WO2013084977A1 - Tissu non tissé perméable au liquide - Google Patents
Tissu non tissé perméable au liquide Download PDFInfo
- Publication number
- WO2013084977A1 WO2013084977A1 PCT/JP2012/081609 JP2012081609W WO2013084977A1 WO 2013084977 A1 WO2013084977 A1 WO 2013084977A1 JP 2012081609 W JP2012081609 W JP 2012081609W WO 2013084977 A1 WO2013084977 A1 WO 2013084977A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- nonwoven fabric
- fibers
- liquid
- fineness
- Prior art date
Links
Images






















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
- D04H1/495—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet for formation of patterns, e.g. drilling or rearrangement
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F2013/15715—Shaping or making outer layers
Definitions
- the present invention relates to a liquid-permeable nonwoven fabric suitable for use in body fluid treatment products such as disposable diapers and sanitary napkins.
- Liquid-permeable nonwoven fabrics are conventionally known.
- the nonwoven fabric described in JP2009-30218A contains 100-30% by weight of thermoplastic synthetic fiber having a fineness of 1-17 dtex and a fiber length of 10-150 mm.
- a plurality of ridges extending in the machine direction at the time of manufacturing the nonwoven fabric and a plurality of valleys extending in the machine direction between adjacent ridges are formed.
- This nonwoven fabric is used, for example, as a liquid-permeable inner sheet that covers an absorbent body of a sanitary napkin.
- thermoplastic synthetic fiber when the fineness of the thermoplastic synthetic fiber is small, the fiber becomes low in rigidity, and the nonwoven fabric feels soft, but the raised portion is compressed by the body pressure of the wearer of the body fluid treatment product. If so, it may be difficult to quickly return the raised portion to the state before being compressed. As a result, in the body fluid treatment article, it is difficult to obtain the action / effect produced by the raised portions.
- this invention is a liquid-permeable nonwoven fabric which has a plurality of ridges parallel to each other on the upper surface and can be used as an inner sheet of a body fluid treatment article, and treats loose stool and menstrual blood containing solids and moisture
- the problem is to provide a nonwoven fabric that is particularly suitable.
- the present invention for solving the above-described problems has a length direction, a width direction, and a thickness direction orthogonal to each other, and the upper surface of the upper surface and the lower surface facing each other in the thickness direction is the lower surface.
- a plurality of ridges are formed to protrude in the direction from the upper surface to the upper surface and extend in the length direction, and the ridges adjacent to each other in the width direction are connected to each other in the width direction, and are thermoplastic.
- the present invention relates to a liquid-permeable nonwoven fabric made of synthetic fibers.
- thermoplastic synthetic fiber includes a plurality of first fibers and a plurality of second fibers having different finenesses, and the first fibers have a fineness in a range of 0.8 to 1.9 dtex, and the nonwoven fabric In the thickness direction, at least the raised portion forms an upper portion of the nonwoven fabric including the upper surface.
- the second fiber has the fineness in a range of 2.0-6.0 dtex, and the nonwoven fabric includes the lower surface in the thickness direction of the nonwoven fabric, at least in the raised portion, below the upper portion. The lower part is formed.
- the fineness of the first fiber is at least 0.5 dtex smaller than the fineness of the second fiber.
- the nonwoven fabric has a mass per unit area in the range of 12-45 g / m 2 and contains 10-50 mass% of the first fibers.
- the average deviation of the friction coefficient in the length direction at the raised portion is smaller than 0.01.
- the first fiber and the second fiber are hydrophilized.
- the first fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component.
- the volume ratio of the core component and the sheath component appearing in the radial cross section is in the range of 30: 70-70: 30.
- the second fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component.
- the volume ratio of the core component to the sheath component is in the range of 30: 70-70: 30.
- the titanium oxide content of the core component in the first fiber is in the range of 0.5-4 mass%
- the titanium oxide content of the core component in the second fiber is The titanium oxide content in the first fibers is less than the titanium oxide content in the second fibers in the range of 2-6% by mass.
- the liquid-permeable nonwoven fabric according to the present invention has a raised portion extending in the length direction on the upper surface thereof, and at least at the raised portion, the upper portion in the thickness direction is a first portion having a thickness of 0.8 to 1.9 dtex.
- the upper surface becomes a portion having a soft touch. Since the lower portion of the raised portion is formed of the second fiber, even if the raised portion is compressed from above by body pressure or the like, it easily returns to the state before being compressed.
- a liquid-permeable non-woven fabric When a liquid-permeable non-woven fabric is used as an inner sheet of a body fluid treatment product and the first fiber having a small fineness forms an upper portion having a small fiber gap, it is included in loose stool or menstrual blood excreted on the inner sheet. While the solid content remains in the upper part of the inner surface sheet, the moisture contained in the soft stool and menstrual blood is transferred from the top of the raised portion to the skirt region by the capillary action that occurs between the first fibers, and the skirt portion It is possible to make a quick transition to the absorbent body covered by.
- wire cut surface of FIG. The elements on larger scale of an inner surface sheet.
- FIG. 17 is a figure which shows the distribution number of the end surface of the fiber in FIG. 17,
- (b) is a figure which shows the distribution number in (a) graphically.
- FIG. The same figure as FIG. 14 about the nonwoven fabric of FIG. The figure similar to FIG. 15 about the nonwoven fabric of the comparative example 2.
- FIG. 17 about the nonwoven fabric of the comparative example 2.
- FIG. 18 is a figure which shows the distribution number of FIG.
- liquid-permeable nonwoven fabric The details of the liquid-permeable nonwoven fabric will be described below using an open-type disposable diaper, which is an example of use of the liquid-permeable nonwoven fabric according to the present invention.
- An open-type disposable diaper 1 illustrated in FIG. 1 has an hourglass-type chassis 2 and a rectangular absorbent part 3 attached to the chassis 2, and the length direction LD, the width direction WD, and the thickness direction of the diaper 1.
- Each of the TDs is indicated by a double-headed arrow.
- the length direction LD may be referred to as the front-rear direction LD.
- the upper side in the thickness direction TD means the inner surface side of the diaper 1
- the lower side in the thickness direction TD means the outer surface side of the diaper 1.
- the chassis 2 has a front waistline region 6 in front of the front-rear direction LD, a rear waistline region 7 behind, and a crotch region 8 interposed between the front and rear waist regions 6 and 7. Tape fasteners 11 are attached to both side edge portions 9 of the rear waistline region 7.
- the chassis 2 is made of a nonwoven fabric formed of thermoplastic synthetic fibers, a film formed of thermoplastic synthetic resin, a laminate of these nonwoven fabrics and films, or the like.
- polyethylene fiber or polypropylene fiber, composite fiber of polyethylene and polypropylene, composite fiber of polyethylene and polyester, or the like is used as the thermoplastic synthetic fiber, and polyethylene is used as the film.
