WO2012118053A1 - 靭性に優れた熱間工具鋼およびその製造方法 - Google Patents
靭性に優れた熱間工具鋼およびその製造方法 Download PDFInfo
- Publication number
- WO2012118053A1 WO2012118053A1 PCT/JP2012/054868 JP2012054868W WO2012118053A1 WO 2012118053 A1 WO2012118053 A1 WO 2012118053A1 JP 2012054868 W JP2012054868 W JP 2012054868W WO 2012118053 A1 WO2012118053 A1 WO 2012118053A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel
- tool steel
- hot
- toughness
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
Definitions
- the present invention relates to hot tool steel with improved toughness that is optimal for various hot tools such as press dies, forging dies, die casting dies, and extrusion tools, and a method for producing the same.
- hot tools Since hot tools are used in contact with high-temperature workpieces and hard workpieces, they must have both strength and toughness that can withstand thermal fatigue and impact. Therefore, conventionally, for example, SKD61-based alloy tool steel, which is a JIS steel type, has been used as a steel type used in the field of hot tools (hereinafter referred to as hot tool steel). And the method of improving the toughness of the hot tool steel by reviewing the addition amount of the main elements constituting the hot tool steel and further regulating and controlling various impurities such as As, Bi, Sn, Zn, Sb Has been proposed (see Patent Document 1). However, adjusting each of the various impurity elements within the specified range can lead to an increase in manufacturing cost.
- the present inventor has conducted intensive investigations on elements that have not been actively added as alloys in the field of steel materials, regardless of the addition of expensive and special elements. It has been found that the toughness can be greatly improved by adding Zn in a predetermined content range (see Patent Document 2). That is, hot work tool steel containing, by mass, C: 0.3 to less than 0.55%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.00 to 5.65% Further, it is a hot tool steel of Zn: 0.001 to 0.015%.
- the Zn addition technique proposed in Patent Document 2 is effective as a new technique for improving the toughness of hot tool steel.
- the scrap of Zn-plated steel can be utilized as a recycling raw material, and it is suitable also for reduction of an environmental load.
- the inventor examined the possibility of compensating for the deterioration of toughness due to other impurity elements, paying attention to the effect of improving toughness by this positive Zn addition. If the permissible amount of these impurity elements can be increased appropriately, the amount of energy used for removing impurities can be reduced while increasing the usage rate of low scrap with a large impurity content, which is expected to increase in the future. It is possible to further reduce the environmental load in the manufacturing process of hot tool steel.
- An object of the present invention is to provide a hot work tool steel excellent in toughness capable of reducing an environmental load and a method for producing the same.
- P phosphorus
- a component adjustment method suitable for achieving the relationship is also clarified, thereby achieving the present invention. did.
- the present invention includes, by mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.0 to less than 6.0% Hot tool steel with excellent toughness characterized by Zn: more than 0.0025 to 0.025%, P: 0.005% or more, and Zn / P: more than 0.5 Hot tool steel.
- P 0.01% or more.
- Mo and W may be contained alone or in combination (Mo + 1 / 2W): 3.5% or less, or V: 1.5% or less.
- C 0.3 to less than 0.6%
- Si 1.5% or less
- Mn 1.5% or less
- Ni 1.5% or less (including 0%) Cr: 3.0 to less than 6.0%
- V 1.5% or less
- Nb 0.3% or less
- Co 5.0% or less (including 0%)
- Zn more than 0.0025 to 0.025%
- P 0.005% or more
- Zn / P more than 0.5
- P 0.01% or more.
- the present invention is a method for producing a hot tool steel excellent in toughness, the first step of obtaining a molten steel having a component composition of hot tool steel containing P of 0.005 mass% or more, It consists of a second step of adding Zn to the molten steel having the component composition of the hot tool steel and a third step of obtaining the steel ingot by casting the molten steel to which the Zn is added.
- the composition of the steel ingot after casting in the third step includes Zn: more than 0.0025 to 0.025 mass%, P: 0.005 mass% or more, and Zn / P: more than 0.5 hot It is a manufacturing method of hot tool steel excellent in toughness characterized by adding Zn so as to become tool steel.
- the component composition of the molten steel obtained in the first step is mass% and includes P: 0.01% or more, and the component composition of the steel ingot after casting in the third step is mass%.
- the composition of the steel ingot is, in mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5% or less, Cr: 3.0 to 6 It is preferable that the hot tool steel contains less than 0.0%. If necessary, Mo and W may be contained alone or in combination (Mo + 1 / 2W): 3.5% or less, or V: 1.5% or less.
- the most typical component composition of the steel ingot after casting in the third step is mass%, C: 0.3 to less than 0.6%, Si: 1.5% or less, Mn: 1.5 % Or less, Ni: 1.5% or less (including 0%), Cr: 3.0 to less than 6.0%, Mo and W alone or in combination (Mo + 1 / 2W): 3.5% or less, V : 1.5% or less, Nb: 0.3% or less (including 0%), Co: 5.0% or less (including 0%), Zn: more than 0.0025 to 0.025%, P: 0 0.005% or more and Zn / P: more than 0.5, which is a hot tool steel composed of the remaining Fe and inevitable impurities.
- P 0.01% or more.
- the present invention since sufficient toughness can be maintained without managing P contained in hot tool steel as an impurity to an extremely low value, energy consumption for lowering P can be saved and the environment can be saved. Can reduce the load. And the amount of Zn for maintaining sufficient toughness can be accurately adjusted by the addition method of the present invention. As described above, the present invention can drastically improve the toughness of hot tool steel, and is an effective technique for the practical application of hot tool steel that can be applied to a wide variety of uses and environments.
- Example 1 it is the figure which plotted the 2 mmU notch Charpy impact value in room temperature of this invention steel and comparative steel tempered to various hardness with respect to the hardness of a test piece.
- Example 1 it is the figure which plotted the 2 mmV notch Charpy impact value between room temperature and 400 degreeC of this invention steel and comparative steel which were tempered to the hardness of 45HRC with respect to test temperature.
- Example 2 it is the figure which plotted the 2 mmU notch Charpy impact value in room temperature of this invention steel and comparative steel tempered to various hardness with respect to the hardness of a test piece.
- Example 2 it is the figure which plotted the 2 mmV notch Charpy impact value between room temperature to 400 degreeC of this invention steel and comparative steel tempered to the hardness of 45HRC with respect to test temperature.
- a major feature of the present invention resides in that Zn, which has been conventionally treated as an impurity, is positively added in order to improve the toughness of hot work tool steel.
- P which is an element which greatly reduces toughness is in a place where its inclusion is allowed in a specific range by clarifying the relationship with the amount of added Zn of the present invention.
- a large amount of P, which has conventionally been required to be extremely reduced can be tolerated. Therefore, in the selection of raw materials, the amount of high-grade low P scrap used can be reduced, which is suitable for scrap recycling. . Furthermore, the energy and time required for removing P in the refining process can be reduced.
- mass% is simply expressed as%).
- Zn more than 0.0025 to 0.025%
- Zn is the most important additive element for the present invention, and the toughness is remarkably improved by adding Zn. And this effect can fully be acquired by adding exceeding 0.0025%. Preferably it is 0.003% or more. On the other hand, even if a large amount is added, the effect reaches a peak. Furthermore, if excessive segregation occurs at the grain boundary or the like due to excessive addition, this may return and cause deterioration in toughness. Further, the addition technique becomes complicated, so the upper limit was made 0.025%. Preferably it is 0.020% or less, More preferably, it is 0.015% or less.
- P 0.005% or more
- P is an element that segregates at the prior austenite grain boundaries during the heat treatment such as tempering and embrittles the grain boundaries. Therefore, in order to improve the toughness of hot tool steel, it is an impurity element that has been usually managed as low as possible.
- the toughness degradation effect due to P can be compensated for by making maximum use of the above-described toughness improving effect by the addition of Zn. And the remarkable effect of Zn addition required for this can be acquired by adjustment of Zn addition amount with respect to P content mentioned later.
- the hot tool steel of the present invention can tolerate a P content of 0.005% or more. Even if it is preferably 0.01% or more, more preferably 0.02% or more, sufficient toughness can be maintained.
- -Zn / P More than 0.5 Even when the hot tool steel of the present invention contains 0.005% or more of P, it is necessary to ensure a Zn addition amount sufficient to maintain sufficient toughness. Therefore, it is necessary to adjust the Zn addition amount with respect to the P content. Specifically, sufficient toughness can be ensured by setting the value of Zn / P to more than 0.5. Preferably it is more than Zn / P: 0.55. A Zn / P value exceeding 0.55 is a preferable condition even when 0.01% or more of P, further 0.02% or more of P is contained.
