RU2622553C2 - Слои монооксида молибдена и их получение с помощью pvd - Google Patents
Слои монооксида молибдена и их получение с помощью pvd Download PDFInfo
- Publication number
- RU2622553C2 RU2622553C2 RU2013124399A RU2013124399A RU2622553C2 RU 2622553 C2 RU2622553 C2 RU 2622553C2 RU 2013124399 A RU2013124399 A RU 2013124399A RU 2013124399 A RU2013124399 A RU 2013124399A RU 2622553 C2 RU2622553 C2 RU 2622553C2
- Authority
- RU
- Russia
- Prior art keywords
- layer
- molybdenum
- oxygen
- coating
- coating according
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/06—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0021—Reactive sputtering or evaporation
- C23C14/0036—Reactive sputtering
- C23C14/0084—Producing gradient compositions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/027—Graded interfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0676—Oxynitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/54—Controlling or regulating the coating process
- C23C14/548—Controlling the composition
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/048—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material with layers graded in composition or physical properties
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
- C23C28/3455—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer with a refractory ceramic layer, e.g. refractory metal oxide, ZrO2, rare earth oxides or a thermal barrier system comprising at least one refractory oxide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/347—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with layers adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/36—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including layers graded in composition or physical properties
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physical Vapour Deposition (AREA)
- Lubricants (AREA)
- Laminated Bodies (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Coating By Spraying Or Casting (AREA)
Abstract
Изобретение относится к покрытию изделий, инструментов и конструктивных элементов, которые должны иметь хорошие скользящие свойства или которые применяются в трибологических системах, в которых, как правило, должно применяться смазочное вещество для снижения трения. Смазывающее покрытие нанесено на изделие методом осаждения из паровой фазы (PVD), при этом оно содержит по меньшей мере один молибденсодержащий слой с монооксидом молибдена. Монооксид молибдена напыляют в содержащий монооксид молибдена слой методом искрового напыления. В одном из вариантов осуществления изобретения содержащий молибден слой с монооксидом молибдена получают с помощью искрового напыления с помощью по меньшей мере одной содержащей молибден мишени в реактивной кислородсодержащей и/или азотсодержащей атмосфере. Упомянутое покрытие используют при изготовлении конструктивного инструмента. Упомянутое покрытие применяют в качестве покрытия инструмента, используемого для изготовления конструктивных элементов из металлов или их сплавов, в частности для режущего или формующего инструмента. Обеспечивается получение усовершенствованного слоя, который наряду с хорошими трибологическими свойствами и/или электрическими свойствами имеет хорошие и стабильные смазывающие свойства и/или улучшенную пластичность. 5 н. и 14 з.п. ф-лы, 7 ил., 1 табл., 1 пр.
Description
Данное изобретение относится к покрытию компонентов и инструментов, которые должны иметь хорошие скользящие свойства или которые применяются в трибологических системах, в которых, как правило, должно применяться смазочное вещество для снижения трения.
Далее данное изобретение относится к покрытию компонентов или инструментов, у которых существует опасность, что во время контактов с сопряженными элементами или с обрабатываемым материалом может произойти размазывание. Примерами таких компонентов являются поршневые кольца, поверхности поршней, форсунки, подшипники скольжения, уплотняющие кольца в области мотора, а также, в частности, скользящие элементы и элементы передаточных механизмов. Также примерами таких инструментов являются штамповочные инструменты, такие как пресс-формы для переработки алюминия или переработки полимеров, а также режущие инструменты, такие как сверла, фрезы и неперетачиваемые режущие пластины для резки алюминия, сталей и различных сплавов металлов, а также в частности формовочные инструменты и режущие инструменты.
Уровень техники
По причине доказанных хороших свойств соединений молибдена, в частности, с кислородом и азотом молибден представляет интерес как элемент для получения различных композиционных материалов, которые можно применять, например, в качестве защитных слоев износа или твердых смазочных веществ.
Так, например, известно, что присутствие триоксида молибдена (MoO3) в качестве промежуточного вещества, то есть материала, предусмотренного между двумя трущимися друг о друга телами (такое промежуточное вещество предусматривают обычно в виде смазочного средства) в трибологических системах, оказывает благоприятное действие, так как данное промежуточное вещество вызывает уменьшающее износ снижение трибологической нагрузки (см., например, DE 102006036101 A1).
Однако до сих пор рентабельное , получение защитных слоев износа оксида молибдена с помощью технологии тонких слоев.
В DE 102006036101 A1 сообщается, например, о способе нанесения покрытия, в частности для элементов вентилей, который делает возможным надежное внесение твердого смазочного вещества на основе молибдена. Кроме того, в ходе процесса электродуговой сварки частицы молибдена внедряли в сварной шов. Затем при применении в элементах вентилей, как предполагают авторы DE 102008036101 A1, посредством последующего окисления образуется триоксид молибдена (MoO3), при этом смазывающие свойства еще больше улучшаются.
В US 20090256215 сообщается о нескольких способах получения тонких слоев оксида молибдена (MoOx) для изготовления датчиков газа, в частности для пожарной сигнализации, на основе монооксида углерода (CO). Согласно описанным способам сначала объект целенаправленно прикрывают и покрывают слоем Мо толщиной от 45 до 150 Å (от 4,5 до 15 нм) способом электронного луча. Затем покрытый Mo объект несколько дней выдерживают на воздухе в контролируемой атмосфере для того, чтобы обеспечить рост MoOx. Авторы сообщают об особенных преимуществах при росте желаемой фазы оксида молибдена (избирательной по отношению к монооксиду углерода фазы β-MoO3-δ), если закаливание (отжиг) происходит в атмосфере О2 при давлении 1,2-1,6 атм и при температуре 175-225°C в течение 2-6 часов. Кроме того, авторы также упоминают о том, что раньше с той же самой целью тонкие слои триоксида молибдена (MoO3) с толщиной от 200 до 400 нм получали способом Золь-Гель и способом RF (радиочастотного) магнетронного напыления.
В издании Surface and Coatings Technology 163-164 (2003) 413-421 сообщается о слоях Cr2O3/MoO3, которые получают с помощью применения порошковой смеси из Cr2O3 и MoO3 термическим напылением. По данным авторов статьи данные слои показывали лучшее снижение трения по сравнению с полученными таким же образом слоями Cr2O3, но без MoO3.
В противоположность слоям оксида молибдена лучше исследовано получение слоев нитрида молибдена и его применение в качестве защитных слоев износа.
В журнале Materials Science Letters (1986, 255-258) авторы сообщают, например, о получении слоев нитрида молибдена с помощью плазменного термического напыления. Кроме того, авторы сообщают, что в исследованном способе получения образуется небольшое количество диоксида молибдена (MoO2) в качестве побочного продукта. Конечно, необходимо принимать во внимание то, что MoO2 имеет тетрагональную или моноклинную структуру и, соответственно, является очень абразивным и, таким образом, не пригоден для снижения трения (см., например, Surface and Coatings Technology 163-164 (2003, 413-421).
Далее известными технологиями покрытий для получения слоев нитрида молибдена, которые, например, упомянуты в Surface and Coating Technology 167 (2003, 77-82), являются:
- способы покрытия с помощью ионного луча,
- физические способы нанесения из паровой фазы или, соответственно, PVD-способы (термовакуумное осаждение из паровой фазы) такие, как, например, ионно-плазменное напыление и искровое напыление,
- ионная имплантация азота в уже покрытые молибденом поверхности.
Также в упомянутой выше публикации процитированы различные исследовательские работы о свойствах диффузионного барьера, сверхпроводниковых, каталитических и трибологических свойствах слоев нитрида молибдена. Исходя из этого можно сделать вывод о том, что нитрид молибдена в зависимости от реализованной структуры может иметь определенные физические, химические и электрические свойства, и вследствие этого нитрид молибдена может быть хорошо пригоден в разнообразных областях применения.
Исследования фазового состава в полученных способом искрового напыления слоях Mo-N приведены в издании Surface and Coating Technology 167 (2003, 77-82). При этом было установлено, что состав фаз в полученных способом искрового напыления системах слоев Mo-N можно целенаправленно устанавливать с помощью изменения давления азота, напряжения смещения подложки и температуры подложки.
