WO2012132460A1 - Article absorbant l'eau - Google Patents
Article absorbant l'eau Download PDFInfo
- Publication number
- WO2012132460A1 WO2012132460A1 PCT/JP2012/002204 JP2012002204W WO2012132460A1 WO 2012132460 A1 WO2012132460 A1 WO 2012132460A1 JP 2012002204 W JP2012002204 W JP 2012002204W WO 2012132460 A1 WO2012132460 A1 WO 2012132460A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polymer particles
- superabsorbent polymer
- water
- layer sheet
- article
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/5323—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having absorbent material located in discrete regions, e.g. pockets
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/53051—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged
- A61F2013/530547—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged positioned in a separate layer or layers
- A61F2013/530554—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being only in particular parts or specially arranged positioned in a separate layer or layers and being fixed to a web
Definitions
- This disclosure relates to water-absorbent articles containing therein superabsorbent polymer particles and more particularly to water-absorbent articles suitable to be used as an absorbent structure in various types of bodily fluid absorbent wearing articles such as disposable diapers and the other water-absorbent articles such as disposable wipes.
- Pad-shaped water-absorbent articles are known to include a pair of sheet materials, at least one of which are water-permeable, and superabsorbent polymer particles interposed between these two sheet materials.
- an absorbent sheet disclosed in JP H5-38350 A is formed by coating a sheet-like absorbent material with pressure-sensitive adhesives, spraying superabsorbent polymer particles thereon, laying another sheet-like absorbent material thereon and compressively integrating these components.
- the superabsorbent polymer particles of the types used in the prior art as has mentioned above may contain a matter or ingredient which is soluble in water such as urine.
- the inventors have recognized that, when superabsorbent polymer particles containing a matter or ingredient which is soluble in water such as urine are used in an absorbent article, such as a disposable diaper, such matter or ingredient dissolved in urine after urination may exude on the surface of the absorbent article. In consequence, the surface of the absorbent article may become sticky and slimy and may create a feeling of discomfort when the wearer's skin comes in contact with such sticky and slimy surface.
- a water-absorbent article including a pair of sheet materials at least one of which is water-permeable and superabsorbent polymer particles lying between opposed surfaces of these two sheet materials.
- a water-soluble matter content percentage of the superabsorbent polymer particles measured by immersing the superabsorbent polymer particles in 0.9% physiological saline is 15% or less of a mass of the superabsorbent polymer particles.
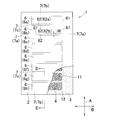
- Fig. 1 is a partially cutaway plan view of a water-absorbent article.
- Fig. 2 is a sectional view taken along line II-II in Fig. 1.
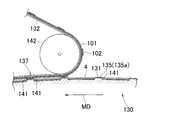
- Fig. 3 is a diagram exemplarily illustrating a process of manufacturing a water-absorbent article.
- Fig. 4 is a partially scale-enlarged diagram illustrating a part of Fig. 3.
- Fig. 5 is a view similar to Fig. 1, showing one embodiment.
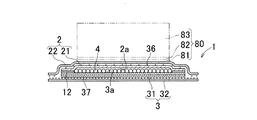
- Fig. 6 is a view similar to Fig. 5, showing another embodiment.
- Fig. 7 is a sectional view taken along line VII-VII in Fig. 6.
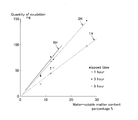
- Fig. 8 is a graphic diagram plotting a water-soluble matter content percentage versus the quantity of exudation.
- the article 1 includes a water-permeable upper layer sheet 2, a lower layer sheet 3, and superabsorbent polymer particles 4.
- the lower layer sheet 3 is any one selected from the group including water-permeable, water-impervious and low water-permeable lower layer sheets.
- the superabsorbent polymer 4 may be selected from various types of polymers well known to those skilled in the art or to be developed in the future, and characterized by water-insolubility and water absorption capacity as high as ten times or more of its own mass, for example, sodium polyacrylate-based polymers.
- the article 1 further includes a plurality of absorbing regions 6 in which the upper layer sheet 2 and the lower layer sheet 3 are separated from each other (e.g., substantially free of direct attachment) and the superabsorbent polymer particles 4 are bonded to an inner surface 3a of the lower layer sheet 3 and sealing regions 7 in which the upper layer sheet 2 and the lower layer sheet 3 are sealed to each other.
- the lower layer sheet 3 is water-permeable, the lower layer sheet 3 allows a quantity of water to permeate the lower layer sheet 3 as smoothly as the upper layer sheet 2.
- the lower layer sheet 3 When the lower layer sheet 3 is low water-permeable, the lower layer sheet 3 will not so smoothly allow water to permeate the lower layer sheet 3 as the upper layer sheet 2 does. When the lower layer sheet 3 is water-impervious, the lower layer sheet 3 will not allow substantially any quantity of water to permeate the lower layer sheet 3 in contrast with the upper layer sheet 2. Any one of the water-permeable lower layer sheet, the low water-permeable lower layer sheet and the water-impervious lower layer sheet may be used depending on the intended purpose, the manner of use and the method for manufacturing. It should be noted that the diameter of the superabsorbent polymer particles 4 are exaggerated in Fig. 2 to clarify the presence of the superabsorbent polymer particles 4 to be described later in detail.
- the absorbing regions 6 are surrounded by the sealing regions 7 and respectively contain the superabsorbent polymer particles 4 therein to define liquid absorbing regions.
- the absorbing regions 6 may be referred to as the presence regions of the superabsorbent polymer particles 4 in which the superabsorbent polymer particles 4 are present at the rate of a predetermined mass per unit area of the inner surface 3a of the lower layer sheet 3.
- the superabsorbent polymer particles 4 are bonded to the lower layer sheet 3 at the rate in a range of 30 to 300 g/m 2 , more preferably at the rate in a range of 40 to 280 g/m 2 with hot melt adhesive 11 uniformly applied to the lower layer sheet 3 for fixation of the superabsorbent polymer particles 4 thereto.
- the absorbing regions 6 may contain therein a moiety of the superabsorbent polymer particles 4 not bonded to the lower layer sheet 3 and an upper limit for a total quantity of the superabsorbent polymer particles 4 containable between the lower layer sheet 3 and the upper layer sheet 2 is 400 g/m 2 .
- the upper layer sheet 2 may be unintentionally bonded to the lower layer sheet 3 over an insignificant area in the course of manufacturing process (See Figs. 3 and 4).
- the sealing regions 7 serve to prevent the superabsorbent polymer particles 4 from getting out of the absorbing regions 6 even if the superabsorbent polymer particles 4 are partially free from the effect of the hot melt adhesive 11 for fixing the superabsorbent polymer particles 4 to the lower layer sheet and are in a movable condition.
- the sealing regions 7 serve to seal peripheries of the respective absorbing regions 6. More specifically, the sealing regions 7 define a substantially liquid-nonabsorbent region which contains no liquid-absorbent material, or contains water-absorbent materials other than the superabsorbent polymer particles 4 at a rate of 20 g/m 2 or less.
- the water-absorbent materials other than the superabsorbent polymer particles 4 may unintentionally intrude into the sealing regions 7 during the process of manufacturing the upper layer sheet 2, the lower layer sheet 3 and the article from liquid-absorbent material.
- the sealing regions 7 may be referred to as the absence region of the superabsorbent polymer particles 4 so long as a mass thereof per unit area of the lower layer sheet 3 does not exceed a predetermined level.
- the sealing regions 7 are regions in which, even if the regions contain the superabsorbent polymer particles 4, a mass thereof per unit area (g/m 2 ) of the lower layer sheet 3 is less than a mass of the superabsorbent polymer particles 4 contained in the absorbing zones 6 per unit area (g/m 2 ) of the lower layer sheet 3.
- the upper layer sheet 2 and the lower layer sheet 3 are sealed to each other with hot melt adhesive 12.
- the upper layer sheet 2 and the lower layer sheet 3 having been sealed in this manner may be subjected to a solvent welding treatment to improve a peeling strength of these two sheets 2, 3. In any way, the upper layer sheet 2 and the lower layer sheet 3 are not to be peeled off from each other even during use of the article 1.
