RU2608929C2 - Способ и система для изготовления сборок - Google Patents
Способ и система для изготовления сборок Download PDFInfo
- Publication number
- RU2608929C2 RU2608929C2 RU2015111702A RU2015111702A RU2608929C2 RU 2608929 C2 RU2608929 C2 RU 2608929C2 RU 2015111702 A RU2015111702 A RU 2015111702A RU 2015111702 A RU2015111702 A RU 2015111702A RU 2608929 C2 RU2608929 C2 RU 2608929C2
- Authority
- RU
- Russia
- Prior art keywords
- housing
- legs
- cutting element
- clamp
- subassembly
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/4068—Mounting devices; Manufacture of razors or cartridges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/52—Handles, e.g. tiltable, flexible
- B26B21/528—Manufacture of razor handles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49815—Disassembling
- Y10T29/49822—Disassembling by applying force
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49863—Assembling or joining with prestressing of part
- Y10T29/4987—Elastic joining of parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53991—Work gripper, anvil, or element
Abstract
Изобретение относится к области изготовления бритвенных картриджей. Способ изготовления бритвенных картриджей включает обеспечение формованного пластикового корпуса. Данный корпус содержит упругие опорные элементы, упруго поддерживающие режущий элемент. Режущий элемент имеет вытянутый край, проходящий от первой боковой поверхности до второй боковой поверхности корпуса и доступный через окно. Заготовку зажима собирают с корпусом путем помещения ножек на каждую сторону полого пространства. Основание проходит через край элемента. Ножки деформируют для взаимодействия с нижней поверхностью корпуса для удержания элемента в корпусе. Также раскрыта система для изготовления бритвенных картриджей. Техническим результатом изобретения является обеспечение верхней зоны упора для боковых сторон режущего элемента и более точного определения его положения. 2 н. и 11 з.п. ф-лы, 11 ил.
Description
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам и системам для изготовления сборок.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Головки механической бритвы с подвижными лезвиями широко известны. В таких головках режущий элемент расположен на пружинных язычках, толкающих его вверх до приведения в контакт с частью головки, определяющей верхний стопор. Положение лезвия должно быть определено очень точно, поскольку степень его обнажения очень сильно влияет на эффективность бритья.
Проблема заключается в изготовлении таких изделий надежным и при этом экономически эффективным способом и с высокой производительностью.
В патентном документе WO 2010/006654 описан подходящий способ, в котором режущие элементы помещены в корпус. Пластиковая крышка закрывает корпус и режущие элементы и соединена с корпусом путем ультразвуковой сварки.
Хотя такой способ очень удобен в случае, когда бритвенная головка содержит две пластиковые части, каждая из которых приспособлена для осуществления конкретной функции, в качестве альтернативы может потребоваться уменьшить число разных пластиковых частей (т.е. уменьшить число форм и риск брака сборки из-за того, что всего лишь одна из двух пластиковых частей выходит за пределы допустимого диапазона).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для решения этой задачи предложен способ изготовления сборок, включающий следующие этапы:
- обеспечение подсборки, содержащей:
- формованный пластиковый корпус, содержащий переднюю и заднюю части, первую и вторую боковые части, причем указанные передняя, задняя, первая и вторая боковые части ограничивают полое пространство между ними, и указанный корпус имеет верхнюю поверхность, содержащую окно, ведущее в это полое пространство, и противоположную нижнюю поверхность, причем указанный корпус дополнительно содержит упругие опорные элементы, проходящие в полом пространстве;
- по меньшей мере один элемент, упруго поддерживаемый по меньшей мере одним упругим опорным элементом и имеющий вытянутый край, проходящий от указанной первой боковой поверхности до указанной второй боковой поверхности и доступный через указанное окно;
- обеспечение заготовки зажима, изготовленной из формуемого материала и имеющей U-образную форму с первой и второй параллельными ножками, соединенными поперечным основанием;
- соединение заготовки зажима с подсборкой путем помещения первой и второй ножек на каждую сторону полого пространства, причем основание проходит через край элемента;
- деформирование первой и второй ножек для взаимодействия с нижней поверхностью корпуса для удержания элемента в корпусе.
Описанный способ позволяет обеспечить необходимые уровни точности и производительности.
В соответствии с некоторыми вариантами осуществления изобретения, можно использовать также один или более признаков, определенных в формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие отличительные признаки и преимущества изобретения станут понятны из следующего описания одного из вариантов его осуществления, приведенного в качестве неограничивающего примера, и прилагаемых чертежей.
На фиг. 1 схематично представлен вид сверху системы, пригодной для изготовления бритвенных головок.
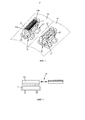
На фиг. 2 представлен покомпонентный вид в перспективе бритвенной головки, собираемой системой по фиг. 1.
На фиг. 3 представлен частичный вид в перспективе маршрута сборки.
На фиг. 4 схематично представлена станция установки лезвия.
На фиг. 5 представлен вид сбоку в разрезе по линии V-V на фиг. 2 корпуса с собранными режущими элементами перед сборкой зажимов.
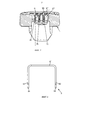
На фиг. 6 схематично представлен вид сбоку заготовки зажима, применяемой в системе по фиг. 1.