В DE 19944977 B4 описан способ повышения граничного смазывания низколегированной стали с помощью смазываемых контактов в системе впрыскивания топлива. Данный способ включает стадии подготовки подложки из низколегированной стали и затем образования покрытия нитрида металла или подобного алмазу углеродного покрытия на подложке из низколегированной стали, а именно при применении физического способа напыления из газовой фазы или, соответственно, PVD-способа при низких температурах. Авторы также пишут, что данное покрытие компонентов топливной системы работает таким образом, что оно улучшает смазывающую способность определенного топлива с низкой смазывающей способностью и таким образом уменьшает необходимость во вспомогательном смазочном средстве для состава топлива с низкой смазывающей способностью или минимизирует ее. В рамках вышеописанного способа среди других нитридов авторы упоминают нитрид молибдена в качестве пригодного нитрида для покрытия.
В Surface and Coatings Technology 174-175 (2003, 713-719) сообщается, что, если полученные способом PVD-слои нитрида молибдена применяют в трибологических областях применения и вследствие этого они из-за трения находятся при окислительных условиях при высокой температуре, слои нитрида молибдена окисляются. Далее авторы подтверждают, что если слои нитрида молибдена окисляются, то свойства окисленной поверхности начинают преобладать в механизмах трения и износа.
Также с помощью покрытия с нитридом молибдена можно получить хорошие свойства скольжения, как выявлено в DE29620687 U1. В данном документе описан способ получения покрытия для хирургических инструментов из стали. Для получения данного покрытия хирургический инструмент помещают в атмосферу азота. В этой атмосфере азота производят электрическую световую дугу, для чего применяют электроды из стали, содержащей образующие нитриды вещества. Электроды испаряются в электрической дуге. Испарившиеся атомы металла осаждаются на стали, при этом они связываются с азотом. Применяемые для электродов сплавы содержат предпочтительно титан и/или хром, а также алюминий. Предпочтительно в качестве металлов, образующих нитриды, применяют титан, и/или хром, и/или при необходимости молибден. Кроме того, можно добавлять предпочтительно более или менее значительную долю алюминия. Авторы сообщают, что таким образом полученное покрытие имеет следующие полезные свойства:
- исключительно гладкая поверхность и вследствие этого особенно хорошие свойства скольжения у режущих инструментов,
- высокая твердость и вследствие этого сопротивляемость механическим повреждениям,
- хорошая связь между покрытием и сталью благодаря проникновению путем диффузии металла и азота в поверхность стали при напылении из газовой фазы. Согласно авторам алюминий особенно хорошо реагирует с азотом, так что также происходит проникновение путем диффузии атомов азота в поверхность стали и это приводит к хорошей связи между покрытием и поверхностью стали, что, следовательно, приводит к дополнительной закалке поверхности стали,
- высокая коррозионная стойкость, которая согласно авторам вызвана, в частности, наличием титана и хрома в слое.
В SU1832751 A1 раскрывается, что, если имеет место недостаточная адгезия слоя нитрида молибдена (Mo-N) к подложке, можно проводить соответствующую предварительную обработку подложки для улучшения адгезии слоя.
В JP 2006255708 Ishikawa сообщает о стойких к абразивному износу покрытиях, которые, в частности, содержат следующие компоненты:
- по меньшей мере 15 атомных процентов кремния (по отношению к компонентам металлам),
- от 5 до 85 атомных процентов молибдена (по отношению к компонентам металлам),
- по меньшей мере 10 атомных процентов азота (по отношению к компонентам неметаллам),
- от 0,1 до 10 атомных процентов кислорода (по отношению к компонентам неметаллам).
Далее известны следующие области применения и способы получения содержащих Mo, в частности содержащих MoN и оксид молибдена покрытий:
- устройство для впрыскивания топлива с покрытием из MoN (DE19944977B4),
- система впрыскивания с покрытием из MoN, которое наносят с помощью PVD-технологии при 200°C (US2010078314 A1),
- втулки цилиндров с термически напыленным покрытием, которое включает Mo и оксид молибдена (WO9521994 A1).
Очень интересно, что нужно принимать во внимание эффект последующего окисления, наличие которого подтверждается в EP1783244. Yamamoto и другие авторы в данном документе сообщают о высокопрочном покрытии для режущих и формующих инструментов, которое включает по меньшей мере один слой нитрида или нитрида-карбида, который содержит молибден или вольфрам и который напыляют способом распыления и/или электродуговым способом, поверхность которого предположительно подвергается последующему окислению при температуре близкой к температуре скользящих друг по другу поверхностей. Yamamoto и другие упоминают в данной работе MoO2 и MoO3 как продукты последующего окисления слоев Mo-N.
Однако данный эффект последующего окисления влечет за собой следующие недостатки.
- С одной стороны следует обратить внимание, что последующее окисление происходит неконтролируемо, что вызывает образование как MoO3, так и MoO2. Как было упомянуто выше, MoO2 имеет абразивные свойства, которые очень неблагоприятны в связи, например, с необходимостью хороших скользящих свойств.
- С другой стороны, во время применения слоев Mo-N при высокой механической нагрузке как реакция (последующее окисление Mo-N), так и скользящие свойства Mo-N в комбинации с ожидаемыми смазывающими свойствами MoO3 не стабильны, так как во время применения образующиеся оксиды, в частности частицы MoO3, непрерывно отделяются от слоя Mo-N. Это быстро приводит к дальнейшему окислению поверхности слоя Mo-N и в случае прогрессирующего процесса к разрушению слоя Mo-N.
Задача изобретения
В основе данного изобретения лежит задача предоставить усовершенствованный слой и его получение, который наряду с хорошими трибологическими свойствами и/или электрическими свойствами имеет в частности также хорошие и стабильные смазывающие свойства и/или улучшенную пластичность, а также предпочтительно снизить упомянутые выше недостатки известных до сих пор слоев.
Решение задачи согласно изобретению
Согласно данному изобретению данную задачу можно решить получением высокопрочного слоя, который включает стабильный оксид молибдена.
В частности согласно данному изобретению данную задачу можно решить получением слоя нитрида-оксида из молибдена Mo-(N-O), который включает стабильный оксид из молибдена.
Далее согласно данному изобретению предоставляется контролируемый PVD-процесс, который позволяет кислороду целенаправленно реагировать с молибденом так, что образуется стабильное соединение оксида молибдена в слое.
Далее, в частности, согласно данному изобретению предоставляется контролируемый PVD-процесс, который позволяет кислороду целенаправленно вводить MoN без того, чтобы в слое происходило образование значительного количества MoO2 и/или MoO3 соединений. Необязательно с помощью процесса по изобретению на поверхность можно напылять слой MoO3 в качестве твердой смазки.
Согласно предпочтительному варианту система слоев по изобретению, которая включает по меньшей мере один из следующих двух слоев с концентрацией кислорода ≥0,03, предпочтительно включает по меньшей мере два следующих слоя:
- первый слой, который в частности имеет очень хорошую механическую устойчивость и содержит (Mo1-x,Mex)AaBbCc, причем 0≤x≤0,99, предпочтительно 0≤x≤0,5, а Me является металлом из группы W, Ti, Al, Cr, Si, Zr, Ta, Nb, Ag, Cu и V или комбинацией из двух или нескольких металлов из данной группы и
A: азот (N) с 0,5≤a≤1
B: углерод (C) с 0≤b≤0,5
C: кислород (O) с 0≤c≤0,5
и индексы a, b и c в атомных % элементов N, C и O удовлетворяют условию a+b+c=1, и могут быть предусмотрены дополнительные элементы, однако предпочтительно дополнительные элементы не предусмотрены;
- второй слой, который в частности имеет очень хорошие смазывающие свойства и скользящие свойства, содержит (Mo1-y,Mey)AuBvCw, причем 0≤y≤0,99, предпочтительно 0≤y≤0,5 и
Me является металлом из группы W, Ti, Al, Cr, Si, Zr, Ta, Nb, Ag, Cu и V, или комбинацией из двух или нескольких металлов из данной группы и
A: азот с 0,5≤u≤1
B: углерод с 0≤v≤0,5
C: кислород с 0≤w≤0,5
и индексы u, v и w в атомных % элементов N, C и O удовлетворяют условию u+v+w=1, и могут быть предусмотрены дополнительные элементы, однако предпочтительно дополнительные элементы не предусмотрены.
Для получения слоя по изобретению предпочтительно работают при таких технологических условиях, при которых во время проведения PVD-способа получения PVD-слоя в атмосфере нереактивного газа или в атмосфере реактивного газа (без добавления кислорода) поступающий в камеру реактивный газ постепенно частично заменяют кислородом, и вследствие этого в слое образуется монооксид молибдена (MoO). Необходимый для образования монооксида молибдена (MoO) молибден вводят в камеру для нанесения в виде содержащей молибден мишени, которая, соответственно, встроена в источник PVD, предпочтительно в источник искрового испарения. Источник PVD с содержащей молибден мишенью должен быть активирован по меньшей мере незадолго перед добавлением кислорода в камеру для нанесения.