- the polymer particle fixing hot melt adhesive 11 and another hot melt adhesive 102 to be described later in detail are applied to overlap each other to compose the hot melt adhesive 12 with which the upper layer sheet 2 and the lower layer sheet 3 are sealed to each other.
- Such types of hot melt adhesive used in the article 1 may be selected from those commonly used in the relevant technical field or to be developed in the future.
- the article 1 exemplarily illustrated is configured to be relatively long in the longitudinal direction A.
- eight compartments designated by reference signs 6a through 6h each defined by each of the absorbing regions 6, i.e., the water-absorbing regions each are arranged.
- the absorbing regions 6a through 6h respectively have peripheries 61 contouring respective planar shapes thereof.
- the peripheries 61 of the absorbing regions which are adjacent in the longitudinal direction A respectively include peripheral segments 62 facing each other in the longitudinal direction A and extending in the transverse direction B.
- the peripheries 61 of the adjacent absorbing zones 6a, 6b in Fig. 1 include such peripheral segments 62 facing each other in the longitudinal direction A and extending in the transverse direction B and these peripheral segments 62 are denoted by reference signs 62a and 62b.
- the sealing regions 7 have opposite lateral segments 7a defined on both sides of the article 1 and extending in the longitudinal direction A, end segments 7b defined on opposite ends of the article 1 and intermediate segments 7c defined between each pair of the absorbing regions 6 adjacent in the longitudinal direction A and extending in the transverse direction B as well as connected to the lateral segments 7a.
- the intermediate segments 7c may be referred to as grooves defined between the adjacent absorbing regions 6 and a dimension W between each pair of the adjacent intermediate segments 7c corresponds to a width dimension of each groove.
- the longitudinal direction A of the article 1 is aligned with the longitudinal direction of the diaper so that a midsection of the article 1 in the longitudinal direction A may lie in a crotch region of the diaper.
- the upper layer sheet 2 is made of a water-permeable sheet material and adapted to face the wearer's skin, i.e., on a skin-contactable side of the article 1.
- the use of the article 1 for this diaper is capable of achieving various functional effects.
- urine excreted from the wearer permeating the upper layer sheet 2 in the absorbing regions 6 is absorbed and contained by the superabsorbent polymer particles 4 so that the urine does not leak outside.
- the superabsorbent polymer particles 4 by fixing the superabsorbent polymer particles 4 to the lower layer sheet 3 formed of the low water-permeable or the water-impervious sheet material, an even distribution of the superabsorbent polymer particles 4 in the wearer's crotch region is ensured even if the wearer changes postures in various ways, the superabsorbent polymer particles 4 are prevented from concentrating at one side within the absorbing regions 6.
- urine excreted from the wearer onto the article 1 may permeate the upper layer sheet 2 over a wide range and may be absorbed and contained by the absorbing regions 6 over a wide range.
- issues associated with an uneven distribution of the superabsorbent polymer particles 4 in the respective absorbing regions 6 i.e., the thickness of the article 1 may become uneven due to the uneven distribution of the superabsorbent polymer particles 4, eventually causing the article 1 to compress locally the wearer's skin
- the lower layer sheet 3 is coated with the hot melt adhesive 11 but the upper layer sheet 2 is not coated with this and, therefore, the hot melt adhesive 11 is unlikely to interfere with the desired water-permeability of the upper layer sheet 2.
- the superabsorbent polymer particles 4 fixed to the lower layer sheet 3 serve to prevent the upper layer sheet 2 from moving closer to and being bonded to the lower layer sheet 3 coated with the hot melt adhesive 11 and thereby to prevent a desired flexibility of the article 1 from being deteriorated.
- a plurality of the intermediate segments 7c extending in parallel to one another as exemplarily illustrated function to facilitate the article 1 to curve in the longitudinal direction A of the article 1.
- Each of the intermediate segments 7c functioning in this way has a width dimension W as measured in the longitudinal direction A preferably in a range of 2 to 15 mm.
- a water-permeable nonwoven fabric sheet formed of thermoplastic synthetic fibers and hydrophilized such as, for example, an SMS nonwoven fabric (spunbonded/meltblown/spunbonded) nonwoven fabric made of polypropylene fibers and hydrophilized may be used as the upper layer sheet 2.
- SMS nonwoven fabric includes two layers of a spunbonded nonwoven fabric made of polypropylene fibers each having a basis mass in a range of 4 to 5 g/m 2 and a meltblown nonwoven fabric having a basis mass in a range of 0.5 to 2 g/m 2 interposed therebetween so as to have a basis mass in a range of 10 to 12 g/m 2 as a whole.
- a laminate of two-layered structure such as a laminate including a hydrophilized spunbonded nonwoven fabric and a hydrophilized spunbonded SMS nonwoven fabric as the upper layer sheet 2.
- a water-permeable perforated plastic film instead of the water-permeable nonwoven fabric as the upper layer sheet 2.
- the low water-permeable SMS nonwoven fabric sheet including two layers of a spunbonded nonwoven fabric made of polypropylene fibers each having a basis mass in a range of 4 to 6 g/m 2 and a meltblown nonwoven fabric having a basis mass in a range of 0.5 to 2 g/m 2 interposed therebetween so as to have a basis mass in a range of 10 to 13 g/m 2 as a whole may be used as the lower layer sheet 3.
- a water-impervious sheet made of a plastic film such as a polyethylene film having a thickness in a range of 0.01 to 0.03 mm or a water-impervious sheet in the form of a laminate including a water-impervious plastic film and a water-permeable or low water-permeable nonwoven fabric as the lower layer sheet 3.
- a laminate is formed with the nonwoven fabric lying on the inner side of the article 1 and the water-impervious plastic film lying on the outer side of the article 1 and the superabsorbent polymer particles 4 are bonded to the nonwoven fabric to ensure that the plastic film prevents bodily fluids from leaking through fiber interstices in the nonwoven fabric (See Fig. 5).
- the superabsorbent polymer particles 4 those are used having a soluble matter content percentage of 15% or less, more preferably 13% or less as measured on a method for measurement of soluble matter content percentage to be described later in detail.
- water-soluble matter contained in the superabsorbent polymer particles 4 may exude together with the moisture on the surface of the upper layer sheet 2 in the article 1 and may make the surface sticky and slimy.
- the article 1 may create a feeling of discomfort when the wearer's skin comes in contact with such sticky and slimy surface.
- the soluble matter content percentage in the superabsorbent polymer particles 4 is controlled to restrict an amount of water-soluble matter exuding together with urine excreted from the wearer to prevent the surface of the upper layer sheet 2 from becoming uncomfortably sticky and slimy.
- the superabsorbent polymer particles 4 preferably exhibit a water-retention ratio in a range of 10 to 50 g/g as measured by a method to be described later in detail.
- a quantity of the superabsorbent polymer particles per unit area will be necessarily increased and, in consequence, a quantity of the particles which are not fixed in the absorbing regions 6 will unacceptably increase.
- the water-retention ratio exceeds 50 g/g, a large quantity of absorbed moisture may deteriorate the gel strength and the moisture (urine) having been once absorbed may be readily discharged under external pressure.
- the article 1 containing the superabsorbent polymer particles 4 it is desired for the article 1 containing the superabsorbent polymer particles 4 that a quantity of moisture such as urine as large as possible may be absorbed by the article 1 even under external pressure.
- the superabsorbent polymer particles 4 preferably exhibit a pressurized water absorption ratio at least of 15 g/g as measured by a method to be described later in detail.
- the superabsorbent polymer particles 4 preferably exhibit a water-absorption rate in a range of 1 to 50 seconds as measured by VORTEX method prescribed by JIS K 7224. If the superabsorbent polymer particles 4 exhibiting a water-absorption rate exceeding 50 seconds are used in the article 1, there is a possibility that the quantity of moisture (urine) has permeated the upper layer sheet 2 but still not absorbed by the superabsorbent polymer particles 4 might flow back onto the skin-contactable side of the upper layer sheet 2.
- the superabsorbent polymer particles 4 exhibiting a water-absorption rate of about 30 seconds may be used at a rate of a basis mass of 400 g/m 2 or less. It should be noted here that a quantity of the superabsorbent polymer particles 4 to be used is preferably adjusted in consideration of factors such as an area of the absorbing regions 6 and a usage pattern of the article 1.
