RU2340503C2 - Усовершенствованный узел приборного щитка и способ его изготовления - Google Patents
Усовершенствованный узел приборного щитка и способ его изготовления Download PDFInfo
- Publication number
- RU2340503C2 RU2340503C2 RU2005128495/11A RU2005128495A RU2340503C2 RU 2340503 C2 RU2340503 C2 RU 2340503C2 RU 2005128495/11 A RU2005128495/11 A RU 2005128495/11A RU 2005128495 A RU2005128495 A RU 2005128495A RU 2340503 C2 RU2340503 C2 RU 2340503C2
- Authority
- RU
- Russia
- Prior art keywords
- frame
- corresponding surface
- amine
- group
- organoborane
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/14—Dashboards as superstructure sub-units
- B62D25/142—Dashboards as superstructure sub-units having ventilation channels incorporated therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/14—Dashboards as superstructure sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
- B29C66/1312—Single flange to flange joints, the parts to be joined being rigid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/543—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles joining more than two hollow-preforms to form said hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60H—ARRANGEMENTS OF HEATING, COOLING, VENTILATING OR OTHER AIR-TREATING DEVICES SPECIALLY ADAPTED FOR PASSENGER OR GOODS SPACES OF VEHICLES
- B60H1/00—Heating, cooling or ventilating devices
- B60H1/00507—Details, e.g. mounting arrangements, desaeration devices
- B60H1/00514—Details of air conditioning housings
- B60H1/0055—Details of air conditioning housings the housing or parts thereof being integrated in other devices, e.g. dashboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60H—ARRANGEMENTS OF HEATING, COOLING, VENTILATING OR OTHER AIR-TREATING DEVICES SPECIALLY ADAPTED FOR PASSENGER OR GOODS SPACES OF VEHICLES
- B60H1/00—Heating, cooling or ventilating devices
- B60H1/00507—Details, e.g. mounting arrangements, desaeration devices
- B60H1/00557—Details of ducts or cables
- B60H1/00564—Details of ducts or cables of air ducts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60H—ARRANGEMENTS OF HEATING, COOLING, VENTILATING OR OTHER AIR-TREATING DEVICES SPECIALLY ADAPTED FOR PASSENGER OR GOODS SPACES OF VEHICLES
- B60H1/00—Heating, cooling or ventilating devices
- B60H1/24—Ventilating devices where the heating or cooling is irrelevant
- B60H1/241—Ventilating devices where the heating or cooling is irrelevant characterised by the location of ventilation devices in the vehicle
- B60H1/242—Ventilating devices where the heating or cooling is irrelevant characterised by the location of ventilation devices in the vehicle located in the front area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K37/00—Dashboards
- B60K37/10—Arrangements for attaching the dashboard to the vehicle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K37/00—Dashboards
- B60K37/20—Dashboard panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/14—Dashboards as superstructure sub-units
- B62D25/145—Dashboards as superstructure sub-units having a crossbeam incorporated therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
- B62D29/043—Superstructures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/484—Moisture curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4845—Radiation curing adhesives, e.g. UV light curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/485—Multi-component adhesives, i.e. chemically curing as a result of the mixing of said multi-components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4865—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding containing additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3008—Instrument panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2410/00—Constructional features of vehicle sub-units
- B60Y2410/12—Production or manufacturing of vehicle parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Body Structure For Vehicles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Instrument Panels (AREA)
Abstract
Изобретение относится к способу изготовления приборного щитка автомобиля. Способ включает этапы, на которых обеспечивают первую раму, выполненную из первого материала; причем первая рама образует соответствующую поверхность, сформированную из первого материала, причем первый материал является металлом; обеспечивают первый элемент, выполненный из второго материала; причем первый элемент образует соответствующую поверхность, сформированную из второго материала, причем второй материал является пластмассой; и приклеивают соответствующую поверхность первой рамы к соответствующей поверхности первого элемента клеем. При этом либо первая рама, либо первый элемент или они оба образуют канал, который частично образует воздуховод после склеивания соответствующих поверхностей. Воздуховод образован при взаимодействии друг с другом первой рамы и первого элемента. Первая рама проходит поперек к автомобилю от прилегающей одной стойки автомобиля к прилегающей противоположной стойке автомобиля. Воздуховод проходит по существу на то же расстояние, что и первая рама. Достигается получение целостной конструкции, имеющей небольшой вес. 22 з.п. ф-лы, 6 ил.
Description
Настоящее изобретение относится к усовершенствованному узлу приборного щитка и к способу его изготовления. В частности, настоящее изобретение относится к усовершенствованному узлу приборного щитка, предпочтительно для его установки в автомобиле.
В транспортной промышленности, как правило, необходимо формировать такие узлы транспортных средств, которые являются конструкционно цельными, имеют относительно небольшой вес или и то, и другое. Например, желательно, чтобы узлы приборного щитка автомобилей были автономно устанавливаемыми и, помимо этого, желательно, чтобы на этих узлах по меньшей мере частично устанавливался один или более дополнительных компонентов, например узлы воздушного мешка, приборы, коробки с предохранителями, рулевые колонки или т.п. При этом предпочтительно, чтобы узлы приборного щитка имели небольшой вес - для снижения общего веса автомобиля.
Также желательно, чтобы узел приборного щитка был выполнен с возможностью размещения в нем таких разных функциональных компонентов как каналы отопления, вентиляции и кондиционирования воздуха (ОВКВ), электропроводка или т.п.
Задачей настоящего изобретения является создание узла, точнее - узла приборного щитка, имеющего небольшой вес, обладающего конструкционной цельностью, гибкостью конструкции или сочетающего в себе и то, и другое.
Это достигается за счет того, что узел приборного щитка имеет по меньшей мере одну раму и по меньшей мере один элемент (например, панель или отделочный элемент). Упомянутый по меньшей мере один элемент предпочтительно выполнен из пластмассы, и может быть выполнен из пластмассы с низкой поверхностной энергией, и/или может быть выполнен из материала, содержащего полипропилен, полиамид; из стирольного, эквивалентного материала или из материала, комбинирующего и то, и другое. Упомянутая, по меньшей мере, одна рама предпочтительно выполнена из металла, более предпочтительно - из мягкой стали, экструдированного алюминия, литого под давлением магния или из их комбинации.
Согласно предпочтительному варианту осуществления настоящего изобретения по меньшей мере одна рама по меньшей мере частично прикреплена (например, приклеена) по меньшей мере к одному элементу клеем. Клей можно выбрать из числа разных видов клеев, упоминаемых ниже. Согласно одному из предпочтительных вариантов осуществления клей применим и для металла, и для пластмассы.
Сущность изобретения поясняется на чертежах, на которых:
Фиг.1 - изображение в перспективе, с пространственным разделением деталей, приводимого в качестве примера узла приборного щитка согласно одному из вариантов осуществления настоящего изобретения.
