RU2378080C2 - Штамп для горячей объемной штамповки со средствами маркировки - Google Patents
Штамп для горячей объемной штамповки со средствами маркировки Download PDFInfo
- Publication number
- RU2378080C2 RU2378080C2 RU2005108677/02A RU2005108677A RU2378080C2 RU 2378080 C2 RU2378080 C2 RU 2378080C2 RU 2005108677/02 A RU2005108677/02 A RU 2005108677/02A RU 2005108677 A RU2005108677 A RU 2005108677A RU 2378080 C2 RU2378080 C2 RU 2378080C2
- Authority
- RU
- Russia
- Prior art keywords
- dies
- stamp
- forging
- grooves
- marking
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/02—Dies or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
- B21C51/005—Marking devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/10—Drives for forging presses
- B21J9/20—Control devices specially adapted to forging presses not restricted to one of the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K3/00—Making engine or like machine parts not covered by sub-groups of B21K1/00; Making propellers or the like
- B21K3/04—Making engine or like machine parts not covered by sub-groups of B21K1/00; Making propellers or the like blades, e.g. for turbines; Upsetting of blade roots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K31/00—Control devices specially adapted for positioning tool carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K5/00—Making tools or tool parts, e.g. pliers
- B21K5/20—Making working faces of dies, either recessed or outstanding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Abstract
Изобретения относятся к горячей объемной штамповке металлических деталей, в частности деталей сложной формы, например лопаток газотурбинных двигателей. Штамп для горячей объемной штамповки имеет на одной поверхности половину оттиска штампуемой детали. На этой поверхности расположено средство, образующее маркировку по двум направлениям. Относительно маркировки определяется положение оттиска штампуемой детали. Средство состоит из двух выступающих относительно указанной поверхности подушек. Каждая из подушек имеет две канавки, образующие два упомянутых направления. Средство, образующее маркировку, используют при проверке совмещения двух указанных штампов для горячей объемной штамповки после обработки оттисков и после установки этих штампов в прессе для горячей объемной штамповки. 3 н. и 3 з.п. ф-лы, 5 ил.
Description
Настоящее изобретение касается области горячей объемной штамповки металлических деталей и, в частности, деталей сложной формы и искривленных деталей, например лопаток газотурбинного двигателя большого размера.
Технологии горячей объемной штамповки предпочтительно применяются для производства металлических деталей, когда в работе они должны испытывать большие напряжения. Это касается компрессора или лопастей вентилятора турбореактивных двигателей, в которых развиваются значительные внутренние напряжения от вибраций и центробежных сил, которым они подвергаются.
Горячая объемная штамповка состоит из пластической деформации металлического стержня под воздействием ударов или прикладываемого давления. В основном происходит поэтапное формование последовательных заготовок, которые постепенно доводятся до обработанной детали. При необходимости, штамповка детали завершается стадией калибровки, в результате которой получаются более точные формы.
Более конкретно, деталь подвергают горячей объемной штамповке, воздействуя на заготовку последней ударом или давлением, при этом в штампе вырезан оттиск, соответствующий форме получаемой детали. В случае, если используется титан, поскольку его напряжение пластического течения сильно зависит от температуры, горячая объемная штамповка выполняется с подогревом до определенного предела, обусловленного структурным изменением в материале, определяющем его механические свойства.
Операции штамповки обычно выполняются на механических прессах с подогретыми штампами. В этих условиях время горячей объемной штамповки относительно непродолжительно для предотвращения слишком быстрого охлаждения детали и перегрева штампа вследствие теплопроводности между деталью и самим штампом, достигающей такой степени, что температура инструментов отличается от температуры детали. Кроме того, из-за высокого уровня напряжений, которому он подвергается от контакта с деталью, на вырезанный рельеф (гравировку) штампа накладывают смазывающее вещество, чтобы способствовать пластическому течению материала и уменьшить напряжение штамповки.
Настоящее изобретение, прежде всего, касается регулировки инструментов, таких как штампы, представленные выше.
Изготовление детали согласно обычному способу занимает довольно продолжительное время, поскольку приходится приступать к последовательным операциям доводки.