- Fig. 2 illustrates a case in which the inner surface 3a of the lower layer sheet 3 is coated over its entire area with the hot melt adhesive 11 fundamentally adapted to be used for fixation of the particles at a rate of the basis mass in a range of 1 to 12 g/m 2 so as to be uniformly distributed.
- An application quantity of the hot melt adhesive 11 in the absorbing regions 3 per unit area is preferably reduced as much as possible in order to prevent the entire surfaces of the respective superabsorbent polymer particles 4 fixed to the lower layer sheet 3 from being covered with the hot melt adhesive 11.
- the hot melt adhesive 11 may be intermittently applied to the lower layer sheet 3, for example, in a dotted pattern or a beaded pattern or applied so as to cover the whole areas of the respective absorbing regions 6 in a continuous manner.
- the partial surfaces of the respective superabsorbent polymer particles 4 facing the inner surfaces of the respective absorbing regions are covered with the hot melt adhesive 11 and bonded to the inner surface 3a of the lower layer sheet 3 but the partial surfaces of the respective particles 4 facing the inner surface 2a of the upper layer sheet 2 (See Fig. 2) are not covered with the hot melt adhesive 11 and are ready for rapid absorption of urine.
- the hot melt adhesive 12 is provided by additionally coating the hot melt adhesive 11 previously applied to the lower layer sheet 3 in the sealing regions 7 with hot melt adhesive 102 to be described later in detail in reference to Fig. 4 at a rate in a range of 5 to 30 g/m 2 .
- the application quantity of the hot melt adhesive in the absorbing regions 6 and the sealing regions 7 may be adjusted in this manner to avoid a situation that the hot melt adhesive 11 might cover the surfaces of the individual superabsorbent polymer particles 4 over too large area in the absorbing regions 6 to affect the water absorptive capacity as well as the water-absorption rate thereof.
- the hot melt adhesive 12 may reliably prevent peel-off of the upper layer sheet 2 and the lower layer sheet 3 when it is difficult for the hot melt adhesive 11 alone to prevent such peel-off due to deficiency in the application quantity thereof.
- the absorbing regions 6 contain therein any quantity of the superabsorbent polymer particles 4 free from the lower layer sheet 3
- the upper layer sheet 2 and the lower layer sheet 3 are bonded to each other the hot melt adhesive 12 applied to the lower layer sheet 3 preferably along the peripheries of the respective absorbing regions 6 in continuous or in substantially continuous patterns so that the movement of those free polymer particles 4 from the absorbing regions 6 to the sealing regions 7 may be prevented.
- the hot melt adhesive 11 and the hot melt adhesive 12 used in this manner may be of the same type or those which are highly adherent to each other. If the function of the melt adhesive 12 may be fulfilled by the hot melt adhesive 11 alone, the hot melt adhesive 102 in Fig. 4 will be unnecessary. In this case, the application quantity of the hot melt adhesive per unit area in the absorbing regions 6 and the sealing regions 7 may sometimes be the same.
- the lower layer sheet 3 may be formed of a plastic film instead of a nonwoven fabric
- the use of a plastic film may sometimes lead to an increased application quantity of the hot melt adhesive 11 in order to bond the superabsorbent polymer particles 4 to this plastic film in a reliable manner.
- the hot adhesive 11 is apt to cover the surfaces of the individual superabsorbent polymer particles 4 over unacceptably large areas.
- dimensions of the respective absorbing regions 6 in the longitudinal direction A and the transverse direction B i.e., the dimensions defining each of the absorbing regions 6 in Fig. 1 in the longitudinal direction A and the transverse direction B may be set to appropriate values depending on a particular size of the diaper.
- the number of the absorbing regions 6 is preferably in a range of 5 to 15.
- Each of the lateral segments 7a and each of the end segments 7b preferably have a width (in the longitudinal direction A) in a range of 5 to 30 mm, respectively.
- Fig. 3 is a schematic diagram illustrating a process of continuously manufacturing the article 1 and Fig. 4 is a partially scale-enlarged diagram illustrating a suction drum 130 in Fig. 3.
- a first web 131 corresponding to a contiguous sheet of the upper layer sheets 2 is fed from the right side as viewed in the diagram to a peripheral surface 135 of the suction drum 130.
- the first web 131 put in close contact with the peripheral surface 135 under a pressurizing effect by a guide roll 141 and a suction effect directed to the inside of the suction drum 130 is fed with the superabsorbent polymer particles 4 from a polymer particle feed unit 136 set above the suction drum 130.
- a second web 132 corresponding to a contiguous sheet of the lower layer sheets 3 is continuously fed via a guide roll 142 to the peripheral surface 135 of the suction drum 130.
- the second web 132 is coated on one surface thereof by a first coater 121 located on upstream side of the suction drum 130 with hot melt adhesive 101 and then coated by a second coater 122 located on downstream side of the first coater 121 with hot melt adhesive 102 so that the hot melt adhesive 102 may partially overlap the hot melt adhesive 101.
- the first web 131 having been fed with the superabsorbent polymer particles 4 and the second web 132 having been coated with the hot melt adhesive layers 101, 102 flow into each other on the peripheral surface 135 of the suction drum 130 and are bonded to each other with the hot melt adhesive 101 and the hot melt adhesive 102 to form a composite web 137.
- the composite web 137 is intermittently cut by a cutter 138 into the individual articles 1.
- the hot melt adhesive 101 corresponds to the hot melt adhesive 11 and a portion of the hot melt adhesive 101 overlapping the hot melt adhesive 102 is integrated with this hot melt adhesive 102 to form the hot melt adhesive 12 in the article 1. Details of the process of forming the composite web 137 will be described below with reference to Fig. 4.
- Fig. 4 illustrates a step in which the first web 131 and the second web 132 flow into each other to form the composite web 137 on the peripheral surface 135 of the suction drum 130 shown in a sectional view.
- the suction drum 130 is formed on the peripheral surface 135 thereof with a plurality of depressions 141 arranged in the circumferential direction.
- Each of these depressions 141 has a planar shape corresponding to the planar shape of each of the absorbing regions 6 arranged in the longitudinal direction A in Fig. 1.
- the respective depressions 141 have a depth dimensioned so as to contain a batch of the superabsorbent polymer particles 4 intermittently fed from the polymer feed unit 136.
- depressions 141 are under the suction effect directed to the inner side of the suction drum 130 so that the first web 131 placed on the peripheral surface 135 is deformed along the contours of the respective depressions 141.
- the superabsorbent polymer particles 4 fed from the polymer feed unit 136 to the respective depressions 141 are deposited.
- peripheral segments 135a each defined between a pair of the adjacent depressions 141 in the form of a raised portion, the first web 131 and the second web 132 join together and are squeezed between the peripheral segment 135a and a first pressure roll 143 so as to be bonded to each other as these two webs 131, 132 pass the pressure roll 143.
- the composite web 137 is formed.
- the composite web 137 is transported in a machine direction MD apart from the suction drum 130 to a pair of second pressure rolls 144 wherein the composite web 137 is nipped between these pressure rolls 144 so that the superabsorbent polymer particles 4 may be reliably put in contact with the hot melt adhesive 101 and the superabsorbent polymer particles 4 may be reliably fixed to the second web 132 with the hot melt adhesive 101. While the composite web 137 passes through paired second pressure rolls 144 at a slant with respect to the machine direction MD indicated by a horizontal arrow mark in Fig.
- the composite web 137 having left the suction drum 130 preferably passes through the nip of the paired second pressure rolls 144 in a substantially horizontal posture so that the superabsorbent polymer particles 4 may be substantially dispersed substantially in a horizontal direction between the first web 131 and the second web 132.
- the absorbing regions 6 and the sealing regions 7 may be respectively coated intermittently with the hot melt adhesive 101 so that the hot melt adhesive 101 may be uniformly distributed in the longitudinal direction A as well as in the transverse direction B, it is also possible to coating the absorbing regions 6 and the sealing regions 7 with the hot melt adhesive 101 continuously at least in one of the longitudinal direction A and the transverse direction B. From this point of view, a particular model of the first coater 121 used for the hot melt adhesive 101 is not specified and this is true also for the hot melt adhesive 102.
- the hot melt adhesive 11 in the absorbing regions 6 and the hot melt adhesive 12 in the sealing regions 7 are preferably contiguous to one another or, if not contiguous, a distance between these two layers of hot melt adhesive 11, 12 is preferably 5 mm or less.