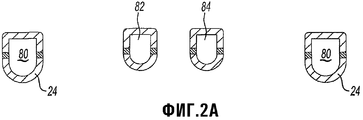
Фиг.2А - сечение части, в сборе, узла приборного щитка, показанного на чертеже Фиг.1.
Фиг.2В - еще одно сечение части, в сборе, узла приборного щитка, показанного на чертеже Фиг.1.
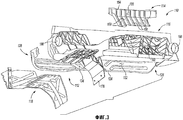
Фиг.3 - изображение в перспективе, с пространственным разделением деталей, части узла приборного щитка согласно альтернативному варианту осуществления настоящего изобретения.
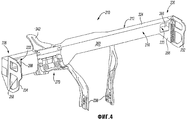
Фиг.4 - изображение в перспективе части, в сборе, узла приборного щитка согласно еще одному альтернативному варианту осуществления настоящего изобретения.
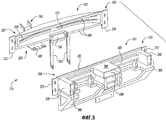
Фиг.5 - изображение в перспективе, с пространственным разделением деталей, узла приборного щитка согласно альтернативному варианту осуществления настоящего изобретения.
Фиг.6А-6С - сечения приводимых в качестве примера каналов, выполненных согласно настоящему изобретению.
Настоящее изобретение обеспечивает узел приборного щитка, имеющий по меньшей мере одну раму и по меньшей мере один элемент (например, панель или отделочный элемент). Упомянутые по меньшей мере одна рама и по меньшей мере один элемент выполнены из разных материалов, хотя могут быть выполнены и из одинаковых или аналогичных материалов. Один или более материалов могут иметь поверхность относительно низкой энергии. Также предпочтительно, чтобы рама по меньшей мере частично была прикреплена к элементу клеем. Целесообразно, чтобы это клеевое прикрепление можно было выполнить также и в случае, если по меньшей мере одна рама или по меньшей мере один элемент, или они оба, имеют связываемую поверхность низкой энергии, или если имеются поверхности более высокой энергии.
Предполагается, что узел приборного щитка согласно настоящему изобретению можно применить для таких различных промышленных изделий как радиоаппаратура, электронная аппаратура, стереосистемы или т.п. Обнаружено, что этот узел довольно эффективен для применения в транспортных средствах (автомобилях). Предполагается, что этот узел целесообразен для установки на нем или выполнения в нем за одно целое одного или нескольких отсеков для радиоприемника, системы навигации, устройств искусственного климата, компонентов ящика для мелких вещей, отсека для воздушного мешка, коробки для электронных схем, электронного модуля, их комбинации или т.п.
На Фиг.1 показан приведенный в качестве примера узел приборного щитка 10, выполненный согласно настоящему изобретению. Узел 10 предпочтительно содержит по меньшей мере одну раму и по меньшей мере один элемент. Узел 10 содержит первую раму 12, вторую раму 14, первый элемент 18 и второй элемент 20.
Первая рама 12 может иметь разные формы и размеры. Согласно поясняемому осуществлению первая рама 12 содержит удлиненный элемент 24, проходящий от первого конца 26 ко второму концу 28. Элемент 24 по существу проходит от одной А-стойки автомобиля до противоположной А-стойки автомобиля. Каждый конец 26, 28 имеет крепежную часть, выполненную с возможностью крепления элемента 24 к А-стойкам (не показано). Элемент 24 предпочтительно ограничивает канал 32, проходящий по существу то же расстояние, что и элемент 24. Нужно упомянуть, что каналы согласно этому изобретению могут быть выполнены многими методами, включая, деформирование, сгиб, прокатку, их комбинации или т.п.
Первая рама 12 также содержит первое продолжение 36 и второе продолжение 38, оба из которых проходят наружу от удлиненного элемента 24. Первое продолжение 36 предпочтительно проходит по существу параллельно второму продолжению 38. Первое продолжение 36 и второе продолжение 38, предпочтительно и соответственно, ограничивают субканалы 42, 44, соединенные с каналом 32 удлиненного элемента 24.
Первая рама 12, как вариант, имеет одну или более опор для установки на ней удлиненного элемента 24. Как показано на чертеже: первый элемент 12 имеет пару опор 48, проходящих в наружном направлении от удлиненного элемента 24. Первая рама 12 может также иметь опорный элемент 50, который можно использовать как опору для рулевой колонки (не показана) или для другого компонента автомобиля.
Вторая рама 14 имеет только удлиненный элемент 54, но может также содержать и другие элементы. Согласно чертежу: удлиненный элемент 54 второй рамы 14 ограничивает канал 56 аналогично удлиненному элементу 24 первой рамы 12.
Первый элемент 18 может иметь разные формы и конфигурации в зависимости от автомобиля, в котором используется этот элемент 18. Согласно одному из осуществлений первый элемент имеет панельную часть 60, которая, по меньшей мере частично ограничивает приборный щиток автомобиля. Панельная часть 60 может иметь множество отверстий (например, полостей или карманов) для вмещения в них приборов (например, блок электронных схем, радиоприемник, спидометр, воздушный мешок или т.п.) автомобиля.
Первый элемент 18 также содержит секцию 62, показанную как задняя секция, проходящую в наружном направлении от панельной части 60. Секция 62 предпочтительно имеет первую часть 66, соответствующую удлиненному элементу 24 первой рамы 12. Секция 62 также предпочтительно содержит вторую часть 68 и третью часть 70, соответствующие продолжениям 36, 38 первой рамы 12.
Второй элемент 20 аналогично первому может быть выполнен в разных формах и конфигурациях. Согласно поясняемому варианту осуществления второй элемент 20 имеет конфигурацию по существу панели.
Предполагается, что помимо упоминаемых выше элементов и рам узел приборного щитка может содержать одно или более усилений, в частности усиление для обеспечения опоры для рулевой колонки. Например, усилительный элемент может перекрывать разрыв между первой частью и второй частью одной или более рам, элементов или их обоих. В частности, элемент может перекрывать разрыв, в котором проходит рулевая колонка, и может перекрывать разрыв над или под рулевой колонкой. Пример такого усиления раскрыт в патентной заявке США №10/403,603 на Instrument Panel Assembly and Method of Forming Same, поданной 31 марта 2003 г., и которая приведена здесь в качестве ссылки.
Предполагается, что первая и вторая рамы, и первый и второй элементы могут быть выполнены из разнообразных материалов. Также предполагается, что различные части или компоненты первой и второй рам и первого и второго элементов могут быть выполнены из разных материалов, например из металлов, полимеров или т.п.
Элементы предпочтительно выполнены формованием пластмасс. Пластмассовым материалом предпочтительно является гомополимер, например полиолефин, полиамид, полифениленоксид и полистирол; или сополимер, например полиалкилентерефталат.