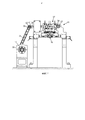
На фиг. 7 схематично представлен общий вид спереди станции зажима в системе сборки по фиг. 1.
На фиг. 8 представлен увеличенный вид в перспективе станции по фиг. 7.
На фиг. 9 и 10 представлены частичные виды в разрезе соответственно по линиям IX-IX и Х-Х по фиг. 8 на первом этапе процесса зажима.
На фиг. 11 представлен вид, аналогичный виду по фиг. 10, на втором этапе процесса зажима.
На чертежах одинаковыми ссылочными позициями обозначены одинаковые или подобные элементы.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 2 представлен покомпонентный чертеж примера бритвенной головки, пригодной для сборки описанным ниже способом. Как видно на фиг. 2, в соответствии с этим примером, бритвенная головка содержит корпус 1, три режущих элемента 2а, 2b и 2с, установленных с возможностью перемещения в корпусе под действием пружины, два боковых зажима 3а, 3b, которые взаимодействуют с нижней поверхностью корпуса, не позволяя режущим элементам выпасть из корпуса через верхнее окно. Зажимы обеспечивают верхнюю зону упора для боковых сторон режущих элементов.
В частности, корпус содержит передний участок 61 и задний участок 62 («передний» и «задний» определяются нормальным направлением бритья). Передний участок 61 может содержать предохранительную полосу, а задний участок может содержать смазочную ленту). Между передним и задним участком находится центральный участок 63, ограничивающий полое пространство, вмещающее один или более режущих элементов, проходящих параллельно друг другу. Режущие элементы проходят между двумя боковыми участками 64а и 64b корпуса. Два боковых участка 64а и 64b проходят от переднего участка 61 до заднего участка 62.
Корпус 1 также содержит смещающие элементы 65. Эти смещающие элементы смещают режущие элементы в исходное положение. В проиллюстрированном примере смещающие элементы 65 содержат пружинные язычки. Пружинный язычок проходит от бокового участка к центру корпуса, по существу параллельно краю режущего элемента. Он также проходит от нижнего участка к верхнему участку корпуса, где под «верхней» подразумевается поверхность, нормально используемая для бритья, а под «нижней» - противоположная поверхность, через которую проходят промывная вода и срезанные волоски. Режущий элемент опирается на два противоположных пружинных язычка.
Каждая из боковых частей корпуса содержит два вводных отверстия 66. Эти отверстия являются сквозными и проходят от верхнего участка корпуса до его нижнего участка. В каждой из этих боковых частей вводное отверстие расположено на каждой стороне полого пространства.
Режущие элементы могут быть, например, элементами типа «лезвие, закрепленное на изогнутой опоре». На фиг. 5 представлен пример, в котором прямое лезвие 90, изготовленное из особого материала и имеющее острый край, закреплено (например, приварено) на опоре 91 (которая может быть изготовлена из другого особого материала), согнутой на угол α, составляющий, например, от 90° до 135° между двумя ее частями. Край лезвия заострен и покрыт упрочняющим и смазочным покрытиями.
На фиг. 1 схематично представлен пример установки для сборки таких бритвенных головок.
На входе установки расположена станция 4 подачи корпуса, три накопителя 5а, 5b, 5с режущих элементов и станция 6 подачи заготовки зажима. Число накопителей режущих элементов может варьироваться, например, от 1 до 5.
Установка 8 содержит серводвигатель 10, пошагово перемещающий стол 11, состоящий из множества платформ 12 (на фиг. 1 представлены только две платформы, но они могут быть расположены по всему столу) вдоль маршрута 13 сборки (далее вращение вокруг вертикальной оси Z).
Цикл состоит на 1/3 из перемещения стола и на 2/3 из остановки стола. Во время остановки стола другие инструменты, расположенные вдоль маршрута 13 сборки, приводятся в действие коленчатым валом 15, синхронизированным с серводвигателем 10.
Платформы стола могут нежестко соединяться друг с другом, свободно перемещаясь в системе координат помещения.
Как видно на фиг. 3, каждая платформа 12 стола вмещает гнездо 16, закрепленное на платформе 12.
Это гнездо содержит основание 17, имеющее нижнюю часть 18, закрепленную на платформе (с помощью винтов), и приемную полость (вмещающую собранную бритвенную головку в одном из гнезд по фиг. 3), выполненную с возможностью приема корпуса. Боковые лапки 19а, 19b установлены на основании с возможностью перемещения и подпружинены относительно него для удержания корпуса 1 в гнезде.
В частности, на фиг. 9 (где представлено гнездо, удерживающее корпус, на станции формования зажима) видно, что корпус удерживается в гнезде в его центральной части (переднее и заднее нижние удлинения корпуса опираются на гнездо). На фиг. 10, где представлен параллельный разрез, проходящий через гнездо в плоскости захватов, видно, что доступ к нижней части корпуса осуществляется через эту часть гнезда. Как видно на фиг. 3, гнездо имеет вводные отверстия, расположенные на каждом конце зажима, в которые входят концы сгибающих захватов.
Первая станция 71 по фиг. 1 является станцией 71 размещения корпуса.