Действительно, оттиск штампа не имеет точную форму и размеры необработанной штампуемой детали, которую следует получить. Он отличается от нее "пределами коррекции", которые компенсируют упругопластические деформации инструментов во время горячей объемной штамповки. Неизвестно, как предугадать эти пределы коррекции точно, и поэтому штамп нужно доводить согласно измерениям, выполненным на полученных деталях, прошедших испытания. В так называемой точной объемной штамповке допуски невелики, например 0,8 мм, так что обработанная деталь может быть получена полировкой необработанной детали абразивным ремнем или, если это нужно, особенно в случае титана, сочетанием химической обработки и полировки абразивным ремнем. Например, это относится к полотну лопастей.
Регулировка штампа точной объемной штамповки требует много времени и денежных затрат, поскольку она содержит множество операций доводки, которые отделены одна от другой испытаниями штампуемых деталей.
Когда штамп отрегулирован, т.е. когда полученные штамповкой необработанные, прошедшие испытание детали имеют целевую форму и размеры, этот штамп может быть введен в работу для изготовления серийных деталей. Штамп постепенно разрушается в процессе своей работы и, например, после 1000-5000 деталей, как в данном случае, возникает необходимость в восстановлении штампа или использовании другого.
Восстановление разрушающегося штампа, согласно первому способу, заключается в восстановлении участков, где материал изношен, и в обработке и полировке нового оттиска, то есть переочистке штампа электроимпульсной обработкой. Согласно второму способу оттиск полностью подвергают повторному формованию обработкой после удаления слоя нитрида (с упрочением поверхности термической или термомеханической обработкой) и удаления материала толщиной в несколько миллиметров. Эта технология обозначена термином переочистка. Восстановление штампа или создание нового штампа требует такой же регулировки, как изначальный штамп. Поэтому они также требуют много времени и материальных затрат.
Целью изобретения является создание средства для улучшения проверки совмещения штампов и для оптимизации времени регулировки при штамповке больших серий деталей.
Согласно изобретению штамп для горячей объемной штамповки, включающий на одной поверхности половину оттиска штампуемой детали, такой как лопатка газотурбинного двигателя, характеризуется тем, что он имеет на указанной поверхности средство, образующее маркировку по двум направлениям, относительно которой определяется положение указанного оттиска, при этом указанное средство состоит из двух подушек, выступающих относительно указанной поверхности и включающих каждая две канавки, образующие указанные два направления.
Предпочтительно две канавки расположены в виде креста.
Согласно другому варианту канавки расположены таким образом, чтобы быть попарно параллельными. В частности, обе канавки совмещаются.
Изобретение также касается способа проверки совмещения двух половин штампа после обработки оттисков. Согласно этому способу положение обеих боковых поверхностей штампа определяется относительно указанного средства, образующего маркировку, и при необходимости любая из боковых поверхностей одного из штампов подвергается правке. В частности, указанные положения определяются испытанием на трехмерной измерительной машине (ТИМ).
Изобретение также касается использования указанного средства, образующего маркировку на штампах, чтобы проверить совмещения матриц после установки их в прессе для горячей объемной штамповки. Согласно предпочтительному использованию на каждой из подушек располагают штырь из деформируемого в холодном состоянии материала, штыри расплющиваются между подушками обоих штампов и маркировки, сделанные канавками на штырях, проверяют.
Изобретение также касается использования указанного средства, образующего маркировку на штампах, для проверки совмещения матриц (во время операции горячей объемной штамповки для регистрации относительных перемещений одного штампа относительно другого). Согласно предпочтительному использованию штырь из деформируемого в холодном состоянии материала располагают на каждой из подушек, штыри расплющиваются между подушками обоих штампов и маркировки, сделанные канавками на штырях, проверяют.
Изобретение описано более подробно далее со ссылкой на прилагаемые чертежи, на которых:
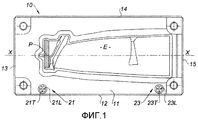
фиг.1 изображает матрицу на виде сверху со средством, образующим маркировки;
фиг.2 показывает деталь подушки, образующей маркировку;
фиг.3 показывает установку матрицы на ползуне пресса;
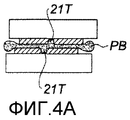
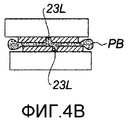
фиг.4А и 4В показывают штыри для проверки совмещения между подушками перед тем, как они расплющиваются.
