WO2009077616A1 - Formteile aus schäumfähigem reaktivharz enthaltenden trägermaterialien - Google Patents
Formteile aus schäumfähigem reaktivharz enthaltenden trägermaterialien Download PDFInfo
- Publication number
- WO2009077616A1 WO2009077616A1 PCT/EP2008/068010 EP2008068010W WO2009077616A1 WO 2009077616 A1 WO2009077616 A1 WO 2009077616A1 EP 2008068010 W EP2008068010 W EP 2008068010W WO 2009077616 A1 WO2009077616 A1 WO 2009077616A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- reactive resin
- carrier material
- resin
- foamable
- molding according
- Prior art date
Links
Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/92—Protection against other undesired influences or dangers
- E04B1/94—Protection against other undesired influences or dangers against fire
- E04B1/941—Building elements specially adapted therefor
- E04B1/942—Building elements specially adapted therefor slab-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/5618—Impregnating foam articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/569—Shaping and joining components with different densities or hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/02—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board the layer being formed of fibres, chips, or particles, e.g. MDF, HDF, OSB, chipboard, particle board, hardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/14—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood board or veneer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24669—Aligned or parallel nonplanarities
- Y10T428/24694—Parallel corrugations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/24999—Inorganic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3325—Including a foamed layer or component
Definitions
- the present invention relates to a molded article made of foamable reactive resin-containing base materials which are subjected to a compression molding step, and to a production process for such molded articles. Furthermore, the present invention relates to panels containing such moldings and the use of these moldings or panels in vehicle construction, including aircraft, or as fire protection layer.
- DE-A 196 40 887 relates to a sheet-like fire protection material comprising at least one layer I of hydrous, fiber-reinforced sodium silicate and at least one layer II of a flexible open-cell foam, in particular of a melamine / formaldehyde resin.
- the layers I and II are arranged separately from one another, wherein the fire protection material can also contain a plurality of layers I and II in an alternating arrangement.
- the fire protection material is usually coated with an epoxy resin cover and laminated with a protective layer, for example with an aluminum foil or with a film of polyester, polyethylene, polyvinyl chloride or paper.
- DE-A 196 40 887 does not disclose that foamable reactive resin is introduced into the flexible open-cell foam and then subjected to a compression molding step.
- flame-retardant or nonflammable foam profiles are used for the fire-resistant sealing of building openings, such as e.g. Joints, wall openings or gaps between components revealed.
- the foam profile contains in its cavities and / or on all sides on its surfaces in case of fire intumescent intumescent agents such as expanded graphite, silicates or polyurethanes (PUs).
- a foam for example, a melamine resin foam is used.
- the intumescent agents may additionally contain polyvinyl acetate dispersions in the case of nitrogen-containing blowing agents and latex dispersions in the case of aqueous alkali metal silicates.
- the foam profiles are produced by impregnation and / or multilayer coating of the foams with the intumescent intumescent agents. The impregnation can be carried out, for example, by dipping the foams in a solution or dispersion of the intumescent, preferably with the aid of dip or squeeze rollers, then squeezing off the excess solution or dispersion and subsequent drying. By varying the Waizzendrucks the degree of impregnation can be varied.
- WO 2005/095728 relates to a thermal insulation composite comprising two metal plates with a heat-insulating core material, wherein between the heat-insulating core material and at least one of the metal plates, a fire protection layer is introduced with an intumescent mass.
- a fire protection layer for example a thermally resistant melamine resin foam (Basotect as ®), or a fire protection laminate of gelled alkali silicate solution (such as Palusol ®) can be used.
- Basotect as ® thermally resistant melamine resin foam
- a fire protection laminate of gelled alkali silicate solution such as Palusol ®
- the latter are also referred to as intumescent compositions, which may additionally contain adhesives based on polyurethane or epoxy resins and on a dispersion basis, for example acrylate dispersions.
- additives such as expandable graphite or melamine compounds can be added to the fire protection layer, ie the melamine resin foam or the intumescent composition.
- the adhesives based on polyurethane or epoxy resins are introduced into the carrier material (melamine resin foam) and subsequently subjected to a compression molding step.
- EP-A 0 672 524 relates to a process for the production of dimensionally stable acoustic components, in which plates of an open-celled thermoset foam, for example a melamine / formaldehyde resin, are laminated on both sides with thin, tear-resistant cover layers.
- a binder is applied as an aqueous suspension to the surface of the foam boards, then placed on the cover layer and the composite at temperatures between 50 and 250 0 C and pressures of 2 to 200 bar pressed.
- Suitable binders are curable condensation resins, such as melamine, urea and phenolic resins, which are used as an approximately 50% strength aqueous suspension.
- a layer (A) which contains at least one carrier material, at least one compound such as intumescent compounds or silicate-containing compounds and at least one polymer preparable from at least one vinyl aromatic monomer.
- This layer can be applied to a core and is suitable, for example, as an adhesive layer or as a fire protection layer and for improving the flame resistance in a sandwich panel. Furthermore, this layer may be contained in a thermal insulation composite, which additionally comprises one or two outer layers.