Подаваемые корпусы 1 ориентированы в направлении от вибрационной чаши 72 (перемещение обеспечивается воздушной струей). Перегрузочный аппарат 23 используется для захвата корпуса с линии 24 подачи и помещения его в полость гнезда. Линия 24 подачи предназначена для подачи корпусов бритв из чаши 72 в нужной ориентации.
Перегрузочный аппарат 23 может использовать концевую часть, содержащую отсос (вакуумный) для удержания корпуса и помещения его в гнездо 16 в правильном положении.
Управление перемещением концевой части может осуществляться коленчатым валом 15. Следовательно, концевая часть перемещается в направлении Z (сверху вниз) с вертикально перемещаемой частью 73, установленной на горизонтально перемещаемой части 74, которая перемещается в горизонтальной плоскости относительно неподвижной рамы 75 системы. Альтернативно, управление перемещением концевой части может осуществляться серводвигателем, синхронизированным с серводвигателем 10.
Корпус перемещают на первую станцию 76 размещения режущего элемента. Здесь используют 3 станции 76, 77, 78 размещения режущего элемента, расположенные одна за другой вдоль маршрута сборки. Все станции размещения режущего элемента идентичны.
Как показано схематично на фиг. 4, эта станция содержит концевую часть 29 для захвата режущего элемента с помощью вакуума и подачи его на корпус 1. Эта часть выполнена таким образом, чтобы соответствовать необходимой здесь геометрии миниатюрного режущего элемента. Режущий элемент подается через окно верхней поверхности во внутреннее пространство. Эта концевая часть 29 перемещается вдоль направления Z, а также в горизонтальной плоскости. Здесь может использоваться такая же схема управления, как на станции размещения корпуса. Разница заключается в величине хода в направлении Z, которая может быть меньше, поскольку протяженность режущего элемента в направлении Z меньше, чем протяженность корпуса в этом направлении.
На фиг. 5 схематично представлен поперечный разрез собранного изделия на этом этапе, показывающий корпус, несущий три режущих элемента.
На этом этапе все три режущих элемента 2а, 2b, 2с размещены в корпусе 1, образуя подсборку, как показано на фиг. 5. Каждый из режущих элементов опирается на два пружинных язычка 67 (по одному на каждой боковой стороне корпуса). Естественная упругость пружинных язычков определяет исходное положение режущего элемента при сборке.
Контроль может осуществляться после размещения лезвий в корпусе. Контроль может осуществляться при каждой перегрузке с помощью переключателя давления. Если при контроле не обнаружено каких-либо проблем, процесс продолжается, как будет описано ниже. Если при контроле обнаружена проблема, процесс продолжается, как изложено ниже, кроме случая, когда не были поданы заготовки зажима (в таком случае последующие инструменты будут работать вхолостую), или процесс продолжается как будет описано ниже, но головка будет забракована после формования зажима.
Корпус со вставленными режущими элементами перемещается на станцию 32 подачи зажима. Удерживать режущие элементы внутри головки можно любыми дополнительными средствами. Могут применяться две станции подачи зажима, по одной для каждой заготовки зажима, размещенных на каждой соответствующей стороне корпуса. Эти станции являются одинаковыми, за исключением разных мест подачи заготовки зажима (по одному с каждой стороны корпуса). Может применяться устройство, подобное применяемому для манипуляций с режущими элементами.
На фиг. 6 схематично представлен поперечный разрез заготовки зажима в том виде, в котором эта заготовка подается с станции 6 подачи заготовки зажима. Заготовка 9 зажима является по существу U-образной и имеет основание 81 и два крыла (или ножки) 82, 83. Заготовка 9 зажима изготовлена из формуемого материала, например тонкого листа подходящего металла. В настоящем примере, два крыла 82, 83 идентичны. Каждое проходит до конца 84. Каждый конец может быть конусообразным (по существу V-образным в разрезе, поперечном разрезу по фиг. 6).
На фиг. 10 схематично представлена установка U-образной заготовки 9 зажима в корпус, причем основание 81 заготовки зажима закрывает боковые стороны лезвий, а крылья 82, 83 вставлены в соответствующие вводные отверстия 66 корпуса перед лезвиями и за ними (см. фиг. 2). Одна из таких заготовок зажима введена на каждой боковой стороне корпуса, через переднее и заднее вводные отверстия.
На фиг. 7 представлен общий вид станции 11 формования зажима. Система шарнирного манипулятора содержит первый рычаг 35, прикрепленный одним концом 38 к коленчатому валу 15, а вторым концом 39 к шарниру 40 к первому концу 41 второго рычага 36. Второй конец 34 второго рычага 36 закреплен с возможностью поворота на неподвижном основании 33. Второй рычаг 36 соединен с тележкой 37 формирующего инструмента, обеспечивая его возвратно-поступательное вертикальное перемещение, позволяющее сформировать U-образно изогнутую заготовку зажима в точном положении в головке.
На станции 11 формирования зажима оба конца обеих U-образных заготовок зажима одновременно сгибают, придавая окончательную форму.
Как видно на фиг. 8, кулачковый держатель 48 удерживает гнездо, вмещающее головку (на фиг. 8 гнездо не показано, но показана удерживаемая в нем головка). Кулачковый держатель 48 имеет кулачковую поверхность 49.