На фиг.1 показан матричный узел 10 для горячей объемной штамповки компрессора или лопатки вентилятора турбореактивного двигателя. Штамп имеет форму матрицы прямоугольного сечения, главная поверхность 11 которой здесь содержит оттиск Е половины лопатки. Эта главная поверхность 11 окаймлена четырьмя боковыми поверхностями 12, 13, 14, 15. Форма оттиска определяется соответствующими расчетными средствами и достигается механической обработкой, или электроимпульсной обработкой, или любыми другими средствами, известными специалисту в этой области.
Например, она достигается на обрабатывающем станке с цифровым управлением или на электроискровой установке (ЭИУ). Вокруг оттиска обычно обеспечена периферийная зона ЕР для образования площадки, как известно в этой области. Пример реализации оттиска не является частью изобретения. Гравировка (вырезанный рельеф) содержит главную ось XX и по меньшей мере одну точку отсчета Р, образующую исходное положение для обработки оттиска. Таким образом, геометрическая форма оттиска определяется относительно обоих этих продольных и поперечных эталонов. Продольные боковые поверхности 12 и 14 параллельны оси XX. Поперечные поверхности 13 и 15 перпендикулярны ей.
Законченный штамп для горячей объемной штамповки детали содержит вторую матрицу с оттиском половины лопатки такой формы, которая дополняет первую. Для горячей объемной штамповки детали обе матрицы располагаются и фиксируются в ползуне пресса, нижнем ползуне и верхнем ползуне. Заготовка штампуемой детали располагается в нижней матрице, и пресс приводится в действие. При сближении обе матрицы деформируют заготовку, и получается деталь такой формы, которую образуют оттиски, при ударном контакте по всему периметру.
Качество штамповки частично зависит от правильного расположения обоих оттисков относительно друг друга в момент удара. Это расположение зависит как от правильного расположения оттисков в их соответствующей матрице, так и от правильного расположения обеих матриц относительно друг друга.
В устройстве согласно изобретению этого результата можно достигнуть легко и эффективно.
Согласно изобретению вместе с оттиском Е гравированием выполняются две подушки 21 и 23. Обе эти подушки выступают относительно верхней поверхности 11 матрицы. Обе подушки здесь имеют форму диска, но они могут принимать другую форму. Увеличенное изображение подушки 21 показано в перспективе на фиг.2. Каждая подушка содержит две перпендикулярные канавки 21L, 21Т и 23L, 23Т соответственно.
Две продольные канавки 21L и 23L выполнены параллельно оси XX оттиска, на заданном расстоянии. Здесь обе канавки находятся на одинаковом расстоянии от оси XX. Поэтому они соосны. Поперечные канавки 21Т и 23Т перпендикулярны предыдущим, и каждая из них расположена на заданном расстоянии от точки отсчета Р. Положения оттиска и канавок, таким образом, легко определяются в пространстве относительно друг друга.
С этими средствами 21 и 23 проверка положения оттиска на матрице, с одной стороны, и визуальная проверка правильного совмещения матриц во время операций горячей объемной штамповки, с другой стороны, могут быть выполнены.
Что касается первой операции проверки, после обработки штампа положение подушек 21 и 23 относительно боковых поверхностей 12, 14 и 13, 15 измеряется испытанием, например, на трехмерной измерительной машине (ТИМ). Таким образом, выполняется проверка каждой из двух матриц на то,
что поверхности 12 и 14 надлежащим образом параллельны направлению канавок 21L и 23L и находятся на правильном расстоянии от последних, с одной стороны, и
что поверхности 13 и 15 надлежащим образом параллельны направлению канавок 21Т и 23Т и находятся на правильном расстоянии от последних, с другой стороны.
Если на одном из двух штампов замечают отклонение относительно теоретического размера, приступают к правке боковой поверхности (поверхностей) одного из штампов, чтобы сделать указанные расстояния идентичными на обеих матрицах.
Если отклонение замечают относительно теоретического размера на каждом штампе, приступают к правке на штампе с наименьшим дефектом.
Таким образом получают штампы, у которых оттиски совмещены безошибочно. Использование таких подушек обеспечивает быструю проверку с высокой точностью измерения.
