WO2012147501A1 - プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体 - Google Patents
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体 Download PDFInfo
- Publication number
- WO2012147501A1 WO2012147501A1 PCT/JP2012/059625 JP2012059625W WO2012147501A1 WO 2012147501 A1 WO2012147501 A1 WO 2012147501A1 JP 2012059625 W JP2012059625 W JP 2012059625W WO 2012147501 A1 WO2012147501 A1 WO 2012147501A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- layer
- main material
- injection molding
- flow path
- Prior art date
Links
- 238000001746 injection moulding Methods 0.000 title claims abstract description 72
- 229920003002 synthetic resin Polymers 0.000 title claims description 20
- 239000000057 synthetic resin Substances 0.000 title claims description 20
- 229920005989 resin Polymers 0.000 claims abstract description 231
- 239000011347 resin Substances 0.000 claims abstract description 231
- 239000000463 material Substances 0.000 claims abstract description 95
- 230000002093 peripheral effect Effects 0.000 claims abstract description 51
- 238000010030 laminating Methods 0.000 claims abstract description 6
- 238000005304 joining Methods 0.000 claims description 33
- 238000002347 injection Methods 0.000 claims description 21
- 239000007924 injection Substances 0.000 claims description 21
- 230000000903 blocking effect Effects 0.000 claims description 15
- 238000000071 blow moulding Methods 0.000 claims description 13
- 238000000465 moulding Methods 0.000 claims description 12
- 230000007246 mechanism Effects 0.000 claims description 10
- 230000003111 delayed effect Effects 0.000 claims description 3
- -1 filling Substances 0.000 claims description 2
- 238000011049 filling Methods 0.000 claims description 2
- 229910000831 Steel Inorganic materials 0.000 claims 1
- 239000010959 steel Substances 0.000 claims 1
- 238000005034 decoration Methods 0.000 description 22
- 238000000034 method Methods 0.000 description 15
- 238000011144 upstream manufacturing Methods 0.000 description 9
- 239000012467 final product Substances 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 230000004888 barrier function Effects 0.000 description 4
- 238000004040 coloring Methods 0.000 description 4
- 230000000737 periodic effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229920006300 shrink film Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1603—Multi-way nozzles specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/003—Containers for packaging, storing or transporting, e.g. bottles, jars, cans, barrels, tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
- B29C45/1646—Injecting parison-like articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/071—Preforms or parisons characterised by their configuration, e.g. geometry, dimensions or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
- B65D1/0215—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features multilayered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/072—Preforms or parisons characterised by their configuration having variable wall thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/22—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/28—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3004—Preforms or parisons made of several components having longitudinally different components within one layer, e.g. tubes with longitudinal stratified layering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3012—Preforms or parisons made of several components at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3012—Preforms or parisons made of several components at flange portion
- B29C2949/3014—Preforms or parisons made of several components at flange portion partially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3016—Preforms or parisons made of several components at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3016—Preforms or parisons made of several components at body portion
- B29C2949/3018—Preforms or parisons made of several components at body portion partially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3024—Preforms or parisons made of several components characterised by the number of components or by the manufacturing technique
- B29C2949/3026—Preforms or parisons made of several components characterised by the number of components or by the manufacturing technique having two or more components
- B29C2949/3028—Preforms or parisons made of several components characterised by the number of components or by the manufacturing technique having two or more components having three or more components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3032—Preforms or parisons made of several components having components being injected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
- B29K2995/0021—Multi-coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0065—Permeability to gases
- B29K2995/0067—Permeability to gases non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0068—Permeability to liquids; Adsorption
- B29K2995/0069—Permeability to liquids; Adsorption non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Definitions
- the present invention provides a preform injection molding apparatus for molding a synthetic resin casing decorated with a colored layer by biaxial stretch blow molding, a preform injection molding method using the apparatus, and the injection molding method.
- the present invention relates to a synthetic resin casing that is biaxially stretch blow molded from a preform to be molded.
- a casing made of polyethylene terephthalate (PET) resin obtained by biaxially stretching blow-molding a test tubular preform by injection molding is used in various fields such as beverages, foods, and cosmetics.
- PET polyethylene terephthalate
- Various decoration methods are employed to differentiate the products.
- the casing is decorated with a printed shrink film, but various methods for decorating the casing itself are employed.
- Patent Document 1 a test tubular inner shell piece made of PET resin is colored to a constant concentration, and the outer shell body piece is gradually thinned from the bottom to the upper end of the trunk, with the thickness of the peripheral wall being reduced.
- an invention relating to a method for forming a casing having a gradation color, in which a preform having a double wall structure is prepared by fixing the interior, and the preform is biaxially stretch blow-molded.
- the method described in Patent Document 1 has low productivity, and the decoration mode is also limited.
- Patent Document 2 in an injection molding apparatus, a molten resin in which a colored resin layer is merged between an outer surface resin layer and an inner surface resin layer by multiple nozzles is injected and filled into a mold cavity to place the colored resin layer in the middle.
- an invention relating to a casing decorated with a colored resin layer, in which a preform laminated as a layer is injection-molded, and this preform is biaxially stretch blow-molded.
- the method described in Patent Document 2 in which a colored resin is joined to the main resin by multiple nozzles and the preform is injection-molded is higher in productivity than the method described in Patent Document 1. Is the method.