- Zn is not adjusted at the same timing as other additive elements, but is adjusted in advance to the component composition of the hot tool steel and added to the molten steel with a fixed P content.
- the elapsed time until the subsequent casting can be shortened, and the fluctuation of the Zn / P ratio due to the volatilization of Zn or the like can be suppressed.
- Zn is added to the first step of obtaining molten steel having a component composition of hot tool steel containing 0.005 mass% or more of P, and to the molten steel having the component composition of hot tool steel. It consists of a 2nd process and the 3rd process which casts the molten steel which added said Zn, and obtains a steel ingot.
- the composition of the steel ingot after casting in the third step includes Zn: more than 0.0025 to 0.025 mass%, P: 0.005 mass% or more, and Zn / P: This is a method for producing hot tool steel in which Zn is added so that the hot tool steel exceeds 0.5.
- P contained in the steel ingot after casting in the third step is preferably 0.01% by mass or more, more preferably 0.02% by mass or more.
- -1st process It is the process of obtaining the molten steel of the component composition of the hot tool steel containing 0.005 mass% or more of P.
- the second step described later can be specialized in adjusting the Zn content exclusively. And since it can transfer to casting of the 3rd process mentioned later immediately after a predetermined amount of Zn addition, it is easy to adjust Zn content of the steel ingot after casting exactly.
- “to obtain molten steel having a component composition of hot tool steel” means that before the second step described later, the molten steel of hot tool steel adjusted to various component compositions is used. It means to make a state.
- the process is not limited to alloy addition applied to molten steel, and may be an operation of preparing raw materials before melting, for example. And after melt
- content of P which the molten steel obtained at the 1st process contains becomes like this. Preferably it is 0.01 mass% or more, More preferably, it is 0.02 mass% or more.
- -2nd process It is the process of adding Zn to the molten steel of the hot tool steel by a 1st process.
- the 2nd process of this invention does not exclude the process for the purpose other than adding Zn. Therefore, at this time, if there is a slight difference between the elemental composition other than Zn and the component composition of the target steel ingot, fine adjustment is performed again unless a new refining treatment is performed. Also good.
- -3rd process It is the process of casting the molten steel by a 2nd process, and obtaining a steel ingot.
- hot tool steel that satisfies the component composition of the present invention is melted.
- the casting in the third step of the present invention is not limited to the ordinary ingot casting method, and may be a continuous casting method or other special ingot casting methods.
- Hot tool steel refers to steel having a component composition defined in JIS-G-4404, for example.
- standard steel types such as JIS
- conventionally proposed hot work tool steel can also be applied.
- Element types other than those defined in the above hot work tool steel can be added as necessary.
- the following are preferred component compositions of the hot work tool steel produced by the present invention. The reason for the numerical limitation will be described.
- C is an element that increases the wear resistance and seizure resistance by partly forming a solid solution in the matrix to give strength and partly forming carbides. is there. Further, when C, which is a solid interstitial atom, is co-added with a substitution atom having a high affinity with C such as Cr, the I (interstitial atom) -S (substitution atom) effect; It acts as a resistance and is also expected to increase the strength of steel. However, excessive addition causes a decrease in toughness and hot strength. Therefore, it is preferable to set it to 0.3 to less than 0.6%. More preferably, it is less than 0.55%.
- Si 1.5% or less Si is a deoxidizing agent during steel making and an element that enhances the machinability of the material. In order to obtain these effects, addition of less than 0.2% may be performed, but addition of 0.2% or more is preferable. However, since it will lead to the formation of ferrite if too much, it is preferably 1.5% or less.
- Mn has the effect of improving hardenability, suppressing the formation of ferrite, and obtaining appropriate quenching and tempering hardness. Moreover, since it exists as MnS of a nonmetallic inclusion, there is a great effect in improving machinability. In order to obtain these effects, addition of less than 0.1% may be performed, but addition of 0.1% or more is preferable. However, if it is too much, the viscosity of the base is increased and the machinability is lowered, so the content is preferably 1.5% or less.
- Cr 3.0 to less than 6.0%
- Cr is an element that enhances hardenability and forms carbides, and has an effect on strengthening the base and improving wear resistance. And it is an element which contributes also to the improvement of temper softening resistance and high temperature strength. However, excessive addition causes a decrease in hardenability and high temperature strength. Therefore, 3.0 to less than 6.0% is preferable. More preferably, it is 5.65% or less.
- Mo and W are single or composite (Mo + 1 / 2W): 3.5% or less Mo and W are single or composite for precipitating or agglomerating fine carbides by tempering to give strength and improving softening resistance. Can be added.
- the amount of addition at this time can be defined together with the Mo equivalent of (Mo + 1 / 2W) since W is about twice the atomic weight of Mo (of course, either one or both may be added) Can be added together).
- addition of less than 1.0% may be sufficient as the value of (Mo + 1 / 2W)
- addition of 1.0% or more is preferable.
- the value of (Mo + 1 / 2W) is preferably 3.5% or less.
- V 1.5% or less V has the effect of forming carbides and improving base strengthening and wear resistance.
- the temper softening resistance is increased and the coarsening of crystal grains is suppressed, thereby contributing to the improvement of toughness.
- addition of less than 0.5% may be performed, but addition of 0.5% or more is preferable. However, since too much will lead to a decrease in machinability and toughness, it is preferably made 1.5% or less.
- Ni 1.5% or less
- Ni is an element that suppresses the formation of ferrite. Also, together with C, Cr, Mn, Mo, W, etc., it imparts excellent hardenability to hot tool steel and forms a martensite-based structure even when the cooling rate during quenching is slow, resulting in toughness It is an effective element for preventing a decrease in the amount. Furthermore, since the essential toughness of the base is also improved, it is added as necessary in the present invention. However, if it is too much, the base becomes thicker and the machinability decreases. Therefore, even when it is added, the content is preferably 1.5% or less. In addition, when adding, 0.1% or more is preferable.
- Nb has the effect of forming a carbide
- the temper softening resistance is increased and the coarsening of the crystal grains is suppressed to contribute to the improvement of toughness. Therefore, in the present invention, it is added as necessary. However, if too much, machinability and toughness are reduced. Therefore, even when it is added, the content is preferably 0.3% or less. When adding, 0.05% or more is preferable.
- Co 5.0% or less
- Co forms a protective oxide film that is extremely dense and has good adhesion on the surface when the hot tool steel according to the present invention is used as a tool.
- This oxide film prevents metal contact with the counterpart material, suppresses temperature rise on the tool surface, and provides excellent wear resistance. Therefore, in this invention, it adds as needed. However, if it is too much, the toughness is lowered, so even if it is added, it is preferably 5.0% or less. When adding, 0.3% or more is preferable.
- Main elements that may remain in the steel as inevitable impurities are S, Cu, Al, Ca, Mg, O (oxygen), N (nitrogen), and the like. In order to effectively obtain the effects of the addition of Zn of the present invention, these elements are preferably as low as possible. However, on the other hand, in order to obtain additional functions and effects such as control of the shape of inclusions, other mechanical properties, and improvement in production efficiency, some inclusions and / or additions can be made. In this case, S ⁇ 0.01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, N ⁇ 0.03 % Range is sufficiently acceptable and is the preferred upper limit of regulation of the present invention.
- the hot tool steel according to the present invention may be subjected to a homogenization heat treatment while processing a steel ingot after casting into a steel material, for example, as a form for sufficiently exerting the toughness improving effect by addition of Zn. preferable.
- the quenching and tempering hardness is preferably 50 HRC or less. More preferably, it is 48 HRC or less.
- the molten steel adjusted to the component composition of hot tool steel containing P of 0.005 mass% or more was maintained by a vacuum induction melting furnace.
- the component composition at this time was adjusted so that it might become the target component composition of the steel ingot after the next Zn addition (that is, injection of Zn source).
- Zn was added to the molten steel and cast to produce a steel ingot of 7 to 10 kg.
- Table 1 shows the composition of the steel ingot after casting. Zn content was measured by fluorescent X-ray analysis.
- the present invention steel is obtained by adding Zn to the component composition of the commonly used hot work tool steel JIS-SKD61 (P standard: 0.030% or less) so as to satisfy the Zn / P ratio of the present invention. A large amount of P is allowed.