Станция формирования содержит основание 42, перемещаемое вверх и вниз под действием коленчатого вала с помощью системы 35, 36 двухзвенного рычага, как описано выше.
Опора 54' вмещает два вала 54 захватов. Валы захватов проходят параллельно друг другу вдоль горизонтальной оси и смещены относительно друг друга вдоль оси, перпендикулярной горизонтальной оси. Валы захватов установлены с возможностью поворота на основании 42.
Основание 42 содержит две пары сгибающих захватов 45а, 45b и 46а, 46b (по одной паре для каждой заготовки зажима, один захват данной пары для каждого конца заготовки зажима), закрепленных на соответствующем валу 54а, 54b захватов.
Пружина 47 проходит между верхними концами двух связанных захватов и смещает захваты данной пары в исходное положение. Альтернативно, торсионная пружина может быть установлена непосредственно на каждом конце вала захватов. Вал 54 захватов взаимодействует путем действия кулачка с поверхностью 49 кулачкового держателя 48, вызывая поворот захватов, окружающих корпус и проходящих под ним, так чтобы сложить/согнуть концы заготовки зажима в их окончательное согнутое положение. Это описано для передних захватов, но применимо равным образом и к задним захватам.
В этом окончательном положении, как показано на фиг. 11, зажим обычно имеет U-образную форму и наклоненный к основанию конец 43. Форма корпуса определяет эту окончательную форму.
Инструмент дополнительно содержит держатель 50, удерживающий зажим и корпус (держатель 50 контактирует только с верхней поверхностью 85 зажима) при сгибании. Держатель содержит основной компонент 51, установленный для перемещения основания 42 инструмента вдоль оси Z, и стопор 53. Между держателем и основанием 42 расположены пружины 52.
Описанная выше станция функционирует следующим образом: весь цикл приводится в действие коленчатым валом 15 через рычаги 35 и 36.
По окончании первого этапа перемещения основания 42, основной компонент 51 перемещают вместе с основанием 42 до тех пор, пока не войдет в контакт с верхней поверхностью 85 заготовки зажима, а стопор 53 не упрется в стопор рамы (не показан). Этот стопор рамы останавливает держатель 50 на пути вниз в случае, если гнездо пусто, т.е. не содержит бритвенной головки, и таким образом предотвращает столкновение держателя с гнездом. В этом месте основной компонент 51 образует нагрузочный элемент в контакте с основанием 81 заготовки зажима, предотвращая перемещение заготовки зажима вверх при сгибании. Стопор 53 определяет предельное обнажение лезвий. Положение стопора может тонко регулироваться оператором в направлении Z. Так, пружины, которые принимают режущий элемент, могут быть смещены до нагрузки, необходимой на этом этапе.
Дальнейшее перемещение основания вниз (второй этап перемещения основания) сжимает пружины 52, обеспечивая замедление после высвобождения, а также дальнейшее перемещение основания вниз.
По мере движения опоры вниз валы 54 захватов взаимодействуют с кулачковым держателем 48 так, что поверхность 49 кулачка приводит вал захватов во вращение относительно его продольной оси. Задний вал захватов приходит в движение симметрично валу, описанному выше, относительно центральной плоскости симметрии, проходящей вертикально между двумя осями. Таким образом, захваты 45а и 46а поворачиваются против часовой стрелки по фиг. 9, а захваты 45b и 46b поворачиваются по часовой стрелке, растягивая пружины 47. На фиг. 11 представлен окончательный этап сгибания, когда зажимы поворачиваются в окончательное положение.
На третьем этапе перемещения основания валы захватов поворачиваются в противоположном направлении (все еще под действием кулачка). После высвобождения пружины 52 сначала разгружаются без перемещения основного компонента 51 вверх, все еще до какой-то степени удерживая зажимы на месте сразу после сгибания. Только при достаточном ослаблении пружин основной компонент 51 перемещается вверх.
Затем установка может быть оборудована станцией контроля. Эта станция может быть, например, станцией оптического контроля, на которой происходит проверка наличия обоих зажимов. Если этих двух зажимов нет, головку удаляют из гнезда и забраковывают. Если станция контроля не обнаруживает каких-либо проблем, операция продолжается, как описано ниже.
Установка 8 дополнительно содержит выходную станцию 7, на которой собранные головки отправляются на хранение или на дальнейшую обработку.
Выходная станция содержит приводные средства для перемещения лапок 19 гнезда от головки против действия пружин. Головка может быть захвачена и помещена из основной установки для дальнейшей обработки или на хранение с помощью перегрузочного аппарата, подобного используемому для захвата и размещения корпуса в гнезде на станции размещения корпуса.
Хотя выше подробно описано устройство в соответствии с одним из вариантов осуществления настоящего изобретения, возможны и другие варианты осуществления.
В одном из вариантов осуществления стола, серводвигатель 10 может пошагово перемещать бесконечную ленту, состоящую из множества платформ 12 вдоль маршрута 13 сборки (здесь прямой маршрут вдоль продольной горизонтальной оси) и назад вдоль обратного маршрута, параллельного маршруту сборки и проходящего под ним. В этом случае неверно собранная головка не удаляется из гнезда, а забраковывается, когда ремень возвращается в исходное положение. Станция контроля может находиться непосредственно перед станцией подачи корпуса для обнаружения пустого гнезда.
