RU2689018C2 - Устройство для проецирования маски пучком фемтосекундного и пикосекундного лазера, содержащее ограничитель, маску и системы линз - Google Patents
Устройство для проецирования маски пучком фемтосекундного и пикосекундного лазера, содержащее ограничитель, маску и системы линз Download PDFInfo
- Publication number
- RU2689018C2 RU2689018C2 RU2016147555A RU2016147555A RU2689018C2 RU 2689018 C2 RU2689018 C2 RU 2689018C2 RU 2016147555 A RU2016147555 A RU 2016147555A RU 2016147555 A RU2016147555 A RU 2016147555A RU 2689018 C2 RU2689018 C2 RU 2689018C2
- Authority
- RU
- Russia
- Prior art keywords
- image
- lens
- mask
- lens system
- laser beam
- Prior art date
Links
- 239000000758 substrate Substances 0.000 claims abstract description 49
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 33
- 238000009826 distribution Methods 0.000 claims abstract description 31
- 230000003287 optical effect Effects 0.000 claims abstract description 26
- 238000003384 imaging method Methods 0.000 claims abstract description 21
- 230000005855 radiation Effects 0.000 claims description 9
- 239000011261 inert gas Substances 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims description 4
- 238000013461 design Methods 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 claims 1
- 239000000126 substance Substances 0.000 abstract description 2
- 238000009827 uniform distribution Methods 0.000 abstract description 2
- 230000005669 field effect Effects 0.000 abstract 4
- 230000000694 effects Effects 0.000 abstract 1
- 238000000034 method Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 13
- 238000002679 ablation Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000004075 alteration Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012634 optical imaging Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000013532 laser treatment Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- SYHGEUNFJIGTRX-UHFFFAOYSA-N methylenedioxypyrovalerone Chemical compound C=1C=C2OCOC2=CC=1C(=O)C(CCC)N1CCCC1 SYHGEUNFJIGTRX-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0643—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising mirrors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/1224—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/127—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/16—Removal of by-products, e.g. particles or vapours produced during treatment of a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Lasers (AREA)
Abstract
Изобретение относится к устройству для макроструктурирования поверхности подложки воздействием проецированными посредством маски фемтосекундными или пикосекундными лазерными пучками. Устройство обеспечивает проецирование маски на поверхность подложки упомянутыми импульсными лазерными пучками (2) таким образом, чтобы в некотором местоположении на оптической оси получить импульсы лазерного пучка с увеличенным поперечным сечением лазерного пучка или импульсы лазерного пучка с уменьшенным поперечным сечением лазерного пучка, и равномерным распределением интенсивности по своему поперечному сечению. На пути пучка (2) в указанном местоположении последовательно расположены ограничитель (6) с заданной геометрией апертуры ограничителя и маска (7) с заданной геометрией апертуры маски. Полевая линзовая система (8) и объектив (10) формирования изображения расположены таким образом, чтобы недифрагированные и дифрагированные компоненты лазерного пучка (2) импульсов, прошедшие через ограничитель (6) и маску (7), направлялись в объектив (10), формирующий изображение, имеющее заданную апертуру, с помощью полевой линзовой системы (8) таким образом, чтобы в поперечном сечении указанного лазерного пучка импульсов в плоскости формирования изображения создавалось уменьшенное изображение распределения интенсивности, сформированного ограничителем (6) и маской (7), точное в каждой детали и имеющее заданный масштаб формирования изображения. В 1 варианте проведения пучка дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга таким образом, чтобы между объективом (10), формирующим изображение, и поверхностью подложки создавался фокус (19). Во 2 варианте проведения пучка дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга таким образом, чтобы между полевой линзовой системой (8) и объективом (10), формирующим изображение, создавался фокус (22). Устройство содержит по меньшей мере одну вакуумную кювету, окружающую область фокуса (19) и область фокуса (22). 9 з.п. ф-лы, 5 ил.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для проецирования маски пучками фемтосекундного и пикосекундного лазера.
Уровень техники
Способы и устройства для проецирования маски пучками эксимерного лазера известны и используются для микроструктурирования поверхностей твердых тел, в частности, для формирования трехмерных микроструктур посредством планомерной послойной абляции вещества с использованием, в числе прочих, и эксимерных лазеров (см., среди прочего, публикации Excimer laser technology, Ed. Dr. Dirk Basting, Lambda Physik AG Gottingen 2001, ISBN 3-00-006395-1, и Weissmantel, S.; Reisse, G.; Haehnel, F.; Bertram, R.; Boettcher, R.; Production of microstructures in wide-band-gap and organic materials using pulsed laser ablation at 157 nm wavelength; Applied Physics A 101 (2010) 491). В этих способах лазерный пучок, испускаемый эксимерным лазером с длиной волны 157 нм, 193 нм, 248 нм, 308 нм или 351 нм и имеющий практически прямоугольное поперечное сечение, неравномерное распределение интенсивности по поперечному сечению указанного лазерного пучка и малую длину когерентности, вследствие чего непригодный для целей микроструктурирования без дополнительного формирования пучка, формируют, используя гомогенизатор, который разлагает лазерный пучок на заданное число частичных пучков и вновь собирает их вместе должным образом, и полевой линзовый элемент, в результате чего в так называемом однородном пятне в местоположении Р в направлении распространения данного пучка получают лазерный пучок с заданным квадратным поперечным сечением лазерного пучка и равномерным распределением интенсивности (профилем интенсивности с плоской вершиной). В этом местоположении Р располагают маску с заданной формой прозрачных областей маски. В результате использования этой маски в однородном пятне из лазерного пучка с равномерным распределением интенсивности создается лазерный пучок с таким распределением интенсивности по поперечному сечению, которое требуется для формирования нужной микроструктуры, например, с распределением интенсивности в виде сетки; затем этот пучок с заданным уменьшающим масштабом проецируют на подложку, подлежащую структурированию, посредством фокусирующей оптики, пригодной для работы на длине волны указанного эксимерного лазера. В данном случае геометрия поперечного сечения (форма контура) распределения интенсивности лазерного пучка, сформированного маской, создается геометрической формой прозрачной области или апертурой ограничителя, расположенного на небольшом расстоянии до или после маски по ходу пучка или, предпочтительно, расположенного в контакте с маской (см., например, публикации WO 2010111798 и ЕР 2336823 А1). Минимальные размеры структуры, которую можно сформировать этим способом проецирования маски эксимерным лазером, лежат в области нескольких микрометров.
Поиск, проведенный авторами настоящего изобретения, не обнаружил других сопоставимых способов и устройств для проецирования маски фемтосекундными и пикосекундными лазерными пучками. Фемтосекундные и пикосекундные лазеры испускают лазерные пучки с центральной длиной волны, по большей части, в диапазоне от 775 нм до 1064 нм, близким к гауссовскому распределению интенсивности по поперечному сечению лазерного пучка и существенно большей длиной когерентности, чем у эксимерных лазеров. Эти фемтосекундные и пикосекундные лазерные пучки, используя имеющуюся в продаже фокусирующую оптику, преобразуют с целью формирования пучков с малым поперечным сечением фокуса и используют, например, для микроструктурирования поверхностей твердых тел. При использовании этого способа фокусировки распределение интенсивности по поперечному сечению фокуса лазерного пучка остается, соответственно, подобным гауссовскому, неравномерным: интенсивность в местоположении гауссовского радиуса составляет лишь 36,8% от значения в центре пучка (коэффициент 1/е), а интенсивность в местоположении радиуса пучка составляет лишь 13,5% от значения в центре пучка (коэффициент 1/е2).
Для формирования более равномерного распределения интенсивности по поперечному сечению фокуса фемтосекундных и пикосекундных лазерных пучков были разработаны гомогенизаторы пучка, располагаемые между выходом лазера и фокусирующей оптикой. В известных гомогенизаторах для фемтосекундных и пикосекундных лазерных пучков (см., например, публикацию A. Laskin and V. Laskin, nShaper - Refractive Beam Shaping Optics for Advanced Laser Technologies в журнале Journal of Physics: Conference Series 276 (2011) 0121 71) часть плотности энергии переносится из внутренней части поперечного сечения пучка во внешнюю часть поперечного сечения пучка с помощью системы преломляющих линз, в результате чего после выхода из гомогенизатора создается более равномерное распределение интенсивности по поперечному сечению лазерного пучка; однако до сих пор профиль интенсивности с плоской вершиной по всему поперечному сечению пучка удавалось получить лишь приблизительно.