- the superabsorbent polymer particles 4 also may spread into every corner of the respective absorbing regions 6.
- the superabsorbent polymer particles 4 may be distributed immediately inside and along the peripheral segments 62 of the respective absorbing regions 6.
- the superabsorbent polymer particles 4 are preferably distributed so as to cover the substantially entire inner surface 3a of the lower layer sheet 3 (See Fig.
- the article 1 While it is preferable for the article 1 that a total quantity of the superabsorbent polymer particles 4 in the respective absorbing regions 6 are bonded and fixed to the inner surface 3a of the lower layer sheet 3, in some embodiments of this invention, a certain quantity of the superabsorbent polymer particles 4 which is free from the lower layer sheet 3 and movable between the lower layer sheet 3 and the upper layer sheet 2 is present in the absorbing regions 6.
- both the upper layer sheet 2 and the lower layer sheet 3 are preferably formed of the nonwoven fabric having sufficiently fine fiber interstices to prevent the movable superabsorbent polymer particles 4 from readily breaking thereinto or passing therethrough.
- a nonwoven fabric sprayed on its surface with the superabsorbent polymer particles 4 may be oscillated and it may be visually confirmed that none of the polymer particles 4 breaks into the fiber interstices of this nonwoven fabric.
- the nonwoven fabric exhibiting an airflow resistance value in a range of 0.40 to 0.04 KPa*s/m, more preferably in a range of 0.30 to 0.05 KPa*s/m may be used.
- KPa*s/m “s” is second and "m” is meter.
- the airflow resistance as an index for selection of the nonwoven fabric was measured using Air Permeability Tester KES-FB manufactured by KATO TECH CO., LTD.
- shapes of the article 1 itself and the absorbing regions 6 as well as the number of these absorbing regions 6 are not specified and the shapes as well as the number in the illustrated embodiment may be appropriately modified.
- second superabsorbent polymer particles (not shown) exhibiting a water-absorption rate different from that of the superabsorbent polymer particles 4 with these polymer particles 4 in the absorbing regions 6 of the article 1.
- the superabsorbent polymer particles 4 exhibiting a water-absorption rate AS 1 of 3 seconds as measured by the VORTEX method may be used as those to be bonded to the lower layer sheet 3, and the superabsorbent polymer particles exhibiting a water-absorption rate AS 2 of 30 seconds as measured by the VORTEX method may be used as the second superabsorbent polymer particles.
- the second superabsorbent polymer particles may be bonded to the upper layer sheet 2 in the respective absorbing regions 6 with second hot melt adhesive for fixing the particles (not shown) or may be mixed with the superabsorbent polymer particles 4 in the respective absorbing regions 6 so as to be movable without being bonded to both the upper layer sheet 2 and the lower layer sheet 3.
- the diaper using such article 1 may be used so that the superabsorbent polymer particles 4 exhibiting a relatively high water-absorption rate AS 1 are present in the vicinity of the lower layer sheet 3 and the second superabsorbent polymer particles exhibiting a relatively low water-absorption rate AS 2 are present in the vicinity of the upper layer sheet 2 which is, in turn, kept in contact with the wearer's skin to achieve an advantageous effect.
- the quantity of urine discharged in the initial phase of urination is absorbed by the superabsorbent polymer particles 4 which are present far from the wearer's skin and thereby shunned away from the wearer's skin before the second superabsorbent polymer particles absorb this quantity of urine and form a gel block.
- the quantity of urine discharged in the later phase is absorbed by the second superabsorbent polymer particles which are present in the vicinity of the wearer's skin and, as an advantageous consequence, it is possible to avoid a problem that the quantity of urine discharged in the initial phase of urination might give the wearer an uncomfortable feeling of wetness.
- a basis mass of the total superabsorbent polymer particles inclusive of the second superabsorbent polymer particles is preferably of 400 g/m 2 or less.
- the second superabsorbent polymer particles also preferably have a soluble matter content percentage of 15% or less.
- the second superabsorbent polymer particles preferably have a water-retention ratio in a range of 10 to 50 g/g, a pressurized water-absorption ratio at least of 15 g/g and a water-absorption rate in a range of 1 to 50 seconds.
- Fig. 5 is a view similar to Fig. 1, illustrating one embodiment of this invention.
- the upper layer sheet 2 includes a first upper layer sheet 21 and a second upper layer sheet 22 overlapping each other and the lower layer sheet 3 includes a first lower layer sheet 31 and a second lower layer sheet 32 overlapping each other.
- the first upper layer sheet 21 is used to cooperate with the first lower layer sheet 31 in the article 1 to cover and thereby to retain the superabsorbent polymer particles 4.
- the upper layer sheet 21 is a water-permeable nonwoven fabric formed of hydrophilized thermoplastic synthetic fiber and having a basis mass in a range of 10 to 12 g/m 2 , as the upper layer sheet 2 in Fig. 1.
- the first upper layer sheet 21 is formed with the absorbing regions 6 and the sealing regions 7 as the upper layer sheet 2 in Fig. 1.
- the second upper layer sheet 22 serves to cover and thereby to protect the first upper layer sheet 21 when the article 1 is used for disposable diapers or the like and formed, for example, of a hydrophilized water-permeable spunbonded nonwoven fabric having a basis mass in a range of 10 to 25 g/m 2 .
- the first upper layer sheet 21 and the second upper layer sheet 22 are bonded to each other with hot melt adhesive 36 intermittently applied to the first upper layer sheet 21 or the second upper layer sheet 22.
- first upper layer sheet 21 and the second upper layer sheet 22 may sometimes be spaced apart from each other (i.e., free of direct attachment to each other) in a peripheral region 38 surrounding the absorbing regions 6.
- the groove-like intermediate segments 7c in Fig. 2 are included in this peripheral region 38.
- the superabsorbent polymer particles 4 are bonded to the first lower layer sheet 31 composing the lower layer sheet 3 with the hot melt adhesive 11 (See Figs. 1 and 2) applied to this first lower layer sheet 31.
- the first lower layer sheet 31 is also bonded to the first upper layer sheet 21 with the hot melt adhesive 12. While the first lower layer sheet 31 may be formed of a nonwoven fabric or a plastic film, the exemplarily illustrated first lower layer sheet 31 is formed of a liquid-pervious SMS nonwoven fabric made of hydrophilized polypropylene fibers having a basis mass of 10 g/m 2 .
- the second lower layer sheet 32 composing the lower layer sheet 3 is used to make the outer side of the article 1 water-resistant and the exemplarily illustrated second lower layer sheet 32 is formed of a polyethylene film having a thickness of 15 um.
- the first lower layer sheet 31 and the second lower layer sheet 32 are bonded to each other with hot melt adhesive 37 applied to the second lower layer sheet 32.
- the second upper layer sheet 22 and the second lower layer sheet 32 are formed to be the same in shape as well as in size and extend outward beyond peripheral edges of the first upper layer sheet 21 and the first lower layer sheet 31 bonded to each other and, along these respective extensions, the second upper layer sheet 22 and the second lower layer sheet 32 are put flat and bonded together with the hot melt adhesive 36 and/or 37.
- the present of the second upper layer sheet 22 prevents such water-soluble matter from coming in direct contact with the wearer's skin and, in addition, such water-soluble matter is kept apart from the wearer's skin as the water-soluble matter flows toward the peripheral region 38 surrounding the absorbing regions 6. In this way, contact of the water-soluble matter with the wearer's skin may be effectively restricted. In consequence, the problem such that the surface of the second upper layer sheets 22 might become sticky and slimy and create the wearer to experience a feeling of discomfort against the wearer may be alleviated or eliminated.
- Fig. 6 is a view similar to Fig. 5, illustrating another embodiment of the article 1 and Fig. 7 is a sectional view taken along line VII-VII in Fig. 6.