- S, Cu, Al, Ca, Mg, O, and N are not added (including the case where Al is added as a deoxidizer in the melting step), and S ⁇ 0.
- the results were 01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
- comparative steels 1 to 6 in Table 1 were also prepared in order to explain the effect of the addition of Zn of the present invention. These comparative steels are obtained by increasing only the P content of SKD61 without adding Zn (except comparative steel 6). And S, Cu, Al, Ca, Mg, O, and N are not added (however, including the case where Al is added as a deoxidizing agent in the dissolving step), S ⁇ 0.01%, Cu ⁇ 0 .25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
- FIG. 1 shows the results of a 2 mm U notch Charpy impact test at room temperature for each of the inventive steels 1, 3, 5 to 7 and the comparative steels 1 and 3 to 6 at room temperature.
- the Charpy test piece was in the TL direction according to ASTM E399-90.
- the inventive steels 1, 3 and comparative steel 1 containing the same level of P, the inventive steel 5 and comparative steel 3, and the inventive steels 6, 7 and comparative steel 4, the Zn / P of the invention
- the inventive steels 1, 3, 5 to 7 to which Zn is added so as to satisfy the ratio are superior in Charpy impact value to the comparative steels 1, 3, and 4 to which Zn is not added.
- the steel 6 of the present invention contains Zn at a high concentration exceeding 0.02%, the addition of Zn results in the same level as the comparative steel 1 having a P of less than 0.01%. Maintains toughness.
- the comparative steel 6 is obtained by adding Zn to the comparative steel 5 containing the same level of P, but does not satisfy the Zn / P of the present invention, and no improvement in toughness is observed.
- FIG. 2 shows the results of a 2 mm V notch Charpy impact test between room temperature and 400 ° C. when the steels of the present invention 2, 4 to 7 and comparative steels 2 to 6 were tempered to a hardness of 45 HRC.
- the Charpy test piece was in the TL direction according to ASTM E399-90.
- the Zn / P of the present invention Inventive steels 2, 4 to 7 to which Zn is added so as to satisfy the ratio are superior in Charpy impact value at any test temperature compared to comparative steels 2 to 4 containing the same level of P.
- concentration exceeding 0.02% is comparative steel 2 with P less than 0.01%. Maintains the same level of toughness.
- Invention steel A is obtained by adding Zn to the component composition of hot work tool steel so as to satisfy the Zn / P ratio of the present invention.
- the comparison steel B is set as the component composition equivalent to this invention steel A except not adding Zn.
- S, Cu, Al, Ca, Mg, O, and N were not added (however, Al was added as a deoxidizer in the melting step), S ⁇ 0.01%, Cu ⁇ 0.25%, Al ⁇ 0.025%, Ca ⁇ 0.01%, Mg ⁇ 0.01%, O ⁇ 0.01%, and N ⁇ 0.03%.
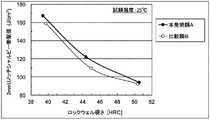
- FIG. 3 shows the results of the 2 mm U-notch Charpy impact test at room temperature for the steel A of the present invention and the comparative steel B.
- the Charpy test piece was in the LS direction according to ASTM E399-90.
- These steels have high toughness due to the addition of Ni.
- filled on this is excellent in the Charpy impact value compared with the comparative steel B which did not add Zn.
- FIG. 4 shows the result of a 2 mmV notch Charpy impact test between room temperature and 400 ° C. when the steel A of the present invention and the comparative steel B were tempered to a hardness of 45 HRC.
- the Charpy test piece was in the LS direction according to ASTM E399-90.
- the steel A of the present invention in which Zn was added so as to satisfy the Zn / P ratio of the present invention in both steels having higher toughness as compared with the comparative steel B in which Zn was not added at any test temperature, Excellent Charpy impact value.
Abstract
靭性を向上した熱間工具鋼およびその製造方法を提供する。質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0~6.0%未満を含む熱間工具鋼であって、Zn:0.0025超~0.025%、P:0.005%以上であり、かつZn/P:0.5超の熱間工具鋼である。そして、0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る第1工程と、前記の熱間工具鋼の成分組成の溶鋼にZnを添加する第2工程と、前記のZnを添加した溶鋼を鋳造して鋼塊を得る第3工程とからなり、前記の第2工程は、前記の第3工程の鋳造後の鋼塊の成分組成が、Zn:0.0025超~0.025質量%、P:0.005質量%以上を含み、かつZn/P:0.5超の熱間工具鋼となるように、Znを添加するものである熱間工具鋼の製造方法である。
Description
本発明は、プレス金型や鍛造金型、ダイカスト金型、押出工具といった多種の熱間工具に供して最適な、靭性を向上させた熱間工具鋼およびその製造方法に関するものである。