Предпочтительными пластмассовыми материалами являются следующие: полипропилен, полиамид, сплавы полиамида, полиэтилен (низкой или высокой плотности), полимеры на основе полифениленоксида, сплавы полифениленоксида, полистирольные полимеры, полистирольные сплавы, полимеры полибутилентерефталата; сополимер акрилонитрила, бутадиена и стирола; сополимер поликарбоната, акрилонитрила, бутадиена и стирола; эквивалентные пластмассы (например, сополимер стирола и малеинового ангидрида) 7; смеси этих полимеров с полифениленовым эфиром или полифениленоксидом или т.п.) и со сплавами полибутилентерефталата. Пластмассовый материал может содержать волокна, например стекловолокно, длинное стекловолокно, короткие природные волокна или длинные природные волокна.
Особо предпочтительными пластмассами являются полипропилен с наполнителем в виде короткого стекловолокна, полипропилен с наполнителем в виде длинного стекловолокна; сополимер акрилонитрила, бутадиена и стирола с наполнителем в виде короткого стекловолокна, сополимер акрилонитрила, бутадиена и стирола с наполнителем в виде длинного стекловолокна; сополимер поликарбоната, акрилонитрила, бутадиена и стирола с наполнителем в виде короткого стекловолокна; сополимер поликарбоната, акрилонитрила, бутадиена и стирола с наполнителем в виде длинного стекловолокна; полиамид со стеклянным наполнителем и сплавы полиамида со стеклянным наполнителем, пластмассы, особо предпочтительные для использования в бамперных системах в качестве средства поглощения энергии: полипропилен без наполнителя, полипропилен с тальковым наполнителем, полипропилен с минеральным наполнителем.
Согласно некоторым предпочтительным вариантам осуществления полимеры могут содержать волокна для их усиления. Хотя предполагается, что можно применять волокна разных размеров (например, длины), было обнаружено, что относительно длинное стекловолокно значительно повышает прочность. Например, согласно предпочтительным осуществлениям такие полимерные материалы как сополимер акрилонитрила, бутадиена и стирола и сополимер поликарбоната, акрилонитрила, бутадиена и стирола, полипропилен или другая соответствующая пластмасса имеют наполнитель в виде стекловолокна приблизительной средней длины свыше 2 мм, более предпочтительно - приблизительно свыше 4 мм, и еще более предпочтительно - приблизительно свыше 6 мм; и наиболее предпочтительно - от 8 до 20 мм.
Полимеры или пластмасса могут также содержать различные наполнители. Примерами, помимо прочих, наполнителей являются кремнезем, диатомовая земля, стекло, глина, тальк, пигменты, красители, углеродно-керамические волокна, слюда, антиокислители и т.п.
Для выполнения элементов можно использовать методы известного уровня техники для изготовления выбранного материала. Так, например, элементы можно формировать, формовать, выполнять станочной обработкой или конфигурировать согласно нужной форме другими способами. Если элементы пластмассовые, то можно применить любую целесообразную методику изготовления пластмасс, включая, помимо прочего, литье под давлением (включая, помимо прочего, литье под давлением с использованием внешнего газа или внутреннего газа), формование раздувом, прямое прессование, роторное формование, формование листовых термопластов, экструдирование, вакуумное формование, вспенивание на месте применения или др. Можно также использовать один или более других методов изготовления, например формование с закладными деталями, надформование или их комбинацию. Соответственно, согласно данному описанию, можно изготавливать гибридные узлы щитка, пользуясь подходящими свойствами разных соответствующих материалов и разных соответствующих способов изготовления и также обеспечивая возможность конструирования дополнительных признаков.
Рамы предпочтительно по меньшей мере частично, или по существу полностью, выполнены из одного или более таких металлов как алюминий, чугун, вольфрам, магний, сталь, олово, медь, титан, их комбинации или т.п. Рамы также можно выполнять разными методами. Например, рамы можно выполнить прокаткой, литьем, штамповкой или др. Рамы можно также формовать, экструдировать или др.
Узел 10 приборного щитка формируется, как правило, путем прикрепления одной или более рам к одному или нескольким элементам. Также предполагается, что для нескольких рам или для нескольких элементов рамы можно прикрепить друг к другу и элементы также можно прикрепить друг к другу.
Для прикрепления друг к другу элементов, рам или для прикрепления рам к элементам можно использовать любые целесообразные методики крепления. Например, можно использовать такой механический крепеж как винты, зажимы, заклепки, блокирующие устройства, их комбинации или т.п. Помимо этого, эти крепления можно выполнить за одно целое с рамами или элементами или отдельно от них. Либо, или дополнительно, рамы можно выполнить за одно целое с элементами путем формования по меньшей мере части элементов на рамах согласно одному из упоминаемых здесь методов формования. Либо, или дополнительно, можно использовать формовочные шпильки, вибрационную сварку, сварку ультразвуком, их комбинации или т.п.
Согласно поясняемому варианту осуществления и со ссылкой на Фиг.2А и 2В: первая рама 12 приклеивается к первому элементу 18, а вторая рама 14 приклеивается и к первому, и ко второму элементам 18, 20. Клей 76 предпочтительно наносится на сопрягающиеся или соответствующие поверхности 78, 80, 82, 84, 86 первой рамы 12, второй рамы 14, первого элемента 18, второго элемента 20 или их комбинации. Затем сопрягающиеся или соответствующие поверхности 78, 80, 82, 84, 86 прижимают друг к другу для приклеивания поверхностей 78, 80, 82, 84, 86 и, таким образом, рамы 12, 14 и элементов 18, 20 вместе.
В соответствии с настоящим изобретением можно использовать любой целесообразный клей. Клей предпочтительно совместим с (т.е. склеивается с) материалом поверхностей рам и элементов, и если клей в некоторой степени несовместим с одним из этих материалов, то, возможно, нужно будет обработать поверхность(и) такового несовместимого материала. Примерами обработки являются: нанесение грунтовки, обработка плазмой, их комбинации или т.п.
Согласно одному из вариантов осуществления клеем является клей на основе уретана, и более предпочтительно уретановый клей (например, полиуретановый клей). Либо клей может содержать функциональный компонент, выбранный из числа следующих материалов: акриловый, метилметакрилат, эпоксидное соединение, сополимер акрилонитрила, бутадиена и стирола, поликарбонат или их смесь (например, поликарбонат - сополимер акрилонитрила, бутадиена и стирола). Согласно альтернативному варианту осуществления клеем является силановый клей, кремнийорганический клей или их смесь. Согласно еще одному варианту осуществления клеем является акриловый клей. Можно использовать также клей на эпоксидной основе. Клей может также содержать полиолефиновые, стироловые, акриловые соединения, или их смеси. Согласно еще одному варианту осуществления предпочтительный клей содержит алкилбораны. Примеры соответствующих клеев приводятся в патентной заявке США №09/466321 (подана 17 декабря 1999) и в патентных публикациях №№20020058764 и 20030001410, которые приведены здесь в качестве ссылки. Любой из упомянутых клеев может содержать соответствующие модификаторы характеристик, включая известные из уровня техники вещества для повышения клейкости, эластомеры, модификаторы ударной вязкости или т.п.