После изготовления матрицы устанавливаются на ползунах пресса. Установка выполняется закреплением боковых поверхностей матриц на упорных поверхностях В1 и В2. Вид сверху ползуна 100 пресса показан схематически. Например, расположение боковых поверхностей 12 и 14 регулируется с помощью так называемых "наклонных" клиньев 31 и 32. Эти клинья имеют дигедральную форму (образуются двумя пересекающимися плоскостями) и расположены таким образом, чтобы иметь две параллельные поверхности и две наклонные поверхности относительно последних, находящиеся в контакте друг с другом. При перемещении одного клина относительно другого, параллельно их параллельным поверхностям, последние раздвигаются или сближаются. Оба клина прижимаются, один к боковой поверхности 14 матрицы, другой к упору 110, который выполнен заодно с ползуном. Другая боковая поверхность 12 матрицы будет прижимать упор 120, который выполнен заодно с ползуном. Эта система с наклонным клином поэтому позволяет матрице перемещаться перпендикулярно поверхностям 12 и 14; таким образом возможна регулировка в положении на ползуне в поперечном направлении. При необходимости между клином 120 и боковой поверхностью 12 ставят металлические полоски.
Для регулировки положения в продольном направлении можно использовать винт, который давит на поверхность 13 и толкает матрицу на упор 150, выполненный заодно с ползуном. Положение матрицы поэтому может быть отрегулировано в продольном направлении. Если нужно, между боковой поверхностью 15 и упором 150 можно установить металлическую полоску.
Для проверки положения обоих штампов относительно друг друга выполняют следующее.
Штырь, выполненный из свинца или другого деформируемого в холодном состоянии материала, располагается на каждой из двух подушек нижнего штампа, и верхний штамп опускается, пока он не расплющит оба штыря.
Оба штыря показаны на фиг.4А и 4В после того, как они расплющились, в положении между подушками.
Оператор может легко проверить, что канавки 21Т (или 23Т) верхней и нижней подушек не совмещены в иллюстрируемом примере. Перенеся назад деформированный таким образом штырь в измерительное устройство, он/она могут точно определить правку, которую следует выполнить в продольном положении.
Подобно этому, он/она может проверить, исследуя канавки 23L (или 21L), что обе матрицы расположены неправильно в поперечном направлении.
Такие точные и маркирующие средства, простые в употреблении, становятся доступными, и при необходимости с их помощью могут быть выполнены корректировки правильного положения оттисков относительно друг друга.
Используя эти средства, можно также проверить вращения штампов под воздействием напряжения при штамповке во время первого использования штампов, выполняя проверку со штырями одновременно с ударным воздействием.
Эта проверка выполняется после каждой обработки или повторной гравировки и с каждым разом, когда начинается горячая объемная штамповка.
Наконец, с помощью штырей можно проверить зазор между верхним и нижним штампами после ударного воздействия относительно необходимой толщины площадки.
Claims (6)
1. Штамп для горячей объемной штамповки, имеющий на одной поверхности половину оттиска штампуемой детали, в частности лопатки газотурбинного двигателя, отличающийся тем, что он снабжен расположенным на указанной поверхности средством, образующим маркировку по двум направлениям, относительно которой определяют положение оттиска штампуемой детали, при этом указанное средство состоит из двух выступающих относительно указанной поверхности подушек, каждая из которых имеет две канавки, образующие указанные два направления.
2. Штамп по п.1, отличающийся тем, что две канавки выполнены соосными.
3. Способ проверки совмещения двух штампов для горячей объемной штамповки по п.1 после обработки оттисков, в котором положение двух боковых поверхностей штампа определяют относительно средства, образующего маркировку каждого из упомянутых штампов, и при необходимости любую из боковых поверхностей одного из штампов подвергают правке.
4. Способ по п.3, в котором указанное положение определяют путем испытаний на трехмерной измерительной машине (ТИМ).
5. Способ проверки совмещения двух штампов для горячей объемной штамповки по п.1 после установки их в прессе для горячей объемной штамповки, в котором штампы совмещают с использованием средства, образующего маркировку каждого из упомянутых штампов.