Монооксид молибдена (MoO) предпочтителен по сравнению с диоксидом молибдена (МоО2) и триоксидом молибдена (МоО3) потому, что
- MoO в противоположность МоО2 не является абразивным,
- MoO подобно МоО3 имеет очень хорошие скользящие и смазывающие свойства, но по сравнению с МоО2 и МоО3 оказался значительно более стабильным,
- MoO противодействует размазыванию.
Предпочтительно, в частности, работают при таких технологических условиях, при которых в атмосфере чистого азота образуется гексагональная фаза нитрида молибдена (MoN), но благодаря добавлению кислорода постепенно азот частично заменяется кислородом, и вследствие этого в слое образуется монооксид молибдена. Так как оксид молибдена (MoO) остается стабильным даже при применении с сильными механическими нагрузками и остается на слое, предотвращается или ингибируется последующее окисление слоя MoN и, таким образом, также стабилизируется нитрид молибдена.
Синтезированные согласно данному изобретению слои не имеют пиков ни характерного диоксида молибдена, ни триоксида молибдена в рентгеновском спектре. Однако в данных слоях при анализе оказалось (например, в количественном анализе элементов способом упругого прямого рассеяния (ERD) высокоэнергетических тяжелых ионов), что содержание кислорода составляет больше чем 3 атомных %, но меньше чем 50 атомных %, если считать кислород по отношению к чистому монооксиду MoO.
Для специфических областей применения можно к слою оксида-нитрида молибдена Mo-N-O дополнительно добавлять такие элементы, как углерод (C), бор (B), кремний (Si), вольфрам (W) или медь (Cu).
У многих сортов стали встречается такая проблема, что они размазываются по поверхности деталей или инструментов, которые покрыты традиционными покрытиями, такими как, например, TiAlN или CrAlN, что является нежелательным эффектом в частности при обработке металлов резанием, например при обработке на токарном станке, протяжном станке или фрезеровании. Изобретатели установили, что размазывание таких сортов стали предотвращается благодаря покрытию MoN с помощью искрового напыления по меньшей мере значительно.
Это справедливо в частности также в том случае, если нитрид молибдена в подходящем количестве встраивается в другие нитриды. Это означает, что сохраняются первоначальные хорошие свойства, которые имеет основной нитрид, а с помощью добавления нитрида молибдена дополнительно можно предотвратить размазывание. Также согласно данному изобретению можно предотвратить разрушение MoN из-за неконтролируемого последующего окисления или по меньшей мере замедлить целенаправленной заменой части MoN на MoO, а предпочтительно на поверхности слоя заменить в большей мере или полностью.
Далее изобретатели с помощью искрового напыления и пульсирующего искрового напыления впервые смогли получить содержащие оксид молибдена относительно толстые слои (>50 нм) с высокой концентрацией (≥50 атомных %) оксида молибдена.
Синтез слоев нитрида-оксида молибдена Mo-N-0 в PVD-процессе происходит с помощью реактивного покрытия плазменным способом, например способом реактивного искрового напыления, в котором катодные искры действуют на молибденовую мишень в атмосфере азота при давлении от 0,1 Па до 10 Па. Добавление кислорода приводит к образованию соединений оксида молибдена Mo-О.
Известные оксиды, которые образуются из молибдена, а именно MoO2 и МоО3, как описано, являются легколетучими. О МоО3 известно, что он при температуре от 500°C до 600°C сублимируется, то есть переходит в газовую фазу. В реактивной плазме этот переход в газовую фазу благодаря высокой реактивности плазмы происходит уже при значительно более низких температурах подложки. То есть переход вызывается скорее реактивностью плазмы, чем температурой подложки. То есть, в свою очередь, газообразные Mo-O соединения необходимо очень тщательно контролировать для того, чтобы при осаждении слоя предотвратить внесение твердых смазочных веществ в форме порошкообразного оксида молибдена (МоО2 или МоО3).
Для ясности можно обсудить в качестве примера несколько снимков, сделанных с помощью растрового электронного микроскопа (SEM-изображений) поперечных разрезов слоев Mo-N, Mo-O и Mo-N-O.
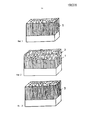
На фигуре 1 представлена схема типичной морфологии слоя нитрида молибдена MoN, который был получен изобретателями посредством реактивного искрового напыления.
Изобретатели напылили слой нитрида молибдена MoN на фиксирующий слой из нитрида хрома CrN (толщина фиксирующего слоя примерно 300 нм). Слой MoN был получен при температуре 450°C с Mo-мишенью и искровым потоком 220 A. Давление азота составляло 3,5 Па, а напряжение смещения подложки 20 В.
На SEM-снимке поперечного разреза показана плотная морфология слоя. При измерении твердости получалось типичное значение HV 3000±500 (твердость по Виккерсу). Данный слой по сравнению с обычными, полученными искровым напылением слоями показывал необыкновенно низкую шероховатость Rz=1,07 мкм и Ra=0,13 мкм.
Дополнительно также определяли коэффициент трения напыленных слоев. Для этого применяли SRV тест или, соответственно, трибометр фирмы Optimol Instruments Prüftechnik GmbH. При проведении SRV теста оба установленных в испытательной камере образца (шарик на диске) с заданной перпендикулярной силой прижимались друг к другу. Во время измерения верхний образец колебался, в данном случае сопряженный элемент (шар без покрытия из стали 100Cr6), на нижнем образце (покрытый испытательный диск). Для измерения задавали частоту колебаний, путь, испытательное усилие, испытательную температуру и продолжительность испытания. Во время измерения непрерывно записывали силу трения с помощью датчика, и таким образом можно было автоматически вычислять коэффициент трения. Также после измерения оценивали возникший во время измерения износ у обоих образцов.
Измеренные коэффициенты трения и наблюдения за размазыванием применяемых сопряженных элементов из стали 100Cr6 на покрытом MoN испытательном диске в SRV тесте приведены в таблице 1. Для всех измерений в SRV тесте задавались одинаковые параметры частоты колебаний, пути, испытательного усилия, испытательной температуры и продолжительности испытаний. Испытания проводили в трех разных испытательных режимах, что также указано в таблице 1.
Так как во всех измерениях использовали сопряженный элемент или, соответственно, шар из стали 100Cr6, то можно было ожидать появления размазывания стали на поверхности контакта покрытого испытательного диска, что обычно при заданных условиях. Однако изобретатели неожиданно обнаружили, что не произошло размазывания сопряженного элемента на поверхности, покрытой MoN испытательного диска.
| Таблица 1 Коэффициент трения слоев, полученных искровым напылением MoN, и определение размазывания сопряженного элемента на слоях в SRV тесте |
||
| Различные режимы при измерении в SRV тесте |
Измеренный коэффициент трения, (мкм) | Размазывание стали 100Cr6 на MoN |
| Сухой режим с покрытыми испытательными дисками, которые не были обработаны после покрытия | ~0,6 | Нет размазывания |
| Сухой режим с покрытыми испытательными дисками, которые дополнительно полировали после нанесения | ~0,5 | Нет размазывания |
| Режим со смазыванием с покрытыми испытательными дисками, которые дополнительно полировали после нанесения | ~0,08 | Нет размазывания |
На фигуре 4 представлен XRD-спектр типичного брэгговского отражения, полученного с помощью искрового напыления MoN.
На фигуре 2 представлена схема слоя Mo-N-O, напыленного на фиксирующий слой CrN. Слой Mo-N-О был получен на фиксирующем слое CrN толщиной примерно 300 нм, при таких же условиях, как были получены описанные выше слои MoN, при температуре подложки 450°C и потоке искр 220 A. В процессе при установившемся давлении азота 3,5 Па после короткой фазы, продолжавшейся несколько минут, к чистому азоту, добавляли кислород, при этом проток кислорода в течение двух часов постепенно или, соответственно, линейно увеличивали с 50 sccm (стандартных см3/мин) до 800 ст. см3/мин.
На SEM поперечном разрезе заметен четкий переход к рыхлому строению слоя в последней трети слоя (как изображено на фигуре 2).
Верхний слой представляет собой рыхлый осажденный слой МоО3, который хотя и имеет смазывающие свойства, но при этом не имеет механической прочности.