- Patent Document 2 the detailed description is not recognized in Patent Document 2 as to how the colored resin specifically merges with the main resin in the multiple nozzle, and generally the viscoelastic properties of the molten resin. It is difficult to control the lamination mode of the colored layer with high accuracy according to various decoration modes required for the final product casing, and the decoration mode is also limited. Is. In other words, in order to comply with the advanced decoration of the housing, which is the final product, a predetermined position in a predetermined position in the axial direction and the radial direction (thickness direction of the peripheral wall) of the preform within the peripheral wall of the preform. It is necessary to stack colored layers by changing the layer thickness to a gradation or the like, and an injection molding apparatus including a nozzle that can realize such various and high-precision layered color layers. There is also a demand for providing an injection molding method using the apparatus.
- the present invention relates to a preform injection molding apparatus, an injection molding method, and a synthetic resin casing, and will be described in the order of an injection molding apparatus, an injection molding method, and a synthetic resin casing.
- the main configuration related to the injection molding apparatus of the present invention is as follows.
- the structure according to the synthetic resin casing of the present invention is as follows.
- a synthetic resin casing in which a test tube preform by injection molding is biaxially stretched and blow molded a decorative layer made of a colored resin is laminated on a main material layer forming a main body, The main material layer is a colored opaque resin layer, The decorative layer is formed by laminating the main material layer by the flow behavior of the second resin, which is the main resin and the colored resin, during the injection molding of the preform. It is said that a decorative layer is laminated on the outer peripheral surface and inner peripheral surface of the peripheral wall within a predetermined height range.
- the nozzle unit 11 includes a cylindrical first mandrel 21, a second mandrel 22, and a third mandrel 23 that are arranged in the same central axis in order from the inside, and the tip of the nozzle unit 11 is disposed on the first mandrel 21.
- the cylindrical shut-off pin 20 that exhibits the function of blocking and releasing the flow of the molten resin is inserted and disposed in a sliding manner so as to be able to advance and retract.
- the tip of each mandrel has a tapered cylindrical shape with a diameter reduced toward the downstream side.
- the colored resin is laminated as an intermediate layer in the main material layer. If it was opaque, the decoration could not be done sufficiently.
- the inner flow path 15b for the second resin Rb is not limited to a cylindrical shape.
- the inner flow path 15b is within a predetermined range of the casing. It can also be decorated by forming a strip-shaped decorative layer in the vertical direction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
そして、商品として差別化するためさまざまな加飾方法が採用されている。印刷されたシュリンクフィルムにより壜体を加飾する場合が多いが、さらに壜体自体に加飾するための方法が各種採用されている。
ただし、この特許文献1に記載される方法では生産性が低く、また加飾の態様も限定的である。
この特許文献2に記載される、多重のノズルにより主材樹脂に着色樹脂を合流させてプリフォームを射出成形する方法は、特許文献1に記載されるような方法に比較して生産性の高い方法である。
すなわち、最終製品である壜体の高度な加飾態様に応じるためには、プリフォームの周壁内で、プリフォームの軸方向と径方向(周壁の厚さ方向)の所定の位置に、所定の層厚で、さらには層厚をグラデーション状等に変化させて、着色層を積層する必要があり、このような多様で高精度な着色層の積層態様が実現可能な、ノズルを含む射出成形装置や、当該装置を使用した射出成形方法の提供が要請されている。
