RU2517134C2 - Способ получения элемента защиты и переводной пленки - Google Patents
Способ получения элемента защиты и переводной пленки Download PDFInfo
- Publication number
- RU2517134C2 RU2517134C2 RU2011129653/12A RU2011129653A RU2517134C2 RU 2517134 C2 RU2517134 C2 RU 2517134C2 RU 2011129653/12 A RU2011129653/12 A RU 2011129653/12A RU 2011129653 A RU2011129653 A RU 2011129653A RU 2517134 C2 RU2517134 C2 RU 2517134C2
- Authority
- RU
- Russia
- Prior art keywords
- film
- layer
- adhesive layer
- carrier film
- region
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/465—Associating two or more layers using chemicals or adhesives
- B42D25/47—Associating two or more layers using chemicals or adhesives using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2425/00—Cards, e.g. identity cards, credit cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/29—Securities; Bank notes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/328—Diffraction gratings; Holograms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/475—Cutting cards
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Business, Economics & Management (AREA)
- Accounting & Taxation (AREA)
- Finance (AREA)
- Laminated Bodies (AREA)
- Decoration By Transfer Pictures (AREA)
- Holo Graphy (AREA)
- Credit Cards Or The Like (AREA)
Abstract
Изобретение относится к способу получения элемента защиты и к переводной пленке. Переводная пленка имеет базовую пленку, имеющую первую несущую пленку и одно- или многослойный декоративный слой. Первый адгезивный слой наносят на ту поверхность первой несущей пленки, которая противоположна стороне, обращенной к декоративному слою, и вторую несущую пленку наносят таким образом, что первый адгезивный слой расположен между первой несущей пленкой и второй несущей пленкой. Первый адгезивный слой активируют в первой области, которая, по меньшей мере частично, покрывает по меньшей мере один первый участок базовой пленки, и первый адгезивный слой не активируют, не создают, создают только частично или дезактивируют во второй области, примыкающей к указанной области. Затем первую несущую пленку, по меньшей мере частично, прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок и отделяющей по меньшей мере один первый участок от второго участка базовой пленки. Вторую часть базовой пленки, причем указанная вторая часть включает второй участок, удаляют со второй несущей пленки, причем по меньшей мере в одном первом участке базовая пленка приклеивается ко второй несущей пленке посредством активированного первого адгезивного слоя, и первая часть базовой пленки, причем указанная первая часть включает по меньшей мере один первый участок, остается на второй несущей пленке. Изобретение обеспечивает повышение степени защиты от подделки. 2 н. и 50 з.п. ф-лы, 10 ил.
Description
Изобретение относится к способу получения элемента защиты и к переводной пленке, в частности пленке для горячего тиснения, для переноса одного или множества многослойных элементов на целевую подложку.
Чтобы нанести элемент защиты на ценные документы, например, паспорта, кредитные карты или банкноты, используют, помимо всего прочего, переводные пленки, в частности, пленки для горячего тиснения. Так, в качестве примера патентный документ DE 10013410 А1 описывает получение многослойного композита, который формирует удостоверение личности, кредитную карту или тому подобное, в котором элемент защиты вводят между двумя смежными покровными слоями, причем указанный элемент защиты формируют с помощью декоративного слоя из пленки для горячего тиснения. Элемент защиты включает прозрачный лаковый слой, в который впечатана структура с дифракционной оптической активностью. Кроме того, прозрачный лаковый слой снабжают повышающим отражательную способность слоем, который представляет собой металлический слой или слой диэлектрика. Кроме того, элемент защиты имеет адгезивный слой, с помощью которого элемент защиты фиксируют на нижнем покровном слое. Для этой цели пленку для горячего тиснения помещают на нижний покровный слой и напрессовывают на покровный слой с помощью рельефно-формовочного штампа, с воздействием теплоты и давления в области, в которой декоративный слой пленки для горячего тиснения должен быть перенесен на покровный слой. При удалении несущей пленки для горячего тиснения этот участок декоративного слоя остается приклеенным к нижнему покровному слою, и остальные участки декоративного слоя удаляются вместе с несущей пленкой.
В процессе такого переноса декоративного слоя пленки для горячего тиснения с несущей пленки на подложку декоративный слой пленки для тиснения отрывают вдоль граничной линии, определяющей этот участок декоративного слоя, который должен быть перенесен. Это может вести к разлохмачиванию края, в особенности, когда используют переводные пленки, имеющие более толстые слои, и слои, которые имеют специфические свойства, например, слои, имеющие особенно высокую ударную вязкость.
Поэтому задачей изобретения является представление усовершенствованного способа получения декоративного элемента или элемента защиты и улучшенной переводной пленки.
Этой цели достигают способом получения элемента защиты, причем способ включает стадии, в которых готовят базовую пленку, имеющую первую несущую пленку и одно - или многослойный декоративный слой, позволяющий отделять декоративный слой от первой несущей пленки, причем первый адгезивный слой наносят на ту поверхность первой несущей пленки, которая обращена от декоративного слоя, и вторую несущую пленку наносят таким образом, что первый адгезивный слой размещен между первой несущей пленкой и второй несущей пленкой, причем первый адгезивный слой активируют в первой области, которая, по меньшей мере частично, покрывает по меньшей мере один первый участок базовой пленки, и первый адгезивный слой не активируют, не обеспечивают, обеспечивают только частично или дезактивируют, однако во второй области, примыкающей к указанной области, причем первую несущую пленку, по меньшей мере частично, прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок, и отделяющей по меньшей мере один первый участок от второго участка базовой пленки, в котором вторую часть базовой пленки, причем указанная вторая часть включает второй участок, удаляют со второй несущей пленки, причем по меньшей мере в одном участке базовая пленка приклеивается ко второй несущей пленке посредством активированного первого адгезивного слоя, и первая часть базовой пленки, причем указанная первая часть включает по меньшей мере один первый участок, остается на второй несущей пленке. Кроме того, этой цели достигают с помощью переводной пленки, в частности, пленки для горячего тиснения, для переноса одного или множества многослойных элементов на целевую подложку, причем переводная пленка имеет базовую пленку, имеющую первую несущую пленку и одно- или многослойный декоративный слой, позволяющий отделять декоративный слой от первой несущей пленки, причем переводная пленка дополнительно имеет вторую несущую пленку и первый адгезивный слой, нанесенный на ту поверхность первой несущей пленки, которая обращена от декоративного слоя, причем первый адгезивный слой расположен между первой несущей пленкой и второй несущей пленкой, в которой первый адгезивный слой активируют в первой области, которая, по меньшей мере частично, покрывает по меньшей мере один первый участок базовой пленки таким образом, что базовая пленка приклеивается ко второй несущей пленке по меньшей мере в одном первом участке, и первый адгезивный слой не активируют, не обеспечивают, обеспечивают только частично или дезактивируют, однако во втором участке, примыкающем по меньшей мере к одному первому участку, и в которой первую несущую пленку прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок и отделяющей по меньшей мере один первый участок от второго участка базовой пленки, и часть базовой пленки, которая включает второй участок, удаляют со второй несущей пленки.
Изобретение обеспечивает возможность создания элемента защиты, который может быть перенесен на защищаемый документ, например, банкноту или удостоверение личности, с помощью обыкновенного способа переноса, и при котором избегают возникновения «разлохмачивания» в результате отрывания декоративного слоя в краевой области перенесенного многослойного элемента. Кроме того, возможно то, что адгезионные и структурные свойства декоративного слоя могут быть выбраны по существу независимо от требований процесса переноса, и в этом плане могут быть дополнительно улучшены, например, оптические характеристики, устойчивость к условиям окружающей среды и защищенность против подделывания и манипуляций с элементом защиты. Кроме того, способ согласно изобретению отличается тем обстоятельством, что дополнительно повышается точность приводки, в которой элементы защиты могут быть перенесены на целевую подложку.
В дополнение, с помощью одной формы штампа могут быть перенесены различные формы переводной пленки. Наружная форма накладки не должна соответствовать наружной форме штампа для горячего тиснения. В этом случае предпочтительно выбирают штамп для горячего тиснения большего размера, чем величина части базовой пленки, которая должна быть перенесена. В качестве примера накладку звездообразной формы переносят с помощью более крупного круглого штампа. Наряду со штампом для горячего тиснения, в котором для проведения горячего тиснения используют прижимающее давление и теплоту, также возможно применение ультразвукового чеканочного штампа с соответственно скомпонованной опорой для противодавления, используемой для проведения горячего тиснения с помощью давления для тиснения и ультразвука как альтернативной формы энергии.
Преимущественные конфигурации изобретения определены в зависимых пунктах патентной формулы.
В соответствии с одним предпочтительным вариантом осуществления изобретения, базовая пленка имеет разделительный слой, размещенный между первой несущей пленкой и декоративным слоем. Кроме того, также можно выбирать материал и/или структуру поверхности первой несущей пленки и таковые для слоя декоративного слоя, который обращен к первой несущей пленке, таким образом, чтобы декоративный слой можно было отделить от первой несущей пленки. Этим обеспечивают возможность того, что с помощью переводной пленки согласно изобретению на целевую подложку можно нанести участок несущей пленки, который включает только участок декоративного слоя и - необязательно - адгезивный слой и не включает как сопутствующий заданный участок первой несущей пленки. Это является преимущественным в особенности тогда, когда предполагают переносить на целевую подложку тонкие и по своей природе механически непрочные слои.