Для специалистов ясно, что внесение такого слоя в систему слоев приведет к проблемам с адгезией. Изобретатели приписывают данное нежелательное строение в последней трети слоя слишком быстрой реакции атомов молибдена в камере для нанесения, и даже в уже образовавшемся слое MoN, с добавляемым в камеру для нанесения кислородом. Данная быстрая реакция, как предполагают изобретатели, благоприятствует при определенном потоке кислорода формированию летучих оксидов молибдена, таких как МоО2 и МоО3 во время нанесения покрытия.
Поэтому данный результат подчеркивает, что очень важно предотвращать сублимацию MoO2 и МоО3 во время нанесения покрытия. То есть необходимо таким образом контролировать поток кислорода, чтобы по существу только нелетучий оксид молибдена, как, например, монооксид молибдена (MoO), вносился в систему слоев.
Конечно, может быть предпочтительно, чтобы к окончанию нанесения намеренно работали с высоким потоком кислорода, чтобы произошло образование триоксида молибдена (МоО3) на поверхности слоя и, таким образом, образовался мягкий слой для ускорения приработки, например, МоО3 на MoO.
На фигуре 5 представлен полученный способом рентгеновского дифракционного анализа (XRD) XRD-спектр изображенного на фигуре 2 слоя Mo-O-N. Сравнение с эталоном из банка данных ISDN также подтверждает формирование МоО3, действующего как хорошее твердое смазочное средство.
Для изображенного на фигуре 2 слоя нельзя было определить шероховатость поверхности, так как верхняя часть слоя слишком мягкая для воспроизводимых измерений. Опять определяли коэффициент трения слоев без последующей обработки в SRV тесте. SRV тест проводили в сухом режиме и при такой же температуре, как упомянуто выше. Данный слой не полировали, чтобы избежать возможной потери слоя МоО3 на поверхности покрытия перед началом SRV-теста.
Измеренный таким образом коэффициент трения данного слоя был 0,75, что неожиданно выше коэффициента трения чистого слоя MoN, который испытывали при точно таких же испытательных условиях (одинаковая испытательная температура и одинаковый режим испытания) в SRV тесте. Изобретатели предполагают, что этот неожиданный результат следует приписывать возможному встраиванию диоксида молибдена (MoO2) в Mo-N-О. Как известно из литературы и было уже упомянуто, МоО2 является сильно абразивным. Как можно избежать образования МоО2 в способе получения по изобретению, описано ниже.
На фигуре 3 изображен SEM - поперечный разрез полученного согласно данному изобретению слоя с контролируемым содержанием кислорода. Слой показывает явно отличную морфологию от слоя, изображенного на фигуре 2. Морфология полученного согласно данному изобретению слоя с контролируемым содержанием кислорода похожа на MoN, хотя в слое с помощью EDX подтверждается содержание кислорода более 5 атомных %.
Проведенный согласно данному изобретению способ получения приводит по существу только к образованию фазы монооксида молибдена (MoO) в слое MoN, при этом атомарная концентрация кислорода в слое Moz(NdOe), соответствующая значению e, составляет от 0,03 до 1 при условии, что z≥d+e, где d, e и z приведены в атомных %.
Содержание Мо z-(d+y) тогда соответствует непрореагировавшему с азотом и/или кислородом молибдену. Встречаются, например, при искровом напылении встроенные в слой конгломераты, которые происходят из не полностью прореагировавшего молибдена и известны специалистам как капли (вкрапления).
Слой, который изображен на фигуре 3, напылен без фиксирующего слоя. Для напыления данного слоя по изобретению применяли 2 молибденовых мишени, которые приводились в действие искровым потоком 220 A. В процессе покрытия устанавливали постоянное давление 4 Па, которое вначале получали подачей азота в камеру для нанесения. Технологические параметры во время всего процесса напыления попеременно и непрерывно варьировали таким образом, что при установленном общем давлении добавляли поток кислорода 50 ст. см3/мин через 40 с и затем снова прерывали на 3 мин до достижения полной толщины слоя.
С помощью энергодисперсного рентгеномикрозонного анализа (EDX) было установлено, что таким образом напыленный слой по изобретению имеет содержание кислорода более 10 атомных %.
Тем не менее, на XRD-спектре слоя не обнаруживается (см. 6) никаких выраженных пиков диоксида молибдена или триоксида молибдена, которые, напротив, можно видеть на фигуре 5.
Таким образом, оказалось, что получаемые искровым напылением слои Mo-О с помощью потока кислорода можно контролировать так, что можно получать стабильный и пластичный MoO (монооксид молибдена) и вносить его в MoN матрицу или также можно синтезировать MoO как отдельный слой. Переход в МоО3 без внесения МоО2 или с внесением очень небольшого количества абразивного МоО2 в слой можно реализовать в одной быстрой стадии окисления и вместе с этим возможно получение твердой поверхностной смазки в том же процессе.
Как уже было упомянуто, таким образом полученный внешний слой МоО3 особенно хорошо пригоден как слой покрытия для ускорения приработки.
С помощью гибкости применяемого согласно данному изобретению искрового напыления и импульсного искрового напыления также можно слои MoO по изобретению вводить в любые слои. Слои MoO и слои МоО+МоО3, причем МоО3 применяется в качестве слоя покрытия для ускорения приработки, в частности вводят как внешние слои для того, чтобы устанавливать определенную мягкость или улучшить поведение при приработке по сравнению с первоначальной системой слоев, чтобы, например, минимизировать износ сопряженных элементов в трибологической системе и одновременно получать стабилизированное окисление в содержащих Mo слоях.
Является выгодным также введение MoO в любой слой, а в частности в слои других оксидов, как, например, в слои Al-O, CrO, Zr-O, Ti-O и/или в смешанные слои оксидов, как, например, (Al,Cr)O, (Zr,Cr)О или Cr-O для того, чтобы, например, регулировать пластичность.
Для этого необходимо очень точно рассматривать реакционноспособность других элементов по отношению к кислороду. Можно, например, в разных испытаниях с постепенно увеличиваемым потоком кислорода анализировать, при каком потоке кислорода в слое формируются диоксид молибдена и триоксид молибдена. Если затем при реальном процессе нанесения оставлять более низкий поток кислорода, то можно избежать формирования нежелательных оксидов молибдена.
Как смогли установить изобретатели, особенным преимуществом считается, если между слоем MoO и подложкой предусмотрен содержащий MoN слой. Вследствие этого еще улучшается механическая стабильность слоя на примере адгезии и прочности сцепления внутри слоя.
Затем может быть выгодным предусматривать наряду с молибденом еще и другие компоненты металлы в слое.
Особенно предпочтительным вариантом данного изобретения является получение слоя Mo-N-O искровым напылением и/или импульсным искровым напылением, например, следующим образом:
- после впускания азота в камеру для нанесения в атмосфере азота на служащей катодом молибденовой мишени зажигают искры, вследствие чего происходит напыление молибдена и/или уже прореагировавшего нитрида молибдена. После достижения определенной толщины слоя дополнительно в камеру для нанесения вводят немного кислорода и таким образом получают слой Mo-N-O, который имеет очень хорошие свойства Mo-N, но дополнительно по причине внесенного в слой небольшого количества соединений Mo-O также обнаруживает улучшенные смазывающие свойства и/или пластичность;
- после впускания азота в камеру для нанесения в атмосфере азота на служащей катодом молибденовой мишени зажигают искры, вследствие чего происходит напыление молибдена и/или уже прореагировавшего нитрида молибдена. После достижения определенной толщины слоя дополнительно в камеру для нанесения впускают немного кислорода, и после определенного времени поток кислорода прерывают, так что далее снова образуется только нитрид молибдена. Процесс нанесения, таким образом, чередуя, ведут дальше, пока не будет достигнута желаемая общая толщина слоя Mo-N/Mo-N-O/Mo-N/Mo-N-O... Толщину отдельных слоев, как и общую толщину слоев, подбирают в зависимости от области применения. Также в данном варианте в одном покрытии комбинируются очень хорошие свойства Mo-N и смазывающие свойства и/или пластичность Mo-O.
Похожие системы слоев можно получить также с легированными мишенями из Mo в комбинации с другими металлами, или если кроме Mo-мишени или Mo-мишеней также активировать или соответственно испарять мишени из других металлов и/или сплавов и/или других материалов во время процесса нанесения.
Для получения похожих систем слоев, как уже было упомянуто, с особыми механическими свойствами, согласно данному изобретению изобретатели предусмотрели также системы слоев, которые содержат карбид. Данные системы слоев также можно получить с помощью искрового напыления и/или импульсного искрового напыления, если во время нанесения покрытия дополнительно вводят содержащий углерод газ и/или при активировании или, соответственно, испарении углеродных мишеней и/или содержащих углерод мишеней.