- adhesives based on polyurethane or epoxide may also be present in addition to the abovementioned components. In this application, however, it is not disclosed that the layer described therein is subjected to a pressure-forming step that the adhesives are foamable reactive resins and that the reactive resin is optionally introduced in the absence of water in the carrier material.
- Honeycombs made of plastics such as polypropylene or polycarbonate or of aramid fiber are honeycomb materials with a high mechanical strength and comparatively low weight, which are used in particular in the aerospace industry in vehicle tines or wings (see Internet Excerpt from “Wikipedia” (www.de.wikipedia.org under the keywords “honeycomb”, “honeycomb” and “aramid”)).
- Aramids or aromatic polyamides are long-chain synthetic polyamides which, according to a definition of US Pat. Federal Trade Commission at least 85% of the amide groups are bonded directly to two aromatic rings.
- Aramid fibers are sold commercially under the trade names "Nomex” or "Kevlar”.
- the object of the invention is based on the provision of new moldings, on the one hand light, on the other hand, are stable and can be used as lightweight components in vehicle construction, especially in aircraft and railways.
- This object is achieved by a molding produced by a method comprising the following steps:
- an advantage of the present invention is that the moldings can be produced automatically and have better mechanical properties.
- the moldings of the invention are characterized by good flexural strength and tensile strength and a high and consistent deformability. Furthermore, they have a low density and a light weight and low flammability, so that they can also be used as a fire protection layer.
- the support material contains no or only very little foamable reactive resin on a flat side and a very high concentration of foamable reactive resin on the opposite side of the support material.
- the particular advantage of the moldings according to the invention is that they are based on the inventive method simple way to take any desired shape and this shape is very stable at the same time.
- the molded parts are preferably flat molded parts, ie those molded parts in which the third dimension (thickness) is smaller than the first (length) and second (width) dimensions. Both the moldings and the manufacturing process of the moldings are the subject of the present invention.
- the molded parts according to the invention can be produced by a method comprising the following steps:
- step a) the foamable reactive resin-containing support materials are produced, which are also referred to as hybrid foams.
- two or more different foamable reactive resins can be introduced into the carrier material.
- Support materials preferably have good absorbency. They can be arranged in principle in any shapes or thicknesses.
- the sheet-like support material is arranged plate-shaped, wherein the third dimension (thickness) is smaller than the first (length) and second (width) dimension of the sheet-like support material.
- the length and width of the sheet carrier material may be the same or different.
- the thickness of the support material usually depends on the type of material used and is normally between 0.1 and 50 mm, preferably between 1 and 20 mm.
- Preferred support materials are selected from open-cell foam, fabric materials, fibers, cotton fabric, glass wool, mineral wool, paperboard, corrugated cardboard, melamine resin fibers or other foams.
- an open cell foam is used as the carrier material.
- Geeigne- te open-cell foams are melamine resin foam (commercially available, for example under the name of Basotect ®), PIR (polyisocyanurate), polyimide foams, or foams based on inorganic materials, for example aluminum phosphate, silicates, carbonized foams or ceramized foams. Particularly preferred is melamine resin foam. Melamine resin foams and their method of preparation are described, for example, in WO 01/94436.
- the carrier material used is an open-celled foam having a density of ⁇ 25 g / l and / or a pore size between 10 ⁇ m and 1000 ⁇ m, preferably between 50 ⁇ m and 300 ⁇ m.
- the open cell foam in this embodiment is a melamine resin foam.
- the foamable reactive resin is selected from at least one (foamable) polyurethane resin (PU resin), (foamable) polyester resin or (foamable) epoxy resin.
- the foamable reactive resin is a polyurethane resin.
- PU resin polyurethane resin
- Suitable polyurethane resins, polyester resins or epoxy resins are known in the art. Such resins are for example in Römpp online, version 3.0 (Georg Thieme Verlag, 2007) discloses among the keywords (unsaturated) polyester resins, polyurethane resins, polyurethanes or epoxy resins.
- polyurethane resins are understood in particular to be resins based on polyurethane. They are obtained mainly from air-drying oils (triglycerides, unsaturated fatty acids), which are first transesterified with glycerol to a mixture of mono- and diglycerides. The resulting products are then reacted with diisocyanates, preferably diisocyanatotoluenes, at a molar ratio of isocyanate: hydroxyl groups ⁇ 1: 1 to give polyurethanes which no longer contain isocyanate groups and, like alkyd resins, dry and harden by air oxidation. They may alternatively be prepared from polyunsaturated acids (e.g., tall oil), partially esterified polyols (glycerol, pentaerythritol) and diisocyanates.
- polyunsaturated acids e.g., tall oil
- partially esterified polyols glycerol, pentaerythrito
- polyester resins are preferably understood as meaning unsaturated polyester resins.
- the polyester resins are reactive resins based on unsaturated polyesters, prepared from unsaturated dicarboxylic acids, such as maleic or fumaric acid, and predominantly 2-valent alcohols, such as ethylene glycol and propane-1, 2-diol, which in the application of Cure polymerization and cross-linking to thermosetting compounds.