- the article 1 in Fig. 6 has substantially the same laminated structure as that of the article 1 in Fig. 5 wherein the upper layer sheet 2 includes the first upper layer sheet 21 and the second upper layer sheet 22 and the lower layer sheet 3 includes the first lower layer sheet 31 and the second lower layer sheet 32. Between the first upper layer sheet 21 and the first lower layer sheet 31, the absorbing regions 6 in which the superabsorbent polymer particles 4 are bonded to the first lower layer sheet 31 with the hot melt adhesive 11 and the sealing regions 7 in which the first upper layer sheet 21 and the first lower layer sheet 31 are bonded to each other with the hot melt adhesive 21 are defined. It should be noted here that the article 1 illustrated in Fig. 6 includes only one rectangular absorbing region 6 having a dimension M in the longitudinal direction and a dimension N in the transverse direction.
- an exudation quantity of the water-soluble matter contained in the superabsorbent polymer particles 4 to the surface of the upper layer sheet was measured using the article 1 of which both the dimensions M and N indicated in Figs. 6 and 7 are 10 cm as a sample for measurement.
- a spunbonded/meltblown/spunbonded nonwoven fabric (SMS nonwoven fabric) formed of hydrophilized polypropylene fibers and having a basis mass of 10 g/m 2 was used for the first upper layer sheet 21 and the first lower layer sheet 31.
- SMS nonwoven fabric spunbonded/meltblown/spunbonded nonwoven fabric
- a spunbonded nonwoven fabric having a basis mass in a range of 4 to 4.5 g/m 2 was used.
- meltblown nonwoven fabric composing the SMS nonwoven fabric the meltblown nonwoven fabric having a basis mass in a range of 1 to 2 g/m 2 was used.
- polypropylene fibers in the spunbonded nonwoven fabric polypropylene fibers having a fineness of 1.4 dtex was used and as the polypropylene fibers in the meltblown nonwoven fabric, polypropylene fibers having a fineness in a range of 0.03 to 0.09 dtex was used.
- hydrophilized spunbonded nonwoven fabric formed of polypropylene fibers and having a basis mass of 18 g/m 2 was used.
- Respective airflow resistance values of the first upper layer sheet 21 and the first lower layer sheet 31 formed in this manner were measured on five sample sheets, respectively, and measured five values are averaged.
- the averaged value was 0.0595 KPa*s/m on both the first upper layer sheet 21 and the first lower layer sheet 31.
- the average value of the airflow resistance values measured on the second upper layer sheet 22 was 0.0176 KPa*s/m.
- the hot melt adhesives 11, 36, 37 used in the article 1 for measurement was respectively applied using a spiral sprayer.
- Application quantities were 10 g/m 2 for the first hot melt adhesive 11, 5 g/m 2 for the hot melt adhesive 36 and 10 g/m 2 for the hot melt adhesive 37.
- Concerning the hot melt adhesive 36 an operation condition of the spiral sprayer was regulated so that a coated area percentage in the absorbing regions 6 may be limited to a range of 15 to 25% of an entire area of the second upper layer sheet 22, in other words, a coated area percentage on the second upper layer sheet 22 may be limited to a range of 15 to 25% so that the hot melt adhesive 36 may not interfere with permeation of urine through the upper layer sheet 2.
- a coated area percentage of the hot melt adhesive 36 on the second upper layer sheet 22 was measured using Formation Tester FMT-MIII manufactured by NOMURA SHOJI CO., LTD.
- black powder toner was sprayed to the hot melt adhesive 36 applied to the second upper layer sheet 22 used for the measurement and thereby the hot melt adhesive 36 was colored.
- the toner having been attached to the nonwoven fabric defining the second upper layer sheet 22 outside the hot melt adhesive 36 in the course of spraying the toner was blasted off by pressurized air.
- a correction sensibility of the camera was set to 100%, a migration factor was set to 1 and an effective size was set to 10 x 10 cm.
- the absorbing regions 6 of the second upper layer sheet 22 for measurement was irradiated from its skin-contactable side with luminous ray and a quantity of light transmitted through the absorbing regions 6 as a whole was measured by Tester from the surface opposite to the skin-contactable side coated with the hot melt adhesive 36. A ratio of the quantity of transmitted light to the quantity of irradiated light was calculated to obtain an average light transmittance (%). Tester was used also as image analyzing means to determine a total area colored in black and exhibiting a light transmittance lower than the average light transmittance by 10% or more and this total area per 100 cm 2 of the area of the absorbing region 6 was obtained as a coated area percentage of the hot melt adhesive 36.
- the pressurizing unit 80 is adjusted so as to have a mass per 100 cm 2 of 3.5 kg.
- the water-retention ratio and the water-soluble matter content percentage may be previously measured.
- a mass of the superabsorbent polymer particles 4 as the measuring object is predetermined so that a water-absorption capacity of 4000 g/m 2 comparable to a water-retention ratio of the superabsorbent polymer particles 4 in the absorbing region 6 may be ensured.
- the quantity of the water-soluble matter's exudation in this article 1 may be measured by following procedures as described below: (1) At least nine articles 1 are placed on a horizontal plate in a room at a temperature of 20 o C and a relative humidity of 75%; (2) Artificial urine of a mass corresponding to a water-retention ratio of the superabsorbent polymer particles 4 is evenly and slowly poured to the absorbing region 6 of the article 1 so as to be absorbed by the superabsorbent polymer particles 4.
- the artificial urine having a composition as follows are used. Specifically, aqueous solution containing urea of 2% by mass, sodium chloride of 0.8% by mass, magnesium nitrate hydrate of 0.08% by mass and calcium chloride hydrate of 0.03% by mass is used.
- the articles 1 are respectively transferred into envelopes made of polyethylene and the envelopes are sealed. These envelopes containing therein the respective articles 1 are left at rest in a room at a temperature of 35 o C.
- Acrylic resin plates 82 each including a piece of artificial leather 81 bonded thereto are respectively weighed to determine a mass X of the respective acrylic resin plates 82.
- the articles 1 having been sealed and left rest are taken out from the respective envelopes three by three after 1 hour, 3 hours and 6 hours and, on these articles 1, the quantity of exudation is measured by following the steps (5) to (8) described below.
- the articles 1 are placed on a horizontal plate in a room at a temperature of 20 o C and a relative humidity of 75%.
- TABLES 1 and 2 indicate measurement result of water-retention ratio, water-soluble matter content percentage, pressurized water-absorption ratio, water-absorption rate and, quantity of water-soluble matter's exudation carried out on the commercially available superabsorbent polymer particles (SAP-A, B, C, D, E) respectively exhibiting different water-retention ratios, and evaluation result of feeling of the artificial leather including water-soluble matter exuding thereon.
- SAP-A, B, C, D, E superabsorbent polymer particles
- the magnetic stirrer is rotated at 600 rpm to stir 0.9% physiological saline.
- c. 2.0 g of the superabsorbent polymer particles is picked up, added this to 0.9% physiological saline in the step b and stirred for 3 hours.
- d. Mixture of the superabsorbent polymer particles and 0.9% physiological saline is filtered by a screen having 75um openings and filtrate is recovered.
- ADVANTEC No. 6 filter paper is used to suction-filter the filtrate and to collect about 100 ml of filtrate.
- About 80 ml of the collected filtrate is transferred to the glass beaker No. 1 and weighed to determine an accurate mass (bg) of the filtrate.
- the glass beakers Nos. 1 and 2 are put into a hot air drying machine and heated at a temperature of 140 o C for 15 hours to convert the content to dry solid matter and a total mass d 1 of the glass beaker No. 1 and a total mass d 2 of the glass beaker No. 2 are determined.
- a water-soluble matter content percentage (%) of the superabsorbent polymer particles are calculated according to the following formulae.
- a testing circular cylinder is prepared in the form of an acrylic resin circular cylinder having an inner diameter of 30 mm and a height of 60 mm and a bottom formed of 250 mesh nylon net and a mass of this testing circular cylinder is previously determined.
- 0.1 g of superabsorbent polymer particles is poured into the testing circular cylinder and weighed together with the testing circular cylinder and then the superabsorbent polymer particles are evenly distributed on the bottom of the testing circular cylinder.
- the testing circular cylinder is set up in a laboratory dish having a diameter of 200 mm and a mass having an outer diameter in a range of 29 to 29.5 mm and shaped to be introduced into the testing circular cylinder is placed on the superabsorbent polymer particles so that a mass par unit area of 20 g/cm 2 may be ensured. Then, 20 ml of the 0.9% physiological saline is poured into the dish and the testing circular cylinder is kept in this posture for 60 minutes, allowing the superabsorbent polymer particles to absorb the 0.9% physiological saline. After elapse of 60 minutes, the testing circular cylinder containing therein the superabsorbent polymer particles is weighed to determine a mass increment. This increment is decupled to determine a water-absorption capacity of the superabsorbent polymer particles per 1 g and this water-absorption capacity is obtained as the pressurized water-absorption ratio.