- the absorber 3 includes a body fluid-absorbing core material 13, a liquid-permeable inner surface sheet 16 that covers the upper surface 14 of the core material 13, and a liquid-impermeable outer surface sheet 17 that covers the lower surface 15 of the core material 13.
- the core material 13 is formed of a water-absorbing material aggregate 13a (see FIG. 2) such as an aggregate of water-absorbing fibers such as pulverized pulp or an aggregate of water-absorbing fibers and highly water-absorbing polymer particles. It is made by making it liquid and coating with a liquid diffusing wrapping sheet 13b.
- An example of the wrapping sheet 13b is tissue paper.
- the superabsorbent polymer particles contained in the core material 13 are well-known in the field of disposable diapers.
- polyacrylic acid or starch-acrylonitrile copolymer hydrolyzate can be used.
- the inner surface sheet 16 is made of the liquid-permeable nonwoven fabric according to the present invention. The details of the liquid-permeable nonwoven fabric are as described later.
- the outer sheet 17 is formed of a thermoplastic synthetic resin film such as polyethylene.
- a preferable outer sheet 17 is formed of a gas-impermeable and liquid-impermeable film.
- the outer sheet 17 may also be formed of a non-woven fabric. In the diaper 1 in that case, the chassis 2 including a liquid-impermeable film is used.
- a leg elastic portion 18 extending in the front and rear direction LD in the crotch region 8 is interposed, and a waist elastic member extending in the width direction WD in the rear waist region 7 19 is interposed.
- the outer surface sheet 17, the core material 13, and the inner surface sheet 16 are located above the chassis 2, that is, on the inner surface side of the chassis 2. Yes.
- the core material 13 is formed by covering the aggregate 13a with a wrapping sheet 13b.
- the inner surface sheet 16 is sometimes called a surface sheet, and has a lower surface 22 formed substantially flat and an upper surface 21 in which a plurality of raised portions 25 are arranged in the width direction WD.
- the chassis 2 and the outer sheet 17 that overlap each other, the outer sheet 17 and the wrapping sheet 13 b, and the wrapping sheet 13 b and the inner sheet 16 are joined together via a hot melt adhesive (not shown).
- the aggregate 13 a and the wrapping sheet 13 b may also be bonded through a hot melt adhesive.
- the bulge 25 is exaggerated in size to clearly show its presence.
- FIG. 3 is a partial perspective view of the inner sheet 16 used in FIGS.
- the inner sheet 16 is obtained by cutting a nonwoven fabric 31 (see FIG. 4) formed of a thermoplastic synthetic fiber 30 that has been subjected to a hydrophilic treatment into a required size, and the upper surface 21 is substantially parallel to each other.
- a plurality of raised portions 25 extending in the front-rear direction LD are formed.
- Each of the raised portions 25 has a top portion 26 and a skirt portion 27 that extends from the top portion 26 in the width direction WD, and adjacent ridge portions 25 are connected to each other by the ridge portions 27.
- the bottom portions 27 cooperate to form a valley portion 28 extending in the front-rear direction LD.
- the cross section in the width direction WD of the inner sheet 16 is a part of the thermoplastic synthetic fiber 30 that has a small fineness and a part of the fiber 30 that has a fineness.
- a large second fiber 42 is visible.
- the first fibers 41 form an upper portion 43 including the upper surface 21 at least in the raised portion 25, and the second fibers 42 are lower including the lower surface 22 in at least the raised portion 25.
- a portion 44 is formed.
- the fiber gap 45 formed by the first fibers 41 tends to be smaller than the fiber gap 46 formed by the second fibers 42.
- the fiber gaps 45 and 46 in the valley portion 28 formed by connecting the bottom portions 27 of the adjacent raised portions 25 are respectively formed below the top portion 26 of the raised portion 25.
- a through hole 51 is formed in the valley portion 28 so as to draw an approximately oval shape.
- the through-holes 51 are arranged intermittently in the front-rear direction LD of each valley portion 28.
- the preferred through hole 51 has a dimension in the front-rear direction LD of 1.5 to 3.5 mm and a dimension in the width direction WD of 0.3-1. It is in the range of 5 mm.
- An example of the first and second fibers 41 and 42 and the fiber gaps 45 and 46 is shown in FIG.
- the inner surface sheet 16 used for covering at least the upper surface of the core material 13 has a mass per unit area in the range of 12-45 g / m 2 .
- the first fibers 41 preferably occupy 10-50%.
- the first fiber 41 is a core-sheath type composite fiber having a fineness in the range of 0.8 to 1.9 dtex and a fiber length in the range of 30 to 60 mm, and the second fiber 42 has a fineness of 2.
- a core-sheath type composite fiber having a range of 0-6.0 dtex and a fiber length of 30-60 mm is used.
- the fineness of the first fiber 41 is at least 0.5 dtex smaller than the fineness of the second fiber 42.
- the fiber length here means a value when the fiber is extended straight.
- these core-sheath type composite fibers those in which the core component and the sheath component are in a concentric relationship or in an eccentric relationship can be used.
- the thermoplastic synthetic resin forming the core component one having a melting temperature higher than the melting temperature of the thermoplastic synthetic resin forming the sheath component is used.
- the volume ratio of the core component to the sheath component in the first fiber 41 is preferably in the range of 30: 70-70: 30, and the volume ratio of the core component to the sheath component in the second fiber 42 is also 30: 70- Preferably it is in the range of 70:30.
- first and second fibers 41 and 42 polyethylene terephthalate (PET) having a melting point of 260 ° C. is used for the core component, and high density polyethylene (HDPE) having a melting point of 130 ° C. is used for the sheath component. used.
- PET polyethylene terephthalate
- HDPE high density polyethylene
- the soft stool in the top portion 26 of the raised portion 25 of the inner sheet 16 has hydrophilic water contained therein. It passes through the valley portion 28 and is absorbed by the core member 13 while descending the skirt portion 27 through the plurality of first fibers 41 that have been subjected to the chemical treatment and intersect with each other to form a small fiber gap 45. Further, in the soft stool in the valley portion 28, moisture contained in the stool passes through the valley portion 28 and is absorbed by the core member 13.
- the valley portion 28 is in a state where the first fibers 41, the second fibers 42, the first fibers 41 and the second fibers 42 are close to each other, and the thickness is thin, the permeation of moisture toward the core member 13 is prevented. Easy. Further, in the through holes 51, moisture is quickly absorbed by the core material 13 without passing through the inner surface sheet 16.
- the solid part of the loose stool remains at the upper portion 43 of the inner surface sheet 16 formed by the first fibers 41 both at the top portion 26 of the raised portion 25 and at the bottom portion 27.
- the inner sheet 16 can change soft stool into low fluidity by separating soft stool into moisture and solid content and absorbing the moisture into the core material 13. It is a preferable material in preventing the side leakage of soft stool.