Такая система обеспечивает повышенную модульность, например, для добавления большего числа станций, например большего числа станций размещения режущего элемента, позволяя собирать бритвенные головки, содержащие большее число режущих элементов. Также может быть добавлено несколько дополнительных платформ для охвата маршрута большей длины.
Claims (32)
1. Способ изготовления бритвенных картриджей, включающий следующие этапы:
- обеспечение подсборки, содержащей формованный пластиковый корпус, имеющий переднюю, заднюю, а также первую и вторую боковые части, ограничиваюющие полое пространство между ними, верхнюю поверхность с окном, ведущим в указанное полое пространство, противоположную нижнюю поверхность и упругие опорные элементы, проходящие в полом пространстве, по меньшей мере один режущий элемент, упруго поддерживаемый по меньшей мере одним упругим опорным элементом и имеющий вытянутый край, проходящий от указанной первой боковой части корпуса до указанной второй боковой части с обеспечением доступа к нему через окно корпуса,
причем этап обеспечения подсборки дополнительно включает удержание указанного корпуса в гнезде,
при этом способ дополнительно включает перемещение упомянутого гнезда через множество рабочих станций, на которых осуществляют соответствующие следующие этапы:
- обеспечение заготовки зажима, изготовленной из формуемого материала и имеющей U-образную форму с первой и второй параллельными ножками, соединенными поперечным основанием,
- соединение заготовки зажима с подсборкой путем помещения первой и второй ножек заготовки зажима на каждую сторону полого пространства корпуса, причем основание заготовки зажима проходит через край режущего элемента,
- деформирование первой и второй ножек заготовки зажима для взаимодействия с нижней поверхностью корпуса для удержания режущего элемента в корпусе.
2. Способ по п. 1, отличающийся тем, что указанный корпус дополнительно имеет сквозное отверстие, проходящее от верхней поверхности до нижней поверхности и расположенное на одной стороне полого пространства, причем соединение заготовки зажима с подсборкой включает введение первой ножки в сквозное отверстие.
3. Способ по п. 2, отличающийся тем, что указанное сквозное отверстие представляет собой первое сквозное отверстие, причем указанный корпус дополнительно имеет по меньшей мере одно второе сквозное отверстие, проходящее от верхней поверхности до нижней поверхности и параллельное первому сквозному отверстию, причем первое и второе сквозные отверстия расположены на каждой стороне полого пространства, причем соединение заготовки зажима с подсборкой включает введение первой и второй ножек соответственно в первое и второе сквозные отверстия.
4. Способ по п. 1, отличающийся тем, что он дополнительно включает удержание заготовки зажима с подсборкой по меньшей мере в процессе деформирования ножек.
5. Способ по п. 1, отличающийся тем, что он дополнительно включает удержание заготовки зажима с подсборкой по меньшей мере после деформирования ножек.
6. Способ по п. 1, отличающийся тем, что удержание корпуса включает установку держателя в контакт с поперечным основанием заготовки зажима в регулируемом предварительно заданном положении относительно корпуса.
7. Способ по п. 1, отличающийся тем, что обеспечение указанной подсборки включает:
- обеспечение указанного формованного пластикового корпуса;
- обеспечение указанного по меньшей мере одного режущего элемента в указанном корпусе.
8. Способ по п. 7, отличающийся тем, что по меньшей мере один режущий элемент представляет собой первый режущий элемент, причем обеспечение указанной подсборки дополнительно включает обеспечение по меньшей мере одного второго режущего элемента, упруго поддерживаемого по меньшей мере одним упругим опорным элементом и имеющего вытянутый край, проходящий от указанной первой боковой поверхности корпуса до указанной второй боковой поверхности параллельно вытянутому краю первого режущего элемента с обеспечением доступа к нему через указанное окно корпуса.
9. Способ по п. 1, отличающийся тем, что указанная заготовка зажима представляет собой первую заготовку зажима, причем способ дополнительно включает:
- обеспечение второй заготовки зажима, изготовленной из формуемого материала и имеющей U-образную форму с первой и второй параллельными ножками, соединенными поперечным основанием,
- соединение второй заготовки зажима с подсборкой параллельно первой заготовке зажима путем помещения первой и второй ножек второй заготовки зажима на каждую сторону полого пространства, причем основание второй заготовки зажима проходит через край режущего элемента,
- деформирование первой и второй ножек второй заготовки зажима для взаимодействия с задней поверхностью корпуса для удержания режущего элемента в корпусе.
10. Способ по п. 9, отличающийся тем, что деформирование ножек первой и второй заготовок зажима осуществляют одновременно.
11. Способ по любому из пп. 1-10, отличающийся тем, что дополнительно включает удаление собранной бритвенной головки из гнезда после деформирования ножек.