Вообще система слоев по изобретению согласно особенно предпочтительному варианту включает по меньшей мере два слоя:
- первый слой, который в качестве основного компонента содержит MoN и вместе с этим обладает очень хорошей механической стабильностью; и
- второй слой, который в качестве основного компонента содержит монооксид молибдена и вместе с этим обладает очень хорошими смазывающими свойствами.
Переход между первым и вторым слоем может быть выполнен постепенно.
Значительного улучшения ковкости достигают с помощью нанесения многослойных слоев. Одновременно таким образом препятствуют распространению трещин от поверхности к основному материалу. Далее во многих случаях таким образом можно увеличить максимальную толщину слоя, так как в многослойных системах можно снизить механические внутренние напряжения в слое по сравнению с однослойными системами.
Для того чтобы обеспечить хорошую прочность внутри всего слоя, необходимо соответствующим образом подбирать друг к другу свойства материалов различных слоев. Этого можно достичь, например, получением градуированных пограничных/переходных слоев или с помощью напыления промежуточных слоев.
Подробное описание изобретения с помощью примеров
Следующие примеры служат для того, чтобы более подробно представить данное изобретение, однако они не должны рассматриваться как ограничивающие.
Пример 1. Предпочтительно, чтобы поршневые кольца и уплотнительные кольца для вала обладали хорошей механической стабильностью и одновременно хорошими смазывающими свойствами и/или пластичностью. В данном примере поршневое кольцо из нержавеющей стали покрывали Mo-N искровым напылением. Для этого поршневое кольцо помещали в камеру для нанесения устройства для нанесения. Из камеры для нанесения откачивали воздух и для очистки/активирования поверхности поверхность перед нанесением покрытия нагревали и протравливали. После впускания азота в камеру для нанесения в атмосфере азота на служащей катодом молибденовой мишени зажигали искры, вследствие чего происходило напыление молибдена и/или уже прореагировавшего нитрида молибдена. Напыление материала на поверхность поршня привело к образованию слоя Mo-N толщиной 2 мкм. Способ покрытия позволяет подбирать толщину слоя согласно области применения.
Изобретатели сделали вывод о том, что благодаря полученному согласно данному изобретению способом искрового напыления Mo-N покрытию поршня трение во время эксплуатации явно уменьшилось, а также явно увеличился срок службы поршневого кольца. Изобретатели приписывают уменьшение трения в частности введенным с помощью искрового напыления в слой вкраплениям. Доля данных вкраплений настолько невелика, что они не наносят существенного вреда стабильности и вместе с этим твердости Mo-N, однако имеются в таком большом количестве, что имеющийся молибден еще больше улучшает благодаря его смазывающим свойствам уже и так хорошие скользящие свойства полученного указанным способом гладкого слоя Mo-N.
Особенное преимущество искрового напыления состоит в возможности наносить покрытия на функциональные поверхности высокоточных конструктивных элементов, так как можно напылять слои такой толщины, которая точно соответствует требуемой точности или соответственно условиям в трибологических системах.
Если при описанном выше способе нанесения применяют импульсную технологию, то можно очень хорошо регулировать увеличение различных фаз Mo-N с помощью установки различных импульсных параметров при применении импульсного напряжения смещения и/или при эксплуатации импульсного источника искрового напыления. Таким образом, становится возможным с помощью установки определенных параметров нанесения, в частности импульсных параметров, способствовать увеличению определенных фаз и получать слои Mo-N особыми свойствами, подходящими к области применения покрываемого конструкционного элемента. Также возможно с помощью изменения параметров нанесения во время нанесения многослойных слоев Mo-N, например, чередовать слои с различными фазами. В частности, таким образом можно получить систему слоев, при которой кубический Mo-N чередуется с гексагональным Mo-N. Тогда такая по меньшей мере двухслойная система слоев включает по меньшей мере один внутренний кубический и вместе с этим твердый слой и один внешний гексагональный и вместе с этим более мягкий слой.
Согласно следующему варианту осуществления данного изобретения, например, в случае работающих при особенно высокой нагрузке поршней в двигателях внутреннего сгорания или также для того, чтобы можно было отказаться от наружных дополнительных материалов, на функциональную поверхность или, соответственно, на подложку 1 наносят двухслойную систему слоев: первый слой представляет собой слой Mo-N 5, а второй слой представляет собой слой монооксида молибдена 9, как представлено на фигуре 7a.
Также может быть предусмотрен, как уже описано выше, дополнительный фиксирующий слой, как показано на фигуре 7b. Фиксирующий слой 3 предусмотрен между подложкой 1 и первым слоем 5 в системе слоев. Фиксирующий слой может быть как слоем чистого металла (как, например, Cr, Mo, Ti, Si), так и композиционным (как, например, Me-N или Me-NC), при этом Me может быть также комбинацией металлов.
Переход между первым слоем 5 и вторым слоем 9 может быть образован как градиент таким образом, что с увеличением расстояния от поверхности подложки концентрация Mo-N уменьшается и одновременно увеличивается концентрация Mo-O. Это приводит к очень хорошей прочности сцепления внутри системы слоев. Соответственно, это относится ко всем переходам между слоями представленных в данном описании систем слоев. В частности градиент может включать в себя весь слой и/или все слои.
Далее улучшить ковкость системы слоев можно с помощью напыления нескольких нанослоев или получением комбинированных наноструктур, например, в виде более твердой фазы в форме нанозерен в матрице из более мягкой фазы.
В рамках данного описания о слое X идет речь, если слой преимущественно содержит X, причем X может представлять собой элементарное вещество или соединение.
В рамках данного описания раскрывается покрытие, которое включает по меньшей мере один содержащий молибден слой с оксидом молибдена и которое отличается тем, что оксид молибдена по существу является монооксидом молибдена.
Покрытие по изобретению может, например, включать слой оксида молибдена, который по существу содержит монооксид молибдена. Слой MoO отличается от слоев МоО2 и МоО3 тем, что, например, XRD-спектр слоя монооксида молибдена (MoO) по существу не содержит ни пиков МоО2, ни пиков МоО3.
В предпочтительном варианте покрытие по изобретению может, например, также дополнительно включать слой нитрида молибдена.
Покрытие по изобретению может также содержать слой Mo-N-О, который включает связи молибдена с азотом и связи оксида молибдена, при этом в основном атомы молибдена образуют соединения максимум с одним атомом кислорода, и в покрытии предпочтительно содержится монооксид молибдена.
Предпочтительный вариант покрытия по изобретению с по меньшей мере одним слоем Mo-N-O характеризуется тем, что слой Mo-N-О находится между слоем нитрида молибдена и слоем монооксида молибдена.
Отношение атомных концентраций в слое Mo-N-О может быть описано с помощью следующей формулы: Moz(NdOe), где
е: атомная концентрация кислорода в слое Mo-N-О
d: атомная концентрация азота в слое Mo-N-О
z: атомная концентрация молибдена в слое Mo-N-О
и z≥y.
Слой Mo-N-O также может представлять собой градуированный слой, причем концентрация азота от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация кислорода повышается.
Также слой Mo-N-O может представлять собой градуированный слой, причем концентрация кислорода от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация азота повышается.
Покрытие по изобретению также может быть нанесено как многослойная система слоев, причем несколько слоев MoN и MoO напыляют чередуя, а также, например, может содержаться несколько Mo-N-О слоев, которые, например, находятся между слоями MoN и MoO и которые могут быть напылены в виде градуированных слоев с подобранным изменением концентрации азота и кислорода для улучшения прочности сцепления внутри слоя.
Покрытие по изобретению также может включать дополнительный поверхностный слой с MoO3, если МоО3 может принести дополнительные преимущества в области применения.
Согласно данному изобретению также покрытие между основой и содержащим Mo слоем может включать один или несколько фиксирующих слоев и/или функциональных слоев.
Также предпочтительный вариант данного изобретения представляет собой покрытие, которое включает по меньшей мере один содержащий Mo слой, который в частности имеет очень хорошую механическую стабильность и содержит (Mo1-xMex)AaBbCc, причем 0≤x≤0,99, предпочтительно 0≤x≤0,5 и
Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Ta, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы и
A: азот (N) с 0,5≤a≤1
B: углерод (C) с 0≤b≤0,5
C: кислород (O) с 0≤c≤0,5
и индексы a, b и c элементов N, C и O в атомных % удовлетворяют условию a+b+c=1, и могут быть предусмотрены дополнительные элементы, однако предпочтительно дополнительные элементы не предусмотрены, и x≥c.