- copolymerizable monomers styrene, ⁇ -methylstyrene, vinyltoluene, methyl methacrylate and others
- bifunctional monomers eg divinylbenzene, diallyl phthalate
- crosslinking agents and hardeners initiators of the polymerization, eg peroxides
- Accelerators pigments, plasticizers, antistatic agents, fillers and reinforcing agents (inorganic or organic based fibers).
- Epoxy resins in the present invention are preferably both oligomeric compounds having more than one epoxide group per molecule, the Production of thermosets are used, as well as the corresponding Du- orplaste understood themselves.
- the conversion of the epoxy resins into thermosets via polyaddition reactions with suitable curing agents or by polymerization via the epoxide groups.
- the preparation of epoxy resins by reacting bisphenol A (aromatic dihydroxy compounds) with epichlorohydrin in the alkaline medium to form chain-like compounds.
- the foamable reactive resins used in the context of the present invention generally exhibit their foaming action when they are introduced into the support material, in particular after at least one rolling step.
- the foamable reactive resins are characterized in that they are curable at lower temperatures and / or faster than other resins.
- the foamable reactive resins at a temperature ⁇ 150 0 C, in particular ⁇ 100 0 C and / or a period ⁇ 5 min, preferably ⁇ 1 min curable.
- Curable condensation resins as disclosed, for example, in EP-A 0 672 524, can not cure so quickly and / or must be cured at relatively high temperatures.
- curable condensation resins described in EP-A 0 672 524 for example melamine resins, urea resins and phenolic resins, which are used as binders, do not fall under the definition of foamable reactive resins according to the present invention.
- the introduction of the foamable reactive resin into the carrier material can be carried out by all methods known to the person skilled in the art, for example by impregnating the carrier material with foamable reactive resin.
- the support material can also be sprayed with foamable reactive resin (the surface).
- the foamable reactive resin is applied as uniformly as possible, the amount of foamable reactive resin (volume in ml) used being approximately equal to 1-10 times the amount of the carrier material in grams.
- the method according to the invention can be carried out in such a way that the carrier material is completely immersed in the impregnating solution containing the foamable reactive resin or only one flat side of the carrier material is immersed.
- the opposite side of the carrier material can then also be immersed in the same or a different impregnating solution.
- the reactive resin gradients described below can be adjusted. If necessary, the impregnation steps (introduction) can be repeated. The same applies to the spraying or other methods of introducing the foamable reactive resin in the carrier material.
- the foamable reactive resin in particular polyurethane resin
- the foamable reactive resin is prepared directly before carrying out step a). provides.
- the foamable reactive resin is prepared by mixing the (two) liquid starting materials by methods known in the art and preferably added a blowing agent.
- the blowing agent may also be water.
- the foamable reactive resin is introduced into the carrier material, for example by spraying onto the carrier material and, if appropriate, subsequent rolling or rolling into the carrier material.
- the foamable reactive resin can be prepared from the respective reactants only in the carrier material.
- the reactive resin educts are introduced into the carrier material.
- step a) is carried out in the absence of water.
- the absence of water means that, based on the amount of foamable reactive resin used, at most 2% by weight, preferably at most 0.5% by weight, in particular not more than 0.1% by weight, of water in the may be contained in step a) obtained product.
- This residual water may be contained, for example, in the respective educts due to their production process.
- this embodiment can be applied when the foamable reactive resin is selected from at least one of a polyester resin or an epoxy resin.
- one or more deformation steps are performed whereby the reactive resin is rolled into the support material by use of a suitable tool (e.g., a roller).
- a suitable tool e.g., a roller
- these steps can be repeated several times, for example by repeated impregnation in alternating sequence with multiple rolling steps, for example also with different strength and / or duration.
- excess foamable reaction resin can be removed again until the desired amount of foamable reaction resin is present in the support material.
- step a) hybrid foams (reactive resin-containing support material) having densities (RD) of 20 to 400 g / l are produced.
- densities can be generated.
- the foamable reactive resin is contained as a gradient in the carrier material.
- the interior of the carrier material there is less foamable reactive resin than at the edge of the (flat) carrier material. Consequently, the interior of the carrier material (core) is lighter than the Edges of the substrate.
- Such gradients can be adjusted, for example, by repeated repetition of step a), in particular by repeated impregnation and optionally repeated rolling.
- the hybrid foam may additionally contain additives.
- Suitable additives are, for example, flameproofing agents such as intumescent compositions, alkali metal silicates, melamine, melamine polyphosphate, melamine cyanurate, aluminum hydroxide, magnesium hydroxide, ammonium polyphosphates, organic phosphates or even flame-retardant halogen compounds.
- plasticizers such as carbon black and graphite, aluminum oxide powder or Al (OH) 3 , soluble and insoluble colorants, biocide-active substances (such as fungicides) and pigments as additives.
- the hybrid foam can also be reinforced with other organic or inorganic particles.
- Such particles are best incorporated in admixture with the foamable reactive resin.
- suitable reinforcing fillers are: short glass fibers, talc, chalk or other minerals, nanotubes, phyllosilicates or carbon fibers.