- the raised portions 25 are not easily crushed due to the presence of the second fibers 42 having a high fineness.
- the second fiber 42 acting in this manner has higher rigidity than the first fiber 41 and is difficult to give a soft touch to the wearer of the diaper 1, but the lower portion 44 formed by the second fiber 42.
- the inner sheet 16 When the worn diaper 1 is to be replaced or discarded, the inner sheet 16 absorbs bodily fluids and hides the dirty color of the core material 13 to prevent the color from entering the eye. In some cases, it may be preferable.
- the upper portion 43 of the inner sheet 16 is formed by the first fibers 41 having a small fineness, and the first fibers 41 are in an aggregated state so as to form a small fiber gap 45. Compared with the case where the second fibers 42 are formed with large second fibers 42 and the second fibers 42 form large fiber gaps, it is easier to conceal the color of the core material 13. In such 1st fiber 41, in order to reduce the transparency of a fiber, the quantity of the titanium oxide added can be made small.
- the amount of titanium oxide added to 4% by mass or more with respect to the core component can be reduced to less than 4% by mass in the core component of the first fiber 41. it can.
- the titanium oxide content of the core component in the preferred first fiber 41 is in the range of 0.5-4 mass%, and the titanium oxide content of the core component in the preferred second fiber 42 is in the range of 2-6 mass%.
- the titanium oxide content in the first fibers 41 is less than the titanium oxide content in the second fibers 42.
- Titanium oxide can be added to the sheath component instead of the core component, or can be added to the core component and the sheath component.
- the liquid-permeable nonwoven fabric 31 obtained in the process shown in FIG. 4 becomes the inner sheet 16 when it is cut into a required dimension.
- the process of FIG. 4 will be described as follows.
- the second fibers 42 are supplied to the first card machine 201 to obtain the first web 211.
- the first fibers 41 are supplied to the second card machine 202 to obtain the second web 212, which is superimposed on the first web 211 to obtain the composite web 213.
- the composite web 213 is placed on the peripheral surface of the suction drum 203.
- the suction drum 203 has a fixed inner cylinder 203a and a breathable outer cylinder 203b that is concentric with the inner cylinder 203a and rotates in the machine direction MD.
- the composite web 213 is placed on the peripheral surface of the outer cylinder 203b and advances in the machine direction MD at a required speed, for example, 100 m / min, together with the outer cylinder 203b.
- a suction zone 203c is formed in the inner cylinder 203a.
- a first manifold 204 and a second manifold 205 are installed above the suction zone 203c, and an outer cylinder 203b is interposed between the suction zone 203c and the first and second manifolds 204 and 205.
- the nozzle 204a of the first manifold 204 and the nozzle 205a of the second manifold 205 are aligned so as to be parallel to the machine direction MD, and each nozzle has a required opening diameter, for example, a diameter of 1 mm.
- heated air that has passed through a heater (not shown) set to a required temperature, for example, 200 ° C., becomes the first jet air 206 and is jetted toward the composite web 213.
- the injection amount of the first jet air 206 is adjusted by the injection pressure, and is injected at a rate of, for example, 10 Nl / m 2 with respect to the unit surface area of the composite web 213.
- heated air that has passed through a heater (not shown) set to a required temperature, for example, 280 ° C., becomes second jet air 207 from each nozzle 205a of the second manifold 205 toward the composite web 213.
- the second jet air 207 is jetted at a rate of, for example, 23 Nl / m 2 with respect to the unit surface area of the composite web 213 with the jet pressure adjusted.
- the first jet air 206 and the second jet air 207 are sequentially injected, so that the first fibers 41 and the second fibers 42 located immediately below the nozzles 204 a and 205 a have the width of the composite web 213.
- the first trough is formed directly below the nozzle, and the first bulge is formed between the nozzle 204a and the nozzle 204a and the nozzle 205a and the nozzle 205a arranged in the cross direction CD.
- the part is formed in advance.
- the composite web 213 passes through the dryer 208.
- heated air 209 having a temperature capable of melting the surface of the first fiber 41 and / or the second fiber 42 is blown to the composite web 213, and the first fibers 41 are welded, more preferably The two fibers 42 are welded together, more preferably the first fibers 41 and the second fibers 42 are also welded, and the already formed primary bulge and primary valley are easily deformed.
- the dimension in the machine direction MD of the dryer 208 is adjusted so that the heated air 209 can be blown to the composite web 213 for a required time.
- the dryer 208 can also apply suction to the heated air 209 below the endless belt 208a traveling in the machine direction MD.
- the composite web 213 exiting the dryer 208 becomes a liquid-permeable nonwoven fabric 31 that can be used as the inner sheet 16 when it is cooled to room temperature.
- FIG. 5 is a diagram illustrating the positions of the nozzles 204a and 205a in the first and second manifolds 204 and 205 illustrated in FIG.
- the first and second manifolds 204 and 205 extend in a cross direction CD orthogonal to the machine direction MD, and the nozzle 204a and the nozzle 205a are aligned in the machine direction MD.
- Pitch of the nozzles 204a and the nozzles 205a arranged in the cross direction CD (the distance between the centers) is p 2.
- FIGS. 6A and 6B are partial views of the peripheral surface of the outer cylinder 203b in the suction drum 203 illustrated in FIG. 4, and air-permeable through holes 223 formed on the peripheral surface are distributed.
- An embodiment is shown.
- the through holes 223 having a diameter of 0.2-1 mm are uniformly distributed on the peripheral surface of the outer cylinder 203b.
- the area ratio occupied by the through holes 223 on the peripheral surface is preferably 15-40%.
- opening portions 221 and non-opening portions 222 formed by gathering through holes 223 on the peripheral surface of the outer cylinder 203 b appear alternately in the circumferential direction ( Formed so as to appear alternately in the machine direction MD).
- the opening 221 has a circumferential dimension of 2-4 mm and extends in the entire cross direction CD.
- the non-opening portion 222 has a circumferential dimension of 1.5-3 mm and extends in the entire cross direction CD.
- the outer cylinder 203b in the mode of FIG. 6B is used when obtaining the inner surface sheet 16 of the mode of FIG. 3, and the outer cylinder 203b in the mode of FIG. 6A is illustrated in FIG. It is used when the inner sheet 16 is obtained.
- the first and second jet airs 206 and 207 act on the composite web 213 located in the non-opening portion 222 using the outer cylinder 203b in the mode of FIG.
- the fiber 41 and the second fiber 42 move to both sides in the cross direction CD, and a through hole 51 (see FIG. 3) is formed.
- Example The liquid-permeable nonwoven fabric as an Example was manufactured using the process of FIG. 4, and the item shown below was evaluated about the liquid-permeable nonwoven fabric. Moreover, the nonwoven fabric as a comparative example was also manufactured and evaluated similarly to the Example.