熱間工具は、高温の被加工材や硬質な被加工材と接触しながら使用されるため、熱疲労や衝撃に耐え得る強度と靭性を兼ね備えている必要がある。そのため、従来、熱間工具の分野で用いられる鋼種(以下、熱間工具鋼という。)には、例えばJIS鋼種であるSKD61系の合金工具鋼が用いられていた。そして、熱間工具鋼を構成する主要元素の添加量を見直して、さらにAs、Bi、Sn、Zn、Sb等の多種の不純物を規制管理したことで、熱間工具鋼の靭性を向上した手法が提案されている(特許文献1参照)。しかし、多種の不純物元素をそれぞれ規定された範囲内に調整することは、製造コストの向上に繋がり得る。
これに対して、本発明者は、高価で特殊な元素の添加によらず、鉄鋼材料の分野では合金として積極的に添加されてこなかった元素について鋭意調査を行った結果、従来は不純物として扱われていたZnを所定の含有量の範囲に添加することによって靭性を大きく改善できることを見いだした(特許文献2参照)。すなわち、質量%で、C:0.3~0.55%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.00~5.65%を含む熱間工具鋼であって、Zn:0.001~0.015%の熱間工具鋼である。
特許文献2で提案したZn添加の技術は、熱間工具鋼の靭性を向上する新たな手法として、有効である。そして、特許文献2の手法を利用することで、Znめっきされた鋼のスクラップをリサイクル原料として活用でき、環境負荷の軽減にも好適である。本発明者は、この積極的なZn添加による靭性向上効果に着目して、他の不純物元素による靭性の劣化を補い得る可能性を検討した。これら不純物元素の許容量を適正に高めることができれば、今後排出量が増加すると予想されている不純物含有量の多い低級スクラップの使用率を増加させつつ、不純物除去にかかるエネルギー使用量を低減でき、熱間工具鋼の製造過程でおよぼす環境への負荷を更に低減できる。
本発明の目的は、環境負荷の軽減が可能な靭性に優れた熱間工具鋼およびその製造方法を提供することである。
本発明者は、熱間工具鋼に含まれる不純物元素の、靭性および環境に及ぼす影響を調べた。その結果、特にP(リン)は、熱間工具鋼の靭性を大きく下げる元素であり、かつ、除去にかかるエネルギーが大きく、そしてこれらの理由から低級スクラップの使用促進も停滞させる、環境への負荷が大きい元素である知見を得た。そこで、この環境負荷を下げるために、Pの許容量を上げても十分な靭性が維持できる手法を検討した。その結果、P含有量の増加による靭性の劣化は、該P含有量に対する適正量のZn添加によって補えることを突きとめた。そして、この靭性の補完効果が十分に利用できる具体的なPとZnの関係量とともに、該関係量を達成するのに適した成分調整の手法をも明確にできたことで、本発明に到達した。
すなわち本発明は、質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0~6.0%未満を含む熱間工具鋼であって、Zn:0.0025超~0.025%、P:0.005%以上であり、かつZn/P:0.5超であることを特徴とする靭性に優れた熱間工具鋼である。好ましくは、P:0.01%以上である。また必要に応じて、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、あるいはさらにV:1.5%以下を含んでもよい。
具体的には、質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Ni:1.5%以下(0%を含む)、Cr:3.0~6.0%未満、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、V:1.5%以下、Nb:0.3%以下(0%を含む)、Co:5.0%以下(0%を含む)、Zn:0.0025超~0.025%、P:0.005%以上であり、かつZn/P:0.5超であって、残部Feおよび不可避的不純物からなる靭性に優れた熱間工具鋼である。好ましくは、P:0.01%以上である。
また、本発明は、靭性に優れた熱間工具鋼の製造方法であって、0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る第1工程と、前記の熱間工具鋼の成分組成の溶鋼にZnを添加する第2工程と、前記のZnを添加した溶鋼を鋳造して鋼塊を得る第3工程とからなり、前記の第2工程は、前記の第3工程の鋳造後の鋼塊の成分組成が、Zn:0.0025超~0.025質量%、P:0.005質量%以上を含み、かつZn/P:0.5超の熱間工具鋼となるように、Znを添加するものであることを特徴とする靭性に優れた熱間工具鋼の製造方法である。好ましくは、前記の第1工程で得た溶鋼の成分組成が、質量%で、P:0.01%以上を含み、前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、P:0.01%以上を含むものである。また、前記の鋼塊の成分組成は、質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0~6.0%未満を含む熱間工具鋼であることが好ましい。また、必要に応じて、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、あるいはさらにV:1.5%以下を含んでもよい。
前記の第3工程の鋳造後の鋼塊の、最も典型的な成分組成は、質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Ni:1.5%以下(0%を含む)、Cr:3.0~6.0%未満、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、V:1.5%以下、Nb:0.3%以下(0%を含む)、Co:5.0%以下(0%を含む)、Zn:0.0025超~0.025%、P:0.005%以上であり、かつZn/P:0.5超であって、残部Feおよび不可避的不純物からなる熱間工具鋼である。好ましくはP:0.01%以上である。
本発明によれば、不純物として熱間工具鋼に含まれるPを極低値に管理しなくても、十分な靭性を維持できることから、低P化のためのエネルギー消費量を節約でき、環境への負荷を軽減できる。そして、十分な靭性を維持するためのZn量は、本発明の添加手法によって、その的確な調整が可能である。以上をもって、本発明は、熱間工具鋼の靭性を飛躍的に改善することができ、多種多様な用途・環境に適用が可能な熱間工具鋼の実用化にとって有効な技術となる。
本発明の大きな特徴は、熱間工具鋼の靭性を向上するために、従来は不純物として扱われていたZnを積極的に添加するところにある。そして、靭性を大きく下げる元素であるPは、本発明の添加Zn量との関係を明確にしたことで、その含有を特定の範囲で許容するところにある。すなわち、熱間工具鋼に対しては、Znを合金元素として利用すれば、Pの含有量が多くなっても、その靭性向上の効果が発揮できることを見いだしたものである。そして、従来は極低減化が必要であったPの含有量を本発明では多く許容できることから、原材料の選定においては、高級な低Pスクラップの使用量を削減でき、スクラップのリサイクルに好適である。さらに、精錬工程でのPの除去に必要なエネルギーおよび時間も低減できる。以下、本発明の製造する熱間工具鋼の成分限定の理由について述べる(質量%については、単に%と表記する)。
・Zn:0.0025超~0.025%
Znは、本発明にとって最も重要な添加元素であり、添加することによって靭性が顕著に向上する。そして、0.0025%を超えて添加することで、本効果を十分に得ることができる。好ましくは0.003%以上である。一方、多く添加してもその効果は頭打ちとなる。さらに、過度に添加することで粒界などに極端な偏析が生じると、これは返って靱性を劣化させる要因となり得る。また、添加技術も煩雑になるので、上限は0.025%とした。好ましくは0.020%以下、さらに好ましくは0.015%以下である。
Znは、本発明にとって最も重要な添加元素であり、添加することによって靭性が顕著に向上する。そして、0.0025%を超えて添加することで、本効果を十分に得ることができる。好ましくは0.003%以上である。一方、多く添加してもその効果は頭打ちとなる。さらに、過度に添加することで粒界などに極端な偏析が生じると、これは返って靱性を劣化させる要因となり得る。また、添加技術も煩雑になるので、上限は0.025%とした。好ましくは0.020%以下、さらに好ましくは0.015%以下である。
・P:0.005%以上
Pは、焼戻しなどの熱処理時に旧オーステナイト粒界に偏析して粒界を脆化させる元素である。したがって、熱間工具鋼の靭性を向上するためには、通常できるだけ低く管理のされてきた不純物元素である。しかし、本発明では、上述のZn添加による靭性向上効果を最大限に利用することで、Pによる靭性の劣化分を補うことができる。そして、このために必要なZn添加の顕著な効果は、後述のP含有量に対するZn添加量の調整によって得ることができる。これによって、本発明の熱間工具鋼は0.005%以上のP含有量が許容できる。好ましくは0.01%以上、さらに好ましくは0.02%以上であっても、十分な靭性が維持できる。
Pは、焼戻しなどの熱処理時に旧オーステナイト粒界に偏析して粒界を脆化させる元素である。したがって、熱間工具鋼の靭性を向上するためには、通常できるだけ低く管理のされてきた不純物元素である。しかし、本発明では、上述のZn添加による靭性向上効果を最大限に利用することで、Pによる靭性の劣化分を補うことができる。そして、このために必要なZn添加の顕著な効果は、後述のP含有量に対するZn添加量の調整によって得ることができる。これによって、本発明の熱間工具鋼は0.005%以上のP含有量が許容できる。好ましくは0.01%以上、さらに好ましくは0.02%以上であっても、十分な靭性が維持できる。
・Zn/P:0.5超
本発明の熱間工具鋼では、0.005%以上のPを含有した場合でも、十分な靭性を維持できるだけのZn添加量を確保する必要がある。そのために、P含有量に対するZn添加量の調整が必要である。具体的には、Zn/Pの値を0.5超とすることで、十分な靭性を確保することができる。好ましくはZn/P:0.55超である。なお、0.55を超えるZn/P値は、0.01%以上のP、さらには0.02%以上のPを含有したときにも好ましい条件である。
