WO2012002567A1 - Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance - Google Patents
Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance Download PDFInfo
- Publication number
- WO2012002567A1 WO2012002567A1 PCT/JP2011/065416 JP2011065416W WO2012002567A1 WO 2012002567 A1 WO2012002567 A1 WO 2012002567A1 JP 2011065416 W JP2011065416 W JP 2011065416W WO 2012002567 A1 WO2012002567 A1 WO 2012002567A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- toughness
- less
- wear
- delayed fracture
- steel
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention has a thickness of 4 mm or more suitable for construction machines, industrial machines, ship building, steel pipes, civil engineering, construction, etc.
- the present invention relates to a steel plate (abrasion resist steel plate or steel sheet), and in particular, to a material having excellent weld toughness and delayed fracture resistance.
- wear-resistant steel plates are generally cold cracking sensitive, have poor weld toughness, and when used in welded steel structures, rocks and earth and sand. In general, it is used as a liner on the surface of a steel member that comes into contact with the steel member.
- a dumped motor lorry vessel may be used by attaching a wear-resistant steel plate only to the surface of the vessel in contact with earth and sand after being assembled by welding using mild steel. .
- Patent Document 1 relates to a wear-resistant steel sheet excellent in delayed fracture resistance and a method for producing the same, and in order to improve delayed fracture resistance, a low Si-low P-low S-Cr, Mo, Nb composition is used. It describes that steel containing one or more of Cu, V, Ti, B and Ca is directly quenched (also referred to as direct quenching, DQ) and tempered as necessary.
- Patent Document 2 relates to a method of manufacturing steel and steel products with high wear resistance, and in the 0.24 to 0.3 C-Ni, Cr, Mo, B system, a parameter formula consisting of the content of these elements (parameter meter formula). ) And a martensite or martensite bainite structure containing 5 to 15% by volume of austenite, and steel with improved wear resistance is described. Further, it is described that the steel of the component is cooled at a cooling rate of 1 ° C./second or more between an austenizing temperature and 450 ° C.
- Patent Document 3 relates to a wear-resistant steel material excellent in toughness and delayed fracture resistance, and a method for producing the same, and has a component composition that requires Cr, Ti, and B and a surface layer that is tempered martensite.
- Patent Document 4 relates to a wear-resistant steel material excellent in toughness and delayed fracture resistance, and a method for producing the same, and a component composition in which Cr, Ti, and B are essential, a surface layer is martensite, and an internal part is martensite and lower bainite. Elongation rate of prior austenite grains expressed by the ratio of the prior austenite grain size in the rolling direction to the former austenite grain size at the center of the plate thickness in the mixed basin or lower bainite single phase structure. It is described that a steel material and steel having the component composition are directly quenched after hot rolling at 900 ° C. or less and a cumulative reduction ratio of 50% or more.
- Patent Document 5 relates to a wear resistant steel excellent in weldability, wear resistance and corrosion resistance of a welded portion, and a method for producing the same, and uses 4 to 9 mass% of Cr as an essential element, Cu, Ni Steel that satisfies one or two of the above, satisfying the parameter formula consisting of the content of the specific component, and steel of the component composition after hot rolling at a cumulative reduction of 30% or higher at 950 ° C. or lower, and at Ac3 or higher It is described that reheating and quenching are performed.
- the conventional wear-resistant steel sheet has a high sensitivity to cold cracking in the welded portion, and in order to prevent cold cracking, preheating and postheating are performed before and after welding. It was necessary to reduce the release of hydrogen in the steel sheet and the residual stress.
- Patent Documents 1 and 2 do not describe improving the toughness of the welded portion in wear-resistant steel, and Patent Documents 3 and 4 also define the microstructure for the purpose of improving the toughness of the base material.
- Patent Document 5 has examined weldability and wear resistance of welds, but is not intended to improve weld toughness, and wear resistant steel proposed in Patent Documents 1 to 5 and the like. However, it has not reached to improve both the toughness of the weld and the delayed fracture resistance. Accordingly, an object of the present invention is to provide a wear-resistant steel sheet that is excellent in toughness and delayed fracture resistance of welds without causing a decrease in productivity and an increase in manufacturing cost.
- the weld zone toughness means the toughness of the weld heat-affected zone
- the excellent weld zone toughness means that the toughness is particularly excellent in the bond zone and the low temperature temper embrittlement temperature range.
- the present inventors have made various factors that determine the chemical composition, manufacturing method, and microstructure of a steel sheet in order to ensure the toughness and delayed fracture resistance of a welded part for wear-resistant steel sheets.
- the following findings were obtained through earnest research.
- the present invention has been made by further studying the obtained knowledge, that is, the present invention 1.
- C 0.20 to 0.30%
- Si 0.05 to 1.0%
- Mn 0.40 to 1.2%
- P 0.010% or less
- S 0.005 % Or less
- Cr 0.40 to 1.5%
- Nb 0.005 to 0.025%
- Ti 0.005 to 0.03%
- Al 0.1% or less
- N 0.01%
- a weldability index (hardenability index) DI * represented by the formula (1) is 45 or more
- the composition is composed of the balance Fe and inevitable impurities
- the microstructure is martensite as a base phase.
- Wear-resistant steel plate with excellent toughness and delayed fracture resistance.
- each element symbol is a content (mass%).
- Mo 0.05 to 1.0%
- W 0.05 to 1.0%
- B 0.0003 to 0.0030% in mass%
- the steel composition further includes one or more of Cu: 1.5% or less, Ni: 2.0% or less, and V: 0.1% or less in mass% 1 or 2.
- each element symbol is a content (mass%).
- a wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance can be obtained, greatly contributing to the improvement of manufacturing efficiency and safety at the time of steel structure production, and a remarkable industrial effect. Play.
- the component composition and the microstructure are defined.
- “Component Composition” In the following description, “%” is “mass%”. C: 0.20 to 0.30% C is an important element for increasing the hardness of martensite and ensuring excellent wear resistance, so that its effect is required. On the other hand, if the content exceeds 0.30%, not only the weldability is deteriorated, but also the toughness in the bond portion and the low temperature tempering region is deteriorated. For this reason, it is limited to the range of 0.20 to 0.30%. Preferably, it is 0.20 to 0.28%.
- Si acts as a deoxidizing agent and is not only necessary for steelmaking, but also has an effect of increasing the hardness of the steel sheet by solid solution strengthening by solid solution strengthening in the steel. Furthermore, it has the effect of suppressing toughness deterioration in the temper embrittlement region of the weld heat affected zone. In order to acquire such an effect, 0.05% or more of content is required. On the other hand, if the content exceeds 1.0%, the toughness of the weld heat affected zone is remarkably deteriorated, so the content is limited to 0.05 to 1.0%. Preferably, it is 0.07 to 0.5%.
- Mn 0.40 to 1.2% Mn has the effect of increasing the hardenability of the steel, and 0.40% or more is necessary to ensure the hardness of the base material.
- the content exceeds 1.2%, not only the toughness, ductility and weldability of the base material deteriorate, but also the grain boundary segregation of P is promoted and the occurrence of delayed fracture is promoted. For this reason, it is limited to a range of 0.40 to 1.2%. Preferably, it is 0.40 to 1.1%.
- P 0.010% or less
- Cr 0.40 to 1.5% Cr is an important alloying element in the present invention, and has the effect of increasing the hardenability of steel and the effect of suppressing toughness deterioration in the temper embrittlement region of the weld heat affected zone. This is because the diffusion of C in the steel sheet is delayed due to the Cr content, and when reheated to a temperature range where low temperature temper embrittlement occurs, the change in the morphology of carbides in the martensite is suppressed. . In order to have such an effect, the content of 0.40% or more is necessary. On the other hand, when it contains exceeding 1.5%, an effect will be saturated and it will become economically disadvantageous, and weldability will fall. For this reason, it is limited to a range of 0.40 to 1.5%. Preferably, it is 0.40 to 1.2%.
- Nb 0.005 to 0.025%
- Nb precipitates as carbonitride, refines the microstructure of the base metal and the weld heat affected zone, fixes solid solution N, improves the toughness of the weld heat affected zone, and delays fractured (delayed) It is an important element that has the effect of suppressing the occurrence of fracture). In order to acquire such an effect, 0.005% or more needs to be contained. On the other hand, if the content exceeds 0.025%, coarse carbonitrides may precipitate, which may be the starting point of fracture. For this reason, it limits to 0.005 to 0.025% of range. Preferably, it is 0.007 to 0.023%.
- Ti 0.005 to 0.03%
- Ti has the effect of suppressing the coarsening of crystal grains in the bond part by fixing solid solution N and forming TiN, and toughness degradation and delayed fracture in the low temperature tempering temperature region due to the reduction of solid solution N. It has the effect of suppressing the occurrence. In order to acquire these effects, 0.005% or more needs to be contained. On the other hand, if the content exceeds 0.03%, TiC is precipitated and the base material toughness is deteriorated. For this reason, it is limited to the range of 0.005 to 0.03%. Preferably, it is 0.007 to 0.025%.
- Al acts as a deoxidizer, and is most commonly used in the molten steel deoxidation process of steel sheets.
- solid solution N by fixing solid solution N in steel and forming AlN, it has the effect of suppressing the coarsening of crystal grains in the bond part, and toughness deterioration and delayed fracture in the low temperature tempering temperature range due to the reduction of solid solution N It has the effect of suppressing the occurrence of.
- the content exceeds 0.1%, it is mixed with the weld metal during welding and deteriorates the toughness of the weld metal, so the content is limited to 0.1% or less. Preferably, it is 0.01 to 0.07%.
- N 0.01% or less N forms a nitride with Nb and Ti, and has the effect of suppressing crystal grain coarsening in the weld heat affected zone.
- the content exceeds 0.01%, the base metal and weld toughness are remarkably lowered, so the content is limited to 0.01% or less. Preferably, it is 0.0010 to 0.0070%.
- the balance is Fe and inevitable impurities.
- one or more of Mo, W, B, Cu, Ni, V, REM, Ca, and Mg can be contained in addition to the basic component system.
- Mo 0.05 to 1.0% Mo is an element that significantly increases the hardenability and is effective in increasing the hardness of the base material. In order to obtain such an effect, 0.05% or more is preferable. However, if it exceeds 1.0%, the base material toughness, ductility and weld crack resistance are adversely affected. 1.0% or less.
- W 0.05 to 1.0% W is an element that significantly increases the hardenability and is effective in increasing the hardness of the base material. In order to obtain such an effect, the content is preferably 0.05% or more. However, if it exceeds 1.0%, the base material toughness, ductility and weld crack resistance are adversely affected. The following.
- B 0.0003 to 0.0030%
- B is an element that significantly increases the hardenability by adding a small amount and is effective in increasing the hardness of the base material. In order to obtain such an effect, the content is preferably 0.0003% or more. However, if it exceeds 0.0030%, the base material toughness, ductility and weld crack resistance are adversely affected.
- Cu, Ni, and V are all elements that contribute to improving the strength of steel and can be appropriately contained depending on the desired strength.
- Cu 1.5% or less
- the content is preferably set to 0.1% or more. However, when the content exceeds 1.5%, the effect is saturated, and hot brittleness is generated to deteriorate the surface properties of the steel sheet. Therefore, it is made 1.5% or less.
- Ni is an element that increases hardenability and is effective in increasing the hardness of the base material. In order to acquire such an effect, it is preferable to set it as 0.1% or more, However, if it exceeds 2.0%, since an effect will be saturated and it becomes economically disadvantageous, it shall be 2.0% or less.
- V 0.1% or less
- V is an element that increases the hardenability and is effective in increasing the hardness of the base material. In order to acquire such an effect, it is preferable to set it as 0.01% or more, However, If it exceeds 0.1%, in order to deteriorate a base material toughness and ductility, it is set as 0.1% or less.
- REM, Ca, and Mg all contribute to the improvement of toughness, and are selected and added according to desired characteristics.
- REM it is preferable to set it as 0.002% or more, but even if it exceeds 0.008%, the effect is saturated, so 0.008% is made the upper limit.
- Ca it is preferable to make it 0.0005% or more, but since the effect is saturated even if it exceeds 0.005%, the upper limit is made 0.005%.
- Mg it is preferable to set it as 0.001% or more, but since an effect will be saturated even if it exceeds 0.005%, 0.005% is made an upper limit.
- DI * 33.85 ⁇ (0.1 ⁇ C) 0.5 ⁇ (0.7 ⁇ Si + 1) ⁇ (3.33 ⁇ Mn + 1) ⁇ (0.35 ⁇ Cu + 1) ⁇ (0.36 ⁇ Ni + 1) ⁇ (2.16 ⁇ Cr + 1) ⁇ (3 ⁇ Mo + 1) ⁇ (1.75 ⁇ V + 1) ⁇ (1.5 ⁇ W + 1) (1)
- Each element symbol is a content (mass%).
- DI * hardenability index
- DI * hardenability index
- the base metal base structure is martensite and wear resistance is good, but the low temperature cracking property during welding and the low temperature toughness of the welded part deteriorate. Therefore, it is preferably 180 or less. More preferably, it is in the range of 50 to 160.
- C + Mn / 4-Cr / 3 + 10P ⁇ 0.47 Each element symbol is a content (mass%).
- the value of this parameter: C + Mn / 4-Cr / 3 + 10P is set to 0.47 or less. Even if it exceeds 0.47, the matrix structure of the base material is martensite and has good wear resistance, but the toughness of the welded portion is significantly deteriorated. Preferably, it is 0.45 or less.
- the base phase of the microstructure of the steel sheet (base phase or main phase) is defined as martensite. It is preferable not to mix as much as possible the structure of bainite, ferrite, or the like other than martensite because the wear resistance is reduced, but the total area ratio of these structures is 10%. If it is less, the effect can be ignored. Further, when the surface hardness of the steel plate is less than 400 HBW 10/3000 in terms of Brinell hardness, the life as a wear-resistant steel is shortened. Therefore, it is desirable that the surface hardness is 400HBW10 / 3000 or more in terms of Brinell hardness.
- the microstructure of the bond part is a mixed structure of martensite and bainite. It is preferable not to mix as much as possible the structure such as ferrite other than martensite and bainite because the wear resistance decreases. However, if the total area fraction of these structures is less than 20%, the influence can be ignored. . Furthermore, in order to ensure the toughness of the bond part, Nb and Ti carbonitrides having an average grain size of 1 ⁇ m or less are 1000 pieces / mm 2 or more, and the average crystal grain size of prior austenite is less than 200 ⁇ m. The average grain size of the lower structure surrounded by the large tilt grain boundary having a radial hook of 15 ° or more is preferably less than 70 ⁇ m.
- the wear-resistant steel according to the present invention can be manufactured under the following manufacturing conditions.
- the “° C.” display relating to the temperature means a temperature at a half position of the plate thickness.
- the molten steel having the above-described composition is melted by a known melting method to obtain a steel material such as a slab having a predetermined dimension by a continuous casting process or an ingot-bundling rolling method. preferable.
- the obtained steel material is heated to 950 to 1250 ° C. immediately after being cooled or after being cooled, and then hot-rolled to obtain a steel plate having a desired thickness. Immediately after hot rolling, it is cooled with water or reheated for quenching. Then, tempering at 300 degrees C or less is implemented as needed.
- the steel sheet is hot-rolled under the production conditions shown in FIG. 1 and some steel plates are water-cooled (quenched (DQ)) immediately after rolling, and the other steel plates are air-cooled after rolling, re-heated, and then water-cooled (quenched (quenched ( RQ)).
- surface hardness measurement, wear resistance evaluation, base metal toughness measurement, T-shaped fillet weld cracking test (delayed fracture resistance evaluation), welded part reproducible thermal cycle test, and welded part toughness of actual joint The test was conducted as follows. The obtained results are shown in Table 3.
- the abrasion resistance was in accordance with ASTM G65, and a rubber wheel test was performed.
- the test piece is 10 mmt (t: plate thickness) x 75 mmw (w: width) x 20 mmL (L: length) (if the plate thickness is less than 10 mmt, t (plate thickness) x 75 mmw x 20 mmL) Performed using 100% SiO 2 abrasive sand.
- the specimen weight before and after the test was measured, and the amount of wear was measured.
- the test results were evaluated based on the wear resistance ratio: (abrasion amount of mild steel plate) / (abrasion amount of each steel plate) with the wear amount of the mild steel plate (SS400) as a reference (1.0).
- the larger the wear resistance ratio the better the wear resistance.
- the wear resistance ratio of 4.0 or more is excellent in wear resistance.
- the welded heat-affected zone test simulated each of the bond and low temperature temper embrittlement regions when single layer carbon dioxide arc welding with a heat input of 17 kJ / cm was performed.
- the bond portion was simulated at 1400 ° C. for 1 second, and a cooling rate of 800 to 200 ° C. was set to 30 ° C./s. Further, the simulation of the low temperature temper embrittlement region was held at 300 ° C. for 1 second and cooled to 300 to 100 ° C. at 5 ° C./s.
- the average value of the three absorbed energy (vE 0 ) was determined to be 30 J or more (within the scope of the present invention) having excellent bond portion toughness.
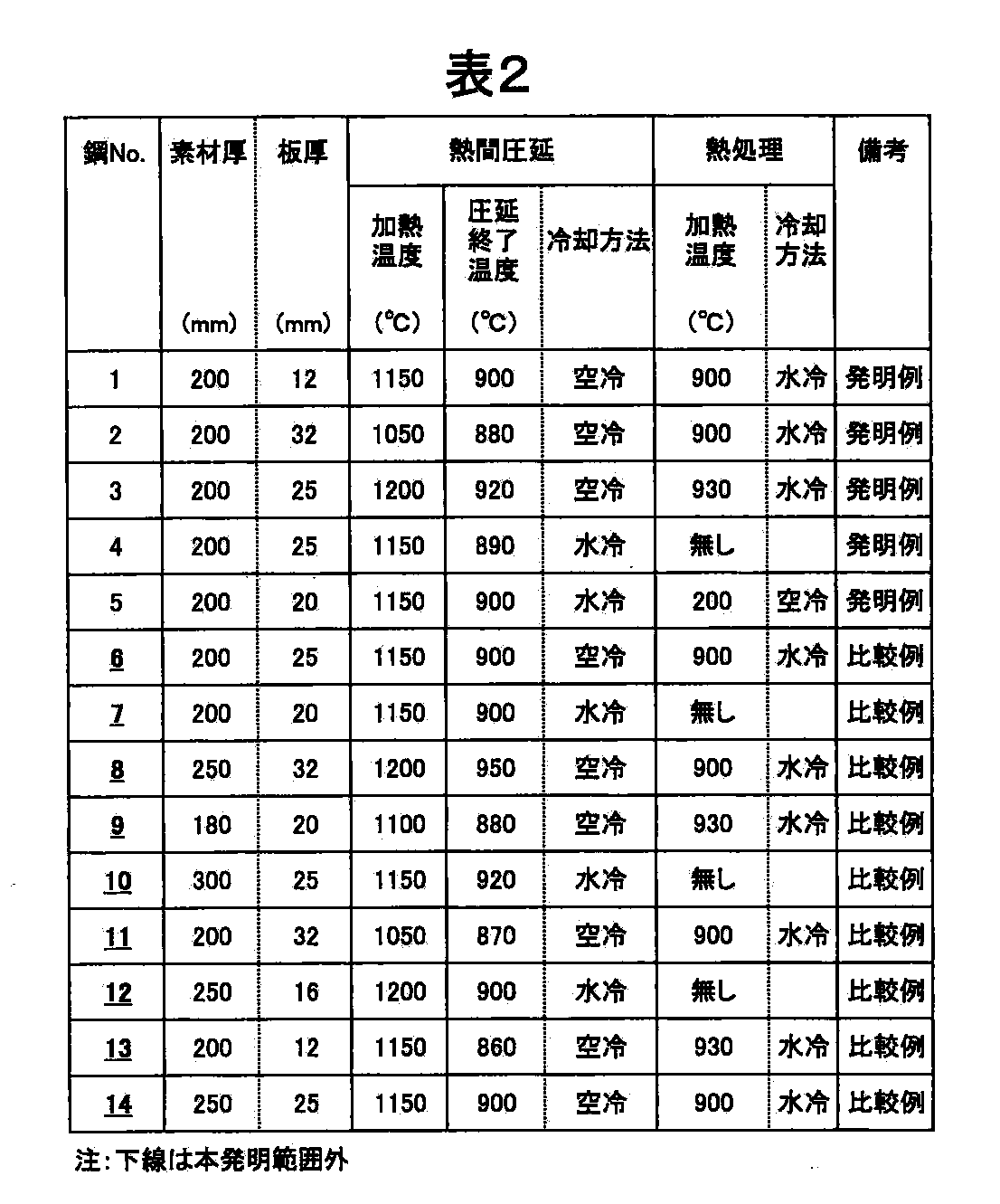
- Table 2 shows the production conditions of the test steel sheets, and Table 3 shows the results of the above tests.
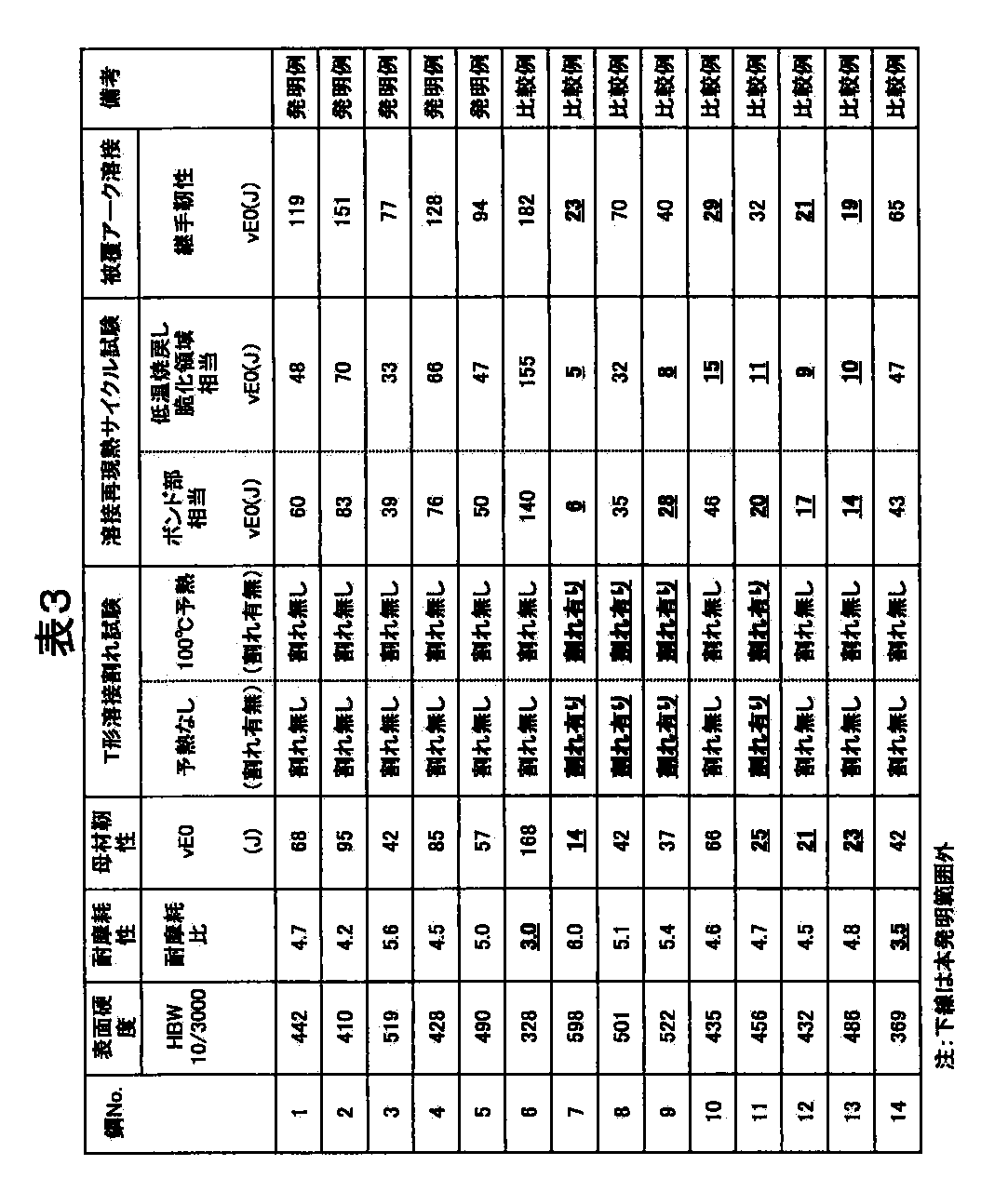
- Examples of the present invention (steel Nos. 1 to 5) have a surface hardness of 400 HBW 10/3000 or more, excellent wear resistance, a base metal toughness of 0 ° C. of 30 J or more, and a T-shaped fillet It was confirmed that no cracks were generated in the weld cracking test, and that excellent toughness was exhibited in the welded part thermal cycle test and the actual welded part, and the welded part toughness was excellent.
- comparative examples (steel Nos. 6 to 14) whose composition is outside the scope of the present invention include surface hardness, wear resistance, T-shaped fillet weld cracking test, base metal toughness, reproducible thermal cycle Charpy impact test, It was confirmed that one or more of the Charpy impact test (Character impact test of actual weld joint) could not satisfy the target performance.
- vE 0 is 30 J or more, and the absorbed energy at the test temperature of ⁇ 40 ° C. (sometimes referred to as vE- 40 ).
- the average value of these three was determined to be 27 J or more with excellent base material toughness (within the scope of the present invention).
- sub-size (5 mm ⁇ 10 mm) V-notch Charpy test pieces were collected, Charpy impact tests were performed, and the average value of three absorbed energy (vE 0 ) was 15 J
- the average value of the three absorbed energy (vE- 40 ) is 13J or more as described above, and the base material toughness is excellent (within the scope of the present invention).
- the abrasion resistance was in accordance with ASTM G65, and a rubber wheel test was performed.
- the test piece is 10 mmt (t: plate thickness) x 75 mmw (w: width) x 20 mmL (L: length) (if the plate thickness is less than 10 mmt, t (plate thickness) x 75 mmw x 20 mmL) Performed using 100% SiO 2 wear sand.
- the specimen weight before and after the test was measured, and the amount of wear was measured.
- the test results were evaluated based on the wear resistance ratio: (abrasion amount of mild steel plate) / (abrasion amount of each steel plate) with the wear amount of the mild steel plate (SS400) as a reference (1.0).
- the larger the wear resistance ratio the better the wear resistance.
- the wear resistance ratio of 4.0 or more is excellent in wear resistance.
- V-notch Charpy impact test was performed according to JISZ2242 (1998).
- the V-notch Charpy impact test was conducted with test pieces at three temperatures for each steel sheet at test temperatures of 0 ° C. and ⁇ 40 ° C.
- the average value of the three absorbed energy (vE 0 ) of the bond part and the low temperature temper embrittlement region is 30 J or more, and the average value of each three of the absorbed energy (vE ⁇ 40 ) is 27 J or more to weld toughness. Excellent (within the scope of the present invention).
- V-notch Charpy test pieces were collected and subjected to Charpy impact tests, and the absorbed energy (vE 0 ) of the bond portion and the low-temperature temper embrittlement region ) Each having an average value of 15 J or more and an absorption energy (vE -40 ) of 13 J or more being excellent in weld joint toughness (within the scope of the present invention).
- the V-notch Charpy impact test of the actual joint was performed with three test pieces at each test temperature with the test temperature being 0 ° C. and ⁇ 40 ° C.
- the average value of the three absorbed energy (vE 0 ) was 30 J or more, and the average value of the three absorbed energy (vE ⁇ 40 ) was 27 J or more, which was excellent in the toughness of the bond portion (within the scope of the present invention). .
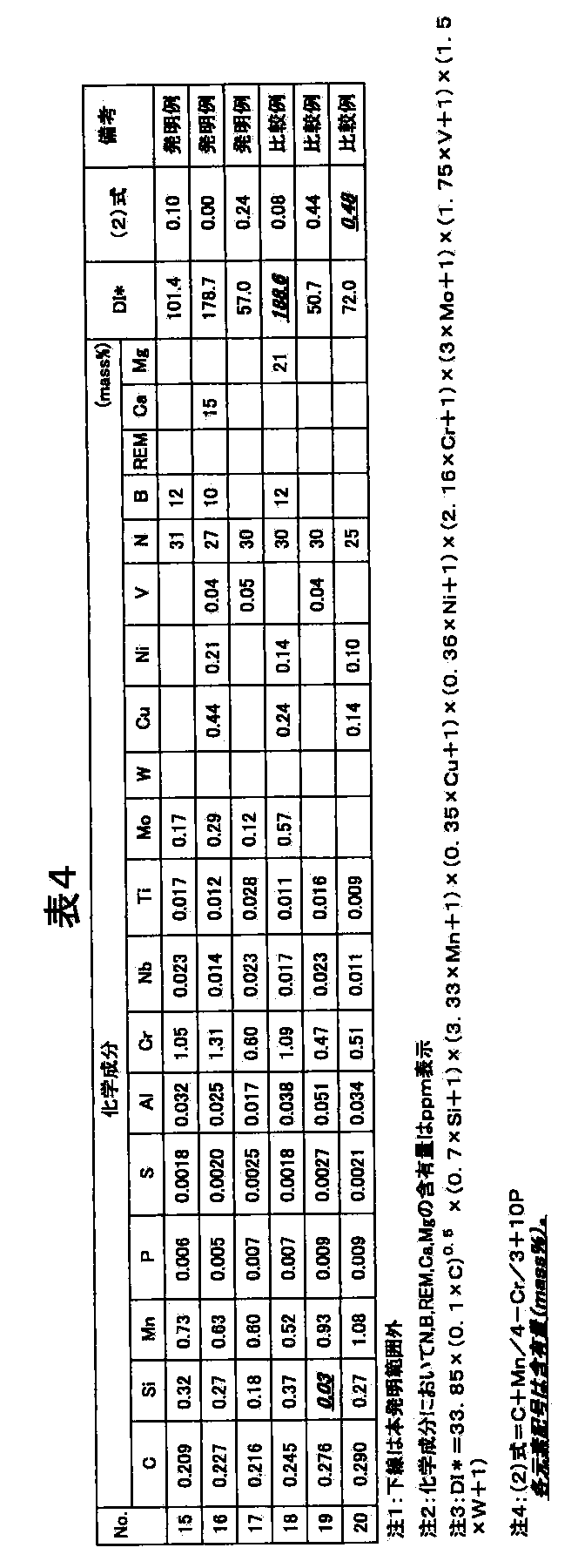
- Table 5 shows the production conditions of the test steel sheet, and Table 6 shows the results of the above tests.
- Examples of the present invention (steel Nos. 15 to 17 (No. 17 is a plate thickness of 8 mm)) have a surface hardness of 400 HBW 10/3000 or more, excellent wear resistance, and a base metal toughness of 0 ° C. of 30 J or more.
- the toughness of the base metal at ⁇ 40 ° C. is 27 J or more, and further, no cracks are generated in the T-shaped fillet weld cracking test. It was confirmed that the toughness was excellent and the weld zone toughness was excellent.
- the component composition is within the scope of the present invention, but the steel No. In the case of No. 18, surface hardness, wear resistance, base metal toughness, T-shaped fillet weld cracking test are good, but reproducible thermal cycle Charpy impact test and actual joint Charpy impact test corresponding to the low temperature temper embrittlement region. was close to the lower limit of the target performance, and it was confirmed that the low temperature toughness of the welded part was inferior to that of the other invention examples.
- Steel No. 20 has a component composition within the range of the present invention, but since the formula (2) exceeds 0.47, both the reproduction thermal cycle Charpy impact test and the actual joint Charpy impact test have vE- 40 close to the lower limit of the performance of the present invention. It was confirmed that it was inferior to other invention examples.
- steel No. 18 and 20 are comparative examples because the component composition is within the scope of the present invention of claim 3 but DI * and the value of formula (2) are outside the scope of the present invention of claims 6 and 7.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
特許文献1は、耐遅れ破壊性に優れた耐磨耗性鋼板とその製造方法に関し、耐遅れ破壊特性を改善するため、低Si−低P−低S−Cr、Mo、Nb系組成に、Cu、V、Ti、B及びCaの一種又は二種以上を含有する鋼を直接焼入れ(direct quenching、DQとも称す)し、必要に応じて焼戻し(tempering)することが記載されている。 However, in the manufacturing method in which the welded steel sheets are bonded together after assembling the welded structure, the labor and cost of manufacturing increase. Therefore, there is no wear-resistant steel sheet that can be applied as a strength member of the welded structure. It was desired.
Patent Document 1 relates to a wear-resistant steel sheet excellent in delayed fracture resistance and a method for producing the same, and in order to improve delayed fracture resistance, a low Si-low P-low S-Cr, Mo, Nb composition is used. It describes that steel containing one or more of Cu, V, Ti, B and Ca is directly quenched (also referred to as direct quenching, DQ) and tempered as necessary.
従って、耐磨耗鋼板を、溶接構造物の強度部材に適用する場合、ボンド部および溶融境界線から離れた300℃前後に再加熱される溶接熱影響部の靭性を向上させることが必要であるが、従来の耐磨耗鋼板は、溶接部の低温割れ感受性が高く、低温割れ(cold crack)を防止するためには、予熱(preheating)や後熱(postheating)といった処理を溶接の前後で行い、鋼板中の水素の放出と、残留応力を低下させる必要があった。 In the region reheated to the low temperature temper embrittlement temperature, hydrogen that penetrates into the weld due to shielding gas during welding and residual stress generated by welding heat overlap, resulting in delayed fracture (Such cracks that occur in welds are generally referred to as cold cracks), and delayed fracture is likely to occur particularly in high-strength wear-resistant steel.
Therefore, when the wear-resistant steel plate is applied to a strength member of a welded structure, it is necessary to improve the toughness of the weld heat affected zone that is reheated to around 300 ° C. away from the bond portion and the melting boundary line. However, the conventional wear-resistant steel sheet has a high sensitivity to cold cracking in the welded portion, and in order to prevent cold cracking, preheating and postheating are performed before and after welding. It was necessary to reduce the release of hydrogen in the steel sheet and the residual stress.
そこで、本発明は、生産性の低下および製造コストの増大を引き起こすことなく、溶接部の靱性と耐遅れ破壊特性に優れる耐磨耗鋼板を提供することを目的とする。本発明で溶接部靭性とは溶接熱影響部の靭性を意味し、溶接部靭性に優れるとは、特にボンド部と低温焼戻し脆化温度域での靭性に優れることを意味する。 Patent Documents 1 and 2 do not describe improving the toughness of the welded portion in wear-resistant steel, and Patent Documents 3 and 4 also define the microstructure for the purpose of improving the toughness of the base material. Patent Document 5 has examined weldability and wear resistance of welds, but is not intended to improve weld toughness, and wear resistant steel proposed in Patent Documents 1 to 5 and the like. However, it has not reached to improve both the toughness of the weld and the delayed fracture resistance.
Accordingly, an object of the present invention is to provide a wear-resistant steel sheet that is excellent in toughness and delayed fracture resistance of welds without causing a decrease in productivity and an increase in manufacturing cost. In the present invention, the weld zone toughness means the toughness of the weld heat-affected zone, and the excellent weld zone toughness means that the toughness is particularly excellent in the bond zone and the low temperature temper embrittlement temperature range.
2.優れた溶接部靱性を達成するためには、ボンド部における結晶粒の粗大化を抑制することが必要であり、このためには鋼板中に微細な析出物を分散し、ピンニング効果(pinning effect)を活用することが有効である。
3.溶接熱影響部の低温焼戻し脆化温度域で優れた靱性を確保し、遅れ破壊を抑制するためには、C、Mn、Cr、Pなどの合金元素量を適正に管理することが重要である。 1. In order to ensure excellent wear resistance, it is essential that the base structure of the steel sheet is martensite. For this purpose, it is important to strictly control the chemical composition of the steel sheet and ensure hardenability.
2. In order to achieve excellent weld toughness, it is necessary to suppress the coarsening of crystal grains in the bond portion. For this purpose, fine precipitates are dispersed in the steel sheet, and a pinning effect is achieved. It is effective to utilize
3. In order to ensure excellent toughness in the low temperature temper embrittlement temperature range of the weld heat affected zone and suppress delayed fracture, it is important to properly manage the amount of alloying elements such as C, Mn, Cr, P, etc. .
1.mass%で、C:0.20~0.30%、Si:0.05~1.0%、Mn:0.40~1.2%、P:0.010%以下、S:0.005%以下、Cr:0.40~1.5%、Nb:0.005~0.025%、Ti:0.005~0.03%、Al:0.1%以下、N:0.01%以下を含有し、(1)式で示される焼入れ性指数(hardenability index)DI*が45以上で、残部Feおよび不可避的不純物からなる組成を有し、ミクロ組織がマルテンサイトを基地相とする溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
DI*=33.85×(0.1×C)0.5×(0.7×Si+1)×(3.33×Mn+1)×(0.35×Cu+1)×(0.36×Ni+1)×(2.16×Cr+1)×(3×Mo+1)×(1.75×V+1)×(1.5×W+1)・・・・・(1)
(1)式において、各元素記号は含有量(mass%)。
2.前記鋼組成に、mass%でさらに、Mo:0.05~1.0%、W:0.05~1.0%、B:0.0003~0.0030%の1種または2種以上を含有することを特徴とする1記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
3.前記鋼組成に、mass%でさらに、Cu:1.5%以下、Ni:2.0%以下、V:0.1%以下の1種または2種以上を含有することを特徴とする1または2記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
4.前記鋼組成に、mass%でさらに、REM:0.008%以下、Ca:0.005%以下 Mg:0.005%以下の1種または2種以上を含有することを特徴とする1乃至3のいずれか一つに記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
5.前記鋼板の表面硬度がブリネル硬さ(Brinell hardness)で400HBW10/3000以上である1乃至4のいずれか一つに記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
6.1乃至5のいずれか一つに記載の鋼板で、焼入れ性指数DI*が180以下の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
7.1乃至6のいずれか一つに記載の鋼板で、(2)式を満足する溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
C+Mn/4−Cr/3+10P≦0.47・・・・・(2)
(2)式において、各元素記号は含有量(mass%)。 The present invention has been made by further studying the obtained knowledge, that is, the present invention
1. In mass%, C: 0.20 to 0.30%, Si: 0.05 to 1.0%, Mn: 0.40 to 1.2%, P: 0.010% or less, S: 0.005 % Or less, Cr: 0.40 to 1.5%, Nb: 0.005 to 0.025%, Ti: 0.005 to 0.03%, Al: 0.1% or less, N: 0.01% A weldability index (hardenability index) DI * represented by the formula (1) is 45 or more, the composition is composed of the balance Fe and inevitable impurities, and the microstructure is martensite as a base phase. Wear-resistant steel plate with excellent toughness and delayed fracture resistance.
DI * = 33.85 × (0.1 × C) 0.5 × (0.7 × Si + 1) × (3.33 × Mn + 1) × (0.35 × Cu + 1) × (0.36 × Ni + 1) × (2.16 × Cr + 1) × (3 × Mo + 1) × (1.75 × V + 1) × (1.5 × W + 1) (1)
In the formula (1), each element symbol is a content (mass%).
2. In the steel composition, at least 1% or more of Mo: 0.05 to 1.0%, W: 0.05 to 1.0%, B: 0.0003 to 0.0030% in mass% 2. A wear-resistant steel sheet excellent in weld joint toughness and delayed fracture resistance according to 1.
3. The steel composition further includes one or more of Cu: 1.5% or less, Ni: 2.0% or less, and V: 0.1% or less in mass% 1 or 2. A wear-resistant steel sheet excellent in weld joint toughness and delayed fracture resistance described in 2.
4). 1 to 3 characterized in that the steel composition further contains one or more of REM: 0.008% or less, Ca: 0.005% or less, Mg: 0.005% or less in mass%. The wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance according to any one of the above.
5. The wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance according to any one of 1 to 4, wherein the surface hardness of the steel sheet is 400 HBW 10/3000 or more in terms of Brinell hardness.
A wear-resistant steel plate having excellent weldability toughness and delayed fracture resistance with a hardenability index DI * of 180 or less, according to any one of 6.1 to 5.
A steel plate according to any one of 7.1 to 6, a wear-resistant steel plate excellent in weld toughness and delayed fracture resistance satisfying the formula (2).
C + Mn / 4-Cr / 3 + 10P ≦ 0.47 (2)
In the formula (2), each element symbol is a content (mass%).
[成分組成]以下の説明において%はmass%とする。
C:0.20~0.30%
Cは、マルテンサイトの硬度を高め、優れた耐磨耗性を確保するために重要な元素でその効果を得るため、0.20%以上の含有を必要とする。一方、0.30%を超えて含有すると溶接性が劣化するだけでなく、ボンド部および低温焼戻し領域での靱性が劣化する。このため、0.20~0.30%の範囲に限定する。好ましくは、0.20~0.28%である。 In the present invention, the component composition and the microstructure are defined.
[Component Composition] In the following description, “%” is “mass%”.
C: 0.20 to 0.30%
C is an important element for increasing the hardness of martensite and ensuring excellent wear resistance, so that its effect is required. On the other hand, if the content exceeds 0.30%, not only the weldability is deteriorated, but also the toughness in the bond portion and the low temperature tempering region is deteriorated. For this reason, it is limited to the range of 0.20 to 0.30%. Preferably, it is 0.20 to 0.28%.
Siは、脱酸材(deoxidizing agent)として作用し、製鋼上、必要であるだけでなく、鋼に固溶して固溶強化(solid solution strengthening)により鋼板を高硬度化する効果を有する。さらに、溶接熱影響部の焼戻し脆化領域における靱性劣化を抑制する効果を有する。このような効果を得るためには、0.05%以上の含有を必要とする。一方、1.0%を超えて含有すると、溶接熱影響部の靱性が顕著に劣化するため、0.05~1.0%の範囲に限定する。好ましくは、0.07~0.5%である。 Si: 0.05 to 1.0%
Si acts as a deoxidizing agent and is not only necessary for steelmaking, but also has an effect of increasing the hardness of the steel sheet by solid solution strengthening by solid solution strengthening in the steel. Furthermore, it has the effect of suppressing toughness deterioration in the temper embrittlement region of the weld heat affected zone. In order to acquire such an effect, 0.05% or more of content is required. On the other hand, if the content exceeds 1.0%, the toughness of the weld heat affected zone is remarkably deteriorated, so the content is limited to 0.05 to 1.0%. Preferably, it is 0.07 to 0.5%.
Mnは、鋼の焼入れ性(hardenability)を増加させる効果を有し、母材の硬度を確保するために0.40%以上は必要である。一方、1.2%を超えて含有すると、母材の靭性、延性および溶接性が劣化するだけでなく、Pの粒界偏析を助長し、遅れ破壊の発生を助長する。このため、0.40~1.2%の範囲に限定する。好ましくは、0.40~1.1%である。 Mn: 0.40 to 1.2%
Mn has the effect of increasing the hardenability of the steel, and 0.40% or more is necessary to ensure the hardness of the base material. On the other hand, if the content exceeds 1.2%, not only the toughness, ductility and weldability of the base material deteriorate, but also the grain boundary segregation of P is promoted and the occurrence of delayed fracture is promoted. For this reason, it is limited to a range of 0.40 to 1.2%. Preferably, it is 0.40 to 1.1%.
Pが0.010%を超えて含有すると、粒界に偏析し、遅れ破壊の発生起点になるとともに、溶接熱影響部の靱性を劣化させる。このため、0.010%を上限とし、可能なかぎり低減することが望ましい。尚、過度のP低減は精錬コスト(refining cost)を高騰させ経済的に不利となるため、0.002%以上とすることが望ましい。 P: 0.010% or less When P exceeds 0.010%, it segregates at the grain boundary, becomes the starting point of delayed fracture, and deteriorates the toughness of the heat affected zone. For this reason, it is desirable to make 0.010% an upper limit and to reduce as much as possible. In addition, since excessive P reduction raises refining cost (refining cost) and becomes economically disadvantageous, it is desirable to set it as 0.002% or more.
Sは母材の低温靭性(low−temperature toughness)や延性(ductility)を劣化させるため、0.005%を上限として低減することが望ましい。 S: 0.005% or less Since S deteriorates the low-temperature toughness and ductility of the base material, it is desirable to reduce the upper limit to 0.005%.
Crは本発明において重要な合金元素であり、鋼の焼入れ性を増加させる効果を有するとともに、溶接熱影響部の焼戻し脆化領域における靱性劣化を抑制する効果を有する。これは、Crの含有により、鋼板中でのCの拡散が遅延され、低温焼戻し脆化の発生する温度域に再加熱された時に、マルテンサイト中の炭化物の形態変化が抑制されるためである。このような効果を有するためには、0.40%以上の含有が必要である。一方、1.5%を超えて含有すると、効果が飽和し、経済的に不利になるとともに、溶接性が低下する。このため、0.40~1.5%の範囲に限定する。好ましくは、0.40~1.2%である。 Cr: 0.40 to 1.5%
Cr is an important alloying element in the present invention, and has the effect of increasing the hardenability of steel and the effect of suppressing toughness deterioration in the temper embrittlement region of the weld heat affected zone. This is because the diffusion of C in the steel sheet is delayed due to the Cr content, and when reheated to a temperature range where low temperature temper embrittlement occurs, the change in the morphology of carbides in the martensite is suppressed. . In order to have such an effect, the content of 0.40% or more is necessary. On the other hand, when it contains exceeding 1.5%, an effect will be saturated and it will become economically disadvantageous, and weldability will fall. For this reason, it is limited to a range of 0.40 to 1.5%. Preferably, it is 0.40 to 1.2%.
Nbは、炭窒化物(carbonitride)として析出し、母材および溶接熱影響部のミクロ組織を微細化するとともに、固溶Nを固定して、溶接熱影響部の靱性改善と、遅れ破壊(delayed fracture)の発生抑制の効果を兼備する重要な元素である。このような効果を得るためには、0.005%以上の含有が必要である。一方、0.025%を超えて含有すると、粗大な炭窒化物が析出し、破壊の起点となることがある。このため、0.005~0.025%の範囲に限定する。好ましくは、0.007~0.023%である。 Nb: 0.005 to 0.025%
Nb precipitates as carbonitride, refines the microstructure of the base metal and the weld heat affected zone, fixes solid solution N, improves the toughness of the weld heat affected zone, and delays fractured (delayed) It is an important element that has the effect of suppressing the occurrence of fracture). In order to acquire such an effect, 0.005% or more needs to be contained. On the other hand, if the content exceeds 0.025%, coarse carbonitrides may precipitate, which may be the starting point of fracture. For this reason, it limits to 0.005 to 0.025% of range. Preferably, it is 0.007 to 0.023%.
Tiは、固溶Nを固定してTiNを形成することにより、ボンド部における結晶粒の粗大化を抑制する効果を有するとともに、固溶Nの低減による低温焼戻し温度域における靱性劣化と遅れ破壊の発生を抑制する効果を有する。これらの効果を得るためには、0.005%以上の含有が必要である。一方、0.03%を超えて含有すると、TiCを析出し母材靱性を劣化する。このため、0.005~0.03%の範囲に限定する。好ましくは、0.007~0.025%である。 Ti: 0.005 to 0.03%
Ti has the effect of suppressing the coarsening of crystal grains in the bond part by fixing solid solution N and forming TiN, and toughness degradation and delayed fracture in the low temperature tempering temperature region due to the reduction of solid solution N. It has the effect of suppressing the occurrence. In order to acquire these effects, 0.005% or more needs to be contained. On the other hand, if the content exceeds 0.03%, TiC is precipitated and the base material toughness is deteriorated. For this reason, it is limited to the range of 0.005 to 0.03%. Preferably, it is 0.007 to 0.025%.
Alは、脱酸剤として作用し、鋼板の溶鋼脱酸プロセスに於いて、もっとも汎用的に使われる。また、鋼中の固溶Nを固定してAlNを形成することにより、ボンド部における結晶粒の粗大化を抑制する効果を有するとともに、固溶N低減による低温焼戻し温度域における靱性劣化と遅れ破壊の発生を抑制する効果を有する。一方、0.1%を超えて含有すると、溶接時に溶接金属(weld metal)に混入して、溶接金属の靭性を劣化させるため、0.1%以下に限定する。好ましくは、0.01~0.07%である。 Al: 0.1% or less Al acts as a deoxidizer, and is most commonly used in the molten steel deoxidation process of steel sheets. In addition, by fixing solid solution N in steel and forming AlN, it has the effect of suppressing the coarsening of crystal grains in the bond part, and toughness deterioration and delayed fracture in the low temperature tempering temperature range due to the reduction of solid solution N It has the effect of suppressing the occurrence of. On the other hand, if the content exceeds 0.1%, it is mixed with the weld metal during welding and deteriorates the toughness of the weld metal, so the content is limited to 0.1% or less. Preferably, it is 0.01 to 0.07%.
NはNbおよびTiと窒化物(nitride)を形成し、溶接熱影響部の結晶粒粗大化を抑制する効果を有する。しかしながら、0.01%を超えて含有すると、母材および溶接部靭性が著しく低下するため、0.01%以下に限定する。好ましくは、0.0010~0.0070%である。残部はFe及び不可避的不純物である。
本発明では、更に特性を向上させるため、上記基本成分系に加えて、Mo、W、B、Cu、Ni、V、REM、Ca、Mgの1種または2種以上を含有することができる。 N: 0.01% or less N forms a nitride with Nb and Ti, and has the effect of suppressing crystal grain coarsening in the weld heat affected zone. However, if the content exceeds 0.01%, the base metal and weld toughness are remarkably lowered, so the content is limited to 0.01% or less. Preferably, it is 0.0010 to 0.0070%. The balance is Fe and inevitable impurities.
In the present invention, in order to further improve the characteristics, one or more of Mo, W, B, Cu, Ni, V, REM, Ca, and Mg can be contained in addition to the basic component system.
Moは、焼入れ性を顕著に増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.05%以上とすることが好ましいが、1.0%を超えると、母材靭性、延性および耐溶接割れ性(weld crack resistance)に悪影響を及ぼすため、1.0%以下とする。 Mo: 0.05 to 1.0%
Mo is an element that significantly increases the hardenability and is effective in increasing the hardness of the base material. In order to obtain such an effect, 0.05% or more is preferable. However, if it exceeds 1.0%, the base material toughness, ductility and weld crack resistance are adversely affected. 1.0% or less.
Wは、焼入れ性を顕著に増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.05%以上とすることが好ましいが、1.0%を超えると、母材靭性、延性および耐溶接割れ性に悪影響を及ぼすため、1.0%以下とする。 W: 0.05 to 1.0%
W is an element that significantly increases the hardenability and is effective in increasing the hardness of the base material. In order to obtain such an effect, the content is preferably 0.05% or more. However, if it exceeds 1.0%, the base material toughness, ductility and weld crack resistance are adversely affected. The following.
Bは、微量の添加で焼入れ性を顕著に増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.0003%以上とすることが好ましいが、0.0030%を超えると、母材靭性、延性および耐溶接割れ性に悪影響を及ぼすため、0.0030%以下とする。
Cu、Ni、Vは、いずれも鋼の強度向上に寄与する元素であり、所望する強度に応じて適宜含有できる。 B: 0.0003 to 0.0030%
B is an element that significantly increases the hardenability by adding a small amount and is effective in increasing the hardness of the base material. In order to obtain such an effect, the content is preferably 0.0003% or more. However, if it exceeds 0.0030%, the base material toughness, ductility and weld crack resistance are adversely affected. The following.
Cu, Ni, and V are all elements that contribute to improving the strength of steel and can be appropriately contained depending on the desired strength.
Cuは、焼入れ性を増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.1%以上とすることが好ましいが、1.5%を超えると効果が飽和し、熱間脆性(hot brittleness)を生じて鋼板の表面性状を劣化させるため、1.5%以下とする。 Cu: 1.5% or less Cu is an element that increases hardenability and is effective in increasing the hardness of the base material. In order to obtain such an effect, the content is preferably set to 0.1% or more. However, when the content exceeds 1.5%, the effect is saturated, and hot brittleness is generated to deteriorate the surface properties of the steel sheet. Therefore, it is made 1.5% or less.
Niは、焼入れ性を増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.1%以上とすることが好ましいが、2.0%を超えると効果が飽和し、経済的に不利になるため、2.0%以下とする。 Ni: 2.0% or less Ni is an element that increases hardenability and is effective in increasing the hardness of the base material. In order to acquire such an effect, it is preferable to set it as 0.1% or more, However, if it exceeds 2.0%, since an effect will be saturated and it becomes economically disadvantageous, it shall be 2.0% or less.
Vは、焼入れ性を増加させ、母材の高硬度化に有効な元素である。このような効果を得るためには、0.01%以上とすることが好ましいが、0.1%を超えると、母材靭性および延性を劣化させるため、0.1%以下とする。 V: 0.1% or less V is an element that increases the hardenability and is effective in increasing the hardness of the base material. In order to acquire such an effect, it is preferable to set it as 0.01% or more, However, If it exceeds 0.1%, in order to deteriorate a base material toughness and ductility, it is set as 0.1% or less.
Caを添加する場合は、0.0005%以上とすることが好ましいが、0.005%を超えても効果が飽和するため、0.005%を上限とする。
Mgを添加する場合は、0.001%以上とすることが好ましいが、0.005%を超えても効果が飽和するため、0.005%を上限とする。 REM, Ca, and Mg all contribute to the improvement of toughness, and are selected and added according to desired characteristics. When adding REM, it is preferable to set it as 0.002% or more, but even if it exceeds 0.008%, the effect is saturated, so 0.008% is made the upper limit.
When adding Ca, it is preferable to make it 0.0005% or more, but since the effect is saturated even if it exceeds 0.005%, the upper limit is made 0.005%.
When adding Mg, it is preferable to set it as 0.001% or more, but since an effect will be saturated even if it exceeds 0.005%, 0.005% is made an upper limit.
各元素記号は含有量(質量%)とする。
本パラメータ:DI*(焼入れ性指数)は上述した成分組成の範囲内で、母材の基地組織をマルテンサイトとし、優れた耐磨耗性を有するために規定するもので、本パラメータの値を45以上とする。45未満の場合、板厚表層からの焼入れ深さが10mmを下回り、耐磨耗鋼としての寿命が短くなる。
本パラメータの値DI*が180を超えるようになると母材の基地組織はマルテンサイトで耐磨耗性は良好であるが、溶接時の低温割れ性および溶接部の低温靭性が劣化するようになるので、180以下とすることが好ましい。より好ましくは、50~160の範囲とする。 DI * = 33.85 × (0.1 × C) 0.5 × (0.7 × Si + 1) × (3.33 × Mn + 1) × (0.35 × Cu + 1) × (0.36 × Ni + 1) × (2.16 × Cr + 1) × (3 × Mo + 1) × (1.75 × V + 1) × (1.5 × W + 1) (1)
Each element symbol is a content (mass%).
This parameter: DI * (hardenability index) is specified in order to have excellent wear resistance with the matrix structure of the base material being martensite within the range of the component composition described above. 45 or more. When it is less than 45, the quenching depth from the plate thickness surface layer is less than 10 mm, and the life as a wear-resistant steel is shortened.
When the value DI * of this parameter exceeds 180, the base metal base structure is martensite and wear resistance is good, but the low temperature cracking property during welding and the low temperature toughness of the welded part deteriorate. Therefore, it is preferably 180 or less. More preferably, it is in the range of 50 to 160.
各元素記号は含有量(質量%)とする。
母材の基地組織をマルテンサイトとし、溶接施工を行ったときにボンド部および低温焼戻し脆化域のいずれのおいても優れた靭性を有する成分組成とする場合、上述した成分組成の範囲内で、本パラメータ:C+Mn/4−Cr/3+10Pの値を0.47以下とする。0.47を超えても、母材の基地組織はマルテンサイトで耐磨耗性は良好であるが、溶接部の靭性が、顕著に劣化するようになる。好ましくは、0.45以下である。 C + Mn / 4-Cr / 3 + 10P ≦ 0.47 (2)
Each element symbol is a content (mass%).
When the base structure of the base material is martensite, and the component composition has excellent toughness in both the bond part and the low temperature temper embrittlement region when welding is performed, within the range of the component composition described above. The value of this parameter: C + Mn / 4-Cr / 3 + 10P is set to 0.47 or less. Even if it exceeds 0.47, the matrix structure of the base material is martensite and has good wear resistance, but the toughness of the welded portion is significantly deteriorated. Preferably, it is 0.45 or less.
本発明では、耐磨耗特性を向上させるため、鋼板のミクロ組織の基地相(base phase or main phase)をマルテンサイトに規定する。マルテンサイト以外のベイナイト(bainite)、フェライト(ferrite)などの組織は、耐磨耗性が低下するため出来るだけ混合しないほうが好ましいが、これらの組織の合計の面積分率(area ratio)が10%未満であれば、その影響が無視できる。また、鋼板の表面硬度がブリネル硬さで400HBW10/3000未満の場合には、耐磨耗鋼としての寿命が短くなる。そのため、表面硬度をブリネル硬さで400HBW10/3000以上とすることが望ましい。 [Microstructure]
In the present invention, in order to improve the wear resistance, the base phase of the microstructure of the steel sheet (base phase or main phase) is defined as martensite. It is preferable not to mix as much as possible the structure of bainite, ferrite, or the like other than martensite because the wear resistance is reduced, but the total area ratio of these structures is 10%. If it is less, the effect can be ignored. Further, when the surface hardness of the steel plate is less than 400 HBW 10/3000 in terms of Brinell hardness, the life as a wear-resistant steel is shortened. Therefore, it is desirable that the surface hardness is 400HBW10 / 3000 or more in terms of Brinell hardness.
さらに、ボンド部の靭性を確保するためには、NbおよびTiの炭窒化物は1μm以下の平均粒径のものが1000個/mm2以上存在し、旧オーステナイトの平均結晶粒径が200μm未満であり、かつ傾角(radial hook)が15°以上の大角粒界(large tilt grain boundary)で囲まれた下部組織(lower microstructure)の平均結晶粒径が70μm未満であることが好ましい。 The microstructure of the bond part is a mixed structure of martensite and bainite. It is preferable not to mix as much as possible the structure such as ferrite other than martensite and bainite because the wear resistance decreases. However, if the total area fraction of these structures is less than 20%, the influence can be ignored. .
Furthermore, in order to ensure the toughness of the bond part, Nb and Ti carbonitrides having an average grain size of 1 μm or less are 1000 pieces / mm 2 or more, and the average crystal grain size of prior austenite is less than 200 μm. The average grain size of the lower structure surrounded by the large tilt grain boundary having a radial hook of 15 ° or more is preferably less than 70 μm.
得られた鋼板について、表面硬度測定、耐磨耗性評価、母材靭性測定、T形すみ肉溶接割れ試験(耐遅れ破壊特性評価)、溶接部再現熱サイクル試験および実継手の溶接部の靭性試験を下記の要領で実施した。得られた結果を表3に示す。 A steel slab prepared in various components and compositions shown in Table 1 by a steel converter-ladder refining-continuous casting method and heated to 1000 to 1250 ° C. The steel sheet is hot-rolled under the production conditions shown in FIG. 1 and some steel plates are water-cooled (quenched (DQ)) immediately after rolling, and the other steel plates are air-cooled after rolling, re-heated, and then water-cooled (quenched (quenched ( RQ)).
For the obtained steel sheet, surface hardness measurement, wear resistance evaluation, base metal toughness measurement, T-shaped fillet weld cracking test (delayed fracture resistance evaluation), welded part reproducible thermal cycle test, and welded part toughness of actual joint The test was conducted as follows. The obtained results are shown in Table 3.
表面硬度測定はJIS Z2243(1998)に準拠し、表層下の表面硬度を測定した(表層のスケールを除去した後に測定した表面の硬度)。測定は直径10mmのタングステン硬球(tungsten hard ball)を使用し、荷重は3000kgfとした。 [Surface hardness 1]
The surface hardness was measured according to JIS Z2243 (1998), and the surface hardness under the surface layer was measured (the surface hardness measured after removing the scale of the surface layer). The measurement was performed using a tungsten hard ball having a diameter of 10 mm and a load of 3000 kgf.
各鋼板の板厚1/4位置の圧延方向と垂直な方向から、JIS Z 2202(1998年)の規定に準拠してVノッチ試験片(V notch test specimen)を採取し、JIS Z 2242(1998年)の規定に準拠して各鋼板について各温度3本のシャルピー衝撃試験(Charpy impact test)を実施し、試験温度0℃での吸収エネルギー(absorbed energy)を求め、母材靭性を評価した。試験温度0℃は温暖地域での使用を考慮して選定した。
試験温度0℃での吸収エネルギー(vE0と言う場合がある。)の3本の平均値が30J以上を母材靭性に優れるもの(本発明範囲内)とした。 [Base material toughness 1]
From a direction perpendicular to the rolling direction at a thickness of 1/4 of each steel plate, a V-notch test specimen was collected in accordance with JIS Z 2202 (1998), and JIS Z 2242 (1998). The Charpy impact test at each temperature was carried out on each steel sheet in accordance with the regulations of (year), the absorbed energy at the test temperature of 0 ° C. was determined, and the base material toughness was evaluated. The test temperature of 0 ° C. was selected in consideration of use in a warm area.
The average value of the three absorbed energy at the test temperature of 0 ° C. (sometimes referred to as vE 0 ) was 30 J or more, which was excellent in the base material toughness (within the scope of the present invention).
耐磨耗性は、ASTM G65の規定に準拠し、ラバーホイール試験(rubber wheel abrasion test)を実施した。試験片は10mmt(t:板厚)×75mmw(w:幅)×20mmL(L:長さ)(板厚が10mmt未満の場合は、t(板厚)×75mmw×20mmL)とし、磨耗材に100%SiO2磨耗砂(abrasive sand)を使用して実施した。
試験前後での試験片重量を測定し、磨耗量を測定した。試験結果は、軟鋼板(SS400)の磨耗量を基準(1.0)として、耐磨耗比:(軟鋼板の磨耗量)/(各鋼板の磨耗量)で評価した。耐磨耗比が大きいほど、耐磨耗性に優れていることを意味し、本発明範囲では、耐磨耗比4.0以上を耐磨耗性に優れるものとした。 [Abrasion resistance 1]
The abrasion resistance was in accordance with ASTM G65, and a rubber wheel test was performed. The test piece is 10 mmt (t: plate thickness) x 75 mmw (w: width) x 20 mmL (L: length) (if the plate thickness is less than 10 mmt, t (plate thickness) x 75 mmw x 20 mmL) Performed using 100% SiO 2 abrasive sand.
The specimen weight before and after the test was measured, and the amount of wear was measured. The test results were evaluated based on the wear resistance ratio: (abrasion amount of mild steel plate) / (abrasion amount of each steel plate) with the wear amount of the mild steel plate (SS400) as a reference (1.0). The larger the wear resistance ratio, the better the wear resistance. In the scope of the present invention, the wear resistance ratio of 4.0 or more is excellent in wear resistance.
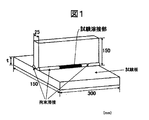
T形すみ肉溶接割れ試験(T shape fillet weld cracking test)は、図1の通りにT形に組み立てた試験体を被覆アーク溶接(shielded metal arc welding)にて拘束溶接(restriction welding)を実施した後、室温(25℃×湿度60%)もしくは、100℃に予熱した後、試験溶接を実施した。
溶接方法は、被覆アーク溶接(溶接材料:LB52UL(4.0mmΦ))で、入熱17kJ/cmとし、3層6パスの溶接を実施した。溶接後、48時間室温で放置した後、試験板の溶接部断面観察サンプル(ビード長200mmを5等分)を5枚採取し、溶接熱影響部での割れの発生の有無を投影機(projector)および光学顕微鏡(optical microscope)により、調査した。予熱なし、および予熱100℃とも、採取した各5枚の断面サンプルにおいて、溶接熱影響部で割れの発生が全くないものを耐遅れ破壊特性に優れるとして評価した。 [Delayed destruction 1]
In the T-shaped fillet weld cracking test, a test piece assembled into a T-shape as shown in FIG. 1 was subjected to restraint welding by shielded arc welding (shielded metal arc welding). Then, after preheating to room temperature (25 ° C. × humidity 60%) or 100 ° C., test welding was performed.
The welding method was covered arc welding (welding material: LB52UL (4.0 mmΦ)), heat input was 17 kJ / cm, and three-layer six-pass welding was performed. After welding, the sample was left at room temperature for 48 hours, and then a sample of the cross section of the welded portion of the test plate (bead length of 200 mm was divided into five equal parts) was sampled. ) And optical microscope. With no preheating and 100 ° C. preheating, in each of the collected five cross-sectional samples, those having no cracking at the weld heat affected zone were evaluated as having excellent delayed fracture resistance.
溶接部再現熱サイクル試験(synthetic heat−affected zone test)は、溶接入熱17kJ/cmの1層炭酸ガスアーク溶接を行った場合のボンド部および低温焼戻し脆化領域のそれぞれを模擬した。ボンド部の模擬は、1400℃で1秒間保持し、800~200℃の冷却速度を30℃/sとした。また、低温焼戻し脆化領域の模擬は、300℃で1秒間保持し、300~100℃を5℃/sで冷却した。
圧延方向から採取した角棒状試験片(square bar test specimen)に高周波誘導加熱装置(high−frequency induction heating device)で上述した熱サイクル(heat cycle)付与した後、JISZ2242(1998年)に準じてVノッチシャルピー衝撃試験を行った。Vノッチシャルピー衝撃試験は試験温度を0℃として各鋼板について3本の試験片で行った。
ボンド部および低温焼戻し脆化領域の吸収エネルギー(vE0)の各々3本の平均値が30J以上を溶接部靭性に優れるもの(本発明範囲内)とした。 [Welding toughness 1-1]
The welded heat-affected zone test simulated each of the bond and low temperature temper embrittlement regions when single layer carbon dioxide arc welding with a heat input of 17 kJ / cm was performed. The bond portion was simulated at 1400 ° C. for 1 second, and a cooling rate of 800 to 200 ° C. was set to 30 ° C./s. Further, the simulation of the low temperature temper embrittlement region was held at 300 ° C. for 1 second and cooled to 300 to 100 ° C. at 5 ° C./s.
After applying the heat cycle described above with a high-frequency induction heating device to a square bar test specimen sampled from the rolling direction according to JISZ2242 (1998), it was applied to a high-frequency induction heating device (high-frequency induction heating device). A notch Charpy impact test was performed. The V-notch Charpy impact test was performed with three test pieces for each steel plate at a test temperature of 0 ° C.
The average value of three absorbed energy (vE 0 ) in the bond portion and the low-temperature temper embrittlement region was 30 J or more, respectively, and was excellent in weld zone toughness (within the scope of the present invention).
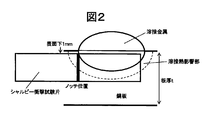
さらに、実継手の靭性を確認するため、被覆アーク溶接(shielded metal arc welding)(入熱(heat input)17kJ/cm、予熱150℃、溶接材料(welding material):LB52UL(4.0mmΦ))で鋼板にビードオンプレート溶接(bead on plate welding)を行った。シャルピー衝撃試験片を表面下1mmの位置より採取し、ノッチ位置をボンド部として、JISZ2242(1998年)に準じてVノッチシャルピー衝撃試験を行った。図2にシャルピー衝撃片の採取位置、ノッチ位置(notch location)を示す。
実継手(actual weld joint)のVノッチシャルピー衝撃試験は試験温度を0℃として各試験温度について3本の試験片で行った。吸収エネルギー(vE0)の3本の平均値が30J以上をボンド部靭性に優れるもの(本発明範囲内)とした。
表2に供試鋼板の製造条件を、表3に上記各試験の結果を示す。本発明例(鋼No.1~5)は、表面硬度が400HBW10/3000以上を有し、耐磨耗性に優れ、0℃の母材靭性が30J以上を有し、さらに、T形すみ肉溶接割れ試験で割れが発生せず、また、溶接部再現熱サイクル試験および実溶接部においても優れた靭性を有し、溶接部靭性に優れていることが確認された。
一方、成分組成が本発明範囲外の比較例(鋼No.6~14)は、表面硬度、耐磨耗性、T形すみ肉溶接割れ試験、母材靭性、再現熱サイクルシャルピー衝撃試験、実継手シャルピー衝撃試験(Charpy impact test of actual weld joint)のいずれか、あるいはその複数が目標性能を満足できないことが確認された。 [Weld toughness 1-2]
Furthermore, in order to confirm the toughness of the actual joint, by shielded arc welding (heat input 17 kJ / cm, preheating 150 ° C., welding material: LB52UL (4.0 mmΦ)). The steel plate was subjected to bead on plate welding. A Charpy impact test piece was sampled from a position 1 mm below the surface, and a V-notch Charpy impact test was performed according to JISZ2242 (1998) using the notch position as a bond part. FIG. 2 shows the sampling position and notch position of the Charpy impact piece.
The V-notch Charpy impact test of the actual weld joint was performed with three test pieces at each test temperature with the test temperature set to 0 ° C. The average value of the three absorbed energy (vE 0 ) was determined to be 30 J or more (within the scope of the present invention) having excellent bond portion toughness.
Table 2 shows the production conditions of the test steel sheets, and Table 3 shows the results of the above tests. Examples of the present invention (steel Nos. 1 to 5) have a surface hardness of 400 HBW 10/3000 or more, excellent wear resistance, a base metal toughness of 0 ° C. of 30 J or more, and a T-shaped fillet It was confirmed that no cracks were generated in the weld cracking test, and that excellent toughness was exhibited in the welded part thermal cycle test and the actual welded part, and the welded part toughness was excellent.
On the other hand, comparative examples (steel Nos. 6 to 14) whose composition is outside the scope of the present invention include surface hardness, wear resistance, T-shaped fillet weld cracking test, base metal toughness, reproducible thermal cycle Charpy impact test, It was confirmed that one or more of the Charpy impact test (Character impact test of actual weld joint) could not satisfy the target performance.
得られた鋼板について、表面硬度測定、耐磨耗性評価、母材靭性測定、T形すみ肉溶接割れ試験(耐遅れ破壊特性評価)、溶接部再現熱サイクル試験および実継手の溶接部の靭性試験を下記の要領で実施した。得られた結果を表6に示す。 After heating the steel slab prepared in various component compositions shown in Table 4 by the converter-ladder refining-continuous casting method to 1000 to 1250 ° C., it was hot-rolled under the manufacturing conditions shown in Table 5, Some steel plates were water-cooled (quenched (DQ)) immediately after rolling, and other steel plates were air-cooled after rolling, re-heated, and then water-cooled (quenched (RQ)).
For the obtained steel sheet, surface hardness measurement, wear resistance evaluation, base metal toughness measurement, T-shaped fillet weld cracking test (delayed fracture resistance evaluation), welded part reproducible thermal cycle test, and welded part toughness of actual joint The test was conducted as follows. The results obtained are shown in Table 6.
表面硬度測定はJIS Z2243(1998)に準拠し、表層下の表面硬度(表層のスケールを除去した後に測定した表面の硬度)を測定した。測定は直径10mmのタングステン硬球を使用し、荷重は3000kgfとした。 [Surface hardness 2]
The surface hardness was measured according to JIS Z2243 (1998), and the surface hardness under the surface layer (the surface hardness measured after removing the scale of the surface layer) was measured. The measurement used a tungsten hard sphere having a diameter of 10 mm, and the load was 3000 kgf.
各鋼板の板厚1/4位置の圧延方向と垂直な方向から、JIS Z 2202(1998年)の規定に準拠してVノッチ試験片を採取し、JIS Z 2242(1998年)の規定に準拠して各鋼板について各温度3本のシャルピー衝撃試験を実施し、試験温度0℃および−40℃での吸収エネルギーを求め、母材靭性を評価した。試験温度0℃は温暖地域での使用を、試験温度−40℃は寒冷地域(cold region)での使用を考慮して選定した。
試験温度0℃での吸収エネルギー(vE0と言う場合がある。)の3本の平均値が30J以上でかつ、試験温度−40℃での吸収エネルギー(vE−40と言う場合がある。)の3本の平均値が27J以上を母材靭性に優れるもの(本発明範囲内)とした。なお、板厚が10mm未満の鋼板に関しては、サブサイズ(5mm×10mm)のVノッチシャルピー試験片を採取し、シャルピー衝撃試験を実施し、3本の吸収エネルギー(vE0)の平均値が15J以上でかつ、3本の吸収エネルギー(vE−40)の平均値が13J以上を母材靭性に優れるもの(本発明範囲内)とした。 [Base material toughness 2]
From the direction perpendicular to the rolling direction at a thickness of 1/4 of each steel plate, V-notch specimens were collected in accordance with JIS Z 2202 (1998), and conformed to JIS Z 2242 (1998). Each steel plate was subjected to a Charpy impact test at three temperatures, the absorbed energy at test temperatures of 0 ° C. and −40 ° C. was determined, and the base metal toughness was evaluated. The test temperature of 0 ° C. was selected in consideration of use in a warm region, and the test temperature of −40 ° C. was selected in consideration of use in a cold region.
The average value of the three absorbed energy at the test temperature of 0 ° C. (sometimes referred to as vE 0 ) is 30 J or more, and the absorbed energy at the test temperature of −40 ° C. (sometimes referred to as vE- 40 ). The average value of these three was determined to be 27 J or more with excellent base material toughness (within the scope of the present invention). For steel plates with a thickness of less than 10 mm, sub-size (5 mm × 10 mm) V-notch Charpy test pieces were collected, Charpy impact tests were performed, and the average value of three absorbed energy (vE 0 ) was 15 J The average value of the three absorbed energy (vE- 40 ) is 13J or more as described above, and the base material toughness is excellent (within the scope of the present invention).
耐磨耗性は、ASTM G65の規定に準拠し、ラバーホイール試験を実施した。試験片は10mmt(t:板厚)×75mmw(w:幅)×20mmL(L:長さ)(板厚が10mmt未満の場合は、t(板厚)×75mmw×20mmL)とし、磨耗材に100%SiO2磨耗砂を使用して実施した。
試験前後での試験片重量を測定し、磨耗量を測定した。試験結果は、軟鋼板(SS400)の磨耗量を基準(1.0)として、耐磨耗比:(軟鋼板の磨耗量)/(各鋼板の磨耗量)で評価した。耐磨耗比が大きいほど、耐磨耗性に優れていることを意味し、本発明範囲では、耐磨耗比4.0以上を耐磨耗性に優れるものとした。 [Abrasion resistance 2]
The abrasion resistance was in accordance with ASTM G65, and a rubber wheel test was performed. The test piece is 10 mmt (t: plate thickness) x 75 mmw (w: width) x 20 mmL (L: length) (if the plate thickness is less than 10 mmt, t (plate thickness) x 75 mmw x 20 mmL) Performed using 100% SiO 2 wear sand.
The specimen weight before and after the test was measured, and the amount of wear was measured. The test results were evaluated based on the wear resistance ratio: (abrasion amount of mild steel plate) / (abrasion amount of each steel plate) with the wear amount of the mild steel plate (SS400) as a reference (1.0). The larger the wear resistance ratio, the better the wear resistance. In the scope of the present invention, the wear resistance ratio of 4.0 or more is excellent in wear resistance.
T形すみ肉溶接割れ試験は、図1の通りにT形に組み立てた試験体を被覆アーク溶接にて拘束溶接を実施した後、室温(25℃×湿度60%)もしくは、100℃に予熱した後、試験溶接を実施した。
溶接方法は、被覆アーク溶接(溶接材料:LB52UL(4.0mmΦ))で、入熱17kJ/cmとし、3層6パスの溶接を実施した。試験後、48時間室温で放置した後、試験板の溶接部断面観察サンプル(ビード長200mmを5等分)を5枚採取し、溶接熱影響部での割れの発生の有無を投影機および光学顕微鏡により、調査した。予熱なし、および予熱100℃とも、採取した各5枚の断面サンプルにおいて、溶接熱影響部で割れの発生が全くないものを耐遅れ破壊特性に優れるとして評価した。 [Delayed destruction 2]
In the T-shaped fillet weld cracking test, a specimen assembled in a T-shape as shown in FIG. 1 was subjected to restraint welding by covering arc welding, and then preheated to room temperature (25 ° C. × humidity 60%) or 100 ° C. Later, test welding was performed.
The welding method was covered arc welding (welding material: LB52UL (4.0 mmΦ)), heat input was 17 kJ / cm, and three-layer six-pass welding was performed. After the test, the sample was left at room temperature for 48 hours, and then five samples of the welded portion cross-section observation sample (200 mm bead length divided into five equal parts) were collected. Investigated with a microscope. With no preheating and 100 ° C. preheating, in each of the collected five cross-sectional samples, those having no cracking at the weld heat affected zone were evaluated as having excellent delayed fracture resistance.
溶接部再現熱サイクル試験は、溶接入熱17kJ/cmの1層炭酸ガスアーク溶接(one pass CO2 gas shielded arc welding)を行った場合のボンド部および低温焼戻し脆化領域のそれぞれを模擬した。ボンド部の模擬は、1400℃で1秒間保持し、800~200℃の冷却速度を30℃/sとした。また、低温焼戻し脆化領域の模擬は、300℃で1秒間保持し、300~100℃を5℃/sで冷却した。
圧延方向から採取した角棒状試験片に高周波誘導加熱装置で上述した熱サイクル付与した後、JISZ2242(1998年)に準じてVノッチシャルピー衝撃試験を行った。Vノッチシャルピー衝撃試験は試験温度を0℃および−40℃として各鋼板について各温度3本の試験片で行った。
ボンド部および低温焼戻し脆化領域の吸収エネルギー(vE0)の各々3本の平均値が30J以上、かつ、吸収エネルギー(vE−40)の各々3本の平均値が27J以上を溶接部靭性に優れるもの(本発明範囲内)とした。
なお、板厚が10mm未満の鋼板に関しては、サブサイズ(5mm×10mm)のVノッチシャルピー試験片を採取し、シャルピー衝撃試験を実施し、ボンド部および低温焼戻し脆化領域の吸収エネルギー(vE0)の各々3本の平均値が15J以上でかつ、吸収エネルギー(vE−40)の各々3本の平均値が13J以上を溶接部靭性に優れるもの(本発明範囲内)とした。 [Weld toughness 2-1]
The welded part reproduction heat cycle test simulated each of the bond part and the low temperature tempered embrittlement region in the case of performing one-pass CO 2 gas shielded arc welding with a welding heat input of 17 kJ / cm. The bond portion was simulated at 1400 ° C. for 1 second, and a cooling rate of 800 to 200 ° C. was set to 30 ° C./s. Further, the simulation of the low temperature temper embrittlement region was held at 300 ° C. for 1 second and cooled to 300 to 100 ° C. at 5 ° C./s.
After applying the above-described thermal cycle to a square bar specimen taken from the rolling direction with a high-frequency induction heating device, a V-notch Charpy impact test was performed according to JISZ2242 (1998). The V-notch Charpy impact test was conducted with test pieces at three temperatures for each steel sheet at test temperatures of 0 ° C. and −40 ° C.
The average value of the three absorbed energy (vE 0 ) of the bond part and the low temperature temper embrittlement region is 30 J or more, and the average value of each three of the absorbed energy (vE −40 ) is 27 J or more to weld toughness. Excellent (within the scope of the present invention).
For steel plates with a thickness of less than 10 mm, sub-size (5 mm × 10 mm) V-notch Charpy test pieces were collected and subjected to Charpy impact tests, and the absorbed energy (vE 0 ) of the bond portion and the low-temperature temper embrittlement region ) Each having an average value of 15 J or more and an absorption energy (vE -40 ) of 13 J or more being excellent in weld joint toughness (within the scope of the present invention).
さらに、実継手の靭性を確認するため、被覆アーク溶接(入熱17kJ/cm、予熱150℃、溶接材料:LB52UL(4.0mmΦ))で鋼板にビードオンプレート溶接を行った。シャルピー衝撃片を表面下1mmの位置より採取し、ノッチ位置をボンド部として、JISZ2242(1998年)に準じてVノッチシャルピー衝撃試験を行った。図2にシャルピー衝撃片の採取位置、ノッチ位置を示す。 [Weld zone toughness 2-2]
Furthermore, in order to confirm the toughness of the actual joint, bead-on-plate welding was performed on the steel plate by covered arc welding (heat input 17 kJ / cm, preheating 150 ° C., welding material: LB52UL (4.0 mmΦ)). A Charpy impact piece was collected from a position 1 mm below the surface, and a V-notch Charpy impact test was conducted according to JISZ2242 (1998) using the notch position as a bond part. FIG. 2 shows the sampling position and notch position of the Charpy impact piece.
なお、板厚が10mm未満の鋼板に関しては、サブサイズ(5mm×10mm)のVノッチシャルピー試験片を採取し、シャルピー衝撃試験を実施し、吸収エネルギー(vE0)の3本の平均値が15J以上でかつ、吸収エネルギー(vE−40)の3本の平均値が13J以上をボンド部靭性に優れるもの(本発明範囲内)とした。 The V-notch Charpy impact test of the actual joint was performed with three test pieces at each test temperature with the test temperature being 0 ° C. and −40 ° C. The average value of the three absorbed energy (vE 0 ) was 30 J or more, and the average value of the three absorbed energy (vE −40 ) was 27 J or more, which was excellent in the toughness of the bond portion (within the scope of the present invention). .
For steel sheets with a thickness of less than 10 mm, sub-size (5 mm × 10 mm) V-notch Charpy test pieces were collected, Charpy impact tests were performed, and the average value of three absorbed energy (vE 0 ) was 15 J The average value of the three absorbed energy (vE -40 ) values of 13 J or more was determined to be excellent in bond portion toughness (within the scope of the present invention).



Claims (7)
- mass%で、C:0.20~0.30%、Si:0.05~1.0%、Mn:0.40~1.2%、P:0.010%以下、S:0.005%以下、Cr:0.40~1.5%、Nb:0.005~0.025%、Ti:0.005~0.03%、Al:0.1%以下、N:0.01%以下を含有し、(1)式で示される焼入れ性指数DI*が45以上で、残部Feおよび不可避的不純物からなる組成を有し、ミクロ組織がマルテンサイトを基地相とする溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
DI*=33.85×(0.1×C)0.5×(0.7×Si+1)×(3.33×Mn+1)×(0.35×Cu+1)×(0.36×Ni+1)×(2.16×Cr+1)×(3×Mo+1)×(1.75×V+1)×(1.5×W+1)・・・・・(1)
(1)式において、各元素記号は含有量(mass%)。 In mass%, C: 0.20 to 0.30%, Si: 0.05 to 1.0%, Mn: 0.40 to 1.2%, P: 0.010% or less, S: 0.005 % Or less, Cr: 0.40 to 1.5%, Nb: 0.005 to 0.025%, Ti: 0.005 to 0.03%, Al: 0.1% or less, N: 0.01% The hardenability index DI * represented by the formula (1) is 45 or more, the composition is composed of the balance Fe and inevitable impurities, and the microstructure is a weld zone toughness and resistance to martensite as a base phase. Wear-resistant steel plate with excellent delayed fracture characteristics.
DI * = 33.85 × (0.1 × C) 0.5 × (0.7 × Si + 1) × (3.33 × Mn + 1) × (0.35 × Cu + 1) × (0.36 × Ni + 1) × (2.16 × Cr + 1) × (3 × Mo + 1) × (1.75 × V + 1) × (1.5 × W + 1) (1)
In the formula (1), each element symbol is a content (mass%). - 前記鋼組成に、mass%でさらに、Mo:0.05~1.0%、W:0.05~1.0%、B:0.0003~0.0030%の1種または2種以上を含有することを特徴とする請求項1記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。 In the steel composition, at least in mass%, Mo: 0.05 to 1.0%, W: 0.05 to 1.0%, B: 0.0003 to 0.0030% The wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance according to claim 1.
- 前記鋼組成に、mass%でさらに、Cu:1.5%以下、Ni:2.0%以下、V:0.1%以下の1種または2種以上を含有することを特徴とする請求項1または2記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。 The steel composition further includes one or more of Cu: 1.5% or less, Ni: 2.0% or less, and V: 0.1% or less in mass%. A wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance according to 1 or 2.
- 前記鋼組成に、mass%でさらに、REM:0.008%以下、Ca:0.005%以下、Mg:0.005%以下の1種または2種以上を含有することを特徴とする請求項1乃至3のいずれか一つに記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。 The steel composition further includes one or more of REM: 0.008% or less, Ca: 0.005% or less, and Mg: 0.005% or less in mass%. The wear-resistant steel sheet excellent in weld zone toughness and delayed fracture resistance according to any one of 1 to 3.
- 前記鋼板の表面硬度がブリネル硬さで400HBW10/3000以上である請求項1乃至4のいずれか一つに記載の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。 The wear-resistant steel sheet having excellent weld toughness and delayed fracture resistance according to any one of claims 1 to 4, wherein the steel sheet has a surface hardness of 400 HBW 10/3000 or more in terms of Brinell hardness.
- 請求項1乃至5のいずれか一つに記載の鋼板で、焼入れ性指数DI*が180以下の溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。 A steel plate according to any one of claims 1 to 5, which is a wear-resistant steel plate having a hardenability index DI * of 180 or less and excellent weld joint toughness and delayed fracture resistance.
- 請求項1乃至6のいずれか一つに記載の鋼板で、(2)式を満足する溶接部靭性および耐遅れ破壊特性に優れた耐磨耗鋼板。
C+Mn/4−Cr/3+10P≦0.47・・・・・(2)
(2)式において、各元素記号は含有量(mass%)。 The steel plate according to any one of claims 1 to 6, wherein the wear-resistant steel plate is excellent in weld toughness and delayed fracture resistance satisfying the formula (2).
C + Mn / 4-Cr / 3 + 10P ≦ 0.47 (2)
In the formula (2), each element symbol is a content (mass%).
