WO2011122031A1 - 加工性に優れた高張力熱延鋼板およびその製造方法 - Google Patents
加工性に優れた高張力熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2011122031A1 WO2011122031A1 PCT/JP2011/001931 JP2011001931W WO2011122031A1 WO 2011122031 A1 WO2011122031 A1 WO 2011122031A1 JP 2011001931 W JP2011001931 W JP 2011001931W WO 2011122031 A1 WO2011122031 A1 WO 2011122031A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- hot
- rolled steel
- mass
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Abstract
Description
優れた加工性を確保しつつ鋼板の高強度化を図る技術としては、例えば、特許文献1には、実質的にフェライト単相組織であり、平均粒子径10nm未満のTiおよびMoを含む炭化物が分散析出していることを特徴とする、引張強さが590MPa以上の加工性に優れた高張力鋼板に関する技術が提案されている。しかしながら、特許文献1で提案された技術では、高価なMoを利用するため、製造コスト高を招くという問題等を有していた。
また、特許文献3には、質量%で、C:0.0002~0.25%、Si:0.003~3.0%、Mn:0.003~3.0%及びAl:0.002~2.0%を含有し、残部はFe及び不可避的不純物からなり、不可避的不純物中のPは0.15%以下、Sは0.05%以下、Nは0.01%以下である成分組成を有し、面積割合で金属組織の70%以上がフェライト相で、その平均結晶粒子径が20μm以下、アスペクト比が3以下であり、フェライト粒界の70%以上が大角粒界からなり、大角粒界で形成されたフェライト相のうち、最大径が30μm以下、最小径が5nm以上である析出物の面積割合が金属組織の2%以下であり、フェライト相と析出物とを除く残部相のなかで面積割合が最大である第二相の平均結晶粒子径が20μm以下であり、最も近い第二相間にフェライト相の大角粒界が存在することを特徴とする熱延鋼板に関する技術が提案されている。また、特許文献3には、C含有量を非常に少なくし、かつオーステナイト安定化元素であるMnの含有量を少なくすることで、金属組織をフェライト単相組織とすることが記載されている。
1)鋼板組織を転位密度が低い加工性に優れたフェライト単相組織とし、更に、微細炭化物を分散析出させて析出強化すると、熱延鋼板の伸びはさほど落ちず、強度が向上する。
3)析出強化に寄与する微細炭化物としては、強度確保等の観点からは、Ti-Vを含む炭化物が有効であること。
6)熱延鋼板に所定量以上の固溶Tiが多量に存在すると、引張強さが目標に達しないこと。
7)鋼板組織のマトリックスを実質的にフェライト単相とし、且つ、上記の如く10nm未満であるTi-V系微細炭化物を、所望の体積率で分散析出させるためには、巻取り温度を所望の温度範囲に制御することが重要であること。
9)熱延鋼板の素材となる鋼中のN,S含有量に対して所定量以上のTi(Ti ≧ 0.08+(N/14×48+S/32×48))を含有させ、且つ、熱延鋼板の素材となる鋼中のC,Ti,V含有量が所定の関係(0.8 ≦ (Ti/48+V/51)/(C/12) ≦ 1.2)を満足するように制御し、巻取り温度を所望の温度範囲に制御することにより、幅方向端部においてもTi-V系微細炭化物を所望の分散析出状態とすることができ、熱延鋼板幅方向端部においても良好な特性を得ることができること。
10)上記に加えて更に、鋼中の固溶Tiと固溶Vの合計を所定量以上とすることで、曲げ特性が向上すること。また、熱間圧延における仕上げ圧延後の冷却速度を制御することで、鋼中の固溶Tiと固溶Vの含有量の合計を所定量以上に制御できること。
(1) 質量%で、
C :0.07%以上0.13%以下、 Si:0.3%以下、
Mn:0.5%以上2.0%以下、 P :0.025%以下、
S :0.005%以下、 N :0.0060%以下、
Al:0.06%以下、 Ti:0.08%以上0.14%以下、
V :0.15%以上0.30%以下
を、C、Ti、V、SおよびNが下記(1)式および(2)式を満足するように含有し、且つ、固溶V:0.04%以上0.1%以下、固溶Ti:0.05%以下であり、残部がFeおよび不可避的不純物からなる組成と、フェライト相の組織全体に対する面積率が97%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積率が0.007以上である組織を有し、引張強さが980MPa以上であることを特徴とする、加工性に優れた高張力熱延鋼板。
Ti ≧ 0.08+(N/14×48+S/32×48) ・・・ (1)
0.8 ≦ (Ti/48+V/51)/(C/12)≦ 1.2 ・・・ (2)
(C、Ti、V、S、N:各元素の含有量(質量%))
(2) (1)において、前記固溶Vと前記固溶Tiとの合計が質量%で0.07%以上であることを特徴とする、加工性に優れた高張力熱延鋼板。
(3) (1)または(2)において、前記組成に加えてさらに、質量%でCr:1%以下、B:0.003%以下のうちの1種または2種を含むことを特徴とする、加工性に優れた高張力熱延鋼板。
(4) (1)ないし(3)のいずれかにおいて、前記組成に加えてさらに、質量%でNb、Moのうちの1種または2種を合計で0.01%以下含むことを特徴とする、加工性に優れた高張力熱延鋼板。
(5) 鋼素材に、粗圧延と仕上げ圧延からなる熱間圧延を施し、仕上げ圧延終了後、冷却し、巻き取り、熱延鋼板とするにあたり、
前記鋼素材を、質量%で、
C :0.07%以上0.13%以下、 Si:0.3%以下、
Mn:0.5%以上2.0%以下、 P :0.025%以下、
S :0.005%以下、 N :0.0060%以下、
Al:0.06%以下、 Ti:0.08%以上0.14%以下、
V :0.15%以上0.30%以下