Фокальный радиус лазерного пучка с гауссовским распределением является функцией длины волны, радиуса исходного пучка, испускаемого лазером, и фокусного расстояния, и не может быть уменьшен произвольным образом. Например, в установке FS-150-10 для фемтосекундного лазерного микроструктурирования, выпускаемой компанией 3D-Micromac AG (Хемниц, Германия), оснащенной лазером CPA 2010 производства компании Clark Inc. (США) с центральной длиной волны 775 нм, энергией импульса 1 мДж и длительностью импульса 150 фс наименьший гауссовский фокальный радиус, который удается получить при использовании объектива с фокусным расстоянием 32 мм, равен 5,7 мкм, несмотря на двукратное расширение пучка с увеличением гауссовского радиуса от 3 мм до 6 мм и использование гомогенизатора.
Недостатки известных способов фокусировки фемтосекундных и пикосекундных лазерных пучков
Для множества прикладных задач в области микроструктурирования и наноструктурирования достижимые фокальные радиусы, составляющие по меньшей мере несколько микрометров, слишком велики: они не позволяют создавать структуры размером в несколько микрометров и менее. Например, резкость краев микроструктур с размерами до нескольких десятков микрометров, создаваемых с использованием данного способа фокусировки, слишком низкая, даже в случае перекрытия импульсов лазерного пучка. С помощью этого способа фокусировки невозможно изготовить, например, оптически эффективные дифракционные решетки для видимого диапазона длин волн (постоянная решетки 1 мкм и менее), работающие на пропускание и на отражение.
Вследствие гауссовского распределения интенсивности по поперечному сечению лазерного пучка глубина абляции по поперечному сечению фокуса и, соответственно, по ширине формируемой канавки, неравномерна: в центре канавки она значительно больше, чем у края канавки. Это, в частности, приводит к высокой шероховатости поверхности, даже в случае перекрытия канавок и перемещения сфокусированного лазерного пучка по извилистой линии для абляционного удаления материала по плоскости. При микроструктурировании и при разделении стоп слоев, состоящих из нескольких слоев разных материалов с толщиной несколько нанометров, такое распределение интенсивности приводит, например, к неполному абляционному удалению материала на краях канавки или к повреждению материала подложки в центре канавки. При ширине канавок более 10 мкм этот недостаток может быть частично устранен использованием гомогенизатора пучка; тем не менее, при использовании этого способа фокусировки невозможно получить абляцией канавки меньшей ширины (1 мкм и менее) с равномерной глубиной.
Формирование заранее заданного структурированного профиля интенсивности по поперечному сечению лазерного пучка при использовании этого способа фокусировки невозможно.
Сущность изобретения
Техническое решение в соответствии с настоящим изобретением позволяет устранить недостатки ранее использовавшихся способов фокусировки фемтосекундных и пикосекундных лазерных пучков. В частности, целью настоящего изобретения является получение равномерного распределения интенсивности по всему поперечному сечению формирования изображения на поверхности подложки (поверхности обрабатываемого изделия), подлежащей обработке, и получение значительно меньших поперечных сечений формирования изображения по сравнению с фокальными поперечными сечениями, которые могут быть достигнуты с использованием вышеописанного способа фокусировки, например, области формирования изображения с круглым поперечным сечением, имеющей диаметр 1 мкм, или получение квадратной области формирования изображения, имеющей площадь 1 мкм2, при использовании лазерных пучков с центральной основной длиной волны в диапазоне, предпочтительно, составляющем от 775 нм до 1064 нм, или даже меньших поперечных сечений, например, в диапазоне нескольких сотен нанометров, при использовании удвоения частоты (SHG), утроения частоты (THG) или учетверения частоты (FHG) лазерного пучка.
При достаточно высокой, составляющей не менее 1 мДж, энергии импульса фемтосекундного или пикосекундного лазера и при возможности регулировки площади поперечного сечения однородного пятна, создаваемого этим импульсом, которая также зависит от интенсивности пучка, требуемой для структурирования, и от масштаба формируемого изображения, должно быть, более того, возможно формирование из равномерного распределения интенсивности лазерного пучка такого распределения интенсивности по поперечному сечению лазерного пучка, которое требуется для создания заданной микроструктуры, например, распределения интенсивности в виде решетки, с использованием маски, располагаемой в этом однородном пятне и имеющей заданную геометрическую форму прозрачных областей маски, а также должно быть возможно создание на подложке, подлежащей структурированию, изображения этой маски с заданным уменьшающим масштабом формирования изображения посредством соответствующей фокусирующей оптики.
Техническое решение в соответствии с настоящим изобретением содержит устройство для проецирования маски на поверхность подложки фемтосекундным или пикосекундным лазерным пучком, в котором лазерный пучок, состоящий из импульсов лазерного пучка, формируется таким образом, чтобы в некотором местоположении на оптической оси получить импульсы лазерного пучка с увеличенным поперечным сечением лазерного пучка или импульсы лазерного пучка с уменьшенным поперечным сечением лазерного пучка, причем указанный лазерный пучок имеет равномерное распределение интенсивности по своему поперечному сечению. На пути пучка в указанном местоположении последовательно расположены ограничитель с заданной геометрией апертуры ограничителя и маска с заданной геометрией апертуры маски. Указанное устройство, кроме того, содержит полевую линзовую систему и объектив, формирующий изображение, расположенные таким образом, чтобы недифрагированные и дифрагированные компоненты импульсов лазерного пучка, прошедшие через ограничитель и маску, с помощью указанной полевой линзовой системы направлялись на объектив, формирующий изображение, имеющий заданную апертуру, таким образом, чтобы в поперечном сечении лазерного пучка, состоящего из импульсов лазерного пучка, в плоскости формирования изображения создавалось уменьшенное изображение, точное в каждой детали и имеющее заданный масштаб формирования изображения, с профилем интенсивности, создаваемым ограничителем и маской. В варианте 1 проведения пучка дополнительная линзовая система, указанные полевая линзовая система и объектив, формирующий изображение, расположены относительно друг друга таким образом, чтобы между объективом, формирующим изображение, и поверхностью подложки создавался фокус 1, а в варианте 2 проведения пучка дополнительная линзовая система, полевая линзовая система и объектив, формирующий изображение, расположены относительно друг друга таким образом, чтобы между полевой линзовой системой и объективом, формирующим изображение, создавался фокус 2. Также используется по меньшей мере одна вакуумная кювета, окружающая область фокуса 1 и фокуса 2.
В еще одном предпочтительном варианте осуществления между полевой линзовой системой и объективом, формирующим изображение, расположено зеркало отклонения на 90°.
В еще одном предпочтительном варианте осуществления предусмотрены средства для изменения расстояния между главной плоскостью объектива, формирующего изображение, и поверхностью подложки, с помощью которых заданное положение плоскости формирования изображения, которое определяется как расстояние от главной плоскости объектива, формирующего изображение, до изображения, избирательно располагается над поверхностью подложки, на указанной поверхности или под ней путем изменения расстояния между главной плоскостью объектива, формирующего изображение, и поверхностью подложки.
В еще одном предпочтительном варианте осуществления указанными средствами для изменения расстояния между главной плоскостью объектива, формирующего изображение, и поверхностью подложки является ось z xyz-координатного стола, к которому данная подложка прикреплена.
В еще одном предпочтительном варианте осуществления указанными средствами для изменения расстояния между главной плоскостью объектива, формирующего изображение, и поверхностью подложки являются оси линейного перемещения, с помощью которых полевая линзовая система, прикрепленная к этим осям линейного перемещения, и объектив, формирующий изображение, могут смещаться на заданный путь вдоль оптической оси.
В еще одном предпочтительном варианте осуществления, в варианте 1 проведения пучка, между указанной по меньшей мере одной вакуумной кюветой и поверхностью подложки расположено сопло поперечной струи инертного газа.
В еще одном предпочтительном варианте осуществления, в варианте 2 проведения пучка, между объективом, формирующим изображение, и поверхностью подложки установлена система сопел инертного газа.
В еще одном предпочтительном варианте осуществления апертуры оптических компонентов, в число которых входят по меньшей мере полевая линзовая система, объектив, формирующий изображение, и по меньшей мере одна вакуумная кювета, выбирают достаточно большими, чтобы в формировании изображения на поверхности подложки участвовали и компоненты лазерного пучка, дифрагированные на заранее заданной геометрической форме апертуры используемой маски и имеющие порядок дифракции с первого до по меньшей мере третьего.
В еще одном предпочтительном варианте осуществления используемый лазер работает в режиме генерирования пачек импульсов.