まず、本発明のうち射出成形装置に係る主たる構成は、
合成樹脂製の主材層に第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームを射出成形する射出成形装置であって、
溶融した主材層を形成する主材樹脂と第2の樹脂層を形成する第2の樹脂を合流させて合流樹脂体を形成するノズル部と、このノズル部の先端に配設される金型を有し、
ノズル部は、
外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、
また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、
また、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、
このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とし、
合流路で円柱状に合流した合流樹脂体を、金型のキャビティのプリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填する構成とする、と云うものである。
主材樹脂に、加飾のための着色樹脂に代表される第2の樹脂を合流させて合流樹脂体を形成する機能を発揮するノズル部を、主材樹脂が流動する外流路の合流路への合流部である第1合流部を所定の間隔を置いて、第2の樹脂が流動する内流路の合流路への合流部である第2合流部の下流側に配設し、
シャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とすることにより、シャットオフピンの先端部の位置により、第1合流部および第2合流部の、遮断あるいは開放状態を次のように制御することができる。
1)先端部が第1合流部より下流側にある(以下、下流側位置とする。)場合は、第1合流部と第2合流部が共に遮断状態となる。
2)先端部が第1合流部と第2合流部の間にある(以下、中間位置とする。)場合は、第1合流部が開放状態、第2合流部が遮断状態となり、主材樹脂のみが合流路に供給される。
3)先端部が第2合流部より上流側にある場合(以下、上流側位置とする。)は、第1合流部と第2合流部が共に開放状態となり、主材樹脂と共に第2の樹脂が合流路に供給される。
さらに、第1合流部、第2合流部という合流路に接する部分で樹脂の供給の遮断と開放が実施されるため、従来のようにノズル部の上流側の、合流路から離れた位置に配設されるチェックバルブやスプールバルブにより樹脂の供給の遮断と開放を実施する場合に比較して、溶融樹脂の粘弾性的な性質による時間的な遅れを避けることができ、遮断と開放の制御をさらに高精度に実施することが可能となる。
合成樹脂製の主材層に第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームの射出成形方法において、
前述した本発明の射出成形装置を使用し、
シャットオフピンの摺動位置の制御により、
まず第1合流部を開放状態として主材樹脂を所定時間、外流路を経て合流路へ供給し、
次に主材樹脂が供給される所定時間内の、一定時間範囲で第2合流部を開放状態として、主材樹脂と同時に第2の樹脂を、内流路を経て合流路へ供給し、
合流路内で主材樹脂と第2の樹脂から形成される合流樹脂体を形成し、
この合流樹脂体を、金型のキャビティの、プリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填し、
第2の樹脂の供給の、開始時間、終了時間、供給速度プロファイルを含めた射出パターン、さらには第2合流部の開放の程度の設定により、主材層に第2の樹脂層を所定の態様に積層する、と云うものである。
そして、次に所定時間遅らせて(以下、遅延時間とする。)シャットオフピンをさらに上流側に摺動させて、その先端部を上流側位置とし、第2合流部を開放し、主材樹脂と第2の樹脂を合流させ、さらに所定の時間の後、先端部を中間位置に戻して、第2の樹脂の供給を遮断し、さらに先端部を下流側位置に移動して溶融樹脂全体の供給を遮断し、射出成形を終了する。
使用する合成樹脂、プリフォームの周壁の肉厚を含めた形状が決まれば、主材樹脂の供給時間や供給速度を考慮して、第2の樹脂の供給開始の遅延時間、終了時間、供給速度を含めた射出パターンを設定することにより、さらには第2合流部の開放の程度を設定することによりプリフォームの周壁において主材層に第2の樹脂層を所定の態様に高精度に積層することが可能となり、一方、第2の樹脂の供給条件を変更することにより、多様な積層態様を実現することが可能となる。
なお本発明において、第2の樹脂層は加飾層に限定されるものではなく、第2の樹脂層をたとえばガスバリア層、遮光層等の他の機能を有する層として、上記したような多様な積層態様を高精度に実現することが可能であると云う特徴を生かして、これら機能を発揮するのに最適な積層態様を実現することができる。
合流路あるいは金型のキャビティ内で、遅延する第2の樹脂が先行する主材樹脂の中央部を突き抜け、さらに突き破る流動が可能に、第2の樹脂の供給開始の遅延時間を短くすると共に第2の樹脂の供給速度を主材樹脂の供給速度に比較して大きくし、
プリフォームの所定の高さ範囲で、周壁の外周面と内周面に第2の樹脂からなる第2の樹脂層を積層形成する、と云うものである。
シャットオフピンの摺動を制御しながら、第2合流部の開放の程度を高精度に変化させることができるので、グラデーション状の加飾を多様にまた高度に現出させることが可能となる。
射出成形による試験管状のプリフォームを2軸延伸ブロー成形した、主体を形成する主材層に着色樹脂からなる加飾層を積層形成した合成樹脂製壜体において、
主材層は着色不透明な樹脂層とし、
加飾層はプリフォームの射出成形時における主材樹脂と着色樹脂である第2の樹脂の流動挙動により主材層に積層形成されたものであり、
所定の高さ範囲で、周壁の外周面と内周面に加飾層を積層する構成とする、と云うものである。
そして上記構成によれば、加飾層が外周面に積層されるので主材層が不透明な場合であっても、加飾効果を発揮させることが可能となる。
射出成形による試験管状のプリフォームを2軸延伸ブロー成形した、主体を形成する主材層に着色樹脂からなる加飾層を積層形成した合成樹脂製壜体において、
主材層は透明な樹脂層とし、
加飾層はプリフォームの射出成形時における主材樹脂と着色樹脂である第2の樹脂の流動挙動により主材層に積層形成されたものであり、
加飾層が主材層中に中間層として周壁の内周面直近に積層する構成とする、と云うものである。
そして上記のように加飾層が主材層中に中間層として周壁の内周面直近に積層した構成とすることにより、加飾層の色合いが、この加飾層の外側に積層される透明で、十分な層厚さを有する主材層を透して現出し、深みのある高品位な加飾性を発揮させることが可能となる。
使用する合成樹脂、プリフォームの周壁の肉厚を含めた形状が決まれば、主材樹脂の供給時間や供給速度を考慮して、第2の樹脂の供給の遅延時間、終了時間、供給速度を含めた射出パターンを設定することにより、さらには第2合流部の開放の程度を設定することによりプリフォームの周壁において主材層に第2の樹脂層を所定の態様に沿って高精度に積層することができ、
一方これらの第2の樹脂の供給条件を変更することにより、加飾目的に沿って多様な積層態様を実現することができる。
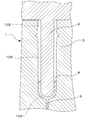
図1、図2は本発明の射出成形装置を概略的に示すもので、図1はノズル部11近傍の縦断面図で、下流側に金型1を取り付けた状態を示しており、図2は金型の概略構造を示す縦断面図である。
各マンドレルの先端部は下流側に向かって縮径したテーパー筒状となっている。
また、第3マンドレルと第2マンドレルの間に主材樹脂Raが流動する円筒状の外流路15aが形成され、第2マンドレルと第1マンドレルの間に第2の樹脂Rbが流動する円筒状の内流路15bが形成されている。
そして、この合流樹脂体を、金型1のコア金型2とキャビティ金型3で形成されるキャビティ4の、プリフォーム101の底部106底壁の中央に相当する位置に配設されるピンゲート5を介して前記キャビティ4内に射出、充填する。