を含み、かつ、C、Ti、V、SおよびNを下記(1)式および(2)式を満足するように含有し、残部がFeおよび不可避的不純物からなる組成とし、前記仕上げ圧延の仕上げ圧延終了温度を880℃以上とし、前記巻き取りの巻取り温度を580℃以上とすることを特徴とする、加工性に優れた高張力熱延鋼板の製造方法。
Ti ≧ 0.08+(N/14×48+S/32×48) ・・・ (1)
0.8 ≦ (Ti/48+V/51)/(C/12)≦ 1.2 ・・・ (2)
(C、Ti、V、S、N:各元素の含有量(質量%))
(6) (5)において、前記冷却の平均冷却速度が20℃/s以上であることを特徴とする、高張力熱延鋼板の製造方法。
(7) (5)または(6)において、前記組成に加えてさらに、質量%でCr:1%以下、B:0.003%以下のうちの1種または2種を含むことを特徴とする、高張力熱延鋼板の製造方法。
(8) (5)ないし(7)のいずれかにおいて、前記組成に加えてさらに、質量%でNb、Moのうちの1種または2種を合計で0.01%以下含むことを特徴とする、高張力熱延鋼板の製造方法。
まず、本発明鋼板の組織の限定理由について説明する。
本発明の熱延鋼板は、フェライト相が組織全体に対する面積率で97%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積率で0.007以上である組織を有する。
本発明においては、熱延鋼板の加工性(伸びおよび伸びフランジ性)を確保する上でフェライト相の形成が必須となる。熱延鋼板の伸びおよび伸びフランジ性の向上には、熱延鋼板の組織を、転位密度の低い延性に優れたフェライト相とすることが有効である。特に、伸びフランジ性の向上には、熱延鋼板の組織をフェライト単相とすることが好ましいが、完全なフェライト単相でない場合であっても、実質的にフェライト単相、すなわち、組織全体に対する面積率で97%以上がフェライト相であれば、上記の効果を十分に発揮する。したがって、フェライト相の組織全体に対する面積率は97%以上とする。
Ti 、Vを含む微細炭化物
Ti およびV を含む炭化物は、その平均粒子径が極めて小さい微細炭化物となる傾向が強い。そのため、熱延鋼板中に微細炭化物を分散析出させることにより熱延鋼板の高強度化を図る本発明においては、分散析出をさせる微細炭化物として、Ti およびV を含む微細炭化物とする。
Tiは炭化物形成傾向が強いため、Vを含まない場合はTi炭化物が粗大化し易く、鋼板の高強度化への寄与度が低くなる。それゆえ、鋼板に所望の強度(引張強さ:980MPa以上)を付与するために、より多くのTiを添加してTi炭化物を形成することが必要となる。その一方で、Tiを過剰に添加すると、加工性(伸びおよび伸びフランジ性)の低下が懸念され、断面形状が複雑な足回り部品等の素材としても適用可能な優れた加工性が得られなくなる。
微細炭化物の平均粒子径:10nm未満
熱延鋼板に所望の強度(引張強さ:980MPa以上)を付与する上では微細炭化物の平均粒子径が極めて重要であり、本発明においてはTiおよびV を含む微細炭化物の平均粒子径を10nm未満とする。マトリックス中に微細炭化物が析出すると、その微細炭化物が、鋼板に変形が加わった際に生じる転位の移動に対する抵抗として作用することにより熱延鋼板が強化されるが、微細炭化物の平均粒子径を10nm未満とすると、上記の作用がより一層顕著となる。したがって、TiおよびV を含む微細炭化物の平均粒子径は10nm未満とする。より好ましくは5nm以下である。
熱延鋼板に所望の強度(引張強さ:980MPa以上)を付与する上ではTiおよびVを含む微細炭化物の分散析出状態も極めて重要であり、本発明においては、TiおよびVを含み平均粒子径が10nm未満である微細炭化物の、組織全体に対する組織分率が体積率で0.007以上となるように分散析出させる。この組織分率が0.007未満である場合には、たとえTiおよびVを含む微細炭化物の平均粒子径が10nm未満であっても、所望の熱延鋼板強度(引張強さ:980MPa以上)を確実に確保することが困難となる。したがって、上記組織分率は0.007以上とする。好ましくは、0.008以上である。
次に、本発明熱延鋼板の成分組成の限定理由について説明する。なお、以下の成分組成を表す%は、特に断らない限り質量%を意味するものとする。
Cは、微細炭化物を形成し、熱延鋼板を強化する上で必須の元素である。C含有量が0.07%未満であると所望の組織分率の微細炭化物を確保することができず、980MPa以上の引張強さが得られなくなる。一方、C含有量が0.13%を超えると、スポット溶接が困難になる等の支障をきたす。したがって、C含有量は0.07%以上0.13%以下とする。好ましくは、0.08%以上0.12%以下である。
Si含有量が0.3%を超えると、フェライト相からのC析出が促進され、粒界に粗大なFe炭化物が析出し易くなり、伸びフランジ性が低下する。また、Si含有量が0.3%を超えると熱間圧延工程での圧延負荷が増大し、圧延材の形状が不良となる。したがって、Si含有量は0.3%以下とする。好ましくは0.15%以下であり、望ましくは0.05%以下である。
Mnは、固溶強化元素であり、高強度化に有効な元素である。熱延鋼板を強化する観点からはMn含有量を0.5%以上とすることが好ましいが、Mn含有量が2.0%を超えると偏析が顕著になり、且つ、フェライト相以外の相、すなわち硬質相が形成され、伸びフランジ性が低下する。したがって、Mn含有量は0.5%以上2.0%以下とする。好ましくは1.0%以上2.0%以下である。
P含有量が0.025%を超えると偏析が顕著になり、伸びフランジ性が低下する。したがって、P含有量は0.025%以下とする。好ましくは0.02%以下である。
S :0.005%以下
Sは、熱間加工性(熱間圧延性)を低下させる元素であり、スラブの熱間割れ感受性を高めるほか、鋼中にMnSとして存在して熱延鋼板の加工性(伸びフランジ性)を劣化させる。そのため、本発明ではSを極力低減することが好ましく、0.005%以下とする。好ましくは0.003%以下である。
Nは、本発明においては有害な元素であり、極力低減することが好ましい。特にN含有量が0.0060%を超えると、鋼中に粗大な窒化物が生成することに起因して、伸びフランジ性が低下する。したがって、N含有量は0.0060%以下とする。
Alは、脱酸剤として作用する元素である。このような効果を得るためには0.001%以上含有することが望ましいが、0.06%を超える含有は、伸びおよび伸びフランジ性を低下させる。このため、Al含有量は0.06%以下とする。