- compression set or “compression set step” (step b) is understood as meaning the treatment of the foamable reactive resin-containing support material (hybrid foam) at elevated pressure and elevated temperature.
- a suitable, known in the art, preferably heatable tool is used, whose shape determines the shape of the molded part to be produced.
- depositors or tools with specially shaped surfaces workpieces (moldings) can be produced with different looks and / or thicknesses.
- Step b) is normally carried out so that the carrier material obtained in step a), which contains the foamable reactive resin, is placed in a suitable mold, whereupon pressure is applied.
- the compression molding step is carried out at elevated temperature.
- step b) It also applies in principle to the fact that the higher the temperature used in step b), the lower the residence time of the carrier material contained in the foamable reactive resin in the mold.
- step b) is carried out at a temperature of 50 to 200 0 C and / or a pressure of 2 to 200 bar.
- the finished part can be removed after a few minutes, for example after 0.5 to 2 minutes.
- the compression molding step may also be performed over a longer period of time.
- the material properties of the resulting moldings are dependent on the degree of compression, the carrier material used, the foamable reactive resin used and the proportion of the reactive resin in the carrier material. In this case, parts can be produced with a virtually unlimited spectrum of properties.
- the thickness of the finished sheet-like molded part is normally smaller or at most equal to the thickness of the carrier material used in step a).
- the molded part preferably has a thickness of ⁇ 80% after compression molding (step b) compared to the thickness of the support material used in step a).
- the thickness of the finished molding can be reduced to 10 to 50% of the thickness of the substrate used in step a).
- a cover layer can be applied to at least one (flat) side of the foamable reactive resin-containing support material. If the cover layer is applied before step b), it is applied to one or more (flat) sides (surfaces) of the support material containing the foamable reactive resin (hybrid foam). If the cover layer is applied after step b), it is applied to one side (surface) of the finished molded part. Preferably, a cover layer is applied to each of the two opposite (planar) sides of the support material containing the foamable reactive resin. These may be the same or different materials. If appropriate, two or more cover layers can be applied to at least one or two opposite sides of the hybrid foam or of the finished molded part.
- a molded part according to the invention which has a cover layer on at least one side (surface) of the support material containing the foamable reactive resin, is referred to as a panel. If in each case one cover layer is located on two opposite sides of the support material containing the foamable reactive resin, this is referred to as a sandwich panel.
- all cover layers known to the person skilled in the art are suitable as the cover layer.
- the cover layer consists completely or at least partially of metal, in particular aluminum, wood, insulating material, plastics, for example as plastic films or plastic plates, corrugated metal sheets, metal sheets, glass fiber fabrics, glass fiber mats, gypsum or chipboard.
- cover layer of wood is preferably made of plywood, plastic cover layers also include polyurethane foams. More preferably, the cover layer of aluminum, metal sheets, glass fiber fabric, plastic films, plastic sheets or veneer wood, particularly preferably made of aluminum. Preferably, the cover layer is a film, glass fiber mat or both.
- the cover layer is applied to the support material containing the foamable reactive resin after it has been rolled out.
- the layer thickness of the cover layer is smaller than the thickness of the support material, preferably smaller by at least a factor of 10.
- Suitable cover layers are, for example, a 0.1 mm thick film of aluminum.
- the molding comprising at least one covering layer is compressed to ⁇ 80% of the initial thickness of the support material.
- the adhesion between hybrid foam and cover layer normally results from the foamable reactive resin emerging from the foam during compression.
- the foamable reactive resin is introduced (for example, by impregnation or spraying) only on a flat side of the support material in step a).
- Another object of the present invention is a panel containing at least one inventive molding produced by a method as described above.
- the term "panels" is understood to mean, in particular, those articles which are a molded part
- Panels may be straight (unbend) or have (or possibly multiple) curvatures (curved). Furthermore you can
- Panels also be structured.
- the panel is a sandwich panel, in each case a cover layer is applied in the two opposite (planar) sides of the molded part.
- cover layers have already been listed above.
- the two cover layers may be of different materials, preferably they are of the same materials.
- the two outer layers are selected from aluminum, metal sheets, glass fiber fabrics, glass fiber mats, plastic films, plastic sheets or plywood.
- Another object of the present invention is a process for the preparation of such panels containing at least one inventive molding.
- the method for producing the panels corresponds in principle to the method described above for the production of the molded parts according to the invention.
- cover layers can also be deformed together with the foam core.
- Another object of the present invention is the use of the inventive (planar) moldings in vehicle construction or as a fire protection layer.
- the moldings according to the invention are preferably used in vehicle construction, in particular in the case of aircraft or railways.
- the particular advantage of using the molded parts according to the invention in vehicle construction is that they can be easily deformed to any shape due to the manufacturing process, in particular by the thermoforming step b). In turn, these forms are very durable, have excellent mechanical properties and low flammability.
- Another object of the present invention is the use of a panel comprising a molded part according to the invention in vehicle construction, in particular in aircraft or railways, or as a fire protection layer.