12. Система для изготовления бритвенных картриджей, содержащая:
- первую систему подачи, выполненную с возможностью обеспечения подсборки, содержащей
- формованный пластиковый корпус, имеющий переднюю, заднюю, а также первую и вторую боковые части, ограничивающие полое пространство между ними, верхнюю поверхность с окном, ведущим в указанное полое пространство, противоположную нижнюю поверхность и упругие опорные элементы, проходящие в полом пространстве,
- по меньшей мере один режущий элемент, упруго поддерживаемый по меньшей мере одним упругим опорным элементом и имеющий вытянутый край, проходящий от указанной первой боковой части корпуса до указанной второй боковой части с обеспечением доступа к нему через окно корпуса,
- средства для удержания указанного корпуса в гнезде,
- средства для перемещения гнезда через множество рабочих станций, на которых осуществляют соответствующие этапы изготовления,
- вторую систему подачи, выполненную с возможностью обеспечения заготовки зажима, изготовленной из формуемого материала и имеющей U-образную форму с первой и второй параллельными ножками, соединенными поперечным основанием,
- систему сборки, выполненную с возможностью соединения заготовки зажима с подсборкой путем помещения первой и второй ножек на каждую сторону полого пространства, причем основание заготовки зажима проходит через край режущего элемента,
- систему зажима, выполненную с возможностью деформирования первой и второй ножек для взаимодействия с нижней поверхностью корпуса для удержания режущего элемента в корпусе.
13. Система по п. 12, отличающаяся тем, что первая система подачи содержит бесконечную систему и выполнена с возможностью перемещения подсборки по меньшей мере через вторую систему подачи, систему сборки и систему зажима.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2012/068956 WO2014048460A1 (en) | 2012-09-26 | 2012-09-26 | Method and system for the manufacture of a razor cartridge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2015111702A RU2015111702A (ru) | 2016-11-20 |
| RU2608929C2 true RU2608929C2 (ru) | 2017-01-26 |
Family
ID=46970262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2015111702A RU2608929C2 (ru) | 2012-09-26 | 2012-09-26 | Способ и система для изготовления сборок |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US10052775B2 (ru) |
| EP (1) | EP2900436B1 (ru) |
| JP (1) | JP2015530163A (ru) |
| KR (1) | KR101991472B1 (ru) |
| CN (1) | CN104736308B (ru) |
| BR (1) | BR112015006689B1 (ru) |
| CA (1) | CA2885607C (ru) |
| IN (1) | IN2015DN02449A (ru) |
| MX (1) | MX2015003830A (ru) |
| RU (1) | RU2608929C2 (ru) |
| WO (1) | WO2014048460A1 (ru) |
| ZA (1) | ZA201502089B (ru) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104736308B (zh) * | 2012-09-26 | 2018-08-10 | 比克-维尔莱克 | 制造装配的方法和系统 |
| MX2018011289A (es) | 2016-03-18 | 2019-02-18 | Personal Care Marketing And Res Inc | Cartucho para rasuradora. |
| US9993931B1 (en) | 2016-11-23 | 2018-06-12 | Personal Care Marketing And Research, Inc. | Razor docking and pivot |
| USD884970S1 (en) | 2019-02-27 | 2020-05-19 | PCMR International Ltd. | Razor cartridge guard |
| USD884971S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Razor cartridge |
| USD884969S1 (en) | 2019-02-27 | 2020-05-19 | Pcmr International Ltd | Combined razor cartridge guard and docking |
| KR102357059B1 (ko) * | 2019-11-27 | 2022-01-28 | 주식회사 도루코 | 면도기 카트리지 및 면도기 카트리지 제조 방법 |
| US11000960B1 (en) | 2020-11-16 | 2021-05-11 | Personal Care Marketing And Research, Inc. | Razor exposure |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999016591A1 (en) * | 1997-09-30 | 1999-04-08 | The Gillette Company | Razor cartridge with metal clip retaining blades |
| RU2331508C2 (ru) * | 2004-02-09 | 2008-08-20 | Дзе Жиллетт Компани | Бритвы, лезвийные блоки для них и способы их производства |
| US20110313559A1 (en) * | 2010-06-18 | 2011-12-22 | Gregory David Aviza | Use Of Printed Circuit Board, Electronic Component, And Semi-Conductor Assembly Equipment For The Assembly Of Razors And Components Thereof |
| US20120151775A1 (en) * | 2009-08-06 | 2012-06-21 | Xiangrong Ren | Razor head and outer frame thereof |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3832432A (en) | 1972-06-29 | 1974-08-27 | Gillette Co | Method of razor blade unit assembly |