Ti:0.08%以上0.14%以下
Tiは、本発明において重要な元素のひとつである。Tiは、Vと複合炭化物を形成することにより、優れた伸びおよび伸びフランジ性を確保しつつ鋼板の高強度化に寄与する元素である。Ti含有量が0.08%未満では、所望の熱延鋼板強度(引張強さ:980MPa以上)を確保することができない。一方、Ti含有量が0.14%を超えると、伸びフランジ性が低下する傾向にある。また、熱延鋼板を製造するに際し、熱延前のスラブ加熱温度を1300℃以上という高温にしなければ炭化物が溶解しない可能性が高くなる。そのため、0.14%を超えてTiを含有させても析出する微細炭化物の組織分率は飽和し、含有量に見合った効果は得られない。したがって、Ti含有量は0.08%以上0.14%以下とする。
Vは、本発明において重要な元素のひとつである。上記したように、Vは、Tiと複合炭化物を形成することにより、優れた伸びおよび伸びフランジ性を確保しつつ熱延鋼板を強化する元素である。V含有量が0.15%未満では、所望の鋼板強度(引張強さ:980MPa以上)を確保することができない。一方、V含有量が0.30%を超えると、中心偏析が顕著になり、伸びや靭性の低下を招く。したがって、V含有量は0.15%以上0.30%以下とする。
本発明の熱延鋼板は、C、N、S、Ti、Vを、上記した範囲で且つ(1)、(2)式を満足するように含有する。
Ti ≧ 0.08+(N/14×48+S/32×48) ・・・ (1)
0.8 ≦ (Ti/48+V/51)/(C/12) ≦ 1.2 ・・・ (2)
(C、Ti、V、S、N:各元素の含有量(質量%))
上記(1)式および(2)式は、TiおよびVを含む微細炭化物を、上記した所望の析出状態とするために満足すべき要件であり、本発明において極めて重要な指標である。
先述のとおり、本発明においては熱延鋼板中にTiおよびVを含む微細炭化物を分散析出させるが、この微細炭化物は、熱延前の加熱で、鋼素材中の炭化物を溶解し、その後の熱間圧延、熱間圧延後の冷却、巻取りにおいて析出される。また、上記微細炭化物は、まずTiが核となって析出し、Vが複合的に析出することによって形成される。そのため、上記微細炭化物を、そのサイズを平均粒子径10nm未満として安定的に析出させ、その組織全体に対する体積率で0.007以上となるように分散析出させるためには、析出核となるTi量が十分に確保されている必要がある。
本発明においては、鋼中のTi、V含有量とC含有量との比率を適正範囲に制御することも重要である。というのは、鋼中のTi、V含有量に対してC含有量が多過ぎると、パーライト相の析出、炭化物の粗大化を招き、伸びおよび伸びフランジ性に悪影響を及ぼす。一方、鋼中のTi、V含有量に対してC含有量が少な過ぎると、所望の鋼板強度(引張強さ:980MPa以上)を確保するために必要なTiおよびVを含む微細炭化物が十分に得られない。したがって、本発明においては、熱延鋼板の素材となる鋼中のTi、V、C含有量を(2)式0.8 ≦ (Ti/48+V/51)/(C/12)≦ 1.2 を満足するように制御する。
固溶Vは、熱延鋼板の伸びフランジ性の向上に有効に作用する。熱延鋼板に含有されるVのうち、固溶Vの含有量が0.04%未満である場合には上記の効果が十分に発現せず、断面形状が複雑な足回り部品等の素材として適用可能な伸びフランジ性を確保することができない。一方、固溶Vの含有量が0.1%を超えても上記の効果が飽和し、また、所望の鋼板強度(引張強さ:980MPa以上)を確保するために必要なTiおよびVを含む微細炭化物が十分に得られなくなる。したがって、熱延鋼板に含有されるVのうち、固溶V量は0.04%以上0.1%以下とする。なお、好ましくは、0.04%以上0.07%以下である。より好ましくは、0.04%以上0.06%以下である。
上記のとおり、本発明においては熱延鋼板の伸びフランジ性を確保する目的で所望の固溶Vを含有するが、固溶Tiにはこのような効果は認められない上、固溶Tiが存在することは、すなわち、析出の核として有効に作用するTiが実質少なくなっていることを意味する。そのため、所望の鋼板強度(引張強さ:980MPa以上)を確保するために、固溶Tiは0.05%以下とする。好ましくは0.03%以下、より好ましくは0.02%以下とする。
フェライト相中に固溶したVとTiの合計量を所定の範囲とすることにより、粒界が強化されて曲げ特性が向上する。このため、上記した固溶V、固溶Tiの範囲内で且つ固溶Vと固溶Tiの合計量を0.07%以上に調整することが好ましい。固溶Vと固溶Tiの合計量が0.07%未満と少ないと、上記した所望の効果を得られない。一方、固溶Vと固溶Tiの合計量が過剰になると、TiおよびVを含む微細炭化物の析出が不十分となるおそれがある。このため、固溶V(0.04%以上0.1%以下)と固溶Ti(0.05%以下)の合計量は0.15%以下とする。含有するV、Tiの有効利用という観点からは、固溶Vと固溶Tiの合計量を0.10%以下とすることが好ましい。
Cr:1%以下
Crは、固溶状態でフェライト相を強化する上で有効に作用する元素である。このような効果を得るためには0.05%以上含有することが望ましいが、1%を超えて含有させてもその効果は飽和し、経済的でない。したがって、Cr含有量は1%以下とすることが好ましい。
Bは、鋼のAr3変態点を低下させる上で有効な元素であり、熱間圧延における冷却過程でフェライト相の組織全体の面積率を調整するために活用してもよい。しかしながら、0.003%を超えて含有しても効果が飽和する。このため、B含有量は0.003%以下とすることが好ましい。なお、Bを活用する場合、上記効果を得るうえではB含有量を0.0005%以上とすることが好ましい。
次に、本発明の熱延鋼板の製造方法について説明する。
本発明は、鋼素材に、粗圧延と仕上げ圧延からなる熱間圧延を施し、仕上げ圧延終了後、冷却し、巻き取り、熱延鋼板とする。この際、仕上げ圧延の仕上げ圧延終了温度を880℃以上とし、巻取り温度を580℃以上とすることを特徴とする。また、前記冷却の平均冷却速度を20℃/s以上とすることが好ましい。