В соответствии с дополнительным предпочтительным вариантом осуществления изобретения, разделительный слой между первой несущей пленкой и декоративным слоем не содержится. В соответствии с этим вариантом исполнения, первый адгезивный слой и второй адгезивный слой, размещенный между декоративным слоем и целевой подложкой, выбирают так, чтобы прочность сцепления, создаваемого активированным первым адгезивным слоем между первой несущей пленкой и второй несущей пленкой, была меньшей, чем прочность сцепления, обусловленного активированным вторым адгезивным слоем между декоративным слоем и целевой подложкой. Благодаря этому можно после активации второго адгезивного слоя удалить вторую несущую пленку с первого участка базовой пленки и тем самым нанести целиком весь первый участок базовой пленки, то есть декоративный слой и первую несущую пленку, на целевую подложку с помощью процесса переноса. Таким образом, способ согласно изобретению обеспечивает возможность переноса механически стабильных элементов пленки на целевую подложку. В этом случае также дополнительно можно переносить указанные элементы пленки на банкноту не только в форме ленты, но с любой желательной формой, например, в виде накладки.
В этом случае в особенности преимущественно переносить элемент пленки на окошко банкноты и тем самым полностью или частично закрывать или покрывать окошко. Тем самым можно применять элементы защиты со свойствами прозрачности, с различными изображениями, видимыми при взгляде сверху и рассмотрении насквозь, с различными изображениями при наблюдении передней стороны и задней стороны подложки, или с муаровыми узорами. Возможны также комбинации различных оптических эффектов. Родовой термин «окошко» предполагается охватывающим прозрачные или полупрозрачные области подложки и/или подложек, имеющих один или многочисленные проемы или имеющих один или многочисленные вырезы.
Таким образом, можно выбирать конфигурации пленочных элементов меньшего размера в отношении их продольной протяженности и тем сводить к минимуму деформацию банкноты, обусловленную различными размерами бумаги и пленки, благодаря меньшей покрытой площади. В этом случае та часть элемента защиты, которая покрывает область окошка, может иметь либо части второго адгезивного слоя, либо не иметь адгезива, может быть покрыта лаком частично или полностью по всей площади или может быть пропечатана частично или полностью по всей площади.
Чтобы в еще большей мере минимизировать деформацию банкноты вследствие различных размеров бумаги и пленки, дополнительно является преимущественным применение герметизирующего слоя на той стороне целевой подложки, которая находится напротив пленочного элемента, причем указанный герметизирующий слой предпочтительно имеет площадь с величиной, подобной или идентичной площади пленочного элемента, и расположен таким образом, что главным образом перекрывает пленочный элемент так, чтобы целевая подложка была покрыта одинаково с обеих сторон пленочным элементом и герметизирующим слоем. Толщина или прочность герметизирующего слоя может быть идентична толщине или прочности пленочного элемента или же отличаться от них. В этом случае очертания наружных контуров пленочных элементов на противоположных сторонах целевой подложки могут различаться. В этом случае герметизирующий слой может быть сформирован элементом герметизирующей пленки или герметизирующим лаковым слоем. Герметизирующий слой главным образом предназначен для герметизации областей целевой подложки, которые окружают окошко, но также может быть создан в области окошка. В качестве примера герметизирующий слой может быть либо нанесен до введения окошка, например, штампованием или высечкой, и может быть прорезан и удален вместе с целевой подложкой во время введения окошка. Альтернативный вариант состоит в нанесении герметизирующего слоя после введения окошка таким образом, что герметизирующий слой также покрывает свободную заднюю сторону пленочного элемента в области окошка. В этом случае герметизирующий слой может подобным образом покрывать в особенности перпендикулярные кромки прорезанного окошка, чтобы также предохранить их от проникновения влаги. Герметизирующий слой таким же путем, как пленочный элемент, может иметь элементы защиты, которые могут перекрывать элементы защиты пленочного элемента, чтобы многочисленные элементы защиты в сочетании могли, в частности, создавать оптические эффекты.
Кроме того, можно также создать дополнительный защитный признак путем конфигурирования формы контура переносимого пленочного элемента. В качестве примера форма контура может иметь регулярно повторяющиеся филигранные элементы и/или элементы, имеющие мелкие детали. В этом случае форма контура перенесенного пленочного элемента может быть подобной форме контура окошка или отличаться от нее.
Оказалось результативным нанесение первого адгезивного слоя на первую несущую пленку и затем нанесение второй несущей пленки на первый адгезивный слой. Однако можно также наносить первый адгезивный слой на вторую несущую пленку и затем наносить пленочный элемент, включающий вторую несущую пленку и первый адгезивный слой, на первую несущую пленку, и тем самым первый адгезивный слой наносят на первую несущую пленку с помощью второй несущей пленки.
В соответствии с одним предпочтительным вариантом осуществления изобретения, в качестве первого адгезивного слоя используют адгезивный слой, который может быть активирован электромагнитным излучением, в частности, адгезивный слой, состоящий из клеевого средства, активируемого ультрафиолетовым излучением, который может быть активирован облучением УФ-светом. Во-первых, это обеспечивает то преимущество, что активацию первого адгезивного слоя в первой области можно точно регулировать целенаправленным образом. Кроме того, было найдено, что, когда применяют адгезивный слой этого типа, может быть надежно предотвращено отслоение первой несущей пленки от второй несущей пленки во время последующего процесса переноса, и тем самым может быть также дополнительно улучшен результат переноса.
Первый адгезивный слой предпочтительно наносят на ту поверхность несущей пленки, которая противоположна стороне, обращенной к декоративному слою, на всю площадь по меньшей мере одного первого участка и во второй участок. В этом случае затем впоследствии проводят активацию первого адгезивного слоя в первой области до удаления второй части базовой пленки. В этом случае первый адгезивный слой может быть нанесен на первую несущую пленку, например, с помощью метода напечатания, например, глубокой печати или трафаретной печати, но также поливным способом, набрызгиванием или распределением с использованием ракеля.
Первый адгезивный слой предпочтительно активируют облучением в первой области после нанесения второй несущей пленки таким образом, чтобы вторая несущая пленка приклеилась к первой несущей пленке в первой области. В этом случае материал первого адгезивного слоя предпочтительно выбирают в отношении первой несущей пленки и второй несущей пленки таким образом, чтобы адгезия между первой несущей пленкой и второй несущей пленкой после активации первого адгезивного слоя, даже при комнатной температуре (20°С), была выше, чем адгезия - обеспечиваемая разделительным слоем - между декоративным слоем и первой несущей пленкой. Кроме того, материал первого адгезивного слоя предпочтительно выбирают в отношении первой несущей пленки и второй несущей пленки таким образом, чтобы адгезия между первой несущей пленкой и второй несущей пленкой с неактивированным первым адгезивным слоем была ниже, чем адгезия - обеспечиваемая разделительным слоем - между первой несущей пленкой и декоративным слоем, как при комнатной температуре (20°С), так и при температуре тиснения (180°С).
Кроме того, оказалось преимущественным, что характеристики сцепления между первым адгезивным слоем и первой и/или второй несущей пленкой могут быть приспособлены нанесением грунтовок, активаторов склеивания, или путем обработки коронным разрядом, пламенной или плазменной обработкой первой и/или второй несущей пленкой.
В соответствии с одним конкретным примерным вариантом осуществления изобретения, первый адгезивный слой облучают источником радиации, размещенным на расстоянии в направлении той стороны второй несущей пленки, которая противоположна стороне, обращенной к декоративному слою. В этом случае источник радиации предпочтительно размещают на расстоянии более 10 мм от второй несущей пленки. В качестве источника радиации предпочтительно используют источник УФ-излучения, который облучает первый адгезивный слой коллимированным светом, предпочтительно УФ-светом. В качестве примера в качестве источника радиации для этого пригодны или пригодна УФ-лампы с размещенным ниже по потоку коллиматором или еще лазер.
Такое воздействие на первый адгезивный слой дает возможность выбрать экспозицию первого адгезивного слоя независимо от конфигурации декоративного слоя на базовой пленке. В этом случае вторая несущая пленка предпочтительно состоит из материала, который главным образом прозрачен для излучения с длиной волны в диапазоне источника радиации, используемого для облучения.
Селективная экспозиция первого адгезивного слоя в желательном диапазоне, например, избирательное облучение первого адгезивного слоя в первой области для активации первого адгезивного слоя в первой области, может быть получена соответствующим перемещением источника радиации или размещением фотошаблона на пути луча между источником радиации и первым адгезивным слоем.
Кроме того, можно также дезактивировать первый адгезивный слой воздействием во второй области. Так, например, можно использовать соответствующее клеевое средство для первого адгезивного слоя, каковое клеевое средство может быть дезактивировано с помощью, например, УФ-излучения. Кроме того, для первого адгезивного слоя также можно применить УФ-активируемое клеевое средство, причем клеевое средство отверждается при облучении УФ-светом, и облучать первый адгезивный слой до нанесения второй несущей пленки во вторую область. Тем самым первый адгезивный слой отверждают до нанесения второй несущей пленки во второй области таким образом, что после нанесения второй несущей пленки прилипание второй несущей пленки во второй области уже становится невозможным, поскольку первый адгезивный слой уже был отвержден и тем самым дезактивирован в указанной области.