本発明の熱間工具鋼では、0.005%以上のPを含有した場合でも、十分な靭性を維持できるだけのZn添加量を確保する必要がある。そのために、P含有量に対するZn添加量の調整が必要である。具体的には、Zn/Pの値を0.5超とすることで、十分な靭性を確保することができる。好ましくはZn/P:0.55超である。なお、0.55を超えるZn/P値は、0.01%以上のP、さらには0.02%以上のPを含有したときにも好ましい条件である。
そして、上記のPとZnの関係を満たした熱間工具鋼を溶解鋳造法で得る場合、これに適した成分調整の手法がある。つまり、種々の手法によって、鋳造時の溶鋼の成分組成を上記のZnを含んだものに調整しておけば、これを鋳造することで、本発明による熱間工具鋼の鋼塊が得られる。但し、金属Znは融点の低い揮発性元素であり、時間の経過とともに溶鋼から抜けていく。したがって、鋳造時の溶鋼で維持すべきZn量に対しては、溶鋼に添加する時点のZn量は、上記の抜け代を考慮して多めに設定することが有効である。しかし、溶鋼中のZn量を制御して、鋳造時のそれを本発明の的確な値に調整するとなると、上記の抜け代を想定しただけの添加手法では再現性が低く、達成が困難である。そこで、本発明では、Znを他の添加元素と同じタイミングで調整するのではなくて、事前に熱間工具鋼の成分組成に調整して、P含有量の定まった溶鋼に添加するタイミングとすることで、その後の鋳造までの経過時間を短縮でき、Znの揮発等によるZn/P比の変動を抑制することができる。
すなわち、具体的には、0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る第1工程と、前記の熱間工具鋼の成分組成の溶鋼にZnを添加する第2工程と、前記のZnを添加した溶鋼を鋳造して鋼塊を得る第3工程とからなる。そして、第2工程では、第3工程の鋳造後の鋼塊の成分組成が、Zn:0.0025超~0.025質量%、P:0.005質量%以上を含み、かつZn/P:0.5超の熱間工具鋼となるように、Znを添加する熱間工具鋼の製造方法である。前記の第3工程の鋳造後の鋼塊が含むPは、好ましくは0.01質量%以上、さらに好ましくは0.02質量%以上である。以下、各工程について説明する。
・第1工程:0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る工程である。
溶鋼の成分組成を熱間工具鋼のそれに整えておくことで、後述する第2工程を専らZn含有量の調整に特化できる。そして、所定量のZn添加後には、後述する第3工程の鋳造に速やかに移行することができるので、鋳造後の鋼塊のZn含有量を的確に調整することが容易である。なお、本発明の第1工程の「熱間工具鋼の成分組成の溶鋼を得る」とは、後述の第2工程の前には、種々の成分組成に調整された熱間工具鋼の溶鋼の状態にする、という意味である。そして、このときの成分組成は、狙いとする鋼塊の成分組成に調整しておくことが好ましい。さらにこのとき、次のZn添加で使用するZn源の種類(成分組成)によっては、Zn添加の前後で成分組成が変動するのであれば、この変動代を加味しておくことが好ましい。したがって、溶鋼に施される合金添加などの処理に限るものではなく、例えば溶解前の原材料を準備する作業であってもよい。そして、溶解後には、介在物や不純物を除去する各種の精錬処理を施してもよいものである。なお、第1工程で得た溶鋼が含むPの含有量は、好ましくは0.01質量%以上、さらに好ましくは0.02質量%以上である。
溶鋼の成分組成を熱間工具鋼のそれに整えておくことで、後述する第2工程を専らZn含有量の調整に特化できる。そして、所定量のZn添加後には、後述する第3工程の鋳造に速やかに移行することができるので、鋳造後の鋼塊のZn含有量を的確に調整することが容易である。なお、本発明の第1工程の「熱間工具鋼の成分組成の溶鋼を得る」とは、後述の第2工程の前には、種々の成分組成に調整された熱間工具鋼の溶鋼の状態にする、という意味である。そして、このときの成分組成は、狙いとする鋼塊の成分組成に調整しておくことが好ましい。さらにこのとき、次のZn添加で使用するZn源の種類(成分組成)によっては、Zn添加の前後で成分組成が変動するのであれば、この変動代を加味しておくことが好ましい。したがって、溶鋼に施される合金添加などの処理に限るものではなく、例えば溶解前の原材料を準備する作業であってもよい。そして、溶解後には、介在物や不純物を除去する各種の精錬処理を施してもよいものである。なお、第1工程で得た溶鋼が含むPの含有量は、好ましくは0.01質量%以上、さらに好ましくは0.02質量%以上である。
・第2工程:第1工程による熱間工具鋼の溶鋼にZnを添加する工程である。
本発明では、Znを添加する第2工程を、上記の第1工程から別けて管理することが重要であることは、上述の通りである。予め熱間工具鋼の成分組成に整えられた溶鋼にZnを添加すれば、Pに対するZn含有量の調整が容易であり、かつ、後述する第3工程の鋳造に速やかに移行することができる。なお、本発明の第2工程は、Znを添加する以外の、その他を目的とした処理を排除するものでない。よって、この時には、Zn以外の元素種について、狙いとする鋼塊の成分組成との間に若干の差があるのであれば、新たな精錬処理を行わない限りで、再度の微調整を行ってもよい。
本発明では、Znを添加する第2工程を、上記の第1工程から別けて管理することが重要であることは、上述の通りである。予め熱間工具鋼の成分組成に整えられた溶鋼にZnを添加すれば、Pに対するZn含有量の調整が容易であり、かつ、後述する第3工程の鋳造に速やかに移行することができる。なお、本発明の第2工程は、Znを添加する以外の、その他を目的とした処理を排除するものでない。よって、この時には、Zn以外の元素種について、狙いとする鋼塊の成分組成との間に若干の差があるのであれば、新たな精錬処理を行わない限りで、再度の微調整を行ってもよい。
・第3工程:第2工程による溶鋼を鋳造して鋼塊を得る工程である。
第1および第2の工程を経た溶鋼を鋳造して鋼塊を得ることで、本発明の成分組成を満たした熱間工具鋼が溶製される。そして、本発明の第3工程の鋳造は、普通造塊法に限らず、連続鋳造法や、その他の特殊造塊法であってもよい。
第1および第2の工程を経た溶鋼を鋳造して鋼塊を得ることで、本発明の成分組成を満たした熱間工具鋼が溶製される。そして、本発明の第3工程の鋳造は、普通造塊法に限らず、連続鋳造法や、その他の特殊造塊法であってもよい。
本発明のZn添加による靭性向上効果は、組織中に炭化物が多く分布すると、これに大きく阻害されて弱くなる。つまり、上記の靭性向上効果は、通常、組織中に多くの炭化物が分布する冷間工具鋼よりも、炭化物が少ない熱間工具鋼で十分に発揮される。したがって、本発明の対象は、熱間工具鋼に限定する。熱間工具鋼は、例えばJIS-G-4404等に規定される成分組成の鋼をいう。そして、JIS等の規格鋼種の他には、従来提案されてきた熱間工具鋼も適用できる。上記の熱間工具鋼に規定される以外の元素種も、必要に応じて添加が可能である。以下は、本発明の製造する熱間工具鋼の好ましい成分組成である。数値限定の理由について述べる。
・C:0.3~0.6%未満
Cは、一部が基地中に固溶して強度を付与し、一部は炭化物を形成することで耐摩耗性や耐焼付き性を高める元素である。また、固溶した侵入型原子であるCは、CrなどのCと親和性の大きい置換型原子と共添加した場合、I(侵入型原子)-S(置換型原子)効果;溶質原子の引きずり抵抗として作用し、鋼を高強度化する作用も期待される。但し、過度の添加は、靭性や熱間強度の低下を招く。よって、0.3~0.6%未満とすることが好ましい。より好ましくは、0.55%未満である。
Cは、一部が基地中に固溶して強度を付与し、一部は炭化物を形成することで耐摩耗性や耐焼付き性を高める元素である。また、固溶した侵入型原子であるCは、CrなどのCと親和性の大きい置換型原子と共添加した場合、I(侵入型原子)-S(置換型原子)効果;溶質原子の引きずり抵抗として作用し、鋼を高強度化する作用も期待される。但し、過度の添加は、靭性や熱間強度の低下を招く。よって、0.3~0.6%未満とすることが好ましい。より好ましくは、0.55%未満である。
・Si:1.5%以下
Siは、製鋼時の脱酸剤であるとともに、素材の被削性を高める元素である。これらの効果を得るためには0.2%未満の添加でもよいが、0.2%以上の添加が好ましい。但し、多過ぎるとフェライトの生成をまねくので、好ましくは1.5%以下である。
Siは、製鋼時の脱酸剤であるとともに、素材の被削性を高める元素である。これらの効果を得るためには0.2%未満の添加でもよいが、0.2%以上の添加が好ましい。但し、多過ぎるとフェライトの生成をまねくので、好ましくは1.5%以下である。
・Mn:1.5%以下
Mnは、焼入性を高め、フェライトの生成を抑制し、適度の焼入れ焼戻し硬さを得る効果がある。また、非金属介在物のMnSとして存在することで、被削性の向上に大きな効果がある。これらの効果を得るためには0.1%未満の添加でもよいが、0.1%以上の添加が好ましい。但し、多過ぎると基地の粘さを上げて被削性を低下させるので、好ましくは1.5%以下とする。
Mnは、焼入性を高め、フェライトの生成を抑制し、適度の焼入れ焼戻し硬さを得る効果がある。また、非金属介在物のMnSとして存在することで、被削性の向上に大きな効果がある。これらの効果を得るためには0.1%未満の添加でもよいが、0.1%以上の添加が好ましい。但し、多過ぎると基地の粘さを上げて被削性を低下させるので、好ましくは1.5%以下とする。
・Cr:3.0~6.0%未満
Crは、焼入性を高め、また炭化物を形成して、基地の強化や耐摩耗性の向上に効果を有する元素である。そして、焼戻し軟化抵抗および高温強度の向上にも寄与する元素である。但し、過度の添加は、焼入性や高温強度の低下を招く。よって、3.0~6.0%未満が好ましい。より好ましくは、5.65%以下である。