仕上げ圧延終了温度の適正化は、熱延鋼板の伸びおよび伸びフランジ性の確保、並びに、仕上げ圧延の圧延荷重の低減化を図る上で重要となる。仕上げ圧延終了温度が880℃未満であると、熱延鋼板表層の結晶粒が粗大粒となり、伸びおよび伸びフランジ性が損なわれる。また、未再結晶温度域で圧延が行われるため、圧延材に導入される歪の蓄積量が増大する。そして、歪の蓄積量が増大するにつれて圧延荷重が著しく増大し、熱延鋼板の薄物化が困難となる。したがって、仕上げ圧延終了温度は880℃以上とする。好ましくは900℃以上である。なお、仕上げ圧延終了温度が過剰に高くなると、結晶粒が粗大化して所望の鋼板強度(引張強さ:980MPa以上)の確保に悪影響を及ぼすため、仕上げ圧延終了温度は1000℃以下とすることが望ましい。
巻取り温度の適正化は、熱延鋼板の組織を、熱延鋼板の幅方向全域にわたり所望の組織、すなわち、フェライト相が組織全体に対する面積率で97%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積率で0.007以上である組織とする上で、極めて重要である。
仕上げ圧延終了後、880℃以上の温度から巻取り温度までの平均冷却速度が20℃/s未満であると、Ar3変態点が高くなり易く、炭化物が比較的大きくなり易い。このため、曲げ性の向上に有効な鋼中の固溶V、固溶Tiが消費され易い。上記で述べたように、曲げ特性を良好とするためには固溶Vと固溶Tiの合計を0.07%以上とすることが好ましいが、そのためには、仕上げ圧延終了後880℃以上の温度から巻取り温度までの平均冷却速度を20℃/s以上とすることが望ましい。より好ましくは30℃/s以上である。なお、平均冷却速度の上限値は特に規定されないが、冷却むら防止という観点から、平均冷却速度は60℃/s以下とすることが好ましい。
しかしながら、本発明においては、熱延鋼板の素材となる鋼中のN,S含有量に対して所定量以上のTi(Ti ≧ 0.08+(N/14×48+S/32×48))を含有させ、且つ、熱延鋼板の素材となる鋼中のC,Ti,V含有量が所定の関係(0.8 ≦ (Ti/48+V/51)/(C/12) ≦ 1.2)を満足するように含有させることにより、平均粒子径が10nm未満である微細炭化物が十分に分散析出するような組成に制御されている。そのため、本発明によると、熱延鋼板を製造するに際し、幅方向全域にわたって平均粒子径が10nm未満である微細炭化物を所望の体積率(0.007以上)で分散析出させることが可能となり、熱延鋼板幅方向全域にわたり均一かつ良好な特性(引張強さ、伸び、伸びフランジ性)が付与される。
更に、本発明において、仕上げ圧延終了後の冷却条件を調整し、固溶Vと固溶Tiの合計量を所定の範囲に調整すると、熱延鋼板に良好な曲げ特性が付与される。
表1に示す組成の溶鋼を通常公知の手法により溶製、連続鋳造して肉厚250mmのスラブ(鋼素材)とした。これらのスラブを、1250℃に加熱後、粗圧延し、表2に示す仕上げ圧延終了温度とする仕上げ圧延を施し、表2に示す巻取り温度で巻取り、板厚:2.3mmの熱延鋼板とした。


(i)組織観察
得られた熱延鋼板(板幅方向中央部)から試験片を採取し、試験片の圧延方向断面を機械的に研磨し、ナイタールで腐食した後、走査型電子顕微鏡(SEM)で倍率:3000倍にて撮影した組織写真(SEM写真)を用い、画像解析装置によりフェライト相、フェライト相以外の組織の種類、および、それらの面積率を求めた。
さらに、10%アセチルアセトン-1%塩化テトラメチルアンモニウム-メタノール溶液を電解液として用い、抽出残渣の化学分析により、析出物となったTi、V量を求め、totalTi、totalVから差し引いて、固溶Ti、固溶Vを算出した。
(ii)引張試験
得られた熱延鋼板から、圧延方向に対して直角方向を引張方向とするJIS 5号引張試験片(JIS Z 2201)を採取し、JIS Z 2241の規定に準拠した引張試験を行い、引張強さ(TS)、全伸び(El)を測定した。
(iii)穴拡げ試験
得られた熱延鋼板から、試験片(大きさ:130mm×130mm)を採取し、該試験片に初期直径d0:10mmφの穴を打ち抜き加工で形成した。これら試験片を用いて、穴拡げ試験を実施した。すなわち、該穴に頂角:60°の円錐ポンチを挿入し、該穴を押し広げ、亀裂が鋼板(試験片)を貫通したときの穴の径dを測定し、次式で穴拡げ率λ(%)を算出した。
得られた結果を表3に示す。

また、得られた熱延鋼板の一部について、上記した板幅方向中央部から以外に、板幅方向端部近傍(エッジ部)からも、上記と同様にJIS 5号引張試験片を採取して引張試験を行った。引張試験により測定された引張強さ(TS)について、板幅方向中央部と板幅方向端部近傍(エッジ部)とを比較した結果を、表4に示す。
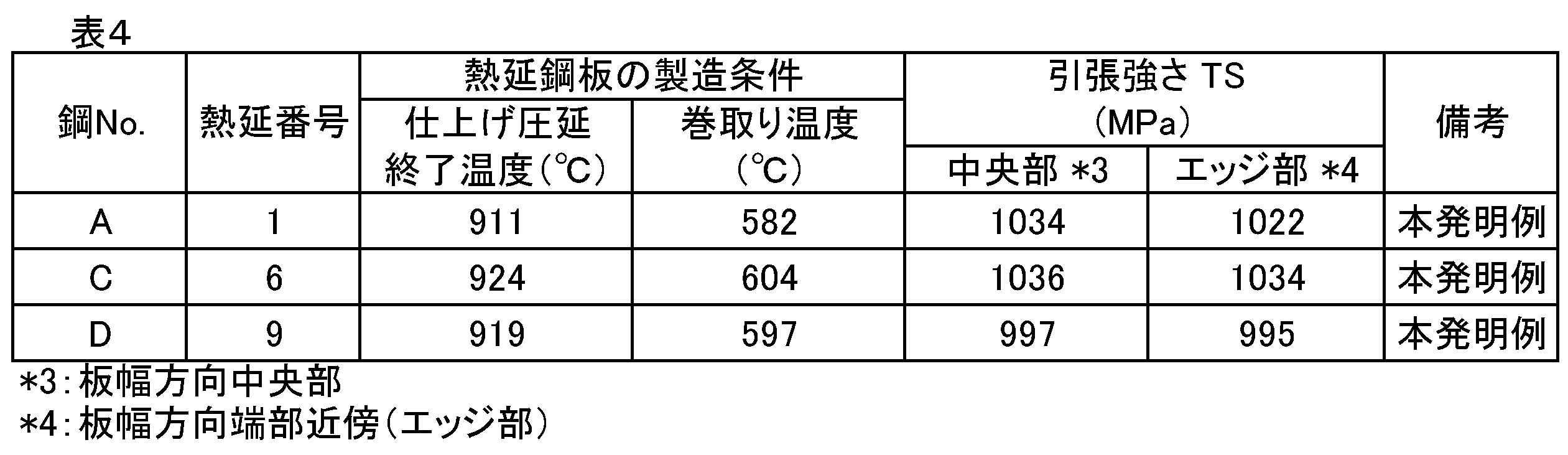
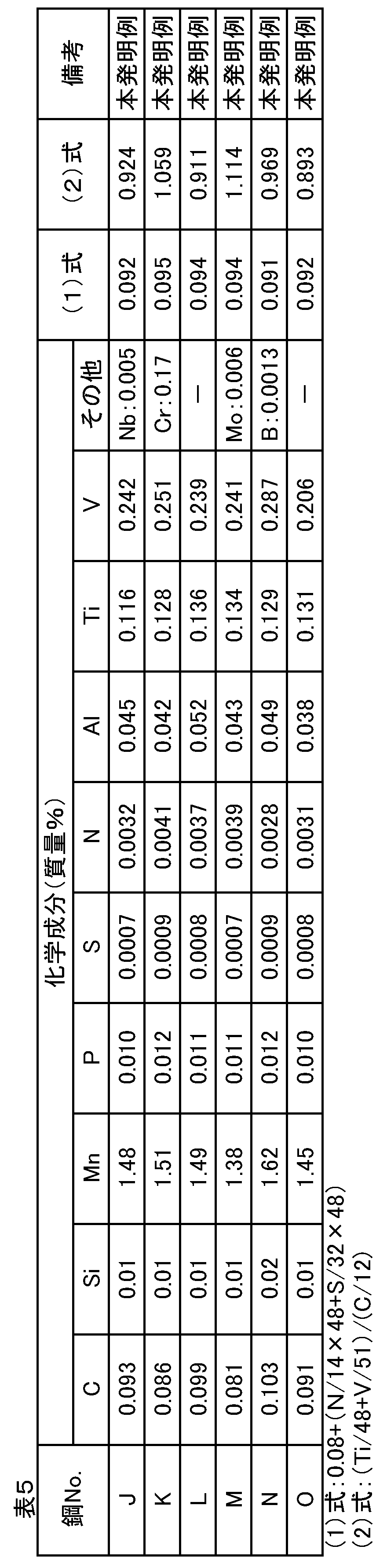
表5に示す組成の溶鋼を通常公知の手法により溶製、連続鋳造して肉厚250mmのスラブ(鋼素材)とし、これらのスラブを、1250℃に加熱後、粗圧延し、表6に示す仕上げ圧延終了温度とする仕上げ圧延を施し、表6に示す平均冷却速度(仕上げ圧延終了温度から巻取り温度までの平均冷却速度)で冷却し、表6に示す巻取り温度で巻取り、板厚:2.3mmの熱延鋼板とした。

更に、上記により得られた熱延鋼板から、曲げ試験片を採取し、曲げ試験を行った。試験条件は次のとおりとした。
得られた熱延鋼板から、試験片の長手方向が圧延方向に対して直角になるように30mm×150mmの曲げ試験片を採取し、JIS Z 2248の規定に準拠した90°のVブロック法(曲げ角:90°)で曲げ試験を実施した。試験は3本の試験片について行い、割れが発生しない最小の曲げ半径R(mm)を求め、板厚t(mm)で除した値、R/tを鋼板の限界曲げ半径として算出した。
得られた結果を表7に示す。

Claims (8)
- 質量%で、
C :0.07%以上0.13%以下、 Si:0.3%以下、
Mn:0.5%以上2.0%以下、 P :0.025%以下、
S :0.005%以下、 N :0.0060%以下、
Al:0.06%以下、 Ti:0.08%以上0.14%以下、
V :0.15%以上0.30%以下
を、C、Ti、V、SおよびNが下記(1)式および(2)式を満足するように含有し、且つ、固溶V:0.04%以上0.1%以下、固溶Ti:0.05%以下であり、残部がFeおよび不可避的不純物からなる組成と、フェライト相の組織全体に対する面積率が97%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積率が0.007以上である組織とを有し、引張強さが980MPa以上であることを特徴とする、加工性に優れた高張力熱延鋼板。