В соответствии с одним предпочтительным вариантом осуществления изобретения, в качестве источника радиации используют лазер, причем лазером управляют так, что первый адгезивный слой облучают в первой области, но не во второй области, и/или облучают во второй области, но не в первой области. Это может быть получено, например, соответствующим перемещением исполнительного механизма, который определяет положение лазера или угол отклонения лазерного луча.
В соответствии с дополнительным предпочтительным примерным вариантом осуществления изобретения, на пути луча между источником радиации и первым адгезивным слоем размещают фотошаблон, причем указанному фотошаблону придают такую форму и располагают так, что первый адгезивный слой облучается в первой области, но не во второй области, или первый адгезивный слой подвергается облучению во второй области, но не в первой области. В этом случае фотошаблон может представлять собой часть барабанного или ленточного экспозиционного устройства, например, через которое пропускают пленочную ленту, сформированную из второй несущей пленки, первого адгезивного слоя, второй несущей пленки, разделительного слоя и декоративного слоя.
В соответствии с дополнительным предпочтительным примерным вариантом осуществления изобретения, декоративный слой используют для регулирования облучения первого адгезивного слоя.
Для этой цели первый адгезивный слой предпочтительно облучают источником радиации, размещенным в направлении той стороны декоративного слоя, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации располагают на расстоянии от декоративного слоя. Тем самым первый декоративный слой размещают в лазерном луче между источником радиации и первым адгезивным слоем. Декоративный слой предпочтительно имеет непрозрачный слой, расположенный в первой или второй области и не предусмотренный во второй или первой области, соответственно, причем указанный слой используют в качестве маскирующего слоя, чтобы регулировать облучение первого адгезивного слоя. Тем самым можно, например, дополнительно использовать для регулирования облучения первого адгезивного слоя металлический отражающий слой в качестве маскирующего слоя. Благодаря этому можно регулировать экспозицию первого адгезивного слоя с точной приводкой относительно компоновки декоративного слоя.
В первой стадии облучения, перед нанесением второй несущей пленки, первый адгезивный слой предпочтительно облучают источником радиации, размещенным в направлении той стороны декоративного слоя, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации размещают на расстоянии от декоративного слоя, через декоративный слой, действующий как маскирующий слой, и дезактивируют во второй области. Во второй стадии облучения, после нанесения второй несущей пленки, первый адгезивный слой облучают источником радиации, размещенным в направлении той стороны второй несущей пленки, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации размещают на расстоянии от второй несущей пленки, и активируют в первой области.
Экспонирование первого адгезивного слоя может быть - как описано выше - проведено в одну стадию. Однако возможно также выполнение экспонирования в несколько стадий. Тем самым есть возможность того, что, например, в первой стадии экспонирования адгезивный слой реально активируют, но отверждают клеевое средство еще не полностью. Затем, после удаления второй части базовой пленки, последовательно облучают остальную пленку со второй несущей пленки и первой частью базовой пленки, в результате чего полностью отверждают первый адгезивный слой.
В соответствии с дополнительным предпочтительным вариантом осуществления изобретения, декоративный слой имеет метки, которые могут быть использованы для определения первой и второй областей первого адгезивного слоя и/или для определения первого и второго участков базовой пленки. Поэтому эти метки служат в качестве приводочных меток. Метки могут быть сформированы из печатного материала, из поверхностного рельефа, из магнитного вещества или электрически проводящего материала. Тем самым метки могут представлять собой, например, оптически считываемые приводочные метки, которые отличаются от фона в отношении их цветового кода, их непрозрачности или их отражательных характеристик. Метки также могут быть макроскопическими или иметь структуру с дифракционным рельефом, которая отражает падающий свет в предварительно заданном диапазоне углов и оптически отличается от фоновой области вследствие этих свойств. Однако приводочные метки также могут представлять собой приводочные метки, которые могут быть детектированы с помощью магнитного сенсора или датчика, который регистрирует электрическую проводимость. Метки детектируются, например, с помощью оптического сенсора, и прорезание несущей пленки, активацию первого адгезивного слоя, дезактивацию первого адгезивного слоя и/или нанесение первого адгезивного слоя затем контролируют с помощью меток. Таким образом, оптически считываемые приводочные метки имеет, например, декоративный слой, который контролирует облучение первого адгезивного слоя и, предпочтительно, также прорезание первой несущей пленки вдоль граничной линии между по меньшей мере одним первым участком и вторым участком. В результате этого также можно добиться как точной по приводке активации первого адгезивного слоя, так и прорезание несущей пленки с точной приводкой относительно компоновки декоративного слоя.
Метки предпочтительно размещают во втором участке базовой пленки. В этом случае меткам может быть придана форма, например, линий или полосок, которые предпочтительно проходят поперек относительно продольного направления несущей пленки, которая формирует базовую пленку. В этом случае метки предпочтительно размещают между двумя первыми областями базовой пленки.
Кроме того, для каждой первой части базовой пленки предпочтительно предназначают одну или многочисленные приводочные метки.
Кроме того, первый адгезивный слой может быть также сформирован слоем из термоплавкого клеевого средства или в виде адгезивного слоя, который активируется давлением. Кроме того, первый адгезивный слой может быть также образован как слой клеевого средства с латентной реакционной способностью, предпочтительно в виде слоя из термоплавкого клеевого средства с латентной реакционной способностью. Адгезивный слой с латентной реакционной способностью представляет собой адгезивный слой, который еще не полностью отверждается после активации и полное отверждение которого и тем самым развитие полной прочности сцепления достигаются только по истечении предварительно заданного периода времени, прошедшего от активации при предварительно заданных условиях окружающей среды. Если, например, используют адгезивный слой из термоплавкого клеевого средства с латентной реакционной способностью или адгезивный слой из клея холодного отверждения с латентной реакционной способностью, то адгезивный слой в первой стадии активируют воздействием температуры и/или давления и в этом случае получают между 10% и 90% максимальной адгезионной прочности. После предварительно заданного времени, в зависимости от состава клеевого средства, например, от 10 минут до 72 часов, адгезивный слой затем полностью отверждается и достигает своей полной адгезионной прочности. Так, в качестве примера после удаления второй части базовой пленки остальную пленку со второй несущей пленкой и первой частью базовой пленки выдерживают в течение предварительно заданного времени при комнатной температуре и, если это уместно, повышенной температуре, чтобы отвердить полученный таким образом адгезивный слой с латентной реакционной способностью. Активацию первого адгезивного слоя в этом контексте следует понимать, в частности, как означающую действие на адгезивный слой, которое побуждает адгезивный слой инициировать химическую реакцию, которая ведет по меньшей мере к 10%-ному увеличению адгезионной прочности после того, как химическая реакция в основном завершится.
Используемое клеевое средство с латентной реакционной способностью также может представлять собой микроинкапсулированное реакционноспособное клеевое средство, такое, какое может быть получено, например, под торговым наименованием Purbond HCMO фирмы Ebnöther AG, Земпах, Швейцария. Такой адгезив может быть нанесен на первую или вторую несущую пленку, например, способом порошкового покрытия, при температурах приблизительно между 60 и 70°С, причем фиксирование, которое происходит при этой температуре, формирует подобный лаковому адгезивный слой, который еще не активирован. Путем воздействия теплоты и/или давления микрокапсулы разрушаются, открываются, и клеевое средство отверждается в этой области.
В соответствии с одним предпочтительным примерным вариантом осуществления изобретения, первый адгезивный слой состоит из термоплавкого клеевого средства, и первый адгезивный слой активируют с помощью нагретого штампа для тиснения в первой области, но не во второй области, перед удалением второй части базовой пленки.
Кроме того, также является преимущественным, если первый адгезивный слой дезактивируют во второй области с помощью надпечатки дезактивирующего слоя, или первый адгезивный слой пропечатывают на первую и/или вторую несущую пленку в первой области, но не во второй области. Кроме того, первый адгезивный слой также может быть нанесен с различной поверхностной плотностью в первой области и во второй области таким образом, что средняя адгезионная прочность на единицу площади, в частности, на см2, различается в первой и второй областях. В этом варианте исполнения первый адгезивный слой предпочтительно печатают в виде точечной картинки в первой и/или второй области, в которой разница поверхностной плотности может быть получена вариацией размеров точек и/или величин ширины растра между точками адгезива. Кроме того, для этой цели также можно наносить адгезивный слой на всю площадь первой области, и наносить адгезивный слой только в форме точечного растра во вторую область, или не наносить первый адгезивный слой во вторую область и наносить адгезивный слой в виде точечного растра в первую область. В этом случае средняя площадь заполнения первой и/или второй несущей пленки первым адгезивным слоем в первой области отличается от таковой во второй области по меньшей мере на 15%. Эти способы обеспечивают возможность достижения преимуществ изобретения экономичным путем с помощью метода напечатания, например, с помощью глубокой печати.
Вторую несущую пленку предпочтительно наслаивают на базовую пленку с помощью двух расположенных с двух сторон вальцов.
В соответствии с одним предпочтительным примерным вариантом исполнения, декоративный слой, разделительный слой и первую несущую пленку полностью прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок. В этом случае попутно может быть также частично прорезана вторая несущая пленка. Однако в этом случае предпочтительно соблюдать осторожность, чтобы гарантировать, что вторая несущая пленка будет прорезана в степени менее 50%, предпочтительно в степени менее 90%.