Согласно одному из особо предпочтительных вариантов осуществлений двусоставной взаимно дополняющий клей на основе органоборанового/аминового комплекса, или другой клей, используется для клеевого скрепления вместе комбинаций элементов и рам. Обнаружено, что этот клей совместим с металлом (например, сталью) и пластмассой, в частности с полипропиленом. Этот клей можно использовать для прикрепления рам, если они выполнены из металла, к элементам, выполненным из пластмассы или полипропилена, без необходимости обработки поверхностей элементов или поверхностей рам перед склеиванием.
Согласно одному из особо предпочтительных вариантов осуществлений настоящего изобретения обеспечивается один или более элементов из формованного полипропилена со стеклянным наполнителем и/или из полиамида со стеклянным наполнителем, поверхностная энергия которых не превышает 45 мДж/кв.м; и обеспечивается усиление из стали, цинка и/или алюминия. Клей, предпочтительно способный связывать основу с поверхностной энергией менее 45 мДж/кв.м, находится между по меньшей мере частью соответствующих поверхностей для связывания их вместе; причем клей получен полимеризацией состава, содержащего:
i) органоборановый/аминовый комплекс;
ii) один, или более мономеров, олигомеров или полимеров, имеющих олефиновую ненасыщенность, полимеризуемых радикальной полимеризацией; и, дополнительно;
iii) соединение, обусловливающее диссоциацию упомянутого комплекса с выделением борана для инициирования полимеризации одного или нескольких мономеров, олигомеров или полимеров с олефиновой ненасыщенностью.
Предполагается, что можно использовать и другие пластмассы или металлы с более высокой поверхностной энергией - в зависимости от используемого клея и в зависимости от других факторов (например, стоимость, вес и пр.).
Дополнительными особо предпочтительными аспектами настоящего изобретения является способ изготовления автомобильного узла, упоминаемого выше, и использование характеризуемого выше для изготовления упомянутого узла.
Клеи и полимеризуемые составы согласно Международной патентной заявке №РСТ/US00/33806 особо предпочтительны для использования в соответствии с настоящим изобретением для соединения элементов и рам друг с другом.
Амины, используемые для образования комплекса органоборанового соединения, могут быть любыми аминами, образующими комплекс органоборанового соединения и которые могут распадаться из комплекса при воздействии на них агентом разложения комплекса. Предпочтительными аминами являются первичные или вторичные амины или полиамины, содержащие первичные или вторичные аминовые группы или аммиак, согласно включаемым в данный документ в качестве ссылки патентам США №№5539010, Zharov, столбец 5, строки 41-53; 5106928, столбец 2, строки 29-58, Skoultchi; 5686544, столбец 7, строка 29 - столбец 10, строка 36, Pocius; монтоламин, вторичные диалкилдиамины или полиоксиалкиленполиамины; и продукция завершающейся амином реакции диаминов и соединений с двумя или более реагирующими с аминами группами согласно приведенному в качестве ссылки патенту США №5883208, Deviny, столбец 7, строка 30 - столбец 8, строка 56. Согласно этому патенту предпочтительными двупервичными аминами продукции реакции являются следующие: двупервичные алкиламины, двупервичные ариламины, двупервичные алкиариламины и полиоксиалкиленамины; и соединения, реагирующие с аминами, включают в себя соединения, содержащие две группы или большее число групп карбоновых кислот, сложных эфиров карбоновой кислоты, галогенидов, альдегидов, эпоксидов, спиртов карбоновой кислоты и акрилатных групп. Предпочтительными аминами являются n-октиламин; 1,6-диаминогексан (1,6-гександиамин), диэтиламин, дибутиламин, диэтилентриамин, дипропилендиамин; 1,3-пропилендиамин (1,3-пропандиамин); 1,2-пропилендиамин; 1,2-этандиамин; 1,5-пентандиамин; 1,12-додекандиамин; 2-метил-1,5-пентандиамин; 3-метил-1,5-пентандиамин, триэтилентетраамин, диэтилентриамин. Предпочтительными сополимерами полиоксиалкилена и полиамина являются следующие: полиэтиленоксиддиамин, полипропиленоксидиамин, триэтиленгликольпропилендиамин, политетраметиленоксиддиамин и диамин полиэтиленоксида и сополимера пропиленоксида.
В частности, амин в органоборановом/аминовом комплексе выбирают из группы аминов, имеющих амидиновый структурный компонент; из алифатических гетероциклов, имеющих по меньшей мере один атом азота в гетероциклическом кольце, в котором гетероциклическое соединение может также содержать один или более атомов азота, атомов кислорода, атомов серы или двойные связи в гетероцикле; первичных аминов, которые также содержат одну или более принимающих водородную связь групп, имеющих по меньшей мере два атома углерода, предпочтительно по меньшей мере три атома углерода между первичным амином и принимающей водородную связь группой, в результате чего по причине меж- или внутримолекулярных взаимодействий с комплексом прочность связи B-N повышается; и из сопряженных иминов.
Предпочтительными принимающими водородную связь группами являются следующие: первичные амины, вторичные амины, третичные амины, эфиры, галогениды, полиэфиры или полиамины. Упоминаемый здесь гетероцикл относится к соединению, имеющему одно или несколько алифатических циклических колец, одно из которых содержит азот. Амидины, или сопряженные имины, могут иметь прямую или разветвленную цепь, либо они могут быть циклическими.
Используемым в комплексе органобораном является триалкилборан или алкилциклоалкилборан. Этот боран предпочтительно соответствует следующей Формуле 1:
| В--(R1)3 | (1) |
где В - бор; и R1 отдельно в каждом случае - С1-10-алкил, С3-10-циклоалкил; либо один или несколько R1 могут комбинироваться с образованием циклоалифатического кольца.
R1 предпочтительно является С1-4-алкилом, более предпочтительно - С2-4-алкилом, и наиболее предпочтительно - С3-4-алкилом. Предпочтительными органоборанами, помимо других, являются триэтилборан, триизопропилборан и три-n-бутилборан.
Согласно предпочтительному варианту осуществления аминовая часть комплекса содержит соединение, имеющее первичный амин и одну или несколько принимающих водородную связь групп, в которых присутствуют по меньшей мере два атома углерода, предпочтительно по меньшей мере - около трех, между первичным амином и принимающими водородную связь группами.