記
Ti ≧ 0.08+(N/14×48+S/32×48) ・・・ (1)
0.8 ≦ (Ti/48+V/51)/(C/12) ≦1.2 ・・・ (2)
(C、Ti、V、S、N:各元素の含有量(質量%)) - 前記固溶Vと前記固溶Tiとの合計が質量%で0.07%以上であることを特徴とする、請求項1に記載の加工性に優れた高張力熱延鋼板。
- 前記組成に加えてさらに、質量%でCr:1%以下、B:0.003%以下のうちの1種または2種を含むことを特徴とする、請求項1または2に記載の加工性に優れた高張力熱延鋼板。
- 前記組成に加えてさらに、質量%でNb、Moのうちの1種または2種を合計で0.01%以下含むことを特徴とする、請求項1ないし3のいずれか1項に記載の加工性に優れた高張力熱延鋼板。
- 鋼素材に、粗圧延と仕上げ圧延からなる熱間圧延を施し、仕上げ圧延終了後、冷却し、巻き取り、熱延鋼板とするにあたり、
前記鋼素材を、質量%で、
C :0.07%以上0.13%以下、 Si:0.3%以下、
Mn:0.5%以上2.0%以下、 P :0.025%以下、
S :0.005%以下、 N :0.0060%以下、
Al:0.06%以下、 Ti:0.08%以上0.14%以下、
V :0.15%以上0.30%以下
を含み、かつ、C、Ti、V、SおよびNを下記(1)式および(2)式を満足するように含有し、残部がFeおよび不可避的不純物からなる組成とし、
前記仕上げ圧延の仕上げ圧延終了温度を880℃以上とし、前記巻き取りの巻取り温度を580℃以上とすることを特徴とする、加工性に優れた高張力熱延鋼板の製造方法。
記
Ti ≧ 0.08+(N/14×48+S/32×48) ・・・ (1)
0.8 ≦ (Ti/48+V/51)/(C/12)≦ 1.2 ・・・ (2)
(C、Ti、V、S、N:各元素の含有量(質量%)) - 前記冷却の平均冷却速度が20℃/s以上であることを特徴とする、請求項5に記載の高張力熱延鋼板の製造方法。
- 前記組成に加えてさらに、質量%でCr:1%以下、B:0.003%以下のうちの1種または2種を含むことを特徴とする、請求項5または6に記載の高張力熱延鋼板の製造方法。
- 前記組成に加えてさらに、質量%でNb、Moのうちの1種または2種を合計で0.01%以下含むことを特徴とする、請求項5ないし7のいずれか1項に記載の高張力熱延鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020127028087A KR20120126126A (ko) | 2010-03-31 | 2011-03-30 | 가공성이 우수한 고장력 열연 강판 및 그 제조 방법 |
| CN201180026093.XA CN102906296B (zh) | 2010-03-31 | 2011-03-30 | 加工性优良的高张力热轧钢板及其制造方法 |
| US13/638,157 US9068238B2 (en) | 2010-03-31 | 2011-03-30 | High tensile strength hot rolled steel sheet having excellent formability and method for manufacturing the same |
| EP11762273.8A EP2554706B1 (en) | 2010-03-31 | 2011-03-30 | Hot-rolled steel sheet with high tensile strength and superior processability and method for producing same |
| KR1020147008811A KR20140047743A (ko) | 2010-03-31 | 2011-03-30 | 가공성이 우수한 고장력 열연 강판 및 그 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-082425 | 2010-03-31 | ||
| JP2010082425 | 2010-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011122031A1 true WO2011122031A1 (ja) | 2011-10-06 |
Family
ID=44711786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/001931 WO2011122031A1 (ja) | 2010-03-31 | 2011-03-30 | 加工性に優れた高張力熱延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9068238B2 (ja) |
| EP (1) | EP2554706B1 (ja) |
| JP (1) | JP5041084B2 (ja) |
| KR (2) | KR20140047743A (ja) |
| CN (1) | CN102906296B (ja) |
| TW (1) | TWI425099B (ja) |
| WO (1) | WO2011122031A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013227597A (ja) * | 2012-04-24 | 2013-11-07 | Jfe Steel Corp | 形状凍結性に優れた高強度薄鋼板およびその製造方法 |
| EP2759613A4 (en) * | 2011-11-08 | 2015-08-19 | Jfe Steel Corp | HEATED STEEL SHEET WITH HIGH RESISTANCE TO FRICTION AND METHOD FOR THE PRODUCTION THEREOF |
| EP2811046A4 (en) * | 2012-01-31 | 2015-11-25 | Jfe Steel Corp | HOT-ROLLED STEEL FOR A POWER GENERATOR RIB AND METHOD OF MANUFACTURING THEREOF |