Первую несущую пленку предпочтительно прорезают путем штампования, например, с использованием вращающегося вырубного штампа или с помощью лазера.
Первую несущую пленку предпочтительно прорезают в приводке с граничной линией между первой и второй областями. С другой стороны, способ согласно изобретению не требует высокой точности приводки между процессом, в котором формируют первый адгезивный слой (экспонирование, печать, тиснение), и процессом прорезания (штампование), так что могут быть применены экономичные процессы промышленного масштаба.
Кроме того, является преимущественным, чтобы пленочный элемент, формируемый базовой пленкой, второй несущей пленкой и первым адгезивным слоем, обрабатывали с помощью штампа для горячего тиснения, который одновременно активирует первый адгезивный слой в первом участке и, по меньшей мере частично, проштамповывает через первую несущую пленку вдоль граничной линии, определяющей по меньшей мере один первый участок. Это имеет результатом очень высокую точность приводки между этими двумя процессами и, кроме того, сокращает число технологических стадий.
В соответствии с одним предпочтительным примерным вариантом осуществления изобретения, после удаления второй части базовой пленки остальную пленку со второй несущей пленкой и первой частью базовой пленки используют в качестве переводной пленки, в частности, пленки для горячего тиснения, для защиты ценных документов. Эта переводная пленка создает защитный элемент для защиты ценных документов.
Кроме того, эта переводная пленка может иметь многочисленные первые участки, каждый из которых включает защитный элемент для защиты ценного документа, который используют с помощью переноса на защищаемый документ для защиты указанного ценного документа.
Для этой цели, после удаления второй части базовой пленки, остальную пленку со второй несущей пленкой и первой частью базовой пленки помещают на целевую подложку, один или многочисленные первые участки базовой пленки наносят на целевую подложку активацией адгезивного слоя, расположенного между декоративным слоем и целевой подложкой, и многослойный элемент, включающий первую несущую пленку, первый адгезивный слой и вторую несущую пленку, удаляют с декоративного слоя нанесенных одного или многочисленных первых участков базовой пленки.
Для этой цели второй адгезивный слой наносят на ту сторону декоративного слоя, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный второй адгезивный слой предпочтительно представляет собой слой термоплавкого клеевого средства. Кроме того, второй адгезивный слой также может представлять собой слой клеевого средства холодного отверждения или слой термоплавкого клеевого средства с латентной реакционной способностью.
Для первого адгезивного слоя и второго адгезивного слоя предпочтительно используют различные клеевые средства. Например, можно применять клеевое средство холодного отверждения для первого адгезивного слоя и термоплавкое клеевое средство для второго адгезивного слоя. Если слои термоплавкого клеевого средства используют в качестве первого и в качестве второго адгезивного слоя, то преимущественно выбирать слои термоплавких клеевых средств, имеющих различные температуры активации, причем температура активации первого адгезивного слоя является более высокой, чем температура активации второго адгезивного слоя. Тем самым улучшается результат переноса.
В качестве второй несущей пленки предпочтительно используют прозрачную пластиковую пленку, имеющую толщину более 6 мкм, предпочтительно имеющую толщину между 6 мкм и 250 мкм. Однако также возможно применение бумажной подложки или материала Teslin® (матовая, белая, непокрытая однослойная полиэтиленовая пленка) в качестве второй несущей пленки. В качестве первой несущей пленки предпочтительно применяют пластиковую пленку, имеющую толщину между 4 мкм и 75 мкм.
В соответствии с одним предпочтительным примерным вариантом осуществления изобретения, предусматривают два или более первых участков, и каждый из первых участков охвачен вторым участком, сформованным как сплошная область. Этим облегчается удаление второй области базовой пленки.
Первая область предпочтительно покрывает по меньшей мере 50% каждого первого участка, с дополнительным предпочтением более 70% каждого первого участка. Кроме того, первая область может полностью покрывать каждый первый участок. Кроме того, второй участок покрывает первую область менее чем на 5%. Эта мера дополнительно гарантирует, что вторая часть базовой пленки может быть удалена с высокой надежностью.
В соответствии с одним предпочтительным примерным вариантом осуществления изобретения, декоративный слой имеет один или многочисленные слои, которые создают оптически изменчивый эффект. Тем самым декоративный слой предпочтительно имеет репликационный лаковый слой, имеющий поверхностную структуру, впечатанную в репликационный лаковый слой, например, дифракционную поверхностную структуру, микролинзовую структуру, матированную структуру или симметричную или несимметричную отражательную рельефно-фазовую дифракционную решетку. В этом случае микролинзовая структура может включать, например, сферические линзы или цилиндрические линзы. Примерами таких элементов защиты с микролинзовыми структурами являются так называемые муаровые увеличители. Кроме того, декоративный слой предпочтительно имеет отражающий слой, которому особенно предпочтительно придают узорчатую форму в виде первого информационного объекта. Кроме того, декоративный слой предпочтительно имеет объемный голографический слой, в котором записана объемная голограмма. Кроме того, декоративный слой предпочтительно имеет элемент в виде тонкопленочного слоя для создания эффекта изменения цвета в зависимости от угла зрения. Такой тонкопленочный слоистый элемент включает, например, абсорбционный слой, разделительный слой и отражающий слой, в котором разделительный слой имеет толщину слоя в диапазоне λ/2 или λ/4 длины λ волны света в диапазоне частот видимого света. Кроме того, такой тонкопленочный слоистый элемент также может включать последовательность многочисленных слоев, имеющих различные коэффициенты преломления, которые в каждом случае удовлетворяют условию λ/2 или λ/4. Декоративный слой предпочтительно имеет цветной слой с фигурной формой, сформированный в качестве второго информационного объекта. Указанный цветной слой предпочтительно представляет собой непрозрачный цветной слой или цветной слой, содержащий оптически изменчивые пигменты, например, тонкопленочные слои пигментов или жидкокристаллические пигменты. Кроме того, декоративный слой также может иметь жидкокристаллический слой, предпочтительно слой из холестерических жидких кристаллов или слой из нематических жидких кристаллов, или комбинацию слоев из холестерических и/или нематических жидких кристаллов. Кроме того, декоративный слой также может иметь два или более цветных слоев или любую желательную комбинацию вышеупомянутых слоев.
Изобретение ниже разъяснено с помощью примеров на основе многочисленных примерных вариантов исполнения с помощью сопроводительных чертежей.
Фиг.1а показывает схематическую иллюстрацию базовой пленки в разрезе.
Фиг.1b показывает схематический вид сверху базовой пленки согласно фиг.1а.
Фиг.1с показывает схематический вид сверху дополнительного варианта исполнения базовой пленки.
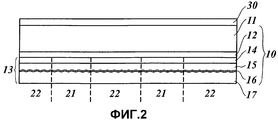
Фиг.2-6 показывают схематические иллюстрации поперечного сечения для разъяснения технологических стадий способа согласно изобретению.
Фиг.7 и фиг.8 показывают схематические иллюстрации поперечного сечения для разъяснения применения переводной пленки согласно изобретению.
Фиг.1 показывает базовую пленку 10, имеющую несущую пленку 11, разделительный слой 12 и декоративный слой 13, который включает защитный лаковый слой 14, репликационный лаковый слой 15, отражающий слой 16 и адгезивный слой 17.
Несущая пленка 11 предпочтительно представляет собой пленку из полиэтилентерефталата (РЕТ), полиэтиленнафталата (PEN) или биаксиально ориентированную полипропиленовую пленку (ВОРР), имеющую толщину от 6 мкм до 125 мкм. Затем на несущую пленку 11 путем нанесения дополнительных слоев последовательно наслаивают разделительный слой и декоративный слой. Для этой цели сначала на несущую пленку 11 наносят разделительный слой 12. Разделительный слой 12 предпочтительно состоит из восковидного материала, который размягчается в особенности от теплоты, возникающей во время процесса горячего тиснения, и позволяет декоративному слою беспроблемно отделиться от несущей пленки 11. Толщина разделительного слоя предпочтительно варьируется между 0,01 мкм и 1,2 мкм. Затем наносят защитный лаковый слой 14 с толщиной слоя между 0,5 мкм и 1,5 мкм. В этом случае защитный лаковый слой 14 может также исполнять функцию разделительного слоя 12, и, соответственно этому, они оба позволяют декоративному слою отделиться от несущей пленки 11 и защищают декоративный слой 13 от механического воздействия и влияний окружающей среды. В этом случае защитный лаковый слой 13 также может быть окрашен или может содержать микро- и наночастицы.
Репликационный лаковый слой 15 состоит из термопластического лака, в который впечатана поверхностная структура посредством теплоты и давления при действии инструмента для тиснения. Кроме того, репликационный лаковый слой 15 также может быть сформирован из сшиваемого УФ-излучением лака, и поверхностная структура может быть впечатана в репликационный лаковый слой 15 с помощью УФ-репродуцирования (репликации).
Репликационный лаковый слой 15 предпочтительно имеет толщину слоя между 0,5 мкм и 15 мкм. Поверхностная структура, впечатанная в репликационный лаковый слой, предпочтительно представляет собой дифракционную поверхностную структуру, например, голограмму, кинеграмму (Kinegram®) или некоторую другую структуру оптически активной дифракционной решетки. Такие поверхностные структуры обычно имеют расстояние между структурными элементами в диапазоне от 0,1 мкм до 4 мкм. Кроме того, поверхностные структуры также могут представлять собой макроскопические поверхностные структуры, например, микролинзовую матрицу или отражательную рельефно-фазовую дифракционную решетку.