В еще одном предпочтительном варианте осуществления указанное устройство дополнительно содержит расширитель пучка или средство уменьшения поперечного сечения пучка, и устройство, располагаемое между лазером и указанным расширителем пучка или средством уменьшения поперечного сечения пучка, предназначенное для генерирования второй гармоники (удвоения частоты, SHG), или третьей гармоники (утроения частоты, THG), или четвертой гармоники (учетверения частоты, FHG). Фемтосекундные или пикосекундные лазерные импульсы после выхода из лазера проходят через это устройство для генерирования, соответственно, второй гармоники (удвоения частоты, SHG), или третьей гармоники (утроения частоты, THG) или четвертой гармоники (учетверения частоты, FHG), при этом по меньшей мере один из элементов - расширитель пучка или средство уменьшения поперечного сечения пучка, дополнительная линзовая система, ограничитель, маска, полевая линзовая система, объектив, формирующий изображение, и по меньшей мере одна вакуумная кювета - имеет конструкцию, пригодную для пропускания сгенерированного светового излучения с длиной волны, равной половине, трети или четверти основной длины волны.
Краткое описание чертежей
Настоящее изобретение более подробно поясняется далее с использованием схематичных чертежей:
на фиг. 1 представлено схематичное расположение оптических компонентов системы проведения и формирования пучка для реализации способа проецирования маски фемтосекундным и пикосекундным лазером (фспсПМ);
на фиг. 2 представлен рассчитанный оптический путь лазерных пучков в системе проведения и формирования пучка в соответствии с фиг. 1 для варианта 1 проведения пучка с расположением фокуса между дополнительным линзовым элементом (16) и маской (7) и между объективом (10) и подложкой (13);
на фиг. 3 представлен рассчитанный оптический путь лазерных пучков в системе проведения и формирования пучка в соответствии с фиг. 1 для варианта 2 проведения пучка с расположением фокуса между дополнительным линзовым элементом (16) и маской (7) и между полевой линзовой системой (8) и объективом (10);
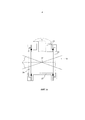
на фиг. 4а схематично представлено поперечное сечение вакуумной кюветы 1, располагаемой между дополнительным линзовым элементом (16) и маской (7), и аналогичной вакуумной кюветы 2, располагаемой между полевой линзовой системой (8) и объективом (10);
на фиг. 4b схематично представлено поперечное сечение вакуумной кюветы 2, располагаемой между объективом (10) и подложкой (13), с установленным соплом (21) поперечной струи инертного газа; и
на фиг. 5 представлен пример расположения оптических компонентов осуществленной системы проецирования маски фемтосекундным и пикосекундным лазером, в которой для снижения общих размеров системы использованы четыре отклоняющих зеркала.
Подробное раскрытие изобретения
Расположение оптических компонентов
В соответствии с фиг. 1, импульсный лазерный пучок (2) фемтосекундного или пикосекундного лазер с приблизительно гауссовским распределением интенсивности (IG) по поперечному сечению лазерного пучка после выхода из лазера (1) преобразуется по меньшей мере одним расширителем (3) пучка в лазерный пучок, тоже имеющий приблизительно гауссовское распределение интенсивности, но увеличенное поперечное сечение (IGA).
Затем указанный лазерный пучок проходит через гомогенизатор (4) и, опционально, через дополнительный линзовый элемент или дополнительную систему (16), которая в однородном пятне в местоположении (Р) на оптической оси (5) лазерного пучка (оси пучка) формирует равномерное распределение интенсивности (IAH) лазерного пучка, называемое плоским профилем интенсивности.
Для формирования заданного структурированного профиля интенсивности импульсов лазерного пучка по поперечному сечению лазерного пучка в местоположении (Р) последовательно, на очень малом, до нескольких десятых миллиметра, расстоянии друг от друга, либо в непосредственном контакте, расположены ограничитель (6) с заданной геометрией апертуры ограничителя и маска (7) с заданной геометрией апертуры маски. Недифрагированные и дифрагированные компоненты импульсов лазерного пучка, прошедшие через расположенные в однородном пятне в местоположении (Р) ограничитель (6) и маску (7), формируют изображение в плоскости (11) формирования изображения с помощью полевого линзового элемента или полевой линзовой системы (8) и, после отражения от по меньшей мере одного зеркала (9) отклонения на 90°, с помощью объектива (10). Уменьшенное изображение (14) заданного структурированного распределения интенсивности по поперечному сечению лазерного пучка, сформированного указанными ограничителем и маской, точное в каждой детали и имеющее заданный масштаб (V=(ао/as):1) формирования изображения, создается в плоскости (11) формирования изображения, заданное положение которой на расстоянии (b) от главной плоскости (35) объектива (10) выбирается над поверхностью 12 подложки, на указанной поверхности (предпочтительно), или под ней путем изменения расстояния (расстояний) между главной плоскостью (35) объектива (10) и поверхностью (12) подложки (13) (см. фиг. 1).
Указанное изменение расстояния (расстояний) между главной плоскостью (35) объектива (10), формирующего изображение, и поверхностью (12) подложки реализуется, предпочтительно, с помощью оси z xyz-координатного стола (32), на котором расположена подложка (13). В случае не смещаемой подложки указанное изменение расстояния (расстояний) также может быть реализовано с помощью осей (33, 34) линейного перемещения, соединенных с полевым линзовым элементом или полевой линзовой системой (8) и с объективом (10) и имеющих возможность смещаться на заданное расстояние вдоль оптической оси (5) без изменения свойств данной оптической системы, относящихся к формированию изображения.
Увеличение поперечного сечения лазерного пучка может быть реализовано посредством расширителя (3) пучка, при этом поперечное сечение лазерного пучка в однородном пятне в плоскости маски (7) после такого увеличения поперечного сечения, фокусное расстояние дополнительного линзового элемента или дополнительной линзовой системы (16) и масштаб V формирования изображения, который можно реализовать, зависят от энергии импульса лазерного пучка и должны быть согласованы между собой так, чтобы в плоскости (11) формирования изображения создавалась плотность энергии лазерного пучка, необходимая для запланированной операции лазерной обработки. Если пучок, испускаемый лазером, имеет слишком низкую энергию импульса, в результате чего плотность энергии в плоскости маски (7) слишком мала для абляции материала в плоскости (11) формирования изображения при заданном масштабе V формирования изображения, то на месте расширителя (3) пучка должно использоваться средство уменьшения поперечного сечения пучка. Это может требоваться, например, в случае удвоения частоты (SHG), утроения частоты (THG) или учетверения частоты (FHG) основной длины волны лазерного пучка с помощью опционального устройства (15); например, при удвоении частоты лазера CPA 2010 компании Clark Inc., имеющего центральную основную длину волны 775 нм, для использования доступно лишь приблизительно 40% исходной энергии импульса лазерного пучка с основной длиной волны, а если частота утраивается, то - лишь приблизительно 6-8%. Площадь маски, которую можно использовать, будет, соответственно, очень мала, но ее будет достаточно для реализации, при малой апертуре ограничителя или апертуре маски, т.е., при очень малом поперечном сечении пучка при формировании изображения на подложке, например, 1 мкм2 и менее, очень тонких отверстий и точных краев структуры, а также, в случае абляции послойно структурированного материала, очень малых трехмерных микроструктур (3D-структур).
Формирование изображения (14) распределения интенсивности по поперечному сечению лазерного пучка, сформированного ограничителем (6) и маской (7), точного в каждой детали и уменьшенного согласно заданному масштабу (V) формирования изображения, и, соответственно, формирование заданной микроструктуры с помощью данного способа проецирования маски фемтосекундным или пикосекундным лазером возможно только тогда, когда компоненты лазерного пучка, дифрагированного на прозрачных областях маски, например, на маске, представляющей собой линейную решетку, тоже достигают плоскости (11) формирования изображения и вносят свой вклад в формирование изображения, поскольку в противном случае информация теряется, и геометрическая форма прозрачных областей маски, и, соответственно, созданный маской заданный структурированный профиль интенсивности лазерного пучка воспроизводятся в плоскости формирования изображения лишь приблизительно. Поэтому все оптические компоненты, расположенные после маски (7), должны иметь апертуру, достаточно большую для того, чтобы компоненты дифрагированного лазерного пучка тоже воспроизводились и могли внести свой вклад в формирование изображения. Расчеты и эксперименты показали, что для получения в плоскости (11) формирования изображения точного в каждой детали изображения с профилем интенсивности лазерного излучения, созданным маской, в формировании изображения также должны принимать участие дифрагированные пучки до по меньшей мере третьего порядка дифракции.
