WO2012043612A1 - 転がり軸受用保持器および転がり軸受 - Google Patents
転がり軸受用保持器および転がり軸受 Download PDFInfo
- Publication number
- WO2012043612A1 WO2012043612A1 PCT/JP2011/072155 JP2011072155W WO2012043612A1 WO 2012043612 A1 WO2012043612 A1 WO 2012043612A1 JP 2011072155 W JP2011072155 W JP 2011072155W WO 2012043612 A1 WO2012043612 A1 WO 2012043612A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rolling bearing
- resin
- cage
- carbon fiber
- rolling
- Prior art date
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/3837—Massive or moulded cages having cage pockets surrounding the balls, e.g. machined window cages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/3837—Massive or moulded cages having cage pockets surrounding the balls, e.g. machined window cages
- F16C33/3843—Massive or moulded cages having cage pockets surrounding the balls, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages
- F16C33/3856—Massive or moulded cages having cage pockets surrounding the balls, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages made from plastic, e.g. injection moulded window cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/38—Ball cages
- F16C33/44—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/4617—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/4617—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages
- F16C33/4623—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages
- F16C33/4635—Massive or moulded cages having cage pockets surrounding the rollers, e.g. machined window cages formed as one-piece cages, i.e. monoblock cages made from plastic, e.g. injection moulded window cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/56—Selection of substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2379/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2361/00 - C08J2377/00
- C08J2379/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08J2379/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2208/00—Plastics; Synthetic resins, e.g. rubbers
- F16C2208/02—Plastics; Synthetic resins, e.g. rubbers comprising fillers, fibres
Definitions
- the rolling bearing formed with the phosphate self-lubricating film of Patent Document 4 has an effect of reducing friction by easily holding the oil on the surface when the lubricating oil is sufficiently present. Then it wears out immediately and loses its lubricating effect in a short time.
- the electroless nickel composite plating film containing ethylene tetrafluoride resin powder shows a certain level of performance even without lubrication under low speed conditions, but it cannot maintain lubrication performance when operated at high speed like an aircraft bearing. There is a case.
- the epoxy resin is preferably an acid anhydride-cured epoxy resin that cures an epoxy ring-containing resin component with an acid anhydride component. This is because the acid anhydride-cured epoxy resin has a small heat shrinkage after curing and is excellent in heat resistance as compared with an amine-cured epoxy resin.
- the acid anhydride is preferably a liquid acid anhydride, and examples thereof include 2,4 diethylglutaric acid anhydride, methylendomethylenetetrahydrophthalic acid anhydride, and methyltetrahydrophthalic acid anhydride. Among these, 2,4 diethyl glutaric anhydride is preferable for the RTF method because of its low viscosity and excellent impregnation properties.
- the acid anhydride-cured epoxy resin can be used in combination with an addition-type imide resin described later.
- the carbon fiber composite material that can be used in the present invention has the above composition and blending so that the bending strength at 25 ° C. is 600 MPa or more and the bending strength retention at 200 ° C. is 50% or more of the initial value. Can do. Also, the elastic modulus at 25 ° C. is 35 GPa or more, and the elastic modulus retention at 200 ° C. can be 50% or more of the initial value.
- VaRTM After cutting a woven fabric into 100 mm x 100 mm, it laminated
- test piece After cutting a woven fabric into 100 mm x 100 mm, it laminated
- the mold set was sealed in a vacuum chamber, heated with a ring heater while being evacuated with a rotary pump (normal pressure in the case of RTM molding), and a resin was injected at a temperature equal to or higher than the melting temperature to perform heat compression molding.
- the mold was cooled and taken out, post-cured, and a test piece was prepared by mechanical processing such as a cutter, and a bending test (25 ° C. and 200 ° C.) in accordance with JIS K7074-1998 was performed.
- the specimen obtained by the method (3) above has a bending strength of 600 MPa or more and a bending strength retention at 200 ° C. of 50% or more.
- the rate evaluation was “ ⁇ ”.
- Those having a bending strength of 400 MPa or more and less than 600 MPa were evaluated as strength / retention rate evaluation “ ⁇ ”.
- the one having a flexural modulus of 40 GPa or more and a flexural modulus retention at 200 ° C. of 50% or more was designated as an elastic modulus / retention rate evaluation “ ⁇ ”.
- Those having a flexural modulus of 35 GPa or more and less than 40 GPa were evaluated as an elastic modulus / retention rate evaluation “ ⁇ ”.
- a case where all items of the annular molding and the mechanical strength evaluation were “ ⁇ ” or “ ⁇ ” was regarded as a comprehensive evaluation “ ⁇ ”.
- FIG. 6 is a diagram showing a friction tester. 6A shows a front view, and FIG. 6B shows a side view.
- a mating member 51 made of SUJ2 is attached to the rotating shaft 52, and the steel plate 54 is fixed to the air slider 55 of the arm portion 53.