Crは、焼入性を高め、また炭化物を形成して、基地の強化や耐摩耗性の向上に効果を有する元素である。そして、焼戻し軟化抵抗および高温強度の向上にも寄与する元素である。但し、過度の添加は、焼入性や高温強度の低下を招く。よって、3.0~6.0%未満が好ましい。より好ましくは、5.65%以下である。
・MoおよびWは単独または複合で(Mo+1/2W):3.5%以下
MoおよびWは、焼戻しにより微細炭化物を析出または凝集させて強度を付与し、軟化抵抗を向上させるために単独または複合で添加できる。この際の添加量は、WがMoの約2倍の原子量であることから、(Mo+1/2W)のMo当量で一緒に規定できる(当然、いずれか一方のみの添加としても良いし、双方を共に添加することもできる)。そして、前記した効果を得るためには、(Mo+1/2W)の値で1.0%未満の添加でもよいが、1.0%以上の添加が好ましい。但し、多過ぎると被削性や靭性の低下を招くので、(Mo+1/2W)の値で3.5%以下が好ましい。
MoおよびWは、焼戻しにより微細炭化物を析出または凝集させて強度を付与し、軟化抵抗を向上させるために単独または複合で添加できる。この際の添加量は、WがMoの約2倍の原子量であることから、(Mo+1/2W)のMo当量で一緒に規定できる(当然、いずれか一方のみの添加としても良いし、双方を共に添加することもできる)。そして、前記した効果を得るためには、(Mo+1/2W)の値で1.0%未満の添加でもよいが、1.0%以上の添加が好ましい。但し、多過ぎると被削性や靭性の低下を招くので、(Mo+1/2W)の値で3.5%以下が好ましい。
・V:1.5%以下
Vは、炭化物を形成し、基地の強化や耐摩耗性を向上する効果を有する。また、焼戻し軟化抵抗を高めるとともに、結晶粒の粗大化を抑制し、靭性の向上に寄与する。これらの効果を得るためには0.5%未満の添加でもよいが、0.5%以上の添加が好ましい。但し、多過ぎると被削性や靭性の低下を招くので、1.5%以下とするのが好ましい。
Vは、炭化物を形成し、基地の強化や耐摩耗性を向上する効果を有する。また、焼戻し軟化抵抗を高めるとともに、結晶粒の粗大化を抑制し、靭性の向上に寄与する。これらの効果を得るためには0.5%未満の添加でもよいが、0.5%以上の添加が好ましい。但し、多過ぎると被削性や靭性の低下を招くので、1.5%以下とするのが好ましい。
・Ni:1.5%以下
Niは、フェライトの生成を抑制する元素である。また、C、Cr、Mn、Mo、Wなどとともに、熱間工具鋼に優れた焼入性を付与し、焼入時の冷却速度が緩やかな場合でもマルテンサイト主体の組織を形成して、靭性の低下を防ぐための効果的元素である。さらに、基地の本質的な靭性も改善するので、本発明では必要に応じて添加する。但し、多過ぎると基地の粘さを上げて被削性が低下する。よって、添加する場合でも1.5%以下とすることが好ましい。なお、添加する場合は0.1%以上が好ましい。
Niは、フェライトの生成を抑制する元素である。また、C、Cr、Mn、Mo、Wなどとともに、熱間工具鋼に優れた焼入性を付与し、焼入時の冷却速度が緩やかな場合でもマルテンサイト主体の組織を形成して、靭性の低下を防ぐための効果的元素である。さらに、基地の本質的な靭性も改善するので、本発明では必要に応じて添加する。但し、多過ぎると基地の粘さを上げて被削性が低下する。よって、添加する場合でも1.5%以下とすることが好ましい。なお、添加する場合は0.1%以上が好ましい。
・Nb:0.3%以下
Nbは、炭化物を形成し、基地の強化や耐摩耗性を向上する効果を有する。また、焼戻し軟化抵抗を高めるとともに、結晶粒の粗大化を抑制し、靭性の向上に寄与するので、本発明では必要に応じて添加する。但し、多過ぎると被削性や靭性の低下を招く。よって、添加する場合でも0.3%以下とするのが好ましい。添加する場合は0.05%以上が好ましい。
Nbは、炭化物を形成し、基地の強化や耐摩耗性を向上する効果を有する。また、焼戻し軟化抵抗を高めるとともに、結晶粒の粗大化を抑制し、靭性の向上に寄与するので、本発明では必要に応じて添加する。但し、多過ぎると被削性や靭性の低下を招く。よって、添加する場合でも0.3%以下とするのが好ましい。添加する場合は0.05%以上が好ましい。
・Co:5.0%以下
Coは、本発明による熱間工具鋼を工具として使用中、その昇温時の表面に極めて緻密で密着性の良い保護酸化皮膜を形成する。この酸化皮膜は、相手材との間の金属接触を防ぎ、工具表面の温度上昇を抑制するとともに、優れた耐摩耗性をもたらす。よって、本発明では必要に応じて添加する。但し、多過ぎると靭性を低下させるので、添加する場合でも5.0%以下とするのが好ましい。添加する場合は0.3%以上が好ましい。
Coは、本発明による熱間工具鋼を工具として使用中、その昇温時の表面に極めて緻密で密着性の良い保護酸化皮膜を形成する。この酸化皮膜は、相手材との間の金属接触を防ぎ、工具表面の温度上昇を抑制するとともに、優れた耐摩耗性をもたらす。よって、本発明では必要に応じて添加する。但し、多過ぎると靭性を低下させるので、添加する場合でも5.0%以下とするのが好ましい。添加する場合は0.3%以上が好ましい。
不可避的不純物として鋼中に残留する可能性のある主な元素は、S、Cu、Al、Ca、Mg、O(酸素)、N(窒素)等である。本発明のZn添加による作用効果を効果的に得るためには、これらの元素はできるだけ低い方が好ましい。しかし一方で、介在物の形態制御や、その他の機械的特性、そして製造効率の向上といった付加的な作用効果を得るためには、多少の含有および/または添加をすることができる。この場合、S≦0.01%、Cu≦0.25%、Al≦0.025%、Ca≦0.01%、Mg≦0.01%、O≦0.01%、N≦0.03%の範囲であれば十分に許容でき、本発明の好ましい規制上限である。
本発明に係る熱間工具鋼は、Zn添加による靭性向上効果を十分に発揮するための一形態として、例えば、鋳造後の鋼塊を加工して鋼材に仕上げる間に均質化熱処理を施すことが好ましい。あるいはさらに、焼入れ焼戻し硬さは50HRC以下とすることが好ましい。より好ましくは48HRC以下である。
真空誘導溶解炉によって、まず0.005質量%以上のPを含有する熱間工具鋼の成分組成に調整した溶鋼を維持した。このときの成分組成は、次のZn添加(つまり、Zn源の投入)を行った後で、狙いとする鋼塊の成分組成になるように調整した。そして、Znめっき鋼板をZn源に用いて、この溶鋼にZnを添加して、鋳造し、7~10kgの鋼塊を作製した。表1に鋳造後の鋼塊の成分組成を示す。Zn含有量は蛍光X線分析で測定した。本発明鋼は、一般的に使用されている熱間工具鋼JIS-SKD61(P規格:0.030%以下)の成分組成に、本発明のZn/P比を満たすようZnを添加して、Pの含有量を多く許容したものである。なお、全ての鋼塊において、S、Cu、Al、Ca、Mg、O、Nは無添加であり(但し、Alは溶解工程における脱酸剤として添加した場合を含む。)、S≦0.01%、Cu≦0.25%、Al≦0.025%、Ca≦0.01%、Mg≦0.01%、O≦0.01%、N≦0.03%であった。そして、鋳造前にZnを添加した本発明鋼のPおよびZnの含有量は、所定の関係に的確に調整することができた。これに対して、上記の真空誘導溶解の初期にZnを添加した場合、Znが蒸発し、鋳造前の溶鋼中には所定量のZnを維持できなった。
上記の一方では、本発明のZn添加による効果を説明するために、表1の比較鋼1~6も準備した。これらの比較鋼は、もとよりZnを添加せずに(比較鋼6を除く)、SKD61のPの含有量のみを増加したものである。そして、S、Cu、Al、Ca、Mg、O、Nは無添加であり(但し、Alは溶解工程における脱酸剤として添加した場合を含む。)、S≦0.01%、Cu≦0.25%、Al≦0.025%、Ca≦0.01%、Mg≦0.01%、O≦0.01%、N≦0.03%であった。

これらの鋼塊に1250℃で5時間の均質化熱処理を施した後、1150℃で熱間鍛造して20mm厚さ×60mm幅×約500~800mm長さの鋼材を作製した。そして、860℃で焼なまし処理したのち、下記の評価に用いるシャルピー衝撃試験片のサイズに加工して、1030℃から油焼入れ処理し、種々の温度で焼戻し処理して、それぞれの調質硬さにおける靭性の評価試料とした。
[試験1]
本発明鋼1、3、5~7および比較鋼1、3~6について、それぞれの硬さにおける室温での2mmUノッチシャルピー衝撃試験の結果を図1に示す。シャルピー試験片は、ASTM E399-90に準拠したT-L方向とした。それぞれ同水準のPを含んだ本発明鋼1、3および比較鋼1と、本発明鋼5および比較鋼3、そして本発明鋼6、7および比較鋼4の組合せにおいて、本発明のZn/P比を満たすようにZnを添加した本発明鋼1、3、5~7は、Znを添加しなかった比較鋼1、3、4に比べて、シャルピー衝撃値が優れている。しかも、本発明鋼6は、0.02%を超える高濃度のPを含有しているにもかかわらず、Znを添加したことで、Pが0.01%未満の比較鋼1と同レベルの靭性を維持している。比較鋼6は、同水準のPを含む比較鋼5にZnを添加したものであるが、本発明のZn/Pを満たさず、靭性の向上が見られない。
本発明鋼1、3、5~7および比較鋼1、3~6について、それぞれの硬さにおける室温での2mmUノッチシャルピー衝撃試験の結果を図1に示す。シャルピー試験片は、ASTM E399-90に準拠したT-L方向とした。それぞれ同水準のPを含んだ本発明鋼1、3および比較鋼1と、本発明鋼5および比較鋼3、そして本発明鋼6、7および比較鋼4の組合せにおいて、本発明のZn/P比を満たすようにZnを添加した本発明鋼1、3、5~7は、Znを添加しなかった比較鋼1、3、4に比べて、シャルピー衝撃値が優れている。しかも、本発明鋼6は、0.02%を超える高濃度のPを含有しているにもかかわらず、Znを添加したことで、Pが0.01%未満の比較鋼1と同レベルの靭性を維持している。比較鋼6は、同水準のPを含む比較鋼5にZnを添加したものであるが、本発明のZn/Pを満たさず、靭性の向上が見られない。
[試験2]