| EP2952600A4 (en) * | 2013-01-31 | 2016-02-24 | Jfe Steel Corp | HOT-ROLLED HIGH-STRENGTH STEEL SHEET AND METHOD FOR PRODUCING THE SAME |
| US10077489B2 (en) * | 2012-06-27 | 2018-09-18 | Jfe Steel Corporation | Steel sheet for soft-nitriding and method for manufacturing the same |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5861434B2 (ja) * | 2011-12-14 | 2016-02-16 | Jfeスチール株式会社 | 打ち抜き性に優れた高強度熱延鋼板およびその製造方法 |
| JP5978614B2 (ja) * | 2011-12-15 | 2016-08-24 | Jfeスチール株式会社 | 打ち抜き性に優れた高強度熱延鋼板およびその製造方法 |
| JP5887903B2 (ja) * | 2011-12-15 | 2016-03-16 | Jfeスチール株式会社 | 溶接性に優れた高強度熱延鋼板およびその製造方法 |
| EP2808413B1 (en) * | 2012-01-26 | 2017-04-26 | JFE Steel Corporation | High-strength hot-rolled steel sheet and method for producing same |
| EP2810837B1 (en) | 2012-01-31 | 2018-08-08 | Mitsubishi Electric Corporation | Vehicle control device |
| CN110938773B (zh) * | 2012-06-27 | 2022-04-05 | 杰富意钢铁株式会社 | 软氮化处理用钢板及其制造方法 |
| JP5547787B2 (ja) * | 2012-10-25 | 2014-07-16 | 富士夫 堀 | 容器回転装置 |
| IN2015DN02627A (ja) * | 2012-12-19 | 2015-09-18 | Nippon Steel & Sumitomo Metal Corp | |
| JP5637225B2 (ja) * | 2013-01-31 | 2014-12-10 | Jfeスチール株式会社 | バーリング加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5821864B2 (ja) * | 2013-01-31 | 2015-11-24 | Jfeスチール株式会社 | バーリング加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5896183B2 (ja) * | 2013-03-29 | 2016-03-30 | Jfeスチール株式会社 | 高強度熱延鋼板とその製造方法 |
| JP5971281B2 (ja) * | 2013-06-14 | 2016-08-17 | Jfeスチール株式会社 | 加工性および靭性に優れた高強度熱延鋼板の製造方法 |
| EP3015562B1 (en) | 2013-06-27 | 2018-08-01 | JFE Steel Corporation | Hot-rolled high-strength steel sheet and process for production thereof |
| CN113416892A (zh) * | 2014-02-05 | 2021-09-21 | 安赛乐米塔尔股份公司 | 可热成形的、可空气淬硬的、可焊的钢板 |
| JP6048423B2 (ja) * | 2014-02-05 | 2016-12-21 | Jfeスチール株式会社 | 靭性に優れた高強度薄鋼板およびその製造方法 |
| CN104451459B (zh) * | 2014-12-05 | 2016-08-17 | 武汉钢铁(集团)公司 | 一种490MPa级含高有害元素钢板及其制造方法 |
| JP7077309B2 (ja) * | 2016-09-22 | 2022-05-30 | タタ、スティール、アイモイデン、ベスローテン、フェンノートシャップ | 優れた伸びフランジ成形性及びエッジ疲労性能を有する熱間圧延高強度鋼の製造方法 |
| CN108611568A (zh) * | 2016-12-12 | 2018-10-02 | 上海梅山钢铁股份有限公司 | 抗拉强度400MPa级高扩孔热轧钢板及其制造方法 |
| JP6610788B2 (ja) * | 2017-03-10 | 2019-11-27 | Jfeスチール株式会社 | 高強度熱延めっき鋼板 |
| WO2023246899A1 (zh) * | 2022-06-22 | 2023-12-28 | 宝山钢铁股份有限公司 | 高扩孔钢及其制造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004143518A (ja) * | 2002-10-23 | 2004-05-20 | Sumitomo Metal Ind Ltd | 熱延鋼板 |
| JP3591502B2 (ja) | 2001-02-20 | 2004-11-24 | Jfeスチール株式会社 | 加工性に優れた高張力鋼板ならびにその製造方法および加工方法 |
| JP2005002406A (ja) * | 2003-06-11 | 2005-01-06 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板とその製造方法 |
| JP2006161112A (ja) | 2004-12-08 | 2006-06-22 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板とその製造方法 |
| JP3821036B2 (ja) | 2002-04-01 | 2006-09-13 | 住友金属工業株式会社 | 熱延鋼板並びに熱延鋼板及び冷延鋼板の製造方法 |
| JP2007063668A (ja) * | 2005-08-05 | 2007-03-15 | Jfe Steel Kk | 高張力鋼板ならびにその製造方法 |