- the mating member 51 rotates and contacts the flat test piece while a predetermined load 56 is applied from above.
- the frictional force generated when the mating member 51 is rotated is detected by the load cell 57.
- Example C-1 is shown in FIG. 7
- Comparative Example C-1 is shown in FIG. 8
- Comparative Example C-3 is shown in FIG.
- the silver plating treatment has low wear resistance under the conditions of the dry run test conducted, reaches the base material from the early stage of sliding, and the friction coefficient increases. Began to do.
- the carbon fiber composite materials shown in Examples C-1 to C-17 have excellent dry run performance because the carbon fiber serves as a load point and holds the lubricating oil in a valley having an appropriate surface roughness. .
- Comparative Example C-8 having a surface roughness of 6.5 ⁇ mRa or more of 8.4 ⁇ mRa, the aggressiveness (abrasive wear) of the carbon fiber to the counterpart material was confirmed.
- a cage is produced using the carbon fiber composite material shown in each example, and is incorporated into a deep groove ball bearing made of heat-resistant bearing steel M50, attached to a rotating shaft with a DN value of 1.6 million, and turbo oil 2197 manufactured by BP.
- the bearing test was performed under the condition of an atmospheric temperature of 200 ° C. while supplying as a lubricating oil from the outside. Although operated for 2 hours under these conditions, no abnormality was found in the rolling bearing using the cage of each example.
- the rolling bearing cage of the present invention is excellent in high speed and high temperature, it is used as a cage used in a high speed rotating rolling bearing used to support a main shaft that rotates at high speed like an aircraft jet engine or a gas turbine. it can. Moreover, it can utilize as a cage used for the rolling bearing which requires a dry run characteristic. Further, by using a predetermined aromatic polyimide resin as the base material, it can be used as a cage that can withstand soak back due to engine heat.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Composite Materials (AREA)
- Rolling Contact Bearings (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
DN値が150万以上で、かつ使用温度が200℃以上となる用途に用いることができ、また、ドライラン状態で使用されても、焼付きなしでの運転可能時間を十分に確保できる転がり軸受、およびこれに使用される保持器の提供を目的とする。保持器1は、母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料を成形してなり、炭素繊維材はモノフィラメントが1000本~5000本の繊維束、または該繊維束を用いた織布もしくは一方向材であり、高分子化合物が熱硬化後のガラス転移温度が200℃以上のポリイミド樹脂などである。
Description
本発明は、樹脂製の転がり軸受用保持器、および、該転がり軸受用保持器を組み込んだ高速でかつ高温用途に用いられる転がり軸受に関する。特に、ドライラン状態で高速回転するように使用される航空機用転がり軸受に関する。
航空機ジェットエンジンは燃費向上のために、部品単位での徹底した軽量化が求められている。例えば、ジェットエンジン主軸のように高温でかつ高速回転する部分の軸受に使用される保持器も金属製保持器から樹脂製保持器への変更が求められている。しかし、ジェットエンジン主軸用転がり軸受のように、DN値が150万以上で、かつ使用温度が200℃以上となる用途への転がり軸受に樹脂製保持器を適用することは困難であった。
従来、磁気軸受装置のタッチダウン軸受等に用いられ、軸が高速回転する場合でも十分な強度を有する転がり軸受用保持器として、合成樹脂母材中に強度を高めるための長尺のアラミド繊維などの樹脂繊維が軸方向と交差する方向に配列された状態で混入されている保持器が知られている(特許文献1)。この保持器は引張弾性率の高い繊維を円周方向に巻くことで、軸受回転時の円周方向に対する変形を抑えることとしている。
また、航空機ジェットエンジンのように高速で回転する主軸を支持するために使用される高速回転用転がり軸受に用いられる保持器として、引張強度が2GPa以上で、かつ引張弾性率が50GPa以上のパラ系アラミド繊維、ポリアリレート繊維、ポリパラフェニレンベンズビスオキサゾール繊維等の有機繊維からなる織物と、熱硬化樹脂とを一体化した有機繊維強化プラスチックからなる保持器が知られている(特許文献2)。
さらに、有機溶媒中にフェニルエチニル末端の付加型のイミドオリゴマーが重量比で20%以上溶解しているイミドオリゴマー溶液を、リキッドモールディング法によって炭素繊維を平織した織物に含浸し、有機溶媒を揮発させた後に、イミドオリゴマーを付加反応させることによって複合材料を成形する繊維強化ポリイミド複合材料の製造方法が知られている(特許文献3)。
また、航空機のエンジンや変速機等に組み込まれる転がり軸受は、潤滑油の供給が遮断され、極少量の初期付着油のみが存在する、いわゆるドライラン状態で高速回転するように使用される場合がある。このようなドライラン状態で使用される転がり軸受は、一定時間焼付きを生じることなく運転可能であることが要求される。この一定時間は数十秒から数十分間程度である。
上記ドライラン状態で高速回転するように使用される転がり軸受では、保持器の案内形式が軌道輪案内形式である場合が多く、転動接触する転動体と軌道輪の軌道面との間よりも、摺動接触する保持器と軌道輪の保持器案内面との間で焼付きを生じやすい。このような保持器と軌道輪の保持器案内面間での焼付きを防止する手段としては、保持器案内面となる外輪の内径面または内輪の外径面と、摺接する保持器の外径面または内径面に、さらには転動体と接触する保持器のポケット面に、自己潤滑性皮膜である銀めっき皮膜を形成する手段が知られている(非特許文献1)。最近では、自己潤滑性皮膜として、燐酸塩皮膜を形成する場合もある。また、無潤滑条件で使用する転がり軸受の保持器には四ふっ化エチレン樹脂粉末を含有する無電解ニッケル複合めっき皮膜を形成したものがある(特許文献4)。
転がり軸受工学編集委員会、「転がり軸受工学」、第3版、養賢堂、1978年1月、362頁
しかしながら、保持器がジェットエンジン主軸のように高温でかつ高速回転する部分の軸受に使用される用途では、アラミド繊維やポリパラフェニレンベンズビスオキサゾール繊維のような有機繊維を用いると、これら有機繊維を構成する樹脂のガラス転移温度付近から弾性率が大きく低下し、高温条件下で使用される軸受などには使用できない。
また、保持器を構成する合成樹脂母材についても、樹脂種類によっては高温での弾性率が低下したり、耐熱性が不足したりするという問題がある。さらに、炭素繊維を平織した織物を用いる場合であっても、樹脂が十分に織物内に含浸せず、高温でかつ高速回転する部分の軸受用保持器としての機械的強度や耐熱性が得られないという問題がある。
また、特許文献2で開示されているシートワインディング成形法では、保持器を製造するために、例えば片側7mm以上の厚いパイプを成形しようとすると樹脂の流動、硬化収縮などが原因でパイプの外周側に「シワ」が発生する。シワが発生するとその部位は円周上の強度や弾性率が発現されないため、保持器が設計値よりも小さい負荷荷重で破損に至るという問題がある。
また、非特許文献1の銀めっき皮膜を形成した保持器において、銀めっき皮膜は極めて優れたなじみ性や耐焼付き性を有しており、ドライラン状態で運転される転がり軸受の寿命を長くすることができる好ましい表面処理である。一方、これらの軸受を潤滑するための潤滑油には耐焼付き性や酸化劣化を向上させる目的で硫化油脂やジアルキルジチオリン酸亜鉛などイオウを含む添加剤が配合されている。これらの添加剤は焼付きを防止する過程、ないしは潤滑油の酸化劣化を防止する過程で活性なイオウ化合物を生成する。これらのイオウ化合物が銀めっきと接触すると化学反応を起こし、硫化銀となり、この硫化銀が銀めっき被膜の表面を被覆する。この硫化銀は銀と比べて脆く、被膜が剥離したり、耐油性に劣ったりするため、潤滑油により被膜が溶解する。その結果、銀めっき被膜が消失した保持器と軌道輪との間の摩擦が増大し、焼付きが生じやすくなるという問題がある。
また、特許文献4の燐酸塩の自己潤滑性皮膜を形成した転がり軸受は、潤滑油が十分存在する場合は油を表面に保持しやすく摩擦を低減する効果を有するが、ドライランのような厳しい条件では直ちに摩滅し、短時間で潤滑効果を失う。また、四ふっ化エチレン樹脂粉末を含有する無電解ニッケル複合めっき皮膜は、低速条件では無潤滑でも一定の性能を示すが、航空機軸受のように高速で運転される場合には潤滑性能を維持できない場合がある。
本発明は、このような問題に対処するためになされたものであり、DN値が150万以上で、かつ使用温度が200℃以上となる用途に用いることができ、また、ドライラン状態で使用されても、焼付きなしでの運転可能時間を十分に確保できる転がり軸受、およびこれに使用される保持器の提供を目的とする。
本発明の転がり軸受用保持器は、母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料を成形してなり、上記炭素繊維材は、モノフィラメントが1000本~5000本の繊維束、または該繊維束を用いた織布もしくは一方向材であり、上記高分子化合物が熱硬化性樹脂であることを特徴とする。
特に上記熱硬化性樹脂は、熱硬化後のガラス転移温度が200℃以上であることを特徴とする。また、芳香族イミド結合を分子内に含むイミド樹脂、または、酸無水物硬化エポキシ樹脂であることを特徴とする。
特に上記熱硬化性樹脂は、熱硬化後のガラス転移温度が200℃以上であることを特徴とする。また、芳香族イミド結合を分子内に含むイミド樹脂、または、酸無水物硬化エポキシ樹脂であることを特徴とする。