- TABLE 1 indicates values such as the water-soluble matter content percentage and the water-retention ratio measured on the superabsorbent polymer particles SAP-A through SAP-E used in the article 1 based on Figs. 6 and 7 for the purpose of measurement.
- TABLE 2 indicates quantities of the superabsorbent polymer particles SAP-A through SAP-E used in the respective articles 1 prepared for the purpose of measurement, quantity of retained water corresponding to a product of the used quantity of respective polymer particles and water-retention ratio thereof, quantity of exudate and evaluation result whether feeling of the artificial leather 82 (See Fig. 7) wetted with exuding water-soluble matter is good or not when testers' fingers come in contact with the surface of the artificial leather 82.
- the used quantity of the superabsorbent polymer particles is previously adjusted so that the water-retention capacity may be ensured in a range of 4000 to 4200 g.
- Evaluation result whether the feeling is good or not is based on the evaluation by five 40 to 60-year-old testers composed of two males and three females.
- excellent means that the quantity of water-soluble matter's exudation was extremely small and correspondingly the surface of the artificial leather 82 scarcely became sticky at any point of the elapsed time in the range of 1 to 6 hours and none of five testers experienced uncomfortable slimy feeling.
- the evaluation result "good” means that five testers sensed at any point of the elapsed time in a range of 1 to 6 hours the surface of the artificial leather 82 as being slimy but such feeling of sliminess was within an acceptable range for five testers.
- the evaluation result "poor” means that the surface of the artificial leather 82 caused five testers to have an uncomfortable feeling at any point of the elapsed time in a range of 1 to 6 hours.
- the evaluation result "excellent” or “good” was obtained when the quantity of exudation was 80 mg or less.
- the evaluation results having been released by five testers were uneven, i.e., the evaluation result was divided into "good” and "poor”.
- the quantity of exudation exceeding 100 mg five testers equally made the evaluation "poor”.
- Fig. 8 plots a relationship of the water-soluble matter content percentage in TABLE 1 versus the quantity of exudation in TABLE 2. As will be apparent from the graphic diagram of Fig. 8, the relationship of the water-soluble matter content percentage versus the quantity of exudation linearly progresses. Comparison of the evaluation result of feeling in TABLE 2 with Fig. 8 suggests that the evaluation result of feeling is "good” or "excellent” (i.e., the quantity of exudation is 80 mg or less) when the water-soluble matter content percentage of the superabsorbent polymer particles is 15% or less and, more preferably, when the water-soluble matter content percentage is 13% or less.
- the article 1 is applicable not only to the disposable diaper but also to the other various finished products such as a urine-absorbent pad to be used in combination with a diaper or diaper chassis and a urine-absorbent pad to be used in combination with pants for incontinent patients.
- the article 1 may be used also as the water-absorbent article for absorptive treatment of water such as wipes.
- a water-permeable or low water-permeable or water impermeable sheet material may be used as the lower layer sheet 3.
- a water-absorbent article including a pair of sheet materials at least one of which is water-permeable and superabsorbent polymer particles lying between opposed surfaces of these two sheet materials, wherein: a water-soluble matter content percentage of the superabsorbent polymer particles measured by immersing the superabsorbent polymer particles in 0.9% physiological saline is 15% or less of a mass of the superabsorbent polymer particles.
- the aspects described in the above item (i) may include at least the following embodiments, which may be taken in isolation or in combination with one another: (ii) An exuding quantity of the water-soluble matter when the superabsorbent polymer particles have absorbed a quantity of 0.9 % physiological saline corresponding to a water-retention ratio of the superabsorbent polymer particles is 80 mg or less. (iii) The superabsorbent polymer particles are at least partially bonded to one of the opposed surfaces of the two sheet materials with hot melt adhesive.
- the article includes absorbing regions in which a predetermined quantity of the superabsorbent polymer particles are interposed between the opposed surfaces, and sealing regions in which the two sheet materials are bonded to each other so as to surround the respective absorbing regions and to prevent the predetermined quantity of the superabsorbent polymer particles interposed between the two sheet materials from escaping the respective absorbing regions.
- the water-retention ratio of the superabsorbent polymer particles in the course of absorbing 0.9% physiological saline is in a range of 10 to 50 g/g.
- a pressurized water-absorption ratio of the superabsorbent polymer particles in the course of absorbing 0.9% physiological saline is at least 15 g/g.
- a water-absorption rate of the superabsorbent polymer particles in the course of absorbing 0.9% physiological saline is in a range of 1 to 50 seconds.
- At least one of the two sheet materials is formed of one of a nonwoven fabric of thermoplastic synthetic fibers and a perforated film of thermoplastic synthetic resin and the sheet materials exhibits an airflow resistance value in a range of 0.40 to 0.04 KPa*s/m.
- the superabsorbent polymer particles are bonded at a rate of 30 to 300 g/m 2 between the opposed surfaces of the two sheet materials.
- the water-permeable sheet material is adapted to face a wearer's skin in use, and the superabsorbent polymer particles are bonded to the other sheet material.
- the superabsorbent polymer particles have an absorption speed of AS 1 and second superabsorbent polymer particles with a lower absorption speed of AS 2 than AS 1 are interposed between the two sheet materials in the absorbing regions.
- the second superabsorbent polymer particles are present in a vicinity of the water-permeable sheet material, whereas the superabsorbent polymer particles are bonded to the other sheet material.
- the second superabsorbent polymer particles are not bonded to either of the opposed surfaces of the two sheet materials.
- the water-permeable sheet material is a first upper layer sheet adapted to face a wearer's skin in use, the article further includes a second upper layer sheet that serves to cover and thereby to protect the first upper layer sheet; the first upper layer sheet and the second upper layer sheet are bonded to each other with hot melt adhesive intermittently applied to the first upper layer sheet or the second upper layer sheet.
- the first upper layer sheet and the second upper layer sheet are spaced apart from each other in a peripheral region surrounding the absorbing regions.
- the water-soluble matter content percentage of the superabsorbent polymer particles interposed between a pair of the sheet materials overlapping each other may be restricted to 15% or less of a mass of the superabsorbent polymer particles to reduce a quantity of the water-soluble matter exuding on the surface of the water-absorbent article when this water-absorbent article absorbs water.
- the surface of the water-absorbent article would become sticky and slimy and the article would create a feeling of discomfort against the wearer experience come in contact with such surface of the article.