- the production conditions and evaluation results of the nonwoven fabrics of the examples and comparative examples are shown in Table 1. Production conditions include the difference in fineness between the first fibers 41 and the second fibers 42, the sum of the masses per unit area of the first fibers 41 and the second fibers 42, and the first fibers 41 in the sum of the masses. The percentage of mass occupied is also shown. Further, “presence / absence of jet air treatment” in Table 1 means presence / absence of use of the first jet air 206 and the second jet air 207 in the step of FIG.
- Table 1 also shows the aspect of the nonwoven fabric.
- the “type II” in the “structure in the thickness direction” in the aspect is the first fiber 41 in which the upper portion 43 and the lower portion 44 (see FIG. 2) in the thickness direction of the liquid-permeable nonwoven fabric have different fineness.
- the second fiber 42 “Type I” means that the non-woven fabric is the first fiber 41 or the second fiber 42, and the non-woven fabric does not include the upper portion 43 and the lower portion 44 as in Type II. I mean. “Presence / absence of raised portion” indicates whether or not the raised portion 45 illustrated in FIG. 2 is formed.
- the “non-flat (non-flat)” non-woven fabric in the “presence / absence of raised portions” was obtained in the step where the third step 103 was omitted from the step of FIG.
- the “pitch of the raised portion” means the pitch p 1 (distance between the centers, see FIG. 2) of the plurality of raised portions 25 formed in the liquid-permeable nonwoven fabric of the example and the nonwoven fabric of the comparative example. .
- the pitch p 1 is a value measured according to the following procedure (see FIG. 7).
- Procedure for measuring pitch p 1 of raised portion 25 Red watercolor paint is uniformly applied to a 150 mm ⁇ 150 mm stainless steel plate shown in FIG. 2.
- a 100 mm ⁇ 100 mm liquid-permeable nonwoven fabric is prepared and placed on the stainless steel plate so that the raised portions face the stainless steel plate.
- a 1 kg weight is placed on the liquid-permeable nonwoven fabric so that a pressure of 10 gf / cm 2 is applied to the liquid-permeable nonwoven fabric. 4).
- the weight is removed, and a 100 mm ⁇ 100 mm filter paper (GRADE2 manufactured by Advantech Toyo Co., Ltd.) is placed on the liquid-permeable non-woven fabric colored in red at the top of the raised portion, and a pressure of 10 gf / cm 2 is placed on the filter paper. 1 kg of weight is placed and left for 10 seconds. 5.
- the weight and the filter paper are removed from the liquid-permeable nonwoven fabric to obtain a filter paper on which the red color of the raised portion is transferred as a line. 6).
- the filter paper for the red line arbitrarily selected and the eleventh line from the line, the center in the width direction of the line is determined, the distance between the centers of both lines is measured, and 1/10 of the distance is calculated.
- the pitch of the raised portion is measured in the same manner for the nonwoven fabric of the comparative example.
- “Presence / absence of through holes” in “nonwoven fabric” in Table 1 means that in the third step 103 of FIG. 4, the outer cylinder 203b of the suction drum 203 used the one illustrated in FIG. FIG. 6B shows the difference in whether the example is used.
- the outer cylinder 203b is of the form shown in FIG. 6A, an inner surface sheet 16 (liquid permeable nonwoven fabric 31) as illustrated in FIG. 9 is obtained, and the liquid permeable nonwoven fabric 31, that is, the inner sheet 16 is formed.
- the first fibers 41 are uniformly distributed on the upper surface 21.
- the outer cylinder 203b has the configuration shown in FIG. 6B, an oval through hole 51 is formed in the trough portion 28 as in the inner surface sheet 16 (liquid permeable nonwoven fabric 31) illustrated in FIG. .
- Evaluation item 1 Thickness and specific volume (1) The thickness was measured in a state where a load of 3 gf / cm 2 was applied to a liquid-permeable nonwoven fabric having a size of 100 mm ⁇ 100 mm, and the average value of the measured values for 10 liquid-permeable nonwoven fabrics The thickness under a load of 3 gf / cm 2 (t 0 ). (2) From the mass of 10 liquid permeable nonwoven fabrics having a size of 100 mm ⁇ 100 mm, the mass per sheet (w 0 ) is determined in units of g / cm 2 , and the value of t 0 / w 0 is 3 gf / cm. The specific volume under a load of 2 was used.
- At least 10 filter papers having a size of 100 mm ⁇ 100 mm are stacked, and the mass of the entire filter paper is measured with an electronic balance (mass A).
- a liquid-permeable nonwoven fabric having a size of 100 mm ⁇ 100 mm is placed on the stacked filter paper.
- a cylinder with an inner diameter of 20 mm fixed to the pedestal is placed on the liquid-permeable nonwoven fabric.
- each member is allowed to stand for 1 minute, and then the pedestal on which the cylinder is fixed and the filter paper are removed from the liquid-permeable nonwoven fabric.
- the mass of the entire filter paper is measured with an electronic balance (mass B). g.
- the contact is applied with a load of 50 gf, pressed against a measurement sample (liquid permeable nonwoven fabric) applied with a tension of 20 gf / cm in a horizontal state, and moved 2 cm at a speed of 1 mm / second in the direction of the applied tension.
- the coefficient of friction and the average deviation during the movement of the contact are obtained.
- the friction coefficient of the liquid-permeable nonwoven fabric is measured only in the direction in which the raised portions 25 in FIG. 2 extend, that is, in the machine direction MD in FIG. (4)
- the liquid-permeable nonwoven fabric having a small average deviation of the friction coefficient has a small change in the friction coefficient in the machine direction MD in the raised portion 25 and has a smooth touch.
- Example 1 In the first step 101 of FIG. 4, a composite fiber having the following configuration is supplied to the first card machine 201 as the second fiber 42 to obtain a first web 211 having a mass per unit area of 18 g / m 2 .
- Core component Polyethylene terephthalate (PET, melting point 260 ° C.)
- Sheath component High density polyethylene (HDPE, melting point 130 ° C)
- Volume ratio of core component to sheath component 40:60 Titanium oxide added to the core component: 4% by mass
- Hydrophilic treatment agent coating amount 0.4% by mass
- the second card machine 202 in the second step 102 of FIG. 4 is supplied with a composite fiber having the following configuration as the first fiber 41 to obtain a second web 212 having a mass per unit area of 7 g / m 2 .
- Core component PET (melting point 260 ° C.)
- Sheath component HDPE (melting point 130 ° C)
- Volume ratio of core component to sheath component 50:50 Titanium oxide added to the core component: 2.5% by mass
- Hydrophilic treatment agent coating amount 0.4% by mass
- the peripheral surface of FIG. 6B was applied to the outer cylinder 203b of the suction drum 203, and the usage conditions of the first and second manifolds 204 and 205 were set as follows.