Амин предпочтительно соответствует следующей Формуле 2:
| NH2(CH2)b(C(R2)2)aX | (2) |
где R2 отдельно в каждом случае является водородом или С1-10-алкилом, или С3-10-циклоалкилом; Х - принимающая водород часть комплекса; а - целое число от 1 до 10; и b - отдельно в каждом случае - целое число от 0 до 10; и сумма а и b составляет от 2 до 10.
R2 - водород или метил, предпочтительно.
Х отдельно в каждом случае является принимающей водород частью комплекса, и если принимающей водород частью комплекса является амин, то это предпочтительно третичный или вторичный амин. Более предпочтительно: Х отдельно в каждом случае является --N(R)2 e, --OR10, или галогенидом, где R8 отдельно в каждом случае: С1-10-алкил, С3-10-циклоалкил или --(C(R2)2)d--W; R10 отдельно в каждом случае: С1-10-алкил, С3-10-алифатические циклические кольца или --(C(R2)2)d--W; и е равно 0, 1 или 2. Более предпочтительно Х: --N(R8)2 или --OR10.
R8 и R10 предпочтительно являются С1-4-алкилом или --(С(R1)2)d--W, более предпочтительно - С1-4-алкилом, и наиболее предпочтительно - метилом. W отдельно в каждом случае является водородом или С1-10-алкилом, или Х, и более предпочтительно - водородом или С1-4-алкилом.
Предпочтительно: а равно 1 или более; и более предпочтительно - 2 или более. Предпочтительно значение а - около 6 или менее, и наиболее предпочтительно - около 4 или менее. Предпочтительно значение b приблизительно равно 1. Предпочтительно сумма а и b является целым числом около 2 или более, и наиболее предпочтительно - около 3 или более. Предпочтительно сумма а и b является целым числом около 2 или более, и наиболее предпочтительно - около 4 или более. Предпочтительно d отдельно в каждом случае равно целому числу от 1 до 4, и более предпочтительно - от 2 до 4, и наиболее предпочтительно - от 2 до 3.
Предпочтительными аминами согласно Формуле 2 являются, помимо прочих следующие: диметиламинопропиламин, метоксипропиламин, диметиламиноэтиламин, диметиламинобутиламин, метоксибутиламин, метоксиэтиламин, этоксипропиламин, пропоксипропиламин, полиалкиленовые эфиры, цепь которых завершается амином (например - завершенным амином эфир сополимера триметилолпропана и три(поли(пропиленгликоля), аминопропилморфолин, изофорондиамин и аминопропилпропандиамин.
Согласно еще одному варианту осуществления амином может быть алифатический гетероцикл, имеющий по меньшей мере один атом азота в гетероцикле. Гетероциклическое соединение может также содержать одну или более азотных, кислородных, серных или двойных связей. Помимо этого, гетероцикл может также содержать множественные кольца, в которых по меньшей мере одно кольцо имеет атом азота. Предпочтительными соединениями этого типа являются: морфолин, пиперидин, пирролидин, пиперазин; 1,3,3-триметил-6-азабицикло[3,2,1]октан, тиазолидин, гомопиперазин, азиридин; 1,4-диазабицикло[2.2.2]октан, 1-амино-4-метилпиперазин и 3-пирролин.
Согласно еще одному варианту осуществления амином в целесообразном комплексе с органобораном является амидин. Можно использовать любое соединение с амидиновой структурой, в которой амидин имеет достаточную связывающую энергию, согласно вышеизложенному, с органобораном. В числе предпочтительных аминов находятся: 1,8-диазабицикло[5,4]ундец-7-ен, тетрагидропиримидин, 2-метил-2-имидазолин и 1,1,3,3-тетраметилгуанидин.
Согласно еще одному варианту осуществления целесообразным амином в комплексе с органобораном является сопряженный имин. Можно использовать любое соединение с сопряженной иминовой структурой, в которой имин имеет достаточную энергию связывания с органобораном согласно Международной патентной заявке PCT/US00/33806. Сопряженный имин может иметь прямую или разветвленную цепь или может быть циклическим имином. Предпочтительными сопряженными иминами помимо прочих являются следующие: 4-диметиламинопиридин, 2,3-бис(диметиламино) циклопропенимин, 3-(диметиламино) акролеинимин, 3-(диметиламино) метакролеинимин.
Предпочтительное молярное отношение аминового соединения и органоборанового соединения - от 1,0:1,0 до 3,0:1,0. Если это отношение будет ниже приблизительного значения 1,0:1,0, то могут возникнуть проблемы полимеризации, стабильности комплекса, и проблемы склеивания. Можно использовать приблизительные значения этого отношения свыше 3,0:1,0, хотя применение отношения свыше 3,0:1,0 может и не обеспечить дополнительные выгоды. Если присутствует слишком большое количество амина, то это может отрицательно сказаться на стабильности составов клея или полимера. Предпочтительное молярное отношение аминового соединения и органоборанового соединения равно от 2,0:1,0 до 1,0:1,0.
Органоборановый/аминовый комплекс можно легко приготовить известными методами, например согласно описанию Международной патентной заявки №PCT/US00/33806.
Полимеризуемый материал предпочтительно содержит соединения на основе акрилата и/или метакрилата. Особо предпочтительные акрилатовые и метакрилатовые соединения: метилметакрилат, бутилметакрилат, этилгексилметакрилат, изоборнилметакрилат, тетрагидрофурфурилметакрилат и циклогексилметилметакрилат.
Полимеризуемый состав может также содержать эффективное количество соединения, реагирующего с амином для выделения органоборана, чтобы инициировать полимеризацию (агент диссоциации). Желательными реагирующими с амином соединениями являются материалы, которые легко формируют продукты реакции с аминами при комнатной температуре или при температуре ниже комнатной, и предпочтительно - при комнатной температуре, чтобы обеспечить состав, по существу легко применимый и твердеющий в условиях окружающей среды. Обычными классами этих веществ являются следующие: кислоты, альдегиды, изоцианаты, кислотные хлориды, сульфонилхлориды, их смеси и т.п. Предпочтительными реагирующими с амином соединениями являются кислоты, предпочтительно - кислоты Бренстеда и Льюиса, и кислоты согласно патенту США 5718977, и более желательно - акриловая кислота и метакриловая кислота.
В полимеризуемом составе целесообразно по меньшей мере 20° вес.%, предпочтительно - по меньшей мере 30 вес.%, и особенно - по меньшей мере 40 вес.% состава содержат полимеризуемый компонент. Полимеризуемый компонент автономно и целесообразно присутствует в количестве не более 95%, предпочтительно - не более 90%, и особо - не более 85 вес.% состава.
Органоборановый/аминовый комплекс целесообразно присутствует на уровне по меньшей мере 0,2%, предпочтительно - по меньшей мере 1%, и более предпочтительно - по меньшей мере 2 вес.% состава. Автономно и целесообразно комплекс присутствует в количестве не более 8%, предпочтительно - не более 6%, и особо - не более 4 вес.% состава.
Если таковое присутствует, то соединение диссоциации присутствует в количестве по меньшей мере 1%, предпочтительно - по меньшей мере 1,5%, и более предпочтительно - по меньшей мере 2 вес.% состава. Автономно и целесообразно соединение диссоциации присутствует в количестве не более 8%, предпочтительно - не более 6%, и особенно - не более 4 вес.% состава.
Применяемый для настоящего изобретения клей должен обеспечивать связь между полипропиленовым элементом, на 30% наполненным стеклом; и рамой; при этом элемент не должен проходить какую-либо обработку поверхности при испытании согласно процедуре стандарта ASTM D1002. Клей предпочтительно обеспечивает связь, соответствующую условиям упомянутого испытания, включая воздействие со стороны периодических температурных изменений и высокой влажности. Периодические температурные изменения здесь означают периодические изменения от -40°С до значений выше 120°С. Уровень влажности может изменяться от сухого до полностью насыщенного.
Клей может использоваться в соответствии со способом, излагаемым в Международной патентной заявке №PCT/US00/33806. Как вариант, в состав в качестве присадок можно ввести и дополнительные компоненты. Соответствующие присадки включают в себя присадки согласно Международной патентной заявке PCT/US00/33806.
Узел предпочтительно способен выдерживать воздействие тепла при температуре 100°С, и целесообразно до 120°С и выше. Причем узел также желательно должен выдерживать нагрузки, возникающие во время его изготовления и его использования.
После нанесения клея 76 обычно потребуется некоторое время для его отверждения (например, частичное отверждение, полное отверждение, определенное отверждение, отверждение на воздухе, отверждение при нагревании, влажное отверждение, химическое отверждение, отверждение под воздействием света или т.п.). Клей предпочтительно отвердевает при температуре около комнатной (например, приблизительно от 20°С до 30°С), но для ускорения или замедления сроков отверждения его можно подвергать воздействию более высоких или более низких температур. Во время отверждения может быть желательным применение крепежных средств (например, пробивные шпильки, зажимы или т.п.) для скрепления вместе элементов, рам или и тех, и других. Эти крепежные средства могут быть съемными либо могут предназначаться для содействия скреплению вместе элементов и рам во время использования узла 10 щитка.
Как правило, предпочтительно, чтобы клей обладал достаточной степенью тягучести после отверждения. Предпочтительная тягучесть клея равна тягучести материала, формирующего рамы 12, 14, или материала, формирующего элементы 18, 20, - в зависимости от того, какая именно тягучесть будет более низкой. Но более предпочтительно, чтобы клей имел тягучесть, не меньшую тягучести материала, формирующего рамы 12, 14, или материала, который формирует элементы 18, 20, - в зависимости от того, какая именно тягучесть будет большей.
В результате прикрепления рам к элементам один или более воздуховодов предпочтительно формируется рамами, элементами или их комбинацией. На Фиг.2А и 2В показано, что первая рама 12 и первый элемент 18 во взаимодействии друг с другом образуют один или несколько воздуховодов 80, 82, 84; и вторая рама 14 и второй элемент 20 во взаимодействии друг с другом формируют один или несколько воздуховодов 88. Воздуховоды 80, 82, 84, 88 предпочтительно используются как часть системы ОВКВ автомобиля. Воздуховоды 80, 82, 84, 88 предпочтительно посредством текучей среды сообщаются с источником (не показан) кондиционированного воздуха.
Согласно поясняемому предпочтительному варианту осуществления: удлиненный элемент 24 первой рамы 12 и первая часть 66 задней секции 62 совместно заключают в себе канал 32 и при этом образуют воздуховод 80, который обеспечивает сообщение посредством текучей среды между источником кондиционированного воздуха и парой наружных отверстий 90 в панельной части 60 первого элемента 18. При этом вторая и третья части 68, 70 задней секции 62, и первое, и второе продолжения 36, 38 первой рамы 12 соответственно и во взаимодействии друг с другом заключают в себе субканалы 42, 44 с образованием воздуховодов 82, 84, обеспечивающих сообщение посредством текучей среды между источником кондиционированного воздуха и парой внутренних отверстий 94. Внутренние отверстия 94 и наружные отверстия 90, как необязательный вариант, предпочтительно ограничены панельной частью 60 первого элемента 18.
Согласно поясняемому варианту осуществления удлиненный элемент 54 второй рамы 14 и второй элемент 20 во взаимодействии друг с другом заключают в себе канал 56, тем самым образуя еще один воздуховод 88, обеспечивающий сообщение посредством текучей среды между источником кондиционированного воздуха и верхней парой отверстий 96. Верхняя пара отверстий 96 предпочтительно ограничена вторым элементом 20.
Как необязательный вариант, может быть желательным выполнение покрытых поверхностей (например, элементов, рам, или обеих) воздуховодов для защиты от коррозии, конденсации или т.п. Соответствующими средствами покрытия могут быть грунтовки, краски или т.п. Либо для выполнения покрытия поверхностей можно использовать пленки или другие покрытия из пластмассовых или полимерных материалов. Согласно одному из предпочтительных вариантов осуществлений такое покрытие можно выполнить из формованного раздувом полимерного материала, который может любым из упоминаемых здесь полимерных материалов или других полимерных материалов.
Усиления, элементы, рамы, клей или другие крепления узла, или их комбинации, узла щитка могут по меньшей мере содействовать обеспечению нужных свойств узла и/или автомобиля. Например, могут улучшиться шумовые, вибрационные характеристики и может снизиться тряскость наряду с характеристиками прочности и жесткости. Как дополнительное преимущество: рамы и элементы узла приборного щитка можно отделить друг от друга и повторно использовать - это особо относится к автомобилю.
Как упоминалось выше, конфигурация разных компонентов узла приборного щитка может изменяться в рамках объема настоящего изобретения. В качестве примера Фиг.3, 4, 5 и 6А-6С показывают два альтернативных узла, выполненных в соответствии с настоящим изобретением. Хотя узлы согласно Фиг.3, 4, 5 и 6А-6С отличаются от узла согласно Фиг.1-2 В, но специалисту в данной области техники будет понятно, что многие, чуть ли не все, описания со ссылкой на Фиг.1-2 В в равной же мере применимы и к вариантам осуществлений согласно Фиг.3, 4, 5 и 6А-6С. Например, описания материалов, способы формирования, способы использования и работы, физическая форма, их комбинации или т.п. узла (например, рамы или элемента) согласно Фиг.1-2 В могут быть также применимыми для узлов (например, рам и элементов) согласно Фиг.3, 4, 6 и 6А-6С.
На Фиг.3 показана по меньшей мере часть приводимого в качестве примера узла приборного щитка 110 согласно настоящему изобретению. Узел 110 содержит раму 112, вторую раму 114, элемент 116 и опорный элемент 118.
Согласно поясняемому варианту осуществления первая рама 112 содержит удлиненный элемент 124, проходящий от первого конца 126 ко второму концу 128. Элемент 124 по существу проходит как необязательный вариант от прилегающей одной А-стойки автомобиля к противоположной А-стойке автомобиля. Элемент 124 также ограничивает канал 132, который по существу проходит на то же расстояние, что и элемент 124. Согласно поясняемому варианту осуществления канал 132 проходит по существу горизонтально в элемент 124 - в противоположность по существу вертикальному направлению канала 32 элемента 24 на чертеже Фиг.1. Элемент 124 также имеет отверстие 134 для прохождения через него течения текучей среды (например, потока воздуха).
Вторая рама 114 является по существу удлиненным элементом 154, но может также иметь и другую конфигурацию с включением в себя также и других элементов. Согласно чертежу удлиненный элемент 154 второй рамы 114 ограничивает канал 156 аналогично удлиненному элементу 124 первой рамы 112. Помимо этого удлиненный элемент 124 содержит множество разделительных элементов 158, которые подразделяют канал 156 на субканалы 159 (например, вертикальные субканалы).
Первый элемент 116 является по существу удлиненным и проходит между первым концом 162 и вторым концом 164. Согласно одному из осуществлений первый элемент имеет панельную часть 168. Согласно чертежу панельная часть 160 содержит множество отверстий 172 на каждом из противоположных концов 162, 164. Элемент также имеет продолжение 176, выполненное с возможностью прикрепления к опорной колонке (например, рулевой колонке).
Предполагается, что первая и вторая рамы, и первый, и второй элементы могут быть выполнены из разных материалов. Согласно предпочтительному варианту осуществления элемент 116 выполнен из одного из упоминаемых выше полимерных материалов; и опора 118, и рамы 112, 114 выполнены из одного из металлических материалов, упоминаемых выше.
Компоненты (т.е. рамы 112, 114, опора 118 и элемент 116 или любая их комбинация) могут крепиться друг к другу с помощью крепежных средств и/или крепежных методов, упоминаемых выше. Согласно предпочтительному варианту осуществления: компоненты приклеены друг к другу клеем на сопрягающихся или соответствующих поверхностях компонентов - согласно описанию со ссылкой на Фиг.1-2 В. В сборе каналы 132, 156, 159 рам 110, 112 во взаимодействии друг с другом образуют воздуховоды ОВКВ с элементом 116.
На Фиг.4 показана по меньшей мере часть приводимого в качестве примера узла приборного щитка 210 согласно настоящему изобретению. Узел 210 содержит раму 212 и элемент 216.
Согласно поясняемому осуществлению рама 212 содержит удлиненный элемент 224, проходящий от первого конца 226 ко второму концу 228. Элемент 224 может по существу проходить от прилегающей одной А-стойки автомобиля к прилегающей противоположной А-стойке автомобиля, хотя это необязательно. Как вариант, элемент 224 может содержать крепления 232, 234 соответственно на противоположных концах 226, 228 элемента 224 для прикрепления таких компонентов автомобиля как А-стойки.
Элемент 224 предпочтительно ограничивает канал 232, который проходит на то же расстояние, что и элемент 224. Согласно поясняемому варианту осуществления канал 232 проходит по существу горизонтально в элемент 224 - в противоположность по существу вертикальному каналу 32 элемента 24 в соответствии с Фиг.1. Элемент 224 также обычно имеет отверстие (не показано) для прохождения через него течения текучей среды (например, потока воздуха).
Пара опорных элементов 238 проходит от нижней части рамы 212. При этом кронштейн 242, предпочтительно выполненный с возможностью прикрепления к такому компоненту автомобиля как противопожарная перегородка, прикреплен к верхней части рамы 212.
Элемент 216 по существу удлиненный и проходит между первым концом 256 и вторым концом 258. Согласно одному из вариантов осуществлений первый элемент содержит панельную часть 260. Панельная часть 160 содержит множество отверстий 266 на каждом из противоположных концов 256, 258.
Узел 210 также содержит опору 270, прикрепленную к элементу 212, элементу 216 или к обоим. Опора 270 предпочтительно выполнена с возможностью прикрепления к такому компоненту автомобиля как рулевая колонка. Предполагается, что рама 212, элемент 216, опоры 238, 270 и кронштейн 242 могут быть выполнены из разных материалов. Согласно предпочтительному варианту осуществления элемент 216 выполнен из одного из упоминаемых выше полимерных материалов; и кронштейн 242, опоры 238, 270 и рама 212 выполнены из одного из металлических материалов, упоминаемых выше.
Компоненты (т.е. рама 212, кронштейн 242, опоры 238, 270 и элемент 216 или любая их комбинация) могут крепиться друг к другу с помощью крепежных средств и/или крепежных методов, упоминаемых выше. Согласно предпочтительному варианту осуществления компоненты приклеены друг к другу клеем на сопрягающихся или соответствующих поверхностях компонентов - согласно описанию со ссылкой на Фиг.1-2 В. В сборе канал 232 рамы 212 во взаимодействии с ней образует по меньшей мере один воздуховод ОВКВ с элементом 216.
На Фиг.5 показан приводимый в качестве примера узел приборного щитка 310 согласно настоящему изобретению. Узел 310 содержит раму 312 и элемент 316. Согласно поясняемому осуществлению узел, в качестве необязательного варианта, содержит только одну раму и только один элемент.
Согласно поясняемому варианту осуществления рама 312 содержит удлиненный элемент 224, проходящий от первого конца 326 ко второму концу 328. Элемент 324 может по существу проходить от прилегающей одной А-стойки автомобиля к прилегающей противоположной А-стойке автомобиля, хотя это необязательно. Как вариант, элемент 324 может содержать крепления 332, 334 соответственно на противоположных концах 326, 328 элемента 324 для прикрепления таких компонентов автомобиля как А-стойки.
Элемент 324 предпочтительно ограничивает канал 333, который проходит по существу на то же расстояние, что и элемент 324. Согласно поясняемому варианту осуществления канал 333 проходит по существу горизонтально в элемент 324 - в противоположность по существу вертикальному каналу 32 элемента 24 в соответствии с Фиг.1. Элемент 324 также обычно имеет отверстие 336 для прохождения через него течения текучей среды (например, потока воздуха). Также показано, что задняя стенка 338 элемента 324 по существу имеет дугообразную форму по длине элемента 324.