Высокие плотности фотонов в фокусах фемтосекундных и пикосекундных лазерных пучков приводят к образованию в фокальных зонах системы проведения и формирования пучка интенсивной плазмы из воздуха или инертного газа, используемого на пути пучка для защиты оптических компонентов от загрязнения (см. также фиг. 2 и 3). Эта порожденная лазером плазма вызывает поглощение и рассеяние компонентов лазерного пучка со следующими последствиями: плазма, образующаяся в промежуточном фокусе (17) на пути лазерного пучка между гомогенизатором (4) и маской (7) снижает равномерность распределения плотности энергии в лазерном пучке в плоскости маски (7); плазма, образующаяся в фокусе 1 (19), находящемся на фокусном расстоянии (f) объектива (10), и плазма, образующаяся в фокусе 2 (22) между полевой линзовой системой (8) и объективом (10), приводит к снижению качества формирования геометрической формы апертуры маски в плоскости (11) формирования изображения, например, к снижению резкости краев, что не дает возможности получения равномерной абляции материала на подложке (13) в областях, определяемых геометрическими формами апертуры маски (7). Таким образом, эта плазма влияет на оптическое качество расположенных далее компонентов лазерного пучка, особенно при высоких частотах повторения лазерных импульсов, и вызывает снижение точности формирования деталей изображения и, как следствие, деталей формируемой микроструктуры.
Чтобы предотвратить образование плазмы, на пути пучка в фокальных областях (17, 19, 22) установлены вакуумные кюветы (18, 20, 23). Эти кюветы, окружающие фокальные области и имеющие два окна (25), покрытые прозрачной системой интерференционных слоев, или одно окно (25) и одну точечную диафрагму (26), обеспечивающие проведение лазерного излучения практически без потерь, откачиваются до по меньшей мере предварительного вакуума и должны учитываться в расчете всей оптической системы. Как вариант, вся оптическая система, начиная от выхода лазера (1) и заканчивая объективом (10), формирующим изображение, может размещаться в вакуумной камере.
Особым режимом работы, ранее разработанным для некоторых типов пикосекундных лазеров, является режим генерирования пачек импульсов. В отличие от работы пикосекундного лазера в режиме отдельных импульсов с заданной частотой повторения, в режиме генерирования пачек импульсов создаются не пикосекундные импульсы лазерного пучка, а пачки пикосекундных импульсов лазерного пучка с интервалом между отдельными импульсами в серии (пачке) в области нескольких десятков наносекунд, как правило, 20 нс, и интервалом между пачками от 10-3 до 10-7 с, как правило 10 мкс, т.е., с частотой следования пачек (частотой повторения лазера) от 1 кГц до 10 МГц. Наибольшая возможная частота повторения пикосекундного лазера в режиме генерирования пачек импульсов зависит от количества индивидуальных импульсов в пачке и соответственно ограничена. Длительность индивидуального импульса пикосекундного лазера и длительность импульса в режиме генерирования пачек импульсов равны. Серия импульсов (пачка) может, с возможностью изменения, содержать до 20 индивидуальных пикосекундных импульсов. При этом энергия индивидуального импульса в пачке может экспоненциально снижаться в соответствии с функцией, типичной для лазерного прибора в случае одинакового интервала между индивидуальными импульсами в пачке (например, в пачке импульсов пикосекундного лазера «Lumera Hyperrapid» компании Lumera Laser GmbH), или распределение энергии импульса по индивидуальным импульсам в пачке может заранее задаваться таким образом, что энергия индивидуальных импульсов в пачке остается неизменной, снижается или повышается, либо энергия индивидуальных импульсов в пачке вначале снижается, а затем снова увеличивается; кроме того, возможно подавление импульса или множества импульсов в пачке (например, в режиме FlexBurst™ лазеров Time-Bandwidth Duetto™ и Time-Bandwidth Fuego™ компании Time-Bandwidth Products). В режиме работы пикосекундного лазера с генерированием пачек импульсов также возможно удвоение частоты или утроение частоты (SHG или THG) лазерного излучения. Обработка пикосекундным лазером в режиме генерирования пачек импульсов по сравнению с обработкой индивидуальными импульсами имеет следующие преимущества:
- более высокая интенсивность абляции при структурировании металлических образцов по сравнению с облучением индивидуальными пикосекундными импульсами такой же энергии, как суммарная энергия пачки, т.е. в случае, когда плотности энергии индивидуальных импульсов и пачек равны, и в случае одинакового межимпульсного интервала (степени перекрытия) индивидуальных импульсов и пачек, т.е., в случае одинаковой частоты повторения индивидуальных импульсов и частоты повторения пачек;
- более высокое качество, в частности, меньшая шероховатость поверхности структурных элементов, сформированных на металлических изделиях по сравнению с облучением индивидуальными пикосекундными импульсами в случае одинаковой степени перекрытия, даже при более высоких плотностях энергии пачки.
Генерирование фемтосекундных импульсов лазерного пучка в режиме генерирования пачек импульсов пока находится на этапе фундаментального исследования (например, J. Hernandez-Ruedal, J. Siegel, D. Puerto2, M. Galvan-Sosa, W. Gawelda3, and J. Solis: Ad-hoc design of temporally shaped fs laser pulses based on plasma dynamics for deep ablation in fused silica, Appl.Phys. A (2013) 112).
1 вариант проведения пучка в системе проведения и формирования пучка
В 1 варианте проведения пучка в соответствии с фиг. 2 используются дополнительный линзовый элемент (16), полевая линзовая система (8), состоящая, например, из двух линзовых элементов, и объектив (10), состоящий, например, из двух линзовых элементов. На фиг. 2 показаны только главные плоскости указанных линзовых элементов. Промежуточный фокус (17) данного пути пучка расположен между дополнительным линзовым элементом (16) и комбинацией (6, 7) ограничителя и маски. Фокус 1 (19) оптической системы формирования изображения, состоящей из полевой линзовой системы (8) и объектива (10), расположен между объективом (10) и поверхностью (12) подложки; плоскость (11) формирования изображения расположена на поверхности (12) подложки. Выделенная цветом область (2а) иллюстрирует распространение дифрагированных компонентов фемтосекундного лазерного пучка с центральной длиной волны 775 нм, имеющих порядок дифракции с первого по пятый, испускаемых, например, из центра маски (7), представляющей собой линейную решетку с периодом решетки 200 мкм, предназначенной для формирования распределения интенсивности пучка, подобного обозначенному на фиг. 1 как (14), но с большим числом промежутков (что не показано на фиг. 1), для обеспечения пропускания и дифрагирования излучения. Вакуумная кювета 1 (18) окружает промежуточный фокус (17), вакуумная кювета 2 (20) окружает фокус 1 (19). Плоскость (11) формирования изображения расположена на поверхности (12) подложки. Пунктирными прямоугольниками показаны дополнительные зеркала (29, 30, 31) отклонения на 90°, которые могут быть использованы для изгиба пути пучка с повышением компактности всей системы проведения и формирования пучка (см. фиг. 5). Однако при наличии достаточно протяженного пространства вся оптическая система может быть осуществлена и без зеркал (9, 29, 30, 31) отклонения.
Вакуумная кювета 1 (18), схематично показанная на фиг. 4а, состоит из двух взаимозаменяемых параллельных круглых окон (25), изготовленных из материала, прозрачного на длине волны лазера, и полого цилиндрического сепаратора (27), содержащего фланец (28) для присоединения вакуумного насоса. Окна вакуум-плотно соединены с сепаратором. Вакуумная кювета 1 (18) расположена таким образом, чтобы фокус (17) лазерного пучка располагался в центре этой кюветы. Чтобы окна (25), покрытые с обеих сторон системой интерференционных слоев, пропускающей свет с длиной волны лазера, подвергались как можно меньшему воздействию пучка, расстояние вдоль оптической оси между внутренними поверхностями окон составляет по меньшей мере 100 мм.
Вакуумная кювета 2 (20), схематично показанная на фиг. 4b, имеет только одно прозрачное окно (25) для пропускания лазерного излучения, выходящего из линзы; диаметр поверхности прозрачного окна должен выбираться достаточно большим, чтобы обеспечивать беспрепятственное проведение дифрагированных компонентов (2а) лазерного пучка с порядками дифракции по меньшей мере с первого по третий (см. фиг. 2).
На место окна для вывода лазерного излучения после фокуса в направлении поверхности (12) подложки установлен диск с точечной диафрагмой (26) для пропускания лазерного излучения; это сделано потому, что интенсивность лазерного излучения в этой области может превышать пороговое значение разрушения материала окна. Поперечное сечение точечной диафрагмы (26) лишь немного больше общего поперечного сечения лазерного пучка в данном месте, и, например, для планируемого применения в области микроструктурирования и наноструктурирования, лежит в диапазоне от одного до нескольких десятков квадратных микрометров. Вакуум, необходимый для предотвращения возникновения плазмы в области фокуса (19), достигается с помощью вакуумного насоса с достаточно высокой производительностью откачки. Для защиты окна (25) вакуумной кюветы 2 (20) от загрязнения материалом, испаренным с подложки (13), установлено сопло (21) подачи поперечной струи инертного газа, создающее поперечный поток газа между вакуумной кюветой (20) и подложкой (13).