- the circumferential dimension of the opening 221 is set to 2.6 mm
- the circumferential dimension of the non-opening part 222 is set to 2.4 mm.
- the area ratio occupied by the through holes 223 was 22.16%.
- the air temperature was set to 135 ° C., and the composite web 213 was allowed to stay for 5 seconds.
- the first web 211, the second web 212, and the composite web 213 were run in the machine direction at a speed of 100 m / min.
- Table 1 shows the configuration and evaluation results of the liquid-permeable nonwoven fabric of Example 1 obtained under the above conditions.
- Example 2 A liquid-permeable nonwoven fabric of Example 2 was obtained in the same manner as in Example 1 except that the second fibers 42 had a fineness of 3.3 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
- the liquid-permeable nonwoven fabric of Example 2 it cut
- the obtained cut surface was observed with an electron microscope (Real Surface View Microscope VE-7800 manufactured by Keyence Corporation), and an enlarged photograph 30 times the cut surface was taken. The enlarged photograph is shown as FIG. The cut surface corresponds to the cross section appearing in FIG.
- the lower surface of the liquid-permeable nonwoven fabric of the photograph is fixed to a horizontal surface via a double-sided adhesive tape.
- a plurality of horizontal lines and a plurality of vertical lines are drawn with a center-to-center distance of 0.5 mm.
- Example 3 A liquid-permeable nonwoven fabric of Example 3 was obtained in the same manner as in Example 1 except that the second fibers 42 had a fineness of 4.4 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
- Example 4 A liquid-permeable nonwoven fabric of Example 4 was obtained in the same manner as in Example 3 except that the mass (usage amount) per unit area of the second fiber 41 and the second fiber 42 was changed.
- Example 5 A liquid-permeable nonwoven fabric of Example 5 was obtained in the same manner as Example 1 except that the second fibers 42 had a fineness of 5.6 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
- Example 6 A liquid-permeable nonwoven fabric of Example 6 was obtained in the same manner as Example 2 except that the first fibers 41 had a fineness of 1.9 dtex.
- Example 7 In a third step 103 of FIG. 4, first, the nozzle pitch p 2 of the second manifold 204 and 205 in the 4mm, except for changing the pitch p 1 of the ridge 25 formed on liquid-pervious nonwoven fabric 4mm is In the same manner as in Example 1, a liquid-permeable nonwoven fabric of Example 7 was obtained.
- Example 8 A liquid-permeable nonwoven fabric of Example 8 was obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.1 dtex.
- Example 9 A liquid-permeable nonwoven fabric of Example 9 was obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.1 dtex and the pitch of the raised portions was 4 mm.
- Example 10 Nonwoven fabrics of Examples 10, 11, and 12 were obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.2, 1.4, and 1.6 dtex.
- Example 13 Implemented as the first fiber 41 except that the core component is polypropylene (PP), the sheath component is high-density polyethylene (HDPE), and the eccentric core-sheath composite fiber having a fineness of 1.0 dtex is used.
- PP polypropylene
- HDPE high-density polyethylene
- a liquid-permeable nonwoven fabric of Example 13 was obtained in the same manner as Example 1.
- Example 14 A liquid-permeable nonwoven fabric of Example 14 was obtained in the same manner as Example 13 except that the first fibers 41 had a fineness of 1.3 dtex.
- Example 15 A liquid-permeable nonwoven fabric of Example 15 was obtained in the same manner as Example 13 except that the first fibers 41 had a fineness of 1.7 dtex.
- Example 16 A nonwoven fabric of Example 16 was obtained in the same manner as in Example 1 except that the outer surface 203b of the suction drum 203 in the third step 103 of FIG. This nonwoven fabric does not have a through hole corresponding to the through hole 51 in FIG.
- Comparative Example 1 In the process of FIG. 4, the first fiber 41 is formed only in the same manner as in Example 1 except that the second fiber 42 of Example 1 and the first and third processes 101 and 103 are not used. A nonwoven fabric of Comparative Example 1 having a mass per unit area of 25 g / m 2 was obtained. This nonwoven fabric that did not use the third step 103 had no ridges and had a flat upper surface and lower surface.
- Comparative Example 3 (Comparative Example 3) In the step of FIG. 4, a nonwoven fabric of Comparative Example 3 was obtained in the same manner as Example 1 except that the third step 103 was not used. This nonwoven fabric had a flat upper surface and lower surface.
- Comparative Example 4 A nonwoven fabric of Comparative Example 4 was obtained in the same manner as in Example 4 except that the first fibers 41 of Example 4 had a fineness of 2.2 dtex and the second fibers 42 had a fineness of 3.3 dtex. .
- the liquid-permeable nonwoven fabric 31 according to the present invention described using the inner sheet 16 of the disposable diaper 1 as an example can also be used as an inner sheet in a body fluid treatment article such as a sanitary napkin or a urine absorbing pad.
- the liquid-permeable nonwoven fabric 31 when used as an inner sheet of a sanitary napkin can separate menstrual blood into moisture and solid content, and only the moisture can be absorbed by the absorbent core material.
- FIG. 11 is a view similar to FIG. 3 showing the position of the cross section when the cross section of the liquid-permeable nonwoven fabric 31 is observed.
- the section sec. Reference numeral 1 denotes a cross section extending in the width direction WD of the liquid-permeable nonwoven fabric 31 including the raised portion 25, the bottom portion 27 formed on both sides thereof, and the valley portion 28 also formed on both sides.
- Section sec. 2 means a cross section extending in the front-rear direction LD at the top 26 of the raised portion 25.
- Section sec. 3 denotes a cross section extending in the front-rear direction LD in one of the bottom portions 27 formed on both sides.
- the liquid-permeable nonwoven fabric 31 that was subjected to cross-sectional observation is the nonwoven fabric of Example 2 shown in Table 1.
- the nonwoven fabric of Comparative Example 2 was also subjected to cross-sectional observation.
- the same tools and procedures as those for taking the enlarged photograph of FIG. 10 were adopted.
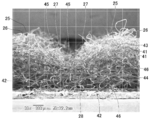
- FIG. 12 shows a cross section sec. Including a raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2, a bottom portion 27 in the raised portion 25, and a valley portion 28 in the raised portion 25.
- 1 is a photograph taken with a real surface view microscope VE-7800 magnified 30 times.
- the lower surface 22 of the nonwoven fabric 31 is fixed to a horizontal surface 72 via a double-sided adhesive tape 71.
- the photograph shows the section sec.
- a large number of horizontal lines and vertical lines are shown as a scale for 1.
- the distance between the centers of adjacent horizontal lines and vertical lines is 0.2 mm.
- Each of the sections formed by the horizontal line and the vertical line is provided with the symbols A, B, C,... In the width direction WD, and the symbols a, b, c,. It is attached in the direction TD.
- the sections a, b, c,... In the thickness direction TD are sections that start from the upper surface of the double-sided tape 71.