また、母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料は、25℃での曲げ強度が600MPa以上であり、かつ200℃における曲げ強度保持率が上記25℃での曲げ強度値の50%以上であることを特徴とする。また、25℃での弾性率が35GPa以上であり、かつ200℃における弾性率保持率が上記25℃での弾性率値の50%以上であることを特徴とする。
また、上記保持器は、炭素繊維複合材料を用いてレジントランスファーモールディング法(以下、RTF法という)により成形してなることを特徴とする。
本発明の転がり軸受は、内輪および外輪と、この内・外輪間に介在する複数の転動体と、この転動体を保持する上記本発明の保持器とを備えてなることを特徴とする。また、上記転がり軸受は、DN値が150万以上で、かつ使用温度が200℃以上となる用途に用いられることを特徴とする。特に、航空機に搭載されるジェットエンジン主軸用軸受であることを特徴とする。
上記転がり軸受において、転動体と摺接する保持器のポケット部の表面粗さが、0.8μmRa以上6.5μmRa以下であることを特徴とする。また、保持器の内径面および外径面から選ばれる少なくとも1つの面の表面粗さが、0.8μmRa以上6.5μmRa以下であることを特徴とする。
本発明の転がり軸受用保持器は、熱硬化性樹脂、特にガラス転移温度が200℃以上のイミド樹脂をモノフィラメントが1000本~5000本の繊維束または該繊維束を用いた織布で強化した炭素繊維複合材料を成形してなる。そのため、炭素繊維複合材料は、織布への樹脂含浸性が高くなり、繊維同士の密着性が悪くなったり、織布層間での剥離が生じたりするなどの欠陥の少ない複合材料を作ることができるので、DN値が150万以上で、かつ使用温度が200℃以上となる高速・高温度での使用が可能となる軸受の保持器が得られる。
また、RTF法を用いて成形した保持器を用いるので、炭素繊維複合材料は、織布への樹脂含浸性がより高くなり、さらに欠陥の少ない複合材料を作ることができる。また、RTM法を用いて成形することで、保持器など厚い円環を成形する場合でも外径側にシワなく成形することが可能である。
また、保持器に樹脂母材を用いているため、転動体とのなじみ性に優れ微量の付着油でも有効に活用できるため摩擦が低減し、さらに不活性であり潤滑油に添加されているイオウ系添加剤とも反応しないため、使用中に消滅することなく長期間にわたり優れた潤滑特性を維持する。また、軌道輪と保持器の地肌との金属接触を防止して、ドライラン状態で使用されても、焼付きなしでの運転可能時間を十分に確保することができる。
本発明の転がり軸受用保持器は、母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料を成形して得られる。
本発明に使用できる母材となる高分子化合物(樹脂)は、炭素繊維材とのなじみ性に優れた材料が好ましい。そのような母材樹脂例としては、フェノール樹脂、フラン樹脂、ビスマレイミド樹脂、ビスマレイミドトリアジン樹脂、ポリアミノビスマレイミド樹脂、エポキシ樹脂、芳香族ポリイミド樹脂等の熱硬化性樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンサルファイド樹脂、ポリサルフォン樹脂、ポリエーテルサルフォン樹脂、ポリエーテルイミド樹脂、熱可塑性ポリイミド樹脂、芳香族ポリアミドイミド樹脂、ポリベンゾイミダゾール樹脂、ポリエーテルケトン樹脂、ポリエーテルニトリル樹脂、フッ素樹脂、芳香族ポリエステル樹脂等の熱可塑性樹脂等が挙げられる。航空宇宙用途のうち、エンジンの主軸用軸受などソークバックなど高耐熱性が求められる用途に適した樹脂としては、ビスマレイミド樹脂、芳香族ポリイミド樹脂、ポリエーテルエーテルケトン樹脂、ポリベンゾイミダゾール樹脂が好ましい。
本発明に使用できる母材となる高分子化合物は、熱硬化性樹脂であることが好ましい。熱硬化性樹脂としては、硬化反応により3次元網目構造となる樹脂(a)および成形後熱処理または化学的処理により不溶不融性となる樹脂(b)を含む。樹脂(a)の一例としては上記エポキシ樹脂が、樹脂(b)の一例としては芳香族ポリアミック酸から変換される上記芳香族ポリイミド樹脂がそれぞれ挙げられる。
エポキシ樹脂としては、エポキシ環含有樹脂成分を酸無水成分で硬化させる酸無水物硬化エポキシ樹脂が好ましい。アミン硬化のエポキシ樹脂に比較して、酸無水物硬化エポキシ樹脂は、硬化後の熱収縮が小さく、耐熱性に優れるためである。
酸無水物は液状の酸無水物が好ましく、2,4ジエチルグルタル酸無水物、メチルエンドメチレンテトラヒドロフタル酸無水物、メチルテトラヒドロフタル酸無水物等が挙げられる。これらの中で、2,4ジエチルグルタル酸無水物が粘度が低く含浸性に優れるためRTF法に好ましい。
また、酸無水物硬化エポキシ樹脂は後述する付加型イミド樹脂と併用して使用することができる。
酸無水物は液状の酸無水物が好ましく、2,4ジエチルグルタル酸無水物、メチルエンドメチレンテトラヒドロフタル酸無水物、メチルテトラヒドロフタル酸無水物等が挙げられる。これらの中で、2,4ジエチルグルタル酸無水物が粘度が低く含浸性に優れるためRTF法に好ましい。
また、酸無水物硬化エポキシ樹脂は後述する付加型イミド樹脂と併用して使用することができる。
本発明に好ましいイミド樹脂は、芳香族イミド結合を分子内に含むイミド樹脂であり、熱硬化後のガラス転移温度が200℃以上、好ましくは240℃以上である樹脂である。ガラス転移温度が200℃未満では、保持器がその使用時に熱変形等を起こしやすくなる。
ここでのガラス転移温度とは、粘弾性分析装置を用い以下の方法で求めた値とする。まず、それぞれの樹脂を最適条件で熱硬化させることで、長さ40mm、幅10mm、厚さ1mmの平板試験片を成形した。続いて、3点曲げ形態(標線間距離20mm)で評価できるよう粘弾性分析装置(SII社製DMS6110)内に設置し、空気雰囲気において-50℃から400℃まで2℃/分の昇温速度で昇温させ、0.5Hzの周波数で負荷をかけたときの温度に対する損失弾性率(E”)および貯蔵弾性率(E’)をそれぞれ求めた。損失弾性率を貯蔵弾性率で除した値(tanδ)が極大値となった時の温度をガラス転移温度とした。
ここでのガラス転移温度とは、粘弾性分析装置を用い以下の方法で求めた値とする。まず、それぞれの樹脂を最適条件で熱硬化させることで、長さ40mm、幅10mm、厚さ1mmの平板試験片を成形した。続いて、3点曲げ形態(標線間距離20mm)で評価できるよう粘弾性分析装置(SII社製DMS6110)内に設置し、空気雰囲気において-50℃から400℃まで2℃/分の昇温速度で昇温させ、0.5Hzの周波数で負荷をかけたときの温度に対する損失弾性率(E”)および貯蔵弾性率(E’)をそれぞれ求めた。損失弾性率を貯蔵弾性率で除した値(tanδ)が極大値となった時の温度をガラス転移温度とした。
芳香族イミド結合を分子内に含むイミド樹脂において、「芳香族イミド結合を分子内に含む」とは、芳香族環を形成する炭素原子のうち隣接する炭素原子を含んでイミド環を形成する場合、および/または芳香族環に直接結合する窒素原子炭素原子を含んでイミド環を形成する場合を含む。また、芳香族イミド結合を分子内に含むとともに分子内または分子末端に不飽和結合を有するポリイミドオリゴマー樹脂も好ましい。
芳香族イミド結合を分子内に含むイミド樹脂として付加型イミド樹脂がある。付加型イミド樹脂の例としては、ビスマレイミド樹脂が挙げられる。
ビスマレイミド樹脂としては市販各種モノマーを組み合わせるなどして使用することができ、例えば大和化成工業社製BMI-1000、BMI-2000、BMI-3000、BMI-4000、BMI-5000、BMI-7000、京セラケミカル社製イミダロイKIR-30などが挙げられる。また、ビスマレイミドを含む樹脂として、ビスマレイミドトリアジン樹脂(三菱ガス化学社製BTレジン)などが挙げられる。
ビスマレイミド樹脂としては市販各種モノマーを組み合わせるなどして使用することができ、例えば大和化成工業社製BMI-1000、BMI-2000、BMI-3000、BMI-4000、BMI-5000、BMI-7000、京セラケミカル社製イミダロイKIR-30などが挙げられる。また、ビスマレイミドを含む樹脂として、ビスマレイミドトリアジン樹脂(三菱ガス化学社製BTレジン)などが挙げられる。
芳香族イミド結合を分子内に含むイミド樹脂として芳香族ポリイミドオリゴマー樹脂がある。なお、芳香族ポリイミドオリゴマー樹脂には溶解性を損なわない割合の範囲で芳香族ポリアミック酸オリゴマー成分を含むことができる。
芳香族ポリイミドオリゴマー樹脂としては、芳香族イミド結合を分子内に含むイミド樹脂として分子鎖が屈曲して捩れた立体構造から芳香族面が非平面となる非対称イミド樹脂が挙げられる。非対称イミド樹脂とすることにより、成形性が優れる。特に非対称芳香族ポリイミドオリゴマー樹脂が好ましい。
芳香族ポリイミドオリゴマー樹脂としては、芳香族イミド結合を分子内に含むイミド樹脂として分子鎖が屈曲して捩れた立体構造から芳香族面が非平面となる非対称イミド樹脂が挙げられる。非対称イミド樹脂とすることにより、成形性が優れる。特に非対称芳香族ポリイミドオリゴマー樹脂が好ましい。
非対称芳香族ポリイミドオリゴマー樹脂としては、ビフェニルテトラカルボン酸無水物を含むイミド樹脂が挙げられる。例えば、2,3,3’,4’-ビフェニルテトラカルボン酸無水物などの非対称テトラカルボン酸無水物と芳香族ジアミンと末端基として4-(2-フェニルエチニル)無水フタル酸とを組み合わせることにより、粉末状の非対称芳香族ポリイミドオリゴマー樹脂が得られ、これを型内に注入後に熱硬化させることで成形体を得ることができる。このような市販品としては宇部興産社製PETI330が挙げられる。
また、非対称芳香族ポリイミドオリゴマー樹脂は、ジアミン成分として9,9-ビス(4-(4-アミノフェノキシ)フェニル)フルオレン、2-フェニル-4,4’-ジアミノジフェニルエーテル等を用いることにより、非対称芳香族ポリイミドオリゴマー樹脂を得ることができる。
また、アメリカ航空宇宙局(NASA)で開発された「PMR-15」、「LARK-160」などのノルボルネン末端反応型熱硬化型ポリイミド、あるいはHugesエアクラフト社製の「THERMID」を例示することができる。
他の芳香族ポリイミドオリゴマー樹脂の市販品としてはIST社製スカイボンド8000が挙げられる。
また、非対称芳香族ポリイミドオリゴマー樹脂は、ジアミン成分として9,9-ビス(4-(4-アミノフェノキシ)フェニル)フルオレン、2-フェニル-4,4’-ジアミノジフェニルエーテル等を用いることにより、非対称芳香族ポリイミドオリゴマー樹脂を得ることができる。
また、アメリカ航空宇宙局(NASA)で開発された「PMR-15」、「LARK-160」などのノルボルネン末端反応型熱硬化型ポリイミド、あるいはHugesエアクラフト社製の「THERMID」を例示することができる。
他の芳香族ポリイミドオリゴマー樹脂の市販品としてはIST社製スカイボンド8000が挙げられる。
芳香族イミド結合を分子内に含むイミド樹脂として芳香族イミド結合を分子内に含む溶剤可溶性樹脂がある。具体的には、ポリアミドイミド樹脂またはポリアミック酸を分子内に含むポリイミド樹脂が挙げられる。
ポリアミドイミド樹脂は分子内に含むイミド結合とアミド結合とを含み、粉末状でも、またはこの粉末を溶剤に溶解した溶液でも得られる。ポリアミドイミド樹脂の市販品としてはソルベイアドバンスドポリマーズ社製トーロンが挙げられる。また、ポリアミドイミド樹脂は適切なポストキュアを実施することが好ましい。また、ポリイミド樹脂の溶解性を向上させるために、ポリアミック酸を分子内に含むことができる。
ポリアミドイミド樹脂は分子内に含むイミド結合とアミド結合とを含み、粉末状でも、またはこの粉末を溶剤に溶解した溶液でも得られる。ポリアミドイミド樹脂の市販品としてはソルベイアドバンスドポリマーズ社製トーロンが挙げられる。また、ポリアミドイミド樹脂は適切なポストキュアを実施することが好ましい。また、ポリイミド樹脂の溶解性を向上させるために、ポリアミック酸を分子内に含むことができる。
芳香族イミド結合を分子内に含むイミド樹脂として、脱水閉環してイミド結合を形成する前駆体である芳香族ポリアミック酸を使用することができる。特にプリプレグを経て樹脂保持器を成形する場合、好ましく使用できる。
芳香族ポリアミック酸は芳香族酸二無水物と芳香族ジアミンとの低温反応により得られる。芳香族酸二無水物としては、ピロメリット酸二無水物、2,2´,3,3´-ビフェニルテトラカルボン酸二無水物、3,3´,4,4´-ビフェニルテトラカルボン酸二無水物、3,3´,4,4´-ベンゾフェノンテトラカルボン酸二無水物、1,2,5,6-ナフタレンテトラカルボン酸二無水物、ビス(2,3-ジカルボキシフェニル)メタン酸二無水物等が挙げられ、これらは単独あるいは混合して用いられる。