| JP2009052139A (ja) | 2007-07-31 | 2009-03-12 | Jfe Steel Kk | 高強度鋼板 |
| JP2009084643A (ja) * | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性バランスに優れた熱延鋼板 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4398970A (en) * | 1981-10-05 | 1983-08-16 | Bethlehem Steel Corporation | Titanium and vanadium dual-phase steel and method of manufacture |
| WO2002036840A1 (fr) * | 2000-10-31 | 2002-05-10 | Nkk Corporation | Tole d"acier laminee a chaud presentant une resistance elevee a la traction et procede de fabrication |
| EP1411138A4 (en) | 2001-06-28 | 2005-01-12 | Jfe Steel Corp | NON-ORIENTED ELECTROMAGNETIC STEEL SHEET |
| JP4214840B2 (ja) * | 2003-06-06 | 2009-01-28 | 住友金属工業株式会社 | 高強度鋼板およびその製造方法 |
| JP4692018B2 (ja) | 2004-03-22 | 2011-06-01 | Jfeスチール株式会社 | 強度−延性バランスに優れた高張力熱延鋼板およびその製造方法 |
| CN101238234B (zh) | 2005-08-05 | 2010-12-08 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| JP4528276B2 (ja) | 2006-03-28 | 2010-08-18 | 新日本製鐵株式会社 | 伸びフランジ性に優れた高強度鋼板 |
| JP2010053434A (ja) * | 2008-08-29 | 2010-03-11 | Nakayama Steel Works Ltd | 延性に優れた高強度熱延薄鋼板およびその製造方法 |
-
2011
- 2011-03-25 JP JP2011067694A patent/JP5041084B2/ja active Active
- 2011-03-30 WO PCT/JP2011/001931 patent/WO2011122031A1/ja active Application Filing
- 2011-03-30 CN CN201180026093.XA patent/CN102906296B/zh active Active
- 2011-03-30 KR KR1020147008811A patent/KR20140047743A/ko not_active Application Discontinuation
- 2011-03-30 KR KR1020127028087A patent/KR20120126126A/ko active Application Filing
- 2011-03-30 EP EP11762273.8A patent/EP2554706B1/en active Active
- 2011-03-30 US US13/638,157 patent/US9068238B2/en active Active
- 2011-03-31 TW TW100111285A patent/TWI425099B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3591502B2 (ja) | 2001-02-20 | 2004-11-24 | Jfeスチール株式会社 | 加工性に優れた高張力鋼板ならびにその製造方法および加工方法 |
| JP3821036B2 (ja) | 2002-04-01 | 2006-09-13 | 住友金属工業株式会社 | 熱延鋼板並びに熱延鋼板及び冷延鋼板の製造方法 |
| JP2004143518A (ja) * | 2002-10-23 | 2004-05-20 | Sumitomo Metal Ind Ltd | 熱延鋼板 |
| JP2005002406A (ja) * | 2003-06-11 | 2005-01-06 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板とその製造方法 |
| JP2006161112A (ja) | 2004-12-08 | 2006-06-22 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板とその製造方法 |
| JP2007063668A (ja) * | 2005-08-05 | 2007-03-15 | Jfe Steel Kk | 高張力鋼板ならびにその製造方法 |
| JP2009052139A (ja) | 2007-07-31 | 2009-03-12 | Jfe Steel Kk | 高強度鋼板 |
| JP2009084643A (ja) * | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性バランスに優れた熱延鋼板 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2759613A4 (en) * | 2011-11-08 | 2015-08-19 | Jfe Steel Corp | HEATED STEEL SHEET WITH HIGH RESISTANCE TO FRICTION AND METHOD FOR THE PRODUCTION THEREOF |
| EP2811046A4 (en) * | 2012-01-31 | 2015-11-25 | Jfe Steel Corp | HOT-ROLLED STEEL FOR A POWER GENERATOR RIB AND METHOD OF MANUFACTURING THEREOF |