1 вариант проведения пучка предпочтительно применим для получения изображений с очень малыми поперечными сечениями с целью формирования структур с размерами деталей в микрометровом и нанометровом диапазонах, поскольку после фокуса 1 нет никаких оптических компонентов, аберрационные погрешности (например, аберрации линзовых элементов) которых могли бы отрицательно повлиять на точность передачи деталей в изображении.
2 вариант проведения пучка в системе проведения и формирования пучка
Во 2 варианте проведения пучка в соответствии с фиг. 3 также используются дополнительный линзовый элемент (16), полевая линзовая система (8), состоящая из двух линзовых элементов, и объектив (10), состоящий, например, из двух линзовых элементов. На фиг. 3 показаны только главные плоскости указанных линзовых элементов. Промежуточный фокус (17) на пути пучка и в этом случае расположен между дополнительным линзовым элементом (16) и комбинацией (6, 7) ограничителя и маски. Во 2 варианте проведения пучка фокус 2 (22) оптической системы формирования изображения, состоящей из полевой линзовой системы (8) и объектива (10), расположен между полевой линзовой системой (8) и объективом (10) таким образом, что для предотвращения возникновения плазмы в области фокуса 2 (22) может быть использована вакуумная кювета (23) с двумя прозрачными для лазерного излучения окнами (см. фиг. 4а); диаметр поверхности прозрачного окна должен выбираться достаточно большим, чтобы обеспечивать беспрепятственное проведение дифрагированных компонентов (2а) лазерного пучка с порядками дифракции по меньшей мере с первого по третий (см. фиг. 3). Плоскость (11) формирования изображения расположена на поверхности (12) подложки. Для защиты объектива (10) от загрязнения материалом, испаренным с подложки (13), установлена система (24) сопел подачи инертного газа, создающая поток газа между объективом (10) и подложкой (13).
Пунктирными прямоугольниками показаны дополнительные зеркала (29, 30, 31) отклонения на 90°, которые могут быть использованы для изгиба пути пучка с повышением компактности всей системы проведения и формирования пучка (см. фиг. 5).
Однако при наличии достаточно протяженного пространства вся оптическая система может быть осуществлена и без зеркал (9, 29, 30, 31) отклонения.
2 вариант проведения пучка предпочтительно применим для получения изображений с относительно большими поперечными сечениями в диапазоне от нескольких десятков квадратных микрометров до 1 мм2.
Пример варианта осуществления: проецирование маски фемтосекундным лазером, 2 вариант проведения пучка
Фиг. 5 представляет систему проецирования маски фемтосекундным лазером, в которой реализован 2 вариант проведения пучка (см. фиг. 3). Стрелками с измеренными значениями около них показаны расстояния в миллиметрах между оптическими компонентами. С целью реализации компактной системы, предназначенной для микроструктурирования с использованием способа фокусировки фемтосекундного лазера, и возможности ее встраивания в установку FS-150-10 фемтосекундного лазерного микроструктурирования компании «3D-Mikromac AG», использованы четыре зеркала (29, 30, 31, 9) отклонения на 90°. В этой установке в качестве фемтосекундного лазера используется лазер типа Clark MXR РА 2010, имеющий следующие характеристики: центральная длина волны 775 нм, длительность импульса 150 фс, энергия импульса 1 мДж, частота повторения импульсов 1 кГц; диаметр пучка у выхода из лазера 3 мм, гауссовское распределение интенсивности по поперечному сечению лазерного пучка. Диаметр пучка увеличен до Rs=6 мм с помощью расширителя (3) пучка, а в однородном пятне в местоположении Р с помощью гомогенизатора (4) и дополнительного линзового элемента (16) создано распределение интенсивности с плоской вершиной при плотности энергии в импульсе лазерного пучка 3 мДж/см2. В данном случае указанное распределение интенсивности в импульсе лазерного пучка создано в однородном пятне в местоположении Р, где расположена маска (7), с помощью маски (6), имеющей квадратную апертуру с длиной сторон ао=3,54 мм.
С помощью полевой линзовой системы (8) и имеющего фокусное расстояние 100 мм объектива (10), формирующего изображение, на расстоянии b=110 мм до изображения в плоскости (11) формирования изображения создается уменьшенное изображение (14) сформированного ограничителем (6) поперечного сечения лазерного пучка, и сформированного маской (7) распределения интенсивности лазерного пучка, при масштабе формирования изображения V=11:1 и плотности энергии в импульсе лазерного пучка 280 мДж/см2.
Технический результат изобретения
Предлагаемый способ проецирования маски фемтосекундным и пикосекундным лазером дает возможность формирования микроструктур с размером деталей до субмикрометрового диапазона. Такими структурами могут быть, например, оптические дифракционные решетки с периодом решетки 1 мкм и менее для видимого диапазона длин волн. Трехмерные микроструктуры, формируемые, предпочтительно, послойной структурированной абляцией, обладают высокой резкостью краев, большой крутизной стенок, низкой шероховатостью стенок и оснований. При структурировании хрупких материалов благодаря низкой тепловой и ударно-волновой нагрузке на смежные, не подвергаемые структурированию области подложки, в значительной мере исключаются видоизменения материала и растрескивания на краях структур. В случае достаточно высокой энергии импульса используемых лазеров и достаточно большого допустимого размера поперечного сечения однородного пятна и, как следствие, и маски, в микродиапазоне возможна обработка несколькими пучками, например, одновременное формирование структур в форме борозд и усеченных геометрических тел или параллельное структурирование или разделение стоп тонких слоев посредством частичных пучков, сформированных таким образом в случае одинаковой заданной геометрической формы апертур пропускающих масок и расстояния между ними.
Claims (19)
1. Устройство для микроструктурирования поверхности подложки путем воздействия на нее проецированными посредством маски фемтосекундными или пикосекундными лазерными пучками, содержащее:
фемтосекундный или пикосекундный лазер, создающий импульсный лазерный пучок (2),
ограничитель (6) с заданной геометрией апертуры и маску (7) с заданной геометрией апертуры, которые последовательно расположены на пути лазерного пучка на расстоянии друг от друга, или в непосредственном контакте, определяют местоположение (Р) на оптической оси (5) и выполнены с возможностью формирования лазерного пучка (2) в упомянутом местоположении (Р), состоящего из импульсов лазерного пучка с увеличенным поперечным сечением или импульсов лазерного пучка с уменьшенным поперечным сечением по отношению к поперечному сечению исходного импульсного лазерного пучка фемтосекундного или пикосекундного лазера, и с равномерным распределением интенсивности по своему поперечному сечению,
полевую линзовую систему (8) и объектив (10) формирования изображения, расположенные таким образом, чтобы недифрагированные и дифрагированные компоненты лазерного пучка импульсов, прошедшие через ограничитель (6) и маску (7), были направлены в формирующий изображение объектив (10) с заданной апертурой с помощью полевой линзовой системы (8) и в поперечном сечении указанного лазерного пучка импульсов в плоскости (11) формирования изображения было создано уменьшенное изображение (14) с профилем интенсивности, созданным указанными ограничителем и маской, точное в каждой детали и имеющее заданный масштаб (V) формирования изображения,
и дополнительную линзовую систему (16),
при этом дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга с возможностью расположения фокуса (19) лазерного пучка между объективом (10), формирующим изображение, и поверхностью (12) подложки,
или дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга с возможностью создания фокуса (22) лазерного пучка между полевой линзовой системой (8) и объективом (10), формирующим изображение,
при этом устройство содержит по меньшей мере одну вакуумную кювету, окружающую фокус (19) или фокус (22), выполненную с возможностью вакуумирования для предотвращения возникновения плазмы в области фокуса.
2. Устройство по п. 1, отличающееся тем, что между полевой линзовой системой (8) и объективом (10), формирующим изображение, расположено зеркало (9) отклонения на 90°.
3. Устройство по п. 1 или 2, отличающееся тем, что оно содержит средства для изменения расстояния между главной плоскостью (35) объектива (10), формирующего изображение, и поверхностью (12) подложки, выполненные с возможностью обеспечения заданного положения плоскости (11) формирования изображения, определяемого как расстояние (b) от главной плоскости (35) объектива (10), формирующего изображение, до изображения над поверхностью (12) подложки, на указанной поверхности, или под ней путем изменения расстояния между главной плоскостью указанного объектива, формирующего изображение, и поверхностью (12) подложки.