- FIG. 1 shows a large number of observed end faces 83 of the first fibers 41 and the second fibers 42.
- the position of each end face 83 has a section sec.
- a 30-times photograph of 1 was confirmed by further magnifying it 100 times with a real surface view microscope VE-7800.
- FIG. 13 shows the section sec. 1 is a reference diagram for facilitating understanding that an end face 83 exists in FIG.
- FIG. 13 is the same as the photograph in FIG. 12, but in the photograph of FIG. 13, the end face 83 is clearly shown by indicating each of the end faces 83 with a black circle with a white edge. .
- FIG. 14 shows the observation result of FIG. 12, and FIG. 14 (a) shows the sections A, B, C,... In the width direction WD and the sections a, TD in the thickness direction TD in FIG. End faces 83 observed in each of the zones Aa, Ab,..., Ba, Bb,..., Ra, Rb,. The number of is shown. That is, FIG. 14A shows the distribution of the number of end faces 83 in the raised portion 25, the bottom portion 27, and the valley portion 28 shown in FIG.
- FIG. 14 (b) creates a darkness scale of the zone that changes in accordance with the number of end faces 83 existing in each zone of FIG. 14 (a).
- the scale is shown in FIG. 14 (a). The result when applied to a zone is shown. As the number of diagonal lines in each zone increases and the zone looks darker, it means that a larger number of end faces 83 exist in the zone.
- the number of the end faces 83 is larger in the portion near the upper surface 21 of the nonwoven fabric 31 and smaller in the portion near the lower surface 22 in the raised portion 25 and the skirt portion 27. From this, it is considered that the first fibers 41 and the second fibers 42 tend to gather in a portion close to the upper surface 21. In the valley portion 28, the end surface 83 is distributed substantially uniformly between the upper surface 21 and the lower surface 22. In the raised portion 25, the first fibers 41 and the second fibers 42 are accumulated so as to draw an arc that protrudes upward in the thickness direction TD. It appears that a large gap 85 (see FIG. 12) is formed immediately above the double-sided tape 71.
- FIG. 15 shows a cross section sec. Of the raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2. 2 is a photograph taken by enlarging 30 times. Section sec. For a photograph 30 times larger than 2, the section sec. The presence of the end face 83 was confirmed by magnifying it 100 times as in the case of 1. However, in FIG. 15, black spots similar to FIG. 13 for clearly showing the end face 83 are not shown.
- the section sec. For 2 a horizontal line and a vertical line are shown. The distance between the centers of the horizontal lines and the vertical lines is 0.2 mm.
- the sections formed by these lines are labeled A, B,... R and a, b,.
- 16A shows the end faces 83 observed in each of the zones Aa, Ab,... Ai, Ba, Bb,... Bi,. It is a figure similar to (a) of FIG. 14 which shows the number.
- FIG. 16 shows the results when the darkness scale of the zone created in the same manner as in (b) in FIG. 14 is applied to each zone in (a) in FIG.
- most of the end surface 83 is in a portion near the upper surface 21 of the raised portion 25, and only a few are in the portion near the lower surface 22. These things are considered to mean that the 1st, 2nd fibers 41 and 42 in the nonwoven fabric 31 are concentrated in the part close
- FIGS. 17 and 18 are sectional views of the raised portion 25 arbitrarily extracted from the nonwoven fabric of Example 2.
- 17 is a view showing the number of end faces 83 in FIG.
- the end faces 83 are uniformly distributed in the front-rear direction LD of the nonwoven fabric 31 and tend to gather in a portion near the lower surface 22 of the nonwoven fabric 31 in the thickness direction TD.
- FIGS. 19-24 are diagrams showing the observation results of the cross section of the nonwoven fabric of Comparative Example 2.
- FIGS. 19 and 20 show a cross section sec.
- a photograph was taken of a cross section in the width direction of the nonwoven fabric of Comparative Example 2 which was magnified 30 times, and the photograph was further magnified 100 times to confirm the presence of fiber end faces (see FIG. 19), the number of end faces that can be confirmed is shown in the same format as in FIGS. 14A and 14B (see FIG. 20).
- the photograph of FIG. 19 also shows each of a horizontal line and a vertical line having a center-to-center distance of 0.2 mm.
- the end faces of the fibers tend to be distributed almost uniformly in the entire width direction WD and thickness direction TD. That is, in the raised portion, the end face of the fiber is present in the same manner in the portion near the upper surface and the portion near the lower surface.
- FIGS. 15 and 16 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the top of the raised portion in the same manner as in FIGS. 15 and 16 for the nonwoven fabric of Comparative Example 2.
- FIG. The end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD.
- FIG. 21 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
- FIG. 23 and 24 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the base portion of the nonwoven fabric of Comparative Example 2 in the same manner as in FIGS.
- the end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD.
- FIG. 23 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
- the number of fiber end faces present in the zone depicted in the photograph indicates the number of fibers contained in the zone.
- the inside of the zone is shown.
- the number of fibers extending in the width direction WD or the thickness direction TD so as to bisect cannot be accurately shown.
- the end face 83 gathers mostly in the portion near the upper surface 21 and does not gather much in the portion near the lower surface 22. it can.
- the moisture contained in the loose stool excreted toward the upper surface 21 mainly passes along the upper surface 21 from the top portion 26 of the raised portion 25 through the bottom portion 27 and the valley portion 28.
- the first fibers 41 and the second fibers 42 are stacked so as to form an arc that protrudes upward in the thickness direction TD.
- the raised portion 25 is less likely to be crushed and acts to prevent the specific volume of the nonwoven fabric 31 from changing greatly, and the nonwoven fabric 31 can be quickly and elastically restored when released from the compression. It seems that it works to make it possible.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
L'invention concerne un tissu non tissé perméable au liquide pouvant être utilisé de manière appropriée dans un article destiné à traiter un fluide corporel.
Le tissu non tissé perméable au liquide (31) est composé d'une fibre synthétique thermoplastique (30) et présente, sur sa surface supérieure (21), des parties surélevées (25) parallèles les unes aux autres et s'étendant dans le sens de la longueur (LD) du tissu non tissé perméable au liquide (31). Chacune des parties surélevées (25) présente une partie supérieure (26) et des parties jupe (27). La fibre synthétique thermoplastique (30) comprend une première fibre (41) et une seconde fibre (42). La première fibre (41) présente une finesse dans la plage de 0,8 à 1,9 dtex et forme une partie supérieure (43) dans le sens de l'épaisseur (TD) comprenant la surface supérieure (21) telle qu'elle est observée dans le sens de l'épaisseur (TD) du tissu non tissé perméable au liquide (31), et la seconde fibre (42) présente une finesse dans la plage de 2,0 à 6,0 dtex et forme une partie inférieure (44) dans le sens de l'épaisseur (TD) comprenant une surface inférieure (22) tel qu'observé dans le sens de l'épaisseur (TD) du tissu non tissé perméable au liquide (31). La finesse de la première fibre (41) est inférieure d'au moins 0,5 dtex à celle de la seconde fibre (42).