このような合流部の配設態様により、シャットオフピン20の摺動位置、特にその先端部20pの位置により第1合流部17aあるいは第2合流部17b、またはその双方を遮断あるいは開放する機能が発揮される。
そして、シャットオフピン20の(図1では上下方向の)摺動動作はサーボモーターを使用したサーボ機構により(図示省略)制御するようにしている。
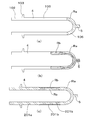
図3(a)のように先端部20pが第1合流部17aより下流側にある状態(図1の装置のノズル部11では、先端部20pがノズル部11の先端に位置する状態)では、第1合流部17aと第2合流部17bが共に遮断状態となる。
また、図3(b)のように先端部20pが第1合流部17aと第2合流部17bの間にある状態では、第1合流部17aが開放状態となり、第2合流部17bが遮断状態となり、主材樹脂Raのみが合流路19に供給される。
また、図3(c)のように先端部20pが第2合流部17bより上流側にある状態では、第1合流部17aと第2合流部17bが共に開放状態となり、主材樹脂Raと共に第2の樹脂Rbが合流路に供給される。
先端部20pの位置を、高精度に、所定のタイミングで所定位置に移動、位置させることができるので、第1合流部17aと第2合流部17bの遮断と開放の制御を高精度に実施することができ、さらには第2合流部17bの開放の程度を完全な遮断状態と、完全な開放状態の間で高精度に調整することもできる。
図4は、図1に示した射出成形装置でプリフォーム101を射出成形する際の射出パターンを、横軸を時間軸、縦軸を溶融樹脂の供給速度として概略的に示した説明図であり、4つのパターン、P1~P4が示されている。
ここで、これら4つのパターンで、主材樹脂Raのパターンは同一で、第2の樹脂Rbである着色樹脂のパターンがそれぞれ異なる。
なお、以降、第2の樹脂Rbを着色樹脂Rbとし、第2の樹脂層101bを加飾層101bとして説明する。
P1では、主材樹脂Raは時間ta1に供給が開始され、一定の供給速度Vaで推移し、時間ta2で供給が終了する。
また、主材樹脂Raの供給開始時間ta1から、遅延時間td1の間隔をおいて時間tb1に着色樹脂Rbの供給が開始し、上記した主材樹脂Raの供給速度Vaよりも高い供給速度Vb1で推移し時間tb2で供給が終了する。
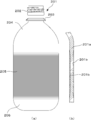
ここで、図6に示されるプリフォーム101は口筒部102、ネックリング103、胴部105、底部106を有する試験管状で、全高さが100mm、胴部105の外径は20mm、胴部105の周壁の平均肉厚は2.5mmであり、
その周壁は、顔料により白色に着色したPET樹脂製の不透明な主材層101aに、同種のPET樹脂を顔料で赤く着色した加飾層101bを積層したものである。
そして、図5(a)は時間tb1直前、図5(b)は時間tb2直前、図5(c)は時間ta2、すなわち充填が完了した状態を示す。
時間ta1でシャットオフピン20の先端部20pの位置を図3(a)の下流側位置から図3(b)の中間位置に移動し、第1合流部17aを開放し主材樹脂Raを供給速度Vaで供給し、時間tb1の直前では図5(a)に示されるように、主材樹脂Raがキャビティ4の底部106から胴部105の下端部に相当する位置にまで充填されている。
主材樹脂Raと共に、着色樹脂Rbを主材樹脂Raの供給速度Vaより高い供給速度Vb1で供給する。
そして、このような積層態様では、加飾層201bが外周面に積層されているので、主材樹脂Raが白色に着色して不透明であっても、最外周の赤色の加飾層201bで壜体を加飾することができる。
従来この種の、多重のノズルにより主材樹脂に着色樹脂を合流させてプリフォームを射出成形する方法では着色樹脂が主材層のなかに中間層として積層されるため、主材層が着色して不透明な場合は、加飾が十分にできなかった。
P2はP1に対して遅延時間をtd2と長くしたパターンであるが、このように遅延時間td2を長くすると、図5(a)で主材樹脂Raがかなり充填された状態で、着色樹脂Rbが供給されるので、その分、加飾層101bが積層される領域が、ネックリング103に近づいて、図8(b)に示される積層状態となる。すなわち遅延時間により、加飾層101bが積層される領域を変化させることができる。
因みにこのパターンで遅延時間を変えることにより、加飾層101bが積層する領域を変えることができる。
また、P3とP4の場合は加飾層101bが中間層として積層するので、主材層101aを透明性を有するものとすることにより加飾層101bの加飾効果が発揮される。
まず、P5は図4の中のP4で射出時間を長くしたものであり、プリフォーム101で加飾層101bは図10に示されるように、ネックリング103の直下から、胴部105の下端部に略同一の層厚で積層される。
また、シャットオフピン20による第2合流部17bの開放の程度を調整、すなわち供給速度Vbを調整することにより、加飾層101bの層厚を調整することができ、壜体201では加飾層201bによる着色濃度を加飾目的に応じて変えることができる。
このP6により、最終製品である壜体201では図12に示されるように、加飾層201bによる色合いが肩部204から胴部205の下端部にかけて徐々にその着色濃度が高くなるグラデーション状の加飾性を発揮させることができる。
勿論、第2合流部17bの開放の程度を遮断の方向に徐々に変化するようにすれば、上方から下方に向けて着色濃度が徐々に薄くなるグラデーション状とすることができる。
このP7により最終製品である壜体201では図13に示されるように、着色濃度の濃い領域と薄い領域が交互に現れるような加飾性が発揮される。
P7のバリエーションとして、第2合流部17bの開放状態と遮断状態を周期的に繰り返すことにより、壜体201で、加飾層201bが積層した領域と、積層していない領域を交互に繰り返すような加飾性を発揮させることもできる。
使用する合成樹脂はPET樹脂に限らず、PP樹脂等、従来から2軸延伸ブロー成形壜体に使用されている樹脂を使用することができるし、また主材樹脂と着色樹脂について、同種に限らず他の種類の樹脂を使用することもできる。
また、たとえば着色樹脂としてナイロン樹脂等のガスバリア性の高い樹脂を使用することにより、着色による装飾性を有すると共に、ガスバリア性の高い壜体を提供することができる。
さらに、第2の樹脂層をたとえばガスバリア層、遮光層等の他の機能を有する層として、上記したように多様な積層態様を実現することが可能であると云う特徴を利用して、最適な積層態様を実現してこれらの機能を十分に発揮させることができる。
2 ;コア金型
3 ;キャビティ金型
4 ;キャビティ
5 ;ゲート
11;ノズル部
12a、12b;導入路
13a、13b;導入口
14a、14b;マニホールド
15a;外流路
15b;内流路
15as、15bs;縮径流路
17a;第1合流部
17b;第2合流部
19;合流路
20;シャットオフピン
20p;先端部
21;第1マンドレル
22;第2マンドレル
23;第3マンドレル
Ra;主材樹脂
Rb;第2の樹脂(着色樹脂)
Sa、Sb;樹脂供給部
101;プリフォーム
101a;主材層
101b;第2の樹脂層(加飾層)
102;口筒部
103;ネックリング
105;胴部
106;底部
201;壜体
201a;主材層
201b;加飾層
202;口筒部
203;ネックリング
204;肩部
205;胴部
206;底部
Claims (11)
- 合成樹脂製で主体を形成する主材層(101a)に第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101)を射出成形する射出成形装置であって、溶融した主材層(101a)を形成する主材樹脂(Ra)と第2の樹脂層(101b)を形成する第2の樹脂(Rb)を合流させて合流樹脂体を形成するノズル部(11)と、該ノズル部(11)の先端に配設される金型(1)を有し、前記ノズル部(11)は、外側から順に、主材樹脂(Ra)が流動する外流路(15a)と、第2の樹脂(Rb)が流動する内流路(15b)と、該外流路(15a)と内流路(15b)からの主材樹脂(Ra)と第2の樹脂(Rb)が合流する円柱状の合流路(19)を配設し、また、前記外流路(15a)の合流路(19)への第1合流部(17a)を所定の間隔を置いて、内流路(15b)の合流路(19)への第2合流部(17b)の下流側に配設し、また、合流路(19)に摺動可能に円柱状のシャットオフピン(20)を挿入配設し、該シャットオフピン(20)の摺動位置により、前記第1合流部(17a)あるいは第2合流部(17b)を遮断あるいは開放する機能が発揮される構成とし、前記合流路(19)で円柱状に合流した合流樹脂体を、前記金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填する構成とした射出成形装置。