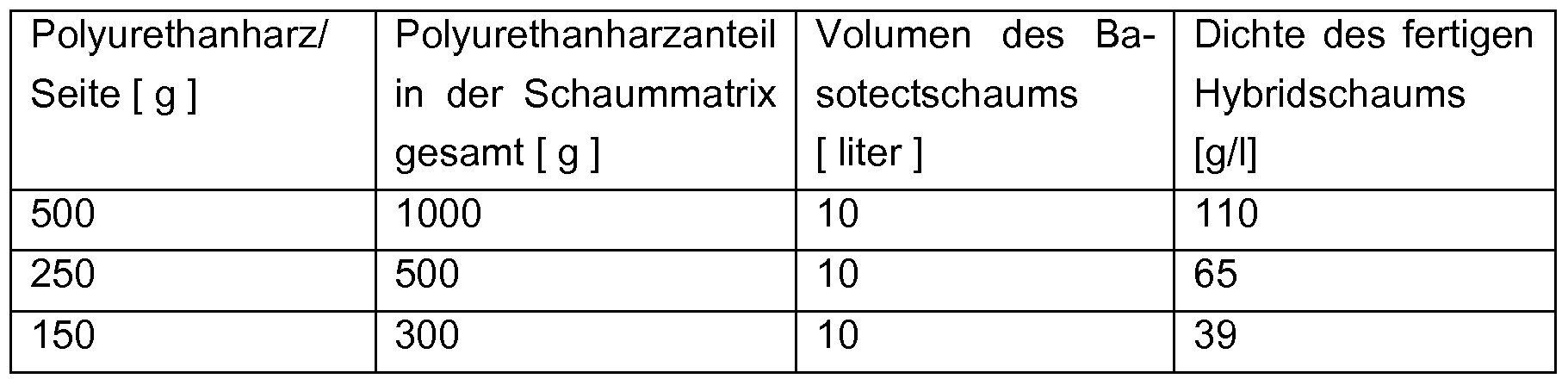
- the following table shows the incorporated amount of polyurethane resin and the resulting density of the hybrid foam.
- the so impregnated plates are placed in a heated tool (100 0 C, height 8 mm) with an insert (height 4 mm). After a peel-off time of 2 minutes, a graded plate of thickness 8 and 4 mm with high rigidity and, depending on the amount of polyurethane resin incorporated and the degree of compression, between 39 and 300 g / l of varying bulk density is obtained.
- the plate is dimensionally stable up to temperatures of 180 ° C. and also stable against hydrolytic loading.
- the panel is fire class B2 (the pure polyurethane foam is fire class B3)
- Example 3 is carried out analogously to Example 1.
- 1000 g of a Polyethethanschuhschaum system is used.
- the graduated plate obtained in this case has a density of 200 g / l and provides in the fire test an analogous result to Example 1.
- MDI based prepolymer methylene di-100 iso 137/28 phenylene diisocyanate
- Example 4 is carried out analogously to Example 1.
- 2000 g of a polyurethane elastomer system is used.
- the graded plate obtained in this case has a density of 400 g / l and provides in the fire test an analogous result to Example 1.
- Reactant composition of the PU elastomer system (Index: 105)
- Isocyanate component 100 l lupranate M 20 PMDI
Abstract
Description
Claims
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0821290-2A BRPI0821290A2 (pt) | 2007-12-19 | 2008-12-19 | Moldagem produzível por um processo, processo para produzir uma moldagem, painel, e, uso de uma moldagem |
| US12/809,420 US20100310833A1 (en) | 2007-12-19 | 2008-12-19 | Moldings of support materials comprising foamable reactive resin |
| CN200880124925XA CN101909870A (zh) | 2007-12-19 | 2008-12-19 | 由含发泡活性树脂的载体材料制成的模制件 |
| EP08861716.2A EP2225100B1 (de) | 2007-12-19 | 2008-12-19 | Formteile aus schäumfähigem reaktivharz enthaltenden trägermaterialien |
| PL08861716T PL2225100T3 (pl) | 2007-12-19 | 2008-12-19 | Elementy kształtowe z materiałów nośnych zawierających spienialną żywicę reaktywną |
| JP2010538757A JP5587202B2 (ja) | 2007-12-19 | 2008-12-19 | 発泡可能な反応性樹脂を含む支持材の成形体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07150121.7 | 2007-12-19 | ||
| EP07150121 | 2007-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009077616A1 true WO2009077616A1 (de) | 2009-06-25 |
Family
ID=40428148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2008/068010 WO2009077616A1 (de) | 2007-12-19 | 2008-12-19 | Formteile aus schäumfähigem reaktivharz enthaltenden trägermaterialien |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20100310833A1 (de) |
| EP (1) | EP2225100B1 (de) |
| JP (1) | JP5587202B2 (de) |
| KR (1) | KR101637045B1 (de) |
| CN (1) | CN101909870A (de) |
| BR (1) | BRPI0821290A2 (de) |
| PL (1) | PL2225100T3 (de) |
| WO (1) | WO2009077616A1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2368476A2 (de) | 2010-03-25 | 2011-09-28 | The Procter & Gamble Company | Reinigungsgerät mit Hybridschaum |
| WO2011117269A1 (de) | 2010-03-25 | 2011-09-29 | Basf Se | Schäume und formteile aus trägermaterialien enthaltend schäumfähige reaktivharze |
| DE102010062057A1 (de) | 2010-11-26 | 2012-01-19 | Basf Se | Verfahren zur Herstellung von Verbundwerkstoffen |
| DE102011108755A1 (de) | 2010-08-02 | 2012-02-02 | Basf Se | Multifunktionelle Wandelemente |
| KR101137527B1 (ko) * | 2010-02-19 | 2012-04-20 | 주식회사 우진테크 | 압축 성형을 이용한 자동차용 내장재의 제조방법 |
| CN102859065A (zh) * | 2010-04-21 | 2013-01-02 | 纱帝公司 | 一种用于声学元件的层状织物结构 |