Также предпочтительный вариант данного изобретения представляет собой покрытие, которое включает по меньшей мере один содержащий Mo слой, который в частности имеет очень хорошие смазывающие свойства и скользящие свойства и содержит (Mo1-y,Mey)AuBvCw, причем 0≤y≤0,99, предпочтительно 0≤y≤0,5 и
Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Ta, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы и
A: азот (N) с 0≤u≤0,5
B: углерод (C) с 0≤v≤0,5
C: кислород (O) с 0,5≤w≤1
и индексы u, v и w элементов N, C и O в атомных % удовлетворяют условию u+v+w=1, и могут быть предусмотрены дополнительные элементы, однако предпочтительно дополнительные элементы не предусмотрены, и y≥w.
Предпочтительно также согласно данному изобретению покрытие может быть выполнено таким образом, что включает
- по меньшей мере один первый содержащий Mo слой, который в частности имеет очень хорошую механическую стабильность (согласно описанному выше слой (Mo1-x,Mex)AaBbCc), и
- по меньшей мере один второй слой, который в частности имеет очень хорошие смазывающие свойства и скользящие свойства (согласно описанному выше слой (Mo1-y,Mey)AuBvCw).
Предпочтительным вариантом способа получения покрытия по изобретению является способ PVD или комбинированный PVD/CVD способ, причем монооксид молибдена в содержащий монооксид молибдена слой напыляется с помощью искрового напыления.
Следующим предпочтительным вариантом способа получения покрытия по изобретению является способ PVD, причем содержащие молибден слои получают с помощью искрового напыления по меньшей мере одной содержащей молибден мишени в реактивной атмосфере.
В качестве источника материала для содержащих молибден слоев можно применять как молибденовые мишени, так и легированные, содержащие молибден мишени, которые, например, получают пирометаллургическим способом или способом порошковой металлургии.
Конструктивные элементы можно покрывать более пригодным вариантом покрытия по изобретению в соответствии с областью применения.
В частности можно режущие инструменты и формующие инструменты, которые применяют для изготовления конструктивных элементов из металлов или сплавов металлов, покрывать согласно данному изобретению для того, чтобы снизить или предпочтительно полностью избежать размазывания обрабатываемого металла или сплава металла по покрытой поверхности инструмента.
Подписи к чертежам
Фигура 1: изображение морфологии слоя полученного искровым напылением слоя МоО с фиксирующим слоем CrN в SEM поперечном сечении.
Фигура 2: изображение морфологии слоя полученного искровым напылением слоя Мо-N/Mo-N-O/Mo-O с фиксирующим слоем CrN в SEM поперечном сечении, причем в слое с помощью XRD обнаруживаются МоО2 и МоО3.
Фигура 3: изображение морфологии полученного искровым напылением слоя Мо-N/Mo-N-O/Mo-O без фиксирующего слоя в SEM поперечном сечении, при этом не обнаруживается фаз оксидов молибдена МоО2 и МоО3 в слое с помощью XRD, хотя с помощью XRD в слое обнаруживается более 10 атомных процентов кислорода. Слой получен при временно прерывающемся потоке кислорода 50 sccm (стандартных см3/мин) (при регулируемом давлении 4 Па), с временем подачи 40 с и временем прекращения подачи 3 мин.
Фигура 4: типичный XRD-спектр слоя MoN, брэгговское отражение которого соответствует эталону MoN ISDN 00-025-1367.
Фигура 5: типичный XRD-спектр слоя MoO3, брэгговское отражение которого соответствует эталону МоО3 ISDN 00-001-0706.
Фигура 6: типичный XRD-спектр слоя монооксида молибдена.
Список обозначений
1: Подложка
3: Фиксирующий слой и/или функциональный слой
5: Первый слой
7: Переходный слой
9: Второй слой
Claims (41)
1. Смазывающее покрытие, нанесенное на изделие методом осаждения из паровой фазы (PVD), отличающееся тем, что оно содержит по меньшей мере один молибденсодержащий слой с монооксидом молибдена.
2. Покрытие по п. 1, отличающееся тем, что покрытие включает по меньшей мере один слой монооксида молибдена, при этом на XRD-спектре слоя монооксида молибдена отсутствуют пики MoO2 и пики MoO3.
3. Покрытие по п. 1 или 2, отличающееся тем, что оно содержит по меньшей мере один слой нитрида молибдена.
4. Покрытие по п. 1 или 2, отличающееся тем, что оно содержит по меньшей мере один слой Mo-N-O, который имеет связи молибдена с азотом и связи оксида молибдена, при этом атомы молибдена образуют соединения максимум с одним атомом кислорода и в покрытии содержится монооксид молибдена.
5. Покрытие по п. 3, отличающееся тем, что оно содержит по меньшей мере один слой Mo-N-O, который имеет связи молибдена с азотом и связи оксида молибдена, при этом атомы молибдена образуют соединения максимум с одним атомом кислорода и в покрытии содержится монооксид молибдена.
6. Покрытие по п. 4, отличающееся тем, что слой Mo-N-O расположен между слоем нитрида молибдена и слоем монооксида молибдена.
7. Покрытие по п. 4, отличающееся тем, что отношение атомных концентраций в слое Mo-N-O описывается с помощью следующей формулы: Moz(NdOe), где
е - атомная концентрация кислорода в слое Mo-N-O;
d - атомная концентрация азота в слое Mo-N-O;
z - атомная концентрация молибдена в слое Mo-N-O.
8. Покрытие по п. 4, отличающееся тем, что слой Mo-N-O представляет собой градуированный слой, причем концентрация азота от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация кислорода повышается.
9. Покрытие по п. 4, отличающееся тем, что слой Mo-N-O представляет собой градуированный слой, причем концентрация кислорода от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация азота повышается.
10. Покрытие по п. 4, отличающееся тем, что оно содержит по меньшей мере один градуированный слой, в котором концентрация азота от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация кислорода повышается, и по меньшей мере один градуированный слой, в котором концентрация кислорода от ближней к подложке граничной поверхности до ближней к поверхности граничной поверхности слоя Mo-N-O снижается, в то время как концентрация азота повышается.
11. Покрытие по п. 1 или 2, отличающееся тем, что оно содержит поверхностный слой с МоО3.
12. Покрытие по п. 1 или 2, отличающееся тем, что между изделием и содержащим Мо слоем напыляют по меньшей мере один фиксирующий слой, представляющий собой металлический или композиционный слой из нитридов или карбонитридов металлов.
13. Покрытие по п. 1 или 2, отличающееся тем, что по меньшей мере один упомянутый содержащий Мо слой содержит (Mo1-xMex)AaBbCc, причем 0≤x≤0,99, предпочтительно 0≤x≤0,5, и
Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Та, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы, где
А - азот (N) с 0,5≤a≤1,
В - углерод (С) с 0≤b≤0,5,
С - кислород (О) с 0≤c≤0,5,
при этом индексы a, b и с элементов N, С и О в атомных % удовлетворяют условию а+b+с=1, и x≥c.
14. Покрытие по п. 1 или 2, отличающееся тем, что по меньшей мере один содержащий Мо слой содержит (Mo1-y,Меу)AuBvCw, причем 0≤y≤0,99, предпочтительно 0≤y≤0,5, и
Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Та, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы, и
А - азот (N) с 0≤u≤0,5,
В - углерод (С) с 0≤v≤0,5,
С - кислород (О) с 0,5≤w≤1,
и индексы u, v и w элементов N, С и О в атомных % удовлетворяют условию u+v+w=1, и у≥w.
15. Покрытие по п. 1 или 2, отличающееся тем, что оно содержит по меньшей мере один упомянутый содержащий Мо слой, содержащий (Mo1-xMex)AaBbCc, причем 0≤x≤0,99, предпочтительно 0≤x≤0,5, и Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Та, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы, где
А - азот (N) с 0,5≤a≤1,
В - углерод (С) с 0≤b≤0,5,
С - кислород (О) с 0≤c≤0,5,
при этом индексы a, b и с элементов N, С и О в атомных % удовлетворяют условию а+b+с=1, и x≥c,
и по меньшей мере один упомянутый содержащий Мо слой, содержащий (Mo1-y,Меу)AuBvCw, причем 0≤y≤0,99, предпочтительно 0≤y≤0,5, и Me представляет собой металл из группы W, Ti, Al, Cr, Si, Zr, Та, Nb, Ag, Cu и V или комбинацию из двух или нескольких металлов данной группы, и
А - азот (N) с 0≤u≤0,5,
В - углерод (С) с 0≤v≤0,5,
С - кислород (О) с 0,5≤w≤1,
и индексы u, v и w элементов N, С и О в атомных % удовлетворяют условию u+v+w=1, и y≥w.