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Hematology (AREA)
- Dispersion Chemistry (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
La présente invention concerne des articles absorbant l'eau améliorés pour réduire une sensation inconfortable due à des matières hydrosolubles contenues dans les particules de polymère superabsorbant. Dans un article absorbant (1) adapté pour être utilisé, par exemple, en tant que structure absorbante dans une couche jetable, des particules de polymère superabsorbant (4) sont intercalées entre des surfaces opposées (2a, 3a) d'une paire de matériaux de couche (2, 3) se chevauchant mutuellement. Les particules de polymère superabsorbant (4) utilisées dans cette invention ont un pourcentage de teneur de matières hydrosolubles correspondant à 15 % ou moins d'une masse des particules de polymère superabsorbant (4) telles que mesurées par immersion de celles-ci dans du soluté physiologique à 0,9 %.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12730353.5A EP2525757A4 (fr) | 2011-03-31 | 2012-03-29 | Article absorbant l'eau |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-080894 | 2011-03-31 | ||
| JP2011080894A JP5818483B2 (ja) | 2011-03-31 | 2011-03-31 | 吸水性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012132460A1 true WO2012132460A1 (fr) | 2012-10-04 |
Family
ID=46930230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/002204 WO2012132460A1 (fr) | 2011-03-31 | 2012-03-29 | Article absorbant l'eau |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2525757A4 (fr) |
| JP (1) | JP5818483B2 (fr) |
| AR (1) | AR085729A1 (fr) |
| TW (1) | TWI603720B (fr) |
| WO (1) | WO2012132460A1 (fr) |
Cited By (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9060904B2 (en) | 2007-06-18 | 2015-06-23 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9066838B2 (en) | 2011-06-10 | 2015-06-30 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US9072634B2 (en) | 2007-06-18 | 2015-07-07 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US9326896B2 (en) | 2008-04-29 | 2016-05-03 | The Procter & Gamble Company | Process for making an absorbent core with strain resistant core cover |
| US9340363B2 (en) | 2009-12-02 | 2016-05-17 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US9375358B2 (en) | 2012-12-10 | 2016-06-28 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9468566B2 (en) | 2011-06-10 | 2016-10-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9492328B2 (en) | 2011-06-10 | 2016-11-15 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9532910B2 (en) | 2012-11-13 | 2017-01-03 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US9668926B2 (en) | 2011-06-10 | 2017-06-06 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9713556B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US9713557B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9763835B2 (en) | 2003-02-12 | 2017-09-19 | The Procter & Gamble Company | Comfortable diaper |
| US9789011B2 (en) | 2013-08-27 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| US10071002B2 (en) | 2013-06-14 | 2018-09-11 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| US10130527B2 (en) | 2013-09-19 | 2018-11-20 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10137039B2 (en) | 2013-12-19 | 2018-11-27 | The Procter & Gamble Company | Absorbent cores having channel-forming areas and C-wrap seals |
| US10149788B2 (en) | 2011-06-10 | 2018-12-11 | The Procter & Gamble Company | Disposable diapers |
| US10292875B2 (en) | 2013-09-16 | 2019-05-21 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US10322040B2 (en) | 2015-03-16 | 2019-06-18 | The Procter & Gamble Company | Absorbent articles with improved cores |
| CN110430849A (zh) * | 2017-03-21 | 2019-11-08 | 大王制纸株式会社 | 吸收体 |
| US10470948B2 (en) | 2003-02-12 | 2019-11-12 | The Procter & Gamble Company | Thin and dry diaper |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| US10543129B2 (en) | 2015-05-29 | 2020-01-28 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| US10561546B2 (en) | 2011-06-10 | 2020-02-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10632029B2 (en) | 2015-11-16 | 2020-04-28 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US20200214908A1 (en) * | 2017-09-29 | 2020-07-09 | Daio Paper Corporation | Absorbent article |
| US10736795B2 (en) | 2015-05-12 | 2020-08-11 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| US10842690B2 (en) | 2016-04-29 | 2020-11-24 | The Procter & Gamble Company | Absorbent core with profiled distribution of absorbent material |
| US11090199B2 (en) | 2014-02-11 | 2021-08-17 | The Procter & Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| US11123240B2 (en) | 2016-04-29 | 2021-09-21 | The Procter & Gamble Company | Absorbent core with transversal folding lines |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11337866B2 (en) | 2017-10-03 | 2022-05-24 | Kao Corporation | Method for manufacturing absorbent body |
| US11510829B2 (en) | 2014-05-27 | 2022-11-29 | The Procter & Gamble Company | Absorbent core with absorbent material pattern |
| EP3952811A4 (fr) * | 2019-04-11 | 2023-01-04 | Manna Pro Products, LLC | Couches pour espèces non humaines comprenant un noyau absorbant sectionné |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6316575B2 (ja) * | 2013-11-27 | 2018-04-25 | 株式会社リブドゥコーポレーション | 吸収体およびこれを備えた吸収性物品 |
| JP6211412B2 (ja) * | 2013-12-13 | 2017-10-11 | 花王株式会社 | 吸収体 |
| JP6254740B2 (ja) * | 2017-07-18 | 2017-12-27 | 大王製紙株式会社 | 吸収体の製造方法及び吸収体の製造装置 |
| JP7334056B2 (ja) * | 2019-04-26 | 2023-08-28 | ユニ・チャーム株式会社 | 吸収性物品 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0538350A (ja) | 1991-01-25 | 1993-02-19 | Kao Corp | 吸収性物品 |
| JPH11290378A (ja) * | 1998-04-09 | 1999-10-26 | Uni Charm Corp | 使い捨ての体液吸収性物品 |
| JP2002336694A (ja) * | 2001-05-15 | 2002-11-26 | Kawamura Inst Of Chem Res | 水溶液吸収材料、及び衛生用品 |
| JP2006239290A (ja) * | 2005-03-07 | 2006-09-14 | Daio Paper Corp | 吸収性物品の表面シート及び吸収性物品 |
| JP2009131510A (ja) | 2007-11-30 | 2009-06-18 | Kao Corp | 吸収シート |
| JP2010234368A (ja) * | 2003-02-10 | 2010-10-21 | Nippon Shokubai Co Ltd | 吸水剤およびそれを用いた衛生材料 |
| JP2011080894A (ja) | 2009-10-08 | 2011-04-21 | Ihi Corp | アンバランス計測装置及び基準加振機及びアンバランス計測方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57142256A (en) * | 1981-02-25 | 1982-09-02 | Kao Corp | Sanitary napkin |
| EP0661030B1 (fr) * | 1993-12-28 | 2000-07-12 | Kao Corporation | Serviette hygienique |
| US6706944B2 (en) * | 2001-12-14 | 2004-03-16 | Kimberly-Clark Worldwide, Inc. | Absorbent materials having improved absorbent properties |
| CN100398158C (zh) * | 2002-02-04 | 2008-07-02 | 株式会社日本触媒 | 吸收体及使用了该吸收体的吸收性物品 |
| US7297395B2 (en) * | 2002-07-30 | 2007-11-20 | Kimberly-Clark Worldwide, Inc. | Superabsorbent materials having low, controlled gel-bed friction angles and composites made from the same |
| JP4502586B2 (ja) * | 2003-03-12 | 2010-07-14 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| JP2006055833A (ja) * | 2004-03-29 | 2006-03-02 | Nippon Shokubai Co Ltd | 吸水性樹脂を主成分とする粒子状吸水剤 |
| JP2005334616A (ja) * | 2004-04-30 | 2005-12-08 | Sumitomo Seika Chem Co Ltd | 吸収体およびそれが用いられた吸収性物品 |
| JP4925867B2 (ja) * | 2006-03-03 | 2012-05-09 | 花王株式会社 | 吸収性物品 |
-
2011
- 2011-03-31 JP JP2011080894A patent/JP5818483B2/ja active Active
-
2012
- 2012-03-20 TW TW101109497A patent/TWI603720B/zh active
- 2012-03-28 AR ARP120101048A patent/AR085729A1/es unknown
- 2012-03-29 WO PCT/JP2012/002204 patent/WO2012132460A1/fr active Application Filing
- 2012-03-29 EP EP12730353.5A patent/EP2525757A4/fr not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0538350A (ja) | 1991-01-25 | 1993-02-19 | Kao Corp | 吸収性物品 |
| JPH11290378A (ja) * | 1998-04-09 | 1999-10-26 | Uni Charm Corp | 使い捨ての体液吸収性物品 |
| JP2002336694A (ja) * | 2001-05-15 | 2002-11-26 | Kawamura Inst Of Chem Res | 水溶液吸収材料、及び衛生用品 |
| JP2010234368A (ja) * | 2003-02-10 | 2010-10-21 | Nippon Shokubai Co Ltd | 吸水剤およびそれを用いた衛生材料 |
| JP2006239290A (ja) * | 2005-03-07 | 2006-09-14 | Daio Paper Corp | 吸収性物品の表面シート及び吸収性物品 |
| JP2009131510A (ja) | 2007-11-30 | 2009-06-18 | Kao Corp | 吸収シート |
| JP2011080894A (ja) | 2009-10-08 | 2011-04-21 | Ihi Corp | アンバランス計測装置及び基準加振機及びアンバランス計測方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2525757A4 * |
Cited By (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9763835B2 (en) | 2003-02-12 | 2017-09-19 | The Procter & Gamble Company | Comfortable diaper |
| US11135096B2 (en) | 2003-02-12 | 2021-10-05 | The Procter & Gamble Company | Comfortable diaper |