Отражающий слой 16 наносят на репликационный лаковый слой 15 после того, как был впечатан поверхностный рельеф. Отражающий слой 16 предпочтительно представляет собой металлический слой, состоящий из хрома, меди, серебра или золота, или сплава таких металлов, который осаждают из паров в вакууме с толщиной слоя от 0,01 мкм до 0,04 мкм. Отражающий слой 16 также может быть сформирован как прозрачный отражающий слой, например, тонкий или тонко структурированный металлический слой или HRI- или LRI-слой (HRI = высокий коэффициент преломления; LRI = низкий коэффициент преломления). Такой диэлектрический отражающий слой состоит, например, из осажденного из паров слоя, состоящего из оксида металла, сульфида металла, диоксида титана и т.д., имеющего толщину от 10 нм до 50 нм.
Кроме того, здесь также можно вместо слоев 14-16 или в дополнение к ним в декоративном слое вводить даже дополнительные слои, которые создают оптически изменчивый эффект, например, тонкопленочную слоистую систему, слой, состоящий из сшитого холестерического жидкокристаллического материала, или цветного слоя. Кроме того, декоративный слой также может включать один или многочисленные электрически проводящие или полупроводниковые слои, которые создают электрическую цепь или электрический компонент, например, радиочастотный (RF) резонансный контур или радиометку (RFID-тэг). Он может включать металлический слой, например, который наносят либо осаждением из паров, либо напечатанием, и затем упрочняют электролитическим наращиванием. В частности, отражающий слой 16 одновременно может служить в качестве электропроводного слоя, который, для этой цели, может быть впоследствии подобным образом упрочнен электролитическим способом. Кроме того, декоративный слой 13 может включать один или многочисленные слои, состоящие из магнитного материала или электролюминесцентного материала.
Затем наносят адгезивный слой 17 с толщиной слоя приблизительно от 0,3 мкм до 0,5 мкм. Адгезивный слой 17 предпочтительно состоит из термически активируемого адгезива, и его наносят на слой 16 по всей площади поверхности, например, с использованием ракеля.
Как показано на фиг.1а и фиг.1b, базовая пленка 10 и тем самым также декоративный слой 13 имеет два первых участка 21 и второй участок 22, охватывающий первые участки 21. В этом случае первые участки составляют ту часть декоративного слоя, которая должна быть перенесена в качестве элемента защиты на целевую подложку, например, защищаемый документ.
Рельефную структуру, впечатываемую в репликационный лаковый слой 15, предпочтительно выбирают так, чтобы она создавала предварительно заданный оптически изменчивый информационный объект в первых участках 21. Тем самым поверхностная структура, впечатанная в первые участки 21, предпочтительно отличается от поверхностной структуры, впечатанной в репликационный лаковый слой 15 в участке 21. Кроме того, отражающему слою 16 придают фигурную форму и частично образуют второй предварительно заданный информационный объект в первом участке 21. Предпочтительно, чтобы фигурная конфигурация отражающего слоя 16 в первых участках 21 тем самым также отличалась от конфигурации второго участка 22. Предпочтительно, чтобы отражающий слой 16 не был предусмотрен во втором участке 22. Необязательные дополнительные оптически активные слои декоративного слоя 13 также предпочтительно имеют такую форму, чтобы сохранять приводку с участками 21, и создают дополнительные информационные объекты в участках 21 таким образом, что форма этого слоя в первых участках 21 подобным путем отличалась от формы во втором участке 22.
Кроме того, могут быть предусмотрены многочисленные первые участки, которые охвачены сплошным вторым участком, включающим в себя первые участки. Это показано в качестве примера на фиг.1с, которая иллюстрирует базовую пленку 10' с первыми участками 21' и вторым участком 22'.
В первой стадии, иллюстрированной на фиг.2, адгезивный слой 30 наносят на ту поверхность несущей пленки 11, которая расположена на противоположной относительно декоративного слоя 13 стороне. В этом случае адгезивный слой 30 наносят на всю площадь поверхности несущей пленки 11. Кроме того, адгезивный слой 30 также может быть нанесен на несущую пленку 11 только частично, например, в форме точечного растра, как уже было описано выше.
Адгезивный слой 30 представляет собой активируемый УФ-излучением адгезив. Адгезив, который может быть использован для адгезивного слоя 30, имеет, например, следующий состав:
| Дициклопентилоксиэтилметакрилат | 50-60% |
| 2-гидроксиэтилметакрилат | 8% |
| Триакрилат триметилолпропана | 40-30% |
| (3-(2,3-эпоксипропокси)пропил)триметоксисилан | 1% |
| Irgacure 184 (фирма CIBA) | 1-2% |
Адгезивный слой 30 наносят на несущую пленку 11 слоем с толщиной от 0,1 мкм до 10 мкм с помощью метода печати, путем поливания или посредством ракеля.
На второй стадии, показанной на фиг.3, на адгезивный слой 13 наносят несущую пленку 40. Несущую пленку 40 представляет собой прозрачную пластиковую пленку, которая предпочтительно состоит из PET, PVC (поливинилхлорида), PEN, или представляет собой ВОРР-пленку, и имеет толщину слоя от 6 мкм до 250 мкм.
На третьей стадии, показанной на фиг.4, первую область адгезивного слоя 30 активируют подвергая воздействию. Для этой цели пленочную структуру, состоящую из несущей пленки 40, адгезивного слоя 30, несущей пленки 11, разделительного слоя 12 и декоративного слоя 13, как показано на фиг.4, подвергают воздействию УФ-светом 5 в области 31. Для этой цели используют источник коллимированного света, который находится с той стороны несущей пленки 40, которая противоположна стороне, обращенной к несущей пленке 11, и расположен на расстоянии от несущей пленки 40. В этом случае на пути луча между источником света и адгезивным слоем 30 размещают фотошаблон, причем указанный фотошаблон закрывает область 32 и тем самым обеспечивает возможность избирательного экспонирования области 31. Источник светового воздействия и фотошаблон предпочтительно представляют собой часть барабанного экспозиционного устройства, по которому пропускают пленочный композит, показанный на фиг.4. Как показано на фиг.4, фотошаблону в этом случае придают такую форму и размещают таким образом, чтобы область 31 главным образом покрывала первые участки 21 и была позиционирована в пределах допусков приводки, предпочтительно от 0,1 мм до 2,0 мм, относительно первых участков 21.
В области 32 адгезивный слой 30 не подвергается воздействию УФ-света и поэтому не активируется.
На четвертой стадии, проиллюстрированной на фиг.5, декоративный слой 13, разделительный слой 12 и несущую пленку 11 прорезают вдоль граничных линий, определяющих первые участки 21 и отделяющих первые участки 21 от участка 22. Эти слои предпочтительно прорезают с помощью штампа, который создает соответствующие прорези 61 в пленочном композите, состоящем из слоев 30 и от 17-ого до 11-ого. Как обозначено на фиг.5, в этом случае также можно выбирать глубину проштамповывания так, чтобы частично был прорезана также несущая пленка 40. Кроме того, также возможно, чтобы несущая пленка 11 была прорезана не полностью, а скорее только частично. Это может быть сделано, во-первых, в такой форме, что области, в которых несущая пленка 11 прорезана полностью или не прорезана, перемежаются вдоль граничной линии, или что несущая пленка 11 не прорезана на всю его толщину, но, скорее, например, только на 80% его толщины.
На пятой стадии ту часть базовой пленки 10, которая включает участок 22, удаляют с несущей пленки 40, причем, вследствие того, что адгезивный слой 30 активирован в области 31, базовая пленка по-прежнему приклеена к несущей пленке 40 в первых участках 21 и остается на несущей пленке 40. После создания типа «сетки» это приводит к многослойному композиту 1, показанному на фиг.6, каковой многослойный композит может быть использован как элемент защиты или как переводная пленка для нанесения элемента защиты на целевую подложку. Как иллюстрировано на фиг.6, в этом случае остатки неактивированного материала адгезивного слоя 30 остаются на несущей пленке 40 в области 32. Если это уместно, подвергают последующему воздействию пленку.
Как иллюстрировано с привлечением фиг.7 и фиг.8, многослойный композит 1 может быть использован в качестве переводной пленки для нанесения элемента 23 защиты на целевую подложку 70. Для этой цели многослойный композит 1 помещают на целевую подложку 70, и адгезивный слой 17 активируют в первом участке с помощью соответствующим образом сформированного штампа 71 для горячего тиснения. Затем многослойный композит, включающий несущую пленку 40, адгезивный слой 30 и несущую пленку 11, удаляют с нанесенной области декоративного слоя 13 так, что элемент 23 защиты остается на целевой подложке 70, как показано на фиг.8.