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011270696 | 2011-12-09 | ||
| JP2011-270696 | 2011-12-09 | ||
| JP2012-132272 | 2012-06-11 | ||
| JP2012132272A JP5743961B2 (ja) | 2011-12-09 | 2012-06-11 | 透液性不織布 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013084977A1 true WO2013084977A1 (fr) | 2013-06-13 |
Family
ID=48574335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/081609 WO2013084977A1 (fr) | 2011-12-09 | 2012-12-06 | Tissu non tissé perméable au liquide |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5743961B2 (fr) |
| WO (1) | WO2013084977A1 (fr) |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019005906A1 (fr) * | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Non-tissé façonné |
| US10577722B2 (en) | 2017-06-30 | 2020-03-03 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US10655257B2 (en) | 2017-01-31 | 2020-05-19 | The Procter & Gamble Company | Shaped nonwoven |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US10772768B2 (en) | 2017-01-31 | 2020-09-15 | The Procter & Gamble Company | Shaped nonwoven |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| US10888471B2 (en) | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| US10966874B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Absorbent article(s) chassis comprising beamed elastics |
| US11129753B2 (en) | 2017-09-01 | 2021-09-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11160694B2 (en) | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11401640B2 (en) | 2015-07-31 | 2022-08-02 | The Procter & Gamble Company | Forming belt for shaped nonwoven |
| US11505884B2 (en) | 2019-03-18 | 2022-11-22 | The Procter & Gamble Company | Shaped nonwovens that exhibit high visual resolution |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US11655563B2 (en) | 2016-04-29 | 2023-05-23 | The Procter & Gamble Company | Apparatus for making nonwoven from continuous filaments |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11826230B2 (en) | 2015-07-31 | 2023-11-28 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US11850128B2 (en) | 2018-09-27 | 2023-12-26 | The Procter And Gamble Company | Garment-like absorbent articles |
| US11896466B2 (en) | 2018-06-12 | 2024-02-13 | The Procter & Gamble Company | Absorbent articles having shaped, soft and textured nonwoven fabrics |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11969325B2 (en) | 2018-01-25 | 2024-04-30 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11999150B2 (en) | 2019-05-03 | 2024-06-04 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US12053357B2 (en) | 2019-06-19 | 2024-08-06 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5756562A (en) * | 1980-09-20 | 1982-04-05 | Uni Charm Corp | Nonwoven fabric and production thereof |
| JPH03193958A (ja) * | 1989-12-21 | 1991-08-23 | Unitika Ltd | 不織布及びその製造方法 |
| JP2002173863A (ja) * | 2000-12-01 | 2002-06-21 | Kao Corp | 吸収性物品の表面シート |
| JP2009030218A (ja) * | 2007-06-22 | 2009-02-12 | Uni Charm Corp | 不織布およびその製造方法 |
| JP2009050538A (ja) * | 2007-08-28 | 2009-03-12 | Kao Corp | 吸収性物品用シート |
| WO2010131565A1 (fr) * | 2009-05-14 | 2010-11-18 | ユニ・チャーム株式会社 | Tissu fibreux non tissé perméable aux liquides |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4171671B2 (ja) * | 2003-05-27 | 2008-10-22 | ユニ・チャーム株式会社 | オープン型の使い捨ておむつ |
| JP4804337B2 (ja) * | 2006-12-27 | 2011-11-02 | 花王株式会社 | 吸収性物品用の表面シート及びその製造方法 |
-
2012
- 2012-06-11 JP JP2012132272A patent/JP5743961B2/ja active Active
- 2012-12-06 WO PCT/JP2012/081609 patent/WO2013084977A1/fr active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5756562A (en) * | 1980-09-20 | 1982-04-05 | Uni Charm Corp | Nonwoven fabric and production thereof |
| JPH03193958A (ja) * | 1989-12-21 | 1991-08-23 | Unitika Ltd | 不織布及びその製造方法 |
| JP2002173863A (ja) * | 2000-12-01 | 2002-06-21 | Kao Corp | 吸収性物品の表面シート |
| JP2009030218A (ja) * | 2007-06-22 | 2009-02-12 | Uni Charm Corp | 不織布およびその製造方法 |
| JP2009050538A (ja) * | 2007-08-28 | 2009-03-12 | Kao Corp | 吸収性物品用シート |
| WO2010131565A1 (fr) * | 2009-05-14 | 2010-11-18 | ユニ・チャーム株式会社 | Tissu fibreux non tissé perméable aux liquides |
Cited By (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11925541B2 (en) | 2015-07-31 | 2024-03-12 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US11401640B2 (en) | 2015-07-31 | 2022-08-02 | The Procter & Gamble Company | Forming belt for shaped nonwoven |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| US11826230B2 (en) | 2015-07-31 | 2023-11-28 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US11655563B2 (en) | 2016-04-29 | 2023-05-23 | The Procter & Gamble Company | Apparatus for making nonwoven from continuous filaments |
| US12098480B2 (en) | 2016-04-29 | 2024-09-24 | The Procter & Gamble Company | Methods of making a nonwoven from continuous filaments |
| US11730638B2 (en) | 2016-12-15 | 2023-08-22 | The Procter & Gamble Company | Shaped nonwoven |
| US10888471B2 (en) | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| US12036099B2 (en) | 2016-12-20 | 2024-07-16 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US11944523B2 (en) | 2016-12-20 | 2024-04-02 | The Procter & Gamble Company | Elastomeric laminate(s) for absorbent article donning |
| US10966873B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US10973699B2 (en) | 2016-12-20 | 2021-04-13 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from beams |
| US10987253B2 (en) | 2016-12-20 | 2021-04-27 | The Procter & Gamble Company | Beamed elastic laminate properties |
| US10993851B2 (en) | 2016-12-20 | 2021-05-04 | The Procter & Gamble Company | Hip-to-waist and waist-to-crotch silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11000421B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Length-to-waist silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11000420B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US11000426B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Disposable absorbent articles having cuffs of improved stretch laminate structure |
| US12059329B2 (en) | 2016-12-20 | 2024-08-13 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11654059B2 (en) | 2016-12-20 | 2023-05-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11141321B2 (en) | 2016-12-20 | 2021-10-12 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11141322B2 (en) | 2016-12-20 | 2021-10-12 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US12016753B2 (en) | 2016-12-20 | 2024-06-25 | The Procter & Gamble Company | Absorbent article(s) chassis comprising beamed elastics |