| US3866298A (en) | 1974-01-02 | 1975-02-18 | Gillette Co | Assembly apparatus |
| US3973313A (en) | 1975-03-31 | 1976-08-10 | Carter-Wallace, Inc. | Apparatus for assembling micro-filter units |
| US4172514A (en) | 1977-02-07 | 1979-10-30 | Giddings & Lewis, Inc. | High speed continuous assembly machine |
| US4166527A (en) | 1977-08-01 | 1979-09-04 | Stelron Cam Company | Device for picking up and placing articles on movable conveyors and assembly lines and to an endless construction and to an article pickup and deposit device therefor |
| US4223781A (en) | 1978-08-10 | 1980-09-23 | Stelron Cam Company | Endless conveyor construction |
| US4378634A (en) * | 1979-12-07 | 1983-04-05 | The Gillette Company | Razor blade assembly |
| US4378633A (en) * | 1979-12-07 | 1983-04-05 | The Gillette Company | Razor blade assembly |
| US4270268A (en) * | 1979-12-07 | 1981-06-02 | The Gillette Company | Razor blade assembly |
| IT1159796B (it) | 1982-05-18 | 1987-03-04 | Enomec Srl | Pinza di presa bottiglie costituente maglia di una catena portante |
| US4492024A (en) * | 1982-09-17 | 1985-01-08 | The Gillette Company | Razor blade assembly |
| US4488357A (en) * | 1982-09-17 | 1984-12-18 | The Gillette Company | Safety razor |
| JPS59143841A (ja) | 1983-02-03 | 1984-08-17 | Fuji Photo Film Co Ltd | フイルム巻込方法及び装置 |
| US5318429A (en) * | 1987-04-24 | 1994-06-07 | Warner-Lambert Company | Process for insert molding wet-shaving razor unit and unit made therefrom |
| US4932122A (en) * | 1987-12-21 | 1990-06-12 | The Gillette Company | Safety razor blade assembly |
| US5416974A (en) * | 1990-03-27 | 1995-05-23 | The Gillette Company | Safety razors and blade units therefor |
| BR9105786A (pt) * | 1990-06-11 | 1992-06-02 | Gillette Co | Aparelho de barbear de seguranca |
| US5249361A (en) * | 1992-05-13 | 1993-10-05 | The Gillette Company | Guard for razor blade assembly |
| DE69318035T2 (de) * | 1992-11-09 | 1998-10-15 | Warner Lambert Co | Eingegossenes dynamisches rasiersystem |
| GB2274421B (en) * | 1993-01-21 | 1996-05-15 | Wilkinson Sword Gmbh | Razor head, in particular a razor blade unit of a wet razor |
| US5303539A (en) | 1993-01-29 | 1994-04-19 | The Gillette Company | Staple forming |
| CN1114521C (zh) * | 1994-10-03 | 2003-07-16 | 吉莱特公司 | 剃刀组件 |
| US5787586A (en) * | 1996-04-10 | 1998-08-04 | The Gillette Company | Shaving system and method |
| US6009624A (en) * | 1997-09-30 | 2000-01-04 | The Gillette Company | Razor cartridge with movable blades |
| DE19842774C2 (de) | 1998-09-18 | 2001-04-12 | Heron Sondermaschinen Und Steu | Verfahren und Vorrichtung zur Positionierung eines Werkstückträgers |
| US6758320B1 (en) | 2002-03-29 | 2004-07-06 | Mid-West Automation Systems, Inc. | Pallet positioning system |
| US7617607B2 (en) * | 2003-07-21 | 2009-11-17 | The Gillette Company | Shaving razors and other hair cutting assemblies |
| US7207434B2 (en) | 2003-11-13 | 2007-04-24 | Hartness International, Inc. | Conveyor with center-actuatable gripper, and related conveyor link |
| US20050198830A1 (en) * | 2004-03-11 | 2005-09-15 | Walker Vincent P. | Shaving cartridges and razors |
| US7197825B2 (en) * | 2004-03-11 | 2007-04-03 | The Gillette Company | Razors and shaving cartridges with guard |
| US7669335B2 (en) | 2004-03-11 | 2010-03-02 | The Gillette Company | Shaving razors and shaving cartridges |
| US7185753B2 (en) | 2004-09-28 | 2007-03-06 | Hartness International, Inc. | Shuttle conveyor |
| JP4224015B2 (ja) * | 2004-11-10 | 2009-02-12 | 大橋鉄工株式会社 | 線状材の自動曲げ加工装置及び自動曲げ加工システム |
| WO2010006654A1 (en) | 2008-07-18 | 2010-01-21 | Bic-Violex Sa | Process and station for manufacturing a safety razor cartridge, and safety razor cartridge |
| US8117725B2 (en) | 2008-10-31 | 2012-02-21 | The Gillette Company | Method of manufacturing a plurality of molded components |
| US8782903B2 (en) * | 2009-05-29 | 2014-07-22 | The Gillette Company | Shaving razor comb guard for a trimming blade |
| RU2523198C2 (ru) | 2009-12-18 | 2014-07-20 | Дзе Жиллетт Компани | Бритвенный картридж с нережущим элементом |
| US20110203120A1 (en) * | 2010-02-23 | 2011-08-25 | Stephen Charles Witkus | Razor cartridge assembly |