Claims (52)
1. Способ получения элемента защиты (1, 2), причем способ включает стадию, на которой обеспечивают базовую пленку (10), имеющую первую несущую пленку (11) и одно- или многослойный декоративный слой (13), отличающийся тем, что первый адгезивный слой (30) наносят на ту поверхность первой несущей пленки (11), которая обращена от декоративного слоя (13), и вторую несущую пленку (40) наносят таким образом, что первый адгезивный слой (30) размещен между первой несущей пленкой (11) и второй несущей пленкой (40), причем первый адгезивный слой (30) активируют в первой области (31), которая, по меньшей мере частично, покрывает по меньшей мере один первый участок (21) базовой пленки (10), и первый адгезивный слой (30) не активируют, не обеспечивают, обеспечивают только частично или дезактивируют во второй области (32), примыкающей к указанной области (31), причем первую несущую пленку (11), по меньшей мере частично, прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок (21) и отделяющей по меньшей мере один первый участок (21) от второго участка (22) базовой пленки (10), и причем вторая часть базовой пленки (10) включает второй участок (22), который удаляют со второй несущей пленки (40), причем в по меньшей мере одном участке (21) базовая пленка (10) приклеивается ко второй несущей пленке (40) посредством активированного первого адгезивного слоя, и первая часть базовой пленки (10), причем указанная первая часть включает по меньшей мере один первый участок (21), остается на второй несущей пленке (40).
2. Способ по п.1, отличающийся тем, что базовая пленка (10) имеет разделительный слой (12), размещенный между первой несущей пленкой (11) и декоративным слоем (13), причем указанный разделительный слой обеспечивает возможность отделения декоративного слоя (13) от первой несущей пленки (11).
3. Способ по п.1, отличающийся тем, что первый адгезивный слой (30) наносят на первую несущую пленку (11) по всей площади по меньшей мере в одном первом участке (21) и во втором участке (22) и активируют перед удалением второй части базовой пленки (10) в первой области (31).
4. Способ по п.1, отличающийся тем, что в качестве первого адгезивного слоя (30) используют адгезивный слой, который может быть активирован электромагнитным излучением, в частности облучением УФ-светом.
5. Способ по п.4, отличающийся тем, что первый адгезивный слой (30) активируют облучением в первой области (31) после нанесения второй несущей пленки (40).
6. Способ по одному из пп.4 или 5, отличающийся тем, что первый адгезивный слой (30) дезактивируют во второй области (32) перед нанесением второй несущей пленки (40).
7. Способ по п.1, отличающийся тем, что дезактивацию первого адгезивного слоя производят облучением первого адгезивного слоя (30) во второй области (32).
8. Способ по любому из пп.4-5, отличающийся тем, что первый адгезивный слой (30) облучают источником радиации, размещенным в направлении той поверхности второй несущей пленки (40), которая противоположна стороне, обращенной к декоративному слою, причем указанный источник радиации размещают на расстоянии от второй несущей пленки (40).
9. Способ по любому из пп.4-5, отличающийся тем, что первый адгезивный слой (30) облучают источником радиации, размещенным в направлении той стороны декоративного слоя, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации размещают на расстоянии от декоративного слоя.
10. Способ по любому из пп.4-5,
отличающийся тем, что в качестве источника радиации используют лазер, и лазером управляют так, что первый адгезивный слой (30) подвергают воздействию в первой области (31), но не во второй области (32), и/или облучают во второй области (32), но не в первой области (31).
отличающийся тем, что в качестве источника радиации используют лазер, и лазером управляют так, что первый адгезивный слой (30) подвергают воздействию в первой области (31), но не во второй области (32), и/или облучают во второй области (32), но не в первой области (31).
11. Способ по любому из пп.4-5, отличающийся тем, что на пути луча размещают фотошаблон между источником радиации и первым адгезивным слоем (30), причем указанному фотошаблону придают такую форму и размещают так, что первый адгезивный слой (30) облучают в первой области (30), но не во второй области (32), или первый адгезивный слой облучают во второй области (32), но не в первой области (31).
12. Способ по любому из пп.4-5, отличающийся тем, что первый адгезивный слой (30) облучают через декоративный слой, и один или многочисленные слои декоративного слоя скомпонованы как маскирующие слои для регулирования облучения первого адгезивного слоя (30).
13. Способ по п.12, отличающийся тем, что в качестве маскирующего слоя для регулирования облучения первого адгезивного слоя (30) используют непрозрачный слой в декоративном слое, причем указанный непрозрачный слой размещают в первой или второй области, и не создают во второй или первой области, соответственно.
14. Способ по п.12, отличающийся тем, что в первой стадии облучения, перед нанесением второй несущей пленки, первый адгезивный слой облучают источником радиации, размещенным в направлении той стороны декоративного слоя, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации размещают на расстоянии от декоративного слоя, через декоративный слой, действующий как маскирующий слой, и дезактивируют во второй области, и во второй стадии облучения, после нанесения второй несущей пленки, первый адгезивный слой облучают источником радиации, размещенным в направлении той стороны второй несущей пленки, которая противоположна стороне, обращенной к первой несущей пленке, причем указанный источник радиации размещают на расстоянии от второй несущей пленки, и активируют в первой области.
15. Способ по любому из пп.1-3, отличающийся тем, что в качестве первого адгезивного слоя используют термоплавкое клеевое средство, и первый адгезивный слой активируют с помощью нагретого штампа для тиснения в первой области, но не во второй области, перед удалением второй части базовой пленки.
16. Способ по любому из пп.1-3, отличающийся тем, что в качестве первого адгезивного слоя используют термоплавкое клеевое средство с латентной реакционной способностью, и первый адгезивный слой активируют с помощью нагретого штампа для тиснения в первой области, но не во второй области, перед удалением второй части базовой пленки.
17. Способ по любому из пп.1-5, отличающийся тем, что первый адгезивный слой дезактивируют во второй области с помощью надпечатки дезактивирующего слоя.
18. Способ по любому из пп.1-5, отличающийся тем, что первый адгезивный слой наносят напечатанием на первую и/или вторую несущую пленку в первой области, но не во второй области.
19. Способ по любому из пп.1-5, отличающийся тем, что первый адгезивный слой наносят напечатанном на первую и/или вторую несущую пленку в первой области и в участке второй области, причем площадь участка предпочтительно занимает менее 50% площади второй области.
20. Способ по любому из пп.1-5, отличающийся тем, что декоративный слой (13) и первую несущую пленку (11) полностью прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок.
21. Способ по любому из любому из пп.1-5, отличающийся тем, что вторую несущую пленку (40) прорезают до степени менее 50%.
22. Способ по любому из любому из пп.1-5, отличающийся тем, что первую несущую пленку прорезают путем штампования.
23. Способ по любому из любому из пп.1-5, отличающийся тем, что пленочный композит, сформированный базовой пленкой, второй несущей пленкой и первым адгезивным слоем, обрабатывают с использованием штампа для горячего тиснения, который одновременно активирует первый адгезивный слой в первой области и, по меньшей мере частично, проштамповывает сквозь первую несущую пленку вдоль граничной линии, определяющей по меньшей мере один первый участок.
24. Способ по любому из любому из пп.1-5, отличающийся тем, что декоративный слой содержит метки, и метки используют для определения первого и второго участков первого адгезивного слоя, и/или для определения первого и второго участков базовой пленки.
25. Способ по п.24, отличающийся тем, что прорезание первой несущей пленки, активацией первого адгезивного слоя, дезактивацией первого адгезивного слоя и/или нанесением первого адгезивного слоя управляют с помощью детектирования меток.
26. Способ по п.24, отличающийся тем, что метки содержат напечатанный материал, поверхностный рельеф, магнитный материал и/или электрически проводящий материал.
27. Способ по п.24, отличающийся тем, что метки размещают во втором участке базовой пленки.
28. Способ по п.24, отличающийся тем, что метки детектируют с помощью оптического сенсора, с помощью магнитного сенсора, механического сенсора и/или с помощью датчика, который регистрирует проводимость.
29. Способ по любому из пп.1-5, отличающийся тем, что после удаления второй части базовой пленки (10) остальную пленку (1) со второй несущей пленкой (40) и первой частью базовой пленки (10) используют в качестве переводной пленки, в частности, пленки для горячего тиснения, для защиты ценных документов.
30. Способ по любому из пп.1-5, отличающийся тем, что после удаления второй части базовой пленки (10) затем облучают остальную пленку (1) со второй несущей пленкой (40) и первой частью базовой пленки (10).
31. Способ по любому из пп.1-5, отличающийся тем, что в качестве первого адгезивного слоя используют клеевое средство с латентной реакционной способностью, и что после удаления второй части базовой пленки (10) остальную пленку (1) со второй несущей пленкой (40) и первой частью базовой пленки (10) выдерживают в течение заданного времени при комнатной температуре и/или повышенной температуре для отверждения клеевого средства с латентной реакционной способностью.
32. Способ по любому из пп.1-5, отличающийся тем, что после удаления второй части базовой пленки (10) остальную пленку со второй несущей пленкой (40) и первой частью базовой пленки (10) помещают на целевую подложку (70), один или многочисленные первые участки (21) базовой пленки наносят на целевую подложку (70) активацией адгезивного слоя (17), расположенного между декоративным слоем (13) и целевой подложкой (70), и многослойный композит, включающий первую несущую пленку (11), первый адгезивный слой (30) и вторую несущую пленку (40), удаляют с декоративного слоя (13) нанесенных одного или многочисленных первых участков базовой пленки.
33. Способ по п.1, отличающийся тем, что второй адгезивный слой (17) наносят на ту сторону декоративного слоя (13), которая противоположна стороне, обращенной к первой несущей пленке (11).