6. Способ по п.5, в котором на каждой из упомянутых подушек располагают штырь из деформируемого в холодном состоянии материала, штыри расплющивают между подушками штампов, и маркировки, выполненные на штырях канавками, проверяют.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0403230A FR2867992B1 (fr) | 2004-03-29 | 2004-03-29 | Matrice de forgeage avec moyen de reperage |
| FR0403230 | 2004-03-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005108677A RU2005108677A (ru) | 2006-10-10 |
| RU2378080C2 true RU2378080C2 (ru) | 2010-01-10 |
Family
ID=34878459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005108677/02A RU2378080C2 (ru) | 2004-03-29 | 2005-03-28 | Штамп для горячей объемной штамповки со средствами маркировки |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7370506B2 (ru) |
| EP (1) | EP1582278B1 (ru) |
| CN (1) | CN100548530C (ru) |
| DE (1) | DE602005000451T2 (ru) |
| ES (1) | ES2281053T3 (ru) |
| FR (1) | FR2867992B1 (ru) |
| RU (1) | RU2378080C2 (ru) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0915949D0 (en) * | 2009-09-11 | 2009-10-28 | Rolls Royce Plc | A die former |
| CN101811169B (zh) * | 2010-04-09 | 2012-03-21 | 无锡透平叶片有限公司 | 一种叶片模具的分型自锁结构及分型设计方法 |
| CN103009018B (zh) * | 2011-09-20 | 2015-10-28 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种超细晶、高强度合金叶片锻件制造方法 |
| CN102974736A (zh) * | 2012-11-30 | 2013-03-20 | 无锡透平叶片有限公司 | 透平叶片坯料的定位结构 |
| CN102974735B (zh) * | 2012-12-06 | 2015-03-25 | 无锡透平叶片有限公司 | 大型锻模的定位调节结构 |
| FR3014150B1 (fr) * | 2013-11-29 | 2018-03-02 | Safran Aircraft Engines | Soufflante, en particulier pour une turbomachine |
| CN103691866B (zh) * | 2013-12-15 | 2015-10-14 | 无锡透平叶片有限公司 | 一种提高叶片坯料在模具上定位稳定性的方法 |
| CN103673950A (zh) * | 2013-12-15 | 2014-03-26 | 无锡透平叶片有限公司 | 一种快速检测叶片锻造模具错移量的方法 |
| CN104493040A (zh) * | 2014-12-23 | 2015-04-08 | 无锡透平叶片有限公司 | 一种叶片锻造用模座导向结构 |
| CN105414436B (zh) * | 2015-12-31 | 2018-07-06 | 无锡透平叶片有限公司 | 一种便于检测锻件错移量的叶片锻造模具 |
| CN110355315A (zh) * | 2018-04-11 | 2019-10-22 | 辽宁五一八内燃机配件有限公司 | 一种自动化锻造定位模具装置 |
| FR3097791B1 (fr) | 2019-06-28 | 2021-06-18 | Safran Aircraft Engines | Noyau de conformation a chaud d’une piece metallique et procede de fabrication, de regeneration et de conformation |
| RU2737836C1 (ru) * | 2020-04-03 | 2020-12-03 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Рыбинский государственный авиационный технический университет имени П.А. Соловьева" | Штамп для штамповки лопаток |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1232439B (de) * | 1965-04-24 | 1967-01-12 | Fuchs Fa Otto | Pruefeinrichtung zur pneumatischen UEberwachung einer Gesenkpresse |
| GB1331945A (en) * | 1970-10-05 | 1973-09-26 | Doncasters Monk Bridge Ltd | Forging dies for the forging of turbine or compressor baldes of vanes |
| US4195510A (en) * | 1978-06-26 | 1980-04-01 | Juergens William A | Draw bead having alternating pressure surfaces and grooves |
| US4930334A (en) * | 1989-07-25 | 1990-06-05 | Deere & Company | Quick change structure for trim die |
| CN1048994A (zh) * | 1989-10-18 | 1991-02-06 | 航空工业部红原锻铸厂 | 大型汽轮机钛合金长叶片精锻工艺及装置 |
| US5083371A (en) * | 1990-09-14 | 1992-01-28 | United Technologies Corporation | Hollow metal article fabrication |