芳香族ジアミンとしては、4,4´-ジアミノジフェニルエ-テル、3,3´-ジアミノジフェニルスルホン、4,4´-ジアミノジフェニルメタン、メタフェニレンジアミン、パラフェニレンジアミン、4,4'-ビス(3-アミノフェノキシ)ビフェニルエーテル等が挙げられ、これらは単独あるいは混合して用いられる。
芳香族ポリアミック酸を含むイミド樹脂の市販品として、Uワニス-S(宇部興産社製)、Uワニス-A(宇部興産社製)、スカイボンド700(IST社製)、スカイボンド703(IST社製)、スカイボンド705(IST社製)などが挙げられる。
特に好ましい例としては3,3´,4,4´-ビフェニルテトラカルボン酸二無水物を酸成分とするUワニス-S、Uワニス-Aが挙げられる。
芳香族ポリアミック酸は芳香族酸二無水物と芳香族ジアミンとの低温反応により得られる。芳香族酸二無水物としては、ピロメリット酸二無水物、2,2´,3,3´-ビフェニルテトラカルボン酸二無水物、3,3´,4,4´-ビフェニルテトラカルボン酸二無水物、3,3´,4,4´-ベンゾフェノンテトラカルボン酸二無水物、1,2,5,6-ナフタレンテトラカルボン酸二無水物、ビス(2,3-ジカルボキシフェニル)メタン酸二無水物等が挙げられ、これらは単独あるいは混合して用いられる。
芳香族ジアミンとしては、4,4´-ジアミノジフェニルエ-テル、3,3´-ジアミノジフェニルスルホン、4,4´-ジアミノジフェニルメタン、メタフェニレンジアミン、パラフェニレンジアミン、4,4'-ビス(3-アミノフェノキシ)ビフェニルエーテル等が挙げられ、これらは単独あるいは混合して用いられる。
芳香族ポリアミック酸を含むイミド樹脂の市販品として、Uワニス-S(宇部興産社製)、Uワニス-A(宇部興産社製)、スカイボンド700(IST社製)、スカイボンド703(IST社製)、スカイボンド705(IST社製)などが挙げられる。
特に好ましい例としては3,3´,4,4´-ビフェニルテトラカルボン酸二無水物を酸成分とするUワニス-S、Uワニス-Aが挙げられる。
本発明に使用できる熱硬化性樹脂としては、上記に挙げたポリイミド樹脂の耐熱性および成形性などの材料特性を損なわない範囲でポリベンゾイミダゾール樹脂など他の耐熱性材料や、フッ素樹脂など機能性ポリマーとのポリマーアロイとすることができる。
また、熱硬化性樹脂に強化短繊維、各種ウィスカ、ナノフィラーであるカーボンナノファイバー、フラーレンなどナノ粒子を添加することができる。また、自己潤滑性を与えるため、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素などを単独あるいは複数添加することができる。
熱硬化性樹脂としてポリイミド樹脂アロイとする場合、樹脂全体に対して、上記イミド樹脂を少なくとも80質量%以上含むことが好ましい。上記イミド樹脂が80質量%未満ではイミド樹脂の特性が得られなくなる。
また、熱硬化性樹脂に強化短繊維、各種ウィスカ、ナノフィラーであるカーボンナノファイバー、フラーレンなどナノ粒子を添加することができる。また、自己潤滑性を与えるため、グラファイト、二硫化モリブデン、二硫化タングステン、窒化ホウ素などを単独あるいは複数添加することができる。
熱硬化性樹脂としてポリイミド樹脂アロイとする場合、樹脂全体に対して、上記イミド樹脂を少なくとも80質量%以上含むことが好ましい。上記イミド樹脂が80質量%未満ではイミド樹脂の特性が得られなくなる。
上記熱硬化性樹脂は炭素繊維材で強化される。本発明に使用できる炭素繊維材は、モノフィラメントが1000本~5000本の繊維束、または該繊維束を用いた織布もしくは一方向材である。織布および一方向材は、それぞれ炭素繊維材の積層体である。
炭素繊維材として用いる糸は入手性を考慮するとポリアクリロニトリル(PAN)から製造される炭素繊維が好ましい。また、石油ピッチから作られる炭素繊維を用いてもよい。
使用する炭素繊維束としては繊維径4~10μmのモノフィラメントを1束あたり1000~5000本を集合したものとする。この範囲とすることにより、モノフィラメント間への樹脂の含浸がしやすく、ボイドなどの欠陥が少ない材料とすることができる。好ましくは、繊維としては1K(約1000本)、1.5K(約1500本)、3K(約3000本)を用いることができる。品質または製造技術的には1Kまたは1.5Kが好ましいが、材料の入手性を考慮すると工業的に入手が容易な3Kが好ましい。5000本をこえる太さの繊維束を用いるとフィラメント間への樹脂の含浸が難しく、ボイドなどの欠陥の原因となる可能性がある。
炭素繊維材として用いる糸は入手性を考慮するとポリアクリロニトリル(PAN)から製造される炭素繊維が好ましい。また、石油ピッチから作られる炭素繊維を用いてもよい。
使用する炭素繊維束としては繊維径4~10μmのモノフィラメントを1束あたり1000~5000本を集合したものとする。この範囲とすることにより、モノフィラメント間への樹脂の含浸がしやすく、ボイドなどの欠陥が少ない材料とすることができる。好ましくは、繊維としては1K(約1000本)、1.5K(約1500本)、3K(約3000本)を用いることができる。品質または製造技術的には1Kまたは1.5Kが好ましいが、材料の入手性を考慮すると工業的に入手が容易な3Kが好ましい。5000本をこえる太さの繊維束を用いるとフィラメント間への樹脂の含浸が難しく、ボイドなどの欠陥の原因となる可能性がある。
炭素繊維材は上記繊維束を用いた織布とすることができる。織布としては平織、綾織、朱子織などを採用できる。本発明に好ましい織布は平織である。織布の織り方として、機械的特性面では炭素繊維の本数が全く同じ場合には、平織、綾織、朱子織など、どのようなものでもよいが、織布のほつれにくさを考慮すると平織が好ましいためである。特にRTM成形を採用する場合には、織布をプリフォームとする時に、綾織や朱子織を用いると型に対する追従性に優れる反面、解れやすいためプリフォームへの固定が困難である。プリプレグを用いたシートワインディング法で成形する場合には織布の織り方に制限はない。
上記炭素繊維材には、強度低下の原因とならない範囲でアラミド、ポリベンゾオキサゾールなどの有機高分子繊維を用いることができる。また、比強度、比弾性率を低下させない範囲でガラス繊維、SiCなどの無機繊維との交織とすることができる。
熱硬化性樹脂と炭素繊維材との体積割合は、炭素繊維複合材料全体に対して、炭素繊維材が45体積%~80体積%、好ましくは45体積%~65体積%、さらに好ましくは50体積%~60体積%である。ここで、体積割合は、[(炭素繊維材の体積/炭素繊維複合材料の体積)×100]で表される値である。炭素繊維材の割合が45体積%未満であると、炭素繊維複合材としての曲げ強度または弾性率が低く、本発明の特徴である比強度・比弾性率を生かすことができない。一方、80体積%をこえると、全体の樹脂配合量が少なく、繊維同士の密着性が悪く、織布層間での剥離が生じることがある。
本発明に使用できる炭素繊維複合材料は、上記組成および配合とすることにより、25℃での曲げ強度が600MPa以上であり、かつ200℃における曲げ強度保持率が初期値の50%以上とすることができる。また、弾性率についても、25℃での弾性率が35GPa以上であり、かつ200℃における弾性率保持率が初期値の50%以上とすることができる。
上記炭素繊維複合材料を用いた本発明の転がり軸受用保持器の一例を図1に示す。図1は、玉軸受用保持器の斜視図である。この保持器は、上記炭素繊維複合材料を用いて素形材を成形した後、切削加工にて得られる。
図1に示すように、保持器1は、円環状の保持器本体2に、転動体としてのボールを保持する転動体保持用ポケット3が一定間隔で複数設けられている。ポケット3の平面形状は、平円形状であるが、真円でもよい。ここで、平円形状とは、真円形状で必要とされるポケット隙間(ポケット内径とボール直径との差)量と一致させる隙間を間にして、その両側にボールの半径にほぼ近似するポケット面の半径で構成させた平円とする形状をいう。回転軸周方向のポケット隙間量を大きくして、ボールの進み遅れを吸収することにより、保持器にかかる負荷を減らすことができる平円形状であることが好ましい。
図1に示すように、保持器1は、円環状の保持器本体2に、転動体としてのボールを保持する転動体保持用ポケット3が一定間隔で複数設けられている。ポケット3の平面形状は、平円形状であるが、真円でもよい。ここで、平円形状とは、真円形状で必要とされるポケット隙間(ポケット内径とボール直径との差)量と一致させる隙間を間にして、その両側にボールの半径にほぼ近似するポケット面の半径で構成させた平円とする形状をいう。回転軸周方向のポケット隙間量を大きくして、ボールの進み遅れを吸収することにより、保持器にかかる負荷を減らすことができる平円形状であることが好ましい。
本発明の転がり軸受の一例を図2に示す。図2は、上記転がり軸受用保持器を用いた転がり軸受(深溝玉軸受)の断面図である。転がり軸受4は、外周面に転走面5aを有する内輪5と、内周面に転走面6aを有する外輪6とが同心に配置される。内輪の転走面5aと外輪の転走面6aとの間に複数個の転動体7が介在して配置される。この複数個の転動体7は、本発明の保持器1により保持される。
本発明の転がり軸受の他の例を図3に示す。この転がり軸受は、外輪11と内輪12との軌道輪間に複数のころ13を保持器14で保持した円筒ころ軸受である。保持器14の外径面に摺接する外輪11の鍔11aの内径面が保持器案内面15とされ、保持器14は炭素繊維からなる織布で強化された炭素繊維複合材料の成形体である。
保持器14において、ころ13と摺接する保持器ポケット部の面14a、内径面14cまたは外径面14bのいずれか1つの面、または全ての面の表面粗さが0.8μmRa以上6.5μmRa以下、好ましくは1.0μmRa以上6.5μmRa以下、で構成されている。表面粗さが0.8μmRa未満の場合は潤滑油の保持性に乏しく、摩擦係数が上昇し始める。また、6.5μmRaをこえる場合は転動体を摩耗させることがある。
なお、表面粗さRaは、JISB0601に定義される表面粗さであり、基準長さは0.8mm(Ra:0.2~1.0μm)または2.5mm(Ra:2~10μm)、評価長さは4mm(Ra:0.2~1.0μm)、12.5mm(Ra:2~10μm)である。
保持器14において、ころ13と摺接する保持器ポケット部の面14a、内径面14cまたは外径面14bのいずれか1つの面、または全ての面の表面粗さが0.8μmRa以上6.5μmRa以下、好ましくは1.0μmRa以上6.5μmRa以下、で構成されている。表面粗さが0.8μmRa未満の場合は潤滑油の保持性に乏しく、摩擦係数が上昇し始める。また、6.5μmRaをこえる場合は転動体を摩耗させることがある。
なお、表面粗さRaは、JISB0601に定義される表面粗さであり、基準長さは0.8mm(Ra:0.2~1.0μm)または2.5mm(Ra:2~10μm)、評価長さは4mm(Ra:0.2~1.0μm)、12.5mm(Ra:2~10μm)である。
本発明の転がり軸受の他の例を図4に示す。この転がり軸受は、外輪16と内輪17との軌道輪間に複数のボール18を保持器19で保持した玉軸受である。保持器19の外径面に摺接する外輪16の内径面が保持器案内面20とされ、保持器19は炭素繊維からなる織布で強化された炭素繊維複合材料の成形体である。
保持器19において、ボール18と摺接する保持器ポケット部の面19a、外径面19bまたは内径面19cのいずれか1つの面、または全ての面の表面粗さが0.8μmRa以上6.5μmRa以下で構成されている。表面粗さは、上記に定義される値である。なお、ポケット部の平面形状は、図1の場合と同様に、平円形状でも真円形状でもよい。
保持器19において、ボール18と摺接する保持器ポケット部の面19a、外径面19bまたは内径面19cのいずれか1つの面、または全ての面の表面粗さが0.8μmRa以上6.5μmRa以下で構成されている。表面粗さは、上記に定義される値である。なお、ポケット部の平面形状は、図1の場合と同様に、平円形状でも真円形状でもよい。
上記保持器の製造方法としては、パイプを成形しておいて、カッター等で切断してリングとし、エンドミル等でポケット部分の穴あけ加工するのが好ましい。パイプの成形方法としてはシートワインディング(SW)法、フィラメントワインディング(FW)法、ハンドレイアップ法、スプレー法、RTM法などの各種成形方法などが適用可能である。RTM法の1種類として真空アシスト成形法であるL-RTMやVaRTM成形などがあり、これらを用いることができる。
例えば、SW法であれば、強化繊維をマトリックス樹脂に含浸させたシート状のプリプレグを、マンドレルに積層状態に巻き付けて長尺な筒状部材を形成し、その筒状部材を輪切り加工して、短尺筒状(環状)の保持器用部材を製作する。そしてその環状部材に、周方向に沿って複数のポケット孔を機械加工によって形成することで保持器を得ることができる。
機械加工の方法としては、機械加工、レーザ加工、ウォータカットなどどのような加工手段を用いることができる。