4. Устройство по п. 3, отличающееся тем, что указанными средствами для изменения расстояния между главной плоскостью (35) объектива (10), формирующего изображение, и поверхностью (12) подложки является ось z xyz-координатного стола (32), к которому прикреплена подложка (13).
5. Устройство по п. 3, отличающееся тем, что указанными средствами для изменения расстояния между главной плоскостью (35) объектива (10), формирующего изображение, и поверхностью (12) подложки являются оси (33, 34) линейного перемещения, обеспечивающие возможность смещения линзовой системы (8), прикрепленной к этим осям линейного перемещения, и объектива (10), формирующего изображение, на заданное расстояние вдоль оптической оси (5).
6. Устройство по п. 1, отличающееся тем, что дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга с возможностью расположения фокуса (19) между объективом (10), формирующим изображение, и поверхностью (12) подложки, при этом между по меньшей мере одной вакуумной кюветой (20) и поверхностью (12) подложки расположено сопло (21) поперечной струи инертного газа.
7. Устройство по п. 1, отличающееся тем, что дополнительная линзовая система (16), полевая линзовая система (8) и объектив (10), формирующий изображение, расположены относительно друг друга с возможностью создания фокуса (22) между полевой линзовой системой (8) и объективом (10), формирующим изображение, при этом между объективом (10), формирующим изображение, и поверхностью (12) подложки установлена система (24) сопел инертного газа.
8. Устройство по п. 1, отличающееся тем, что апертуры оптических компонентов, в число которых входят по меньшей мере полевая линзовая система (8), объектив (10), формирующий изображение, и по меньшей мере одна вакуумная кювета, выполнены размерами, обеспечивающими формирование изображения на поверхности подложки посредством компонентов лазерного пучка, претерпевших дифракцию на заданной геометрической форме апертуры используемой маски (7) и имеющих порядок дифракции с первого до по меньшей мере третьего.
9. Устройство по п. 1, отличающееся тем, что используемый лазер (1) работает в режиме генерирования пачек импульсов.
10. Устройство по п. 1, отличающееся тем, что оно дополнительно содержит расширитель (3) пучка или средство (3) уменьшения поперечного сечения пучка,
устройство (15), расположенное между лазером (1) и указанным расширителем (3) пучка или средством (3) уменьшения поперечного сечения пучка, предназначенное для генерирования второй, или третьей, или четвертой гармоник, при этом фемтосекундные или пикосекундные лазерные импульсы соответственно проходят через устройство (15) после выхода из лазера (1),
при этом по меньшей мере одно из расширителя (3) пучка или средства (3) уменьшения поперечного сечения пучка, дополнительной линзовой системы (16), ограничителя (6), маски (7), полевой линзовой системы (8), объектива (10), формирующего изображение, и по меньшей мере одной вакуумной кюветы имеют конструкцию, пригодную для пропускания сгенерированного светового излучения с длиной волны, равной половине, трети или четверти основной длины волны.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14167931.6A EP2944413A1 (de) | 2014-05-12 | 2014-05-12 | Vorrichtung zur Maskenprojektion von Femtosekunden- und Pikosekunden- Laserstrahlen mit einer Blende, einer Maske und Linsensystemen |
| EP14167931.6 | 2014-05-12 | ||
| PCT/IB2015/053494 WO2015173735A1 (en) | 2014-05-12 | 2015-05-12 | Device for mask projection of femtosecond and picosecond laser beams with a blade, a mask and lenses' systems |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| RU2016147555A RU2016147555A (ru) | 2018-06-14 |
| RU2016147555A3 RU2016147555A3 (ru) | 2018-11-01 |
| RU2689018C2 true RU2689018C2 (ru) | 2019-05-23 |
Family
ID=50687336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016147555A RU2689018C2 (ru) | 2014-05-12 | 2015-05-12 | Устройство для проецирования маски пучком фемтосекундного и пикосекундного лазера, содержащее ограничитель, маску и системы линз |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10780525B2 (ru) |
| EP (2) | EP2944413A1 (ru) |
| CN (1) | CN106457467B (ru) |
| BR (1) | BR112016024485B1 (ru) |
| RU (1) | RU2689018C2 (ru) |
| WO (1) | WO2015173735A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2777831C1 (ru) * | 2022-03-23 | 2022-08-11 | Общество с ограниченной ответственностью "УралСибМонтаж" | Устройство для лазерного термоупрочнения резьбы и способ лазерного термоупрочнения резьбы |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2944413A1 (de) | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Vorrichtung zur Maskenprojektion von Femtosekunden- und Pikosekunden- Laserstrahlen mit einer Blende, einer Maske und Linsensystemen |
| EP3037253A1 (en) | 2014-12-22 | 2016-06-29 | Boegli-Gravures S.A. | Micro-embossing |
| CN106141427B (zh) * | 2015-04-27 | 2018-05-18 | 维嘉数控科技(苏州)有限公司 | 自动获取激光焦点的方法 |
| DE102015211999A1 (de) * | 2015-06-29 | 2016-12-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Laserbearbeitungskopf und Laserbearbeitungsmaschine damit |
| EP3184292A1 (de) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Vorrichtung zum feinprägen von verpackungsmaterial mit einem satz prägewalzen des patrizen-matrizentyps |
| EP3251825A1 (en) | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Method and device for embossing planar material |
| EP3300612A1 (en) | 2016-10-03 | 2018-04-04 | Boegli-Gravures S.A. | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
| EP3339012A1 (en) | 2016-12-20 | 2018-06-27 | Boegli-Gravures S.A. | Method and embossing structure for maximizing pressure buildup at rotational embossing of foils |
| DE102017206461B4 (de) * | 2017-04-13 | 2019-05-02 | Schott Ag | Vorrichtung und Verfahren zum laserbasierten Trennen eines transparenten, sprödbrechenden Werkstücks |
| EP3415306A1 (en) | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Method and embossing structure using high density pressure for creating shadowed or curved highly reflective areas on rotationally embossed foils |
| EP3437849A1 (en) | 2017-08-03 | 2019-02-06 | Boegli-Gravures SA | Tool and method for embossing packaging material with an embossing pattern having a code with low visibility |
| RU2765594C1 (ru) | 2018-06-26 | 2022-02-01 | Бёльи-Гравюр Са | Способ и устройство для тиснения рельефных структур |
| US20200316722A1 (en) * | 2019-04-02 | 2020-10-08 | Asm Technology Singapore Pte Ltd | Optimised laser cutting |
| JP2022533908A (ja) * | 2019-04-16 | 2022-07-27 | アペラム | 物質表面に虹色視覚効果を生じさせる方法、その方法を実行するためのデバイス、それにより得られた部品 |
| JP7353171B2 (ja) * | 2019-12-26 | 2023-09-29 | 株式会社ディスコ | レーザー加工装置 |
| EP3964356A1 (en) | 2020-09-03 | 2022-03-09 | Boegli-Gravures SA | A method and system for manufacturing an embossing device by using an etch mask |
| EP3964355A1 (en) | 2020-09-03 | 2022-03-09 | Boegli-Gravures S.A. | A method and system for manufacturing an embossing device |
| CN112222609A (zh) * | 2020-09-22 | 2021-01-15 | 中国科学院上海光学精密机械研究所 | 高峰值功率激光焦点的定位方法 |
| CN113296178B (zh) * | 2021-06-09 | 2022-07-19 | 中国工程物理研究院激光聚变研究中心 | 一种co2激光在熔石英表面直接制备正弦相位光栅的方法 |
| EP4177057A1 (en) | 2021-11-05 | 2023-05-10 | Boegli-Gravures S.A. | Method for engraving code patterns in a solid piece's tool surface |
| CN114406450B (zh) * | 2022-01-25 | 2023-11-07 | 中国工程物理研究院激光聚变研究中心 | 一种激光加工中高均匀紧聚焦长光针的调控装置与方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1508468A1 (ru) * | 1988-01-14 | 1995-01-20 | Ю.В. Лакиза | Устройство для лазерной обработки |