| US11147717B2 (en) | 2016-12-20 | 2021-10-19 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands |
| US10966874B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Absorbent article(s) chassis comprising beamed elastics |
| US12059328B2 (en) | 2016-12-20 | 2024-08-13 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US12064323B2 (en) | 2016-12-20 | 2024-08-20 | The Procter & Gamble Company | Disposable absorbent articles having cuffs of improved stretch laminate structure |
| US11219555B2 (en) | 2016-12-20 | 2022-01-11 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles with elastomeric laminates |
| US11318052B2 (en) | 2016-12-20 | 2022-05-03 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from beams |
| US11737928B2 (en) | 2016-12-20 | 2023-08-29 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US11344453B2 (en) | 2016-12-20 | 2022-05-31 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US12109093B2 (en) | 2016-12-20 | 2024-10-08 | The Procter & Gamble Company | Beamed elastic laminate properties |
| US11737927B2 (en) | 2016-12-20 | 2023-08-29 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US12109094B2 (en) | 2016-12-20 | 2024-10-08 | The Procter & Gamble Company | Hip-to-waist and waist-to-crotch silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11660235B2 (en) | 2016-12-20 | 2023-05-30 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands |
| US11654060B2 (en) | 2016-12-20 | 2023-05-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US12115043B2 (en) | 2016-12-20 | 2024-10-15 | The Procter & Gamble Company | Length-to-waist silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11642249B2 (en) | 2016-12-20 | 2023-05-09 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11090197B2 (en) | 2017-01-31 | 2021-08-17 | The Procter & Gamble Company | Shaped nonwoven |
| US11872112B2 (en) | 2017-01-31 | 2024-01-16 | The Procter & Gamble Company | Shaped nonwoven |
| US10655257B2 (en) | 2017-01-31 | 2020-05-19 | The Procter & Gamble Company | Shaped nonwoven |
| US10772768B2 (en) | 2017-01-31 | 2020-09-15 | The Procter & Gamble Company | Shaped nonwoven |
| US11661689B2 (en) | 2017-01-31 | 2023-05-30 | The Procter & Gamble Company | Shaped nonwoven |
| US11666488B2 (en) | 2017-01-31 | 2023-06-06 | The Procter & Gamble Company | Shaped nonwoven |
| US10934645B2 (en) | 2017-01-31 | 2021-03-02 | The Procter & Gamble Company | Shaped nonwoven |
| US11427943B2 (en) | 2017-01-31 | 2022-08-30 | The Procter & Gamble Company | Shaped nonwoven |
| US11324641B2 (en) | 2017-01-31 | 2022-05-10 | The Procter & Gamble Company | Shaped nonwoven |
| US10968552B2 (en) | 2017-01-31 | 2021-04-06 | The Procter & Gamble Company | Shaped nonwoven |
| US11773521B2 (en) | 2017-01-31 | 2023-10-03 | The Procter & Gamble Company | Shaped nonwoven |
| US11992393B2 (en) | 2017-01-31 | 2024-05-28 | The Procter & Gamble Company | Shaped nonwoven |
| US11987917B2 (en) | 2017-01-31 | 2024-05-21 | The Procter & Gamble Company | Shaped nonwoven |
| US11160694B2 (en) | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11939701B2 (en) | 2017-06-30 | 2024-03-26 | The Procter & Gamble Company | Shaped nonwoven |
| US11214893B2 (en) | 2017-06-30 | 2022-01-04 | The Procter & Gamble Company | Shaped nonwoven |
| US11746441B2 (en) | 2017-06-30 | 2023-09-05 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| WO2019005906A1 (fr) * | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Non-tissé façonné |
| US10577722B2 (en) | 2017-06-30 | 2020-03-03 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11634838B2 (en) | 2017-06-30 | 2023-04-25 | The Procter & Gamble Company | Shaped nonwoven |
| US11149360B2 (en) | 2017-06-30 | 2021-10-19 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11944524B2 (en) | 2017-09-01 | 2024-04-02 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11607348B2 (en) | 2017-09-01 | 2023-03-21 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11129753B2 (en) | 2017-09-01 | 2021-09-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US11969325B2 (en) | 2018-01-25 | 2024-04-30 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11896466B2 (en) | 2018-06-12 | 2024-02-13 | The Procter & Gamble Company | Absorbent articles having shaped, soft and textured nonwoven fabrics |
| US11998427B2 (en) | 2018-09-27 | 2024-06-04 | The Procter & Gamble Company | Nonwoven webs with visually discernible patterns |
| US11850128B2 (en) | 2018-09-27 | 2023-12-26 | The Procter And Gamble Company | Garment-like absorbent articles |
| US11918442B2 (en) | 2018-09-27 | 2024-03-05 | The Procter & Gamble Company | Garment-like absorbent articles |
| US11505884B2 (en) | 2019-03-18 | 2022-11-22 | The Procter & Gamble Company | Shaped nonwovens that exhibit high visual resolution |
| US11999150B2 (en) | 2019-05-03 | 2024-06-04 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US12043019B2 (en) | 2019-05-03 | 2024-07-23 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| US12053357B2 (en) | 2019-06-19 | 2024-08-06 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5743961B2 (ja) | 2015-07-01 |
| JP2013139660A (ja) | 2013-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5743961B2 (ja) | 透液性不織布 | |
| RU2723823C1 (ru) | Впитывающее изделие | |
| CN107635521B (zh) | 吸收性物品 | |
| JP4023996B2 (ja) | 吸収性物品の表面シート | |
| EP2161361B1 (fr) | Tissu non tissé et son processus de fabrication | |
| CN110478133B (zh) | 吸收性物品 | |
| CA2707003C (fr) | Article de vetement absorbant | |
| KR20070048213A (ko) | 확장가능한 흡수 코어 및 흡수 물품 | |
| RU2723405C1 (ru) | Впитывающее изделие | |
| CN112912046A (zh) | 具有视觉可辨别的图案的非织造纤维网 | |
| GB2561118A (en) | Disposable diaper | |
| US20240261158A1 (en) | Apertured nonwoven webs | |
| JP5851823B2 (ja) | 吸収体 | |
| EP3466386B1 (fr) | Article absorbant | |
| US20210205153A1 (en) | Absorbent article and method for manufacturing sheet with three-dimensional opening used therefor | |
| RU2735657C1 (ru) | Впитывающее изделие | |
| JP2019043103A (ja) | 積層シート及びその製造方法並びに吸収性物品 | |
| US20200315865A1 (en) | Absorbent article | |
| RU2796016C1 (ru) | Впитывающее изделие | |
| JP7175826B2 (ja) | 吸収性物品 | |
| WO2024062957A1 (fr) | Article absorbant | |
| JPH0424262A (ja) | 不織布及びその製造方法並びに吸収性物品 | |
| US20240315886A1 (en) | Absorbent systems and absorbent articles including the same | |
| RU2771693C1 (ru) | Впитывающее изделие | |
| WO2022044649A1 (fr) | Article absorbant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12856192 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12856192 Country of ref document: EP Kind code of ref document: A1 |