例えば、SW法であれば、強化繊維をマトリックス樹脂に含浸させたシート状のプリプレグを、マンドレルに積層状態に巻き付けて長尺な筒状部材を形成し、その筒状部材を輪切り加工して、短尺筒状(環状)の保持器用部材を製作する。そしてその環状部材に、周方向に沿って複数のポケット孔を機械加工によって形成することで保持器を得ることができる。
機械加工の方法としては、機械加工、レーザ加工、ウォータカットなどどのような加工手段を用いることができる。
保持器を構成する織布の積層方法はどのようなものでもよい。例えば、強度に等方性を発現させるため、織布[0,90°]に対して異なる角度の織布[-45°,+45°]を交互積層する、あるいは一方向材(UD材)[0°]に対して、UD材[+60°]、UD材[-60°]などで積層してもよい。
本発明の転がり軸受は、機械的および熱的に優れた上記転がり軸受用保持器を用いるので、DN値が150万以上で、かつ使用温度が200℃以上となる用途に用いることができる。例えば航空機に搭載されるジェットエンジン主軸用軸受に好適に用いることができる。また、該転がり軸受を内蔵した航空機用転がり軸受ユニットとしても利用できる。
また、転がり軸受としては、円筒ころ軸受、玉軸受に好適に用いることができる。
また、転がり軸受は、任意の潤滑油やグリースを封入して潤滑することができる。保持器に樹脂母材を用いているため、不活性であり、イオウ系添加剤を含む潤滑油などを用いる場合であっても、長期間にわたり優れた潤滑特性を維持できる。
また、転がり軸受としては、円筒ころ軸受、玉軸受に好適に用いることができる。
また、転がり軸受は、任意の潤滑油やグリースを封入して潤滑することができる。保持器に樹脂母材を用いているため、不活性であり、イオウ系添加剤を含む潤滑油などを用いる場合であっても、長期間にわたり優れた潤滑特性を維持できる。
以下に実施例を挙げて本発明をさらに説明するが、本発明はこれにより何ら制限されるものではない。
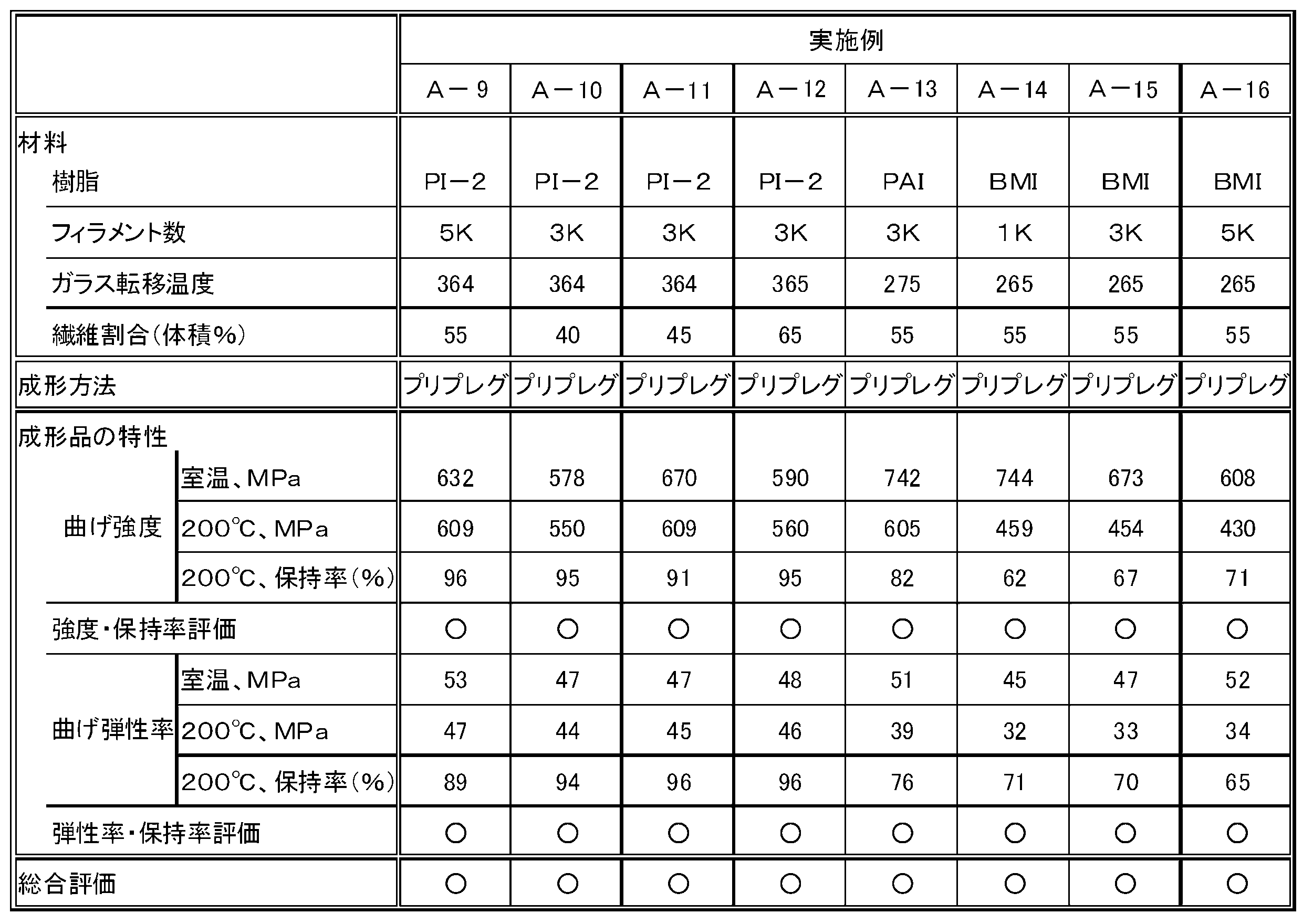
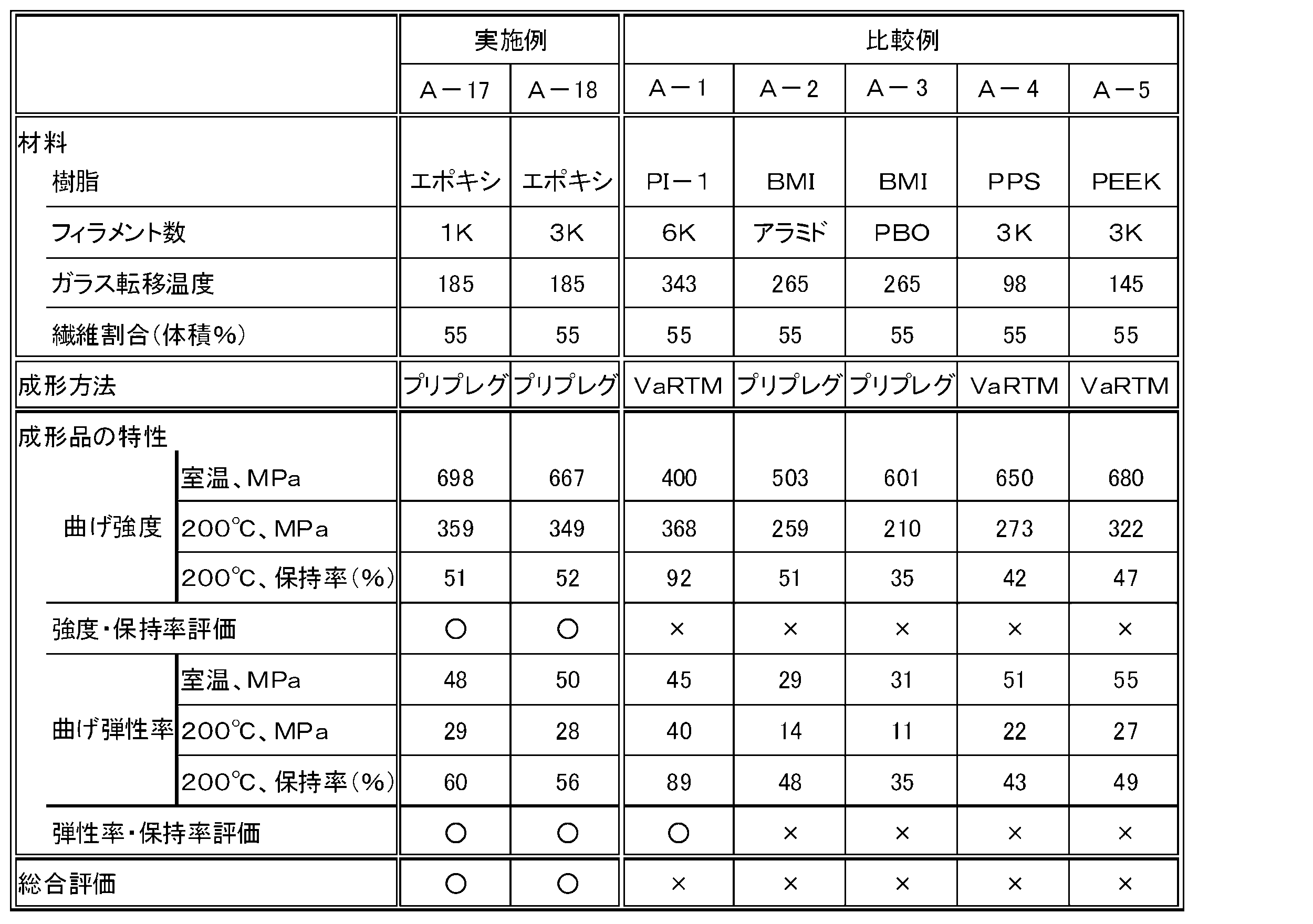
[実施例A-1~A-18、比較例A-1~A-5]
これらの実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表1、表2および表3に示す。
(A)高分子化合物(樹脂)
(1)PI-1:ビフェニルポリイミド樹脂(宇部興産社製PETI330)
(2)PI-2:ポリイミド樹脂(IST社製SKYBOND700)
(3)PAI:ポリアミドイミド樹脂(ソルベイアドバンストポリマーズ社製トーロン4000T)
(4)BMI:ビスマレイミド樹脂(大和化成工業社製BMI-1000)
(5)エポキシ:エポキシ樹脂(東邦テナックス社製101(プリプレグとして))
(6)PPS:PPS樹脂(東ソー社製160N)
(7)PEEK:PEEK樹脂(ビクトレックス社製ポリエーテルエーテルケトンPEEK150G)
(B)炭素繊維材(織布)
(1)1K:織布(三菱レイヨン社製TR1120(1K・平織))
(2)3K:織布(三菱レイヨン社製TR3110M(3K・平織))
(3)5K:織布(1Kの糸を5単位分重ね合わせたものを平織(単位重量約300g/m2)とした。)
(4)6K:織布(三菱レイヨン社製TR6120M(6K・平織))
(5)アラミド:アラミド織布(帝人社製CT709(平織、単位重量約200g/m2))
(6)PBO:PBO織布(東洋紡社製ザイロン(単位重量約190g/m2))
これらの実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表1、表2および表3に示す。
(A)高分子化合物(樹脂)
(1)PI-1:ビフェニルポリイミド樹脂(宇部興産社製PETI330)
(2)PI-2:ポリイミド樹脂(IST社製SKYBOND700)
(3)PAI:ポリアミドイミド樹脂(ソルベイアドバンストポリマーズ社製トーロン4000T)
(4)BMI:ビスマレイミド樹脂(大和化成工業社製BMI-1000)
(5)エポキシ:エポキシ樹脂(東邦テナックス社製101(プリプレグとして))
(6)PPS:PPS樹脂(東ソー社製160N)
(7)PEEK:PEEK樹脂(ビクトレックス社製ポリエーテルエーテルケトンPEEK150G)
(B)炭素繊維材(織布)
(1)1K:織布(三菱レイヨン社製TR1120(1K・平織))
(2)3K:織布(三菱レイヨン社製TR3110M(3K・平織))
(3)5K:織布(1Kの糸を5単位分重ね合わせたものを平織(単位重量約300g/m2)とした。)
(4)6K:織布(三菱レイヨン社製TR6120M(6K・平織))
(5)アラミド:アラミド織布(帝人社製CT709(平織、単位重量約200g/m2))
(6)PBO:PBO織布(東洋紡社製ザイロン(単位重量約190g/m2))
これらの実施例および比較例に用いる成形方法を以下に示す。
(1)プリプレグA:溶液によるプリプレグ作製法
N-メチル-2-ピロリドン(NMP)などの有機溶剤に熱硬化前の樹脂原料を溶解させて20~50質量%程度の固形分を有するワニスとし、織布にローラーで塗布した後に、真空乾燥炉で溶剤を揮発させプリプレグとした。このプリプレグを成形厚さ2±0.3mmとなるように複枚数を重ね、ホットプレス法で熱硬化させた。硬化後、硬化温度より低い温度で5時間以上最適熱硬化状態になるようにポストキュアを行ない、平板をカッター等の機械的加工で試験片を製作し、JISK7074-1998に準拠した曲げ試験(室温(25℃)および200℃)を行なった。
(2)プリプレグB:溶融樹脂によるプリプレグ作製法
ワニスを使用する代わりに、樹脂原料を融点以上に溶融させた状態で織布に溶融樹脂を含浸させた後、室温(25℃)まで冷却させプリプレグとする以外は上記プリプレグAと同様の方法で試験片を製作し、同様の方法で評価した。
(1)プリプレグA:溶液によるプリプレグ作製法
N-メチル-2-ピロリドン(NMP)などの有機溶剤に熱硬化前の樹脂原料を溶解させて20~50質量%程度の固形分を有するワニスとし、織布にローラーで塗布した後に、真空乾燥炉で溶剤を揮発させプリプレグとした。このプリプレグを成形厚さ2±0.3mmとなるように複枚数を重ね、ホットプレス法で熱硬化させた。硬化後、硬化温度より低い温度で5時間以上最適熱硬化状態になるようにポストキュアを行ない、平板をカッター等の機械的加工で試験片を製作し、JISK7074-1998に準拠した曲げ試験(室温(25℃)および200℃)を行なった。
(2)プリプレグB:溶融樹脂によるプリプレグ作製法
ワニスを使用する代わりに、樹脂原料を融点以上に溶融させた状態で織布に溶融樹脂を含浸させた後、室温(25℃)まで冷却させプリプレグとする以外は上記プリプレグAと同様の方法で試験片を製作し、同様の方法で評価した。
(3)VaRTM:VaRTMによる試験片の作製
織布を100mm×100mmに裁断後、成形厚約2±0.3mmとなるように積層し、サイドに樹脂注入ゲートのある金型にセットした。金型類一式を密封された真空槽内に設置した上で、ロータリーポンプで減圧し、リングヒータで加熱して溶融温度以上で樹脂を注入した。熱硬化後、金型を冷却して平板を取り出し、上記同様にポストキュア後、カッター等の機械的加工で試験片を準備し、JISK7074-1998に準拠した曲げ試験(室温(25℃)および200℃)を行なった。
織布を100mm×100mmに裁断後、成形厚約2±0.3mmとなるように積層し、サイドに樹脂注入ゲートのある金型にセットした。金型類一式を密封された真空槽内に設置した上で、ロータリーポンプで減圧し、リングヒータで加熱して溶融温度以上で樹脂を注入した。熱硬化後、金型を冷却して平板を取り出し、上記同様にポストキュア後、カッター等の機械的加工で試験片を準備し、JISK7074-1998に準拠した曲げ試験(室温(25℃)および200℃)を行なった。
(4)評価方法
曲げ強度が600MPa以上であり、かつ200℃での曲げ強度保持率が室温の50%以上であるものを強度・保持率評価「○」とした。
同様に曲げ弾性率が40GPa以上であり、かつ200℃における曲げ弾性率保持率が室温の50%以上であるものを弾性率・保持率評価「○」とした。
これら全てが「○」であったものを総合評価「○」とした。
曲げ強度が600MPa以上であり、かつ200℃での曲げ強度保持率が室温の50%以上であるものを強度・保持率評価「○」とした。
同様に曲げ弾性率が40GPa以上であり、かつ200℃における曲げ弾性率保持率が室温の50%以上であるものを弾性率・保持率評価「○」とした。
これら全てが「○」であったものを総合評価「○」とした。
各表に示す組成、成形方法で炭素繊維複合材料を成形して試験片を製作し、上記評価方法で評価した。結果を表1、表2および表3に示す。
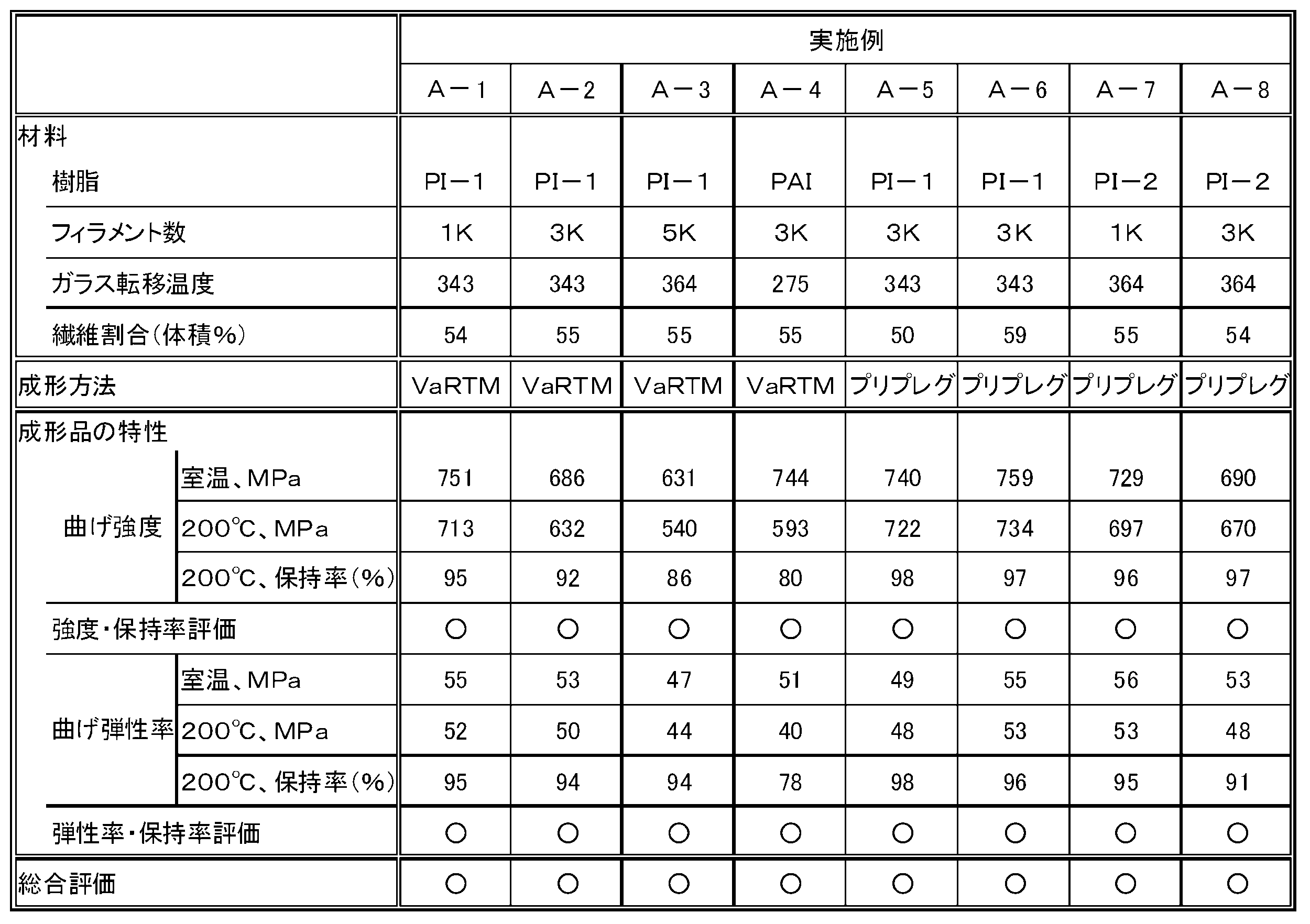
比較例A-1は、樹脂注入に実施例A-1の2.5倍の時間を要した。さらに実施例A-1と同一樹脂注入時間ではVaRTMにより製造された試験片にボイドが発生した。
また、上記材料で図1に示す保持器を作製して、耐熱軸受鋼M50材からなる深溝玉軸受に組み込み、DN値が160万で、かつ雰囲気温度が200℃の条件で回転する軸に取り付け、BP社製ターボオイル2197を潤滑油として外部から供給させ、軸受試験を行なった。この条件で2時間運転したが、実施例A-1~実施例A-16の保持器を用いた転がり軸受は異常を認めなかった。
[実施例B-1~B-21、比較例B-1~B-3]
これらの実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表4、表5および表6に示す。
(A)高分子化合物(樹脂)
(1)EP-1:トリメチロールプロパントリグリシジルエーテル樹脂(ナガセケムテックス社製デナコールEX-321L)、酸無水物硬化剤(協和発酵ケミカル社製DEGAN)、硬化促進剤(四国化成工業社製OR-2E4MZ)
(2)PAI:ポリアミドイミド樹脂(ソルベイアドバンストポリマーズ社製トーロン4000T-LV)
(3)PI-1:ビフェニルポリイミド樹脂(宇部興産社製PETI330)
(4)EP-2:エポキシ樹脂プリプレグ(東邦テナックス社製101)
(5)BMI-1:ビスマレイミド樹脂プリプレグ(東邦テナックス社製301)
(6)PI-2:ビフェニルポリイミド樹脂プリプレグ(宇部興産社製PETI365)
(B)炭素繊維材(織布)
(1)1K:織布(三菱レイヨン社製TR1120(1K・平織))
(2)3K:織布(三菱レイヨン社製TR3110M(3K・平織))
(3)5K:織布(1Kの糸を5単位分重ね合わせたものを平織(単位重量約300g/m2)とした。)
(4)6K:織布(三菱レイヨン社製TR6120M(6K・平織))
これらの実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表4、表5および表6に示す。
(A)高分子化合物(樹脂)
(1)EP-1:トリメチロールプロパントリグリシジルエーテル樹脂(ナガセケムテックス社製デナコールEX-321L)、酸無水物硬化剤(協和発酵ケミカル社製DEGAN)、硬化促進剤(四国化成工業社製OR-2E4MZ)
(2)PAI:ポリアミドイミド樹脂(ソルベイアドバンストポリマーズ社製トーロン4000T-LV)
(3)PI-1:ビフェニルポリイミド樹脂(宇部興産社製PETI330)
(4)EP-2:エポキシ樹脂プリプレグ(東邦テナックス社製101)
(5)BMI-1:ビスマレイミド樹脂プリプレグ(東邦テナックス社製301)
(6)PI-2:ビフェニルポリイミド樹脂プリプレグ(宇部興産社製PETI365)
(B)炭素繊維材(織布)
(1)1K:織布(三菱レイヨン社製TR1120(1K・平織))
(2)3K:織布(三菱レイヨン社製TR3110M(3K・平織))
(3)5K:織布(1Kの糸を5単位分重ね合わせたものを平織(単位重量約300g/m2)とした。)
(4)6K:織布(三菱レイヨン社製TR6120M(6K・平織))
これらの実施例および比較例に用いる成形方法を以下に示す。
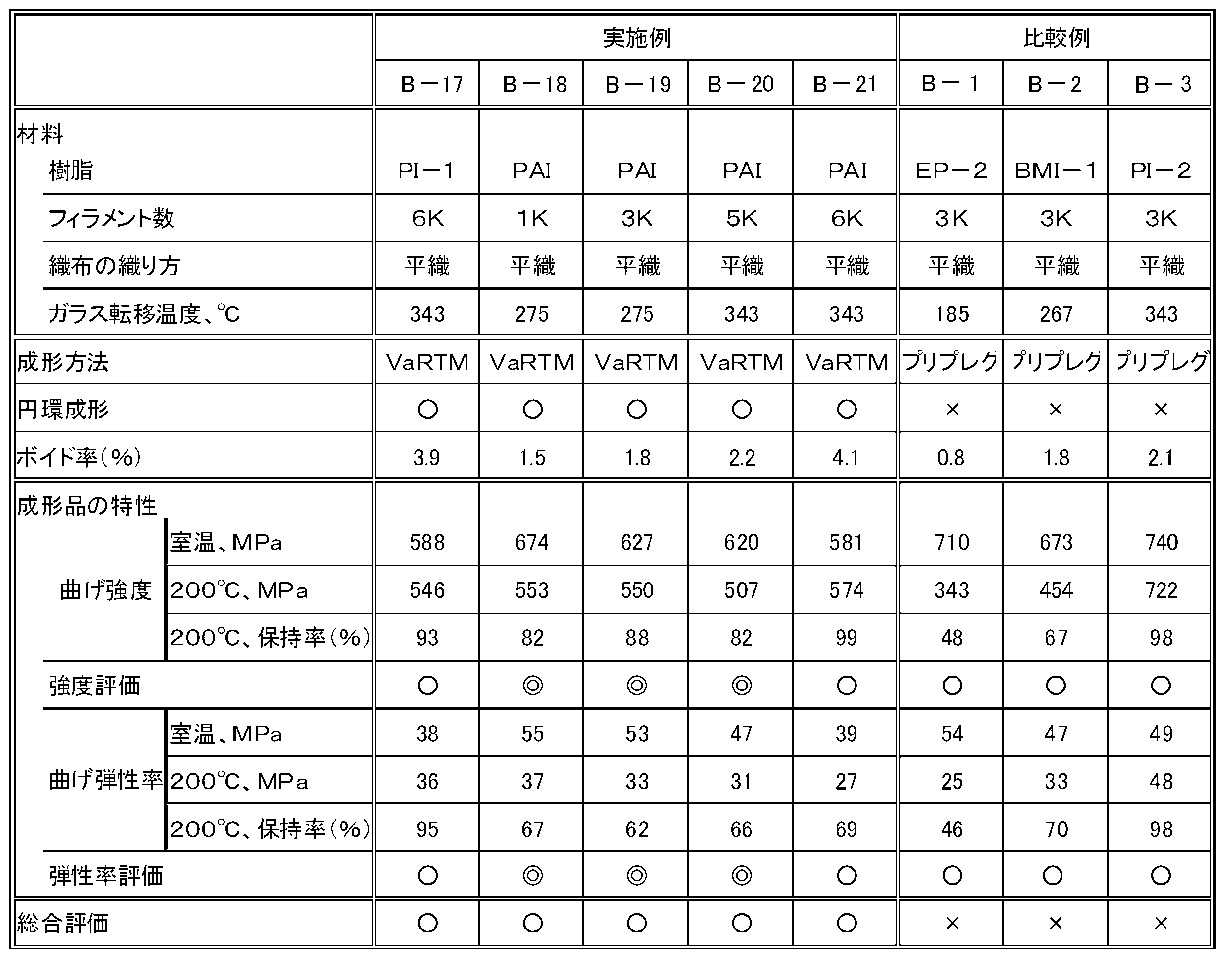
(1)RTMまたはVaRTM法による円環成形とその評価
RTMまたはVaRTM法に用いた成形機を図5に示す。図5は成形機の断面図である。この成形機30は、円筒状シリンダー31の内部に、このシリンダー31の内径より小径のプリフォーム用マンドレル32が同心に配置されている。マンドレル32の上下には上型金型33およびゲートプレート34がシリンダー31の内径に密接して配置されている。上型金型33にはプリフォーム用マンドレル32を突き出すエジェクターピン35a、ゲートプレート34を突き出すエジェクターピン35bからなるエジェクターピン35を備えている。ゲートプレート34にはゲート36が円周縁に設けられ、このゲートに注入される樹脂を収納する樹脂収納部38がゲートプレート34の下面とエンドプレート37の上面との間に形成されている。なお、シリンダー31の外周には、シリンダー内部を加熱するためのヒーター39が設けられている。