34. Способ по п.33, отличающийся тем, что второй адгезивный слой представляет собой слой термоплавкого клеевого средства.
35. Способ по п.33, отличающийся тем, что второй адгезивный слой представляет собой слой клеевого средства холодного отверждения.
36. Способ по п.33, отличающийся тем, что второй адгезивный слой представляет собой слой термоплавкого клеевого средства с латентной реакционной способностью.
37. Способ по одному из пп.33 и 34, отличающийся тем, что для первого адгезивного слоя (30) и второго адгезивного слоя (17) применяют различные клеевые средства.
38. Способ по одному из пп.33 и 34, отличающийся тем, что в качестве первого и второго адгезивных слоев используют слои термоплавких клеевых средств, имеющих различные температуры активации, причем температура активации первого адгезивного слоя является более высокой, чем температура активации второго адгезивного слоя.
39. Переводная пленка (1), в частности пленка для горячего тиснения, для переноса одного или множества многослойных элементов (23) на целевую подложку (70), причем переводная пленка (1) имеет базовую пленку (10), имеющую первую несущую пленку (11) и одно- или многослойный декоративный слой (13), отличающаяся тем, что переводная пленка (1) дополнительно имеет вторую несущую пленку (40) и первый адгезивный слой (30), нанесенный на ту поверхность первой несущей пленки (1), которая обращена от декоративного слоя, причем первый адгезивный слой (30) расположен между первой несущей пленкой (11) и второй несущей пленкой (40), и причем первый адгезивный слой (30) активируют в первой области (31), которая, по меньшей мере частично, покрывает по меньшей мере один первый участок (21) базовой пленки, таким образом, что базовая пленка (10) приклеивается ко второй несущей пленке (40) в по меньшей мере одном первом участке (21), и первый адгезивный слой (30) не активируют, не обеспечивают, обеспечивают только частично или дезактивируют во втором участке (22), примыкающем к по меньшей мере одному первому участку (21), причем первую несущую пленку (11) прорезают вдоль граничной линии, определяющей по меньшей мере один первый участок (21) и отделяющей по меньшей мере один первый участок (21) от второго участка (22) базовой пленки, и часть базовой пленки, которая включает второй участок (22), удаляют со второй несущей пленки (40).
40. Переводная пленка по п.39, отличающаяся тем, что базовая пленка (10) имеет разделительный слой (12), размещенный между первой несущей пленкой (11) и декоративным слоем (13), причем указанный разделительный слой обеспечивает возможность отделения декоративного слоя (13) от первой несущей пленки (11).
41. Переводная пленка по п.39, отличающаяся тем, что переводная пленка имеет второй адгезивный слой, который наносят на ту поверхность декоративного слоя, которая противоположна стороне, обращенной ко второй несущей пленке, и что прочность сцепления, создаваемого активированным первым адгезивным слоем (30) между первой несущей пленкой и второй несущей пленкой, является меньшей, чем прочность сцепления, создаваемого активированным вторым адгезивным слоем между декоративным слоем (13) и целевой подложкой.
42. Переводная пленка (1) по п.39, отличающаяся тем, что вторая несущая пленка (40) представляет собой пластиковую пленку, имеющую толщину более 6 мкм.
43. Переводная пленка (1) по п.39, отличающаяся тем, что первая несущая пленка (10) представляет собой пластиковую пленку, имеющую толщину более 4 мкм.
44. Переводная пленка (1) по п.39, отличающаяся тем, что два или более первых участков (21) заключены внутри второго участка (22), сформованного в виде сплошной области.
45. Переводная пленка (1) по п.39, отличающаяся тем, что первая область (31) покрывает по меньшей мере 50% каждого первого участка (21), предпочтительно более 70% каждого первого участка (21).
46. Переводная пленка (1) по п.39, отличающаяся тем, что первая область (31) полностью покрывает каждый первый участок (21).
47. Переводная пленка (1) по п.39, отличающаяся тем, что второй участок (22) покрывает первую область (31) менее чем на 5%.
48. Переводная пленка (1) по любому из пп.39-47, отличающаяся тем, что декоративный слой (13) имеет один или многочисленные слои (15, 16), которые создают оптически изменчивый эффект.
49. Переводная пленка (1) по любому из пп.39-47, отличающаяся тем, что декоративный слой (13) имеет репликационный лаковый слой, имеющий поверхностную структуру, впечатанную в репликационный лаковый слой, в частности, выбранную из группы дифракционной поверхностной структуры, линзовой структуры, матированной структуры и отражательной рельефно-фазовой дифракционной решетки.
50. Переводная пленка по любому из пп.39-47, отличающаяся тем, что декоративный слой (13) имеет отражающий слой (16), в частности отражающий слой, которому придана узорчатая форма, в виде первого информационного объекта.
51. Переводная пленка по любому из пп.39-47, отличающаяся тем, что декоративный слой имеет тонкопленочный слоистый элемент для создания эффекта изменения цвета в зависимости от угла зрения.
52. Переводная пленка по любому из пп.39-47, отличающаяся тем, что декоративный слой имеет цветной слой, которому придана узорчатая форма, в качестве второго информационного объекта.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008062149.8 | 2008-12-16 | ||
| DE102008062149A DE102008062149B3 (de) | 2008-12-16 | 2008-12-16 | Verfahren zur Herstellung eines Sicherheitselements sowie Transferfolie |
| PCT/EP2009/008871 WO2010072339A2 (de) | 2008-12-16 | 2009-12-11 | Verfahren zur herstellung eines sicherheitselements sowie transferfolie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011129653A RU2011129653A (ru) | 2013-01-27 |
| RU2517134C2 true RU2517134C2 (ru) | 2014-05-27 |
Family
ID=41566044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011129653/12A RU2517134C2 (ru) | 2008-12-16 | 2009-12-11 | Способ получения элемента защиты и переводной пленки |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP2373492B1 (ru) |
| JP (1) | JP5639075B2 (ru) |
| CN (1) | CN102245394B (ru) |
| BR (1) | BRPI0922926B1 (ru) |
| CA (1) | CA2745913C (ru) |
| DE (1) | DE102008062149B3 (ru) |
| ES (1) | ES2538466T3 (ru) |
| HU (1) | HUE026443T2 (ru) |
| MX (1) | MX2011006180A (ru) |
| PL (1) | PL2373492T3 (ru) |
| RU (1) | RU2517134C2 (ru) |
| TW (1) | TWI574857B (ru) |
| WO (1) | WO2010072339A2 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2822848C1 (ru) * | 2019-12-03 | 2024-07-15 | Леонхард Курц Штифтунг Унд Ко. Кг | Декоративная пленка, способ получения декоративной пленки и способ декорирования целевой подложки |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011103000A1 (de) | 2011-05-24 | 2012-11-29 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und Vorrichtung zum Heißprägen |
| DE102012001121C5 (de) | 2012-01-23 | 2018-01-04 | Leonhard Kurz Stiftung & Co. Kg | Sicherheitsdokument, Verfahren zur Herstellung eines Sicherheitsdokuments und Verfahren zur Herstellung eines individualisierten Sicherheitsdokuments |
| DE102012103586A1 (de) * | 2012-04-24 | 2013-10-24 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und Vorrichtung zum Verbinden einer ersten Folienbahn und einer zweiten Folienbahn |
| DE102012105342A1 (de) | 2012-06-20 | 2013-12-24 | Kba-Notasys Sa | Verfahren zum Übertragen eines Dekorabschnitts einer Prägefolie |
| DE102012105571B4 (de) | 2012-06-26 | 2017-03-09 | Ovd Kinegram Ag | Dekorelement sowie Sicherheitsdokument mit einem Dekorelement |
| WO2015144637A1 (fr) † | 2014-03-24 | 2015-10-01 | Mgi France | Procédé et système de dorure |
| KR102563684B1 (ko) | 2015-08-27 | 2023-08-09 | 크레인 시큐리티 테크놀로지스, 인크. | 선명하게 형성된 단일 요소들을 준비하여 보호될 물체로 전사하기 위한 단일 또는 이중 전사 공정 |
| DE102015121849A1 (de) | 2015-12-15 | 2017-06-22 | Ovd Kinegram Ag | Verfahren zur Herstellung eines Sicherheitselements sowie Transferfolie |