- 外流路(15a)と内流路(15b)はそれぞれ、円筒状流路の先端部に合流路(19)に向けてテーパー状に縮径する縮径流路(15as,15bs)を配設するものとした請求項1記載の射出成形装置。
- サーボ機構により、シャットオフピン(20)の摺動動作を制御する構成とした請求項1または2記載の射出成形装置。
- シャットオフピン(20)の先端部(20p)の摺動位置により第2合流部(17b)の開放状態の程度を調整可能な構成とした請求項3記載の射出成形装置。
- 合成樹脂製で主体を形成する主材層(101a)に第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101)の射出成形方法であって、請求項1、2、3または4に記載のある射出成形装置を使用し、
シャットオフピン(20)の摺動位置の制御により、第1合流部(17a)を開放状態として主材樹脂(Ra)を所定時間、外流路(15a)を経て合流路(19)へ供給し、次に前記主材樹脂(Ra)が供給される所定時間内の、一定時間範囲で第2合流部(17b)を開放状態として、主材樹脂(Ra)と同時に第2の樹脂(Rb)を、内流路(15b)を経て合流路(19)へ供給し、前記合流路(19)内で主材樹脂(Ra)と第2の樹脂(Rb)から形成される合流樹脂体を形成し、該合流樹脂体を、金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填し、前記第2の樹脂(Rb)の供給の、開始時間、終了時間、供給速度プロファイルを含めた射出パターン、さらには前記第2合流部(17b)の開放の程度の設定により、前記主材層(101a)に第2の樹脂層(101b)を所定の態様に積層することを特徴とするプリフォームの射出成形方法。 - 第2の樹脂層(101b)を着色樹脂から成る加飾層とした請求項5記載のプリフォームの射出成形方法。
- まず主材樹脂(Ra)の供給を開始し、次に所定の時間遅延して第2の樹脂(Rb)の供給を開始するにあたって、合流路(19)あるいは金型(1)のキャビティ(4)内で、遅延する第2の樹脂(Rb)が先行する主材樹脂(Ra)の中央部を突き抜け、さらに突き破る流動が可能に、第2の樹脂(Rb)の供給開始の遅延時間を短くすると共に第2の樹脂(Rb)の供給速度を主材樹脂(Ra)の供給速度に比較して大きくし、プリフォーム(101)の所定の高さ範囲で、周壁の外周面と内周面に第2の樹脂(Rb)からなる第2の樹脂層(101b)を積層形成するようにした請求項5または6記載のプリフォームの射出成形方法。
- シャットオフピン(20)の先端部(20p)の摺動位置を、第2合流部(17b)の近傍で、該第2合流部(17b)の開放の程度が開放の方向、あるいは遮断の方向に徐々に変化するように移動させ、第2の樹脂層(101b)の層厚が軸方向にグラデーション状に変化するようにした請求項5、6または7記載のプリフォームの射出成形方法。
- シャットオフピン(20)の先端部(20p)の摺動位置を第2合流部(17b)の近傍で周期状に変動させ、該第2合流部(17b)の開放状態の程度を周期状に変動させ、第2の樹脂層(101b)の層厚が軸方向に周期的に変化するようにした請求項5、6または7記載のプリフォームの射出成形方法。
- 射出成形による試験管状のプリフォームを2軸延伸ブロー成形した、主体を形成する主材層(201a)に着色樹脂からなる加飾層(201b)を積層形成した合成樹脂製壜体であって、前記主材層(201a)は着色不透明な樹脂層とし、前記加飾層(201b)はプリフォームの射出成形時における主材樹脂(Ra)と着色樹脂である第2の樹脂(Rb)の流動挙動により主材層(201a)に積層形成されたものであり、所定の高さ範囲で、周壁の外周面と内周面に前記加飾層(201b)を積層することを特徴とした合成樹脂製壜体。
- 射出成形による試験管状のプリフォームを2軸延伸ブロー成形した、主体を形成する主材層(201a)に着色樹脂からなる加飾層(201b)を積層形成した合成樹脂製壜体であって、前記主材層(201a)は透明な樹脂層とし、前記加飾層(201b)はプリフォームの射出成形時における主材樹脂(Ra)と着色樹脂である第2の樹脂(Rb)の流動挙動により主材層(201a)に積層形成されたものであり、前記加飾層(201b)が主材層(201a)中に中間層として周壁の内周面直近に積層していることを特徴とした合成樹脂製壜体。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2012248612A AU2012248612B2 (en) | 2011-04-28 | 2012-04-09 | Device for injection molding preform, injection molding process, and synthetic resin bottle |
| EP20200348.9A EP3778181A1 (en) | 2011-04-28 | 2012-04-09 | Device for injection molding preform, and injection molding process, and synthetic resin bottle |
| CA2833471A CA2833471C (en) | 2011-04-28 | 2012-04-09 | Device for injection molding preform, injection molding process, and synthetic resin bottle |
| KR1020137001213A KR101981807B1 (ko) | 2011-04-28 | 2012-04-09 | 프리폼의 사출성형장치, 사출성형방법 및 합성수지제 병체 |
| US14/114,393 US9862157B2 (en) | 2011-04-28 | 2012-04-09 | Injection molding process of a preform for use in biaxial stretching and blow molding |
| EP12776326.6A EP2703144B1 (en) | 2011-04-28 | 2012-04-09 | Preform injection molding method |
| EP17197871.1A EP3292979B1 (en) | 2011-04-28 | 2012-04-09 | Device for injection molding preform and injection molding process |
| EP17197869.5A EP3292978B1 (en) | 2011-04-28 | 2012-04-09 | Device for injection molding preform and injection molding process |
| CN201280002112.XA CN103025502B (zh) | 2011-04-28 | 2012-04-09 | 预成型体的注射成型装置、注射成型方法及合成树脂制瓶体 |
| AU2017202049A AU2017202049B2 (en) | 2011-04-28 | 2017-03-28 | Preform injection molding device, injection molding method, and synthetic resin bottle |