| US20030127441A1 (en) * | 2002-01-07 | 2003-07-10 | Haight Richard A. | Debris minimization and improved spatial resolution in pulsed laser ablation of materials |
| JP2003211278A (ja) * | 2002-01-22 | 2003-07-29 | Sumitomo Heavy Ind Ltd | レーザ加工装置 |
| US20050059265A1 (en) * | 2003-09-16 | 2005-03-17 | The Trustees Of Columbia University In The City Of New York | Systems and methods for processing thin films |
| RU2401185C2 (ru) * | 2006-03-02 | 2010-10-10 | Корея Рисерч Инститьют Оф Стэндардс Энд Сайенс | Способ лазерной обработки и устройство обработки, основанные на обычных вызванных лазером изменениях материала |
| RU2440084C2 (ru) * | 2006-02-20 | 2012-01-20 | Вейвлайт Аг | Устройство и способ определения расположения фокуса оптической системы и офтальмологическое лечебное устройство |
| US20120243094A1 (en) * | 2009-12-18 | 2012-09-27 | Boegli-Gravures S.A. | Method and device for producing color pattern by means of diffraction gratings |
Family Cites Families (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0139066B1 (de) | 1983-10-21 | 1988-03-30 | Boegli-Gravures | Vorrichtung zum Satinieren einer Folie |
| US5359176A (en) * | 1993-04-02 | 1994-10-25 | International Business Machines Corporation | Optics and environmental protection device for laser processing applications |
| CH688205A5 (de) | 1994-06-06 | 1997-06-13 | Boegli Gravures Sa | Vorrichtung zur Behandlung von Flachmaterial. |
| GB9514558D0 (en) * | 1995-07-17 | 1995-09-13 | Gersan Ets | Marking diamond |
| PT925911E (pt) | 1997-12-19 | 2001-01-31 | Boegli Gravures Sa | Dispositivo para acetinar uma folha utilizacao deste dispositivo e processo para o funcionamento deste dispositivo |
| SE9800665D0 (sv) * | 1998-03-02 | 1998-03-02 | Micronic Laser Systems Ab | Improved method for projection printing using a micromirror SLM |
| US6333485B1 (en) * | 1998-12-11 | 2001-12-25 | International Business Machines Corporation | Method for minimizing sample damage during the ablation of material using a focused ultrashort pulsed beam |
| US6262390B1 (en) * | 1998-12-14 | 2001-07-17 | International Business Machines Corporation | Repair process for aluminum nitride substrates |
| US6359257B1 (en) * | 1999-02-19 | 2002-03-19 | Lsp Technologies, Inc. | Beam path clearing for laser peening |
| EP1048369A1 (de) | 1999-03-22 | 2000-11-02 | Boegli-Gravures S.A. | Prägevorrichtung für flächenhaft ausgedehntes Material |
| AU772613B2 (en) | 1999-05-06 | 2004-05-06 | Boegli-Gravures S.A. | Device for embossing a foil, application of the device, method for its manufacture, and method for the operation of the device |
| CN1273905A (zh) | 1999-05-17 | 2000-11-22 | 伯格利-格拉维瑞斯股份有限公司 | 处理扁平材料的设备 |
| CN1277133A (zh) * | 1999-06-10 | 2000-12-20 | 吴建良 | 一种高效防伪掩模式激光打标装置 |
| CN2382502Y (zh) * | 1999-06-10 | 2000-06-14 | 吴建良 | 一种高效防伪掩模式激光打标装置 |
| JP2001321979A (ja) * | 2000-05-12 | 2001-11-20 | Matsushita Electric Ind Co Ltd | レーザー穴加工機の加工粉集塵装置 |
| US6715411B1 (en) | 2000-05-17 | 2004-04-06 | Boegli Gravures S.A. | Device for the treatment of flat materials |
| US6665998B1 (en) | 2000-05-17 | 2003-12-23 | Boegli-Gravures Sa | Embossing device for planar materials |
| JP3479833B2 (ja) * | 2000-08-22 | 2003-12-15 | 日本電気株式会社 | レーザ修正方法および装置 |
| US6580053B1 (en) * | 2000-08-31 | 2003-06-17 | Sharp Laboratories Of America, Inc. | Apparatus to control the amount of oxygen incorporated into polycrystalline silicon film during excimer laser processing of silicon films |
| JP3944078B2 (ja) | 2000-10-13 | 2007-07-11 | ボエグリ − グラビュル ソシエテ アノニム | 平坦な材料をしぼ加工すると同時にエンボス加工する装置 |
| JP4528486B2 (ja) | 2001-03-26 | 2010-08-18 | ボエグリ − グラビュル ソシエテ アノニム | 平坦材料の処理装置 |
| DE10123097B8 (de) * | 2001-05-07 | 2006-05-04 | Jenoptik Automatisierungstechnik Gmbh | Werkzeugkopf zur Lasermaterialbearbeitung |
| US6635844B2 (en) * | 2002-01-03 | 2003-10-21 | United Microelectronics Corp. | Apparatus for on-line cleaning a wafer chuck with laser |
| JP4459514B2 (ja) * | 2002-09-05 | 2010-04-28 | 株式会社半導体エネルギー研究所 | レーザーマーキング装置 |
| TW200414280A (en) * | 2002-09-25 | 2004-08-01 | Adv Lcd Tech Dev Ct Co Ltd | Semiconductor device, annealing method, annealing apparatus and display apparatus |
| EP1437213A1 (de) | 2002-12-23 | 2004-07-14 | Boegli-Gravures S.A. | Vorrichtung zum Satinieren und Prägen von Flachmaterial |
| NL1022860C2 (nl) * | 2003-03-06 | 2004-09-07 | Concepto Worldwide Ltd | Inrichting voor het stimuleren van het vrouwelijk geslachtsorgaan, verpakking en doseerorgaan. |
| JP4205486B2 (ja) * | 2003-05-16 | 2009-01-07 | 株式会社ディスコ | レーザ加工装置 |
| GB2414954B (en) * | 2004-06-11 | 2008-02-06 | Exitech Ltd | Process and apparatus for ablation |
| EP1609587B1 (en) | 2004-06-22 | 2008-12-03 | Boegli-Gravures S.A. | Device for the embossing and satining of flat materials |
| US7744770B2 (en) * | 2004-06-23 | 2010-06-29 | Sony Corporation | Device transfer method |
| WO2007012215A1 (de) | 2005-07-28 | 2007-02-01 | Boegli-Gravures Sa | Verfahren und vorrichtung zur gezielten strukturierung einer oberfläche mit einer laseranlage |
| ATE433852T1 (de) | 2006-06-15 | 2009-07-15 | Boegli Gravures Sa | Verfahren und vorrichtung zur authentifizierung von identifikationsmarkierungen auf verpackungsfolie oder verpackung |
| JP4404085B2 (ja) * | 2006-11-02 | 2010-01-27 | ソニー株式会社 | レーザ加工装置、レーザ加工ヘッド及びレーザ加工方法 |
| EP1925443B9 (de) | 2006-11-22 | 2012-11-14 | Boegli-Gravures S.A. | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien |
| EP2153421A1 (en) | 2007-05-04 | 2010-02-17 | Boegli-Gravures S.A. | Method and device for the recognition of an authenticating mark on an enveloped surface of an object |
| EP2027993A1 (de) | 2007-08-23 | 2009-02-25 | Boegli-Gravures S.A. | Vorrichtung zur Vorbereitung von Verpackungspapier auf den anschliessenden Verpackungsprozess |
| US8274735B2 (en) * | 2007-09-14 | 2012-09-25 | Fry Robert C | Analytical laser ablation of solid samples for ICP, ICP-MS, and FAG-MS analysis |
| JP5490111B2 (ja) | 2008-06-26 | 2014-05-14 | ボエグリ − グラビュル ソシエテ アノニム | 包装用フォイルをサテン光沢処理しエンボス加工するデバイス |
| US9993895B2 (en) * | 2009-03-30 | 2018-06-12 | Boegli-Gravures Sa | Method and device for structuring the surface of a hard material coated solid body by means of a laser |
| ES2541834T3 (es) | 2009-03-30 | 2015-07-27 | Boegli-Gravures S.A. | Procedimiento y dispositivo para estructurar una superficie de cuerpo sólido con un revestimiento duro con un láser que utilizan máscara y diafragma |
| EP2336823A1 (de) | 2009-12-18 | 2011-06-22 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zur Herstellung von Masken für eine Laseranlage zur Erzeugung von Mikrostrukturen. |
| EP2353858A1 (de) | 2010-02-09 | 2011-08-10 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Umhüllungsfolien |
| JP5853210B2 (ja) * | 2010-04-20 | 2016-02-09 | パナソニックIpマネジメント株式会社 | レーザ光源及びレーザ加工機 |
| EP2399732A1 (de) | 2010-06-22 | 2011-12-28 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Folien |
| EP2468493A1 (de) | 2010-12-23 | 2012-06-27 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Folien |
| US8582612B2 (en) * | 2011-01-27 | 2013-11-12 | Applied Energetics, Inc. | Optical amplifier for microwave bursts |
| EP2511088A1 (de) | 2011-04-12 | 2012-10-17 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zur Herstellung einer Verpackung für Rauchartikel |