(1)RTMまたはVaRTM法による円環成形とその評価
RTMまたはVaRTM法に用いた成形機を図5に示す。図5は成形機の断面図である。この成形機30は、円筒状シリンダー31の内部に、このシリンダー31の内径より小径のプリフォーム用マンドレル32が同心に配置されている。マンドレル32の上下には上型金型33およびゲートプレート34がシリンダー31の内径に密接して配置されている。上型金型33にはプリフォーム用マンドレル32を突き出すエジェクターピン35a、ゲートプレート34を突き出すエジェクターピン35bからなるエジェクターピン35を備えている。ゲートプレート34にはゲート36が円周縁に設けられ、このゲートに注入される樹脂を収納する樹脂収納部38がゲートプレート34の下面とエンドプレート37の上面との間に形成されている。なお、シリンダー31の外周には、シリンダー内部を加熱するためのヒーター39が設けられている。
図5に示す成形機を用いて、φ50mmのプリフォーム用マンドレル32に各実施例に記載の織布40を厚さ10mmとなるように巻きつけて外径側からフィルムまたはポリテトラフルオロエチレンシールテープで固定した。RTM法の場合は常圧で、VaRTM法の場合は成形機一式を真空槽内にセットし、ロータリーポンプで真空引きを行なった。上から油圧シリンダーで上型金型33を押し、ゲート36を介してプリフォーム用マンドレル32の端面より各実施例記載の樹脂41を流し込み、一定時間保持後に昇温し、樹脂を熱硬化させた。成形機を冷却し、型から取り出した後、カッター等で切断し、外周部に生じたシワの状況を確認した。シワが生じたものを「×」、シワなく円環成形できたものを「○」と表記した。
(2)プリプレグを用いたシートワインディング成形法による円環成形
プリプレグを幅100mmに裁断し、φ50mmのマンドレルに厚さ10mmとなるように巻き付けて、外径側からポリテトラフルオロエチレンシールテープ等を巻きつけることで成形圧力を加えた。マンドレルごと一定温度に保持した恒温槽に静置し、熱硬化させた。硬化後、円環をカッター等で切断し、外周部に生じたシワの状況を確認した。シワが生じたものを「×」、不具合のなかったものを「○」と表記した。
プリプレグを幅100mmに裁断し、φ50mmのマンドレルに厚さ10mmとなるように巻き付けて、外径側からポリテトラフルオロエチレンシールテープ等を巻きつけることで成形圧力を加えた。マンドレルごと一定温度に保持した恒温槽に静置し、熱硬化させた。硬化後、円環をカッター等で切断し、外周部に生じたシワの状況を確認した。シワが生じたものを「×」、不具合のなかったものを「○」と表記した。
(3)試験片の作成
織布を100mm×100mmに裁断後、成形厚約2±0.3mmとなるように積層し、サイドに樹脂注入ゲートのある金型にセットした。金型類一式を真空槽内で密封し、ロータリーポンプで排気しながらリングヒータで加熱して(RTM成形の場合は常圧)、溶融温度以上で樹脂を注入し加熱圧縮成形を行なった。金型を冷却して取り出し、ポストキュア後、カッター等の機械的加工で試験片を準備し、JISK7074-1998に準拠した曲げ試験(25℃および200℃)を行なった。
織布を100mm×100mmに裁断後、成形厚約2±0.3mmとなるように積層し、サイドに樹脂注入ゲートのある金型にセットした。金型類一式を真空槽内で密封し、ロータリーポンプで排気しながらリングヒータで加熱して(RTM成形の場合は常圧)、溶融温度以上で樹脂を注入し加熱圧縮成形を行なった。金型を冷却して取り出し、ポストキュア後、カッター等の機械的加工で試験片を準備し、JISK7074-1998に準拠した曲げ試験(25℃および200℃)を行なった。
(4)評価方法
(4-1)ボイド率(空洞率)算出
上記(1)および(2)の円環成形方法で成形後の試験片をアルキメデス法により密度を測定した。また、その試験片のボイド率をJISK7053に従って、下記[式1]より算出した。
ボイド率(%)=100×(試験片理論密度-試験片実際の密度)/試験片の理論密度・・・[式1]
また、試験片の理論密度は下記[式2]より算出した。
試験片の理論密度=100÷[(繊維重量÷繊維密度)+(樹脂重量÷樹脂密度)]・・・[式2]
(4-1)ボイド率(空洞率)算出
上記(1)および(2)の円環成形方法で成形後の試験片をアルキメデス法により密度を測定した。また、その試験片のボイド率をJISK7053に従って、下記[式1]より算出した。
ボイド率(%)=100×(試験片理論密度-試験片実際の密度)/試験片の理論密度・・・[式1]
また、試験片の理論密度は下記[式2]より算出した。
試験片の理論密度=100÷[(繊維重量÷繊維密度)+(樹脂重量÷樹脂密度)]・・・[式2]
(4-2)機械的強度
上記(3)の方法で得られた試験片について、曲げ強度が600MPa以上であり、かつ200℃での曲げ強度保持率が50%以上であるものを強度・保持率評価「◎」とした。曲げ強度が400MPa以上600MPa未満であるものを強度・保持率評価「○」とした。
同様に曲げ弾性率が40GPa以上であり、かつ200℃における曲げ弾性率保持率が50%以上であるものを弾性率・保持率評価「◎」とした。曲げ弾性率が35GPa以上40GPa未満であるものを弾性率・保持率評価「○」とした。
円環成形および機械的強度評価の全ての項目が「○」または「◎」であったものを総合評価「○」とした。
上記(3)の方法で得られた試験片について、曲げ強度が600MPa以上であり、かつ200℃での曲げ強度保持率が50%以上であるものを強度・保持率評価「◎」とした。曲げ強度が400MPa以上600MPa未満であるものを強度・保持率評価「○」とした。
同様に曲げ弾性率が40GPa以上であり、かつ200℃における曲げ弾性率保持率が50%以上であるものを弾性率・保持率評価「◎」とした。曲げ弾性率が35GPa以上40GPa未満であるものを弾性率・保持率評価「○」とした。
円環成形および機械的強度評価の全ての項目が「○」または「◎」であったものを総合評価「○」とした。
各表に示す組成、成形方法で炭素繊維複合材料を成形して試験片を製作し、上記評価方法で評価した。なお、成形品の特性は上記(3)の方法で作成した試験片を用いた。結果を表4、表5および表6に示す。
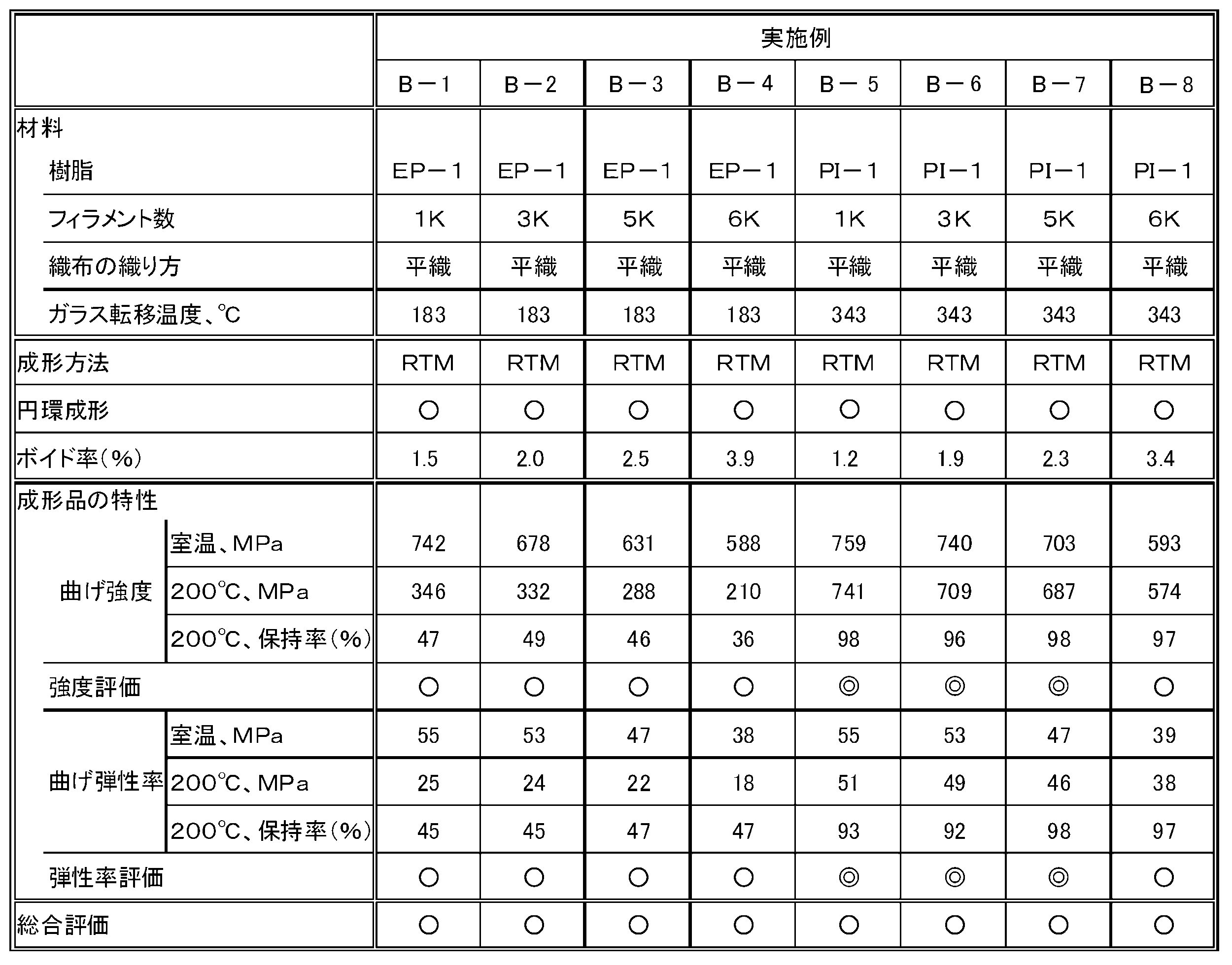

上記材料で図1に示す保持器を作製して、耐熱軸受鋼M50材からなる深溝玉軸受に組み込み、DN値が160万で回転する軸に取り付け、BP社製ターボオイル2197を潤滑油として外部から供給しながら、雰囲気温度200℃の条件で軸受試験を行なった。この条件で2時間運転したが実施例B-5~実施例B-21の保持器を用いた転がり軸受は異常を認めなかった。
[実施例C-1~C-17、比較例C-1~C-13]
実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表7~表10に示す。
(A)母材樹脂およびプリプレグ
(1)PI-A:ビフェニルポリアミック酸ワニス(宇部興産社製U-ワニス―S)
(2)PI-B:ポリアミック酸ワニス(IST社製スカイボンド700)
(3)BMI:ビスマレイミド樹脂(大和化成工業社製BMI-1000)
(4)EP:トリメチロールプロパントリグリシジルエーテル樹脂(ナガセケムテックス社製デナコールEX-321L)、酸無水物硬化剤(協和発酵ケミカル社製DEGAN)、硬化促進剤(四国化成工業社製OR-2E4MZ)
(B)炭素繊維材
(1)平織:織布(三菱レイヨン社製TR3110M(3K・平織))
(2)UD:一方向材(三菱レイヨン社製TR30S 3L)
実施例および比較例に用いる原材料を一括して以下に示す。また、配合割合を表7~表10に示す。
(A)母材樹脂およびプリプレグ
(1)PI-A:ビフェニルポリアミック酸ワニス(宇部興産社製U-ワニス―S)
(2)PI-B:ポリアミック酸ワニス(IST社製スカイボンド700)
(3)BMI:ビスマレイミド樹脂(大和化成工業社製BMI-1000)
(4)EP:トリメチロールプロパントリグリシジルエーテル樹脂(ナガセケムテックス社製デナコールEX-321L)、酸無水物硬化剤(協和発酵ケミカル社製DEGAN)、硬化促進剤(四国化成工業社製OR-2E4MZ)
(B)炭素繊維材
(1)平織:織布(三菱レイヨン社製TR3110M(3K・平織))
(2)UD:一方向材(三菱レイヨン社製TR30S 3L)
表7、表8および表10に示す母材樹脂を各表に示す割合で計量し、各表に示す炭素繊維織布または1方向材に刷毛塗りし、さらにローラーで均一となるように延ばした。これを100℃に予熱した恒温槽内に10分間静置し、溶媒を揮発させ、プリプレグを作成した。このプリプレグを100mm平方に裁断し、10~40枚重ね合わせた後、金型にセットした。200~250℃で圧縮成形の後、母材樹脂を350~380℃で熱硬化させ、幅45mm、長さ45mm、厚さ約2~8mmの平板を製作した。表面をサンドペーパ(#240~#800)でスキン層を除去し、表面粗さを調整した後、サバン型摩擦摩耗試験機の試験片とした。得られた試験片を用いて、以下の評価試験を行なった。
表7、表8および表10において、繊維断面とは保持器ポケット部表面を、繊維面とは保持器内径面または外径面をそれぞれ表す。また、比較例C-1~C-6は、保持器として、金属製保持器を用いた例である。金属材料はニッケルクロムモリブデン鋼(SAE4340)を用いて、この金属材料に銀めっきを施さない場合(比較例C-1~C-3)および銀めっきを施して場合(比較例C-4~C-6)である。
表7、表8および表10において、繊維断面とは保持器ポケット部表面を、繊維面とは保持器内径面または外径面をそれぞれ表す。また、比較例C-1~C-6は、保持器として、金属製保持器を用いた例である。金属材料はニッケルクロムモリブデン鋼(SAE4340)を用いて、この金属材料に銀めっきを施さない場合(比較例C-1~C-3)および銀めっきを施して場合(比較例C-4~C-6)である。
<ドライラン試験>
上記のように得られた平板試験片を用いて摩擦試験を行なった。図6は摩擦試験機を示す図である。図6(a)は正面図を、図6(b)は側面図をそれぞれ表す。
回転軸52にSUJ2からなる相手材51を取り付け、アーム部53のエアスライダー55に鋼鈑54を固定する。相手材51は所定の荷重56を図面上方から印加されながら平板試験片に回転接触する。相手材51を回転させたときに発生する摩擦力はロードセル57により検出される。
MIL-PRF-23699適合の潤滑油(BP社製ターボオイル2380)をマイクロシリンジで1μl計量し、相手材51に塗布した。この状態で、荷重50N、滑り速度0.5m/秒の条件で摩擦試験を実施した。摩擦係数が上昇するまでの運転時間をドライラン状態での耐久性として評価した。なお、試験時間は60分を上限として、摩擦係数が0.5をこえる、または無潤滑時の摩擦係数と同等になるまでの時間を記録した。摩擦係数の経時変化の例として、実施例C-1を図7に、比較例C-1を図8に、比較例C-3を図9、比較例C-10を図10にそれぞれ示す。
ドライラン性能を擦係数上昇時間として各表に示した。また、摩擦上昇時間が60分以上であったものについては、相手材攻撃性を調査した。相手材の断面曲線を表面形状粗さ測定器で測定し、摩耗深さを相対摩耗量として各表に記載した。
上記のように得られた平板試験片を用いて摩擦試験を行なった。図6は摩擦試験機を示す図である。図6(a)は正面図を、図6(b)は側面図をそれぞれ表す。
回転軸52にSUJ2からなる相手材51を取り付け、アーム部53のエアスライダー55に鋼鈑54を固定する。相手材51は所定の荷重56を図面上方から印加されながら平板試験片に回転接触する。相手材51を回転させたときに発生する摩擦力はロードセル57により検出される。
MIL-PRF-23699適合の潤滑油(BP社製ターボオイル2380)をマイクロシリンジで1μl計量し、相手材51に塗布した。この状態で、荷重50N、滑り速度0.5m/秒の条件で摩擦試験を実施した。摩擦係数が上昇するまでの運転時間をドライラン状態での耐久性として評価した。なお、試験時間は60分を上限として、摩擦係数が0.5をこえる、または無潤滑時の摩擦係数と同等になるまでの時間を記録した。摩擦係数の経時変化の例として、実施例C-1を図7に、比較例C-1を図8に、比較例C-3を図9、比較例C-10を図10にそれぞれ示す。
ドライラン性能を擦係数上昇時間として各表に示した。また、摩擦上昇時間が60分以上であったものについては、相手材攻撃性を調査した。相手材の断面曲線を表面形状粗さ測定器で測定し、摩耗深さを相対摩耗量として各表に記載した。