本発明鋼2、4~7および比較鋼2~6について、45HRCの硬さに調質したときの、室温から400℃の間での2mmVノッチシャルピー衝撃試験の結果を図2に示す。シャルピー試験片は、ASTM E399-90に準拠したT-L方向とした。それぞれ同水準のPを含んだ本発明鋼2、4および比較鋼2と、本発明鋼5および比較鋼3、そして本発明鋼6、7および比較鋼4の組合せにおいて、本発明のZn/P比を満たすようにZnを添加した本発明鋼2、4~7は、いずれの試験温度でも、同水準のPを含んだ比較鋼2~4に比べて、シャルピー衝撃値が優れている。そして、0.02%を超える高濃度のPを含有しながらも、Znを添加したことで本発明のZn/Pを満足した本発明鋼6は、Pが0.01%未満の比較鋼2と同レベルの靭性を維持している。
本発明鋼2、4~7および比較鋼2~6について、45HRCの硬さに調質したときの、室温から400℃の間での2mmVノッチシャルピー衝撃試験の結果を図2に示す。シャルピー試験片は、ASTM E399-90に準拠したT-L方向とした。それぞれ同水準のPを含んだ本発明鋼2、4および比較鋼2と、本発明鋼5および比較鋼3、そして本発明鋼6、7および比較鋼4の組合せにおいて、本発明のZn/P比を満たすようにZnを添加した本発明鋼2、4~7は、いずれの試験温度でも、同水準のPを含んだ比較鋼2~4に比べて、シャルピー衝撃値が優れている。そして、0.02%を超える高濃度のPを含有しながらも、Znを添加したことで本発明のZn/Pを満足した本発明鋼6は、Pが0.01%未満の比較鋼2と同レベルの靭性を維持している。
実施例1に記載した方法と同様の方法で、表2の成分組成を有する鋼塊を作製した。本発明鋼Aは、熱間工具鋼の成分組成に、本発明のZn/P比を満たすようZnを添加したものである。そして、比較鋼Bは、Znを添加しなかった以外は、本発明鋼Aに同等の成分組成としたものである。なお、両方の鋼塊において、S、Cu、Al、Ca、Mg、O、Nは無添加であり(但し、Alは溶解工程における脱酸剤として添加した。)、S≦0.01%、Cu≦0.25%、Al≦0.025%、Ca≦0.01%、Mg≦0.01%、O≦0.01%、N≦0.03%であった。

次に、これらの鋼塊に実施例1と同様の熱間鍛造および各種の熱処理を行って、それぞれの硬さに調質したシャルピー衝撃試験片を作製した。そして、実施例1で実施したシャルピー衝撃試験1、2を実施して、それぞれの試料の靭性を評価した。
[試験1]
本発明鋼Aおよび比較鋼Bについて、それぞれの硬さにおける室温での2mmUノッチシャルピー衝撃試験の結果を図3に示す。シャルピー試験片は、ASTM E399-90に準拠したL-S方向とした。これらの鋼は、Niが添加されていることで、もとより靭性の高いものである。そして、この上に、本発明のZn/P比を満たすようにZnを添加した本発明鋼Aは、Znを添加しなかった比較鋼Bに比べて、シャルピー衝撃値が優れている。
本発明鋼Aおよび比較鋼Bについて、それぞれの硬さにおける室温での2mmUノッチシャルピー衝撃試験の結果を図3に示す。シャルピー試験片は、ASTM E399-90に準拠したL-S方向とした。これらの鋼は、Niが添加されていることで、もとより靭性の高いものである。そして、この上に、本発明のZn/P比を満たすようにZnを添加した本発明鋼Aは、Znを添加しなかった比較鋼Bに比べて、シャルピー衝撃値が優れている。
[試験2]
本発明鋼Aおよび比較鋼Bについて、45HRCの硬さに調質したときの、室温から400℃の間での2mmVノッチシャルピー衝撃試験の結果を図4に示す。シャルピー試験片は、ASTM E399-90に準拠したL-S方向とした。もとより靭性の高い両方の鋼において、さらに本発明のZn/P比を満たすようにZnを添加した本発明鋼Aは、いずれの試験温度でも、Znを添加しなかった比較鋼Bに比べて、シャルピー衝撃値が優れている。
本発明鋼Aおよび比較鋼Bについて、45HRCの硬さに調質したときの、室温から400℃の間での2mmVノッチシャルピー衝撃試験の結果を図4に示す。シャルピー試験片は、ASTM E399-90に準拠したL-S方向とした。もとより靭性の高い両方の鋼において、さらに本発明のZn/P比を満たすようにZnを添加した本発明鋼Aは、いずれの試験温度でも、Znを添加しなかった比較鋼Bに比べて、シャルピー衝撃値が優れている。
Claims (11)
- 質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0~6.0%未満を含む熱間工具鋼であって、Zn:0.0025超~0.025%、P:0.005%以上であり、かつZn/P:0.5超であることを特徴とする靭性に優れた熱間工具鋼。
- 質量%で、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下を含むことを特徴とする請求項1に記載の靭性に優れた熱間工具鋼。
- 質量%で、V:1.5%以下を含むことを特徴とする請求項1または2に記載の靭性に優れた熱間工具鋼。
- 質量%で、
C:0.3~0.6%未満、
Si:1.5%以下、
Mn:1.5%以下、
Ni:1.5%以下(0%を含む)、
Cr:3.0~6.0%未満、
MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、
V:1.5%以下、
Nb:0.3%以下(0%を含む)、
Co:5.0%以下(0%を含む)、
Zn:0.0025超~0.025%、
P:0.005%以上であり、
かつZn/P:0.5超であって、
残部Feおよび不可避的不純物からなることを特徴とする請求項1に記載の靭性に優れた熱間工具鋼。 - 質量%で、P:0.01%以上であることを特徴とする請求項1または4に記載の靭性に優れた熱間工具鋼。
- 靭性に優れた熱間工具鋼の製造方法であって、
0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る第1工程と、
前記の熱間工具鋼の成分組成の溶鋼にZnを添加する第2工程と、
前記のZnを添加した溶鋼を鋳造して鋼塊を得る第3工程とからなり、
前記の第2工程は、前記の第3工程の鋳造後の鋼塊の成分組成が、Zn:0.0025超~0.025質量%、P:0.005質量%以上を含み、かつZn/P:0.5超の熱間工具鋼となるように、Znを添加するものであることを特徴とする靭性に優れた熱間工具鋼の製造方法。 - 前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、C:0.3~0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0~6.0%未満を含む熱間工具鋼であることを特徴とする請求項6に記載の靭性に優れた熱間工具鋼の製造方法。
- 前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、MoおよびWは単独または複合で(Mo+1/2W):3.5%以下を含む熱間工具鋼であることを特徴とする請求項7に記載の靭性に優れた熱間工具鋼の製造方法。
- 前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、V:1.5%以下を含む熱間工具鋼であることを特徴とする請求項7または8に記載の靭性に優れた熱間工具鋼の製造方法。
- 前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、
C:0.3~0.6%未満、
Si:1.5%以下、
Mn:1.5%以下、
Ni:1.5%以下(0%を含む)、
Cr:3.0~6.0%未満、
MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、
V:1.5%以下、
Nb:0.3%以下(0%を含む)、
Co:5.0%以下(0%を含む)、
Zn:0.0025超~0.025%、
P:0.005%以上であり、
かつZn/P:0.5超であって、
残部Feおよび不可避的不純物からなる熱間工具鋼であることを特徴とする請求項6に記載の靭性に優れた熱間工具鋼の製造方法。 - 前記の第1工程で得た溶鋼の成分組成が、質量%で、P:0.01%以上を含み、前記の第3工程の鋳造後の鋼塊の成分組成が、質量%で、P:0.01%以上を含むことを特徴とする請求項6または10に記載の靭性に優れた熱間工具鋼の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201280011470.7A CN103403209B (zh) | 2011-03-03 | 2012-02-28 | 韧性优异的热作工具钢及其制造方法 |
| EP12752790.1A EP2682491B1 (en) | 2011-03-03 | 2012-02-28 | Hot work tool steel having excellent toughness, and process of producing same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-046103 | 2011-03-03 | ||
| JP2011046103 | 2011-03-03 | ||
| JP2011-148203 | 2011-07-04 | ||
| JP2011148203 | 2011-07-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012118053A1 true WO2012118053A1 (ja) | 2012-09-07 |
Family
ID=46757985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/054868 WO2012118053A1 (ja) | 2011-03-03 | 2012-02-28 | 靭性に優れた熱間工具鋼およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2682491B1 (ja) |
| CN (1) | CN103403209B (ja) |
| TW (1) | TWI447237B (ja) |