| US5471923A (en) * | 1994-12-19 | 1995-12-05 | Chrysler Corporation | Multiple stamping dies with cumulative stamping markers and method of stampings parts |
| US6539767B2 (en) * | 2000-08-31 | 2003-04-01 | Sequa Can Machinery, Inc. | Method and apparatus for forming a container component |
| US7007535B2 (en) * | 2003-10-14 | 2006-03-07 | Stolle Machinery Company, Llc | Method and apparatus for aligning components of a press |
-
2004
- 2004-03-29 FR FR0403230A patent/FR2867992B1/fr not_active Expired - Fee Related
-
2005
- 2005-03-28 RU RU2005108677/02A patent/RU2378080C2/ru active
- 2005-03-29 DE DE602005000451T patent/DE602005000451T2/de active Active
- 2005-03-29 CN CNB2005100697581A patent/CN100548530C/zh active Active
- 2005-03-29 US US11/091,764 patent/US7370506B2/en active Active
- 2005-03-29 ES ES05102453T patent/ES2281053T3/es active Active
- 2005-03-29 EP EP05102453A patent/EP1582278B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| FR2867992B1 (fr) | 2007-06-29 |
| US7370506B2 (en) | 2008-05-13 |
| FR2867992A1 (fr) | 2005-09-30 |
| CN100548530C (zh) | 2009-10-14 |
| DE602005000451T2 (de) | 2007-11-15 |
| EP1582278B1 (fr) | 2007-01-17 |
| ES2281053T3 (es) | 2007-09-16 |
| RU2005108677A (ru) | 2006-10-10 |
| CN1754635A (zh) | 2006-04-05 |
| EP1582278A1 (fr) | 2005-10-05 |
| DE602005000451D1 (de) | 2007-03-08 |
| US20050247101A1 (en) | 2005-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2378080C2 (ru) | Штамп для горячей объемной штамповки со средствами маркировки | |
| CN104854438B (zh) | 锻造旋转体中心孔的加工方法及加工系统 | |
| JPS5826685A (ja) | 軌道チェーンリンクの鍛造方法 | |
| US20050086783A1 (en) | Precision-forging parts manufacturingprocess | |
| CN108246845B (zh) | 钛合金板材等温弯曲工艺优化方法 | |
| CN108161122B (zh) | 一种金属陶瓷冷锯圆锯片制造工艺 | |
| CN114367713B (zh) | 一种分片式3d打印涡轮导向叶片毛坯的机加工方法 | |
| JP2006320996A (ja) | 二番金型の製作方法 | |
| JPH07328757A (ja) | トリミングプレス金型およびトリミングプレス方法 | |
| CN112008156B (zh) | 铆铜锯片基体的生产工艺 | |
| CN207900375U (zh) | 一种金属陶瓷冷锯圆锯片制造装置 | |
| US6398886B1 (en) | Method and device for completing outer joint elements that are formed without cutting | |
| CN108723448A (zh) | 一种角度导轨或斜面的加工工装及加工方法 | |
| JP3405077B2 (ja) | プレス装置とプレス成形部材及びその成形加工方法 | |
| KR100256538B1 (ko) | 금형의 제조 방법 | |
| CN213842048U (zh) | 一种汽轮机叶片激光熔覆检测装置 | |
| CN117380884A (zh) | 一种辅助修正精密模锻件错移的模具设计方法 | |
| US20230364667A1 (en) | Inlet lip skin manufacturing method | |
| JP2003245718A (ja) | 被加工材の曲げ加工方法 | |
| Zayas-Figueras et al. | Comparative Study about Dimensional Accuracy and Surface Finish of Constant-Breadth Cams Manufactured by FFF and CNC Milling. Micromachines 2023, 14, 377 | |
| JPS5834208B2 (ja) | 絞り金型におけるポンチ及びダイスの製造方法 | |
| Wisselink et al. | Tool deformation during the shape rolling of stator vanes | |
| Pesin et al. | Development of the Technology of Large Bodies Manufacturing Based on Combined Process of Plate Rolling and Stamping | |
| RU2197351C2 (ru) | Способ изготовления пуансона для формообразования деталей двойной кривизны | |
| Lin et al. | Planning a cost-effective cellular manufacturing process—a case study |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RZ4A | Other changes in the information about an invention | ||
| PD4A | Correction of name of patent owner |