| US15/829,384 US10300670B2 (en) | 2011-04-28 | 2017-12-01 | Injection molding process for making a preform |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-101939 | 2011-04-28 | ||
| JP2011101939A JP2012232463A (ja) | 2011-04-28 | 2011-04-28 | プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/114,393 A-371-Of-International US9862157B2 (en) | 2011-04-28 | 2012-04-09 | Injection molding process of a preform for use in biaxial stretching and blow molding |
| US15/829,384 Division US10300670B2 (en) | 2011-04-28 | 2017-12-01 | Injection molding process for making a preform |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012147501A1 true WO2012147501A1 (ja) | 2012-11-01 |
Family
ID=47072024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/059625 WO2012147501A1 (ja) | 2011-04-28 | 2012-04-09 | プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US9862157B2 (ja) |
| EP (4) | EP3292978B1 (ja) |
| JP (1) | JP2012232463A (ja) |
| KR (1) | KR101981807B1 (ja) |
| CN (3) | CN105690658B (ja) |
| AU (2) | AU2012248612B2 (ja) |
| CA (2) | CA2833471C (ja) |
| WO (1) | WO2012147501A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020531306A (ja) * | 2018-07-17 | 2020-11-05 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 視覚効果のあるブロー成形品 |
| CN113661063A (zh) * | 2019-04-11 | 2021-11-16 | 宝洁公司 | 具有视觉效果的吹塑制品 |
| EP3953130B1 (en) * | 2019-04-11 | 2024-08-14 | The Procter & Gamble Company | Blow molded article with visual effects |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5765656B2 (ja) | 2011-10-31 | 2015-08-19 | 株式会社吉野工業所 | プリフォームの射出成形装置 |
| CH706993A1 (en) * | 2012-09-19 | 2014-03-31 | Alpla Werke | Injection molding apparatus and method for producing a tube head, and tube head. |
| CN104015341B (zh) * | 2014-06-18 | 2016-04-06 | 张家港市联鑫塑料机械有限公司 | 一种注吹机塑化收料结构 |
| USD760084S1 (en) * | 2014-08-01 | 2016-06-28 | The Coca-Cola Company | Bottle |
| CN106514963A (zh) * | 2015-09-15 | 2017-03-22 | 柳道万和(苏州)热流道系统有限公司 | 热流道系统及其注塑工艺、换色工艺 |
| JP6197259B1 (ja) * | 2015-11-11 | 2017-09-20 | 株式会社エイシン技研 | ワックス型射出成型装置及びワックス型射出成型装置を用いた物品鋳造方法 |
| EP4043171A3 (en) * | 2017-06-23 | 2022-09-07 | Husky Injection Molding Systems Luxembourg IP Development S.à.r.l | Molded article with selectively varied core layer geometry and hot runner nozzles for producing same |
| EP3470195A1 (en) | 2017-10-12 | 2019-04-17 | The Procter & Gamble Company | Blow molded article with visual effects |
| US11724847B2 (en) | 2018-10-19 | 2023-08-15 | The Procter & Gamble Company | Blow molded article with debossing |
| CN110341120B (zh) * | 2019-07-23 | 2023-08-22 | 东华机械有限公司 | 双色混合注射模头 |
| WO2021142194A1 (en) | 2020-01-08 | 2021-07-15 | The Procter & Gamble Company | Blow molded multilayer article with color gradient |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5383884A (en) | 1976-12-28 | 1978-07-24 | Yoshino Kogyosho Co Ltd | Gradation colored bottle and method of forming same |
| JPH0298409A (ja) | 1988-10-04 | 1990-04-10 | Toyo Seikan Kaisha Ltd | 着色多層容器とその製造方法 |
| JPH05253973A (ja) * | 1991-02-28 | 1993-10-05 | Kata Syst:Kk | 射出成形用金型 |
| JPH11165330A (ja) * | 1997-09-25 | 1999-06-22 | Mitsubishi Gas Chem Co Inc | 多層成形品を成形するための射出成形装置及び多層成形品の射出成形方法 |
| JP2002538994A (ja) * | 1999-03-18 | 2002-11-19 | モールド‐マスターズ、リミテッド | 多層成形用射出成形装置及び方法 |
| JP2008265188A (ja) * | 2007-04-23 | 2008-11-06 | Kata System:Kk | 共射出成形用のホットランナー装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4174413A (en) * | 1976-07-27 | 1979-11-13 | Asahi-Dow Limited | Multi-layered molded articles |
| US4934915A (en) * | 1983-04-13 | 1990-06-19 | American National Can Company | Apparatus for injection molding multi-layer articles |