| EP2617564A1 (de) * | 2012-01-18 | 2013-07-24 | Zlato Runo d. o. o. | Brandschutzpaneel |
| CN105090729A (zh) * | 2015-09-05 | 2015-11-25 | 苏州宏久航空防热材料科技有限公司 | 一种纤维增强三聚氰胺泡沫板 |
| DE102014009936A1 (de) | 2014-07-04 | 2016-01-07 | Stefan Henze | Vakuum-Isolationselement und zwei Verfahren zur Herstellung |
| EP3278978A1 (de) * | 2016-08-03 | 2018-02-07 | Basf Se | Verfahren zur herstellung von zumindest zweilagigen schaumstoffplatten unter verwendung mindestens einer dünneren schaumstoffplatte mit metalldeckschichten |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102802907B (zh) | 2009-05-26 | 2015-04-15 | 巴斯夫欧洲公司 | 水作为热塑性塑料的发泡剂 |
| BR112012000399A2 (pt) | 2009-07-08 | 2016-04-05 | Basf Se | método para produzir materiais compósitos reforçados com fibras |
| EP2295699A2 (de) * | 2009-07-27 | 2011-03-16 | Schlegel Systems, Inc. | Intumeszierende Dichtung |
| US20110048429A1 (en) * | 2009-09-02 | 2011-03-03 | Tyco Healthcare Group Lp | Patient Positioning Apparatus |
| KR20120117784A (ko) | 2009-11-20 | 2012-10-24 | 바스프 에스이 | 마이크로비드 함유 수지 발포체 |
| US20110237145A1 (en) * | 2010-03-25 | 2011-09-29 | Basf Se | Foams and moldings of support materials comprising foamable reactive resins |
| CN102321309B (zh) * | 2011-06-09 | 2012-10-31 | 四川大学 | 具有梯度结构的聚合物泡沫复合材料及其制备方法 |
| KR101521685B1 (ko) * | 2012-12-06 | 2015-05-20 | (주)엘지하우시스 | 멜라민 수지 경화 발포체로 이루어진 진공단열재용 심재와 이를 이용한 진공단열재 및 그 제조방법 |
| JP6278776B2 (ja) * | 2014-03-27 | 2018-02-14 | 川崎重工業株式会社 | サンドイッチパネルとその製造方法 |
| EP3034226A1 (de) * | 2014-12-18 | 2016-06-22 | Outokumpu Oyj | Verfahren zur Herstellung einer Sandwichplatte |
| WO2021061565A1 (en) * | 2019-09-27 | 2021-04-01 | Zephyros, Inc. | Room temperature foamed and cured carriers |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3534690A1 (de) * | 1985-09-28 | 1987-06-19 | Greiner & Soehne C A | Selbsttragende schalldaemmplatte |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3483069A (en) * | 1965-08-23 | 1969-12-09 | Little Inc A | Polyurethane foam reinforced fibrous article and method of forming the same |
| US4125664A (en) * | 1974-07-13 | 1978-11-14 | Herbert Giesemann | Shaped articles of foam plastics |
| US4017656A (en) * | 1975-09-18 | 1977-04-12 | Pandel-Bradford, Inc. | Imitation leather material and method of preparing such material |
| US4241131A (en) * | 1978-05-24 | 1980-12-23 | Mobay Chemical Corporation | Moldable polyurethane foam-backed fabrics |
| US4511678A (en) * | 1979-04-17 | 1985-04-16 | Basf Aktiengesellschaft | Resilient foam based on a melamine-formaldehyde condensate |
| SE436332B (sv) * | 1980-05-21 | 1984-12-03 | Kema Nord Ab | Skumkompositmaterial for framstellning av laminat samt dess anvendning som ytskikt pa treunderlag |
| US4372900A (en) * | 1980-11-13 | 1983-02-08 | Detroit Gasket & Mfg. Co. | Method of forming reinforced foam structure |
| JPS61241136A (ja) * | 1985-04-19 | 1986-10-27 | しげる工業株式会社 | 自動車内装品及びその製造方法 |
| JPH0624826B2 (ja) * | 1988-01-11 | 1994-04-06 | 三菱油化バーデイツシエ株式会社 | 積層材の製造方法 |
| JP2676156B2 (ja) * | 1988-03-18 | 1997-11-12 | 豊和繊維工業株式会社 | 弾性を有する自動車用内張材及びその製造方法 |
| JPH02208040A (ja) * | 1989-02-07 | 1990-08-17 | Toyo Tire & Rubber Co Ltd | 内装材基材の製法 |
| JPH0392338A (ja) * | 1989-09-05 | 1991-04-17 | Gun Ei Chem Ind Co Ltd | 表皮材一体フェノール樹脂発泡体及びその製造方法 |
| CN2071126U (zh) * | 1989-10-24 | 1991-02-13 | 刘鸿亮 | 竹塑模压箱 |
| JPH0694193B2 (ja) * | 1990-12-14 | 1994-11-24 | 日清紡績株式会社 | スタンパブルシート成型物、その製造方法及び該スタンパブルシート成型物による吸音断熱材 |
| DE4211762A1 (de) * | 1992-04-08 | 1993-10-14 | Chemie Linz Deutschland | Intumeszierende, schwerbrennbare oder nichtbrennbare Schaumstoffprofile |