<熱劣化試験>
各平板試験片を300℃の雰囲気で放置し、500時間後、室温での曲げ強度の保持率を求めた。曲げ強度の評価方法はJISK7074(1988)に準拠した。保持率が50%以上であったものを耐熱性「○」として各表に記載した。
各平板試験片を300℃の雰囲気で放置し、500時間後、室温での曲げ強度の保持率を求めた。曲げ強度の評価方法はJISK7074(1988)に準拠した。保持率が50%以上であったものを耐熱性「○」として各表に記載した。
<総合評価>
ドライラン試験において、摩擦係数が上昇するまでの時間が長く、かつ相手材の攻撃性が低く、かつ母材樹脂としての耐熱劣化性に優れるものを「○」と表記した。
ドライラン試験において、摩擦係数が上昇するまでの時間が長く、かつ相手材の攻撃性が低く、かつ母材樹脂としての耐熱劣化性に優れるものを「○」と表記した。
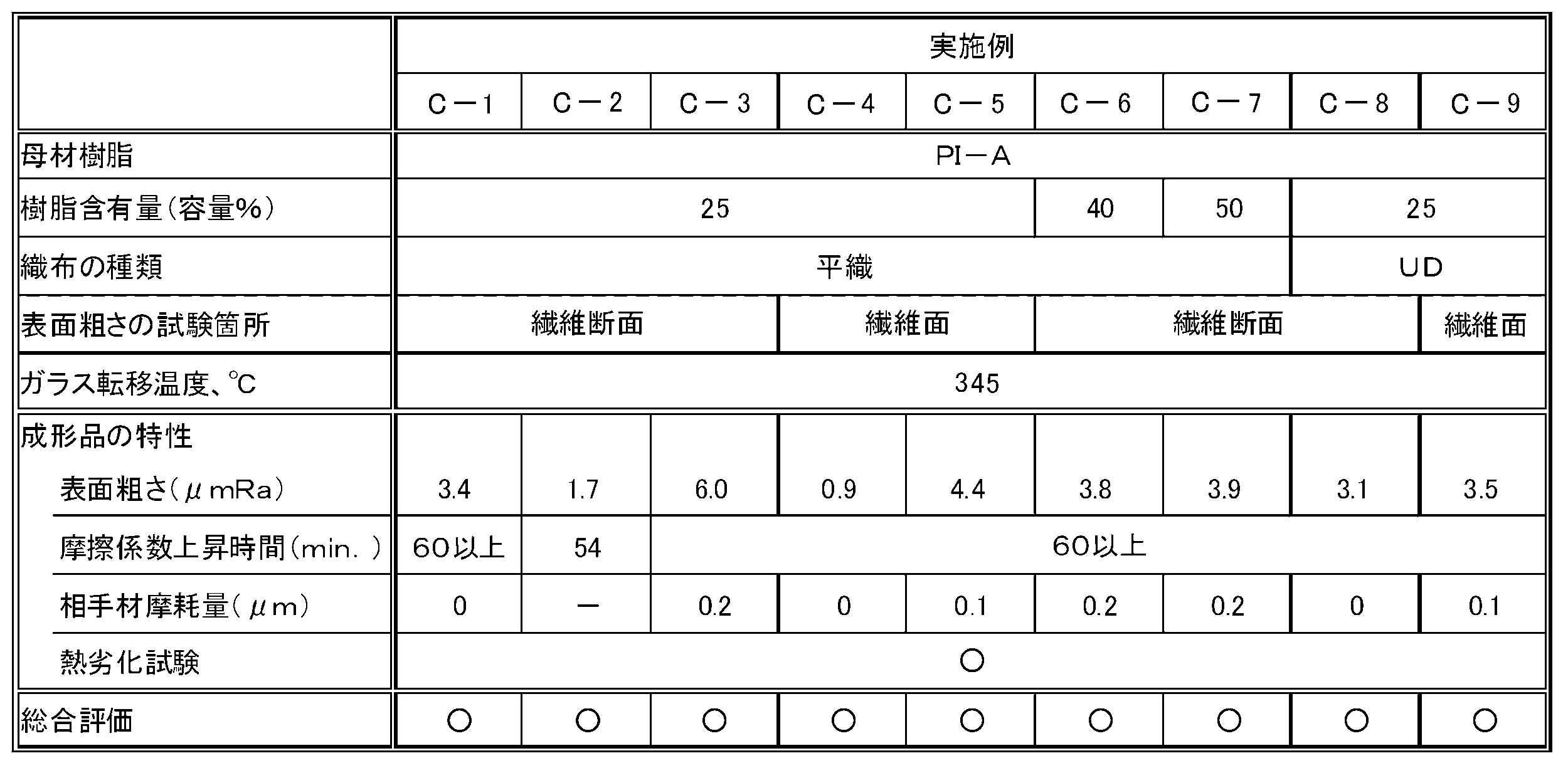
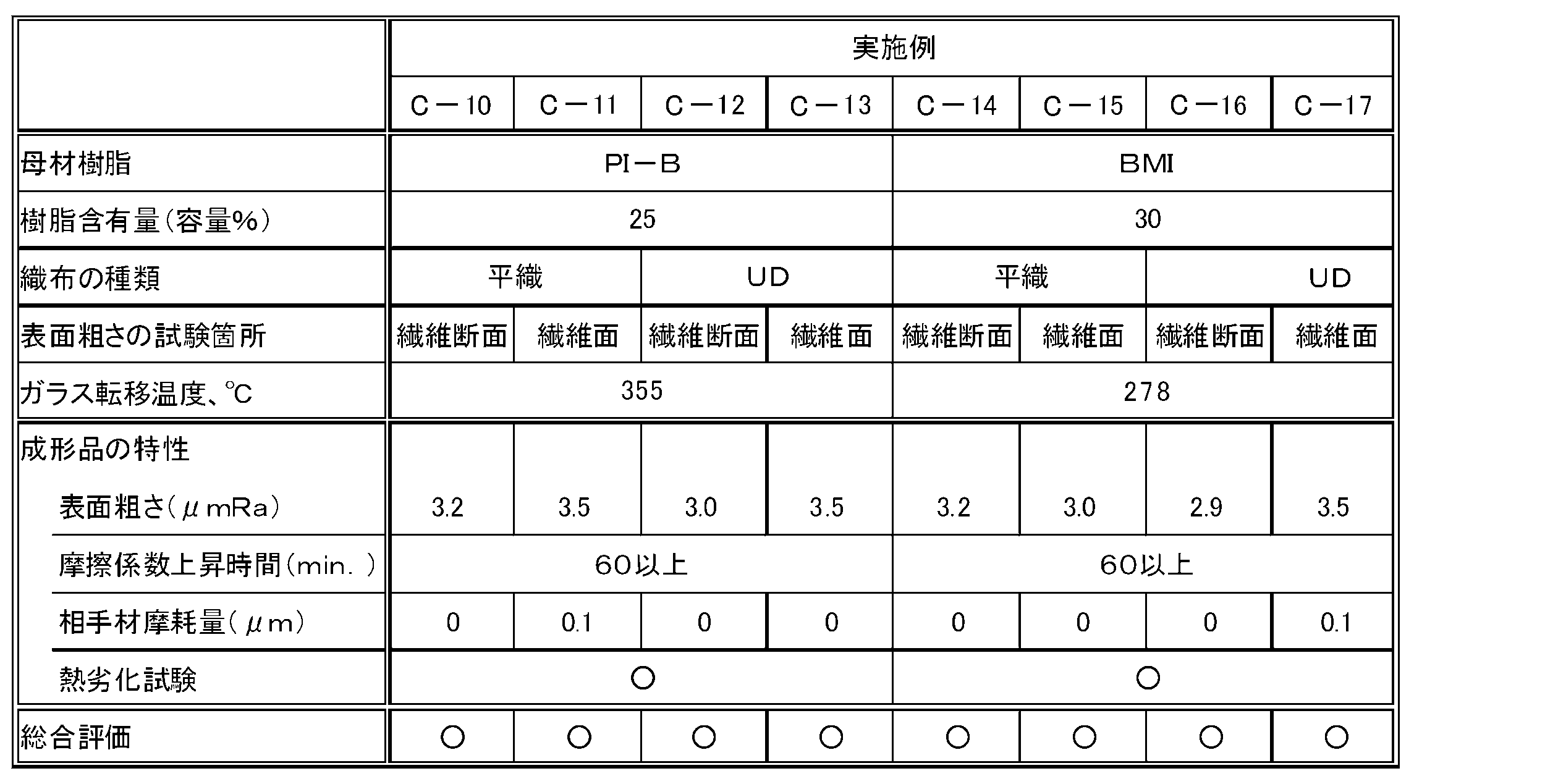
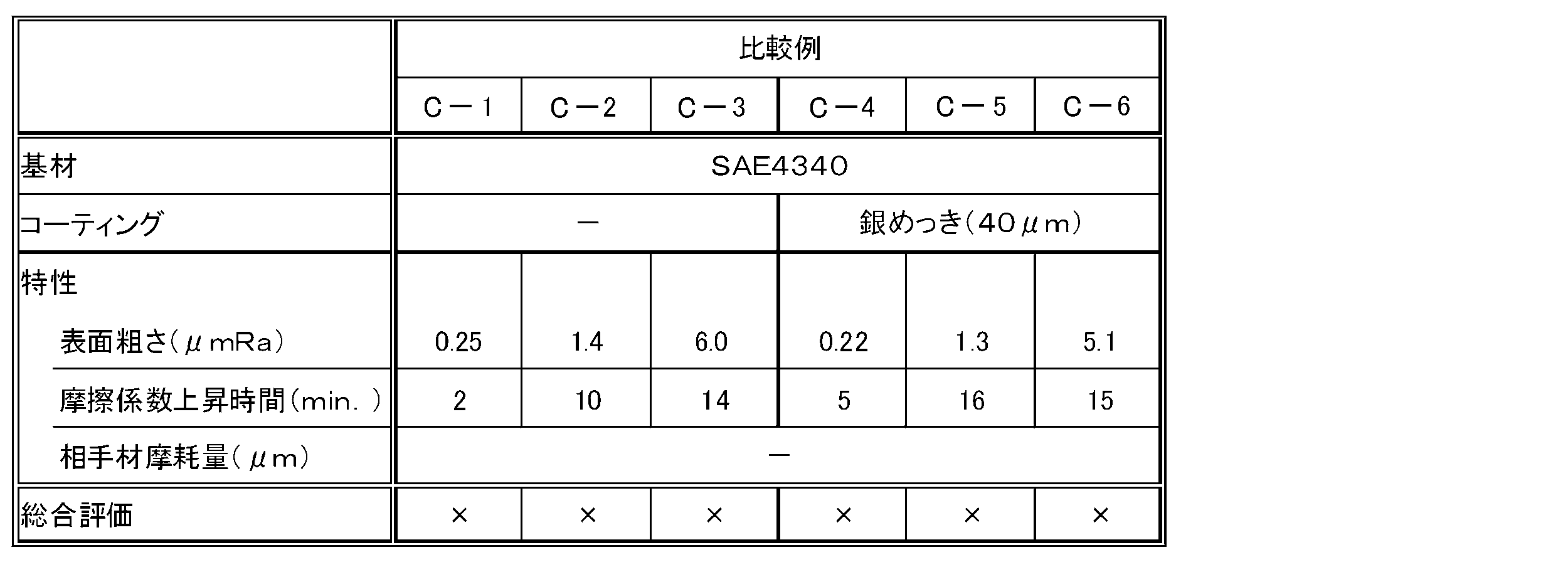
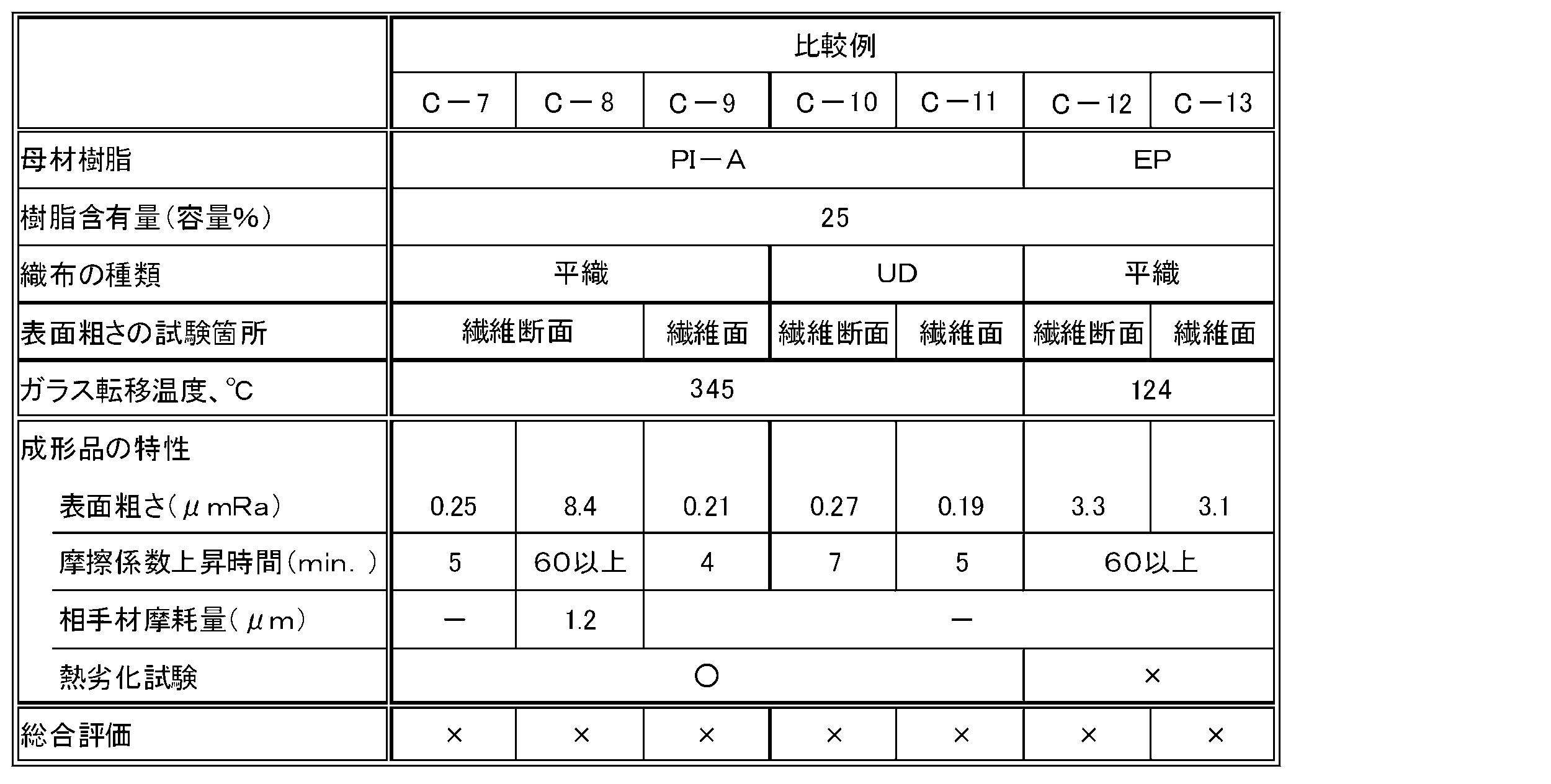
表7~表10に示すように、実施したドライラン試験の条件において銀めっき処理(比較例C-4~C-6)は耐摩耗性が低く、摺動早期から基材に達し摩擦係数が上昇し始めた。これに対して実施例C-1~C-17に示す炭素繊維複合材料は、炭素繊維が荷重点となり潤滑油を適当な表面粗さの谷部に保持することで、優れたドライラン性能を有する。特に、表面粗さが0.8μmRa以上では摩擦係数が上昇するまでの時間が長く、ドライラン性能に有効であることが分かった(実施例C-1~C-17)。
また、表面粗さが6.5μmRa以上となる8.4μmRaの比較例C-8においては、炭素繊維の相手材への攻撃性(アブレッシブ摩耗)が確認された。
また、表面粗さが6.5μmRa以上となる8.4μmRaの比較例C-8においては、炭素繊維の相手材への攻撃性(アブレッシブ摩耗)が確認された。
各実施例に示す炭素繊維複合材料を用いて保持器を作製して、耐熱軸受鋼M50材からなる深溝玉軸受に組み込み、DN値が160万で回転する軸に取り付け、BP社製ターボオイル2197を潤滑油として外部から供給しながら、雰囲気温度200℃の条件で軸受試験を行なった。この条件で2時間運転したが各実施例の保持器を用いた転がり軸受は異常を認めなかった。
本発明の転がり軸受用保持器は、高速および高温に優れるため、航空機ジェットエンジンやガスタービンのように高速で回転する主軸を支持するために使用される高速回転用転がり軸受に用いる保持器として利用できる。また、ドライラン特性を必要とする転がり軸受に用いる保持器として利用できる。また、母材となる樹脂を所定の芳香族ポリイミド樹脂とすることで、エンジン熱によるソークバックにも耐えられる保持器として利用できる。
1 保持器
2 保持器本体
3 転動体保持用ポケット
4 転がり軸受
5 内輪
6 外輪
7 転動体
11 外輪
12 内輪
13 ころ
14 保持器
15 保持器案内面
16 外輪
17 内輪
18 ボール
19 保持器
20 保持器案内面
30 成形機
31 円筒状シリンダー
32 プリフォーム用マンドレル
33 上型金型
34 ゲートプレート
35 エジェクターピン
36 ゲート
37 エンドプレート
38 樹脂収納部
39 ヒーター
40 織布
41 樹脂
51 相手材
52 回転軸
53 アーム部
54 鋼鈑
55 エアスライダー
56 荷重
57 ロードセル
2 保持器本体
3 転動体保持用ポケット
4 転がり軸受
5 内輪
6 外輪
7 転動体
11 外輪
12 内輪
13 ころ
14 保持器
15 保持器案内面
16 外輪
17 内輪
18 ボール
19 保持器
20 保持器案内面
30 成形機
31 円筒状シリンダー
32 プリフォーム用マンドレル
33 上型金型
34 ゲートプレート
35 エジェクターピン
36 ゲート
37 エンドプレート
38 樹脂収納部
39 ヒーター
40 織布
41 樹脂
51 相手材
52 回転軸
53 アーム部
54 鋼鈑
55 エアスライダー
56 荷重
57 ロードセル
Claims (24)
- 母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料を成形してなる転がり軸受用保持器であって、
前記炭素繊維材は、モノフィラメントが1000本~5000本の繊維束、または該繊維束を用いた織布もしくは一方向材であり、
前記高分子化合物が熱硬化性樹脂であることを特徴とする転がり軸受用保持器。 - 前記熱硬化性樹脂の熱硬化後のガラス転移温度が200℃以上であることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記熱硬化性樹脂は、芳香族イミド結合を分子内に含むイミド樹脂であることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記イミド樹脂は、付加型イミド樹脂であることを特徴とする請求項3記載の転がり軸受用保持器。
- 前記付加型イミド樹脂が、ビスマレイミド樹脂であることを特徴とする請求項4記載の転がり軸受用保持器。
- 前記イミド樹脂は、芳香族ポリイミドオリゴマー樹脂であることを特徴とする請求項3記載の転がり軸受用保持器。
- 前記芳香族ポリイミドオリゴマー樹脂は、分子鎖が屈曲して捩れた立体構造から芳香族面が非平面となる非対称イミド樹脂であることを特徴とする請求項6記載の転がり軸受用保持器。
- 前記非対称イミド樹脂がビフェニルテトラカルボン酸無水物を酸無水物成分として含むイミド樹脂であることを特徴とする請求項7記載の転がり軸受用保持器。
- 前記イミド樹脂は、芳香族イミド結合を分子内に含む溶剤可溶性樹脂であることを特徴とする請求項3記載の転がり軸受用保持器。
- 前記溶剤可溶性樹脂がポリアミドイミド樹脂またはポリアミック酸を分子内に含むポリイミド樹脂であることを特徴とする請求項9記載の転がり軸受用保持器。
- 前記熱硬化性樹脂が、芳香族イミド結合を分子内に含むイミド樹脂を少なくとも80質量%以上含む樹脂であることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記熱硬化性樹脂が、酸無水物硬化エポキシ樹脂であることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記モノフィラメントの繊維径が4~10μmであることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記織布が平織の織布であることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記炭素繊維複合材料全体に対して、前記炭素繊維材が45体積%~80体積%含まれていることを特徴とする請求項1記載の転がり軸受用保持器。
- 前記炭素繊維複合材料の25℃での曲げ強度が600MPa以上であり、かつ200℃における前記曲げ強度保持率が前記25℃での曲げ強度値の50%以上であることを特徴とする請求項15記載の転がり軸受用保持器。
- 前記炭素繊維複合材料の25℃での弾性率が35GPa以上であり、かつ200℃における前記弾性率保持率が前記25℃での弾性率値の50%以上であることを特徴とする請求項15記載の転がり軸受用保持器。
- 前記保持器は、前記炭素繊維複合材料を用いてレジントランスファーモールディング法により成形してなることを特徴とする請求項1記載の転がり軸受用保持器。
- 内輪および外輪と、この内・外輪間に介在する複数の転動体と、この転動体を保持する保持器とを備える転がり軸受であって、
前記保持器が、請求項1記載の転がり軸受用保持器であることを特徴とする転がり軸受。 - 前記転がり軸受は、DN値が150万以上で、かつ使用温度が200℃以上となる用途に用いられることを特徴とする請求項19記載の転がり軸受。
- 前記転がり軸受が、航空機に搭載されるジェットエンジン主軸用軸受であることを特徴とする請求項19記載の転がり軸受。
- 前記転がり軸受が、円筒ころ軸受または玉軸受であることを特徴とする請求項19記載の転がり軸受。
- 前記転動体と摺接する前記保持器のポケット部の表面粗さが、0.8μmRa以上6.5μmRa以下であることを特徴とする請求項19記載の転がり軸受。
- 前記保持器の内径面および外径面から選ばれる少なくとも1つの面の表面粗さが、0.8μmRa以上6.5μmRa以下であることを特徴とする請求項19記載の転がり軸受。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/876,467 US20130182987A1 (en) | 2010-09-28 | 2011-09-28 | Cage for rolling bearing and rolling bearing |
| EP11829165.7A EP2623802A4 (en) | 2010-09-28 | 2011-09-28 | HOLDER FOR A BEARING BEARING AND ROLLING BEARING |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010217697A JP5872761B2 (ja) | 2010-09-28 | 2010-09-28 | 転がり軸受用保持器およびそれを用いた転がり軸受 |
| JP2010-217697 | 2010-09-28 | ||
| JP2010-219548 | 2010-09-29 | ||
| JP2010219548A JP5872762B2 (ja) | 2010-09-29 | 2010-09-29 | 転がり軸受の製造方法 |
| JP2011-041992 | 2011-02-28 | ||
| JP2011041992A JP2012180847A (ja) | 2011-02-28 | 2011-02-28 | 航空機用転がり軸受および保持器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012043612A1 true WO2012043612A1 (ja) | 2012-04-05 |
Family
ID=45893051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/072155 WO2012043612A1 (ja) | 2010-09-28 | 2011-09-28 | 転がり軸受用保持器および転がり軸受 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20130182987A1 (ja) |
| EP (1) | EP2623802A4 (ja) |
| WO (1) | WO2012043612A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015108141A1 (ja) * | 2014-01-17 | 2015-07-23 | Ntn株式会社 | 転がり軸受用保持器およびその製造方法、並びに転がり軸受 |
| WO2024203999A1 (ja) * | 2023-03-27 | 2024-10-03 | 東洋製罐グループホールディングス株式会社 | ピッチ系炭素繊維含有ビスマレイミド系樹脂成形体及びその製造方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013221682A1 (de) * | 2013-10-25 | 2015-04-30 | Aktiebolaget Skf | Käfig oder Käfigsegment für ein Wälzlager sowie Verfahren zu Herstellung des Käfigs oder Käfigsegments |
| DE102013225339A1 (de) * | 2013-12-10 | 2015-06-11 | Schaeffler Technologies AG & Co. KG | Wälzlagerkäfig |
| TWI592586B (zh) | 2015-02-04 | 2017-07-21 | Nsk Ltd | A cage for a rolling bearing and a rolling bearing, and a method for manufacturing the cage for a rolling bearing |