| US8359752B2 (en) * | 2010-06-17 | 2013-01-29 | The Gillette Company | Shaving razor cartridge |
| US8448339B2 (en) * | 2010-08-03 | 2013-05-28 | The Gillette Company | Shaving cartridge with supressed blade geometry |
| US20140000114A1 (en) * | 2012-06-28 | 2014-01-02 | The Gillette Company | Shaving razor cartridge |
| CN104736308B (zh) * | 2012-09-26 | 2018-08-10 | 比克-维尔莱克 | 制造装配的方法和系统 |
| PL2853362T3 (pl) * | 2013-09-25 | 2017-01-31 | Bic Violex S.A. | Kaseta nożyków do golenia |
| EP3113918B1 (en) * | 2013-10-02 | 2020-01-08 | Dorco Co., Ltd. | Razor cartridges |
| BR112016012363B1 (pt) * | 2013-12-05 | 2021-03-30 | Bic-Violex Sa | Cartucho de lâmina de barbear, ângulo de lâmina de barbear e barbeador |
| EP3083163B1 (en) * | 2013-12-18 | 2020-02-05 | BIC-Violex S.A. | A shaving blade cartridge |
-
2012
- 2012-09-26 CN CN201280076076.1A patent/CN104736308B/zh active Active
- 2012-09-26 BR BR112015006689-5A patent/BR112015006689B1/pt active IP Right Grant
- 2012-09-26 IN IN2449DEN2015 patent/IN2015DN02449A/en unknown
- 2012-09-26 US US14/430,330 patent/US10052775B2/en active Active
- 2012-09-26 CA CA2885607A patent/CA2885607C/en not_active Expired - Fee Related
- 2012-09-26 RU RU2015111702A patent/RU2608929C2/ru active
- 2012-09-26 KR KR1020157010294A patent/KR101991472B1/ko active IP Right Grant
- 2012-09-26 JP JP2015533455A patent/JP2015530163A/ja active Pending
- 2012-09-26 WO PCT/EP2012/068956 patent/WO2014048460A1/en active Application Filing
- 2012-09-26 EP EP12768772.1A patent/EP2900436B1/en active Active
- 2012-09-26 MX MX2015003830A patent/MX2015003830A/es active IP Right Grant
-
2015
- 2015-03-26 ZA ZA2015/02089A patent/ZA201502089B/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999016591A1 (en) * | 1997-09-30 | 1999-04-08 | The Gillette Company | Razor cartridge with metal clip retaining blades |
| RU2331508C2 (ru) * | 2004-02-09 | 2008-08-20 | Дзе Жиллетт Компани | Бритвы, лезвийные блоки для них и способы их производства |
| US20120151775A1 (en) * | 2009-08-06 | 2012-06-21 | Xiangrong Ren | Razor head and outer frame thereof |
| US20110313559A1 (en) * | 2010-06-18 | 2011-12-22 | Gregory David Aviza | Use Of Printed Circuit Board, Electronic Component, And Semi-Conductor Assembly Equipment For The Assembly Of Razors And Components Thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| IN2015DN02449A (ru) | 2015-09-04 |
| JP2015530163A (ja) | 2015-10-15 |
| CA2885607C (en) | 2019-08-27 |
| US20150239137A1 (en) | 2015-08-27 |
| BR112015006689A2 (pt) | 2017-07-04 |
| EP2900436B1 (en) | 2019-05-22 |
| EP2900436A1 (en) | 2015-08-05 |
| WO2014048460A1 (en) | 2014-04-03 |
| US10052775B2 (en) | 2018-08-21 |
| MX2015003830A (es) | 2015-07-17 |
| KR101991472B1 (ko) | 2019-09-30 |
| CN104736308B (zh) | 2018-08-10 |
| KR20150056650A (ko) | 2015-05-26 |
| ZA201502089B (en) | 2016-10-26 |
| BR112015006689B1 (pt) | 2020-10-06 |
| RU2015111702A (ru) | 2016-11-20 |
| CN104736308A (zh) | 2015-06-24 |
| CA2885607A1 (en) | 2014-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2608929C2 (ru) | Способ и система для изготовления сборок | |
| CN109922901B (zh) | 具有操纵装置的制造系统 | |
| JP6504765B2 (ja) | 工具から、及び工具へのワークピースの搬送のための装置及び方法 | |
| CN217069719U (zh) | 镜片外观瑕疵视觉检测站 | |
| JP2017080846A (ja) | ワークの向きを調整可能な仮置き装置 | |
| KR20110100655A (ko) | 면도기 헤드 부품의 제조를 위한 방법 및 장치와, 이에 의해 제조된 부품 | |
| CN207642586U (zh) | 一种基于视觉功能的机器人用卡扣柔性装配单元 | |
| US20050263566A1 (en) | Substrate holding apparatus | |
| CN210607993U (zh) | 连接线梳线剥线装置 | |
| JP2019529120A (ja) | 板状工作物の加工のための工具および工具機械並びに方法 | |
| CN204700638U (zh) | 夹持机构 | |
| JP2020083128A (ja) | スタビライザー装置及びスタビライザー装置の製造方法 | |
| CN210866145U (zh) | 晶圆定位机构 | |
| CN107520625A (zh) | 一种平行管脚垂直弯剪装置 | |
| CN219074959U (zh) | 夹持机构及cnc自动夹具装置 | |
| JP2014090597A (ja) | 電線把持装置及び電線把持方法 | |
| CN210092542U (zh) | 自动打端插壳机的输送结构 | |
| CN113437605A (zh) | 一种电子连接器组装方法 | |
| CN220837563U (zh) | 一种用于屏蔽罩一次性折弯成型的冲压模具 | |
| CN214768138U (zh) | 机器人自动毛边冲压系统 | |
| US11420829B2 (en) | Device and method for transferring components | |
| CN211979163U (zh) | 夹持装置及电芯短路测试机构 | |
| CN113369861A (zh) | 电子连接器下夹片组装装置、方法和电子连接器组装设备 | |
| JP3618028B2 (ja) | 薄板の曲げ部品を製造する方法、切断および曲げの統合システムおよび曲げ作業の製品 | |
| CN116175226A (zh) | 夹持机构及cnc自动夹具装置 |