| ES2723791T3 (es) | 2011-09-23 | 2019-09-02 | Boegli Gravures Sa | Método y dispositivo para producir una superficie estructurada sobre un rodillo de estampación de acero |
| EP2572820A1 (de) | 2011-09-23 | 2013-03-27 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zum Erzeugen einer strukturierten Oberfläche auf eine Prägewalze aus Stahl |
| MX348059B (es) | 2012-04-17 | 2017-05-25 | Boegli-Gravures Sa | Metodo para fabricar un conjunto de rodillos para estampado en relieve. |
| EP2653301A1 (de) | 2012-04-17 | 2013-10-23 | Boegli-Gravures S.A. | Verfahren zur Herstellung von einem Satz Prägewalzen |
| EP2671714A1 (de) | 2012-06-08 | 2013-12-11 | Boegli-Gravures S.A. | Vorrichtung zum Prägen und/oder Perforieren von Folien für Tabakwaren |
| EP2711666A1 (de) | 2012-09-20 | 2014-03-26 | Boegli-Gravures S.A. | Verfahren zur Herstellung eines Satzes von miteinander kooperierenden Prägewalzen und Modellvorrichtung zur Durchführung des Verfahrens |
| EP2842730A1 (de) | 2013-08-28 | 2015-03-04 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Verpackungsmaterial mit einem Satz Prägewalzen des Patrizen-Matrizentyps |
| EP2944413A1 (de) | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Vorrichtung zur Maskenprojektion von Femtosekunden- und Pikosekunden- Laserstrahlen mit einer Blende, einer Maske und Linsensystemen |
| EP3152983A1 (de) * | 2014-06-06 | 2017-04-12 | TRUMPF Lasersystems for Semiconductor Manufacturing GmbH | Vorrichtung und verfahren zur überwachung eines laserstrahls |
| US20160074968A1 (en) * | 2014-09-11 | 2016-03-17 | Suss Microtec Photonic Systems Inc. | Laser etching system including mask reticle for multi-depth etching |
| CH708200A8 (de) | 2014-09-12 | 2015-03-13 | Boegli Gravures Sa | Verfahren und Vorrichtung zur Authentifizierung von Identifikations-Merkmalen auf einer Verpackungsfolie. |
| EP3037253A1 (en) | 2014-12-22 | 2016-06-29 | Boegli-Gravures S.A. | Micro-embossing |
| EP3127435A1 (en) | 2015-07-23 | 2017-02-08 | Boegli-Gravures S.A. | Method and device for applying identification features to a packing strip in order to authenticate the processed packing |
| EP3184292A1 (de) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Vorrichtung zum feinprägen von verpackungsmaterial mit einem satz prägewalzen des patrizen-matrizentyps |
| EP3251825A1 (en) | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Method and device for embossing planar material |
| EP3300612A1 (en) | 2016-10-03 | 2018-04-04 | Boegli-Gravures S.A. | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
| EP3415306A1 (en) | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Method and embossing structure using high density pressure for creating shadowed or curved highly reflective areas on rotationally embossed foils |
| DE202017105458U1 (de) | 2017-08-03 | 2017-10-27 | Boegli-Gravures S.A. | Vorrichtung und System zur Prägung von Verpackungsmaterial mit einem Prägemuster, das einen Code mit geringer Sichtbarkeit aufweist |
-
2014
- 2014-05-12 EP EP14167931.6A patent/EP2944413A1/de not_active Withdrawn
-
2015
- 2015-05-12 EP EP15731108.5A patent/EP3142824B1/en active Active
- 2015-05-12 BR BR112016024485-0A patent/BR112016024485B1/pt active IP Right Grant
- 2015-05-12 US US15/302,792 patent/US10780525B2/en active Active
- 2015-05-12 WO PCT/IB2015/053494 patent/WO2015173735A1/en active Application Filing
- 2015-05-12 CN CN201580027326.6A patent/CN106457467B/zh active Active
- 2015-05-12 RU RU2016147555A patent/RU2689018C2/ru active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1508468A1 (ru) * | 1988-01-14 | 1995-01-20 | Ю.В. Лакиза | Устройство для лазерной обработки |
| US20030127441A1 (en) * | 2002-01-07 | 2003-07-10 | Haight Richard A. | Debris minimization and improved spatial resolution in pulsed laser ablation of materials |
| JP2003211278A (ja) * | 2002-01-22 | 2003-07-29 | Sumitomo Heavy Ind Ltd | レーザ加工装置 |
| US20050059265A1 (en) * | 2003-09-16 | 2005-03-17 | The Trustees Of Columbia University In The City Of New York | Systems and methods for processing thin films |
| RU2440084C2 (ru) * | 2006-02-20 | 2012-01-20 | Вейвлайт Аг | Устройство и способ определения расположения фокуса оптической системы и офтальмологическое лечебное устройство |
| RU2401185C2 (ru) * | 2006-03-02 | 2010-10-10 | Корея Рисерч Инститьют Оф Стэндардс Энд Сайенс | Способ лазерной обработки и устройство обработки, основанные на обычных вызванных лазером изменениях материала |
| US20120243094A1 (en) * | 2009-12-18 | 2012-09-27 | Boegli-Gravures S.A. | Method and device for producing color pattern by means of diffraction gratings |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2777831C1 (ru) * | 2022-03-23 | 2022-08-11 | Общество с ограниченной ответственностью "УралСибМонтаж" | Устройство для лазерного термоупрочнения резьбы и способ лазерного термоупрочнения резьбы |
| RU2823447C1 (ru) * | 2024-04-17 | 2024-07-23 | Федеральное государственное бюджетное научное учреждение "Федеральный исследовательский центр Институт прикладной физики им. А.В. Гапонова-Грехова Российской академии наук" (ИПФ РАН) | Формирователь 3D структуры лазерных импульсов |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016147555A (ru) | 2018-06-14 |
| EP3142824B1 (en) | 2018-08-29 |
| BR112016024485A2 (pt) | 2017-08-15 |
| BR112016024485B1 (pt) | 2022-07-12 |
| CN106457467A (zh) | 2017-02-22 |
| EP3142824A1 (en) | 2017-03-22 |
| US10780525B2 (en) | 2020-09-22 |
| CN106457467B (zh) | 2019-04-16 |
| WO2015173735A1 (en) | 2015-11-19 |
| RU2016147555A3 (ru) | 2018-11-01 |
| EP2944413A1 (de) | 2015-11-18 |
| US20170066079A1 (en) | 2017-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2689018C2 (ru) | Устройство для проецирования маски пучком фемтосекундного и пикосекундного лазера, содержащее ограничитель, маску и системы линз | |
| US11548093B2 (en) | Laser apparatus for cutting brittle material | |
| US7880117B2 (en) | Method and apparatus of drilling high density submicron cavities using parallel laser beams | |
| Mishra et al. | Laser beam micromachining (LBMM)–a review | |
| US20170326688A1 (en) | Laser-based modification of transparent materials | |
| US9147989B2 (en) | Femtosecond laser processing system with process parameters controls and feedback | |
| JP5379384B2 (ja) | レーザによる透明基板の加工方法および装置 | |
| KR20020085893A (ko) | 기판 처리 장치 및 상기 장치를 이용한 기판 처리 방법 | |
| KR20010095011A (ko) | 마이크로 캐비티 홀의 배열을 만들기 위해 레이저 펄스를사용하는 장치 및 방법 | |
| JP2006110587A (ja) | レーザー干渉加工方法および装置 | |
| JP2004012757A (ja) | レーザ照射装置 | |
| JP5383342B2 (ja) | 加工方法 | |
| JP6744624B2 (ja) | 管状脆性部材の分断方法並びに分断装置 | |
| RU2634338C1 (ru) | Способ и устройство для лазерной резки материалов | |
| Michalowski et al. | Laser surface structuring with long depth of focus | |
| US12005523B2 (en) | Process for nanostructuring the surface of a material by laser | |
| JP6308733B2 (ja) | レーザ加工装置および製造方法 | |
| JP6787617B2 (ja) | 管状脆性部材の分断方法並びに分断装置 | |
| Le | Application driven advances in laser micro-machining technology | |
| JP2004134785A5 (ru) | ||
| JP2005037648A (ja) | レーザーパターニング方法 | |
| Klein-Wiele et al. | Nanofabrication of solid materials with ultraviolet femtosecond pulses | |
| Klein-Wiele et al. | Nano-fabrication of solid materials with UV femtosecond pulses: Part 2 | |
| Hilton et al. | Advances in Decommissioning Using Laser Cutting–16035 | |
| Zhevlakov et al. | Optical attachment for transformation of output beam of excimer laser |