| US4511528A (en) * | 1983-04-13 | 1985-04-16 | American Can Company | Flow stream channel splitter devices for multi-coinjection nozzle injection molding machines |
| US4895504A (en) * | 1983-04-13 | 1990-01-23 | American National Can Company | Apparatus for injection molding and injection blow molding multi-layer articles |
| US4657496A (en) * | 1984-06-04 | 1987-04-14 | Gifu Husky Co., Ltd. | Hot-runner mold for injection molding |
| US4923723A (en) * | 1988-11-01 | 1990-05-08 | Continental Pet Technologies, Inc. | Multi-layer preform, method of forming preform, and container formed from the preform |
| US5098274A (en) * | 1989-01-25 | 1992-03-24 | Continental Pet Technologies, Inc. | Apparatus for injection molding of multilayer preforms |
| JPH05309648A (ja) * | 1992-05-08 | 1993-11-22 | Mitsubishi Gas Chem Co Inc | 多層容器およびその製造方法 |
| US5595799A (en) * | 1995-12-14 | 1997-01-21 | Dtl Technology Limited Partnership | Coinjection molding of decorative preforms and containers produced from such preforms |
| DE19640662C1 (de) * | 1996-10-02 | 1998-03-05 | Krupp Ag Hoesch Krupp | Verfahren zum Spritzgießen von dreischichtigen Spritzlingen und Vorrichtung für die Durchführung des Verfahrens |
| US6322344B1 (en) * | 1997-09-25 | 2001-11-27 | Mitsubishi Gas Chemical Co., Inc. | Injection molding apparatus for molding multi-layered articles |
| JP4096440B2 (ja) * | 1999-03-11 | 2008-06-04 | 三菱瓦斯化学株式会社 | 多層成形品 |
| US6440350B1 (en) | 1999-03-18 | 2002-08-27 | Mold-Masters Limited | Apparatus and method for multi-layer injection molding |
| CA2426276C (en) * | 2000-10-19 | 2008-02-19 | Teijin Limited | Multi-layered preform and production process therefor |
| TW555636B (en) * | 2001-11-26 | 2003-10-01 | Sumitomo Heavy Industries | A molding method of a resin molded article by a mold apparatus, the mold apparatus, the resin molded article, and a molding machine having the mold apparatus |
| JP4640729B2 (ja) * | 2005-05-31 | 2011-03-02 | 株式会社吉野工業所 | プリフォームの成形方法、プリフォーム及び壜体 |
| JP4692737B2 (ja) * | 2005-05-31 | 2011-06-01 | 株式会社吉野工業所 | プリフォームの製造方法、プリフォーム、及び壜体 |
| US8580365B2 (en) * | 2005-04-28 | 2013-11-12 | Yoshino Kogyosho Co., Ltd. | Synthetic resin bottle having a gradation pattern, and process for injection molding the preform for use in such a bottle |
| JP4692731B2 (ja) * | 2005-04-28 | 2011-06-01 | 株式会社吉野工業所 | グラデーション模様付きボトルと、ボトル成形用のプリフォーム |
| CH699063B1 (de) * | 2006-10-24 | 2010-01-15 | Alpla Werke | Preform für die Herstellung von biaxial gereckten Kunststoffflaschen und aus dem Preform hergestellte Kunststoffflasche. |
| JP5329120B2 (ja) * | 2008-04-30 | 2013-10-30 | 株式会社吉野工業所 | 積層ボトル |
| CA2729527C (en) * | 2008-06-30 | 2013-10-08 | Yoshino Kogyosho Co., Ltd. | Laminated synthetic resin bottle, injection molding device, and process for molding a laminated preform |
-
2011
- 2011-04-28 JP JP2011101939A patent/JP2012232463A/ja active Pending
-
2012
- 2012-04-09 EP EP17197869.5A patent/EP3292978B1/en active Active
- 2012-04-09 CA CA2833471A patent/CA2833471C/en active Active
- 2012-04-09 WO PCT/JP2012/059625 patent/WO2012147501A1/ja active Application Filing
- 2012-04-09 CA CA3113087A patent/CA3113087C/en active Active
- 2012-04-09 AU AU2012248612A patent/AU2012248612B2/en not_active Ceased
- 2012-04-09 CN CN201610219152.XA patent/CN105690658B/zh active Active
- 2012-04-09 CN CN201511032312.1A patent/CN105365157B/zh active Active
- 2012-04-09 EP EP20200348.9A patent/EP3778181A1/en active Pending
- 2012-04-09 US US14/114,393 patent/US9862157B2/en active Active
- 2012-04-09 EP EP12776326.6A patent/EP2703144B1/en active Active