16. Способ нанесения на изделие методом PVD смазывающего покрытия по любому из пп. 1-15, в котором монооксид молибдена напыляют методом искрового напыления с обеспечением контроля потока кислорода.
17. Способ нанесения на изделие методом PVD смазывающего покрытия по любому из пп. 1-15, в котором содержащий молибден слой с монооксидом молибдена получают путем искрового напыления с помощью по меньшей мере одной содержащей молибден мишени в реактивной кислородсодержащей или азот- и кислородсодержащей атмосфере.
18. Конструктивный элемент со смазывающим покрытием, отличающийся тем, что он имеет смазывающее покрытие по любому из пп. 1-15.
19. Применение покрытия по любому из пп. 1-15 в качестве покрытия для инструмента, используемого для изготовления конструктивных элементов из металлов или их сплавов, в частности для режущего или формующего инструмента.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US40765610P | 2010-10-28 | 2010-10-28 | |
| US61/407,656 | 2010-10-28 | ||
| DE102010053751A DE102010053751A1 (de) | 2010-10-28 | 2010-12-08 | Molybdänmonoxidschichten und deren Herstellung mittels PVD |
| DE102010053751.9 | 2010-12-08 | ||
| PCT/EP2011/004990 WO2012055485A1 (de) | 2010-10-28 | 2011-10-06 | Molybdänmonoxidschichten und deren herstellung mittels pvd |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2013124399A RU2013124399A (ru) | 2014-12-10 |
| RU2622553C2 true RU2622553C2 (ru) | 2017-06-16 |
Family
ID=45935681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2013124399A RU2622553C2 (ru) | 2010-10-28 | 2011-10-06 | Слои монооксида молибдена и их получение с помощью pvd |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9822322B2 (ru) |
| EP (1) | EP2633095B1 (ru) |
| JP (2) | JP2013545893A (ru) |
| KR (1) | KR101930564B1 (ru) |
| CN (1) | CN103270188B (ru) |
| BR (1) | BR112013010147A2 (ru) |
| CA (1) | CA2815911A1 (ru) |
| DE (1) | DE102010053751A1 (ru) |
| MX (1) | MX350887B (ru) |
| MY (1) | MY179397A (ru) |
| RU (1) | RU2622553C2 (ru) |
| SG (1) | SG190021A1 (ru) |
| WO (1) | WO2012055485A1 (ru) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012200378A1 (de) * | 2012-01-12 | 2013-07-18 | Federal-Mogul Burscheid Gmbh | Kolbenring |
| KR102193263B1 (ko) | 2012-03-12 | 2020-12-23 | 오를리콘 서피스 솔루션스 아크티엔게젤샤프트, 페피콘 | 개선된 슬라이딩 특성을 지닌 코팅 |
| DE102012207813A1 (de) * | 2012-05-10 | 2013-11-14 | Mahle International Gmbh | Gleitkörper mit Beschichtung |
| DE102012207814A1 (de) * | 2012-05-10 | 2013-11-14 | Mahle International Gmbh | Bauelement, insbesondere ein Gleitelement |
| SG11201501437YA (en) * | 2012-08-29 | 2015-03-30 | Oerlikon Surface Solutions Ag Trübbach | Arc pvd coating with enhanced reducing friction and reducing wear properties |
| DE102012017033A1 (de) * | 2012-08-29 | 2014-05-28 | Oerlikon Trading Ag, Trübbach | PVD Lichtbogenbeschichtung mit verbesserten reibungsmindernden und verschleissreduzierenden Eigenschaften |
| AR092945A1 (es) * | 2012-10-10 | 2015-05-06 | Oerlikon Trading Ag Trübbach | Recubrimiento para usos a altas temperaturas con solicitacion tribologica |
| DE102012023260A1 (de) * | 2012-11-29 | 2014-06-05 | Oerlikon Trading Ag, Trübbach | Verfahren zur Strukturierung von Schichtoberflächen und Vorrichtung dazu |
| CN104372299B (zh) * | 2013-09-23 | 2017-08-04 | 中国科学院合肥物质科学研究院 | 多层结构硬质、耐磨、润滑涂层及其制备方法 |
| DE102013018007A1 (de) | 2013-11-29 | 2015-06-03 | Oerlikon Trading Ag, Trübbach | Verfahren zur Verbesserung des Gegenkörperverschleisses im tribologischen Kontakt |
| CN103789725B (zh) * | 2014-01-29 | 2016-08-31 | 仪征亚新科双环活塞环有限公司 | 一种活塞环表面的多层多元复合硬质pvd镀层、活塞环及制备工艺 |
| JP6257837B2 (ja) * | 2014-07-24 | 2018-01-10 | エリコン・サーフェス・ソリューションズ・アクチェンゲゼルシャフト,プフェフィコーンOerlikon Surface Solutions Ag, Pfaeffikon | アーク蒸着Me11−aMe2aZI/Mo1−b−cSicBbZII多層被覆 |
| KR101673712B1 (ko) * | 2014-12-10 | 2016-11-08 | 현대자동차주식회사 | 자동차 습동 부품용 코팅재 및 이를 이용한 자동차 습동부품 표면처리 방법 |
| CN108048809B (zh) * | 2017-09-22 | 2019-07-30 | 南京航空航天大学 | 耐蚀抗菌的含银MoO3-SiO2纳米晶复合涂层的制备方法 |
| US11149651B2 (en) * | 2019-08-07 | 2021-10-19 | Raytheon Technologies Corporation | Seal ring assembly for a gas turbine engine |
| JP2022548893A (ja) * | 2019-09-19 | 2022-11-22 | エリコン サーフェス ソリューションズ エージー、プフェッフィコン | 窒化モリブデンコーティングシステムを備えた基材、およびコーティングシステムを製造するコーティング方法 |
| CN114583055B (zh) * | 2022-02-18 | 2023-09-15 | 电子科技大学 | 一种喷涂MoO3薄膜的有机光电探测器及其制备方法 |
| CN114907900B (zh) * | 2022-05-31 | 2023-07-21 | 东莞市嘉丰润滑科技有限公司 | 一种自动变速箱油、i类金属切削液和新型润滑油 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU12540U1 (ru) * | 1999-07-02 | 2000-01-20 | Открытое акционерное общество "ГАЗ" | Устройство для электроискрового легирования металлических поверхностей |
| RU2196665C1 (ru) * | 2001-09-10 | 2003-01-20 | Открытое акционерное общество "Иркутское авиационное производственное объединение" | Способ электроискрового легирования |
| RU2211260C1 (ru) * | 2001-12-26 | 2003-08-27 | Федеральное государственное унитарное предприятие Всероссийский научно-исследовательский институт авиационных материалов | Антифрикционное композиционное покрытие |
| US20090256215A1 (en) * | 2005-03-18 | 2009-10-15 | Nano-Proprietary, Inc. | Gated metal oxide sensor |
| WO2010020362A1 (de) * | 2008-08-17 | 2010-02-25 | Oerlikon Trading Ag, Trübbach | Verwendung eines targets für das funkenverdampfen und verfahren zum herstellen eines für diese verwendung geeigneten targets |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4847171A (en) * | 1988-03-10 | 1989-07-11 | Ford Motor Company | Molybdenum oxide electrodes for thermoelectric generators |
| SU1832751A1 (ru) | 1990-06-18 | 1998-01-20 | Научно-производственное объединение "НИИТавтопром" | Способ получения износостойких покрытий из соединений металлов |
| ES2083301T3 (es) * | 1993-03-26 | 1996-04-01 | Siemens Ag | Catalizador para la reduccion de oxido de nitrogeno en el gas de escape de un motor de combustion interna. |
| DK16494A (da) | 1994-02-08 | 1995-08-09 | Man B & W Diesel Gmbh | Fremgangsmåde til fremstilling af en cylinderforing samt en sådan foring |
| JP3452664B2 (ja) * | 1994-11-21 | 2003-09-29 | 帝国ピストンリング株式会社 | 摺動部材およびその製造方法 |
| JP3286097B2 (ja) * | 1994-12-22 | 2002-05-27 | 帝国ピストンリング株式会社 | 摺動部材およびその製造方法 |
| DE29620687U1 (de) | 1996-11-28 | 1997-01-30 | Fehling Ulrike | Chirurgisches Instrument |
| JP3439949B2 (ja) * | 1997-06-09 | 2003-08-25 | 帝国ピストンリング株式会社 | 硬質被覆材およびそれを被覆した摺動部材ならびにその製造方法 |
| US6802457B1 (en) | 1998-09-21 | 2004-10-12 | Caterpillar Inc | Coatings for use in fuel system components |
| US6537613B1 (en) * | 2000-04-10 | 2003-03-25 | Air Products And Chemicals, Inc. | Process for metal metalloid oxides and nitrides with compositional gradients |