| WO (1) | WO2012118053A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105960475B (zh) * | 2014-05-28 | 2018-03-30 | 日立金属株式会社 | 热作工具材料以及热作工具的制造方法 |
| WO2016013273A1 (ja) * | 2014-07-23 | 2016-01-28 | 日立金属株式会社 | 熱間工具材料、熱間工具の製造方法および熱間工具 |
| EP3263730B1 (en) * | 2015-02-25 | 2019-09-11 | Hitachi Metals, Ltd. | Hot-working tool and manufacturing method therefor |
| EP3305934B1 (en) * | 2016-03-18 | 2020-02-19 | Hitachi Metals, Ltd. | Cold working tool material and cold working tool manufacturing method |
| US20210262071A1 (en) * | 2018-10-05 | 2021-08-26 | Hitachi Metals, Ltd. | Hot work tool steel and hot work tool |
| CN112442626A (zh) * | 2019-09-03 | 2021-03-05 | 建德市亚力达工具有限公司 | 一种高速圆切机的切刀制备工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003155540A (ja) | 2001-10-03 | 2003-05-30 | Boehler Edelstahl Gmbh | 熱間加工鋼対象物 |
| JP2004018925A (ja) * | 2002-06-14 | 2004-01-22 | Nippon Steel Corp | 被削性に優れた鋼 |
| JP2004100027A (ja) * | 2002-09-12 | 2004-04-02 | Nippon Steel Corp | 耐低温変態割れ性に優れた液相拡散接合用鋼材 |
| JP2007224418A (ja) | 2006-01-30 | 2007-09-06 | Hitachi Metals Ltd | 靭性に優れた熱間工具鋼 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4886640A (en) | 1988-08-22 | 1989-12-12 | Carpenter Technology Corporation | Hot work tool steel with good temper resistance |
| AT403058B (de) | 1995-03-23 | 1997-11-25 | Boehler Edelstahl | Eisenbasislegierung zur verwendung bei erhöhter temperatur und werkzeug aus dieser legierung |
| SE511758C2 (sv) | 1998-03-27 | 1999-11-22 | Uddeholm Tooling Ab | Stålmaterial för varmarbetsverktyg |
| JP3468126B2 (ja) | 1998-10-14 | 2003-11-17 | 大同特殊鋼株式会社 | 冷間加工性にすぐれたマルテンサイト系耐熱鋼 |
| JP3602102B2 (ja) * | 2002-02-05 | 2004-12-15 | 日本高周波鋼業株式会社 | 熱間工具鋼 |
| JP2004019001A (ja) | 2002-06-20 | 2004-01-22 | Daido Steel Co Ltd | 耐溶損性に優れた熱間工具鋼及び金型部材 |
| KR20130036076A (ko) * | 2006-09-15 | 2013-04-09 | 히타치 긴조쿠 가부시키가이샤 | 인성 및 고온 강도가 우수한 열간 공구강 및 그의 제조 방법 |
| WO2008130054A1 (ja) * | 2007-04-18 | 2008-10-30 | Nippon Steel Corporation | 被削性と衝撃値に優れた熱間加工鋼材 |
| BRPI0904607A2 (pt) | 2009-11-17 | 2013-07-02 | Villares Metals Sa | aÇo de alta resistÊncia ao revenido |
-
2012
- 2012-02-28 EP EP12752790.1A patent/EP2682491B1/en active Active
- 2012-02-28 WO PCT/JP2012/054868 patent/WO2012118053A1/ja unknown
- 2012-02-28 CN CN201280011470.7A patent/CN103403209B/zh active Active
- 2012-03-02 TW TW101106849A patent/TWI447237B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003155540A (ja) | 2001-10-03 | 2003-05-30 | Boehler Edelstahl Gmbh | 熱間加工鋼対象物 |
| JP2004018925A (ja) * | 2002-06-14 | 2004-01-22 | Nippon Steel Corp | 被削性に優れた鋼 |
| JP2004100027A (ja) * | 2002-09-12 | 2004-04-02 | Nippon Steel Corp | 耐低温変態割れ性に優れた液相拡散接合用鋼材 |
| JP2007224418A (ja) | 2006-01-30 | 2007-09-06 | Hitachi Metals Ltd | 靭性に優れた熱間工具鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2682491A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI447237B (zh) | 2014-08-01 |
| EP2682491A4 (en) | 2015-04-08 |
| CN103403209B (zh) | 2016-01-13 |
| EP2682491A1 (en) | 2014-01-08 |
| TW201250011A (en) | 2012-12-16 |
| CN103403209A (zh) | 2013-11-20 |
| EP2682491B1 (en) | 2018-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6032881B2 (ja) | 熱間金型用鋼 | |
| JP2005206913A (ja) | 合金工具鋼 | |
| WO2018182480A1 (en) | Hot work tool steel | |
| JP5929963B2 (ja) | 鋼の焼入方法 | |
| JP6366326B2 (ja) | 高靱性熱間工具鋼およびその製造方法 | |
| WO2012118053A1 (ja) | 靭性に優れた熱間工具鋼およびその製造方法 | |
| WO2008032816A1 (fr) | Acier à outils pour formage à chaud présentant d'excellentes qualités de rigidité et de résistance à des températures élevées, et son procédé de production | |
| EP2247761B1 (en) | Method of making a high strength, high toughness, fatigue resistant, precipitation hardenable stainless steel | |
| JP4860774B1 (ja) | 冷間工具鋼 | |
| JP7305483B2 (ja) | 靱性に優れた熱間工具鋼 | |
| JP6529234B2 (ja) | 高い靭性と軟化抵抗性を有する高速度工具鋼 | |
| JP5029942B2 (ja) | 靭性に優れた熱間工具鋼 | |
| JP2007308784A (ja) | 合金鋼 | |
| JP2007211314A (ja) | 非調質部品の熱間鍛造方法 | |
| JP4123618B2 (ja) | 高温強度と靱性に優れた熱間工具鋼 | |
| JPH08100239A (ja) | 合金工具鋼 | |
| JP6156670B2 (ja) | 熱間工具およびその製造方法 | |
| JP5212772B2 (ja) | 靭性および高温強度に優れた熱間工具鋼 | |
| JP2005336553A (ja) | 熱間工具鋼 | |
| JPH02247357A (ja) | 転造ダイス用鋼 | |
| JP5907416B2 (ja) | 靭性に優れた熱間工具鋼の製造方法 | |
| CZ20032755A3 (cs) | Nástrojová ocel, způsob výroby dílů z této oceli a díl z oceli získaný uvedeným způsobem | |
| JP4322239B2 (ja) | 冷間工具鋼及びその製造方法 | |
| JP2009221594A (ja) | 靭性に優れた熱間工具鋼 | |
| JP5907415B2 (ja) | 靭性に優れた熱間工具鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12752790 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |