RU2366117C2 - Сканирующий индукционный нагрев - Google Patents
Сканирующий индукционный нагрев Download PDFInfo
- Publication number
- RU2366117C2 RU2366117C2 RU2007120073/09A RU2007120073A RU2366117C2 RU 2366117 C2 RU2366117 C2 RU 2366117C2 RU 2007120073/09 A RU2007120073/09 A RU 2007120073/09A RU 2007120073 A RU2007120073 A RU 2007120073A RU 2366117 C2 RU2366117 C2 RU 2366117C2
- Authority
- RU
- Russia
- Prior art keywords
- product
- electric power
- magnetic field
- frequency
- duty cycle
- Prior art date
Links
Images


Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/06—Control, e.g. of temperature, of power
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/06—Control, e.g. of temperature, of power
- H05B6/08—Control, e.g. of temperature, of power using compensating or balancing arrangements
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
- H05B6/40—Establishing desired heat distribution, e.g. to heat particular parts of workpieces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- General Induction Heating (AREA)
- Control Of Heat Treatment Processes (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Предложены устройство и способ сканирующего индукционного нагрева изделия. Изделие продвигается сквозь индуктор для индукционной термообработки элементов изделия электрической мощностью переменной частоты и скважности для управления величиной электрической мощности, когда частота изменяется. Техническим результатом является обеспечение возможности изменения рабочей частоты инвертора при регулировке уровня выходной мощности инвертора путем широтно-импульсной модуляции, как требуется для индуктивной термообработки изделия на разные глубины проникновения при индукционном сканировании изделия. 3 н. и 13 з.п ф-лы, 13 ил.
Description
Область техники, которой относится изобретение
Настоящее изобретение относится к индукционному нагреву длинномерного изделия путем сканирования изделия индукционной катушкой.
Уровень техники
Длинномерные изделия, такие как ведущий вал, требуют термообработку выбранных элементов на изделии. Например: первый элемент, такой как шестерня, может быть предусмотрен на одном конце ведущего вала, а второй элемент, такой как универсальный шарнир, может быть установлен на другом конце. Шестерня и шарнир имеют различные физические конфигурации и требуют различные режимы термообработки для металлургического упрочнения этих компонентов. Кроме того, термообработанный элемент может нуждаться в отпуске после термообработки для того, чтобы уменьшить металлургические напряжения в материале элемента.
Один способ термообработки изделия и элементов на изделии представляет собой электрическую индукционную сканирующую (или поступательную) термическую обработку. В этом процессе изделие, как правило, проходит через один или несколько сканирующих индукторов, хотя в других установках изделие может быть неподвижным, а один или более сканирующих индукторов (катушек) могут двигаться по длине изделия. К сканирующему индуктору прикладывается питание переменного тока для создания магнитного поля вокруг индуктора. Это поле магнитно связывается с изделием, чтобы индуктивно нагревать изделие. Питание переменного тока на сканирующем индукторе может изменяться по мере прохождения изделия через индуктор. Например, патент США №3743808 раскрывает управление индукционной мощностью и(или) скоростью сканирования сканирующего индуктора путем сравнения мгновенной мощности и мгновенной скорости с известным профилем распределения энергии. Скорость, с которой изделие движется сквозь индуктор (скорость сканирования), может использоваться для управления степенью нагрева в поперечном сечении изделия, которое связано с магнитным полем.
Глубина проникновения индукционного нагрева (глубина проникновения индуцированного тока) в изделие может быть рассчитана по уравнению:
где δ измеряется в метрах; ρ - электрическое удельное сопротивление изделия в Ом-метрах; µ - относительная магнитная проницаемость изделия; a F - частота подаваемого индукционного питания в Герцах. Следовательно, глубина проникновения обратно пропорциональна квадратному корню от частоты используемого тока. Если изделие имеет два элемента, где первый элемент требует нагрев на малую глубину проникновения (например, 2,5 мм), а второй элемент требует нагрев на большую глубину проникновения (например, 4,5 мм), традиционный способ использует инвертор с фиксированной рабочей частотой, например, 10000 Герц, для достижения более мелкой глубины проникновения. Из приведенного выше уравнения рабочая частота инвертора должна быть ниже чем 10000 Гц для более глубокого проникновения во второй элемент изделия, но, поскольку частота зафиксирована, то индукционное тепловое сканирование второго элемента должно быть замедлено, чтобы обеспечить более глубокое проникновение тепла за счет теплопроводности во второй элемент. Далее, из-за пониженной скорости сканирования выходная мощность инвертора в индукционную катушку должна быть снижена, чтобы избежать перегрева поверхности второго элемента. Кроме того, термообработанный элемент может потребовать отпуска этого термообработанного элемента для снижения напряжений в элементе. Обычно элемент сначала подвергают термообработке в первом проходе с низкой мощностью и фиксированной высокой частотой, чтобы провести термообработку на требуемую глубину проникновения, а затем подвергают термообработке во втором проходе с фиксированной низкой частотой для отпуска элемента.
Одной целью настоящего изобретения является изменение рабочей частоты инвертора при регулировке уровня выходной мощности инвертора путем широтно-импульсной модуляции, как требуется для индуктивной термообработки и(или) отпуска различных элементов изделия на разные глубины проникновения при индукционном сканировании изделия.
Раскрытие изобретения
В одном аспекте настоящее изобретение представляет собой устройство и способ подачи питания переменного тока различной частоты и скважности в сканирующую индукционную катушку на основании требований нагрева поперечного сечения изделия, двигающегося сквозь сканирующую катушку. Датчик положения, такой как сервомотор, может быть предусмотрен для ввода данных в процессор, который сравнивает введенное мгновенное положение изделия с хранящейся таблицей значений положений изделия, каждое из этих значений положения изделия может быть соотнесено с частотой, уровнем мощности и продолжительностью времени, которые соответствуют требуемой прикладываемой тепловой энергии в этом положении. В одном варианте осуществления настоящего изобретения процессор использует алгоритм, который выдает команду широтно-импульсной модуляции на схемы переключающих затворов инвертора так, что уменьшение длительности импульса напряжения инвертора приводит к пониженной выходной мощности инвертора, чтобы скомпенсировать увеличение выходной мощности инвертора при пониженных частотах. Напротив, увеличение длительности импульса напряжения инвертора приводит к повышенной выходной мощности инвертора, чтобы скомпенсировать уменьшение выходной мощности на повышенных частотах.
Другие аспекты изобретения излагаются в подробном описании и в прилагаемой формуле изобретения.
Краткое описание чертежей
Предшествующее краткое изложение сущности, так же как и последующее подробное описание изобретения, понимается лучше при чтении вместе с прилагаемыми чертежами. Для целей иллюстрации изобретения на чертежах показаны примерные виды изобретения, которые предпочтительны в настоящий момент; однако изобретение не ограничено конкретными схемами размещения и средствами, раскрытыми в следующих прилагаемых чертежах:
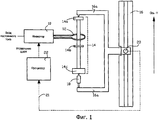
фиг.1 представляет собой упрощенный схемный вид одного примера сканирующего индукционно-нагревательного устройства согласно настоящему изобретению;
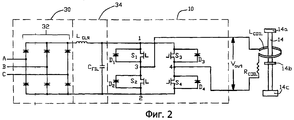
фиг.2 представляет собой упрощенный схематический вид примера источника питания и цепи нагрузки, используемых со сканирующим индукционно-нагревательным устройством согласно настоящему изобретению;
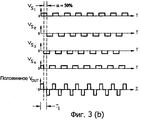
фиг.3(а) и фиг.3(b) иллюстрируют применение широтно-импульсной модуляции для изменения выхода инвертора от полной мощности до половинной мощности;
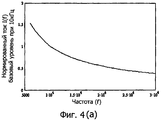
фиг.4(а) иллюстрирует изменение величины тока нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
фиг.4(b) иллюстрирует изменение величины мощности в нагрузке при изменении выходной частоты инвертора без широтно-импульсной модуляции;
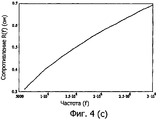
фиг.4(с) иллюстрирует изменения сопротивления нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
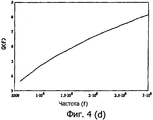
фиг.4(d) иллюстрирует изменения коэффициента Q в цепи нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
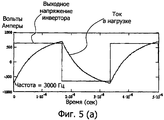
фиг.5(а) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 3000 Герц и без широтно-импульсной модуляции;
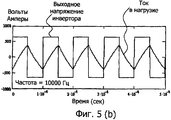
фиг.5(b) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 10000 Герц и без широтно-импульсной модуляции;
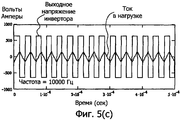
фиг.5(с) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 30000 Герц и без широтно-импульсной модуляции;
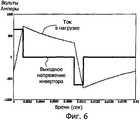
фиг.6 иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки для инвертора, использующего широтно-импульсную модуляцию в одном примере настоящего изобретения; и
фиг.7 представляет собой упрощенную блок-схему алгоритма, иллюстрирующую пример схемы управления индукционным питанием согласно настоящему изобретению для управления мощностью индукционного сканирования по мере того, как изменяется выходная частота инвертора в процессе сканирования.
Осуществление изобретения
Один пример сканирующего индукционно-нагревательного устройства по настоящему изобретению показан на чертежах. На фиг.1 инвертор 10 подает питание однофазного переменного тока в сканирующий индуктор (катушку) 12 через соответствующие электрические соединители, такие как электрические шины. Входной постоянный ток в инвертор может быть из любого подходящего источника питания постоянного тока. Индуктор может содержать любые известные виды индукторов и может быть, например, одно- или многовитковым индуктором или сборкой отдельных индукторов, которые присоединены к одному или нескольким источникам питания переменного тока. Изделие 14 удерживается на месте средством для перемещения изделия сквозь индуктор, которое может быть, например, винтовым приводным узлом 16, с удлиненными плечами 16а для того, чтобы удерживать концы изделия. Альтернативно изделие может быть неподвижно, а индуктор может передвигаться вдоль изделия, или может использоваться объединенное и согласованное движение как изделия, так и индуктора. Может быть предусмотрено средство, такое как электрический двигатель 18, для вращения изделия, когда оно движется через индуктор. Средство позиционирования, такое как сервомеханизм 20, обеспечивает подачу выходного сигнала 21 положения в процессор 22. Выходной сигнал положения указывает положение на оси Y поперечного сечения изделия, которое находится внутри индуктора (то есть сечение изделия, которое эффективно связано с магнитным полем, генерируемым протеканием тока в индукторе).
Изделие может иметь один или несколько элементов, таких как элементы 14а, 14b и 14с, которые могут требовать различной глубины проникновения тока, обеспечивающего мощность индукционного нагрева при термообработке и(или) отпуске этих элементов при прохождении их через индуктор. Области изделия между этими элементами могут требовать, а могут и не требовать термообработки. Множество элементов могут быть разнесены друг от друга, как показано на фиг.1, или располагаться рядом друг с другом.
Процессор 22 обрабатывает выходной сигнал от средства позиционирования для определения уровня мощности, частоты и продолжительности индукционного нагрева при входном положении изделия относительно индукционной катушки, как будет описано ниже.
Фиг.2 представляет собой упрощенный схематический вид одного примера источника питания с преобразованием переменного тока в постоянный ток для инвертора 10, который иллюстрирует способ питания инвертора постоянным током. Выпрямительная секция 30 содержит двухполупериодный мостовой выпрямитель 32 с входом переменного тока на линиях А, В и С, питаемых от соответствующего источника, такого как электросеть. Фильтровая секция 34 содержит ограничитель LCLR тока и конденсатор CFIL фильтра постоянного тока. Инверторная секция 10 содержит четыре переключающих устройства S1, S2, S3 и S4 и соединенные встречно диоды: D1, D2, D3 и D4, соответственно. Каждое переключающее устройство может быть любым подходящим полупроводниковым устройством, таким как биполярный транзистор с изолированным затвором (IGBT). Цепь нагрузки соединена с выходом инвертора 10, содержащим сканирующий индуктор LCOIL и изделие 14, которое имеет области или элементы, связанные с магнитным полем, генерируемым вокруг индуктора, когда изделие или индуктор движутся относительно друг друга. Сопротивление изделия и сканирующего индуктора (RCOIL) представляет собой нагрузочное сопротивление RLOAD.
Фиг.3(а) иллюстрирует типичную форму выходного напряжения (ПОЛНОЕ VOUT) моста инвертора, показанного на Фиг.2, в отсутствие широтно-импульсной модуляции напряжения. Инверторные переключатели S1 и S4 проводят в первый период T1 времени, а инверторные переключатели S2 и S3 проводят в неперекрывающийся второй период T1 времени, для получения проиллюстрированной полной формы выходного напряжения с частотой, равной 1/2T1. Фиг.3(b) иллюстрирует типичную форму выходного напряжения (ПОЛОВИННОЕ VOUT) моста инвертора с 50-процентной скважностью (α). Каждый из инверторных переключателей продолжает проводить в течение такого же периода времени T1, как на фиг.3(а), но с периодами включения для переключателей S3 и S4, сдвинутыми вперед на половину периода (то есть скважность равна 50 процентам), чтобы получить проиллюстрированную половину от полного выходного напряжения. При такой регулировке нагрузка «закорачивается» каждые полпериода. Изменение длительности перекрытия периодов проведения тока для переключателей S3 и S4 приводит к различным значениям скважности. Так как мощность пропорциональна квадрату приложенного напряжения, то мощность, прикладываемая к индуктору, также будет изменяться, как изменяется скважность. В настоящем изобретении регулировка частоты достигается с помощью изменения периода Т1 времени, в то время как величина напряжения (мощности) устанавливается изменением скважности.
Эффекты на выходных характеристиках источника питания с изменяющейся выходной частотой, в котором не используется управление широтно-импульсной модуляцией по настоящему изобретению, иллюстрируются базисной нагрузочной цепью для конкретного изделия. Для инвертора, имеющего выходную мощность 100000 ватт (P(f0)) при 635 вольтах (VOUT) и частоте (f0) в 10000 герц, характеристики базисной нагрузочной цепи устанавливаются так:
L0=30×10-6 Гн - индуктивность нагрузки инвертора;
R0=0,4 Ом - сопротивление нагрузки инвертора; и
Q0=(2·n·f0·L0)/R0=4,712 для коэффициента Q нагрузки цепи.
Базисный пиковый ток I0 нагрузки может быть рассчитан как 772,45 А по уравнению (1):

Фиг.4(а) иллюстрирует понижение тока I(f) индуктора, нормированного к базисному току, с увеличением выходной частоты f инвертора, что может быть рассчитано по уравнению (2):

Фиг.4(b) иллюстрирует понижение мощности P(f) индукционного нагрева, нормированной к базисной мощности, с увеличением выходной частоты f инвертора, что можно рассчитать по уравнению (3):

Фиг.4(с) иллюстрирует увеличение сопротивления R(f) нагрузки с увеличением выходной частоты f инвертора, что можно рассчитать по уравнению (4):

Фиг.4(d) иллюстрирует увеличение коэффициента Q нагрузочной цепи, когда выходная частота f инвертора растет, что можно рассчитать по уравнению (5):

Фиг.5(а)-5(с) иллюстрируют обобщенные соотношения, показанные на фиг.4(а)-4(d), для конкретного примера, в котором управление широтно-импульсной модуляцией по настоящему изобретению не используется. Фиг.5(с) графически представляет выходное напряжение и ток инвертора, функционирующего на номинальной максимальной мощности и частоте 30000 Гц без управления широтно-импульсной модуляцией.
На фиг.5(а) выходная частота инвертора понижена до 3000 Гц и выходной ток (и мощность) относительно высок без управления широтно-импульсной модуляцией. В данном изобретении управление широтно-импульсной модуляцией на выходе инвертора может быть использовано для снижения выходной мощности инвертора с помощью использования относительно большой скважности.
На фиг.5(b) выходная частота инвертора равна 10000 Гц и выходная мощность ниже, чем выходная мощность при 3000 Гц без управления широтно-импульсной модуляцией, но все же больше, чем номинальная максимальная мощность (ток) инвертора, показанная на Фиг.5(с). В настоящем изобретении управление широтно-импульсной модуляцией на выходе инвертора может быть использовано с меньшей скважностью, чем скважность, которую используют при 3000 Гц для сохранения выходной мощности инвертора на номинальном значении или ниже.
В общем, в настоящем изобретении управление широтно-импульсной модуляцией используется для изменения выходной мощности инвертора на любой рабочей частоте из тех, которые могли бы быть без управления широтно-импульсной модуляцией. В общем, скважность увеличивается по мере того, как уменьшается частота, чтобы снизить выходную мощность инвертора, и скважность уменьшается по мере того, как увеличивается частота, чтобы увеличить выходную мощность инвертора.
Фиг.(6) далее иллюстрирует характеристики нагрузочной цепи с управлением широтно-импульсной модуляцией. Когда выходное напряжение не равно нулю,
ток ILOAD нагрузки может быть рассчитан по уравнению (6):

Когда выходное напряжение инвертора равно нулю, ток нагрузки может быть рассчитан по уравнению (7):
где IINITIAL - величина тока, когда выходное напряжение инвертора стремится к нулю.
Из фиг.6 видно, что чем меньше скважность, тем меньше пиковое значение тока (и мощности) нагрузки перед тем, как ток нагрузки упадет, когда выходное напряжение станет равным нулю.
Фиг.7 иллюстрирует упрощенную блок-схему алгоритма для одного неограничивающего примера процесса сканирующего индукционного нагрева по настоящему изобретению. Подпрограммы, указанные на блок-схеме алгоритма, могут воплощаться в компьютерном программном обеспечении, которое исполняется соответствующими устройствами. Подпрограмма 100 вводит координату (Y) сканирования изделия (WP), которая представляет положение изделия внутри индуктора 12. Подпрограмма 102 вводит значения мощности (РY), частоты (FY) и времени (ТY) для индукционного нагрева в положении Y. Эти значения могут заранее храниться в памяти устройства, например, в виде просмотровой таблицы на основе значений, полученных при экспериментальном тестировании изделия с устройством. Альтернативно, оператор устройства индукционного сканирования может вручную ввести эти значения, или может быть использован другой способ определения требуемых частоты, уровня мощности, и, если оно используется, переменного значения времени для индукционной термообработки каждой позиции изделия. Подпрограмма 104 вычисляет требуемую скважность (DCY) для выхода инвертора по уравнению (8):
Скважность (в процентах)=[РY/P(FY)]×100,
где P(FY) рассчитывается по уравнению (3) с соответствующей базисной нагрузочной цепью, определенной по реальному изделию, проходящему индукционную термообработку.
Подпрограмма 106 управляет переключением переключающих устройств источника питания для достижения желаемых выходных частоты и скважности. В данном неограничивающем примере подпрограмма 106 выдает сигналы управления вентилями инвертора на вентильные схемы для инверторных переключателей, чтобы достигнуть требуемых частоты FY и скважности DCY. Подпрограмма 108 определяет, равна ли реально измеренная выходная мощность установленной мощности РY. Реально измеренная выходная мощность может вводиться с использованием подходящих датчиков. Если реально измеренная мощность не равняется требуемой установленной мощности, тогда скважность соответственно регулируется в подпрограмме 110, и подпрограмма 108 повторяется. Если реально измеренная мощность равняется требуемой установленной мощности, то подпрограмма 112 проверяет, закончилось ли установленное время ТY. Если установленное время не закончилось, то подпрограмма 108 повторяется; если установленное время закончилось, то подпрограмма 114 выводит управляющий сигнал в систему позиционирования изделия, чтобы продвинуть изделие к следующему положению для индукционной термообработки, и возвращается к исполнению подпрограммы 100. В других примерах изобретения время индукционного нагрева в каждом положении Y будет одинаково для всех положений изделия внутри индуктора; для этой компоновки управление частотой и управление скважностью при изменении частоты используются для индукционного нагрева каждого положения индуктора, когда каждое положение проходит сквозь индуктор при постоянной скорости.
В других примерах изобретения перемещение и позиционирование изделия сквозь индуктор могут быть определены заранее, например, если устройство индукционного сканирования последовательно проводит термообработку многих идентичных изделий. В этих вариантах выполнения мощность, частота, время и скважность в каждом положении изделия могут быть определены заранее с помощью экспериментального тестирования с изделием и устройством индукционного сканирования по настоящему изобретению и осуществляются без дальнейшего введения или вычисления любого или всех из этих значений для каждого последующего идентичного изделия, подвергающегося термообработке данным устройством. Пошаговое или последовательное позиционирование частей или элементов изделия в индукторе могут выполняться как дискретное пошаговое перемещение изделия или индуктора, или комбинации обоих, либо как точные мелкие шаги, которые аппроксимируют непрерывное движение изделия или индуктора, или более грубые шаги, визуально различимые как ступенчатое движение. Хотя термины «выбранная часть», «множество элементов», «участки» используются для описания секций изделия, помещенного внутрь индуктора для индукционной термообработки с переменными частотой и скважностью, данное изобретение включает в себя и изменение частоты и(или) скважности, когда часть, элемент или участок проходит сквозь индуктор. То есть подсекции каждой части, элемента или участка могут подвергаться термообработке с изменяющимися частотами и скважностями, когда подсекции части, элемента или участка проходят сквозь индуктор.
В других примерах изобретения управление широтно-импульсной модуляцией может использоваться для управления выходной мощностью инвертора, когда выходная частота инвертора изменяется в заданном положении изделия, например, для достижения термообработки и отпуска для элемента изделия. Дальнейшая последующая термообработка элементов, составляющих изделие, не ограничивается последующей термообработкой в порядке, в котором элементы расположены на изделии. Например, на изделии 14, фиг.1, элементы 14а, 14b, 14с могут быть позиционированы и подвергаться термообработке последовательно в том порядке, в котором проходят сквозь индуктор 12. Альтернативно, например, элементы 14а, 14с и 14b могут быть позиционированы и подвергаться термообработке последовательно в этом порядке через индуктор.
Отметим, что вышеприведенные примеры предоставлены только для целей разъяснения и никаким образом не должны толковаться как ограничения настоящего изобретения. Хотя изобретение описано со ссылкой на различные варианты осуществления, понятно, что слова, которые использованы здесь, являются словами описания и иллюстрации, а не словами ограничения. Далее, хотя изобретение описано здесь со ссылкой на конкретные средства, материалы и варианты осуществления, изобретение не ограничивается раскрытыми здесь частностями; изобретение распространяется на все функционально эквивалентные конструкции, способы и использования, которые находятся в объеме прилагаемой формулы изобретения. Специалисты, получающие выгоду от знаний данного описания, могут вносить в него многочисленные модификации, и изменения могут быть сделаны без отхода от объема и сущности изобретения.
Claims (16)
1. Устройство для индукционного нагрева изделия, содержащее:
источник питания, имеющий выход переменного тока с управлением широтно-импупьсной модуляцией;
индуктор, присоединенный к выходу переменного тока для создания магнитного поля переменного тока;
средство для создания относительного перемещения между изделием и индуктором для магнитной связи по меньшей мере одной выбранной части изделия с магнитным полем;
средство для выборочного регулирования частоты выходного переменного тока, когда каждая из указанных по меньшей мере одной выбранной части связана с магнитным полем для индукционной термообработки; и
средство для выборочного регулирования мощности выходного переменного тока путем изменения скважности выходного переменного тока, когда указанная по меньшей мере одна выбранная часть связана с магнитным полем для индукционной термообработки и частота выходного переменного тока регулируется.
источник питания, имеющий выход переменного тока с управлением широтно-импупьсной модуляцией;
индуктор, присоединенный к выходу переменного тока для создания магнитного поля переменного тока;
средство для создания относительного перемещения между изделием и индуктором для магнитной связи по меньшей мере одной выбранной части изделия с магнитным полем;
средство для выборочного регулирования частоты выходного переменного тока, когда каждая из указанных по меньшей мере одной выбранной части связана с магнитным полем для индукционной термообработки; и
средство для выборочного регулирования мощности выходного переменного тока путем изменения скважности выходного переменного тока, когда указанная по меньшей мере одна выбранная часть связана с магнитным полем для индукционной термообработки и частота выходного переменного тока регулируется.
2. Устройство по п.1, содержащее средство для выборочного регулирования периода времени, в течение которого каждая из указанных по меньшей мере одной выбранной части связана с магнитным полем для индукционной термообработки.
3. Устройство по п.1, содержащее механизм позиционирования для указания, когда каждая из указанных по меньшей мере одной выбранных частей изделия, связана с магнитным полем; и процессор для определения частоты, мощности и скважности выходного переменного тока для каждой из по меньшей мере одной выбранных частей, указанной механизмом позиционирования.
4. Устройство по п.2, содержащее механизм позиционирования для указания, когда каждая из указанных по меньшей мере одной выбранных частей изделия связана с магнитным полем; и процессор для определения частоты, мощности и скважности выходного переменного тока, и периода времени для индукционной термообработки для каждой из по меньшей мере одной выбранных частей, указанной механизмом позиционирования.
5. Способ индукционного нагрева одного или нескольких элементов изделия, содержащий операции, на которых:
подают электрическую мощность, по меньшей мере, на один индуктор для генерирования магнитного поля переменного тока вокруг, по меньшей мере, одного индуктора;
последовательно позиционируют каждый из указанных одного или нескольких элементов изделия вблизи магнитного поля для магнитной связи позиционированного элемента с магнитным полем, посредством чего позиционированный элемент подвергается индукционной термообработке;
выборочно изменяют частоту электропитания, когда каждый из указанных одного или нескольких элементов изделия последовательно позиционирован вблизи магнитного поля; и
выборочно изменяют величину электрической мощности путем изменения скважности электрической мощности, когда каждый из указанных одного или нескольких элементов изделия последовательно позиционирован вблизи магнитного поля, и отрегулирована частота электрической мощности.
подают электрическую мощность, по меньшей мере, на один индуктор для генерирования магнитного поля переменного тока вокруг, по меньшей мере, одного индуктора;
последовательно позиционируют каждый из указанных одного или нескольких элементов изделия вблизи магнитного поля для магнитной связи позиционированного элемента с магнитным полем, посредством чего позиционированный элемент подвергается индукционной термообработке;
выборочно изменяют частоту электропитания, когда каждый из указанных одного или нескольких элементов изделия последовательно позиционирован вблизи магнитного поля; и
выборочно изменяют величину электрической мощности путем изменения скважности электрической мощности, когда каждый из указанных одного или нескольких элементов изделия последовательно позиционирован вблизи магнитного поля, и отрегулирована частота электрической мощности.
6. Способ по п.5, содержащий операцию, на которой выборочно изменяют время термообработки, в течение которого каждый из указанных одного или нескольких элементов индуктивно связан с магнитным полем.
7. Способ по п.5, содержащий операции, на которых определяют позиционированный элемент, магнитно-связанный с магнитным полем, и определяют частоту, величину и скважность электрической мощности для позиционированного элемента.
8. Способ по п.6, содержащий операции, на которых определяют позиционированный элемент, магнитно-связанный с магнитным полем, и определяют частоту, величину и скважность электрической мощности, и время термообработки для позиционированного элемента.
9. Способ электроиндукционной термообработки изделия, содержащий операции, на которых:
последовательно позиционируют изделие, когда множество участков изделия проходят через, по меньшей мере, один индуктор;
подают электрическую мощность, по меньшей мере, на один индуктор для генерирования магнитного поля для связи с множеством участков изделия;
идентифицируют участок изделия, связанный в настоящее время с магнитным полем;
регулируют частоту электрической мощности для идентифицированного участка изделия; и
регулируют величину электрической мощности путем регулирования скважности электрической мощности, когда частота электрической мощности отрегулирована.
последовательно позиционируют изделие, когда множество участков изделия проходят через, по меньшей мере, один индуктор;
подают электрическую мощность, по меньшей мере, на один индуктор для генерирования магнитного поля для связи с множеством участков изделия;
идентифицируют участок изделия, связанный в настоящее время с магнитным полем;
регулируют частоту электрической мощности для идентифицированного участка изделия; и
регулируют величину электрической мощности путем регулирования скважности электрической мощности, когда частота электрической мощности отрегулирована.
10. Способ по п.9, содержащий операцию, на которой регулируют период времени, в течение которого идентифицированный участок изделия связан с магнитным полем.
11. Способ по п.9, содержащий операции, на которых регулируют частоту электрической мощности для идентифицированного участка изделия до значения частоты, сохраненного в запоминающем устройстве для идентифицированного участка, и регулируют скважность электрической мощности, требуемую для величины электрической мощности, сохраненной в запоминающем устройстве для идентифицированного участка.
12. Способ по п.11, содержащий операцию, на которой вычисляют скважность электрической мощности путем деления величины электрической мощности, сохраненной в запоминающем устройстве, на вычисленное значение электрической мощности со 100%-й скважностью.
13. Способ по п.10, содержащий операции, на которых регулируют частоту электрической мощности для идентифицированного участка изделия до значения частоты, сохраненного в запоминающем устройстве для идентифицированного участка; регулируют скважность электрической мощности, требуемую для величины электрической мощности, сохраненной в запоминающем устройстве для идентифицированного участка; и регулируют период времени, в течение которого идентифицированный участок изделия связан с магнитным полем, до значения времени, сохраненного в запоминающем устройстве для идентифицированного участка.
14. Способ по п.13, содержащий операцию, на которой вычисляют скважность электрической мощности путем деления величины электрической мощности, сохраненной в запоминающем устройстве, на вычисленное значение для электрической мощности с 100%-й скважностью.
15. Способ по п.13, содержащий операции, на которых измеряют реальную величину электрической мощности, сравнивают реальную величину электрической мощности с величиной электрической мощности, сохраненной в запоминающем устройстве, и далее регулируют скважность электрической мощности для устранения любого различия между реальной величиной электрической мощности и величиной электрической мощности, сохраненной в запоминающем устройстве.
16. Способ по п.15, содержащий операции, на которых измеряют реальный период времени, в течение которого идентифицированный участок изделия связан с магнитным полем, до значения времени, сохраненного в памяти, и продвигают изделие до другого одного из множества участков, когда реальный период времени равен значению времени, сохраненному в памяти.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US62341304P | 2004-10-30 | 2004-10-30 | |
| US60/623,413 | 2004-10-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007120073A RU2007120073A (ru) | 2008-12-10 |
| RU2366117C2 true RU2366117C2 (ru) | 2009-08-27 |
Family
ID=36319669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007120073/09A RU2366117C2 (ru) | 2004-10-30 | 2005-10-28 | Сканирующий индукционный нагрев |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US7291817B2 (ru) |
| EP (1) | EP1815718B1 (ru) |
| JP (1) | JP5197011B2 (ru) |
| KR (1) | KR101291598B1 (ru) |
| CN (1) | CN101077037B (ru) |
| AT (1) | ATE525889T1 (ru) |
| AU (1) | AU2005302467B2 (ru) |
| BR (1) | BRPI0517251B1 (ru) |
| ES (1) | ES2372860T3 (ru) |
| HK (1) | HK1108548A1 (ru) |
| MX (1) | MX2007005157A (ru) |
| PL (1) | PL1815718T3 (ru) |
| RU (1) | RU2366117C2 (ru) |
| WO (1) | WO2006050089A2 (ru) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101291598B1 (ko) | 2004-10-30 | 2013-08-01 | 인덕터썸코포레이션 | 스캔 유도 가열 |
| US7772530B2 (en) * | 2004-10-30 | 2010-08-10 | Inductotherm Corp. | Induction heat treatment of workpieces |
| US7984738B2 (en) * | 2007-06-26 | 2011-07-26 | Emabond Solutions Llc | Temperature controlled polymer composition for inductive control heating using electrical conductive and magnetic particles |
| WO2011041771A2 (en) * | 2009-10-02 | 2011-04-07 | Bollman John C | Arrangement and method for powering inductors for induction hardening |
| US9084297B2 (en) | 2010-04-13 | 2015-07-14 | Inductoheat, Inc. | Induction heat treatment of an annular workpiece |
| EP2753202B1 (en) | 2011-09-06 | 2016-04-27 | British American Tobacco (Investments) Ltd | Heating smokeable material |
| US10034330B2 (en) * | 2013-03-15 | 2018-07-24 | National Oilwell Varco, L.P. | System and method for heat treating a tubular |
| DE102013017298A1 (de) * | 2013-10-18 | 2015-04-23 | Bernd Maryniak | Verfahren zur Herstellung eines vollständig oder teilweise emaillierten Bauteils |
| CA2943673C (en) * | 2014-03-25 | 2022-03-15 | Betty Jean Pilon | Method for blow molding metal containers |
| US9677700B2 (en) | 2014-10-27 | 2017-06-13 | Ajax Tocco Magnethermic Corporation | Pipe heating apparatus and methods for uniform end heating and controlled heating length |
| BR112017014188B1 (pt) | 2014-12-30 | 2021-05-18 | 1949467 Ontario Inc. | pré-forma, e, punção e método para extrusão |
| JP2016201241A (ja) * | 2015-04-09 | 2016-12-01 | 富士電子工業株式会社 | 高周波誘導加熱コイル |
| US11924930B2 (en) | 2015-08-31 | 2024-03-05 | Nicoventures Trading Limited | Article for use with apparatus for heating smokable material |
| US20170055584A1 (en) | 2015-08-31 | 2017-03-02 | British American Tobacco (Investments) Limited | Article for use with apparatus for heating smokable material |
| US20170055580A1 (en) * | 2015-08-31 | 2017-03-02 | British American Tobacco (Investments) Limited | Apparatus for heating smokable material |
| US20170094730A1 (en) * | 2015-09-25 | 2017-03-30 | John Justin MORTIMER | Large billet electric induction pre-heating for a hot working process |
| US20170119046A1 (en) | 2015-10-30 | 2017-05-04 | British American Tobacco (Investments) Limited | Apparatus for Heating Smokable Material |
| KR102590943B1 (ko) * | 2016-09-01 | 2023-10-19 | 삼성전자주식회사 | 전력 전송 장치 및 전력 전송 방법 |
| US10289042B2 (en) | 2017-03-16 | 2019-05-14 | Kabushiki Kaisha Toshiba | Image forming apparatus |
| US10097102B1 (en) * | 2017-03-16 | 2018-10-09 | Kabushiki Kaisha Toshiba | Power conversion circuit |
| CN106900086A (zh) * | 2017-03-23 | 2017-06-27 | 福州丹诺西诚电子科技有限公司 | 一种加热方法及系统 |
| US20190330709A1 (en) * | 2018-04-27 | 2019-10-31 | GM Global Technology Operations LLC | Method for heat treating a crankshaft for a vehicle propulsion system |
| US11524320B2 (en) * | 2019-07-11 | 2022-12-13 | Baranko Environmental LLC | Sucker rod cleaning using inductive heating |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE495722A (ru) * | 1949-05-14 | |||
| US2643325A (en) * | 1950-10-06 | 1953-06-23 | Ohio Crankshaft Co | Progressive high-frequency heating of variable-dimension shafts |
| US3596034A (en) * | 1969-12-08 | 1971-07-27 | Hooker Chemical Corp | Heat storage |
| US3684852A (en) * | 1971-02-24 | 1972-08-15 | Park Ohio Industries Inc | Method and apparatus for adjusting the coupling between an inductor and valve seat |
| US3737613A (en) * | 1971-09-29 | 1973-06-05 | Park Ohio Industries Inc | Inductor for heating an elongated workpiece having different cross-sections |
| US3743808A (en) | 1972-03-27 | 1973-07-03 | Growth International Inc | Method of controlling the induction heating of an elongated workpiece |
| US3935416A (en) * | 1974-06-24 | 1976-01-27 | Park-Ohio Industries, Inc. | Inductor-workpiece position detector |
| JPS5316939A (en) * | 1976-07-30 | 1978-02-16 | Nippon Steel Corp | Inducton heating method |
| US4289946A (en) * | 1978-05-15 | 1981-09-15 | Olin Corporation | Electromagnetic casting apparatus |
| JPS57123917A (en) * | 1981-01-22 | 1982-08-02 | Dai Ichi High Frequency Co Ltd | Induction heating method for metallic bar material having different wall thickness |
| US4501943A (en) * | 1983-09-19 | 1985-02-26 | Gnb Batteries Inc. | Apparatus and method for fusing battery terminals with improved induction heating power control |
| US4523068A (en) * | 1983-09-19 | 1985-06-11 | Gnb Batteries Inc. | Apparatus and method for fusing battery terminals |
| US4599502A (en) * | 1983-11-22 | 1986-07-08 | National Forge Company | Induction hardening of steel |
| GB2192294A (en) * | 1986-06-30 | 1988-01-06 | Electricity Council | Method of heating |
| JPH04218621A (ja) * | 1990-05-14 | 1992-08-10 | Chubu Electric Power Co Inc | 長軸材の表面熱処理方法 |
| US5847370A (en) * | 1990-06-04 | 1998-12-08 | Nordson Corporation | Can coating and curing system having focused induction heater using thin lamination cores |
| US5529703A (en) * | 1990-06-04 | 1996-06-25 | Nordson Corporation | Induction dryer and magnetic separator |
| JPH05326128A (ja) * | 1992-05-19 | 1993-12-10 | Matsushita Electric Ind Co Ltd | 高周波インバータ |
| CN1069070C (zh) * | 1993-12-16 | 2001-08-01 | 川崎制铁株式会社 | 金属板带的连接方法与连接装置 |
| US6229126B1 (en) * | 1998-05-05 | 2001-05-08 | Illinois Tool Works Inc. | Induction heating system with a flexible coil |
| AU1467501A (en) * | 1999-11-03 | 2001-05-14 | Nexicor Llc | Hand held induction tool |
| US6180933B1 (en) * | 2000-02-03 | 2001-01-30 | Bricmont, Inc. | Furnace with multiple electric induction heating sections particularly for use in galvanizing line |
| US6630650B2 (en) * | 2000-08-18 | 2003-10-07 | Luxine, Inc. | Induction heating and control system and method with high reliability and advanced performance features |
| US6455825B1 (en) * | 2000-11-21 | 2002-09-24 | Sandia Corporation | Use of miniature magnetic sensors for real-time control of the induction heating process |
| US6727482B2 (en) * | 2001-01-12 | 2004-04-27 | Nicholas Bassill | Apparatus and method for inductive heating |
| JP2002210510A (ja) * | 2001-01-15 | 2002-07-30 | Mitsubishi Heavy Ind Ltd | 圧延ロールの誘導加熱装置および誘導加熱方法 |
| US6555801B1 (en) * | 2002-01-23 | 2003-04-29 | Melrose, Inc. | Induction heating coil, device and method of use |
| JP3998988B2 (ja) | 2002-01-25 | 2007-10-31 | 富士電子工業株式会社 | 誘導加熱装置用整合回路及び誘導加熱装置 |
| JP2003342633A (ja) * | 2002-05-29 | 2003-12-03 | Denki Kogyo Co Ltd | 高周波誘導加熱における加熱深さ調整方法 |
| US7105783B2 (en) * | 2003-03-25 | 2006-09-12 | Kabuhsiki Kaisha Toshiba | Fixing device using induction heating |
| JP4551060B2 (ja) * | 2003-03-26 | 2010-09-22 | 電気興業株式会社 | 棒状部材の高周波焼入方法 |
| KR101291598B1 (ko) | 2004-10-30 | 2013-08-01 | 인덕터썸코포레이션 | 스캔 유도 가열 |
-
2005
- 2005-10-28 KR KR1020077006924A patent/KR101291598B1/ko active IP Right Grant
- 2005-10-28 RU RU2007120073/09A patent/RU2366117C2/ru not_active IP Right Cessation
- 2005-10-28 PL PL05823465T patent/PL1815718T3/pl unknown
- 2005-10-28 BR BRPI0517251-9A patent/BRPI0517251B1/pt not_active IP Right Cessation
- 2005-10-28 US US11/261,097 patent/US7291817B2/en active Active
- 2005-10-28 AU AU2005302467A patent/AU2005302467B2/en not_active Ceased
- 2005-10-28 EP EP05823465A patent/EP1815718B1/en active Active
- 2005-10-28 CN CN2005800367772A patent/CN101077037B/zh not_active Expired - Fee Related
- 2005-10-28 AT AT05823465T patent/ATE525889T1/de not_active IP Right Cessation
- 2005-10-28 JP JP2007539163A patent/JP5197011B2/ja active Active
- 2005-10-28 MX MX2007005157A patent/MX2007005157A/es active IP Right Grant
- 2005-10-28 WO PCT/US2005/038922 patent/WO2006050089A2/en active Application Filing
- 2005-10-28 ES ES05823465T patent/ES2372860T3/es active Active
-
2007
- 2007-11-03 US US11/934,762 patent/US9167632B2/en active Active
-
2008
- 2008-02-29 HK HK08102330.7A patent/HK1108548A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US20060091136A1 (en) | 2006-05-04 |
| US7291817B2 (en) | 2007-11-06 |
| WO2006050089A3 (en) | 2007-06-28 |
| CN101077037B (zh) | 2010-06-09 |
| KR101291598B1 (ko) | 2013-08-01 |
| US20080149622A1 (en) | 2008-06-26 |
| US9167632B2 (en) | 2015-10-20 |
| PL1815718T3 (pl) | 2012-02-29 |
| RU2007120073A (ru) | 2008-12-10 |
| JP5197011B2 (ja) | 2013-05-15 |
| EP1815718A2 (en) | 2007-08-08 |
| ATE525889T1 (de) | 2011-10-15 |
| CN101077037A (zh) | 2007-11-21 |
| HK1108548A1 (en) | 2008-05-09 |
| EP1815718A4 (en) | 2007-11-28 |
| BRPI0517251B1 (pt) | 2018-01-30 |
| WO2006050089A2 (en) | 2006-05-11 |
| AU2005302467A1 (en) | 2006-05-11 |
| EP1815718B1 (en) | 2011-09-21 |
| JP2008519401A (ja) | 2008-06-05 |
| BRPI0517251A (pt) | 2008-10-07 |
| KR20070083596A (ko) | 2007-08-24 |
| MX2007005157A (es) | 2007-07-04 |
| ES2372860T3 (es) | 2012-01-27 |
| AU2005302467B2 (en) | 2011-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2366117C2 (ru) | Сканирующий индукционный нагрев | |
| RU2501194C2 (ru) | Индукционная тепловая обработка изделий | |
| EP1829426B1 (en) | Electric induction control system | |
| US6121592A (en) | Induction heating device and process for the controlled heating of a non-electrically conductive material | |
| US4755648A (en) | Cyclical, multiple frequency high-frequency induction heating apparatus | |
| KR102152631B1 (ko) | 유도 가열 장치 | |
| JP6921085B2 (ja) | ワークピース加熱用の微調整された出力を有する高周波電源システム | |
| KR900004445B1 (ko) | 고주파 유도전류식 가열장치 | |
| KR19980059785A (ko) | 유도 가열 조리기의 가열장치 | |
| JPH05275165A (ja) | 誘導加熱調理器 | |
| JP2000208243A (ja) | 誘導加熱調理器の保温ヒ―タ―制御装置 | |
| JP2002093563A (ja) | 電磁調理器電源の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20111029 |