- 2012-04-09 KR KR1020137001213A patent/KR101981807B1/ko active IP Right Grant
- 2012-04-09 CN CN201280002112.XA patent/CN103025502B/zh active Active
- 2012-04-09 EP EP17197871.1A patent/EP3292979B1/en active Active
-
2017
- 2017-03-28 AU AU2017202049A patent/AU2017202049B2/en not_active Ceased
- 2017-12-01 US US15/829,384 patent/US10300670B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5383884A (en) | 1976-12-28 | 1978-07-24 | Yoshino Kogyosho Co Ltd | Gradation colored bottle and method of forming same |
| JPH0298409A (ja) | 1988-10-04 | 1990-04-10 | Toyo Seikan Kaisha Ltd | 着色多層容器とその製造方法 |
| JPH05253973A (ja) * | 1991-02-28 | 1993-10-05 | Kata Syst:Kk | 射出成形用金型 |
| JPH11165330A (ja) * | 1997-09-25 | 1999-06-22 | Mitsubishi Gas Chem Co Inc | 多層成形品を成形するための射出成形装置及び多層成形品の射出成形方法 |
| JP2002538994A (ja) * | 1999-03-18 | 2002-11-19 | モールド‐マスターズ、リミテッド | 多層成形用射出成形装置及び方法 |
| JP2008265188A (ja) * | 2007-04-23 | 2008-11-06 | Kata System:Kk | 共射出成形用のホットランナー装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2703144A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020531306A (ja) * | 2018-07-17 | 2020-11-05 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 視覚効果のあるブロー成形品 |
| CN113661063A (zh) * | 2019-04-11 | 2021-11-16 | 宝洁公司 | 具有视觉效果的吹塑制品 |
| EP3953130B1 (en) * | 2019-04-11 | 2024-08-14 | The Procter & Gamble Company | Blow molded article with visual effects |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2703144A1 (en) | 2014-03-05 |
| CA2833471A1 (en) | 2012-11-01 |
| CA3113087C (en) | 2023-05-23 |
| EP2703144B1 (en) | 2019-03-13 |
| AU2017202049B2 (en) | 2019-04-04 |
| CN105365157A (zh) | 2016-03-02 |
| US9862157B2 (en) | 2018-01-09 |
| EP3292979B1 (en) | 2021-05-26 |
| CN103025502A (zh) | 2013-04-03 |
| AU2017202049A1 (en) | 2017-04-20 |
| AU2012248612A1 (en) | 2013-10-17 |
| JP2012232463A (ja) | 2012-11-29 |
| EP3292978A1 (en) | 2018-03-14 |
| CN105690658A (zh) | 2016-06-22 |
| CN105365157B (zh) | 2018-09-18 |
| CA3113087A1 (en) | 2012-11-01 |
| US20180215115A1 (en) | 2018-08-02 |
| CN105690658B (zh) | 2019-07-05 |
| US20140054255A1 (en) | 2014-02-27 |
| KR101981807B1 (ko) | 2019-05-23 |
| EP2703144A4 (en) | 2014-11-12 |
| CN103025502B (zh) | 2016-08-17 |
| EP3292978B1 (en) | 2020-11-04 |
| AU2012248612B2 (en) | 2017-03-02 |
| CA2833471C (en) | 2021-05-18 |
| EP3778181A1 (en) | 2021-02-17 |
| EP3292979A1 (en) | 2018-03-14 |
| US10300670B2 (en) | 2019-05-28 |
| KR20140018830A (ko) | 2014-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012147501A1 (ja) | プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体 | |
| JP5910953B2 (ja) | プリフォームの射出成形方法 | |
| KR102088729B1 (ko) | 프리폼의 사출 성형 장치 및 프리폼 | |
| AU2006241946B2 (en) | Synthetic resin bottle having a gradation pattern, and process for injection molding the preform for use in such a bottle | |
| US20160185488A1 (en) | Synthetic resin container with window, preform, and method of injection molding preform | |
| JP4692737B2 (ja) | プリフォームの製造方法、プリフォーム、及び壜体 | |
| JP6037248B2 (ja) | プリフォーム | |
| KR20220124754A (ko) | 수지제 용기의 제조 방법, 제조 장치 및 금형 유닛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201280002112.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12776326 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137001213 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2833471 Country of ref document: CA Ref document number: 2012248612 Country of ref document: AU Date of ref document: 20120409 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14114393 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012776326 Country of ref document: EP |