| FR3047440B1 (fr) | 2016-02-10 | 2019-05-10 | Oberthur Fiduciaire Sas | Procede de fabrication de documents de securite et documents correspondants |
| JPWO2017209284A1 (ja) * | 2016-06-02 | 2019-03-28 | 凸版印刷株式会社 | 表示体の製造方法、表示中間体、および、表示体 |
| TWM534099U (en) * | 2016-07-22 | 2016-12-21 | Liang-Yuan Hsiung | Security fabric structure |
| DE102016117674A1 (de) * | 2016-09-20 | 2018-03-22 | Bundesdruckerei Gmbh | Verfahren zur Herstellung eines Sicherheits- oder Wertprodukts mit einem diffraktiven Sicherheitselement |
| HUE046101T2 (hu) * | 2016-10-04 | 2020-02-28 | Hueck Folien Gmbh | Biztonsági elem és értékdokumentum ilyen biztonsági elemmel |
| CN113835322B (zh) * | 2016-11-24 | 2023-12-29 | 大日本印刷株式会社 | 光调制元件和信息记录介质 |
| DE102017001598A1 (de) * | 2017-02-17 | 2018-08-23 | Giesecke+Devrient Currency Technology Gmbh | Sicherheitselement-Transfermaterial und Verfahren zum Herstellen desselben |
| EP3802144B1 (de) * | 2018-05-25 | 2023-05-03 | OVD Kinegram AG | Verfahren zur herstellung eines laminatkörpers und einer laminierfolie sowie laminatkörper und laminierfolie |
| CN113272149A (zh) * | 2018-10-31 | 2021-08-17 | 伊利诺斯工具制品有限公司 | 包括金属层和保护涂层的热转移带组件 |
| US12103318B2 (en) | 2018-10-31 | 2024-10-01 | Illinois Tool Works Inc. | Thermal transfer ribbon assembly comprising a metal layer and a protective coating layer |
| DE102018132321A1 (de) * | 2018-12-14 | 2020-06-18 | Ovd Kinegram Ag | Verfahren zur Herstellung eines Folienzwischenprodukts, Folienzwischenprodukt sowie Verfahren zur Herstellung eines Produkts |
| EP3715752A1 (de) * | 2019-03-26 | 2020-09-30 | Liebherr-Hausgeräte Ochsenhausen GmbH | Deckschichtverbund für einen folienumhüllten vakuumdämmkörper |
| DE102020205461A1 (de) * | 2020-04-30 | 2021-11-04 | Robert Bosch Gesellschaft mit beschränkter Haftung | Verfahren zum Herstellen eines Textilverbundmaterials |
| EP4234265A1 (en) * | 2022-02-28 | 2023-08-30 | Illinois Tool Works Inc. | Thermal transfer ribbon assembly comprising an image layer and a protective coating layer |
| DE102022001402A1 (de) | 2022-04-25 | 2023-10-26 | Giesecke+Devrient Currency Technology Gmbh | Verfahren zum Übertragen eines Sicherheitselements auf ein Zielsubstrat |
| FR3141639B1 (fr) * | 2022-11-03 | 2024-09-20 | Surys | Dispositif optique de sécurité |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5801857A (en) * | 1989-09-28 | 1998-09-01 | Gao Gesellschaft Fur Automation Und Organisation Mbh | Data carrier having an optically variable element and methods for producing it |
| DE10013410A1 (de) * | 2000-03-17 | 2001-09-20 | Ovd Kinegram Ag Zug | Laminat, insbesondere in Form von Karten, und Verfahren zu dessen Herstellung |
| WO2005108108A2 (de) * | 2004-04-30 | 2005-11-17 | Giesecke & Devrient Gmbh | Sicherheitselement und verfahren zu seiner herstellung |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4333546C2 (de) * | 1993-10-01 | 1996-03-21 | Klaus Kall | Verfahren zum Beschichten einer transparenten Trägerplatte |
| DE19813314A1 (de) * | 1998-03-26 | 1999-09-30 | Kurz Leonhard Fa | Prägefolie, insbesondere Heissprägefolie |
| DE19940790B4 (de) * | 1999-08-27 | 2004-12-09 | Leonhard Kurz Gmbh & Co | Übertragungsfolie zur Aufbringung einer Dekorschichtanordnung auf ein Substrat sowie Verfahren zu deren Herstellung |
| FR2800011B1 (fr) * | 1999-10-22 | 2001-12-07 | Oreal | Procede de marquage a chaud et structure multicouche pour la mise en oeuvre d'un tel procede |
| GB2357061B (en) * | 1999-12-08 | 2003-09-17 | Merck Patent Gmbh | Hot stamping foils |
| JP4598950B2 (ja) * | 2000-12-27 | 2010-12-15 | 大日本印刷株式会社 | 液晶性転写体及びその製造方法 |
| GB2380973B (en) * | 2001-09-05 | 2005-06-15 | Api Foils Ltd | Dieless foiling |
| ATE470166T1 (de) * | 2002-02-13 | 2010-06-15 | Merck Patent Gmbh | Verfahren zur herstellung von einem anisotropen polymerfilm auf einem substrat mit einer strukturierten oberfläche |
| WO2004032099A1 (ja) * | 2002-09-30 | 2004-04-15 | Osaka Sealing Printing Co., Ltd. | 液晶ラベル、液晶ラベル連続体および液晶ラベルの製造方法 |
| DE10343547A1 (de) * | 2003-09-19 | 2005-04-14 | Giesecke & Devrient Gmbh | Sicherheitselement |
| EP1940618B1 (de) * | 2005-10-27 | 2016-08-17 | OVD Kinegram AG | Verfahren zum transfer eines mehrschichtkörpers sowie transferfolie |
| DE102006029397A1 (de) * | 2006-06-27 | 2008-01-03 | Ovd Kinegram Ag | Verfahren zur Herstellung eines laminierten Schichtverbunds, laminierter Schichtverbund und dessen Verwendung |
-
2008
- 2008-12-16 DE DE102008062149A patent/DE102008062149B3/de not_active Expired - Fee Related
-
2009
- 2009-12-11 WO PCT/EP2009/008871 patent/WO2010072339A2/de active Application Filing
- 2009-12-11 EP EP09774638.2A patent/EP2373492B1/de active Active
- 2009-12-11 MX MX2011006180A patent/MX2011006180A/es active IP Right Grant
- 2009-12-11 HU HUE09774638A patent/HUE026443T2/en unknown
- 2009-12-11 ES ES09774638.2T patent/ES2538466T3/es active Active
- 2009-12-11 CN CN200980151582.0A patent/CN102245394B/zh active Active
- 2009-12-11 RU RU2011129653/12A patent/RU2517134C2/ru active
- 2009-12-11 JP JP2011541173A patent/JP5639075B2/ja active Active
- 2009-12-11 BR BRPI0922926A patent/BRPI0922926B1/pt not_active IP Right Cessation
- 2009-12-11 PL PL09774638T patent/PL2373492T3/pl unknown
- 2009-12-11 CA CA2745913A patent/CA2745913C/en active Active
- 2009-12-14 TW TW098142683A patent/TWI574857B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5801857A (en) * | 1989-09-28 | 1998-09-01 | Gao Gesellschaft Fur Automation Und Organisation Mbh | Data carrier having an optically variable element and methods for producing it |
| DE10013410A1 (de) * | 2000-03-17 | 2001-09-20 | Ovd Kinegram Ag Zug | Laminat, insbesondere in Form von Karten, und Verfahren zu dessen Herstellung |
| WO2005108108A2 (de) * | 2004-04-30 | 2005-11-17 | Giesecke & Devrient Gmbh | Sicherheitselement und verfahren zu seiner herstellung |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2822848C1 (ru) * | 2019-12-03 | 2024-07-15 | Леонхард Курц Штифтунг Унд Ко. Кг | Декоративная пленка, способ получения декоративной пленки и способ декорирования целевой подложки |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2011129653A (ru) | 2013-01-27 |
| BRPI0922926B1 (pt) | 2019-09-03 |
| TW201024113A (en) | 2010-07-01 |
| CA2745913C (en) | 2017-01-17 |
| BRPI0922926A2 (pt) | 2016-01-26 |
| CA2745913A1 (en) | 2010-07-01 |
| EP2373492A2 (de) | 2011-10-12 |
| JP2012512059A (ja) | 2012-05-31 |
| MX2011006180A (es) | 2011-06-20 |
| CN102245394A (zh) | 2011-11-16 |
| WO2010072339A3 (de) | 2010-09-16 |
| PL2373492T3 (pl) | 2015-08-31 |
| DE102008062149B3 (de) | 2010-04-29 |
| EP2373492B1 (de) | 2015-03-04 |
| WO2010072339A8 (de) | 2010-11-11 |
| ES2538466T3 (es) | 2015-06-22 |
| HUE026443T2 (en) | 2016-06-28 |
| CN102245394B (zh) | 2014-09-17 |
| TWI574857B (zh) | 2017-03-21 |
| WO2010072339A2 (de) | 2010-07-01 |
| JP5639075B2 (ja) | 2014-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2517134C2 (ru) | Способ получения элемента защиты и переводной пленки | |
| RU2709924C1 (ru) | Способ изготовления защитного элемента, а также переносимой пленки | |
| US7790361B2 (en) | Methods of producing diffractive structures in security documents | |
| US9477203B2 (en) | Multi-layer body, method for producing it, and production of forgery-proof documents using said multi-layer body | |
| CN108602340B (zh) | 用于将全息图集成到安全文件体中的方法和安全文件体 | |
| JP2013520336A (ja) | セキュリティ装置 | |
| JP2017517415A (ja) | 多層体およびその製造方法 | |
| CA2878549C (en) | Secure identification document with ablated foil element | |
| TWI842711B (zh) | 層合體和層壓薄膜的製造方法以及層合體和層壓薄膜 | |
| TW201841781A (zh) | 多層膜製造方法和多層膜以及防偽元件和防偽文件 | |
| JP2007506121A (ja) | 個別化された、光学的に可変な素子を製造するプロセス及びフィルムシステム | |
| JP7441222B2 (ja) | フィルム中間生成物を生成するための方法、フィルム中間生成物および生成物の生成方法 | |
| KR100247850B1 (ko) | 보안소자, 보안소자 엠보싱용엠보싱다이 및 보안소자의 제조방법 |