | 2000-02-22 | 2009-03-18 | 三菱重工業株式会社 | 薄型ディスプレイパネルの隔壁用組成物 |
| US6701749B2 (en) * | 2000-09-27 | 2004-03-09 | Guardian Industries Corp. | Vacuum IG window unit with edge seal at least partially diffused at temper and completed via microwave curing, and corresponding method of making the same |
| JP4465706B2 (ja) | 2003-06-20 | 2010-05-19 | 日本電気硝子株式会社 | ガラス繊維及びガラス繊維強化樹脂 |
| AU2003275551A1 (en) | 2002-10-15 | 2004-05-04 | Nippon Electric Glass Co., Ltd. | Glass composition and glass fiber |
| GB0229094D0 (en) * | 2002-12-13 | 2003-01-15 | Hexcel Composites Ltd | Improvements in or relating to the preparation of fibre-reinforced composites |
| EP1597211A2 (de) | 2003-02-25 | 2005-11-23 | Schott AG | Antimikrobiell wirkendes phosphatglas |
| DE10308186B4 (de) | 2003-02-25 | 2007-01-04 | Schott Ag | Antimikrobiell wirkendes Phosphatglas und dessen Verwendungen |
| JP2006062945A (ja) * | 2004-07-27 | 2006-03-09 | Asahi Fiber Glass Co Ltd | ガラスパウダーおよびそれを配合してなる樹脂組成物 |
| US20090044496A1 (en) * | 2007-08-16 | 2009-02-19 | Botelho John W | Method and apparatus for sealing a glass package |
| JP5286092B2 (ja) * | 2009-01-13 | 2013-09-11 | 三菱エンジニアリングプラスチックス株式会社 | 電離放射線照射用難燃性ポリアミド樹脂組成物の成形品の使用方法 |
| JP5414409B2 (ja) * | 2009-01-16 | 2014-02-12 | 日立粉末冶金株式会社 | 低融点ガラス組成物、それを用いた低温封着材料及び電子部品 |
| EP2580053A1 (en) * | 2010-06-14 | 2013-04-17 | E.I. Du Pont De Nemours And Company | Long-term outdoor exposure resistant polyester composite structures and processes for their preparation |
| JP5726698B2 (ja) | 2011-07-04 | 2015-06-03 | 株式会社日立製作所 | ガラス組成物、それを含むガラスフリット、それを含むガラスペースト、およびそれを利用した電気電子部品 |
| JP5732381B2 (ja) | 2011-12-26 | 2015-06-10 | 株式会社日立製作所 | 積層体及びこれを用いた有機el素子、窓、太陽電池モジュール |
| JP5487193B2 (ja) | 2011-12-26 | 2014-05-07 | 株式会社日立製作所 | 複合部材 |
| JP5712123B2 (ja) | 2011-12-26 | 2015-05-07 | 株式会社日立製作所 | 複合材料 |
-
2011
- 2011-12-26 JP JP2011282624A patent/JP5667970B2/ja not_active Expired - Fee Related
-
2012
- 2012-11-19 WO PCT/JP2012/079888 patent/WO2013099469A1/ja not_active Ceased
- 2012-11-19 CN CN201280061158.9A patent/CN104302706B/zh not_active Expired - Fee Related
- 2012-11-19 US US14/368,978 patent/US9796821B2/en not_active Expired - Fee Related
- 2012-11-28 TW TW101144461A patent/TWI531599B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004250276A (ja) * | 2003-02-19 | 2004-09-09 | Yamato Denshi Kk | 封着加工用無鉛低融点ガラス |
| JP2009067672A (ja) * | 2007-09-10 | 2009-04-02 | Dongjin Semichem Co Ltd | ガラスフリット及びこれを利用した電気素子の密封方法 |
| JP2012106891A (ja) * | 2010-11-18 | 2012-06-07 | Asahi Glass Co Ltd | 封着用無鉛ガラス、封着材料、封着材料ペースト |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104302706B (zh) | 2017-02-15 |
| TW201335249A (zh) | 2013-09-01 |
| TWI531599B (zh) | 2016-05-01 |
| US9796821B2 (en) | 2017-10-24 |
| JP2013133343A (ja) | 2013-07-08 |
| JP5667970B2 (ja) | 2015-02-12 |
| US20140378581A1 (en) | 2014-12-25 |
| CN104302706A (zh) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5667970B2 (ja) | 複合材料 | |
| JP5712123B2 (ja) | 複合材料 | |
| JP5673102B2 (ja) | 封着材料層付きガラス部材およびそれを用いた電子デバイスとその製造方法 | |
| CN104520989B (zh) | 电子部件及其制法,以及其中使用的密封材料糊剂 | |
| CN102870230B (zh) | 用于气密密封导电馈通的方法 | |
| JP5487193B2 (ja) | 複合部材 | |
| CN103328402B (zh) | 带封接材料层的玻璃构件和使用其的电子装置及其制造方法 | |
| KR20130133852A (ko) | 시일링 재료층이 형성된 유리 기판, 이것을 사용한 유기 el 디바이스, 및 전자 디바이스의 제조 방법 | |
| WO2012090695A1 (ja) | 電子デバイスとその製造方法 | |
| JP5853106B2 (ja) | 接合構造体とその製造方法 | |
| CN103922596B (zh) | 玻璃料组合物、玻璃料糊剂组合物、电气元件密封方法及电气元件 | |
| JP5994438B2 (ja) | 封着材料層付きガラス基板の製造方法 | |
| JP6079011B2 (ja) | 封着材料層付きガラス基板の製造方法 | |
| JP6075599B2 (ja) | 封着材料層付きガラス基板の製造方法 | |
| JP5489061B2 (ja) | フィラー粉末およびこれを用いた封着材料 | |
| JP2015105394A (ja) | ガラス被覆複合材料とその製造方法、製造装置 | |
| KR101371680B1 (ko) | 저온 소성 유리 프릿 조성물을 이용한 적외선 방사 코팅용 페이스트 | |
| TW201222847A (en) | Electronic device and method of manufacturing thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12862375 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14368978 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12862375 Country of ref document: EP Kind code of ref document: A1 |