| WO1999042516A1 (fr) * | 1998-02-20 | 1999-08-26 | Nagoya Oilchemical Co., Ltd. | Materiau de moulage, materiau interieur l'utilisant et son procede de production |
| US6403668B1 (en) * | 1999-05-28 | 2002-06-11 | Neo-Ex Lab, Inc. | Foam materials and foam precursor materials |
| JP4033323B2 (ja) * | 2000-03-21 | 2008-01-16 | 住友化学株式会社 | 表皮材積層発泡樹脂成形品の製造方法 |
| US6743830B2 (en) * | 2001-03-07 | 2004-06-01 | Innovative Construction And Building Materials | Construction board materials with engineered microstructures |
| JP2005205787A (ja) * | 2004-01-23 | 2005-08-04 | Three M Innovative Properties Co | 装飾フィルム及びその製造方法 |
| DE102004016081A1 (de) * | 2004-03-30 | 2005-10-20 | Basf Ag | Wärmedämmverbund mit verbesserter Thermostabilität und verbessertem Brandverhalten |
| DE102004019708A1 (de) * | 2004-04-20 | 2005-11-17 | Basf Ag | Offenzellige Schaumstoffe und Verfahren zu ihrer Herstellung |
| CN100498880C (zh) * | 2004-07-30 | 2009-06-10 | 日东光学株式会社 | 发光装置 |
| ITRM20050126A1 (it) * | 2005-03-18 | 2006-09-19 | Aviointeriors S P A | Struttura imbottita in melammina e schiuma poliuretanica. |
| CN2818140Y (zh) * | 2005-04-30 | 2006-09-20 | 简瑞聪 | 塑化纤维层压板基材 |
| CN100351210C (zh) * | 2006-06-13 | 2007-11-28 | 曹大庆 | 一种高碳、高强度防火板 |
-
2008
- 2008-12-19 EP EP08861716.2A patent/EP2225100B1/de not_active Not-in-force
- 2008-12-19 PL PL08861716T patent/PL2225100T3/pl unknown
- 2008-12-19 WO PCT/EP2008/068010 patent/WO2009077616A1/de active Application Filing
- 2008-12-19 BR BRPI0821290-2A patent/BRPI0821290A2/pt not_active IP Right Cessation
- 2008-12-19 KR KR1020107015941A patent/KR101637045B1/ko active IP Right Grant
- 2008-12-19 CN CN200880124925XA patent/CN101909870A/zh active Pending
- 2008-12-19 JP JP2010538757A patent/JP5587202B2/ja not_active Expired - Fee Related
- 2008-12-19 US US12/809,420 patent/US20100310833A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3534690A1 (de) * | 1985-09-28 | 1987-06-19 | Greiner & Soehne C A | Selbsttragende schalldaemmplatte |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101137527B1 (ko) * | 2010-02-19 | 2012-04-20 | 주식회사 우진테크 | 압축 성형을 이용한 자동차용 내장재의 제조방법 |
| EP2368475A1 (de) | 2010-03-25 | 2011-09-28 | The Procter & Gamble Company | Reinigungsgerät mit Hybridschaum |
| WO2011117269A1 (de) | 2010-03-25 | 2011-09-29 | Basf Se | Schäume und formteile aus trägermaterialien enthaltend schäumfähige reaktivharze |
| US10292561B2 (en) | 2010-03-25 | 2019-05-21 | The Procter & Gamble Company | Cleaning implement comprising hybrid foam |
| EP2368476A2 (de) | 2010-03-25 | 2011-09-28 | The Procter & Gamble Company | Reinigungsgerät mit Hybridschaum |
| CN102821941A (zh) * | 2010-03-25 | 2012-12-12 | 巴斯夫欧洲公司 | 由包含可发泡的反应性树脂的基材制成的泡沫和模制品 |
| CN102859065A (zh) * | 2010-04-21 | 2013-01-02 | 纱帝公司 | 一种用于声学元件的层状织物结构 |
| DE102011108755A1 (de) | 2010-08-02 | 2012-02-02 | Basf Se | Multifunktionelle Wandelemente |
| WO2012069524A1 (de) | 2010-11-26 | 2012-05-31 | Basf Se | Verfahren zur herstellung von verbundwerkstoffen |
| DE102010062057A1 (de) | 2010-11-26 | 2012-01-19 | Basf Se | Verfahren zur Herstellung von Verbundwerkstoffen |
| EP2617564A1 (de) * | 2012-01-18 | 2013-07-24 | Zlato Runo d. o. o. | Brandschutzpaneel |
| DE102014009936A1 (de) | 2014-07-04 | 2016-01-07 | Stefan Henze | Vakuum-Isolationselement und zwei Verfahren zur Herstellung |
| CN105090729A (zh) * | 2015-09-05 | 2015-11-25 | 苏州宏久航空防热材料科技有限公司 | 一种纤维增强三聚氰胺泡沫板 |
| EP3278978A1 (de) * | 2016-08-03 | 2018-02-07 | Basf Se | Verfahren zur herstellung von zumindest zweilagigen schaumstoffplatten unter verwendung mindestens einer dünneren schaumstoffplatte mit metalldeckschichten |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101909870A (zh) | 2010-12-08 |