| US10301698B2 (en) | 2012-01-31 | 2019-05-28 | Jfe Steel Corporation | Hot-rolled steel sheet for generator rim and method for manufacturing the same |
| JP2013227597A (ja) * | 2012-04-24 | 2013-11-07 | Jfe Steel Corp | 形状凍結性に優れた高強度薄鋼板およびその製造方法 |
| EP2826881A4 (en) * | 2012-04-24 | 2015-10-14 | Jfe Steel Corp | HIGH STRENGTH STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| US9738960B2 (en) | 2012-04-24 | 2017-08-22 | Jfe Steel Corporation | High strength steel sheet |
| US10077489B2 (en) * | 2012-06-27 | 2018-09-18 | Jfe Steel Corporation | Steel sheet for soft-nitriding and method for manufacturing the same |
| EP2952600A4 (en) * | 2013-01-31 | 2016-02-24 | Jfe Steel Corp | HOT-ROLLED HIGH-STRENGTH STEEL SHEET AND METHOD FOR PRODUCING THE SAME |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102906296B (zh) | 2014-07-30 |
| EP2554706A1 (en) | 2013-02-06 |
| US9068238B2 (en) | 2015-06-30 |
| TW201202441A (en) | 2012-01-16 |
| US20130133790A1 (en) | 2013-05-30 |
| KR20120126126A (ko) | 2012-11-20 |
| EP2554706A4 (en) | 2017-12-06 |
| TWI425099B (zh) | 2014-02-01 |
| JP2011225980A (ja) | 2011-11-10 |
| JP5041084B2 (ja) | 2012-10-03 |
| KR20140047743A (ko) | 2014-04-22 |
| EP2554706B1 (en) | 2019-08-28 |
| CN102906296A (zh) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5041084B2 (ja) | 加工性に優れた高張力熱延鋼板およびその製造方法 | |
| JP5041083B2 (ja) | 加工性に優れた高張力溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5609786B2 (ja) | 加工性に優れた高張力熱延鋼板およびその製造方法 | |
| JP5321671B2 (ja) | 強度と加工性の均一性に優れた高張力熱延鋼板およびその製造方法 | |
| JP5321672B2 (ja) | 材質均一性に優れた高張力熱延鋼板およびその製造方法 | |
| JP5825082B2 (ja) | 伸び及び伸びフランジ性に優れた高降伏比高強度冷延鋼板とその製造方法 | |
| US20150101717A1 (en) | High strength hot-rolled steel sheet having excellent ductility, stretch flangeability and uniformity and method of manufacturing the same | |
| WO2012020847A1 (ja) | 加工性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5821864B2 (ja) | バーリング加工性に優れた高強度熱延鋼板およびその製造方法 | |
| JP4867177B2 (ja) | 焼付硬化性及び成形性に優れた高張力熱延鋼板およびその製造方法 | |
| JP4710558B2 (ja) | 加工性に優れた高張力鋼板およびその製造方法 | |
| JP5610089B2 (ja) | 高張力熱延鋼板およびその製造方法 | |
| JP2006183140A (ja) | 高強度冷延鋼板およびその製造方法 | |
| WO2014119259A1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP5594438B2 (ja) | 高張力熱延めっき鋼板およびその製造方法 | |
| JP4547951B2 (ja) | 加工性に優れた厚物高強度熱延鋼板およびその製造方法 | |
| JP4576859B2 (ja) | 加工性に優れた厚物高強度熱延鋼板の製造方法 | |
| KR101674283B1 (ko) | 신장과 신장 플랜지성이 우수한 저항복비 고강도 냉연 강판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180026093.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11762273 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011762273 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2301/MUMNP/2012 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127028087 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13638157 Country of ref document: US |