| US7311961B2 (en) * | 2000-10-24 | 2007-12-25 | Ppg Industries Ohio, Inc. | Method of making coated articles and coated articles made thereby |
| US7344806B2 (en) * | 2003-03-31 | 2008-03-18 | Shin-Etsu Chemical Co., Ltd. | Method of producing phase shift mask blank, method of producing phase shift mask, phase shift mask blank, and phase shift mask |
| US20060042728A1 (en) | 2004-08-31 | 2006-03-02 | Brad Lemon | Molybdenum sputtering targets |
| US7332618B2 (en) * | 2004-09-28 | 2008-02-19 | Praxair Technology, Inc. | Organometallic precursor compounds |
| TW200706863A (en) * | 2005-03-18 | 2007-02-16 | Nano Proprietary Inc | Gated gas sensor |
| MX2007011703A (es) * | 2005-03-24 | 2008-03-10 | Oerlikon Trading Ag | Capa de material duro. |
| KR100655366B1 (ko) | 2005-07-04 | 2006-12-08 | 한국과학기술연구원 | 내열, 내마모, 저마찰 특성을 가지는 코팅제 및 이의코팅방법 |
| DE102006036101A1 (de) | 2005-08-02 | 2007-02-08 | Caterpillar Motoren Gmbh & Co. Kg | Verfahren zur Herstellung von Ventilkomponenten |
| JP4824989B2 (ja) | 2005-11-02 | 2011-11-30 | 株式会社神戸製鋼所 | 硬質皮膜 |
| JP2006255708A (ja) | 2006-07-05 | 2006-09-28 | Mitsubishi Heavy Ind Ltd | 中空糸膜の逆洗方法及び中空糸膜水処理装置 |
| US20090087673A1 (en) | 2007-09-28 | 2009-04-02 | Taylor Steven C | Method for coating fuel system components |
| EP2166128B1 (de) * | 2008-09-19 | 2011-11-09 | Oerlikon Trading AG, Trübbach | Verfahren zum Herstellen von Metalloxidschichten durch Funkenverdampfung |
| KR101127236B1 (ko) * | 2008-12-29 | 2012-03-29 | 주식회사 하이닉스반도체 | 저항성 메모리 소자의 제조 방법 |
-
2010
- 2010-12-08 DE DE102010053751A patent/DE102010053751A1/de not_active Withdrawn
-
2011
- 2011-10-06 CA CA2815911A patent/CA2815911A1/en not_active Abandoned
- 2011-10-06 CN CN201180063789.XA patent/CN103270188B/zh not_active Expired - Fee Related
- 2011-10-06 EP EP11779086.5A patent/EP2633095B1/de not_active Not-in-force
- 2011-10-06 RU RU2013124399A patent/RU2622553C2/ru not_active IP Right Cessation
- 2011-10-06 WO PCT/EP2011/004990 patent/WO2012055485A1/de active Application Filing
- 2011-10-06 BR BR112013010147A patent/BR112013010147A2/pt active Search and Examination
- 2011-10-06 MY MYPI2013001508A patent/MY179397A/en unknown
- 2011-10-06 SG SG2013032081A patent/SG190021A1/en unknown
- 2011-10-06 JP JP2013535294A patent/JP2013545893A/ja active Pending
- 2011-10-06 US US13/881,855 patent/US9822322B2/en not_active Expired - Fee Related
- 2011-10-06 KR KR1020137013593A patent/KR101930564B1/ko active IP Right Grant
- 2011-10-06 MX MX2013004780A patent/MX350887B/es active IP Right Grant
-
2017
- 2017-09-05 JP JP2017170564A patent/JP2018035442A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU12540U1 (ru) * | 1999-07-02 | 2000-01-20 | Открытое акционерное общество "ГАЗ" | Устройство для электроискрового легирования металлических поверхностей |
| RU2196665C1 (ru) * | 2001-09-10 | 2003-01-20 | Открытое акционерное общество "Иркутское авиационное производственное объединение" | Способ электроискрового легирования |
| RU2211260C1 (ru) * | 2001-12-26 | 2003-08-27 | Федеральное государственное унитарное предприятие Всероссийский научно-исследовательский институт авиационных материалов | Антифрикционное композиционное покрытие |
| US20090256215A1 (en) * | 2005-03-18 | 2009-10-15 | Nano-Proprietary, Inc. | Gated metal oxide sensor |
| WO2010020362A1 (de) * | 2008-08-17 | 2010-02-25 | Oerlikon Trading Ag, Trübbach | Verwendung eines targets für das funkenverdampfen und verfahren zum herstellen eines für diese verwendung geeigneten targets |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2815911A1 (en) | 2012-05-03 |
| MX350887B (es) | 2017-09-22 |
| CN103270188B (zh) | 2016-03-16 |
| JP2018035442A (ja) | 2018-03-08 |
| JP2013545893A (ja) | 2013-12-26 |
| KR20140066967A (ko) | 2014-06-03 |
| US20130303414A1 (en) | 2013-11-14 |
| DE102010053751A1 (de) | 2012-05-03 |
| BR112013010147A2 (pt) | 2016-09-06 |
| US9822322B2 (en) | 2017-11-21 |
| MY179397A (en) | 2020-11-05 |
| WO2012055485A1 (de) | 2012-05-03 |
| RU2013124399A (ru) | 2014-12-10 |
| EP2633095B1 (de) | 2017-09-13 |
| CN103270188A (zh) | 2013-08-28 |
| SG190021A1 (en) | 2013-06-28 |
| EP2633095A1 (de) | 2013-09-04 |
| KR101930564B1 (ko) | 2019-03-11 |
| MX2013004780A (es) | 2013-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2622553C2 (ru) | Слои монооксида молибдена и их получение с помощью pvd | |
| Franz et al. | Vanadium containing self-adaptive low-friction hard coatings for high-temperature applications: A review | |
| JP5667176B2 (ja) | 保護コーティング、保護コーティングを有するコーティング部材、並びに保護コーティングを製造するための方法 | |
| Knotek et al. | Industrial deposition of binary, ternary, and quaternary nitrides of titanium, zirconium, and aluminum | |
| US11293548B2 (en) | Sliding member and coating film | |
| Hirvonen et al. | Present progress in the development of low friction coatings | |
| Singh et al. | Tribological properties of sputter deposited ZrN coatings on titanium modified austenitic stainless steel | |
| Taktak et al. | High temperature wear and friction properties of duplex surface treated bearing steels | |
| Geng et al. | Microstructure, oxidation behavior and tribological properties of AlCrN/Cu coatings deposited by a hybrid PVD technique | |
| EP4039846A1 (en) | Sliding member and method for producing same, and coating film | |
| Wu et al. | Wear behavior of AlCrSiVN coatings at elevated temperature up to 700° C | |
| Ju et al. | Insights into the oxidation resistance mechanism and tribological behaviors of multilayered TiSiN/CrV x N hard coatings | |
| CN116635652A (zh) | CrN被膜和滑动构件 | |
| Varela et al. | NbC-Ni coatings deposited by DC reactive magnetron sputtering: Effect of Ni content on mechanical properties, thermal stability and oxidation resistance | |
| JP2011012336A (ja) | 多層皮膜被覆部材およびその製造方法 | |
| Kılınç et al. | Dry Sliding Wear Behavior of Cr-Al-N Diffusion Coatings against Silicon Nitride | |
| Łuszcz et al. | Effect of hBN on Wear of AlCrN-Coated Spark Plasma-Sintered TiB2/Ti Composites at Temperatures up to 900° C | |
| JP2018172706A (ja) | 硬質炭素被覆膜 | |
| Vijayan | A Preliminary Investigations on Second Generation Nano Composite Super Nitride Coatings on Astm A681 Tool Steels | |
| Yin et al. | Effects of plasma nitriding interlayer on adhesion and tribological behaviors of AlTiSiN coating | |
| Deniz et al. | Structural Characterization of Titanium Nitride Coatings on AISI M2 Steel | |
| JP2022147326A (ja) | 表面被覆切削工具 | |
| JP2004268250A (ja) | 被覆エンドミル及び被覆用ターゲット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HZ9A | Changing address for correspondence with an applicant | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20191007 |