| US11234868B2 (en) | 2003-02-12 | 2022-02-01 | The Procter & Gamble Company | Comfortable diaper |
| US11793682B2 (en) | 2003-02-12 | 2023-10-24 | The Procter & Gamble Company | Thin and dry diaper |
| US10660800B2 (en) | 2003-02-12 | 2020-05-26 | The Procter & Gamble Company | Comfortable diaper |
| US10470948B2 (en) | 2003-02-12 | 2019-11-12 | The Procter & Gamble Company | Thin and dry diaper |
| US9060904B2 (en) | 2007-06-18 | 2015-06-23 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9072634B2 (en) | 2007-06-18 | 2015-07-07 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US9241845B2 (en) | 2007-06-18 | 2016-01-26 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9326896B2 (en) | 2008-04-29 | 2016-05-03 | The Procter & Gamble Company | Process for making an absorbent core with strain resistant core cover |
| US10004647B2 (en) | 2009-12-02 | 2018-06-26 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US9340363B2 (en) | 2009-12-02 | 2016-05-17 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US10893987B2 (en) | 2011-06-10 | 2021-01-19 | The Procter & Gamble Company | Disposable diapers with main channels and secondary channels |
| US10561546B2 (en) | 2011-06-10 | 2020-02-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9649232B2 (en) | 2011-06-10 | 2017-05-16 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US9668926B2 (en) | 2011-06-10 | 2017-06-06 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US11135105B2 (en) | 2011-06-10 | 2021-10-05 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10517777B2 (en) | 2011-06-10 | 2019-12-31 | The Procter & Gamble Company | Disposable diaper having first and second absorbent structures and channels |
| US9492328B2 (en) | 2011-06-10 | 2016-11-15 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US11000422B2 (en) | 2011-06-10 | 2021-05-11 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9468566B2 (en) | 2011-06-10 | 2016-10-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| US11911250B2 (en) | 2011-06-10 | 2024-02-27 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9066838B2 (en) | 2011-06-10 | 2015-06-30 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US11110011B2 (en) | 2011-06-10 | 2021-09-07 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9173784B2 (en) | 2011-06-10 | 2015-11-03 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US10813794B2 (en) | 2011-06-10 | 2020-10-27 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US10130525B2 (en) | 2011-06-10 | 2018-11-20 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US11602467B2 (en) | 2011-06-10 | 2023-03-14 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10149788B2 (en) | 2011-06-10 | 2018-12-11 | The Procter & Gamble Company | Disposable diapers |
| US10245188B2 (en) | 2011-06-10 | 2019-04-02 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US10449097B2 (en) | 2012-11-13 | 2019-10-22 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US9532910B2 (en) | 2012-11-13 | 2017-01-03 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US9375358B2 (en) | 2012-12-10 | 2016-06-28 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US10022280B2 (en) | 2012-12-10 | 2018-07-17 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US12016761B2 (en) | 2012-12-10 | 2024-06-25 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9713557B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9713556B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US10071002B2 (en) | 2013-06-14 | 2018-09-11 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| US9789011B2 (en) | 2013-08-27 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| US11612523B2 (en) | 2013-08-27 | 2023-03-28 | The Procter & Gamble Company | Absorbent articles with channels |
| US11406544B2 (en) | 2013-08-27 | 2022-08-09 | The Procter & Gamble Company | Absorbent articles with channels |
| US10736794B2 (en) | 2013-08-27 | 2020-08-11 | The Procter & Gamble Company | Absorbent articles with channels |
| US10765567B2 (en) | 2013-08-27 | 2020-09-08 | The Procter & Gamble Company | Absorbent articles with channels |
| US11759376B2 (en) | 2013-08-27 | 2023-09-19 | The Procter & Gamble Company | Absorbent articles with channels |
| US10335324B2 (en) | 2013-08-27 | 2019-07-02 | The Procter & Gamble Company | Absorbent articles with channels |
| US10292875B2 (en) | 2013-09-16 | 2019-05-21 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11957551B2 (en) | 2013-09-16 | 2024-04-16 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11944526B2 (en) | 2013-09-19 | 2024-04-02 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US11154437B2 (en) | 2013-09-19 | 2021-10-26 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10130527B2 (en) | 2013-09-19 | 2018-11-20 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US10675187B2 (en) | 2013-12-19 | 2020-06-09 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US10828206B2 (en) | 2013-12-19 | 2020-11-10 | Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US11191679B2 (en) | 2013-12-19 | 2021-12-07 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US10137039B2 (en) | 2013-12-19 | 2018-11-27 | The Procter & Gamble Company | Absorbent cores having channel-forming areas and C-wrap seals |
| US11090199B2 (en) | 2014-02-11 | 2021-08-17 | The Procter & Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| US11510829B2 (en) | 2014-05-27 | 2022-11-29 | The Procter & Gamble Company | Absorbent core with absorbent material pattern |
| US10322040B2 (en) | 2015-03-16 | 2019-06-18 | The Procter & Gamble Company | Absorbent articles with improved cores |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| US10736795B2 (en) | 2015-05-12 | 2020-08-11 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| US11918445B2 (en) | 2015-05-12 | 2024-03-05 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| US10543129B2 (en) | 2015-05-29 | 2020-01-28 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| US11497657B2 (en) | 2015-05-29 | 2022-11-15 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| US10632029B2 (en) | 2015-11-16 | 2020-04-28 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US11123240B2 (en) | 2016-04-29 | 2021-09-21 | The Procter & Gamble Company | Absorbent core with transversal folding lines |
| US10842690B2 (en) | 2016-04-29 | 2020-11-24 | The Procter & Gamble Company | Absorbent core with profiled distribution of absorbent material |
| CN110430849B (zh) * | 2017-03-21 | 2022-03-22 | 大王制纸株式会社 | 吸收体 |
| CN110430849A (zh) * | 2017-03-21 | 2019-11-08 | 大王制纸株式会社 | 吸收体 |
| US20200214908A1 (en) * | 2017-09-29 | 2020-07-09 | Daio Paper Corporation | Absorbent article |
| US11337866B2 (en) | 2017-10-03 | 2022-05-24 | Kao Corporation | Method for manufacturing absorbent body |
| EP3952811A4 (fr) * | 2019-04-11 | 2023-01-04 | Manna Pro Products, LLC | Couches pour espèces non humaines comprenant un noyau absorbant sectionné |
Also Published As
| Publication number | Publication date |
|---|---|
| AR085729A1 (es) | 2013-10-23 |
| EP2525757A4 (fr) | 2014-08-20 |
| JP2012213516A (ja) | 2012-11-08 |
| JP5818483B2 (ja) | 2015-11-18 |
| TW201302171A (zh) | 2013-01-16 |
| EP2525757A1 (fr) | 2012-11-28 |
| TWI603720B (zh) | 2017-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012132460A1 (fr) | Article absorbant l'eau | |
| TW515708B (en) | Absorbent article | |
| US9072807B2 (en) | Absorbent article having pad configuration | |
| JP4903137B2 (ja) | 吸収性を有する層状構造体 | |
| US10646384B2 (en) | Absorbent article and wearable article including absorbent article | |
| KR101676147B1 (ko) | 탈색제를 갖는 흡수성 용품 | |
| CN107789121B (zh) | 失禁用吸收性物品 | |
| RU2582470C2 (ru) | Абсорбирующее изделие | |
| KR20110013533A (ko) | 흡수성 물품 및 생리대 | |
| WO2012067216A1 (fr) | Article absorbant | |
| CN104287891A (zh) | 创伤敷料用表面片和创伤敷料 | |
| JP2004500165A (ja) | 吸水性積層材を折り重ねて作られた吸水コア | |
| JP2005534421A (ja) | 吸収体物品用多機能薄葉紙 | |
| KR20140103353A (ko) | 흡수 시트 구성체 | |
| WO2012067218A1 (fr) | Article absorbant | |
| US20180303682A1 (en) | Absorbent article with liquid-redirecting layer | |
| WO2020217688A1 (fr) | Article absorbant | |
| RU2822183C1 (ru) | Одноразовый подгузник и способ его изготовления | |
| JP2021122734A (ja) | 吸水性シートおよびそれを含む吸収性物品 | |
| CN116634976A (zh) | 一次性穿着物品及其制造方法 | |
| JP2022147054A5 (fr) | ||
| JP2022147053A5 (fr) | ||
| JP2020130442A (ja) | 吸収性物品 | |
| JP2006500149A (ja) | 吸収物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012730353 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12730353 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |