WO2012001981A1 - Coated steel sheet having excellent corrosion resistance and alkali resistance - Google Patents
Coated steel sheet having excellent corrosion resistance and alkali resistance Download PDFInfo
- Publication number
- WO2012001981A1 WO2012001981A1 PCT/JP2011/003750 JP2011003750W WO2012001981A1 WO 2012001981 A1 WO2012001981 A1 WO 2012001981A1 JP 2011003750 W JP2011003750 W JP 2011003750W WO 2012001981 A1 WO2012001981 A1 WO 2012001981A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- coated steel
- zirconium
- coating film
- pigment
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/082—Anti-corrosive paints characterised by the anti-corrosive pigment
- C09D5/084—Inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
Definitions
- the present invention relates to a coated steel sheet having excellent corrosion resistance and alkali resistance.
- JP 2003-343844 A Japanese Patent Laying-Open No. 2005-055142 JP 2008-170149 A JP 2005-186287 A
- the present invention has been made in view of such a point, and an object of the present invention is to provide a coated steel sheet excellent in corrosion resistance and alkali resistance that can maintain corrosion resistance even in a strong alkaline corrosive environment.
- the present inventor has found that the above problem can be solved by forming a chemical conversion treatment film containing a predetermined titanium compound and a zirconium compound and further forming a primer coating film containing a predetermined phosphate and barium sulfate on the chemical conversion film. Further studies were made to complete the present invention.
- this invention relates to the following heat-resistant non-adhesive coating steel plates. [1] It has a steel plate, a chemical conversion coating formed on the surface of the steel plate, a primer coating formed on the surface of the chemical conversion coating, and a top coating formed on the surface of the primer coating.
- the primer coating film includes an organic resin, pigment A composed of one or two compounds selected from the group consisting of magnesium phosphate and zirconium phosphate, and pigment B composed of barium sulfate;
- the content of the pigment A and the content of the pigment B are 20 to 100 parts by mass with respect to 100 parts by mass of the organic resin.
- the total content of the pigment A and the pigment B in the primer coating is 40-160 parts by weight relative to the organic resin 100 parts by weight, the coated steel plate.
- the organic resin includes one kind or two or more kinds of resins selected from the group consisting of polyethersulfone resin, polyphenylsulfide resin, polyimide resin, and polyamideimide resin. Coated steel sheet according to any one of the above.
- a coated steel sheet having excellent heat resistance, corrosion resistance, water (humidity) resistance and alkali resistance can be provided. Therefore, according to the present invention, it is possible to provide a coated steel sheet that can be used for a long time even in a strongly alkaline corrosive environment.
- FIG. 1A is a photograph of a processed part of a painted steel plate No. 7-1.
- FIG. 1B is a photograph of the processed part of No. 7-2 coated steel sheet.
- the coated steel sheet of the present invention is formed on the surface of the steel sheet (coating raw sheet), the chemical conversion coating formed on the surface of the steel sheet, the primer coating formed on the surface of the chemical conversion coating, and the surface of the primer coating.
- a top coating film That is, in the coated steel sheet of the present invention, a chemical conversion treatment film, a primer coating film, and a top coating film are sequentially laminated on the steel sheet surface.
- the kind of steel plate used as a coating original plate is not specifically limited.
- coated steel sheets include galvanized steel sheets (electrical Zn plating, hot dip Zn plating), galvannealed steel sheets (alloyed hot dip Zn plating alloyed after hot dip Zn plating), zinc alloy galvanized steel sheets (molten) Zn-Mg plating, hot-dip Zn-Al-Mg plating, hot-dip Zn-Al plating), hot-dip Al-plated steel plate, hot-dip Al-Si-plated steel plate, stainless steel plate and the like. From the viewpoint of improving the corrosion resistance in a high temperature environment, a molten Al—Si plated steel sheet is preferred.
- the steel sheet used as the coating original sheet is preferably a molten Al—Si plated steel sheet that is further annealed after the plating layer is formed.
- defects such as cracks and peeling may occur in the plating layer, and the base steel may be exposed. If the base steel is exposed in this way, red rust will occur at the part where the base steel is exposed in a severe corrosive environment such as the inside of a microwave oven or microwave oven having a steam function. May decrease.
- a molten Al—Si plated steel sheet that is further annealed after forming the plating layer may be used.
- the molten Al—Si plating layer can be softened.
- the molten Al—Si plating layer does not generate cracks or peels off even when combined with compression and tension, and can be deformed following the processing. Therefore, even if composite processing is performed, defects such as cracks and peeling that expose the underlying steel do not occur, and the processed portion corrosion resistance can be improved.
- the molten Al—Si plated steel sheet on which the plated layer is formed may be held at 350 to 500 ° C. for 30 minutes or longer (see Japanese Patent Application Laid-Open No. 62-50454).
- the thickness of the alloy layer formed at the interface between the plating layer and the base steel can be reduced by adjusting the cooling rate from when it is pulled up from the molten Al-Si plating bath to annealing.
- the workability of the Al—Si plating layer can be further improved. Specifically, a steel plate (steel strip) pulled up from a molten Al—Si plating bath (bath temperature of 640 ° C.
- the chemical conversion treatment film includes 1) a fluoride of titanium or a fluoride of zirconium, 2) an oxide of titanium or a hydroxide of titanium, and 3) an oxide of zirconium or a hydroxide of zirconium.
- the chemical conversion treatment film 1) contains a fluoride of titanium or a fluoride of zirconium. These fluorides dissolve in water and liberate fluorine ions. The liberated fluorine ions react with the underlying coating original plate at the damaged part of the coating film to form an insoluble metal salt, thereby providing self-repairing properties.
- the chemical conversion treatment film includes 2) titanium oxide or titanium hydroxide, and 3) zirconium oxide or zirconium hydroxide. These oxides and hydroxides are almost insoluble in water and alkaline aqueous solutions, and form a strong barrier film on the surface of the painted base plate, improving the corrosion resistance, water resistance (humidity) and alkali resistance of the coated steel sheet. Can be made.
- the titanium oxide when the corrosion resistance was compared with only the chemical conversion coating formed, the titanium oxide was able to improve the corrosion resistance more than the zirconium oxide.
- the hydroxide of titanium can improve the corrosion resistance more than the hydroxide of zirconium. This is presumably because the titanium oxide (hydroxide) becomes an inorganic polymer during the formation of the chemical conversion film, and forms a stronger barrier film than the zirconium oxide (hydroxide).
- the zirconium oxide when the corrosion resistance was compared with the primer coating and the top coating formed on the chemical conversion coating, the zirconium oxide improved the coating adhesion and corrosion resistance more than the titanium oxide. I was able to.
- zirconium hydroxide can improve coating film adhesion and corrosion resistance more than titanium hydroxide. This is presumed to be because zirconium oxide (hydroxide) acts as a cross-linking agent for organic resins, thereby improving coating film adhesion and coating film density.
- the combination of the oxide or hydroxide of titanium and the oxide or hydroxide of zirconium can improve the barrier property, the adhesion of the coating film and the denseness of the coating film, resulting in corrosion resistance. It is considered that the water resistance (humidity) and alkali resistance can be further improved.
- these oxides and hydroxides are necessary components for imparting corrosion resistance, they are insoluble and therefore almost cannot be expected for self-healing properties.
- the chemical conversion coating of the coated steel sheet of the present invention provides self-healing properties by blending a fluoride of titanium and a fluoride of zirconium, and an oxide or hydroxide of titanium and an oxide or hydroxide of zirconium In addition, the barrier properties, coating film adhesion and coating film denseness were improved. Therefore, the chemical conversion film of the coated steel sheet of the present invention can exhibit excellent corrosion resistance, water (humidity) resistance, and alkali resistance.
- the film thickness of the chemical conversion coating is not particularly limited, but is preferably adjusted so that the total metal equivalent adhesion amount of titanium and zirconium is in the range of 3 to 100 mg / m 2 .
- the total metal conversion adhesion amount is less than 3 mg / m 2 , corrosion resistance, water resistance (wet) resistance and alkali resistance cannot be sufficiently provided.
- the total metal equivalent adhesion amount is more than 100 mg / m 2 , the processability of the coating film may be deteriorated.
- the total metal equivalent adhesion amount of titanium and zirconium can be measured by ICP analysis or the like.
- Molar ratio of fluoride (total content of titanium fluoride and zirconium fluoride) to oxide and hydroxide (total content of titanium oxide and hydroxide and zirconium oxide and hydroxide) Is preferably in the range of 0.2 to 3.
- the molar ratio is less than 0.2, the self-repairing property cannot be sufficiently imparted, so that the corrosion resistance of the damaged part may be lowered.
- the molar ratio is more than 3, the amount of soluble components increases, so that the water resistance and alkali resistance may be lowered.
- the molar ratio of the total of zirconium oxide and hydroxide to the total of titanium oxide and hydroxide is preferably in the range of 0.4 to 2.
- the molar ratio is less than 0.4, the crosslinking effect of the coating film by the oxide and hydroxide of zirconium and the effect of improving the coating film adhesion cannot be sufficiently exhibited, so that the corrosion resistance, water resistance (humidity) and Alkali resistance may be reduced.
- the molar ratio is more than 2
- the barrier effect of the oxide and hydroxide of titanium cannot be sufficiently exhibited, so that the corrosion resistance, water resistance (humidity) and alkali resistance may be lowered.
- the chemical conversion treatment film may contain other optional components.
- the chemical conversion treatment film may contain an organic resin such as polyphenol in order to further improve the adhesion with the primer coating film.
- the chemical conversion treatment film may contain oxides, such as Si, Al, and Mg, and a metal compound for barrier property improvement.
- the chemical conversion film may contain a soluble phosphate or an oxyacid salt such as Mo or V having an oxidizing property in order to further improve the self-repairing property. Oxidizing nitric acid and the oxyacid salt promote the formation of an inorganic polymer of an oxide of titanium or zirconium and promote the dissociation of fluoride when a chemical conversion treatment solution is applied. Therefore, the ratio of the fluoride, oxide and hydroxide of the chemical conversion film can be controlled by blending these oxidizing compounds.
- the chemical conversion treatment film can be formed by a known method. For example, if a chemical conversion treatment solution containing titanium fluoride salt or zirconium fluoride salt is applied to the surface of the coating original plate by a method such as roll coating, spin coating, or spraying, it is dried without washing with water. Good.
- the drying temperature and drying time are not particularly limited as long as moisture can be evaporated. From the viewpoint of productivity, the drying temperature is preferably in the range of 60 to 150 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 2 to 10 seconds.
- the primer coating film contains one or two kinds of rust preventive pigments (pigment A) and barium sulfate (pigment B) selected from the group consisting of magnesium phosphate and zirconium phosphate based on an organic resin.
- the organic resin used as the base of the primer coating is not particularly limited, but 1 or 2 selected from the group consisting of polyethersulfone resin, polyphenylsulfone resin, polyimide resin, and polyamideimide resin from the viewpoint of imparting heat resistance.
- the above heat resistant resin is preferable.
- magnesium phosphate, zirconium phosphate or a combination thereof is used as the rust preventive pigment (Pigment A).
- barium sulfate is blended in the primer coating to suppress elution of the anticorrosive pigment, but elution of magnesium phosphate and zirconium phosphate can be suppressed by barium sulfate.
- barium sulfate hardly suppresses elution with respect to other rust preventive pigments (calcium-based, silicate-based, zinc phosphate, etc.).
- the content of magnesium phosphate and zirconium phosphate is preferably in the range of 20 to 100 parts by mass with respect to 100 parts by mass of the base organic resin. When content is less than 20 mass parts, corrosion resistance cannot fully be exhibited. On the other hand, when the content is more than 100 parts by mass, the elution amount of the rust preventive pigment increases, and the water resistance and alkali resistance may be lowered.
- Barium sulfate (pigment B) suppresses excessive elution of magnesium phosphate and zirconium phosphate (pigment A) in an alkaline atmosphere. This suppression is presumably because the eluted phosphate ions and barium ions react and re-deposit. Thereby, since the elution amount of magnesium phosphate and zirconium phosphate can be reduced and water permeability resistance and ion resistance resistance can be maintained, water resistance and alkali resistance can be imparted.
- the content of barium sulfate is preferably in the range of 20 to 100 parts by mass with respect to 100 parts by mass of the base organic resin.
- the content is less than 20 parts by mass, elution of magnesium phosphate and zirconium phosphate cannot be sufficiently suppressed.
- the content exceeds 100 parts by mass, the primer coating film becomes porous, and the water resistance may be lowered.
- the total content of magnesium phosphate and zirconium phosphate (pigment A) and barium sulfate (pigment B) is preferably in the range of 40 to 160 parts by mass with respect to 100 parts by mass of the organic resin.
- the corrosion resistance cannot be exhibited sufficiently.
- the primer coating film becomes porous, and the water resistance may be lowered.
- the mass ratio of barium sulfate (pigment B) to phosphoric acid anticorrosive pigment (pigment A) is preferably in the range of 0.5 to 1.6.
- the mass ratio is less than 0.5, elution of magnesium phosphate and zirconium phosphate cannot be sufficiently suppressed.
- the mass ratio is more than 1.6, the elution of magnesium phosphate and zirconium phosphate is suppressed excessively, so that the corrosion resistance may be lowered.
- the primer coating may be transparent, but may be colored by adding an arbitrary coloring pigment.
- the color pigment include titanium oxide, carbon black, chromium oxide, iron oxide and the like.
- the primer coating film may be added with scaly inorganic additives, inorganic fibers, etc. to improve the coating film hardness and wear resistance.
- the flaky inorganic additive include glass flake, graphite flake, synthetic mica flake, synthetic alumina flake, silica flake and the like.
- the inorganic fiber include potassium titanate fiber, wollastonite fiber, silicon carbide fiber, alumina fiber, alumina silicate fiber, silica fiber, rock wool, slag wool, glass fiber, carbon fiber and the like.
- the film thickness of the primer coating is not particularly limited, but is preferably in the range of 0.5 to 30 ⁇ m. When the film thickness is less than 0.5 ⁇ m, the effects of corrosion resistance and coating film adhesion may not be sufficiently obtained. Moreover, when a primer coating film is a colored coating film, in order to conceal a coating original plate, the film thickness of 3 micrometers or more is preferable. On the other hand, when the film thickness is more than 30 ⁇ m, the surface of the coating film becomes a cocoon skin shape and the appearance is deteriorated, and a crack is easily generated when baking.
- the primer coating can be formed by a known method.
- a primer paint containing an organic resin, magnesium phosphate or zirconium phosphate (pigment A), barium sulfate (pigment B), etc. may be applied to the surface of the chemical conversion treated steel sheet and baked.
- the method for applying the primer paint is not particularly limited, and may be appropriately selected from the methods used for the production of precoated steel sheets. Examples of such a coating method include a roll coating method, a flow coating method, a curtain flow method, a spray method, and the like.
- the drying temperature is preferably in the range of 200 ° C. to 400 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 20 to 180 seconds.
- the drying temperature is the ultimate plate temperature. More preferably, the temperature is in the range of 300 ° C. to 400 ° C., and the drying time is more preferably in the range of 30 to 180 seconds. If it is dried within this range, the base resin is sufficiently cured, so that the characteristics are easily exhibited.
- the top coating is not particularly limited, but a coating containing a fluororesin based on a heat resistant resin is preferable from the viewpoint of heat resistance and easy cleaning (non-adhesiveness).
- the heat resistant resin contained in the top coating film may be the same as or different from the heat resistant resin contained in the primer coating film.
- the heat resistant resin contained in the top coating film is a polyethersulfone resin, a polyphenylsulfone resin, a polyimide resin, a polyamideimide resin, or a combination thereof.
- a heat-meltable fluororesin having a melting point of 270 ° C. or higher is preferable from the viewpoint of imparting heat resistance and easy cleaning.
- fluororesins include polymers or copolymers such as tetrafluoroethylene, hexafluoroethylene, perfluoroalkyl vinyl ether, and chlorotrifluoroethylene.
- a tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer is particularly preferable from the viewpoint of durability of easy washing and heat resistance.
- the content of the fluororesin is preferably in the range of 10 to 200 parts by mass with respect to 100 parts by mass of the heat resistant resin.
- the content is less than 10 parts by mass, the easy cleaning property cannot be exhibited sufficiently.
- the content exceeds 200 parts by mass, the adhesion of the top coating to the primer coating tends to decrease.
- the top coating may be transparent, but may be colored by adding an arbitrary coloring pigment.
- the color pigment include titanium oxide, carbon black, chromium oxide, iron oxide and the like.
- a dark color (black) heat reflective pigment having an average reflectance of 10% or less and an average reflectance of 20% or more in the wavelength range of 750 to 2500 nm (near infrared) into the top coating film.
- dark (black) near-infrared reflective pigments include calcined pigments containing Fe 2 O 3 , Cr 2 O 3 , CoO or combinations thereof.
- the content of the dark (black) near-infrared reflective pigment is preferably in the range of 5 to 35 parts by mass with respect to the organic resin. When the content is less than 5 parts by mass, a dark color tone cannot be imparted. On the other hand, when the content is more than 35 parts by mass, the cohesive force of the coating film is lowered, and the processability may be inferior.
- a scale-like inorganic additive or inorganic fiber may be added to the top coating film to improve the coating film hardness and wear resistance.
- the flaky inorganic additive include glass flake, graphite flake, synthetic mica flake, synthetic alumina flake, silica flake and the like.
- the inorganic fiber include potassium titanate fiber, wollastonite fiber, silicon carbide fiber, alumina fiber, alumina silicate fiber, silica fiber, rock wool, slag wool, glass fiber, carbon fiber and the like.
- the film thickness of the top coating is not particularly limited, but is preferably in the range of 5 to 40 ⁇ m.
- the film thickness is less than 5 ⁇ m, the easy cleaning property cannot be maintained sufficiently.
- the film thickness is more than 40 ⁇ m, the surface of the coating film becomes a cocoon skin shape and the appearance is deteriorated, and a crack is easily generated when baking.
- the film thickness of the top coating film is preferably in the range of 5 to 20 ⁇ m.
- the top coating can be formed by a known method.
- a top paint containing an organic resin, a fluororesin (preferably in the form of particles), a color pigment, or the like may be applied to the surface of the primer-coated steel sheet and baked.
- the method for applying the top paint is not particularly limited, and may be appropriately selected from methods used for producing precoated steel sheets. Examples of such a coating method include a roll coating method, a flow coating method, a curtain flow method, a spray method, and the like.
- the drying temperature is preferably in the range of 200 ° C. to 450 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 20 to 180 seconds.
- the drying temperature is more preferably in the range of 300 ° C. to 400 ° C. at the ultimate plate temperature.
- the drying time is more preferably in the range of 30 to 180 seconds. If it is dried within this range, the base resin is sufficiently cured, so that the characteristics are easily exhibited.
- the top coating contains a heat-meltable fluororesin
- the drying temperature is more preferably in the range of 350 ° C. to 450 ° C. as the ultimate plate temperature, and the drying time is more preferably in the range of 60 to 180 seconds. When it is dried within this range, a sufficient amount of the fluororesin can be moved to the surface of the top coating film to exhibit excellent easy cleaning (non-adhesiveness).
- the primer coating is prevented from becoming porous due to excessive outflow of the anticorrosive pigment from the primer coating, And ion permeability are improved.
- the barrier property and the self-repairability of a chemical conversion treatment film are improved by including a predetermined titanium compound and a zirconium compound in a chemical conversion treatment film.
- the coated steel sheet of the present invention is excellent in water resistance (humidity), alkali resistance, and corrosion resistance, and can maintain corrosion resistance even in a highly alkaline corrosive environment.
- Example 1 Preparation of coated steel plate
- a molten Al-9Si plated steel plate having a thickness of 0.5 mm and a coated amount on one side of 40 g / m 2 was prepared.
- a predetermined amount of chemical conversion treatment liquid having the composition shown in Table 1 (Example: No. 1-1 to No. 1-7, Comparative Example: No. 1-8 to No. 1-10) is applied to the surface of the original coating plate. It was coated with a bar coater so as to be dried at a final plate temperature of 100 ° C. for 10 seconds, and then subjected to chemical conversion treatment steel plates shown in Table 2 (Example: No. 2-1 to No. 2-11, Comparative Example: No. 2-12 to No.
- the molar ratio of fluoride to oxide and hydroxide on the surface of each chemical conversion treated steel sheet was measured by X-ray photoelectron spectroscopy (XPS; ESCA). Specifically, after Ti and Zr peaks were separated into waveforms of X—F, X—O and X—OH (X: Ti, Zr), each component was quantified to identify the ratio.
- the amount of fluoride measured here corresponds to the total content of fluoride of titanium and fluoride of zirconium contained in the chemical conversion film.
- the measured amounts of oxides and hydroxides correspond to the total content of titanium oxides and hydroxides and zirconium oxides and hydroxides contained in the chemical conversion coating.
- the molar ratio of titanium and zirconium corresponds to the molar ratio of titanium oxide and hydroxide to zirconium oxide and hydroxide.
- the primer coatings shown in Table 3 were formed on the surface of the chemical conversion treated steel plates (No. 2-1 to No. 2-15).
- a bar coater so as to have a predetermined film thickness
- 30 seconds at a final plate temperature of 220 ° C. (No. 3-1 paint) or 60 seconds at a final plate temperature of 320 ° C. (No. 3-14) 3-2 to 14 paints) were baked to prepare primer-coated steel sheets.
- the top coating No. 4-1 to No.
- Table 4 The coated steel sheets shown in Table 5 (Example: No. 5-1 to No. 5-23, Comparative Example: No. 5-24 to No. 5-40) were produced by baking.
- NEOFRON AP Daikin Industries, Ltd.
- Polyflon M (Daikin Industries, Ltd.) was used as the hexafluoroethylene polymer.
- Neophron NP (Daikin Industries, Ltd.) was used.
- test piece 50 mm x 50 mm was cut out from each coated steel sheet, and a work adhesion test was performed. Each test piece was subjected to 180-degree contact bending (inner R: 1 mm). After a cellophane tape was applied to the bending portion of each test piece, the tape was peeled off perpendicularly to the bending ridgeline, and the residual ratio of the coating film was measured to evaluate the work adhesion.
- Water resistance test A test piece (50 mm x 50 mm) was cut out from each coated steel sheet and subjected to a water resistance test. After each test piece was immersed in hot water of 95 ° C. or higher for 120 hours, a lattice-like cut was made in the coating so that 100 squares of 1 mm square could be formed. After applying a cellophane tape to the part of each test piece where the cut was made, the tape was peeled off perpendicularly to the surface of the test piece, the remaining rate of the coating was measured, and the water resistance was evaluated.
- Alkali Resistance Test A test piece (50 mm ⁇ 50 mm) was cut out from each coated steel sheet and a water resistance test was performed. Each test piece was immersed in an aqueous NaOH solution (pH 14) of 95 ° C. or higher, and the time for the occurrence of coating swelling was measured to evaluate alkali resistance. The case where the film swelling occurs is “ ⁇ ” when the time is 120 hours or more, “ ⁇ ” when the time is 80 hours or more and less than 120 hours, “ ⁇ ” when the time is 24 hours or more and less than 80 hours, 2 hours or more and 24 hours The case of less than “ ⁇ ” and the case of less than 2 hours were evaluated as “x”.
- Corrosion resistance test A test piece (150 mm x 70 mm) was cut out from each coated steel sheet and subjected to a corrosion resistance test. The upper and lower ends of each test piece were sealed with polyester tape, and a cross-cut was made in the center, followed by a salt spray test (5% NaCl, 35 ° C., 500 hours). After the test, the maximum bulge piece width of the left and right ends of each test piece and the maximum bulge piece width of the crosscut portion were measured to evaluate the corrosion resistance.
- ⁇ if the maximum blister width is less than 0.5 mm, “ ⁇ ” if it is 0.5 mm or more and less than 1 mm, “ ⁇ ” if it is 1 mm or more and less than 2 mm, and “ ⁇ ” if it is 2 mm or more and less than 3 mm. The case of 3 mm or more was evaluated as “x”.
- the coated steel sheets of the present invention (coated steel sheets No. 5-1 to No. 5-23) showed good results in all of the processed part adhesion, water resistance, alkali resistance and corrosion resistance. It was.
- the coated steel sheet of No. 5-35 in which the chemical conversion film does not contain titanium oxide and hydroxide, was inferior in the corrosion resistance of the cross-cut portion. This is considered because the barrier effect by the oxide and hydroxide of titanium could not be exhibited.
- the coated steel sheet of No. 5-34 in which the chemical conversion coating did not contain zirconium oxide and hydroxide, was inferior in corrosion resistance at the end face. This is considered to be because the effect of improving the coating film cross-linking effect and coating film adhesion by zirconium oxide and hydroxide could not be exhibited.
- the coated steel sheets of No. 5-37 and No. 5-38 in which the chemical conversion coating film did not contain titanium fluoride and zirconium fluoride, had inferior corrosion resistance at the crosscut portion. This is presumably because the self-healing effect by fluorine ions could not be exhibited.
- the coated steel sheet No. 5-29 with a low zirconium phosphate content in the primer coating film was inferior in corrosion resistance. This is presumably because the corrosion resistance by zirconium phosphate could not be exhibited.
- the coated steel sheet No. 5-27 having a high zirconium phosphate content was inferior in alkali resistance. This is thought to be because the elution amount of zirconium phosphate was large and the primer coating became porous.
- the coated steel sheet No. 5-30 in which zinc phosphate was blended instead of magnesium phosphate and zirconium phosphate had poor alkali resistance. This is probably because elution of zinc phosphate could not be suppressed and the primer coating became porous.
- the coated steel plate No. 5-28 which has a low barium sulfate content in the primer coating, was inferior in alkali resistance.
- the coated steel sheet No. 5-31 in which barium sulfate was not blended in the primer coating film was inferior in alkali resistance. This is presumably because the elution of magnesium phosphate and zirconium phosphate could not be sufficiently suppressed, and the primer coating became porous.
- the coated steel sheet No. 5-26 with a high barium sulfate content was inferior in water resistance. This is thought to be because the primer coating became porous due to an excess amount of barium sulfate.
- the coated steel plate No. 5-24 which has a small total content of pigment A and pigment B in the primer coating film, was inferior in corrosion resistance. This is presumably because the ratio of the pigment to the organic resin was small, and sufficient corrosion resistance could not be imparted.
- the coated steel sheets of No. 5-25, No. 5-36 and No. 5-39 having a large total content of pigment A and pigment B in the primer coating film were inferior in water resistance. This is probably because the primer coating became porous due to an excessive amount of pigment.
- the coated steel sheet of No. 5-40 in which the chemical conversion film was not formed was inferior in all of the adhesion to the processed part, water resistance, alkali resistance and corrosion resistance.
- the coated steel sheet of No. 5-32 in which the primer coating film was not formed was inferior in all of the processed part adhesion, water resistance, alkali resistance and corrosion resistance.
- the coated steel sheet No. 5-33 in which the top coating film was not formed was inferior in corrosion resistance.
- the coated steel sheet of the present invention is excellent in corrosion resistance, water resistance and alkali resistance.
- Example 2 it shows that the process part corrosion resistance of a coated steel plate can also be improved by annealing the coating layer of a coating original plate.
- the coating original plate A and the coating original plate B are different only in that an annealing treatment is performed after the plating layer is formed.
- coated steel plates (Examples: Nos. 7-1 to 7-2) were produced under the same conditions as the No. 5-3 coated steel plates of Example 1.
- the coated steel sheet of No. 7-1 using the painted original sheet A is the same as the coated steel sheet of No. 5-3 in Example 1.
- the chemical conversion solution of No. 1-1 shown in Table 1 is applied to the surface of the coating original plate so that the Ti adhesion amount becomes 1.2 mg / m 2 and the Zr adhesion amount becomes 2.3 mg / m 2.
- the film was applied with a bar coater and dried at a final plate temperature of 100 ° C. for 10 seconds to form a chemical conversion coating.
- the primer coating of No. 3-3 shown in Table 3 was applied to the surface of the chemical conversion treated steel plate with a bar coater so as to have a film thickness of 4 ⁇ m, and baked at a final plate temperature of 320 ° C. for 60 seconds to form a primer coating film. Formed.
- Processed part corrosion resistance test A test piece was cut out from each coated steel sheet and a processed part corrosion resistance test was performed. After performing 180 degree
- FIG. 1 is a photograph of a processed part of a coated steel sheet after a wet test.
- 1A is a photograph of a processed part of No. 7-1 coated steel sheet (painted original sheet A; no annealing treatment)
- FIG. 1B is a photograph of No. 7-2 coated steel sheet (painted original sheet B; with annealing treatment). It is a photograph of the processed part.
- red rust was generated in the processed part. This is presumably because cracks occurred in the plating layer or the like during processing, and the base steel was exposed.
- red rust did not occur at all in the No. 7-2 coated steel sheet using the coated original sheet B with the plated layer annealed. This is considered to be because the plating layer was annealed and softened to suppress cracks in the plating layer during processing.
- the coated steel sheet of the present invention can also improve the corrosion resistance of the processed part by using a coated original sheet having a plated layer annealed.
- Example 3 In Example 3, it is shown that the heat reflection characteristics of the coated steel sheet can be improved by adding a near-infrared reflective pigment to the top coating film.
- Example 1 No. 5 of Example 1 except that the top paint of No. 8-1 or No. 8-2 shown in Table 8 is used instead of the top paint of No. 4-1 shown in Table 4.
- a coated steel sheet Example: Nos. 9-1 to 9-2 was produced under the same conditions as those of the coated steel sheet No. -3.
- the top paint of No. 4-1 and the top paint of Nos. 8-1 to 8-2 differ in whether or not black pigments are blended. Further, the top paint of No. 8-1 and the top paint of No. 8-2 differ in whether or not the blended black pigment is a near-infrared reflective (heat reflective) black pigment.
- the chemical conversion solution of No. 1-1 shown in Table 1 is applied to the surface of the coating original plate so that the Ti adhesion amount becomes 1.2 mg / m 2 and the Zr adhesion amount becomes 2.3 mg / m 2.
- the film was applied with a bar coater and dried at a final plate temperature of 100 ° C. for 10 seconds to form a chemical conversion coating.
- the primer coating of No. 3-3 shown in Table 3 was applied to the surface of the chemical conversion treated steel plate with a bar coater so as to have a film thickness of 4 ⁇ m, and baked at a final plate temperature of 320 ° C. for 60 seconds to form a primer coating film. Formed.
- Table 8 shown in Table 8 was applied to the surface of the primer coated steel plate with a bar coater to a film thickness of 10 ⁇ m, and baked at a final plate temperature of 380 ° C. for 60 seconds.
- the coated steel sheets shown in Table 9 (Examples: Nos. 9-1 and 9-2) were prepared.
- Heat Reflection Test A heat reflectivity test was performed on each coated steel sheet (No. 9-1 to 9-2). A heating chamber (width 34 cm ⁇ depth 36 cm ⁇ height 23 cm) was prepared using the coated steel plate of No. 9-1 or No. 9-2 as a wall material, and a glass ceramic plate was installed in the heating chamber. The heating chamber was heated by infrared using a glass ceramic plate, and the temperature of the wall surface of the heating chamber was measured over time. Table 10 shows the measurement results of the ceiling surface temperature of the heating chamber.
- the coated steel sheet of the present invention can improve the heat reflection characteristics of the coated steel sheet by adding a near-infrared reflective pigment to the top coating film.
- the coated steel sheet of the present invention is excellent in heat resistance, corrosion resistance, water resistance and alkali resistance, it is useful, for example, as a precoated steel sheet for members in a heating chamber of a superheated cooker having a steam supply function.
Abstract
Disclosed is a coated steel sheet which can keep corrosion resistance even under strongly alkaline corrosive environments and has excellent corrosion resistance and alkali resistance. The coated steel sheet comprises a steel sheet, a chemical-conversion-treated coating film formed on the surface of the steel sheet, a primer coating film formed on the surface of the chemical-conversion-treated coating film, and a top coating film formed on the surface of the primer coating film. The chemical-conversion-treated coating film comprises a fluoride of titanium or a fluoride of zirconium, an oxide or hydroxide of titanium, and an oxide or hydroxide of zirconium. The primer coating film comprises an organic resin, an anti-corrosive pigment comprising one or two compounds independently selected from the group consisting of magnesium phosphate and zirconium phosphate, and barium sulfate.
Description
本発明は、耐食性および耐アルカリ性に優れた塗装鋼板に関する。
The present invention relates to a coated steel sheet having excellent corrosion resistance and alkali resistance.
近年、食品を加熱する際にふっくら感を与えるため、加熱室内に水蒸気を供給する電子レンジが開発されている。このようなスチーム機能を有する電子レンジでは、蒸発皿を加熱して蒸発皿内の水を煮沸させることで、水蒸気を発生させている(例えば、特許文献1~3参照)。蒸発皿の材料としては、セラミック、ステンレスやアルミニウムなどの金属材料、金属材料に塗装を施した塗装鋼板などが使用されている。
Recently, a microwave oven that supplies water vapor to the heating chamber has been developed in order to give a fluffy feeling when heating food. In a microwave oven having such a steam function, water vapor is generated by heating the evaporating dish to boil the water in the evaporating dish (see, for example, Patent Documents 1 to 3). As a material for the evaporating dish, ceramics, metal materials such as stainless steel and aluminum, and coated steel plates coated with metal materials are used.
一方、電子レンジの加熱室内の部材は、煮沸塩水に曝されるため、腐食による塗膜剥離やフクレが生じやすいことが知られている。このような塗膜剥離やフクレを抑制することを目的として、溶融アルミニウムめっき鋼板の表面に、フルオロアシッド皮膜、耐熱樹脂にリン酸系防錆顔料を配合したプライマー塗膜、耐熱樹脂にフッ素樹脂粒子を配合したトップ塗膜を順次積層した塗装鋼板が提案されている(例えば、特許文献4)。
On the other hand, since members in the heating chamber of a microwave oven are exposed to boiling salt water, it is known that coating film peeling and swelling are likely to occur due to corrosion. For the purpose of suppressing such peeling and blistering, the surface of a hot-dip aluminized steel sheet is coated with a fluoroacid coating, a primer coating containing a phosphoric acid-based anticorrosive pigment in a heat-resistant resin, and fluororesin particles in the heat-resistant resin. There has been proposed a coated steel sheet in which top coating films containing the above are sequentially laminated (for example, Patent Document 4).
スチーム機能を有する電子レンジでは、蒸発皿における金属材料の腐食が問題となっている。すなわち、スチーム機能を有する電子レンジでは、水道水の補給および煮沸を繰り返し行うため、蒸発皿には水道水の水垢(カルシウムやマグネシウムなど)が大量に蓄積する。この水道水の水垢に水が付着すると強いアルカリ性を示し、厳しい腐食環境となるため、金属材料を用いた蒸発皿および加熱室内の部材の腐食が問題となる。
腐 食 In a microwave oven having a steam function, corrosion of metal materials in the evaporating dish is a problem. That is, in a microwave oven having a steam function, tap water is replenished and boiled repeatedly, so that a large amount of scale water (calcium, magnesium, etc.) accumulates in the evaporating dish. When water adheres to the scale of the tap water, it exhibits strong alkalinity and becomes a severe corrosive environment. Therefore, corrosion of the evaporating dish using the metal material and the members in the heating chamber becomes a problem.
耐食性を向上させる手段の一つとして、蒸発皿に塗装鋼板を適用することが考えられる。しかしながら、塗装鋼板を用いた蒸発皿であっても、強アルカリ性の腐食環境下では、長時間使用すると塗膜下において金属材料が腐食してしまい、長期間の使用に耐えられる蒸発皿を提供することはできなかった。
As one means for improving corrosion resistance, it is conceivable to apply a coated steel plate to the evaporating dish. However, even in an evaporating dish using a coated steel plate, in a strong alkaline corrosive environment, the metal material corrodes under the coating film when used for a long time, and an evaporating dish that can withstand long-term use is provided. I couldn't.
本発明は、かかる点に鑑みてなされたものであり、強アルカリ性の腐食環境下においても耐食性を維持することができる、耐食性および耐アルカリ性に優れた塗装鋼板を提供することを目的とする。
The present invention has been made in view of such a point, and an object of the present invention is to provide a coated steel sheet excellent in corrosion resistance and alkali resistance that can maintain corrosion resistance even in a strong alkaline corrosive environment.
本発明者は、所定のチタン化合物およびジルコニウム化合物を含む化成処理皮膜を形成し、さらにその上に所定のリン酸塩および硫酸バリウムを含むプライマー塗膜を形成することで上記課題を解決できることを見出し、さらに検討を加えて本発明を完成させた。
The present inventor has found that the above problem can be solved by forming a chemical conversion treatment film containing a predetermined titanium compound and a zirconium compound and further forming a primer coating film containing a predetermined phosphate and barium sulfate on the chemical conversion film. Further studies were made to complete the present invention.
すなわち、本発明は、以下の耐熱非粘着塗装鋼板に関する。
[1]鋼板と、前記鋼板の表面に形成された化成処理皮膜と、前記化成処理皮膜の表面に形成されたプライマー塗膜と、前記プライマー塗膜の表面に形成されたトップ塗膜とを有する塗装鋼板であって:前記化成処理皮膜は、チタンのフッ化物またはジルコニウムのフッ化物と、チタンの酸化物またはチタンの水酸化物と、ジルコニウムの酸化物またはジルコニウムの水酸化物とを含み;前記プライマー塗膜は、有機樹脂と、リン酸マグネシウムおよびリン酸ジルコニウムからなる群から選択される1種類または2種類の化合物からなる顔料Aと、硫酸バリウムからなる顔料Bとを含み;前記プライマー塗膜における前記顔料Aの含有量および前記顔料Bの含有量は、それぞれ、前記有機樹脂100質量部に対して20~100質量部であり;前記プライマー塗膜における前記顔料Aおよび前記顔料Bの合計含有量は、前記有機樹脂100質量部に対して40~160質量部である、塗装鋼板。
[2]前記化成処理皮膜における、前記チタンのフッ化物および前記ジルコニウムのフッ化物の合計含有量に対する、前記チタンの酸化物および水酸化物ならびに前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.2~3の範囲内である、[1]に記載の塗装鋼板。
[3]前記化成処理皮膜における、前記チタンの酸化物および水酸化物の合計含有量に対する、前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.4~2の範囲内である、[1]または[2]に記載の塗装鋼板。
[4]前記有機樹脂は、ポリエーテルスルホン樹脂、ポリフェニルスルフィド樹脂、ポリイミド樹脂およびポリアミドイミド樹脂からなる群から選択される1種類または2種類以上の樹脂を含む、[1]~[3]のいずれかに記載の塗装鋼板。 That is, this invention relates to the following heat-resistant non-adhesive coating steel plates.
[1] It has a steel plate, a chemical conversion coating formed on the surface of the steel plate, a primer coating formed on the surface of the chemical conversion coating, and a top coating formed on the surface of the primer coating. A coated steel sheet, wherein the chemical conversion coating includes a fluoride of titanium or a fluoride of zirconium, an oxide of titanium or a hydroxide of titanium, and an oxide of zirconium or a hydroxide of zirconium; The primer coating film includes an organic resin, pigment A composed of one or two compounds selected from the group consisting of magnesium phosphate and zirconium phosphate, and pigment B composed of barium sulfate; The content of the pigment A and the content of the pigment B are 20 to 100 parts by mass with respect to 100 parts by mass of the organic resin. The total content of the pigment A and the pigment B in the primer coating is 40-160 parts by weight relative to the organic resin 100 parts by weight, the coated steel plate.
[2] The total content of the oxide and hydroxide of titanium and the oxide and hydroxide of zirconium with respect to the total content of fluoride of titanium and fluoride of zirconium in the chemical conversion film The coated steel sheet according to [1], wherein the molar ratio is in the range of 0.2 to 3.
[3] The molar ratio of the total content of the zirconium oxide and the hydroxide to the total content of the titanium oxide and the hydroxide in the chemical conversion film is in the range of 0.4 to 2. The coated steel sheet according to [1] or [2].
[4] The organic resin includes one kind or two or more kinds of resins selected from the group consisting of polyethersulfone resin, polyphenylsulfide resin, polyimide resin, and polyamideimide resin. Coated steel sheet according to any one of the above.
[1]鋼板と、前記鋼板の表面に形成された化成処理皮膜と、前記化成処理皮膜の表面に形成されたプライマー塗膜と、前記プライマー塗膜の表面に形成されたトップ塗膜とを有する塗装鋼板であって:前記化成処理皮膜は、チタンのフッ化物またはジルコニウムのフッ化物と、チタンの酸化物またはチタンの水酸化物と、ジルコニウムの酸化物またはジルコニウムの水酸化物とを含み;前記プライマー塗膜は、有機樹脂と、リン酸マグネシウムおよびリン酸ジルコニウムからなる群から選択される1種類または2種類の化合物からなる顔料Aと、硫酸バリウムからなる顔料Bとを含み;前記プライマー塗膜における前記顔料Aの含有量および前記顔料Bの含有量は、それぞれ、前記有機樹脂100質量部に対して20~100質量部であり;前記プライマー塗膜における前記顔料Aおよび前記顔料Bの合計含有量は、前記有機樹脂100質量部に対して40~160質量部である、塗装鋼板。
[2]前記化成処理皮膜における、前記チタンのフッ化物および前記ジルコニウムのフッ化物の合計含有量に対する、前記チタンの酸化物および水酸化物ならびに前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.2~3の範囲内である、[1]に記載の塗装鋼板。
[3]前記化成処理皮膜における、前記チタンの酸化物および水酸化物の合計含有量に対する、前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.4~2の範囲内である、[1]または[2]に記載の塗装鋼板。
[4]前記有機樹脂は、ポリエーテルスルホン樹脂、ポリフェニルスルフィド樹脂、ポリイミド樹脂およびポリアミドイミド樹脂からなる群から選択される1種類または2種類以上の樹脂を含む、[1]~[3]のいずれかに記載の塗装鋼板。 That is, this invention relates to the following heat-resistant non-adhesive coating steel plates.
[1] It has a steel plate, a chemical conversion coating formed on the surface of the steel plate, a primer coating formed on the surface of the chemical conversion coating, and a top coating formed on the surface of the primer coating. A coated steel sheet, wherein the chemical conversion coating includes a fluoride of titanium or a fluoride of zirconium, an oxide of titanium or a hydroxide of titanium, and an oxide of zirconium or a hydroxide of zirconium; The primer coating film includes an organic resin, pigment A composed of one or two compounds selected from the group consisting of magnesium phosphate and zirconium phosphate, and pigment B composed of barium sulfate; The content of the pigment A and the content of the pigment B are 20 to 100 parts by mass with respect to 100 parts by mass of the organic resin. The total content of the pigment A and the pigment B in the primer coating is 40-160 parts by weight relative to the organic resin 100 parts by weight, the coated steel plate.
[2] The total content of the oxide and hydroxide of titanium and the oxide and hydroxide of zirconium with respect to the total content of fluoride of titanium and fluoride of zirconium in the chemical conversion film The coated steel sheet according to [1], wherein the molar ratio is in the range of 0.2 to 3.
[3] The molar ratio of the total content of the zirconium oxide and the hydroxide to the total content of the titanium oxide and the hydroxide in the chemical conversion film is in the range of 0.4 to 2. The coated steel sheet according to [1] or [2].
[4] The organic resin includes one kind or two or more kinds of resins selected from the group consisting of polyethersulfone resin, polyphenylsulfide resin, polyimide resin, and polyamideimide resin. Coated steel sheet according to any one of the above.
本発明によれば、耐熱性、耐食性、耐水(湿)性および耐アルカリ性に優れた塗装鋼板を提供することができる。したがって、本発明によれば、強アルカリ性の腐食環境下においても長期間使用されうる塗装鋼板を提供することができる。
According to the present invention, a coated steel sheet having excellent heat resistance, corrosion resistance, water (humidity) resistance and alkali resistance can be provided. Therefore, according to the present invention, it is possible to provide a coated steel sheet that can be used for a long time even in a strongly alkaline corrosive environment.
本発明の塗装鋼板は、鋼板(塗装原板)と、前記鋼板の表面に形成された化成処理皮膜と、前記化成処理皮膜の表面に形成されたプライマー塗膜と、前記プライマー塗膜の表面に形成されたトップ塗膜とを有する。すなわち、本発明の塗装鋼板では、鋼板表面に、化成処理皮膜、プライマー塗膜およびトップ塗膜が順次積層されている。
The coated steel sheet of the present invention is formed on the surface of the steel sheet (coating raw sheet), the chemical conversion coating formed on the surface of the steel sheet, the primer coating formed on the surface of the chemical conversion coating, and the surface of the primer coating. A top coating film. That is, in the coated steel sheet of the present invention, a chemical conversion treatment film, a primer coating film, and a top coating film are sequentially laminated on the steel sheet surface.
以下、本発明の塗装鋼板の各構成要素について説明する。
Hereinafter, each component of the coated steel sheet of the present invention will be described.
[塗装原板]
塗装原板となる鋼板の種類は、特に限定されない。塗装原板となる鋼板の例には、亜鉛めっき鋼板(電気Znめっき、溶融Znめっき)、合金化亜鉛めっき鋼板(溶融Znめっき後に合金化処理した合金化溶融Znめっき)、亜鉛合金めっき鋼板(溶融Zn-Mgめっき、溶融Zn-Al-Mgめっき、溶融Zn-Alめっき)、溶融Alめっき鋼板、溶融Al-Siめっき鋼板、ステンレス鋼板などが含まれる。高温環境における耐食性を向上させる観点からは、溶融Al-Siめっき鋼板が好ましい。 [Painted original plate]
The kind of steel plate used as a coating original plate is not specifically limited. Examples of coated steel sheets include galvanized steel sheets (electrical Zn plating, hot dip Zn plating), galvannealed steel sheets (alloyed hot dip Zn plating alloyed after hot dip Zn plating), zinc alloy galvanized steel sheets (molten) Zn-Mg plating, hot-dip Zn-Al-Mg plating, hot-dip Zn-Al plating), hot-dip Al-plated steel plate, hot-dip Al-Si-plated steel plate, stainless steel plate and the like. From the viewpoint of improving the corrosion resistance in a high temperature environment, a molten Al—Si plated steel sheet is preferred.
塗装原板となる鋼板の種類は、特に限定されない。塗装原板となる鋼板の例には、亜鉛めっき鋼板(電気Znめっき、溶融Znめっき)、合金化亜鉛めっき鋼板(溶融Znめっき後に合金化処理した合金化溶融Znめっき)、亜鉛合金めっき鋼板(溶融Zn-Mgめっき、溶融Zn-Al-Mgめっき、溶融Zn-Alめっき)、溶融Alめっき鋼板、溶融Al-Siめっき鋼板、ステンレス鋼板などが含まれる。高温環境における耐食性を向上させる観点からは、溶融Al-Siめっき鋼板が好ましい。 [Painted original plate]
The kind of steel plate used as a coating original plate is not specifically limited. Examples of coated steel sheets include galvanized steel sheets (electrical Zn plating, hot dip Zn plating), galvannealed steel sheets (alloyed hot dip Zn plating alloyed after hot dip Zn plating), zinc alloy galvanized steel sheets (molten) Zn-Mg plating, hot-dip Zn-Al-Mg plating, hot-dip Zn-Al plating), hot-dip Al-plated steel plate, hot-dip Al-Si-plated steel plate, stainless steel plate and the like. From the viewpoint of improving the corrosion resistance in a high temperature environment, a molten Al—Si plated steel sheet is preferred.
また、高温環境における耐食性に加えて、さらに加工部耐食性も要求される場合は、塗装原板となる鋼板としては、めっき層を形成した後にさらに焼鈍した溶融Al-Siめっき鋼板が好ましい。180度折り曲げ加工などの曲げ加工を行った部位では、めっき層にクラックや剥離などの欠陥が発生して、下地鋼が露出する可能性がある。このように下地鋼が露出してしまうと、スチーム機能を有する電子レンジまたはオーブンレンジの庫内などの厳しい腐食環境下では、下地鋼が露出している部位において赤錆が発生してしまい、見栄えが低下するおそれがある。このように加工部耐食性が問題となる場合は、めっき層を形成した後にさらに焼鈍した溶融Al-Siめっき鋼板を使用すればよい。溶融Al-Siめっき層を形成した後にさらに焼鈍することで、溶融Al-Siめっき層を軟質化することができる。その結果、溶融Al-Siめっき層は、圧縮、引っ張りを伴う複合加工によってもクラックの発生や剥離が生じず、加工に追従した変形が可能になる。したがって、複合加工を行っても、下地鋼を露出させるクラックや剥離などの欠陥が発生せず、加工部耐食性を向上させることができる。
In addition to the corrosion resistance in a high-temperature environment, when the processed part corrosion resistance is also required, the steel sheet used as the coating original sheet is preferably a molten Al—Si plated steel sheet that is further annealed after the plating layer is formed. In a portion subjected to bending processing such as 180-degree bending processing, defects such as cracks and peeling may occur in the plating layer, and the base steel may be exposed. If the base steel is exposed in this way, red rust will occur at the part where the base steel is exposed in a severe corrosive environment such as the inside of a microwave oven or microwave oven having a steam function. May decrease. In this way, when the corrosion resistance of the processed part becomes a problem, a molten Al—Si plated steel sheet that is further annealed after forming the plating layer may be used. By further annealing after forming the molten Al—Si plating layer, the molten Al—Si plating layer can be softened. As a result, the molten Al—Si plating layer does not generate cracks or peels off even when combined with compression and tension, and can be deformed following the processing. Therefore, even if composite processing is performed, defects such as cracks and peeling that expose the underlying steel do not occur, and the processed portion corrosion resistance can be improved.
溶融Al-Siめっき層を焼鈍するには、めっき層を形成した溶融Al-Siめっき鋼板を350~500℃で30分間以上保持すればよい(特開昭62-50454号公報参照)。このとき、溶融Al-Siめっき浴から引き上げてから焼鈍するまでの冷却速度を調整することで、めっき層と下地鋼との界面に形成される合金層の膜厚を薄くすることができ、溶融Al-Siめっき層の加工性をより向上させることができる。具体的には、溶融Al-Siめっき浴(浴温640℃以上)から引き上げられた鋼板(鋼帯)を平均冷却速度10℃/秒以上で400℃まで冷却した後に、350~500℃で30分間以上加熱することが好ましい(特開2000-256816号公報参照)。
In order to anneal the molten Al—Si plated layer, the molten Al—Si plated steel sheet on which the plated layer is formed may be held at 350 to 500 ° C. for 30 minutes or longer (see Japanese Patent Application Laid-Open No. 62-50454). At this time, the thickness of the alloy layer formed at the interface between the plating layer and the base steel can be reduced by adjusting the cooling rate from when it is pulled up from the molten Al-Si plating bath to annealing. The workability of the Al—Si plating layer can be further improved. Specifically, a steel plate (steel strip) pulled up from a molten Al—Si plating bath (bath temperature of 640 ° C. or higher) is cooled to 400 ° C. at an average cooling rate of 10 ° C./second or higher, and then at 350 to 500 ° C. for 30 ° C. It is preferable to heat for more than a minute (refer to JP 2000-256816 A).
[化成処理皮膜]
化成処理皮膜は、1)チタンのフッ化物またはジルコニウムのフッ化物と、2)チタンの酸化物またはチタンの水酸化物と、3)ジルコニウムの酸化物またはジルコニウムの水酸化物とを含む。これらのチタン化合物およびジルコニウム化合物を化成処理皮膜に含ませることで、環境負荷を小さくしつつ優れたバリア作用を付与することができる。 [Chemical conversion coating]
The chemical conversion treatment film includes 1) a fluoride of titanium or a fluoride of zirconium, 2) an oxide of titanium or a hydroxide of titanium, and 3) an oxide of zirconium or a hydroxide of zirconium. By including these titanium compound and zirconium compound in the chemical conversion film, an excellent barrier action can be imparted while reducing the environmental load.
化成処理皮膜は、1)チタンのフッ化物またはジルコニウムのフッ化物と、2)チタンの酸化物またはチタンの水酸化物と、3)ジルコニウムの酸化物またはジルコニウムの水酸化物とを含む。これらのチタン化合物およびジルコニウム化合物を化成処理皮膜に含ませることで、環境負荷を小さくしつつ優れたバリア作用を付与することができる。 [Chemical conversion coating]
The chemical conversion treatment film includes 1) a fluoride of titanium or a fluoride of zirconium, 2) an oxide of titanium or a hydroxide of titanium, and 3) an oxide of zirconium or a hydroxide of zirconium. By including these titanium compound and zirconium compound in the chemical conversion film, an excellent barrier action can be imparted while reducing the environmental load.
まず、化成処理皮膜は、1)チタンのフッ化物またはジルコニウムのフッ化物を含む。これらのフッ化物は、水に溶解してフッ素イオンを遊離させる。遊離したフッ素イオンは、塗膜損傷部において下地の塗装原板と反応して不溶性の金属塩を形成することにより、自己修復性を付与する。
First, the chemical conversion treatment film 1) contains a fluoride of titanium or a fluoride of zirconium. These fluorides dissolve in water and liberate fluorine ions. The liberated fluorine ions react with the underlying coating original plate at the damaged part of the coating film to form an insoluble metal salt, thereby providing self-repairing properties.
これらのフッ化物は、自己修復性を付与するためには必要な成分であるが、水との接触機会が多い部材では、フッ化物の溶出量が多くなり、化成処理皮膜が多孔質状になるため、化成処理皮膜の塗装原板への密着性が低下してしまうおそれがある。特に、アルカリ性の水溶液に対しては、フッ素イオンが遊離しやすく、化成処理皮膜の塗装原板への密着性がより低下してしまう。また、化成処理皮膜が多孔質状になると、皮膜の耐透水性および耐イオン透過性が低下してしまうため、塗装鋼板の耐水(湿)性および耐アルカリ性が低下してしまうおそれもある。したがって、過剰量のフッ化物の存在は、化成処理皮膜の塗装原板への密着性の低下および耐水(湿)性および耐アルカリ性の低下に繋がるため、好ましくない。
These fluorides are necessary components for imparting self-healing properties. However, in the case of members that have many opportunities for contact with water, the amount of fluoride elution increases, and the chemical conversion treatment film becomes porous. Therefore, the adhesion of the chemical conversion film to the coating original plate may be reduced. In particular, in an alkaline aqueous solution, fluorine ions are easily liberated, and the adhesion of the chemical conversion film to the coating original plate is further reduced. In addition, when the chemical conversion treatment film becomes porous, the water permeability and ion resistance of the film are lowered, so that the water resistance (humidity) and alkali resistance of the coated steel sheet may be lowered. Therefore, the presence of an excessive amount of fluoride is not preferable because it leads to a decrease in the adhesion of the chemical conversion treatment film to the coating original plate and a decrease in water resistance (wet) and alkali resistance.
また、化成処理皮膜は、2)チタンの酸化物またはチタンの水酸化物と、3)ジルコニウムの酸化物またはジルコニウムの水酸化物とを含む。これらの酸化物および水酸化物は、水やアルカリ性の水溶液にほとんど溶解せず、塗装原板の表面に強固なバリア皮膜を形成して、塗装鋼板の耐食性、耐水(湿)性および耐アルカリ性を向上させることができる。
Further, the chemical conversion treatment film includes 2) titanium oxide or titanium hydroxide, and 3) zirconium oxide or zirconium hydroxide. These oxides and hydroxides are almost insoluble in water and alkaline aqueous solutions, and form a strong barrier film on the surface of the painted base plate, improving the corrosion resistance, water resistance (humidity) and alkali resistance of the coated steel sheet. Can be made.
本発明者らの予備実験によれば、化成処理皮膜のみを形成した状態で耐食性を比較したところ、チタンの酸化物は、ジルコニウムの酸化物に比べて耐食性をより向上させることができた。同様に、チタンの水酸化物は、ジルコニウムの水酸化物に比べて耐食性をより向上させることができる。これは、チタンの酸化物(水酸化物)は、化成処理皮膜形成時に無機高分子となって、ジルコニウムの酸化物(水酸化物)よりも強固なバリア皮膜を形成するためと推測された。一方、化成処理皮膜の上にプライマー塗膜およびトップ塗膜を形成した状態で耐食性を比較したところ、ジルコニウムの酸化物は、チタンの酸化物に比べて塗膜密着性および耐食性をより向上させることができた。同様に、ジルコニウムの水酸化物は、チタンの水酸化物に比べて塗膜密着性および耐食性をより向上させることができる。これは、ジルコニウムの酸化物(水酸化物)は、有機樹脂の架橋剤として作用することにより、塗膜密着性および塗膜緻密性を向上させるためと推測された。
According to the preliminary experiments by the present inventors, when the corrosion resistance was compared with only the chemical conversion coating formed, the titanium oxide was able to improve the corrosion resistance more than the zirconium oxide. Similarly, the hydroxide of titanium can improve the corrosion resistance more than the hydroxide of zirconium. This is presumably because the titanium oxide (hydroxide) becomes an inorganic polymer during the formation of the chemical conversion film, and forms a stronger barrier film than the zirconium oxide (hydroxide). On the other hand, when the corrosion resistance was compared with the primer coating and the top coating formed on the chemical conversion coating, the zirconium oxide improved the coating adhesion and corrosion resistance more than the titanium oxide. I was able to. Similarly, zirconium hydroxide can improve coating film adhesion and corrosion resistance more than titanium hydroxide. This is presumed to be because zirconium oxide (hydroxide) acts as a cross-linking agent for organic resins, thereby improving coating film adhesion and coating film density.
したがって、チタンの酸化物または水酸化物と、ジルコニウムの酸化物または水酸化物とを併用することで、バリア性、塗膜密着性および塗膜緻密性を向上させることができ、その結果として耐食性、耐水(湿)性および耐アルカリ性をより向上させることができると考えられる。しかしながら、これらの酸化物および水酸化物は、耐食性を付与するためには必要な成分であるが、不溶性であるため、自己修復性についてはほとんど期待できない。
Therefore, the combination of the oxide or hydroxide of titanium and the oxide or hydroxide of zirconium can improve the barrier property, the adhesion of the coating film and the denseness of the coating film, resulting in corrosion resistance. It is considered that the water resistance (humidity) and alkali resistance can be further improved. However, although these oxides and hydroxides are necessary components for imparting corrosion resistance, they are insoluble and therefore almost cannot be expected for self-healing properties.
本発明の塗装鋼板の化成処理皮膜は、チタンのフッ化物およびジルコニウムのフッ化物を配合することにより自己修復性を付与し、チタンの酸化物または水酸化物とジルコニウムの酸化物または水酸化物とを配合することによりバリア性、塗膜密着性および塗膜緻密性を向上させた。したがって、本発明の塗装鋼板の化成処理皮膜は、優れた耐食性、耐水(湿)性および耐アルカリ性を発揮することができる。
The chemical conversion coating of the coated steel sheet of the present invention provides self-healing properties by blending a fluoride of titanium and a fluoride of zirconium, and an oxide or hydroxide of titanium and an oxide or hydroxide of zirconium In addition, the barrier properties, coating film adhesion and coating film denseness were improved. Therefore, the chemical conversion film of the coated steel sheet of the present invention can exhibit excellent corrosion resistance, water (humidity) resistance, and alkali resistance.
化成処理皮膜の膜厚は、特に限定されないが、チタンおよびジルコニウムの合計金属換算付着量が3~100mg/m2の範囲内となるように調整することが好ましい。合計金属換算付着量が3mg/m2未満の場合、耐食性、耐水(湿)性および耐アルカリ性を十分に付与することができない。一方、合計金属換算付着量が100mg/m2超の場合、塗膜の加工性が低下してしまうおそれがある。チタンおよびジルコニウムの合計金属換算付着量は、ICP分析などにより測定することができる。
The film thickness of the chemical conversion coating is not particularly limited, but is preferably adjusted so that the total metal equivalent adhesion amount of titanium and zirconium is in the range of 3 to 100 mg / m 2 . When the total metal conversion adhesion amount is less than 3 mg / m 2 , corrosion resistance, water resistance (wet) resistance and alkali resistance cannot be sufficiently provided. On the other hand, when the total metal equivalent adhesion amount is more than 100 mg / m 2 , the processability of the coating film may be deteriorated. The total metal equivalent adhesion amount of titanium and zirconium can be measured by ICP analysis or the like.
酸化物および水酸化物(チタンの酸化物および水酸化物ならびにジルコニウムの酸化物および水酸化物の合計含有量)に対するフッ化物(チタンのフッ化物およびジルコニウムのフッ化物の合計含有量)のモル比は、0.2~3の範囲内が好ましい。モル比が0.2未満の場合、自己修復性を十分に付与できないため、傷が付いた箇所の耐食性が低下してしまうおそれがある。一方、モル比が3超の場合、可溶成分が多くなるため、耐水性および耐アルカリ性が低下してしまうおそれがある。
Molar ratio of fluoride (total content of titanium fluoride and zirconium fluoride) to oxide and hydroxide (total content of titanium oxide and hydroxide and zirconium oxide and hydroxide) Is preferably in the range of 0.2 to 3. When the molar ratio is less than 0.2, the self-repairing property cannot be sufficiently imparted, so that the corrosion resistance of the damaged part may be lowered. On the other hand, when the molar ratio is more than 3, the amount of soluble components increases, so that the water resistance and alkali resistance may be lowered.
チタンの酸化物および水酸化物の合計に対する、ジルコニウムの酸化物および水酸化物の合計のモル比は、0.4~2の範囲内が好ましい。モル比が0.4未満の場合、ジルコニウムの酸化物および水酸化物による塗膜の架橋効果および塗膜密着性の向上効果を十分に発揮させることができないため、耐食性、耐水(湿)性および耐アルカリ性が低下してしまうおそれがある。一方、モル比が2超の場合、チタンの酸化物および水酸化物によるバリア効果を十分に発揮させることができないため、耐食性、耐水(湿)性および耐アルカリ性が低下してしまうおそれがある。
The molar ratio of the total of zirconium oxide and hydroxide to the total of titanium oxide and hydroxide is preferably in the range of 0.4 to 2. When the molar ratio is less than 0.4, the crosslinking effect of the coating film by the oxide and hydroxide of zirconium and the effect of improving the coating film adhesion cannot be sufficiently exhibited, so that the corrosion resistance, water resistance (humidity) and Alkali resistance may be reduced. On the other hand, when the molar ratio is more than 2, the barrier effect of the oxide and hydroxide of titanium cannot be sufficiently exhibited, so that the corrosion resistance, water resistance (humidity) and alkali resistance may be lowered.
化成処理皮膜は、その他の任意の成分を含んでいてもよい。たとえば、化成処理皮膜は、プライマー塗膜との密着性をより向上させるために、ポリフェノールなどの有機樹脂を含んでいてもよい。また、化成処理皮膜は、バリア性向上のため、SiやAl、Mgなどの酸化物や、金属化合物を含んでいてもよい。さらに、化成処理皮膜は、自己修復性をより向上させるため、可溶性のリン酸塩や酸化性を有するMoやVなどの酸素酸塩を含んでいてもよい。酸化性を有する硝酸や前記酸素酸塩は、チタンやジルコニウムの酸化物の無機高分子化を促進するとともに、化成処理液を塗布した際にフッ化物の解離を促進する。したがって、これらの酸化性化合物を配合することで化成処理皮膜のフッ化物と酸化物および水酸化物との割合を制御することができる。
The chemical conversion treatment film may contain other optional components. For example, the chemical conversion treatment film may contain an organic resin such as polyphenol in order to further improve the adhesion with the primer coating film. Moreover, the chemical conversion treatment film may contain oxides, such as Si, Al, and Mg, and a metal compound for barrier property improvement. Further, the chemical conversion film may contain a soluble phosphate or an oxyacid salt such as Mo or V having an oxidizing property in order to further improve the self-repairing property. Oxidizing nitric acid and the oxyacid salt promote the formation of an inorganic polymer of an oxide of titanium or zirconium and promote the dissociation of fluoride when a chemical conversion treatment solution is applied. Therefore, the ratio of the fluoride, oxide and hydroxide of the chemical conversion film can be controlled by blending these oxidizing compounds.
化成処理皮膜は、公知の方法で形成されうる。たとえば、チタンのフッ化物塩やジルコニウムのフッ化物塩などを含む化成処理液をロールコート法、スピンコート法、スプレー法などの方法で塗装原板の表面に塗布し、水洗せずに乾燥させればよい。乾燥温度および乾燥時間は、水分を蒸発させることができれば特に限定されない。生産性の観点からは、乾燥温度は、到達板温で60~150℃の範囲内が好ましく、乾燥時間は、2~10秒の範囲内が好ましい。また、化成処理液中においてチタン塩およびジルコニウム塩が安定して存在できるように、キレート作用のある有機酸を化成処理液に添加してもよい。有機酸の例には、タンニン酸、酒石酸、クエン酸、シュウ酸、マロン酸、乳酸および酢酸が含まれる。
The chemical conversion treatment film can be formed by a known method. For example, if a chemical conversion treatment solution containing titanium fluoride salt or zirconium fluoride salt is applied to the surface of the coating original plate by a method such as roll coating, spin coating, or spraying, it is dried without washing with water. Good. The drying temperature and drying time are not particularly limited as long as moisture can be evaporated. From the viewpoint of productivity, the drying temperature is preferably in the range of 60 to 150 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 2 to 10 seconds. Moreover, you may add the organic acid which has a chelate action to a chemical conversion liquid so that a titanium salt and a zirconium salt can exist stably in a chemical conversion liquid. Examples of organic acids include tannic acid, tartaric acid, citric acid, oxalic acid, malonic acid, lactic acid and acetic acid.
[プライマー塗膜]
プライマー塗膜は、有機樹脂をベースとして、リン酸マグネシウムおよびリン酸ジルコニウムからなる群から選択される1種類または2種類の防錆顔料(顔料A)と、硫酸バリウム(顔料B)とを含む。 [Primer coating]
The primer coating film contains one or two kinds of rust preventive pigments (pigment A) and barium sulfate (pigment B) selected from the group consisting of magnesium phosphate and zirconium phosphate based on an organic resin.
プライマー塗膜は、有機樹脂をベースとして、リン酸マグネシウムおよびリン酸ジルコニウムからなる群から選択される1種類または2種類の防錆顔料(顔料A)と、硫酸バリウム(顔料B)とを含む。 [Primer coating]
The primer coating film contains one or two kinds of rust preventive pigments (pigment A) and barium sulfate (pigment B) selected from the group consisting of magnesium phosphate and zirconium phosphate based on an organic resin.
プライマー塗膜のベースとなる有機樹脂は、特に限定されないが、耐熱性を付与する観点から、ポリエーテルスルホン樹脂、ポリフェニルスルホン樹脂、ポリイミド樹脂およびポリアミドイミド樹脂からなる群から選択される1または2以上の耐熱性樹脂が好ましい。
The organic resin used as the base of the primer coating is not particularly limited, but 1 or 2 selected from the group consisting of polyethersulfone resin, polyphenylsulfone resin, polyimide resin, and polyamideimide resin from the viewpoint of imparting heat resistance. The above heat resistant resin is preferable.
防錆顔料(顔料A)としては、リン酸マグネシウム、リン酸ジルコニウムまたはこれらの組み合わせが使用される。後述するように、プライマー塗膜には、防錆顔料の溶出抑制のために硫酸バリウムが配合されるが、リン酸マグネシウムおよびリン酸ジルコニウムは、硫酸バリウムにより溶出を抑制されうる。一方、硫酸バリウムは、その他の防錆顔料(カルシウム系、ケイ酸系、リン酸亜鉛など)に対してはほとんど溶出を抑制できない。
As the rust preventive pigment (Pigment A), magnesium phosphate, zirconium phosphate or a combination thereof is used. As will be described later, barium sulfate is blended in the primer coating to suppress elution of the anticorrosive pigment, but elution of magnesium phosphate and zirconium phosphate can be suppressed by barium sulfate. On the other hand, barium sulfate hardly suppresses elution with respect to other rust preventive pigments (calcium-based, silicate-based, zinc phosphate, etc.).
リン酸マグネシウムおよびリン酸ジルコニウム(顔料A)の含有量は、ベースとなる有機樹脂100質量部に対して20~100質量部の範囲内が好ましい。含有量が20質量部未満の場合、耐食性を十分に発揮させることができない。一方、含有量が100質量部超の場合、防錆顔料の溶出量が多くなり、耐水性および耐アルカリ性が低下してしまうおそれがある。
The content of magnesium phosphate and zirconium phosphate (Pigment A) is preferably in the range of 20 to 100 parts by mass with respect to 100 parts by mass of the base organic resin. When content is less than 20 mass parts, corrosion resistance cannot fully be exhibited. On the other hand, when the content is more than 100 parts by mass, the elution amount of the rust preventive pigment increases, and the water resistance and alkali resistance may be lowered.
硫酸バリウム(顔料B)は、アルカリ雰囲気におけるリン酸マグネシウムおよびリン酸ジルコニウム(顔料A)の過剰な溶出を抑制する。この抑制は、溶出したリン酸イオンとバリウムイオンが反応し、再析出するためと推察される。これにより、リン酸マグネシウムおよびリン酸ジルコニウムの溶出量が低減し、耐透水性および耐イオン透過性を維持することができるため、耐水性および耐アルカリ性を付与することができる。
Barium sulfate (pigment B) suppresses excessive elution of magnesium phosphate and zirconium phosphate (pigment A) in an alkaline atmosphere. This suppression is presumably because the eluted phosphate ions and barium ions react and re-deposit. Thereby, since the elution amount of magnesium phosphate and zirconium phosphate can be reduced and water permeability resistance and ion resistance resistance can be maintained, water resistance and alkali resistance can be imparted.
硫酸バリウムの含有量は、ベースとなる有機樹脂100質量部に対して20~100質量部の範囲内が好ましい。含有量が20質量部未満の場合、リン酸マグネシウムおよびリン酸ジルコニウムの溶出を十分に抑制することができない。一方、含有量が100質量部超の場合、プライマー塗膜が多孔質状になり、耐水性が低下してしまうおそれがある。
The content of barium sulfate is preferably in the range of 20 to 100 parts by mass with respect to 100 parts by mass of the base organic resin. When the content is less than 20 parts by mass, elution of magnesium phosphate and zirconium phosphate cannot be sufficiently suppressed. On the other hand, when the content exceeds 100 parts by mass, the primer coating film becomes porous, and the water resistance may be lowered.
リン酸マグネシウムおよびリン酸ジルコニウム(顔料A)ならびに硫酸バリウム(顔料B)の合計含有量は、有機樹脂100質量部に対して40~160質量部の範囲内が好ましい。合計含有量が40質量部未満の場合、耐食性を十分に発揮させることができない。一方、合計含有量が160質量部超の場合、プライマー塗膜が多孔質状になり、耐水性が低下してしまうおそれがある。
The total content of magnesium phosphate and zirconium phosphate (pigment A) and barium sulfate (pigment B) is preferably in the range of 40 to 160 parts by mass with respect to 100 parts by mass of the organic resin. When the total content is less than 40 parts by mass, the corrosion resistance cannot be exhibited sufficiently. On the other hand, when the total content exceeds 160 parts by mass, the primer coating film becomes porous, and the water resistance may be lowered.
リン酸系防錆顔料(顔料A)に対する硫酸バリウム(顔料B)の質量比は、0.5~1.6の範囲内が好ましい。質量比が0.5未満の場合、リン酸マグネシウムおよびリン酸ジルコニウムの溶出を十分に抑制することができない。一方、質量比が1.6超の場合、リン酸マグネシウムおよびリン酸ジルコニウムの溶出を過剰に抑制するため、耐食性が低下してしまうおそれがある。
The mass ratio of barium sulfate (pigment B) to phosphoric acid anticorrosive pigment (pigment A) is preferably in the range of 0.5 to 1.6. When the mass ratio is less than 0.5, elution of magnesium phosphate and zirconium phosphate cannot be sufficiently suppressed. On the other hand, when the mass ratio is more than 1.6, the elution of magnesium phosphate and zirconium phosphate is suppressed excessively, so that the corrosion resistance may be lowered.
プライマー塗膜は、透明でもよいが、任意の着色顔料を加えて着色されていてもよい。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄などが含まれる。また、プライマー塗膜には、鱗片状無機質添加材や無機質繊維などを加えて塗膜硬度および耐摩耗性を向上させてもよい。鱗片状無機質添加材の例には、ガラスフレーク、グラファイトフレーク、合成マイカフレーク、合成アルミナフレーク、シリカフレークなどが含まれる。また、無機質繊維の例には、チタン酸カリウム繊維、ウォラスナイト繊維、炭化ケイ素繊維、アルミナ繊維、アルミナシリケート繊維、シリカ繊維、ロックウール、スラグウール、ガラス繊維、炭素繊維などが含まれる。
The primer coating may be transparent, but may be colored by adding an arbitrary coloring pigment. Examples of the color pigment include titanium oxide, carbon black, chromium oxide, iron oxide and the like. Further, the primer coating film may be added with scaly inorganic additives, inorganic fibers, etc. to improve the coating film hardness and wear resistance. Examples of the flaky inorganic additive include glass flake, graphite flake, synthetic mica flake, synthetic alumina flake, silica flake and the like. Examples of the inorganic fiber include potassium titanate fiber, wollastonite fiber, silicon carbide fiber, alumina fiber, alumina silicate fiber, silica fiber, rock wool, slag wool, glass fiber, carbon fiber and the like.
プライマー塗膜の膜厚は、特に限定されないが、0.5~30μmの範囲内が好ましい。膜厚が0.5μm未満の場合、耐食性および塗膜密着性の効果が十分に得られない可能性がある。また、プライマー塗膜が着色塗膜の場合は、塗装原板を隠蔽するために3μm以上の膜厚が好ましい。一方、膜厚が30μm超の場合、塗膜表面が柚子肌状になって外観が劣化するとともに、焼き付けする際にワキが発生しやすくなる。
The film thickness of the primer coating is not particularly limited, but is preferably in the range of 0.5 to 30 μm. When the film thickness is less than 0.5 μm, the effects of corrosion resistance and coating film adhesion may not be sufficiently obtained. Moreover, when a primer coating film is a colored coating film, in order to conceal a coating original plate, the film thickness of 3 micrometers or more is preferable. On the other hand, when the film thickness is more than 30 μm, the surface of the coating film becomes a cocoon skin shape and the appearance is deteriorated, and a crack is easily generated when baking.
プライマー塗膜は、公知の方法で形成されうる。たとえば、有機樹脂や、リン酸マグネシウムまたはリン酸ジルコニウム(顔料A)、硫酸バリウム(顔料B)などを含むプライマー塗料を化成処理鋼板の表面に塗布し、焼き付ければよい。プライマー塗料の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法などが含まれる。また、乾燥温度は、到達板温で200℃~400℃の範囲内が好ましく、乾燥時間は、20~180秒の範囲内が好ましい。特に、有機樹脂として、ポリエーテルスルホン樹脂、ポリフェニルスルホン樹脂、ポリイミド樹脂およびポリアミドイミド樹脂からなる群から選択される1または2以上の耐熱性樹脂を用いる場合は、乾燥温度は、到達板温で300℃~400℃の範囲内がより好ましく、乾燥時間は、30~180秒の範囲内がより好ましい。この範囲で乾燥させると、ベース樹脂が十分に硬化するため、特性を発揮させやすい。
The primer coating can be formed by a known method. For example, a primer paint containing an organic resin, magnesium phosphate or zirconium phosphate (pigment A), barium sulfate (pigment B), etc. may be applied to the surface of the chemical conversion treated steel sheet and baked. The method for applying the primer paint is not particularly limited, and may be appropriately selected from the methods used for the production of precoated steel sheets. Examples of such a coating method include a roll coating method, a flow coating method, a curtain flow method, a spray method, and the like. The drying temperature is preferably in the range of 200 ° C. to 400 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 20 to 180 seconds. In particular, when one or two or more heat resistant resins selected from the group consisting of polyethersulfone resin, polyphenylsulfone resin, polyimide resin and polyamideimide resin are used as the organic resin, the drying temperature is the ultimate plate temperature. More preferably, the temperature is in the range of 300 ° C. to 400 ° C., and the drying time is more preferably in the range of 30 to 180 seconds. If it is dried within this range, the base resin is sufficiently cured, so that the characteristics are easily exhibited.
[トップ塗膜]
トップ塗膜は、特に限定されないが、耐熱性および易洗浄性(非粘着性)の観点から、耐熱性樹脂をベースとしてフッ素樹脂を含有する塗膜が好ましい。 [Top coating film]
The top coating is not particularly limited, but a coating containing a fluororesin based on a heat resistant resin is preferable from the viewpoint of heat resistance and easy cleaning (non-adhesiveness).
トップ塗膜は、特に限定されないが、耐熱性および易洗浄性(非粘着性)の観点から、耐熱性樹脂をベースとしてフッ素樹脂を含有する塗膜が好ましい。 [Top coating film]
The top coating is not particularly limited, but a coating containing a fluororesin based on a heat resistant resin is preferable from the viewpoint of heat resistance and easy cleaning (non-adhesiveness).
トップ塗膜に含まれる耐熱性樹脂は、プライマー塗膜に含まれる耐熱性樹脂と同一であってもよいし、異なるものであってもよい。たとえば、トップ塗膜に含まれる耐熱性樹脂は、ポリエーテルスルホン樹脂、ポリフェニルスルホン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂またはこれらの組み合わせである。
The heat resistant resin contained in the top coating film may be the same as or different from the heat resistant resin contained in the primer coating film. For example, the heat resistant resin contained in the top coating film is a polyethersulfone resin, a polyphenylsulfone resin, a polyimide resin, a polyamideimide resin, or a combination thereof.
フッ素樹脂としては、耐熱性および易洗浄性を付与する観点から融点が270℃以上の熱溶融性フッ素樹脂が好ましい。そのようなフッ素樹脂の例には、テトラフルオロエチレン、ヘキサフルオロエチレン、パーフルオロアルキルビニルエーテル、クロロトリフルオロエチレンなどの重合体または共重合体が含まれる。これらの中では、易洗浄性の持続性および耐熱性の観点から、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体が特に好ましい。
As the fluororesin, a heat-meltable fluororesin having a melting point of 270 ° C. or higher is preferable from the viewpoint of imparting heat resistance and easy cleaning. Examples of such fluororesins include polymers or copolymers such as tetrafluoroethylene, hexafluoroethylene, perfluoroalkyl vinyl ether, and chlorotrifluoroethylene. Among these, a tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer is particularly preferable from the viewpoint of durability of easy washing and heat resistance.
フッ素樹脂の含有量は、耐熱性樹脂100質量部に対し10~200質量部の範囲内が好ましい。含有量が10質量部未満の場合、易洗浄性を十分に発揮させることができない。一方、含有量が200質量部超の場合、プライマー塗膜に対するトップ塗膜の密着性が低下しやすい。
The content of the fluororesin is preferably in the range of 10 to 200 parts by mass with respect to 100 parts by mass of the heat resistant resin. When the content is less than 10 parts by mass, the easy cleaning property cannot be exhibited sufficiently. On the other hand, when the content exceeds 200 parts by mass, the adhesion of the top coating to the primer coating tends to decrease.
トップ塗膜は、透明でもよいが、任意の着色顔料を加えて着色されていてもよい。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄などが含まれる。
The top coating may be transparent, but may be colored by adding an arbitrary coloring pigment. Examples of the color pigment include titanium oxide, carbon black, chromium oxide, iron oxide and the like.
トップ塗膜には、着色顔料として濃色系(黒色系)近赤外線反射顔料を配合してもよい。たとえば、本発明の塗装鋼板をオーブンレンジの庫内材に適用する場合、オーブンレンジの庫内材としては、意匠性の観点から濃色系の色調が好まれることが多い。しかし、オーブンレンジの庫内材に濃色系の色調のトップ塗膜が形成されている場合、オーブンの加熱時に放射される赤外線がトップ塗膜に吸収されてしまうため、加熱効率の低下および消費電力の増加に繋がる。このように本発明の塗装鋼板をオーブンレンジの庫内材などに適用する場合は、濃色系の色調を維持しつつ加熱効率を向上させる観点から、400~750nmの波長域(可視光)における平均反射率が10%以下であり、かつ750~2500nmの波長域(近赤外線)における平均反射率が20%以上の濃色系(黒色系)熱反射顔料をトップ塗膜に配合することが好ましい。濃色系(黒色系)近赤外線反射顔料の例には、Fe2O3、Cr2O3、CoOまたはこれらの組み合わせを含有する焼成顔料が含まれる。濃色系(黒色系)近赤外線反射顔料の含有量は、有機樹脂に対して5~35質量部の範囲内が好ましい。含有量が5質量部未満の場合、濃い色調を付与することができない。一方、含有量が35質量部超の場合、塗膜の凝集力が低下し、加工性が劣るおそれがある。
You may mix | blend a dark color type | system | group (black type | system | group) near-infrared reflective pigment with a top coating film as a coloring pigment. For example, when the coated steel sheet of the present invention is applied to a microwave oven interior material, a dark color tone is often preferred from the viewpoint of design as the microwave oven interior material. However, when the top coating film of dark color is formed on the interior of the microwave oven, the infrared radiation radiated when the oven is heated is absorbed by the top coating film. This leads to an increase in power. As described above, when the coated steel sheet of the present invention is applied to a microwave oven interior material or the like, from the viewpoint of improving heating efficiency while maintaining a dark color tone, in the wavelength region of 400 to 750 nm (visible light). It is preferable to blend a dark color (black) heat reflective pigment having an average reflectance of 10% or less and an average reflectance of 20% or more in the wavelength range of 750 to 2500 nm (near infrared) into the top coating film. . Examples of dark (black) near-infrared reflective pigments include calcined pigments containing Fe 2 O 3 , Cr 2 O 3 , CoO or combinations thereof. The content of the dark (black) near-infrared reflective pigment is preferably in the range of 5 to 35 parts by mass with respect to the organic resin. When the content is less than 5 parts by mass, a dark color tone cannot be imparted. On the other hand, when the content is more than 35 parts by mass, the cohesive force of the coating film is lowered, and the processability may be inferior.
また、トップ塗膜には、鱗片状無機質添加材や無機質繊維などを加えて塗膜硬度および耐摩耗性を向上させてもよい。鱗片状無機質添加材の例には、ガラスフレーク、グラファイトフレーク、合成マイカフレーク、合成アルミナフレーク、シリカフレークなどが含まれる。また、無機質繊維の例には、チタン酸カリウム繊維、ウォラスナイト繊維、炭化ケイ素繊維、アルミナ繊維、アルミナシリケート繊維、シリカ繊維、ロックウール、スラグウール、ガラス繊維、炭素繊維などが含まれる。
In addition, a scale-like inorganic additive or inorganic fiber may be added to the top coating film to improve the coating film hardness and wear resistance. Examples of the flaky inorganic additive include glass flake, graphite flake, synthetic mica flake, synthetic alumina flake, silica flake and the like. Examples of the inorganic fiber include potassium titanate fiber, wollastonite fiber, silicon carbide fiber, alumina fiber, alumina silicate fiber, silica fiber, rock wool, slag wool, glass fiber, carbon fiber and the like.
トップ塗膜の膜厚は、特に限定されないが、5~40μmの範囲内が好ましい。膜厚が5μm未満の場合、易洗浄性を十分に持続させることができない。一方、膜厚が40μm超の場合、塗膜表面が柚子肌状になって外観が劣化するとともに、焼き付けする際にワキが発生しやすくなる。加工性の観点からは、トップ塗膜の膜厚は、5~20μmの範囲内が好ましい。
The film thickness of the top coating is not particularly limited, but is preferably in the range of 5 to 40 μm. When the film thickness is less than 5 μm, the easy cleaning property cannot be maintained sufficiently. On the other hand, when the film thickness is more than 40 μm, the surface of the coating film becomes a cocoon skin shape and the appearance is deteriorated, and a crack is easily generated when baking. From the viewpoint of workability, the film thickness of the top coating film is preferably in the range of 5 to 20 μm.
トップ塗膜は、公知の方法で形成されうる。たとえば、有機樹脂や、フッ素樹脂(粒子状が好ましい)、着色顔料などを含むトップ塗料をプライマー塗布鋼板の表面に塗布し、焼き付ければよい。トップ塗料の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法などが含まれる。また、乾燥温度は、到達板温で200℃~450℃の範囲内が好ましく、乾燥時間は、20~180秒の範囲内が好ましい。特に、耐熱性樹脂として、ポリエーテルスルホン樹脂、ポリフェニルスルホン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂またはこれらの組み合わせを用いる場合は、乾燥温度は、到達板温で300℃~400℃の範囲内がより好ましく、乾燥時間は、30~180秒の範囲内がより好ましい。この範囲で乾燥させると、ベース樹脂が十分に硬化するため、特性を発揮させやすい。また、トップ塗料が熱溶融性フッ素樹脂を含む場合は、乾燥温度は、到達板温で350℃~450℃の範囲内がより好ましく、乾燥時間は、60~180秒の範囲内がより好ましい。この範囲で乾燥させると、十分な量のフッ素樹脂をトップ塗膜の表面に移動させて、優れた易洗浄性(非粘着性)を発揮させることができる。
The top coating can be formed by a known method. For example, a top paint containing an organic resin, a fluororesin (preferably in the form of particles), a color pigment, or the like may be applied to the surface of the primer-coated steel sheet and baked. The method for applying the top paint is not particularly limited, and may be appropriately selected from methods used for producing precoated steel sheets. Examples of such a coating method include a roll coating method, a flow coating method, a curtain flow method, a spray method, and the like. The drying temperature is preferably in the range of 200 ° C. to 450 ° C. as the ultimate plate temperature, and the drying time is preferably in the range of 20 to 180 seconds. In particular, when a polyethersulfone resin, polyphenylsulfone resin, polyimide resin, polyamideimide resin or a combination thereof is used as the heat resistant resin, the drying temperature is more preferably in the range of 300 ° C. to 400 ° C. at the ultimate plate temperature. Preferably, the drying time is more preferably in the range of 30 to 180 seconds. If it is dried within this range, the base resin is sufficiently cured, so that the characteristics are easily exhibited. When the top coating contains a heat-meltable fluororesin, the drying temperature is more preferably in the range of 350 ° C. to 450 ° C. as the ultimate plate temperature, and the drying time is more preferably in the range of 60 to 180 seconds. When it is dried within this range, a sufficient amount of the fluororesin can be moved to the surface of the top coating film to exhibit excellent easy cleaning (non-adhesiveness).
以上のように、本発明の塗装鋼板では、プライマー塗膜に硫酸バリウムを含ませることで、プライマー塗膜からの防錆顔料の過度の流出によるプライマー塗膜の多孔質化を抑制し、耐透水性および耐イオン透過性を向上させている。また、本発明の塗装鋼板では、化成処理皮膜に所定のチタン化合物およびジルコニウム化合物を含ませることで、化成処理皮膜のバリア性および自己修復性を向上させている。本発明の塗装鋼板は、耐水(湿)性、耐アルカリ性および耐食性に優れており、強アルカリ性の腐食環境下においても耐食性を維持することができる。
As described above, in the coated steel sheet of the present invention, by including barium sulfate in the primer coating, the primer coating is prevented from becoming porous due to excessive outflow of the anticorrosive pigment from the primer coating, And ion permeability are improved. Moreover, in the coated steel plate of this invention, the barrier property and the self-repairability of a chemical conversion treatment film are improved by including a predetermined titanium compound and a zirconium compound in a chemical conversion treatment film. The coated steel sheet of the present invention is excellent in water resistance (humidity), alkali resistance, and corrosion resistance, and can maintain corrosion resistance even in a highly alkaline corrosive environment.
以下、本発明を実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
Hereinafter, the present invention will be described in detail with reference to examples, but the present invention is not limited to these examples.
[実施例1]
1.塗装鋼板の作製
塗装原板として、板厚0.5mm、片面めっき付着量40g/m2の溶融Al-9Siめっき鋼板を準備した。塗装原板の表面に、表1に示す組成の化成処理液(実施例:No.1-1~No.1-7、比較例:No.1-8~No.1-10)を所定付着量になるようにバーコーターで塗布し、到達板温100℃で10秒間乾燥させて、表2に示す化成処理鋼板(実施例:No.2-1~No.2-11、比較例:No.2-12~No.2-15)を作製した。各化成処理鋼板の表面におけるフッ化物と酸化物および水酸化物とのモル比は、X線光電子分光法(XPS;ESCA)で測定した。具体的には、TiおよびZrのピークをX-F、X-OおよびX-OH(X:Ti,Zr)に波形分離した後、各成分を定量化して、比率を特定した。ここで測定されたフッ化物の量は、化成処理皮膜に含まれるチタンのフッ化物およびジルコニウムのフッ化物の合計含有量に相当する。同様に、測定された酸化物および水酸化物の量は、化成処理皮膜に含まれるチタンの酸化物および水酸化物ならびにジルコニウムの酸化物および水酸化物の合計含有量に相当する。チタンとジルコニウムのモル比は、チタンの酸化物および水酸化物と、ジルコニウムの酸化物および水酸化物とのモル比に相当する。 [Example 1]
1. Preparation of coated steel plate As a coating original plate, a molten Al-9Si plated steel plate having a thickness of 0.5 mm and a coated amount on one side of 40 g / m 2 was prepared. A predetermined amount of chemical conversion treatment liquid having the composition shown in Table 1 (Example: No. 1-1 to No. 1-7, Comparative Example: No. 1-8 to No. 1-10) is applied to the surface of the original coating plate. It was coated with a bar coater so as to be dried at a final plate temperature of 100 ° C. for 10 seconds, and then subjected to chemical conversion treatment steel plates shown in Table 2 (Example: No. 2-1 to No. 2-11, Comparative Example: No. 2-12 to No. 2-15) were prepared. The molar ratio of fluoride to oxide and hydroxide on the surface of each chemical conversion treated steel sheet was measured by X-ray photoelectron spectroscopy (XPS; ESCA). Specifically, after Ti and Zr peaks were separated into waveforms of X—F, X—O and X—OH (X: Ti, Zr), each component was quantified to identify the ratio. The amount of fluoride measured here corresponds to the total content of fluoride of titanium and fluoride of zirconium contained in the chemical conversion film. Similarly, the measured amounts of oxides and hydroxides correspond to the total content of titanium oxides and hydroxides and zirconium oxides and hydroxides contained in the chemical conversion coating. The molar ratio of titanium and zirconium corresponds to the molar ratio of titanium oxide and hydroxide to zirconium oxide and hydroxide.
1.塗装鋼板の作製
塗装原板として、板厚0.5mm、片面めっき付着量40g/m2の溶融Al-9Siめっき鋼板を準備した。塗装原板の表面に、表1に示す組成の化成処理液(実施例:No.1-1~No.1-7、比較例:No.1-8~No.1-10)を所定付着量になるようにバーコーターで塗布し、到達板温100℃で10秒間乾燥させて、表2に示す化成処理鋼板(実施例:No.2-1~No.2-11、比較例:No.2-12~No.2-15)を作製した。各化成処理鋼板の表面におけるフッ化物と酸化物および水酸化物とのモル比は、X線光電子分光法(XPS;ESCA)で測定した。具体的には、TiおよびZrのピークをX-F、X-OおよびX-OH(X:Ti,Zr)に波形分離した後、各成分を定量化して、比率を特定した。ここで測定されたフッ化物の量は、化成処理皮膜に含まれるチタンのフッ化物およびジルコニウムのフッ化物の合計含有量に相当する。同様に、測定された酸化物および水酸化物の量は、化成処理皮膜に含まれるチタンの酸化物および水酸化物ならびにジルコニウムの酸化物および水酸化物の合計含有量に相当する。チタンとジルコニウムのモル比は、チタンの酸化物および水酸化物と、ジルコニウムの酸化物および水酸化物とのモル比に相当する。 [Example 1]
1. Preparation of coated steel plate As a coating original plate, a molten Al-9Si plated steel plate having a thickness of 0.5 mm and a coated amount on one side of 40 g / m 2 was prepared. A predetermined amount of chemical conversion treatment liquid having the composition shown in Table 1 (Example: No. 1-1 to No. 1-7, Comparative Example: No. 1-8 to No. 1-10) is applied to the surface of the original coating plate. It was coated with a bar coater so as to be dried at a final plate temperature of 100 ° C. for 10 seconds, and then subjected to chemical conversion treatment steel plates shown in Table 2 (Example: No. 2-1 to No. 2-11, Comparative Example: No. 2-12 to No. 2-15) were prepared. The molar ratio of fluoride to oxide and hydroxide on the surface of each chemical conversion treated steel sheet was measured by X-ray photoelectron spectroscopy (XPS; ESCA). Specifically, after Ti and Zr peaks were separated into waveforms of X—F, X—O and X—OH (X: Ti, Zr), each component was quantified to identify the ratio. The amount of fluoride measured here corresponds to the total content of fluoride of titanium and fluoride of zirconium contained in the chemical conversion film. Similarly, the measured amounts of oxides and hydroxides correspond to the total content of titanium oxides and hydroxides and zirconium oxides and hydroxides contained in the chemical conversion coating. The molar ratio of titanium and zirconium corresponds to the molar ratio of titanium oxide and hydroxide to zirconium oxide and hydroxide.

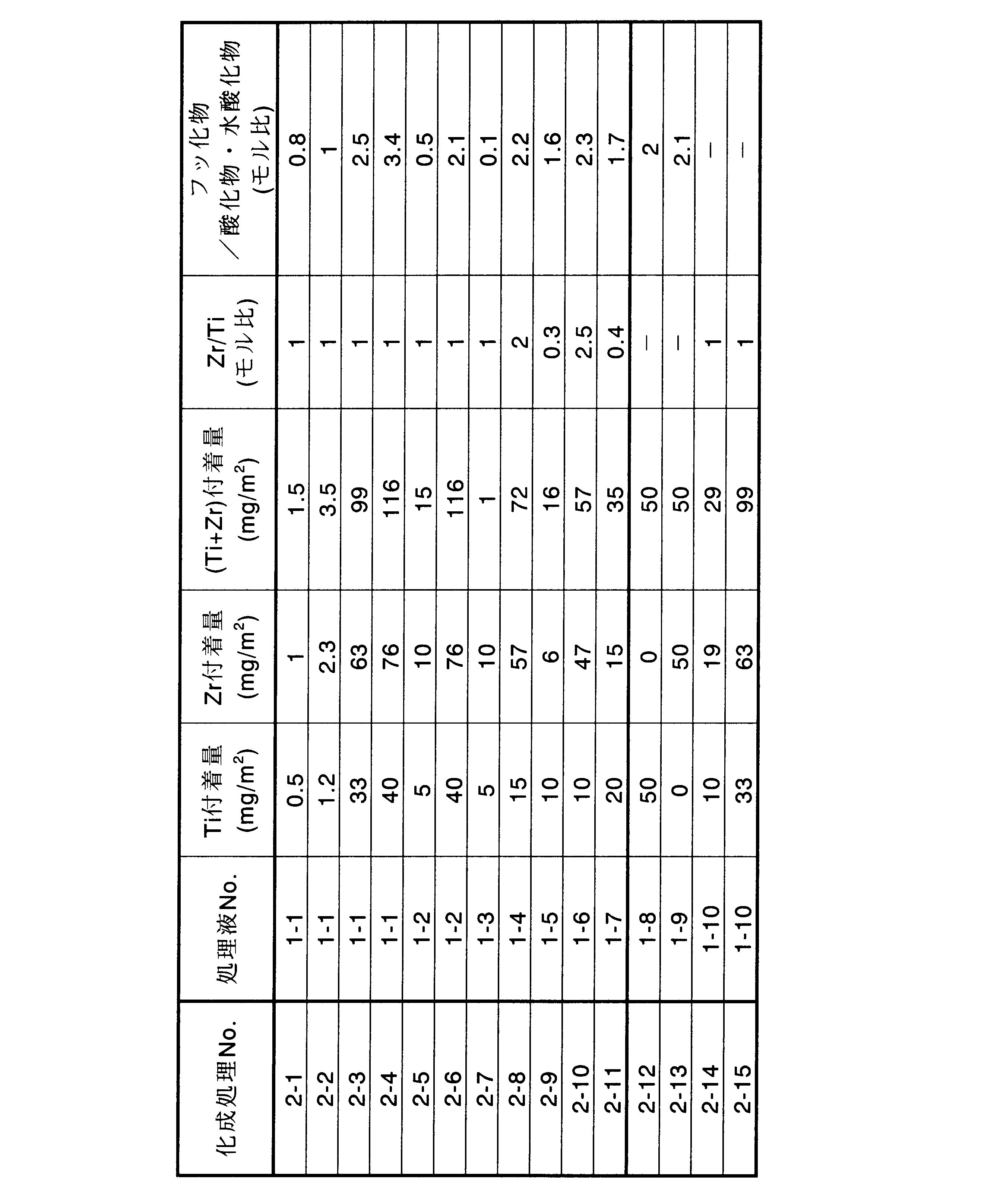
化成処理鋼板(No.2-1~No.2-15)の表面に、表3に示すプライマー塗料(実施例:No.3-1~No.3-6、比較例:No.3-7~No.3-14)を所定膜厚になるようにバーコーターで塗布し、到達板温220℃で30秒間(No.3-1の塗料)または到達板温320℃で60秒間(No.3-2~14の塗料)焼き付けて、プライマー塗布鋼板を作製した。次いで、プライマー塗布鋼板の表面に、表4に示すトップ塗料(No.4-1~No.4-4)を所定膜厚になるようにバーコーターで塗布し、到達板温380℃で60秒間焼き付けて、表5に示す塗装鋼板(実施例:No.5-1~No.5-23、比較例:No.5-24~No.5-40)を作製した。
The primer coatings shown in Table 3 (Example: No. 3-1 to No. 3-6, Comparative Example: No. 3-7) were formed on the surface of the chemical conversion treated steel plates (No. 2-1 to No. 2-15). To No. 3-14) with a bar coater so as to have a predetermined film thickness, 30 seconds at a final plate temperature of 220 ° C. (No. 3-1 paint) or 60 seconds at a final plate temperature of 320 ° C. (No. 3-14) 3-2 to 14 paints) were baked to prepare primer-coated steel sheets. Next, the top coating (No. 4-1 to No. 4-4) shown in Table 4 was applied to the surface of the primer-coated steel plate with a bar coater so as to have a predetermined film thickness, and the final plate temperature was 380 ° C. for 60 seconds. The coated steel sheets shown in Table 5 (Example: No. 5-1 to No. 5-23, Comparative Example: No. 5-24 to No. 5-40) were produced by baking.
プライマー塗料およびトップ塗料について、ポリエステルをベースとする場合は、フレキコート5000(日本ファインコーティングス株式会社)を用いた。また、ポリアミドイミドをベースとする場合は、トーロン4000TF(ソルベイアドバンストポリマーズ株式会社)を混合溶剤(N-メチル-2-ピロリドン、メチルイソブチルケトン、キシレン)に加え、ボールミルを用いて溶解および分散させたものを用いた。また、ポリエーテルスルホンをベースとする場合は、PES5003P(住友化学工業株式会社)を前記混合溶剤に加え、ボールミルを用いて溶解および分散させたものを用いた。また、ポリフェニルスルホンをベースとする場合は、レーデルR-5000(ソルベイアドバンストポリマーズ株式会社)を前記混合溶剤に加え、ボールミルを用いて溶解および分散させたものを用いた。
When the primer paint and the top paint were based on polyester, Flexcoat 5000 (Nippon Fine Coatings Co., Ltd.) was used. When polyamideimide is used as a base, Torlon 4000TF (Solvay Advanced Polymers Co., Ltd.) is added to a mixed solvent (N-methyl-2-pyrrolidone, methyl isobutyl ketone, xylene), and dissolved and dispersed using a ball mill. A thing was used. When polyethersulfone was used as a base, PES5003P (Sumitomo Chemical Co., Ltd.) was added to the mixed solvent and dissolved and dispersed using a ball mill. In the case of using polyphenylsulfone as a base, Radel R-5000 (Solvay Advanced Polymers Co., Ltd.) was added to the mixed solvent and dissolved and dispersed using a ball mill.
パーフルオロアルキルビニルエーテル重合体としては、ネオフロンAP(ダイキン工業株式会社)を用いた。ヘキサフルオロエチレン重合体としては、ポリフロンM(ダイキン工業株式会社)を用いた。テトラフルオロエチレン重合体としては、ネオフロンNP(ダイキン工業株式会社)を用いた。
As a perfluoroalkyl vinyl ether polymer, NEOFRON AP (Daikin Industries, Ltd.) was used. Polyflon M (Daikin Industries, Ltd.) was used as the hexafluoroethylene polymer. As the tetrafluoroethylene polymer, Neophron NP (Daikin Industries, Ltd.) was used.



2.加工密着性試験
各塗装鋼板から試験片(50mm×50mm)を切り出し、加工密着性試験を実施した。各試験片について180度密着折り曲げ加工(内R:1mm)を行った。各試験片の曲げ加工部にセロハンテープを貼り付けた後、曲げ稜線に対して垂直にテープを剥がして、塗膜の残存率を測定し、加工密着性を評価した。塗膜の残存率が、100%の場合を「◎」、90%以上100%未満の場合を「○」、80%以上90%未満の場合を「△」、50%以上80%未満の場合を「▲」、50%未満の場合を「×」と評価した。 2. Work adhesion test A test piece (50 mm x 50 mm) was cut out from each coated steel sheet, and a work adhesion test was performed. Each test piece was subjected to 180-degree contact bending (inner R: 1 mm). After a cellophane tape was applied to the bending portion of each test piece, the tape was peeled off perpendicularly to the bending ridgeline, and the residual ratio of the coating film was measured to evaluate the work adhesion. When the residual rate of the coating film is 100%, “◎”, when it is 90% or more and less than 100%, “◯”, when it is 80% or more and less than 90%, “△”, when it is 50% or more and less than 80% Was evaluated as “▲”, and the case of less than 50% was evaluated as “x”.
各塗装鋼板から試験片(50mm×50mm)を切り出し、加工密着性試験を実施した。各試験片について180度密着折り曲げ加工(内R:1mm)を行った。各試験片の曲げ加工部にセロハンテープを貼り付けた後、曲げ稜線に対して垂直にテープを剥がして、塗膜の残存率を測定し、加工密着性を評価した。塗膜の残存率が、100%の場合を「◎」、90%以上100%未満の場合を「○」、80%以上90%未満の場合を「△」、50%以上80%未満の場合を「▲」、50%未満の場合を「×」と評価した。 2. Work adhesion test A test piece (50 mm x 50 mm) was cut out from each coated steel sheet, and a work adhesion test was performed. Each test piece was subjected to 180-degree contact bending (inner R: 1 mm). After a cellophane tape was applied to the bending portion of each test piece, the tape was peeled off perpendicularly to the bending ridgeline, and the residual ratio of the coating film was measured to evaluate the work adhesion. When the residual rate of the coating film is 100%, “◎”, when it is 90% or more and less than 100%, “◯”, when it is 80% or more and less than 90%, “△”, when it is 50% or more and less than 80% Was evaluated as “▲”, and the case of less than 50% was evaluated as “x”.
3.耐水性試験
各塗装鋼板から試験片(50mm×50mm)を切り出し、耐水性試験を実施した。各試験片を95℃以上の熱水に120時間浸漬した後、1mm角の正方形が100個できるように塗膜に格子状の切り込みを入れた。各試験片の塗膜に切り込みを入れた部分にセロハンテープを貼り付けた後、試験片表面に対して垂直にテープを剥がして、塗膜の残存率を測定し、耐水性を評価した。塗膜の残存率が、100%の場合を「◎」、90%以上100%未満の場合を「○」、80%以上90%未満の場合を「△」、50%以上80%未満の場合を「▲」、50%未満の場合を「×」と評価した。 3. Water resistance test A test piece (50 mm x 50 mm) was cut out from each coated steel sheet and subjected to a water resistance test. After each test piece was immersed in hot water of 95 ° C. or higher for 120 hours, a lattice-like cut was made in the coating so that 100 squares of 1 mm square could be formed. After applying a cellophane tape to the part of each test piece where the cut was made, the tape was peeled off perpendicularly to the surface of the test piece, the remaining rate of the coating was measured, and the water resistance was evaluated. When the residual rate of the coating film is 100%, “◎”, when it is 90% or more and less than 100%, “◯”, when it is 80% or more and less than 90%, “△”, when it is 50% or more and less than 80% Was evaluated as “▲”, and the case of less than 50% was evaluated as “x”.
各塗装鋼板から試験片(50mm×50mm)を切り出し、耐水性試験を実施した。各試験片を95℃以上の熱水に120時間浸漬した後、1mm角の正方形が100個できるように塗膜に格子状の切り込みを入れた。各試験片の塗膜に切り込みを入れた部分にセロハンテープを貼り付けた後、試験片表面に対して垂直にテープを剥がして、塗膜の残存率を測定し、耐水性を評価した。塗膜の残存率が、100%の場合を「◎」、90%以上100%未満の場合を「○」、80%以上90%未満の場合を「△」、50%以上80%未満の場合を「▲」、50%未満の場合を「×」と評価した。 3. Water resistance test A test piece (50 mm x 50 mm) was cut out from each coated steel sheet and subjected to a water resistance test. After each test piece was immersed in hot water of 95 ° C. or higher for 120 hours, a lattice-like cut was made in the coating so that 100 squares of 1 mm square could be formed. After applying a cellophane tape to the part of each test piece where the cut was made, the tape was peeled off perpendicularly to the surface of the test piece, the remaining rate of the coating was measured, and the water resistance was evaluated. When the residual rate of the coating film is 100%, “◎”, when it is 90% or more and less than 100%, “◯”, when it is 80% or more and less than 90%, “△”, when it is 50% or more and less than 80% Was evaluated as “▲”, and the case of less than 50% was evaluated as “x”.
4.耐アルカリ性試験
各塗装鋼板から試験片(50mm×50mm)を切り出し、耐水性試験を実施した。各試験片を95℃以上のNaOH水溶液(pH14)に浸漬し、塗膜フクレが発生する時間を測定し、耐アルカリ性を評価した。塗膜フクレが発生する時間が、120時間以上の場合を「◎」、80時間以上120時間未満の場合を「○」、24時間以上80時間未満の場合を「△」、2時間以上24時間未満の場合を「▲」、2時間未満の場合を「×」と評価した。 4). Alkali Resistance Test A test piece (50 mm × 50 mm) was cut out from each coated steel sheet and a water resistance test was performed. Each test piece was immersed in an aqueous NaOH solution (pH 14) of 95 ° C. or higher, and the time for the occurrence of coating swelling was measured to evaluate alkali resistance. The case where the film swelling occurs is “◎” when the time is 120 hours or more, “◯” when the time is 80 hours or more and less than 120 hours, “△” when the time is 24 hours or more and less than 80 hours, 2 hours or more and 24 hours The case of less than “▲” and the case of less than 2 hours were evaluated as “x”.
各塗装鋼板から試験片(50mm×50mm)を切り出し、耐水性試験を実施した。各試験片を95℃以上のNaOH水溶液(pH14)に浸漬し、塗膜フクレが発生する時間を測定し、耐アルカリ性を評価した。塗膜フクレが発生する時間が、120時間以上の場合を「◎」、80時間以上120時間未満の場合を「○」、24時間以上80時間未満の場合を「△」、2時間以上24時間未満の場合を「▲」、2時間未満の場合を「×」と評価した。 4). Alkali Resistance Test A test piece (50 mm × 50 mm) was cut out from each coated steel sheet and a water resistance test was performed. Each test piece was immersed in an aqueous NaOH solution (pH 14) of 95 ° C. or higher, and the time for the occurrence of coating swelling was measured to evaluate alkali resistance. The case where the film swelling occurs is “◎” when the time is 120 hours or more, “◯” when the time is 80 hours or more and less than 120 hours, “△” when the time is 24 hours or more and less than 80 hours, 2 hours or more and 24 hours The case of less than “▲” and the case of less than 2 hours were evaluated as “x”.
5.耐食性試験
各塗装鋼板から試験片(150mm×70mm)を切り出し、耐食性試験を実施した。各試験片の上下端部をポリエステルテープでシールし、中央部にクロスカットを入れた後、塩水噴霧試験(5%NaCl、35℃、500時間)を行った。試験後、各試験片の左右の端部の最大フクレ片幅およびクロスカット部の最大フクレ片幅を測定し、耐食性を評価した。最大フクレ片幅が、0.5mm未満の場合を「◎」、0.5mm以上1mm未満の場合を「○」、1mm以上2mm未満の場合を「△」、2mm以上3mm未満の場合を「▲」、3mm以上の場合を「×」と評価した。 5. Corrosion resistance test A test piece (150 mm x 70 mm) was cut out from each coated steel sheet and subjected to a corrosion resistance test. The upper and lower ends of each test piece were sealed with polyester tape, and a cross-cut was made in the center, followed by a salt spray test (5% NaCl, 35 ° C., 500 hours). After the test, the maximum bulge piece width of the left and right ends of each test piece and the maximum bulge piece width of the crosscut portion were measured to evaluate the corrosion resistance. “◎” if the maximum blister width is less than 0.5 mm, “◯” if it is 0.5 mm or more and less than 1 mm, “Δ” if it is 1 mm or more and less than 2 mm, and “▲” if it is 2 mm or more and less than 3 mm. The case of 3 mm or more was evaluated as “x”.
各塗装鋼板から試験片(150mm×70mm)を切り出し、耐食性試験を実施した。各試験片の上下端部をポリエステルテープでシールし、中央部にクロスカットを入れた後、塩水噴霧試験(5%NaCl、35℃、500時間)を行った。試験後、各試験片の左右の端部の最大フクレ片幅およびクロスカット部の最大フクレ片幅を測定し、耐食性を評価した。最大フクレ片幅が、0.5mm未満の場合を「◎」、0.5mm以上1mm未満の場合を「○」、1mm以上2mm未満の場合を「△」、2mm以上3mm未満の場合を「▲」、3mm以上の場合を「×」と評価した。 5. Corrosion resistance test A test piece (150 mm x 70 mm) was cut out from each coated steel sheet and subjected to a corrosion resistance test. The upper and lower ends of each test piece were sealed with polyester tape, and a cross-cut was made in the center, followed by a salt spray test (5% NaCl, 35 ° C., 500 hours). After the test, the maximum bulge piece width of the left and right ends of each test piece and the maximum bulge piece width of the crosscut portion were measured to evaluate the corrosion resistance. “◎” if the maximum blister width is less than 0.5 mm, “◯” if it is 0.5 mm or more and less than 1 mm, “Δ” if it is 1 mm or more and less than 2 mm, and “▲” if it is 2 mm or more and less than 3 mm. The case of 3 mm or more was evaluated as “x”.
6.分析結果
表6は、各塗装鋼板の分析結果を示す表である。各塗装鋼板について、加工密着性試験、耐水性試験、耐アルカリ性試験、耐食性試験の評価結果のうち最も低い評価を、その塗装鋼板の「総合評価」とした。 6). Analysis result Table 6 is a table | surface which shows the analysis result of each coated steel plate. For each coated steel sheet, the lowest evaluation among the evaluation results of the work adhesion test, the water resistance test, the alkali resistance test, and the corrosion resistance test was defined as the “total evaluation” of the coated steel sheet.
表6は、各塗装鋼板の分析結果を示す表である。各塗装鋼板について、加工密着性試験、耐水性試験、耐アルカリ性試験、耐食性試験の評価結果のうち最も低い評価を、その塗装鋼板の「総合評価」とした。 6). Analysis result Table 6 is a table | surface which shows the analysis result of each coated steel plate. For each coated steel sheet, the lowest evaluation among the evaluation results of the work adhesion test, the water resistance test, the alkali resistance test, and the corrosion resistance test was defined as the “total evaluation” of the coated steel sheet.

表6に示されるように、本発明の塗装鋼板(塗装鋼板No.5-1~No.5-23)は、加工部密着性、耐水性、耐アルカリ性および耐食性のすべてにおいて良好な結果を示した。
As shown in Table 6, the coated steel sheets of the present invention (coated steel sheets No. 5-1 to No. 5-23) showed good results in all of the processed part adhesion, water resistance, alkali resistance and corrosion resistance. It was.
これに対し、化成処理皮膜にチタンの酸化物および水酸化物が含まれていないNo.5-35の塗装鋼板は、クロスカット部の耐食性が劣っていた。これは、チタンの酸化物および水酸化物によるバリア効果を発揮させることができなかったためと考えられる。一方、化成処理皮膜にジルコニウムの酸化物および水酸化物が含まれていないNo.5-34の塗装鋼板は、端面部の耐食性が劣っていた。これは、ジルコニウムの酸化物および水酸化物による塗膜の架橋効果および塗膜密着性の向上効果を発揮させることができなかったためと考えられる。また、化成処理皮膜にチタンのフッ化物およびジルコニウムのフッ化物が含まれていないNo.5-37およびNo.5-38の塗装鋼板は、クロスカット部の耐食性が劣っていた。これは、フッ素イオンによる自己修復効果を発揮させることができなかったためと考えられる。
In contrast, the coated steel sheet of No. 5-35, in which the chemical conversion film does not contain titanium oxide and hydroxide, was inferior in the corrosion resistance of the cross-cut portion. This is considered because the barrier effect by the oxide and hydroxide of titanium could not be exhibited. On the other hand, the coated steel sheet of No. 5-34, in which the chemical conversion coating did not contain zirconium oxide and hydroxide, was inferior in corrosion resistance at the end face. This is considered to be because the effect of improving the coating film cross-linking effect and coating film adhesion by zirconium oxide and hydroxide could not be exhibited. Further, the coated steel sheets of No. 5-37 and No. 5-38, in which the chemical conversion coating film did not contain titanium fluoride and zirconium fluoride, had inferior corrosion resistance at the crosscut portion. This is presumably because the self-healing effect by fluorine ions could not be exhibited.
また、プライマー塗膜におけるリン酸ジルコニウムの含有量が少ないNo.5-29の塗装鋼板は、耐食性が劣っていた。これは、リン酸ジルコニウムによる耐食性を発揮させることができなかったためと考えられる。一方、リン酸ジルコニウムの含有量が多いNo.5-27の塗装鋼板は、耐アルカリ性が劣っていた。これは、リン酸ジルコニウムの溶出量が多く、プライマー塗膜が多孔質状になったためと考えられる。また、リン酸マグネシウムおよびリン酸ジルコニウムの代わりにリン酸亜鉛が配合されているNo.5-30の塗装鋼板は、耐アルカリ性が劣っていた。これは、リン酸亜鉛の溶出を抑制できず、プライマー塗膜が多孔質状になったためと考えられる。
In addition, the coated steel sheet No. 5-29 with a low zirconium phosphate content in the primer coating film was inferior in corrosion resistance. This is presumably because the corrosion resistance by zirconium phosphate could not be exhibited. On the other hand, the coated steel sheet No. 5-27 having a high zirconium phosphate content was inferior in alkali resistance. This is thought to be because the elution amount of zirconium phosphate was large and the primer coating became porous. In addition, the coated steel sheet No. 5-30 in which zinc phosphate was blended instead of magnesium phosphate and zirconium phosphate had poor alkali resistance. This is probably because elution of zinc phosphate could not be suppressed and the primer coating became porous.
また、プライマー塗膜における硫酸バリウムの含有量が少ないNo.5-28の塗装鋼板は、耐アルカリ性が劣っていた。同様に、プライマー塗膜に硫酸バリウムが配合されていないNo.5-31の塗装鋼板は、耐アルカリ性が劣っていた。これは、リン酸マグネシウムおよびリン酸ジルコニウムの溶出を十分に抑制できず、プライマー塗膜が多孔質状になったためと考えられる。一方、硫酸バリウムの含有量が多いNo.5-26の塗装鋼板は、耐水性が劣っていた。これは、過剰量の硫酸バリウムにより、プライマー塗膜が多孔質状になったためと考えられる。
In addition, the coated steel plate No. 5-28, which has a low barium sulfate content in the primer coating, was inferior in alkali resistance. Similarly, the coated steel sheet No. 5-31 in which barium sulfate was not blended in the primer coating film was inferior in alkali resistance. This is presumably because the elution of magnesium phosphate and zirconium phosphate could not be sufficiently suppressed, and the primer coating became porous. On the other hand, the coated steel sheet No. 5-26 with a high barium sulfate content was inferior in water resistance. This is thought to be because the primer coating became porous due to an excess amount of barium sulfate.
また、プライマー塗膜における顔料Aおよび顔料Bの合計含有量が少ないNo.5-24の塗装鋼板は、耐食性が劣っていた。これは、有機樹脂に対する顔料の割合が小さく、十分に耐食性を付与できなかったためと考えられる。一方、プライマー塗膜における顔料Aおよび顔料Bの合計含有量が多いNo.5-25、No.5-36およびNo.5-39の塗装鋼板は、耐水性が劣っていた。これは、過剰量の顔料により、プライマー塗膜が多孔質状になったためと考えられる。
In addition, the coated steel plate No. 5-24, which has a small total content of pigment A and pigment B in the primer coating film, was inferior in corrosion resistance. This is presumably because the ratio of the pigment to the organic resin was small, and sufficient corrosion resistance could not be imparted. On the other hand, the coated steel sheets of No. 5-25, No. 5-36 and No. 5-39 having a large total content of pigment A and pigment B in the primer coating film were inferior in water resistance. This is probably because the primer coating became porous due to an excessive amount of pigment.
また、化成処理皮膜が形成されていないNo.5-40の塗装鋼板は、加工部密着性、耐水性、耐アルカリ性および耐食性のすべてにおいて劣っていた。同様に、プライマー塗膜が形成されていないNo.5-32の塗装鋼板は、加工部密着性、耐水性、耐アルカリ性および耐食性のすべてにおいて劣っていた。また、トップ塗膜が形成されていないNo.5-33の塗装鋼板では、耐食性が劣っていた。
Further, the coated steel sheet of No. 5-40 in which the chemical conversion film was not formed was inferior in all of the adhesion to the processed part, water resistance, alkali resistance and corrosion resistance. Similarly, the coated steel sheet of No. 5-32 in which the primer coating film was not formed was inferior in all of the processed part adhesion, water resistance, alkali resistance and corrosion resistance. Further, the coated steel sheet No. 5-33 in which the top coating film was not formed was inferior in corrosion resistance.
以上の結果から、本発明の塗装鋼板は、耐食性、耐水性および耐アルカリ性に優れていることがわかる。
From the above results, it can be seen that the coated steel sheet of the present invention is excellent in corrosion resistance, water resistance and alkali resistance.
[実施例2]
実施例2では、塗装原板のめっき層を焼鈍することで、塗装鋼板の加工部耐食性も向上させうることを示す。 [Example 2]
In Example 2, it shows that the process part corrosion resistance of a coated steel plate can also be improved by annealing the coating layer of a coating original plate.
実施例2では、塗装原板のめっき層を焼鈍することで、塗装鋼板の加工部耐食性も向上させうることを示す。 [Example 2]
In Example 2, it shows that the process part corrosion resistance of a coated steel plate can also be improved by annealing the coating layer of a coating original plate.
1.塗装鋼板の作製
塗装原板として、以下の2種類の溶融Al-9Siめっき鋼板を準備した。塗装原板Aと塗装原板Bとは、めっき層を形成した後に焼鈍処理を行ったかどうかという点のみ異なる。
[塗装原板A]
・溶融Al-9Siめっき鋼板(板厚0.5mm、片面めっき付着量40g/m2)
・めっき層を形成した後に焼鈍処理無し
[塗装原板B]
・溶融Al-9Siめっき鋼板(板厚0.5mm、片面めっき付着量40g/m2)
・めっき層を形成した後に焼鈍処理有り(420℃で30時間加熱) 1. Preparation of coated steel sheets The following two types of molten Al-9Si plated steel sheets were prepared as the coating original sheets. The coating original plate A and the coating original plate B are different only in that an annealing treatment is performed after the plating layer is formed.
[Paint original plate A]
-Molten Al-9Si plated steel sheet (plate thickness 0.5mm, single-sided plating adhesion 40g / m 2 )
・ No annealing after forming the plating layer [Paint original B]
-Molten Al-9Si plated steel sheet (plate thickness 0.5mm, single-sided plating adhesion 40g / m 2 )
-After the plating layer is formed, there is an annealing treatment (heated at 420 ° C for 30 hours)
塗装原板として、以下の2種類の溶融Al-9Siめっき鋼板を準備した。塗装原板Aと塗装原板Bとは、めっき層を形成した後に焼鈍処理を行ったかどうかという点のみ異なる。
[塗装原板A]
・溶融Al-9Siめっき鋼板(板厚0.5mm、片面めっき付着量40g/m2)
・めっき層を形成した後に焼鈍処理無し
[塗装原板B]
・溶融Al-9Siめっき鋼板(板厚0.5mm、片面めっき付着量40g/m2)
・めっき層を形成した後に焼鈍処理有り(420℃で30時間加熱) 1. Preparation of coated steel sheets The following two types of molten Al-9Si plated steel sheets were prepared as the coating original sheets. The coating original plate A and the coating original plate B are different only in that an annealing treatment is performed after the plating layer is formed.
[Paint original plate A]
-Molten Al-9Si plated steel sheet (plate thickness 0.5mm, single-sided plating adhesion 40g / m 2 )
・ No annealing after forming the plating layer [Paint original B]
-Molten Al-9Si plated steel sheet (plate thickness 0.5mm, single-sided plating adhesion 40g / m 2 )
-After the plating layer is formed, there is an annealing treatment (heated at 420 ° C for 30 hours)
塗装原板Aおよび塗装原板Bを用いて、実施例1のNo.5-3の塗装鋼板と同様の条件で塗装鋼板(実施例:No.7-1~7-2)を作製した。塗装原板Aを用いたNo.7-1の塗装鋼板は、実施例1のNo.5-3の塗装鋼板と同じものである。
Using the coated original plate A and the coated original plate B, coated steel plates (Examples: Nos. 7-1 to 7-2) were produced under the same conditions as the No. 5-3 coated steel plates of Example 1. The coated steel sheet of No. 7-1 using the painted original sheet A is the same as the coated steel sheet of No. 5-3 in Example 1.
具体的には、塗装原板の表面に、表1に示すNo.1-1の化成処理液を、Ti付着量が1.2mg/m2、Zr付着量が2.3mg/m2になるようにバーコーターで塗布し、到達板温100℃で10秒間乾燥させて、化成処理皮膜を形成した。次いで、化成処理鋼板の表面に、表3に示すNo.3-3のプライマー塗料を膜厚4μmになるようにバーコーターで塗布し、到達板温320℃で60秒間焼き付けて、プライマー塗膜を形成した。次いで、プライマー塗布鋼板の表面に、表4に示すNo.4-1のトップ塗料を膜厚10μmになるようにバーコーターで塗布し、到達板温380℃で60秒間焼き付けて、表7に示す塗装鋼板(実施例:No.7-1~7-2)を作製した。
Specifically, the chemical conversion solution of No. 1-1 shown in Table 1 is applied to the surface of the coating original plate so that the Ti adhesion amount becomes 1.2 mg / m 2 and the Zr adhesion amount becomes 2.3 mg / m 2. The film was applied with a bar coater and dried at a final plate temperature of 100 ° C. for 10 seconds to form a chemical conversion coating. Next, the primer coating of No. 3-3 shown in Table 3 was applied to the surface of the chemical conversion treated steel plate with a bar coater so as to have a film thickness of 4 μm, and baked at a final plate temperature of 320 ° C. for 60 seconds to form a primer coating film. Formed. Next, the top coating of No. 4-1 shown in Table 4 was applied to the surface of the primer-coated steel sheet with a bar coater so as to have a film thickness of 10 μm, and baked at a final plate temperature of 380 ° C. for 60 seconds. Coated steel plates (Examples: Nos. 7-1 and 7-2) were produced.

2.加工部耐食性試験
各塗装鋼板から試験片を切り出し、加工部耐食性試験を実施した。180度密着折り曲げ加工を行った後、各試験片の端面をシールした。加工後の各試験片について、JIS K2246に準拠して70℃で200時間湿潤試験を行った。試験後、各試験片の表面に赤錆が発生しているか否かを観察して、加工部耐食性を評価した。 2. Processed part corrosion resistance test A test piece was cut out from each coated steel sheet and a processed part corrosion resistance test was performed. After performing 180 degree | times adhesion bending process, the end surface of each test piece was sealed. Each test piece after processing was subjected to a wet test at 70 ° C. for 200 hours in accordance with JIS K2246. After the test, the corrosion resistance of the processed part was evaluated by observing whether red rust was generated on the surface of each test piece.
各塗装鋼板から試験片を切り出し、加工部耐食性試験を実施した。180度密着折り曲げ加工を行った後、各試験片の端面をシールした。加工後の各試験片について、JIS K2246に準拠して70℃で200時間湿潤試験を行った。試験後、各試験片の表面に赤錆が発生しているか否かを観察して、加工部耐食性を評価した。 2. Processed part corrosion resistance test A test piece was cut out from each coated steel sheet and a processed part corrosion resistance test was performed. After performing 180 degree | times adhesion bending process, the end surface of each test piece was sealed. Each test piece after processing was subjected to a wet test at 70 ° C. for 200 hours in accordance with JIS K2246. After the test, the corrosion resistance of the processed part was evaluated by observing whether red rust was generated on the surface of each test piece.
図1は、湿潤試験を行った後の塗装鋼板の加工部の写真である。図1Aは、No.7-1の塗装鋼板(塗装原板A;焼鈍処理無し)の加工部の写真であり、図1Bは、No.7-2の塗装鋼板(塗装原板B;焼鈍処理有り)の加工部の写真である。
FIG. 1 is a photograph of a processed part of a coated steel sheet after a wet test. 1A is a photograph of a processed part of No. 7-1 coated steel sheet (painted original sheet A; no annealing treatment), and FIG. 1B is a photograph of No. 7-2 coated steel sheet (painted original sheet B; with annealing treatment). It is a photograph of the processed part.
図1Aに示されるように、めっき層を焼鈍していない塗装原板Aを使用したNo.7-1の塗装鋼板では、加工部において赤錆が発生していた。これは、加工時にめっき層などにクラックが発生して、下地鋼が露出したためと考えられる。一方、図1Bに示されるように、めっき層を焼鈍した塗装原板Bを使用したNo.7-2の塗装鋼板では、赤錆が全く発生しなかった。これは、めっき層を焼鈍して軟質化することで、加工時にめっき層にクラックが発生するのが抑制されたためと考えられる。
As shown in FIG. 1A, in the coated steel sheet No. 7-1 using the coating original sheet A in which the plating layer was not annealed, red rust was generated in the processed part. This is presumably because cracks occurred in the plating layer or the like during processing, and the base steel was exposed. On the other hand, as shown in FIG. 1B, red rust did not occur at all in the No. 7-2 coated steel sheet using the coated original sheet B with the plated layer annealed. This is considered to be because the plating layer was annealed and softened to suppress cracks in the plating layer during processing.
以上の結果から、本発明の塗装鋼板は、めっき層を焼鈍した塗装原板を使用することで、加工部耐食性も向上させうることがわかる。
From the above results, it can be seen that the coated steel sheet of the present invention can also improve the corrosion resistance of the processed part by using a coated original sheet having a plated layer annealed.
[実施例3]
実施例3では、トップ塗膜に近赤外線反射顔料を配合することで、塗装鋼板の熱反射特性も向上させうることを示す。 [Example 3]
In Example 3, it is shown that the heat reflection characteristics of the coated steel sheet can be improved by adding a near-infrared reflective pigment to the top coating film.
実施例3では、トップ塗膜に近赤外線反射顔料を配合することで、塗装鋼板の熱反射特性も向上させうることを示す。 [Example 3]
In Example 3, it is shown that the heat reflection characteristics of the coated steel sheet can be improved by adding a near-infrared reflective pigment to the top coating film.
1.塗装鋼板の作製
塗装原板として、板厚0.5mm、片面めっき付着量40g/m2の溶融Al-9Siめっき鋼板を準備した。 1. Preparation of coated steel plate As a coating original plate, a molten Al-9Si plated steel plate having a thickness of 0.5 mm and a coated amount on one side of 40 g / m 2 was prepared.
塗装原板として、板厚0.5mm、片面めっき付着量40g/m2の溶融Al-9Siめっき鋼板を準備した。 1. Preparation of coated steel plate As a coating original plate, a molten Al-9Si plated steel plate having a thickness of 0.5 mm and a coated amount on one side of 40 g / m 2 was prepared.
表4に示すNo.4-1のトップ塗料の代わりに、表8に示すNo.8-1またはNo.8-2のトップ塗料を使用する点を除いては、実施例1のNo.5-3の塗装鋼板と同様の条件で塗装鋼板(実施例:No.9-1~9-2)を作製した。No.4-1のトップ塗料とNo.8-1~8-2のトップ塗料とは、黒色顔料を配合しているか否かが異なる。また、No.8-1のトップ塗料とNo.8-2のトップ塗料とは、配合されている黒色顔料が近赤外線反射性(熱反射性)の黒色顔料であるか否かが異なる。
No. 5 of Example 1 except that the top paint of No. 8-1 or No. 8-2 shown in Table 8 is used instead of the top paint of No. 4-1 shown in Table 4. A coated steel sheet (Example: Nos. 9-1 to 9-2) was produced under the same conditions as those of the coated steel sheet No. -3. The top paint of No. 4-1 and the top paint of Nos. 8-1 to 8-2 differ in whether or not black pigments are blended. Further, the top paint of No. 8-1 and the top paint of No. 8-2 differ in whether or not the blended black pigment is a near-infrared reflective (heat reflective) black pigment.

具体的には、塗装原板の表面に、表1に示すNo.1-1の化成処理液を、Ti付着量が1.2mg/m2、Zr付着量が2.3mg/m2になるようにバーコーターで塗布し、到達板温100℃で10秒間乾燥させて、化成処理皮膜を形成した。次いで、化成処理鋼板の表面に、表3に示すNo.3-3のプライマー塗料を膜厚4μmになるようにバーコーターで塗布し、到達板温320℃で60秒間焼き付けて、プライマー塗膜を形成した。次いで、プライマー塗布鋼板の表面に、表8に示すNo.8-1またはNo.8-2のトップ塗料を膜厚10μmになるようにバーコーターで塗布し、到達板温380℃で60秒間焼き付けて、表9に示す塗装鋼板(実施例:No.9-1~9-2)を作製した。
Specifically, the chemical conversion solution of No. 1-1 shown in Table 1 is applied to the surface of the coating original plate so that the Ti adhesion amount becomes 1.2 mg / m 2 and the Zr adhesion amount becomes 2.3 mg / m 2. The film was applied with a bar coater and dried at a final plate temperature of 100 ° C. for 10 seconds to form a chemical conversion coating. Next, the primer coating of No. 3-3 shown in Table 3 was applied to the surface of the chemical conversion treated steel plate with a bar coater so as to have a film thickness of 4 μm, and baked at a final plate temperature of 320 ° C. for 60 seconds to form a primer coating film. Formed. Next, the top coating of No. 8-1 or No. 8-2 shown in Table 8 was applied to the surface of the primer coated steel plate with a bar coater to a film thickness of 10 μm, and baked at a final plate temperature of 380 ° C. for 60 seconds. The coated steel sheets shown in Table 9 (Examples: Nos. 9-1 and 9-2) were prepared.

No.8-1のトップ塗料に配合した鉄・クロム系近赤外線反射顔料としては、42-706A(東罐マテリアル・テクノロジー株式会社)を使用した。No.8-2のトップ塗料に配合したカーボンブラック顔料としては、MA-100(三菱カーボン株式会社)を使用した。
42-706A (Dongguan Material Technology Co., Ltd.) was used as the iron / chromium near-infrared reflective pigment blended in the No. 8-1 top paint. MA-100 (Mitsubishi Carbon Co., Ltd.) was used as the carbon black pigment blended in the No. 8-2 top paint.
2.熱反射性試験
各塗装鋼板(No.9-1~9-2)について、熱反射性試験を実施した。No.9-1またはNo.9-2の塗装鋼板を壁面材として用いて加熱室(幅34cm×奥行36cm×高さ23cm)を作製し、加熱室内にはガラスセラミックプレートを設置した。ガラスセラミックプレートを用いて加熱室内を赤外線加熱し、加熱室の壁面の温度を経時的に測定した。表10に、加熱室の天井面温度の測定結果を示す。 2. Heat Reflection Test A heat reflectivity test was performed on each coated steel sheet (No. 9-1 to 9-2). A heating chamber (width 34 cm × depth 36 cm × height 23 cm) was prepared using the coated steel plate of No. 9-1 or No. 9-2 as a wall material, and a glass ceramic plate was installed in the heating chamber. The heating chamber was heated by infrared using a glass ceramic plate, and the temperature of the wall surface of the heating chamber was measured over time. Table 10 shows the measurement results of the ceiling surface temperature of the heating chamber.
各塗装鋼板(No.9-1~9-2)について、熱反射性試験を実施した。No.9-1またはNo.9-2の塗装鋼板を壁面材として用いて加熱室(幅34cm×奥行36cm×高さ23cm)を作製し、加熱室内にはガラスセラミックプレートを設置した。ガラスセラミックプレートを用いて加熱室内を赤外線加熱し、加熱室の壁面の温度を経時的に測定した。表10に、加熱室の天井面温度の測定結果を示す。 2. Heat Reflection Test A heat reflectivity test was performed on each coated steel sheet (No. 9-1 to 9-2). A heating chamber (width 34 cm × depth 36 cm × height 23 cm) was prepared using the coated steel plate of No. 9-1 or No. 9-2 as a wall material, and a glass ceramic plate was installed in the heating chamber. The heating chamber was heated by infrared using a glass ceramic plate, and the temperature of the wall surface of the heating chamber was measured over time. Table 10 shows the measurement results of the ceiling surface temperature of the heating chamber.

表10に示されるように、トップ塗膜に一般的な黒色系顔料(カーボンブラック)を配合したNo.9-2の塗装鋼板では、加熱開始してから3分過ぎには天井面の温度が100℃を超えてしまい、5分後には134.2℃まで上昇していた。これは、黒色系顔料が近赤外線を吸収してしまったためと考えられる。一方、トップ塗膜に黒色系近赤外線反射顔料を配合したNo.9-1の塗装鋼板では、5分経過しても天井面の温度が80℃に達しておらず、優れた熱反射特性を有していた。天井面の温度の上昇速度を比較すると、黒色系近赤外線反射顔料を配合したNo.9-1の塗装鋼板の天井面の温度の上昇速度は、一般的な黒色系顔料を配合したNo.9-2の塗装鋼板の天井面の温度の上昇速度の約50%であった。
As shown in Table 10, in the No. 9-2 coated steel sheet in which a general black pigment (carbon black) was blended in the top coating, the temperature of the ceiling surface exceeded 3 minutes after the start of heating. It exceeded 100 ° C. and increased to 134.2 ° C. after 5 minutes. This is considered because the black pigment absorbed near infrared rays. On the other hand, in the coated steel sheet of No. 9-1 in which a black near-infrared reflective pigment is blended in the top coating, the ceiling surface temperature does not reach 80 ° C. even after 5 minutes, and has excellent heat reflection characteristics. Had. Comparing the rate of temperature rise on the ceiling surface, the rate of temperature rise on the ceiling surface of No. 9-1 coated steel sheet containing a black near-infrared reflective pigment is the same as that of No. 9 containing a general black pigment. -2 was about 50% of the rate of temperature rise on the ceiling surface of the coated steel sheet.
以上の結果から、本発明の塗装鋼板は、トップ塗膜に近赤外線反射顔料を配合することで、塗装鋼板の熱反射特性も向上させうることがわかる。
From the above results, it can be seen that the coated steel sheet of the present invention can improve the heat reflection characteristics of the coated steel sheet by adding a near-infrared reflective pigment to the top coating film.
本出願は、2010年6月30日出願の特願2010-149013に基づく優先権を主張する。当該出願明細書および図面に記載された内容は、すべて本願明細書に援用される。
This application claims priority based on Japanese Patent Application No. 2010-149013 filed on June 30, 2010. The contents described in the application specification and the drawings are all incorporated herein.
本発明の塗装鋼板は、耐熱性、耐食性、耐水性および耐アルカリ性に優れているため、例えば水蒸気供給機能を有する過熱調理器の加熱室内の部材用のプレコート鋼板として有用である。
Since the coated steel sheet of the present invention is excellent in heat resistance, corrosion resistance, water resistance and alkali resistance, it is useful, for example, as a precoated steel sheet for members in a heating chamber of a superheated cooker having a steam supply function.
Since the coated steel sheet of the present invention is excellent in heat resistance, corrosion resistance, water resistance and alkali resistance, it is useful, for example, as a precoated steel sheet for members in a heating chamber of a superheated cooker having a steam supply function.
Claims (4)
- 鋼板と、前記鋼板の表面に形成された化成処理皮膜と、前記化成処理皮膜の表面に形成されたプライマー塗膜と、前記プライマー塗膜の表面に形成されたトップ塗膜とを有する塗装鋼板であって、
前記化成処理皮膜は、チタンのフッ化物またはジルコニウムのフッ化物と、チタンの酸化物またはチタンの水酸化物と、ジルコニウムの酸化物またはジルコニウムの水酸化物とを含み、
前記プライマー塗膜は、有機樹脂と、リン酸マグネシウムおよびリン酸ジルコニウムからなる群から選択される1種類または2種類の化合物からなる顔料Aと、硫酸バリウムからなる顔料Bとを含み、
前記プライマー塗膜における前記顔料Aの含有量および前記顔料Bの含有量は、それぞれ、前記有機樹脂100質量部に対して20~100質量部であり、
前記プライマー塗膜における前記顔料Aおよび前記顔料Bの合計含有量は、前記有機樹脂100質量部に対して40~160質量部である、
塗装鋼板。 A coated steel plate having a steel plate, a chemical conversion coating formed on the surface of the steel plate, a primer coating formed on the surface of the chemical conversion coating, and a top coating formed on the surface of the primer coating. There,
The chemical conversion coating film includes a fluoride of titanium or a fluoride of zirconium, an oxide of titanium or a hydroxide of titanium, and an oxide of zirconium or a hydroxide of zirconium.
The primer coating film includes an organic resin, a pigment A composed of one or two compounds selected from the group consisting of magnesium phosphate and zirconium phosphate, and a pigment B composed of barium sulfate,
The content of the pigment A and the content of the pigment B in the primer coating film are 20 to 100 parts by mass with respect to 100 parts by mass of the organic resin, respectively.
The total content of the pigment A and the pigment B in the primer coating film is 40 to 160 parts by mass with respect to 100 parts by mass of the organic resin.
Painted steel sheet. - 前記化成処理皮膜における、前記チタンのフッ化物および前記ジルコニウムのフッ化物の合計含有量に対する、前記チタンの酸化物および水酸化物ならびに前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.2~3の範囲内である、請求項1に記載の塗装鋼板。 In the chemical conversion film, the molar ratio of the total content of the oxide and hydroxide of titanium and the oxide and hydroxide of zirconium to the total content of fluoride of titanium and fluoride of zirconium is The coated steel sheet according to claim 1, which is in the range of 0.2 to 3.
- 前記化成処理皮膜における、前記チタンの酸化物および水酸化物の合計含有量に対する、前記ジルコニウムの酸化物および水酸化物の合計含有量のモル比は、0.4~2の範囲内である、請求項1に記載の塗装鋼板。 In the chemical conversion film, the molar ratio of the total content of the zirconium oxide and hydroxide to the total content of the titanium oxide and hydroxide is in the range of 0.4 to 2. The coated steel sheet according to claim 1.
- 前記有機樹脂は、ポリエーテルスルホン樹脂、ポリフェニルスルフィド樹脂、ポリイミド樹脂およびポリアミドイミド樹脂からなる群から選択される1種類または2種類以上の樹脂を含む、請求項1に記載の塗装鋼板。 The coated steel sheet according to claim 1, wherein the organic resin includes one or more kinds of resins selected from the group consisting of a polyethersulfone resin, a polyphenylsulfide resin, a polyimide resin, and a polyamideimide resin.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180041712.2A CN103097576B (en) | 2010-06-30 | 2011-06-30 | The coated steel sheet of erosion resistance and alkali resistance excellence |
| PCT/JP2011/003750 WO2012001981A1 (en) | 2010-06-30 | 2011-06-30 | Coated steel sheet having excellent corrosion resistance and alkali resistance |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-149013 | 2010-06-30 | ||
| JP2010149013A JP5829799B2 (en) | 2010-01-21 | 2010-06-30 | Painted steel sheet with excellent corrosion resistance and alkali resistance |
| PCT/JP2011/003750 WO2012001981A1 (en) | 2010-06-30 | 2011-06-30 | Coated steel sheet having excellent corrosion resistance and alkali resistance |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012001981A1 true WO2012001981A1 (en) | 2012-01-05 |
Family
ID=45402701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/003750 WO2012001981A1 (en) | 2010-06-30 | 2011-06-30 | Coated steel sheet having excellent corrosion resistance and alkali resistance |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN103097576B (en) |
| WO (1) | WO2012001981A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014009004A1 (en) * | 2012-07-10 | 2014-01-16 | Tata Steel Nederland Technology B.V. | Coated hot-formable steel strip, sheet or blank and method for making the same |
| US10125424B2 (en) | 2012-08-29 | 2018-11-13 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing molybdenum, associated methods for treating metal substrates, and related coated metal substrates |
| US10400337B2 (en) | 2012-08-29 | 2019-09-03 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing lithium, associated methods for treating metal substrates, and related coated metal substrates |
| US11104823B2 (en) | 2015-04-15 | 2021-08-31 | Henkel Ag & Co. Kgaa | Thin corrosion protective coatings incorporating polyamidoamine polymers |
| WO2022210200A1 (en) | 2021-03-31 | 2022-10-06 | 日本製鉄株式会社 | Precoated plated steel sheet and molded product |
| US11518960B2 (en) | 2016-08-24 | 2022-12-06 | Ppg Industries Ohio, Inc. | Alkaline molybdenum cation and phosphonate-containing cleaning composition |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI504783B (en) * | 2013-07-05 | 2015-10-21 | Jfe Steel Corp | Steel sheet for containers |
| CN103468128B (en) * | 2013-08-14 | 2015-06-17 | 苏州康华净化系统工程有限公司 | Corrosion resisting colorful steel plate for clean workshop |
| CN103600526B (en) * | 2013-10-31 | 2015-09-09 | 苏州扬子江新型材料股份有限公司 | A kind of abrasion-proof and refractory color painted steel strip |
| JP6530885B2 (en) * | 2013-12-18 | 2019-06-12 | 東洋製罐株式会社 | Surface-treated steel sheet, organic resin-coated metal container, and method for producing surface-treated steel sheet |
| JP5568191B1 (en) * | 2014-03-19 | 2014-08-06 | 日新製鋼株式会社 | Painted steel sheet and exterior building materials |
| TW201538309A (en) * | 2014-03-27 | 2015-10-16 | Nisshin Steel Co Ltd | Chemical conversion steel plate and method for producing the same and chemical conversion liquid |
| US20170336013A1 (en) * | 2014-10-22 | 2017-11-23 | Nisshin Steel Co., Ltd. | Chemical conversion-treated steel pipe |
| CN110387174A (en) * | 2019-07-01 | 2019-10-29 | 深圳华美板材有限公司 | A kind of water-based hydrophobic oleophobic Coil Coating Products and its manufacturing process |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003010774A (en) * | 2001-06-27 | 2003-01-14 | Nippon Paint Co Ltd | Method of coating metallic material |
| JP2003094557A (en) * | 2001-09-26 | 2003-04-03 | Nisshin Steel Co Ltd | Heat-resistant non-tacky coated metallic sheet having outstanding wear resistance and coating material for heat-resistant non-tacky coating |
| JP2005186288A (en) * | 2003-12-24 | 2005-07-14 | Nisshin Steel Co Ltd | Heat-resistant and non-sticky coated steel sheet |
| JP2005186287A (en) * | 2003-12-24 | 2005-07-14 | Nisshin Steel Co Ltd | Heat-resistant and non-sticky coated steel sheet |
| JP2006116736A (en) * | 2004-10-19 | 2006-05-11 | Nisshin Steel Co Ltd | Coated stainless steel sheet excellent in corrosion resistance |
| JP2009078263A (en) * | 2007-09-07 | 2009-04-16 | Togo Seisakusho Corp | Metallic member being subjected to rust-preventive treatment and coating paint |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW200504243A (en) * | 2003-07-08 | 2005-02-01 | Nippon Paint Co Ltd | Inorganic-organic composite-treated zinc-plated steel sheet |
-
2011
- 2011-06-30 WO PCT/JP2011/003750 patent/WO2012001981A1/en active Application Filing
- 2011-06-30 CN CN201180041712.2A patent/CN103097576B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003010774A (en) * | 2001-06-27 | 2003-01-14 | Nippon Paint Co Ltd | Method of coating metallic material |
| JP2003094557A (en) * | 2001-09-26 | 2003-04-03 | Nisshin Steel Co Ltd | Heat-resistant non-tacky coated metallic sheet having outstanding wear resistance and coating material for heat-resistant non-tacky coating |
| JP2005186288A (en) * | 2003-12-24 | 2005-07-14 | Nisshin Steel Co Ltd | Heat-resistant and non-sticky coated steel sheet |
| JP2005186287A (en) * | 2003-12-24 | 2005-07-14 | Nisshin Steel Co Ltd | Heat-resistant and non-sticky coated steel sheet |
| JP2006116736A (en) * | 2004-10-19 | 2006-05-11 | Nisshin Steel Co Ltd | Coated stainless steel sheet excellent in corrosion resistance |
| JP2009078263A (en) * | 2007-09-07 | 2009-04-16 | Togo Seisakusho Corp | Metallic member being subjected to rust-preventive treatment and coating paint |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014009004A1 (en) * | 2012-07-10 | 2014-01-16 | Tata Steel Nederland Technology B.V. | Coated hot-formable steel strip, sheet or blank and method for making the same |
| US10125424B2 (en) | 2012-08-29 | 2018-11-13 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing molybdenum, associated methods for treating metal substrates, and related coated metal substrates |
| US10400337B2 (en) | 2012-08-29 | 2019-09-03 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing lithium, associated methods for treating metal substrates, and related coated metal substrates |
| US10920324B2 (en) | 2012-08-29 | 2021-02-16 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing molybdenum, associated methods for treating metal substrates, and related coated metal substrates |
| US11104823B2 (en) | 2015-04-15 | 2021-08-31 | Henkel Ag & Co. Kgaa | Thin corrosion protective coatings incorporating polyamidoamine polymers |
| US11518960B2 (en) | 2016-08-24 | 2022-12-06 | Ppg Industries Ohio, Inc. | Alkaline molybdenum cation and phosphonate-containing cleaning composition |
| WO2022210200A1 (en) | 2021-03-31 | 2022-10-06 | 日本製鉄株式会社 | Precoated plated steel sheet and molded product |
| KR20230159860A (en) | 2021-03-31 | 2023-11-22 | 닛폰세이테츠 가부시키가이샤 | Precoated plated steel sheets and molded products |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103097576B (en) | 2015-11-25 |
| CN103097576A (en) | 2013-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012001981A1 (en) | Coated steel sheet having excellent corrosion resistance and alkali resistance | |
| JP6198779B2 (en) | Painted steel sheet with excellent corrosion resistance and alkali resistance | |
| TWI444504B (en) | Surface-treating agent for galvanized steel plate | |
| JP6151907B2 (en) | Water-based metal surface treatment agent, metal surface treatment film, and metal material with metal surface treatment film | |
| TWI550099B (en) | Galvanized steel sheet containing aluminum and its manufacturing method | |
| JP6796101B2 (en) | Manufacturing method of coated plated steel sheet and coated plated steel sheet | |
| JP6014005B2 (en) | Black painted metal plate | |
| JP6073155B2 (en) | Thin black metal sheet | |
| JP2020189076A (en) | Method for manufacturing cooking utensil comprising thermochromatic composite coating layer and cooking utensil manufactured thereby | |
| JP5658536B2 (en) | Painted aluminized steel sheet | |
| WO2002061005A1 (en) | Coating materials for titanium oxide film formation, method of forming titanium oxide film, and metallic base coated with titanium oxide film | |
| JP4243806B2 (en) | Heat-resistant non-adhesive coated steel sheet | |
| JP4777705B2 (en) | Heat-resistant pre-coated steel sheet | |
| KR20020066058A (en) | Coating composition for dacrotized film with excellent corrosion resistance | |
| JP5222491B2 (en) | Surface-treated steel sheet | |
| JPH07323260A (en) | Coated steel sheet which has excellent workability, contamination resistance at high temperature and excellent corrosion resistance and is favorable for food sanitation | |
| JP4272505B2 (en) | Heat-resistant non-adhesive coated steel sheet | |
| JP4905382B2 (en) | Electrical steel sheet with insulating coating | |
| JP2003138382A (en) | Metal surface treating agent for bonding substrate and treatment method therefor | |
| JP6880299B2 (en) | Manufacturing method of coated plated steel sheet and coated plated steel sheet | |
| JP6880298B2 (en) | Manufacturing method of coated plated steel sheet and coated plated steel sheet | |
| JP7099424B2 (en) | Zinc-based plated steel sheet with surface treatment film and its manufacturing method | |
| JP6796100B2 (en) | Coated galvanized steel sheet | |
| JP6880296B2 (en) | Coated galvanized steel sheet | |
| JP6880297B2 (en) | Coated galvanized steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180041712.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11800451 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11800451 Country of ref document: EP Kind code of ref document: A1 |