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2013000031A MX354630B (en) | 2010-06-30 | 2011-06-29 | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance. |
| US13/806,954 US20130216422A1 (en) | 2010-06-30 | 2011-06-29 | Abrasion resistant steel plate which exhibits excellent weld toughness and excellent delayed fracture resistance |
| RU2013103814/02A RU2550985C2 (en) | 2010-06-30 | 2011-06-29 | Galling resistant steel plates demonstrating excellent impact toughness of weld and excellent resistance to delayed fracture |
| AU2011272188A AU2011272188C1 (en) | 2010-06-30 | 2011-06-29 | Abrasion resistant steel plate which exhibits excellent weld toughness and excellent delayed fracture resistance |
| KR1020137001872A KR20130045900A (en) | 2010-06-30 | 2011-06-29 | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance |
| CA2801703A CA2801703C (en) | 2010-06-30 | 2011-06-29 | Abrasion resistant steel plate which exhibits excellent weld toughness and excellent delayed fracture resistance |
| CN2011800319242A CN102959113A (en) | 2010-06-30 | 2011-06-29 | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance |
| EP11801027.1A EP2589676B1 (en) | 2010-06-30 | 2011-06-29 | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-149649 | 2010-06-30 | ||
| JP2010149649 | 2010-06-30 | ||
| JP2011-142506 | 2011-06-28 | ||
| JP2011142506A JP5866820B2 (en) | 2010-06-30 | 2011-06-28 | Wear-resistant steel plate with excellent weld toughness and delayed fracture resistance |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012002567A1 true WO2012002567A1 (en) | 2012-01-05 |
Family
ID=45402264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/065416 WO2012002567A1 (en) | 2010-06-30 | 2011-06-29 | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20130216422A1 (en) |
| EP (1) | EP2589676B1 (en) |
| JP (1) | JP5866820B2 (en) |
| KR (1) | KR20130045900A (en) |
| CN (1) | CN102959113A (en) |
| AU (1) | AU2011272188C1 (en) |
| CA (1) | CA2801703C (en) |
| MX (1) | MX354630B (en) |
| RU (1) | RU2550985C2 (en) |
| WO (1) | WO2012002567A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102747280A (en) * | 2012-07-31 | 2012-10-24 | 宝山钢铁股份有限公司 | Wear resistant steel plate with high intensity and high toughness and production method thereof |
| CN103966524A (en) * | 2013-01-24 | 2014-08-06 | 中国石油天然气集团公司 | Sulfide stress cracking resistance tubing and casing, and production method thereof |
| AU2013319621B2 (en) * | 2012-09-19 | 2016-10-13 | Jfe Steel Corporation | Wear-resistant steel plate having excellent low-temperature toughness and corrosion wear resistance |
| CN113512688A (en) * | 2021-07-15 | 2021-10-19 | 重庆增隆新材料科技有限公司 | Spherical powder material for aviation ultrahigh-strength steel and preparation method thereof |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2692890B1 (en) * | 2011-03-29 | 2018-07-25 | JFE Steel Corporation | Abrasion-resistant steel plate or steel sheet and method for producing the same |
| KR101699582B1 (en) * | 2011-03-29 | 2017-01-24 | 제이에프이 스틸 가부시키가이샤 | Abrasion resistant steel plate or steel sheet excellent in resistance to stress corrosion cracking and method for manufacturing the same |
| JP5966730B2 (en) * | 2012-07-30 | 2016-08-10 | Jfeスチール株式会社 | Abrasion resistant steel plate with excellent impact wear resistance and method for producing the same |
| CN102747282B (en) | 2012-07-31 | 2015-04-22 | 宝山钢铁股份有限公司 | High-hardness high-tenacity wear-resistant steel plate and production method thereof |
| CN102876969B (en) * | 2012-07-31 | 2015-03-04 | 宝山钢铁股份有限公司 | Super-strength high-toughness wear resistant steel plate and production method thereof |
| EP2873747B1 (en) | 2012-09-19 | 2018-06-27 | JFE Steel Corporation | Wear-resistant steel plate having excellent low-temperature toughness and corrosion wear resistance |
| JP6235221B2 (en) * | 2013-03-28 | 2017-11-22 | Jfeスチール株式会社 | Wear-resistant thick steel plate having low temperature toughness and hydrogen embrittlement resistance and method for producing the same |
| CN103205634B (en) | 2013-03-28 | 2016-06-01 | 宝山钢铁股份有限公司 | A kind of low-alloy high hardness wear-resisting steel plate and manufacture method thereof |
| CN103225046A (en) * | 2013-04-09 | 2013-07-31 | 康力电梯股份有限公司 | Alloy member with high comprehensive performance |
| SI2789699T1 (en) * | 2013-08-30 | 2017-06-30 | Rautaruukki Oyj | A high-hardness hot-rolled steel product, and a method of manufacturing the same |
| CN105940133B (en) | 2014-01-28 | 2017-11-07 | 杰富意钢铁株式会社 | Wear-resistant steel plate and its manufacture method |
| CN103952645B (en) * | 2014-04-10 | 2016-10-05 | 铜陵南江鑫钢实业有限公司 | A kind of high temperature resistant wear-resistance high-manganese steel and preparation method thereof |
| JP6217585B2 (en) * | 2014-10-20 | 2017-10-25 | Jfeスチール株式会社 | Abrasion resistant steel plate excellent in bending workability and impact wear resistance and method for producing the same |
| CN104711480B (en) * | 2015-03-20 | 2017-01-18 | 苏州劲元油压机械有限公司 | Dedicated wear-resisting anticorrosion steel plate for storage rack platform and preparation method of steel plate |
| CN108251761A (en) * | 2018-02-26 | 2018-07-06 | 朱威威 | Rare-earth and high chromium tungsten high temperature resistant and wear-resistant steel |
| EP4015659A4 (en) * | 2019-09-17 | 2023-09-20 | JFE Steel Corporation | Wear-resistant steel sheet and method for producing same |
| CN111304546A (en) * | 2020-04-07 | 2020-06-19 | 四川泰铸耐磨材料有限公司 | Super-strength wear-resistant alloy and preparation method thereof |
| KR102498142B1 (en) * | 2020-12-18 | 2023-02-08 | 주식회사 포스코 | Armored steel havinh high hardness and excellent low-temperature impact toughness and method for manufacturing thereof |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0551691A (en) | 1991-03-11 | 1993-03-02 | Sumitomo Metal Ind Ltd | Wear resistant steel sheet excellent in delayed fracture resistance and its production |
| JPH08295990A (en) | 1995-04-27 | 1996-11-12 | Creusot Loire Ind | Preparation of highly wear-resistant steel and steel product |
| JPH1171631A (en) * | 1997-06-26 | 1999-03-16 | Sumitomo Metal Ind Ltd | Highly toughened and wear resistant steel and its production |
| JP2002080930A (en) | 2000-09-11 | 2002-03-22 | Nkk Corp | Wear resistant steel having excellent toughness and delayed fracture resistance and its production method |
| JP2002115024A (en) | 2000-10-06 | 2002-04-19 | Nkk Corp | Wear resistant steel having excellent toughness and delayed-fracture resistance and its production method |
| JP2004162120A (en) | 2002-11-13 | 2004-06-10 | Nippon Steel Corp | Wear resistant steel having superior weldability and excellent wear resistance and corrosion resistance in weld zone |
| JP2007070713A (en) * | 2005-09-09 | 2007-03-22 | Nippon Steel Corp | High toughness wear resistant steel small in hardness change during using, and producing method therefor |
| JP2009030092A (en) * | 2007-07-26 | 2009-02-12 | Jfe Steel Kk | Wear resistant steel sheet excellent in low temperature toughness and low temperature tempering brittle crack resistance |
| JP2009030094A (en) * | 2007-07-26 | 2009-02-12 | Jfe Steel Kk | Wear resistant steel sheet excellent in gas cut face property and low temperature tempering brittle crack resistance |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11201168A (en) * | 1998-01-12 | 1999-07-27 | Nippon Seiko Kk | Rolling bearing |
| FR2847272B1 (en) * | 2002-11-19 | 2004-12-24 | Usinor | METHOD FOR MANUFACTURING AN ABRASION RESISTANT STEEL SHEET AND OBTAINED SHEET |
| RU2243288C1 (en) * | 2003-12-03 | 2004-12-27 | Открытое акционерное общество "Северсталь" | Steel |
| JP2008214651A (en) * | 2007-02-28 | 2008-09-18 | Jfe Steel Kk | Wear resistant steel sheet having excellent weldability |
| JP5145804B2 (en) * | 2007-07-26 | 2013-02-20 | Jfeスチール株式会社 | Abrasion-resistant steel plate with excellent low-temperature tempering embrittlement cracking properties |
| JP2012031511A (en) * | 2010-06-30 | 2012-02-16 | Jfe Steel Corp | Wear-resistant steel sheet having excellent toughness of multi-layer-welded part and lagging destruction resistance properties |
| EP2692890B1 (en) * | 2011-03-29 | 2018-07-25 | JFE Steel Corporation | Abrasion-resistant steel plate or steel sheet and method for producing the same |
| KR101699582B1 (en) * | 2011-03-29 | 2017-01-24 | 제이에프이 스틸 가부시키가이샤 | Abrasion resistant steel plate or steel sheet excellent in resistance to stress corrosion cracking and method for manufacturing the same |
-
2011
- 2011-06-28 JP JP2011142506A patent/JP5866820B2/en active Active
- 2011-06-29 CN CN2011800319242A patent/CN102959113A/en active Pending
- 2011-06-29 WO PCT/JP2011/065416 patent/WO2012002567A1/en active Application Filing
- 2011-06-29 US US13/806,954 patent/US20130216422A1/en not_active Abandoned
- 2011-06-29 CA CA2801703A patent/CA2801703C/en active Active
- 2011-06-29 RU RU2013103814/02A patent/RU2550985C2/en active
- 2011-06-29 AU AU2011272188A patent/AU2011272188C1/en active Active
- 2011-06-29 KR KR1020137001872A patent/KR20130045900A/en not_active Application Discontinuation
- 2011-06-29 MX MX2013000031A patent/MX354630B/en active IP Right Grant
- 2011-06-29 EP EP11801027.1A patent/EP2589676B1/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0551691A (en) | 1991-03-11 | 1993-03-02 | Sumitomo Metal Ind Ltd | Wear resistant steel sheet excellent in delayed fracture resistance and its production |
| JPH08295990A (en) | 1995-04-27 | 1996-11-12 | Creusot Loire Ind | Preparation of highly wear-resistant steel and steel product |
| JPH1171631A (en) * | 1997-06-26 | 1999-03-16 | Sumitomo Metal Ind Ltd | Highly toughened and wear resistant steel and its production |
| JP2002080930A (en) | 2000-09-11 | 2002-03-22 | Nkk Corp | Wear resistant steel having excellent toughness and delayed fracture resistance and its production method |
| JP2002115024A (en) | 2000-10-06 | 2002-04-19 | Nkk Corp | Wear resistant steel having excellent toughness and delayed-fracture resistance and its production method |
| JP2004162120A (en) | 2002-11-13 | 2004-06-10 | Nippon Steel Corp | Wear resistant steel having superior weldability and excellent wear resistance and corrosion resistance in weld zone |
| JP2007070713A (en) * | 2005-09-09 | 2007-03-22 | Nippon Steel Corp | High toughness wear resistant steel small in hardness change during using, and producing method therefor |
| JP2009030092A (en) * | 2007-07-26 | 2009-02-12 | Jfe Steel Kk | Wear resistant steel sheet excellent in low temperature toughness and low temperature tempering brittle crack resistance |
| JP2009030094A (en) * | 2007-07-26 | 2009-02-12 | Jfe Steel Kk | Wear resistant steel sheet excellent in gas cut face property and low temperature tempering brittle crack resistance |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102747280A (en) * | 2012-07-31 | 2012-10-24 | 宝山钢铁股份有限公司 | Wear resistant steel plate with high intensity and high toughness and production method thereof |
| CN102747280B (en) * | 2012-07-31 | 2014-10-01 | 宝山钢铁股份有限公司 | Wear resistant steel plate with high intensity and high toughness and production method thereof |
| AU2013319621B2 (en) * | 2012-09-19 | 2016-10-13 | Jfe Steel Corporation | Wear-resistant steel plate having excellent low-temperature toughness and corrosion wear resistance |
| CN103966524A (en) * | 2013-01-24 | 2014-08-06 | 中国石油天然气集团公司 | Sulfide stress cracking resistance tubing and casing, and production method thereof |
| CN113512688A (en) * | 2021-07-15 | 2021-10-19 | 重庆增隆新材料科技有限公司 | Spherical powder material for aviation ultrahigh-strength steel and preparation method thereof |
| CN113512688B (en) * | 2021-07-15 | 2022-04-26 | 重庆增隆新材料科技有限公司 | Spherical powder material for aviation ultrahigh-strength steel and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2801703C (en) | 2016-05-24 |
| EP2589676B1 (en) | 2020-04-22 |
| AU2011272188B2 (en) | 2014-05-01 |
| US20130216422A1 (en) | 2013-08-22 |
| EP2589676A4 (en) | 2017-04-19 |
| CN102959113A (en) | 2013-03-06 |
| CA2801703A1 (en) | 2012-01-05 |
| RU2550985C2 (en) | 2015-05-20 |
| EP2589676A1 (en) | 2013-05-08 |
| AU2011272188C1 (en) | 2014-12-04 |
| MX354630B (en) | 2018-03-14 |
| KR20130045900A (en) | 2013-05-06 |
| RU2013103814A (en) | 2014-08-10 |
| JP5866820B2 (en) | 2016-02-24 |
| MX2013000031A (en) | 2013-02-01 |
| JP2012031510A (en) | 2012-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5866820B2 (en) | Wear-resistant steel plate with excellent weld toughness and delayed fracture resistance | |
| KR101502845B1 (en) | Abrasion resistant steel plate which exhibits excellent weld toughness and excellent delayed fracture resistance | |
| JP5380892B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP5655356B2 (en) | Wear-resistant steel plate with excellent low-temperature temper embrittlement cracking | |
| JP4735167B2 (en) | Method for producing wear-resistant steel sheet with excellent low-temperature toughness | |
| JP4735191B2 (en) | Abrasion resistant steel plate with excellent low temperature toughness and method for producing the same | |
| WO2012133910A1 (en) | Abrasion-resistant steel sheet exhibiting excellent resistance to stress corrosion cracking, and method for producing same | |
| WO2012133911A1 (en) | Abrasion-resistant steel sheet exhibiting excellent resistance to stress corrosion cracking, and method for producing same | |
| JP5145803B2 (en) | Wear-resistant steel plate with excellent low-temperature toughness and low-temperature tempering embrittlement cracking properties | |
| JP5186809B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP5683327B2 (en) | Wear-resistant steel plate with excellent low-temperature toughness | |
| JP7226598B2 (en) | Abrasion-resistant steel plate and manufacturing method thereof | |
| JP5849940B2 (en) | Low yield ratio high strength steel plate with excellent weld heat affected zone toughness | |
| JP2002256382A (en) | Wear resistant steel sheet and production method therefor | |
| JP5458624B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP2008214651A (en) | Wear resistant steel sheet having excellent weldability | |
| JP3698082B2 (en) | Wear resistant steel | |
| JP2019173054A (en) | High strength high ductility steel sheet | |
| JP2006213976A (en) | High tensile strength steel having excellent weldability and joint toughness | |
| JPH08176727A (en) | High tensile steel and production thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180031924.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11801027 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2801703 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 3894/KOLNP/2012 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2013/000031 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011801027 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20137001872 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2013103814 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2011272188 Country of ref document: AU Date of ref document: 20110629 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13806954 Country of ref document: US |