| EP3147549B1 (en) * | 2015-09-22 | 2018-08-01 | Airbus Defence and Space SA | Aircraft bleeding duct in composite material |
| CN107975498B (zh) * | 2016-10-24 | 2021-08-31 | 开利公司 | 用于离心压缩机的扩压器及具有其的离心压缩机 |
| US10761188B2 (en) | 2016-12-27 | 2020-09-01 | Microvision, Inc. | Transmitter/receiver disparity for occlusion-based height estimation |
| US10061441B2 (en) * | 2016-12-27 | 2018-08-28 | Microvision, Inc. | Touch interactivity with occlusions in returned illumination data |
| US11002855B2 (en) | 2016-12-27 | 2021-05-11 | Microvision, Inc. | Occlusion-based height estimation |
| US20190249715A1 (en) * | 2018-02-09 | 2019-08-15 | Aerocontrolex Group, Inc. | Ball bearing control assemblies |
| CH716627A1 (fr) * | 2019-09-23 | 2021-03-31 | Mft Dhorlogerie Audemars Piguet Sa | Matériau composite forgé. |
| US20210146640A1 (en) * | 2019-11-14 | 2021-05-20 | Saint-Gobain Performance Plastics Corporation | Preform, tooling, and process design for components made from long fiber materials |
| FR3145196A1 (fr) * | 2023-01-24 | 2024-07-26 | Skf | Cage en matériaux composites pour roulement. |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058042U (ja) | 1991-07-22 | 1993-02-02 | 光洋精工株式会社 | 転がり軸受用保持器 |
| JPH05209625A (ja) * | 1992-01-31 | 1993-08-20 | Ntn Corp | 転がり軸受用保持器及びその製造方法 |
| JP2004332899A (ja) | 2003-05-12 | 2004-11-25 | Ntn Corp | 固体潤滑転がり軸受 |
| JP2006117788A (ja) | 2004-10-21 | 2006-05-11 | Japan Aerospace Exploration Agency | 繊維強化ポリイミド複合材料の製造方法 |
| JP2010001971A (ja) | 2008-06-20 | 2010-01-07 | Nsk Ltd | 高速回転用転がり軸受 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3108018A (en) * | 1960-05-27 | 1963-10-22 | Du Pont | Resin coated graphitized fabric |
| US4376710A (en) * | 1981-03-30 | 1983-03-15 | Hughes Aircraft Company | High load carrying polyimide lubricative composites |
| US4622254A (en) * | 1981-08-31 | 1986-11-11 | Toray Industries, Inc. | Fiber material for reinforcing plastics |
| CA1317056C (en) * | 1987-05-06 | 1993-04-27 | Akihiro Yamaguchi | Thermosetting resin composition |
| US5880043A (en) * | 1991-04-03 | 1999-03-09 | Hoechst Aktiengesellschaft | Fiber-reinforced material and production and use thereof |
| JP3551846B2 (ja) * | 1998-11-25 | 2004-08-11 | 宇部興産株式会社 | 末端変性イミドオリゴマ−およびその硬化物 |
| US6368245B1 (en) * | 1999-04-26 | 2002-04-09 | Nsk Ltd. | Toroidal-type continuously variable transmission |
| JP2001221234A (ja) * | 2000-02-10 | 2001-08-17 | Nsk Ltd | 転がり軸受用保持器 |
| US7147378B2 (en) * | 2004-02-19 | 2006-12-12 | Gore Enterprise Holdings, Inc. | Low friction, abrasion-resistant bearing materials |
| JP2006316936A (ja) * | 2005-05-13 | 2006-11-24 | Ntn Corp | 転がり軸受 |
| WO2007058351A1 (ja) * | 2005-11-18 | 2007-05-24 | Nsk Ltd. | 樹脂製保持器及び転がり軸受 |
-
2011
- 2011-09-28 WO PCT/JP2011/072155 patent/WO2012043612A1/ja active Application Filing
- 2011-09-28 EP EP11829165.7A patent/EP2623802A4/en not_active Withdrawn
- 2011-09-28 US US13/876,467 patent/US20130182987A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058042U (ja) | 1991-07-22 | 1993-02-02 | 光洋精工株式会社 | 転がり軸受用保持器 |
| JPH05209625A (ja) * | 1992-01-31 | 1993-08-20 | Ntn Corp | 転がり軸受用保持器及びその製造方法 |
| JP2004332899A (ja) | 2003-05-12 | 2004-11-25 | Ntn Corp | 固体潤滑転がり軸受 |
| JP2006117788A (ja) | 2004-10-21 | 2006-05-11 | Japan Aerospace Exploration Agency | 繊維強化ポリイミド複合材料の製造方法 |
| JP2010001971A (ja) | 2008-06-20 | 2010-01-07 | Nsk Ltd | 高速回転用転がり軸受 |
Non-Patent Citations (2)
| Title |
|---|
| "Rolling Bearing Engineering", January 1978, pages: 362 |
| See also references of EP2623802A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015108141A1 (ja) * | 2014-01-17 | 2015-07-23 | Ntn株式会社 | 転がり軸受用保持器およびその製造方法、並びに転がり軸受 |
| WO2024203999A1 (ja) * | 2023-03-27 | 2024-10-03 | 東洋製罐グループホールディングス株式会社 | ピッチ系炭素繊維含有ビスマレイミド系樹脂成形体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2623802A4 (en) | 2016-05-04 |
| US20130182987A1 (en) | 2013-07-18 |
| EP2623802A1 (en) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012043612A1 (ja) | 転がり軸受用保持器および転がり軸受 | |
| US10767697B2 (en) | Sliding contact surface-forming material, slide bearing containing same, and method of using same in a moist environment | |
| US10767695B2 (en) | Sliding contact surface-forming material, slide bearing containing same, and method of using same in a moist environment | |
| US10458471B2 (en) | Sliding member | |
| US9702408B2 (en) | Rolling-bearing cage | |
| US9422927B2 (en) | Swash plate for swash plate compressor and swash plate compressor | |
| US9121442B2 (en) | Polymeric bearing articles for use in ultra-high pressure and velocity environments | |
| US20180258992A1 (en) | Sliding member | |
| JP2012180847A (ja) | 航空機用転がり軸受および保持器 | |
| JP5872761B2 (ja) | 転がり軸受用保持器およびそれを用いた転がり軸受 | |
| JP5249726B2 (ja) | 摺動部材用繊維強化樹脂組成物及び積層摺動部材 | |
| JP2012132535A (ja) | 転がり軸受用保持器及び転がり軸受 | |
| JP5120098B2 (ja) | 高速回転用転がり軸受 | |
| US9695873B2 (en) | Plain bearing | |
| JP5872762B2 (ja) | 転がり軸受の製造方法 | |
| Ming et al. | Tribological properties of self-lubricating spherical plain bearings with PTFE/PPS fabric liners | |
| EP2955401B1 (en) | Plain bearing | |
| JP2014013036A (ja) | 斜板式コンプレッサの斜板およびその製造方法、並びに斜板式コンプレッサ | |
| JP2003049841A (ja) | 転動装置および転動装置用保持器 | |
| JP5141485B2 (ja) | 高速回転用転がり軸受用保持器の製造方法 | |
| CN115058895B (zh) | 纤维复合材料及其制备方法和应用 | |
| KR101345545B1 (ko) | 하이브리드 테이퍼 베어링 | |
| CN117624721A (zh) | 梯度孔隙多孔复合材料及其制备方法 | |
| CN117249162A (zh) | 一种风电用芳纶晶须改性高分子滑动轴承及其制备方法 | |
| JP2001032178A (ja) | 耐熱性無端管状体とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11829165 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13876467 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011829165 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011829165 Country of ref document: EP |