| PL2225100T3 (pl) | 2014-11-28 |
| JP5587202B2 (ja) | 2014-09-10 |
| JP2011506150A (ja) | 2011-03-03 |
| EP2225100B1 (de) | 2014-06-18 |
| BRPI0821290A2 (pt) | 2015-06-16 |
| EP2225100A1 (de) | 2010-09-08 |
| KR20100099302A (ko) | 2010-09-10 |
| US20100310833A1 (en) | 2010-12-09 |
| KR101637045B1 (ko) | 2016-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2225100B1 (de) | Formteile aus schäumfähigem reaktivharz enthaltenden trägermaterialien | |
| DE60008501T2 (de) | Wabenkernmaterial für verbundwerkstoffstrukturen und verfahren zu dessen herstellung | |
| EP3464436B1 (de) | Faserverstärkung von reaktivschaumstoffen aus einem doppelbandschäum- oder einem blockschäumverfahren | |
| EP2483072A1 (de) | Verbundwerkstoff aus offenzelligem hartschaum | |
| EP2809492B1 (de) | Verfahren zur kontinuierlichen herstellung eines sandwich-verbundelementes | |
| EP3464437B1 (de) | Faserverstärkung von reaktivschaumstoffen aus einem formschäumverfahren | |
| EP1609576A1 (de) | Verfahren zur Herstellung von Polyurethan-Formkörpern und deren Verwendung | |
| DE3309127A1 (de) | Zellige polyurethan-formkoerper, verfahren zu deren herstellung durch thermoplastische verformung von polyester-polyurethan-schaumstoffen sowie deren verwendung | |
| EP3749699A1 (de) | Verbundelemente aus thermischen dämmmaterial, klebstoff und deckschicht | |
| EP2750875B1 (de) | Verbundwerkstoff und verfahren zu dessen herstellung | |
| WO2010125012A1 (de) | Verwendung eines verbundwerkstoffes auf basis eines einkomponenten-polyurethanklebstoffes | |
| DE10229473A1 (de) | Verbundteile aus Deckschichten und Polyurethan-Sandwichmaterialien und ihre Herstellung | |
| EP2550159B1 (de) | Schäume und formteile aus trägermaterialien enthaltend schäumfähige reaktivharze | |
| EP0672524B1 (de) | Verfahren zur Herstellung von dimensionsstabilen Akustik-Bauteilen | |
| EP3464438B1 (de) | Faserverstärkung von schaumstoffen | |
| DE3807874A1 (de) | Verbundplatte und ihre verwendung | |
| CH454440A (de) | Verfahren zum Herstellen eines Leichtbaumaterials und nach dem Verfahren hergestelltes Leichtbaumaterial | |
| US20150322230A1 (en) | Molded parts made of carrier materials which contain foaming reactive resin | |
| EP3651973B1 (de) | Verfahren zur herstellung von zumindest zweilagigen schaumstoffplatten durch verkleben unter verwendung mindestens einer dünneren duroplastischen schaumstoffplatte mit metalldeckschichten | |
| DE3315804A1 (de) | Flaechige, faserhaltige polyurethan-verbundkoerper auf basis von zellhaltigen polyurethan-duromeren, verfahren zu deren herstellung und deren verwendung | |
| DE102005028465A1 (de) | Schallisolierendes Material | |
| AT204282B (de) | Verfahren zur Herstellung von Verbundkonstruktionen aus Schaumstoffen mit Kunststoffdeckschichten | |
| EP2113350B1 (de) | Platte geformt mit zwei Schichten und Werkstoff dazwischen | |
| DE19630408A1 (de) | Verstärkungsmaterial, Verfahren zu seiner Herstellung und Verwendung davon | |
| DE102008015646B4 (de) | Werkstoff sowie Verfahren zu dessen Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880124925.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08861716 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2010538757 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12809420 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008861716 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20107015941 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: PI0821290 Country of ref document: BR Kind code of ref document: A2 Effective date: 20100618 |