Пара опорных элементов 340 проходит от нижней части рамы 312. При этом кронштейн 342, предпочтительно выполненный с возможностью крепления к такому компоненту автомобиля как противопожарная перегородка, прикреплен к верхней части рамы 312.
Элемент 316 по существу удлиненный и проходит между первым концом 356 и вторым концом 358. Согласно одному из вариантов осуществления элемент 316 содержит панельную часть 360. Панельная часть 360 содержит отверстия 366 на каждом из противоположных концов 356, 358, и также отверстие по существу в центре длины панельной части 360 между концами 356, 358. Отверстия 366 образованы трубчатыми элементами 368, которые проходят наружу от панельной части 360. Элемент 316 также имеет крепления 370, 372, соответствующие креплениям 332, 334 рамы 312. Крепления 332, 334 проходят от противоположных концов 356, 358 элемента 316.
Узел 310 также содержит опору 380, прикрепленную к элементу 312, элементу 316 или к обоим. Опора 380 предпочтительно выполнена с возможностью прикрепления к такому компоненту автомобиля как рулевая колонка. Предполагается, что рама 312, элемент 316, опоры 340, 380 и кронштейн 342 могут быть выполнены из разных материалов. Согласно предпочтительному варианту осуществления элемент 316 выполнен из одного из упоминаемых выше полимерных материалов; и кронштейн 342, крепления 332, 334, 370, 372, опоры 340, 380 и рама 312 выполнены из одного из металлических материалов, упоминаемых выше.
Элементы (т.е. рама 312, кронштейн 342, опоры 340, 380 и элемент 316 или любая их комбинация) могут крепиться друг к другу с помощью крепежных средств и/или крепежных методов, упоминаемых выше. Согласно предпочтительному варианту осуществления: рама 312 и элемент 316 приклеены друг к другу клеем на сопрягающихся или соответствующих поверхностях 390 компонентов - согласно описанию с обращением к Фиг.1-2 В. В сборе канал 333 рамы 312 во взаимодействии с ней образует по меньшей мере один воздуховод ОВКВ с элементом 316.
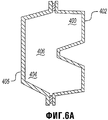
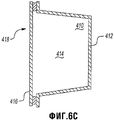
Необходимо отметить, что воздуховоды узла приборного щитка могут быть выполнены из одного или более каналов в элементах и также каналов в рамах. Согласно Фиг.6А-6В канал 400, сформированный в элементе 402, комбинируется с каналом 404 в раме 405 и образует воздуховод 406. Согласно Фиг.6С канал 410 в элементе 412 формирует воздуховод 414 с панельной частью 416 рамы 418.
Если не имеется противоположных оговорок, то габариты и геометрические формы описываемых здесь структур не предназначаются для ограничения изобретения, и возможны также и другие габариты и геометрические формы. В одной интегрированной структуре может быть обеспечено множество конструкционных компонентов. Либо одну интегрированную структуру можно подразделить на отдельные многие компоненты. Помимо этого, хотя тот или иной признак настоящего изобретения, возможно, изложен в контексте только одного из поясняемых осуществлений, но этот признак можно скомбинировать с одним или несколькими признаками других осуществлений для данной заявки. Также из вышеизложенного можно сделать вывод о том, что изготовление описанных здесь особых структур и их действие также представляет собой методы в соответствии с настоящим изобретением.
Приводимое выше описание раскрывает и описывает только приводимые в качестве примера варианты осуществления настоящего изобретения. Специалисту в данной области техники из этого описания и при изучении прилагаемых чертежей и формулы изобретения будет ясно, что в изобретении можно сделать различные изменения, модификации и варианты в рамках его идеи и объема, определяемых в прилагаемой ниже формуле изобретения. В частности, в отношении различных функций, выполняемых описываемыми выше компонентами, узлами, устройствами, составами и пр.: используемые для их описания термины соответствуют, если не оговаривается иначе, объекту, выполняющему определенную функцию данного объекта, который не обязательно должен быть конструкционно эквивалентным раскрываемой элементы. Помимо этого, несмотря на то, что определенный признак изобретения, возможно, охарактеризован в отношении только одного из вариантов осуществления, но этот признак можно скомбинировать с одним или несколькими другими признаками других поясняемых вариантов осуществлений.
Claims (23)
1. Способ изготовления узла приборного щитка, включающий этапы, на которых: обеспечивают первую раму, выполненную из первого материала; причем первая рама образует соответствующую поверхность, сформированную из первого материала, причем первый материал является металлом; обеспечивают первый элемент, выполненный из второго материала; причем первый элемент образует соответствующую поверхность, сформированную из второго материала, причем второй материал является пластмассой; и приклеивают соответствующую поверхность первой рамы к соответствующей поверхности первого элемента клеем, в котором либо первая рама, либо первый элемент, или они оба образуют канал, который по меньшей мере частично образует воздуховод ОВКВ после склеивания соответствующих поверхностей; воздуховод образован при взаимодействии друг с другом первой рамы и первого элемента, а первая рама проходит поперек автомобиля от прилегающей одной стойки автомобиля к прилегающей противоположной стойке автомобиля, при этом воздуховод проходит по существу на то же расстояние, что и первая рама.
2. Способ по п.1, в котором по меньшей мере либо соответствующая поверхность первой рамы, либо соответствующая поверхность первого элемента обладает низкой поверхностной энергией; при этом клей приклеен к поверхности низкой энергии.
3. Способ по п.2, в котором поверхность низкой энергии является соответствующей поверхностью первого элемента, а вторым материалом является пластмасса, поверхностная энергия которой не превышает 45 мДж/м2.
4. Способ по п.3, в котором пластмасса содержит гомополимер, выбранный из группы, состоящей из полиолефина, полистирола и полиамида или их сополимера.
5. Способ по п.3, в котором пластмасса содержит полимер, выбранный из группы, состоящей из сплава полистирола, полибутилентерефталата, сополимера акрилонитрила, бутадиена и стирола, сополимера поликарбоната, акрилонитрила, бутадиена и стирола, сополимера стирола и малеинового ангидрида, полифениленового эфира, полифениленоксида, их комбинации или тому подобного.
6. Способ по п.3, в котором пластмасса содержит волокно.
7. Способ по п.6, в котором волокно выбирают из группы, состоящей из короткого стекловолокна, длинного стекловолокна, короткого природного волокна или длинного природного волокна.
8. Способ по п.6, в котором пластмассу выбирают из группы, состоящей из полипропилена с наполнителем в виде короткого стекловолокна, полипропилена с наполнителем в виде длинного стекловолокна, полиамида со стеклянным наполнителем и сплавов полиамида со стеклянным наполнителем.
9. Способ по любому из пп.1-8, в котором первая рама и ее соответствующая поверхность выполнены из металла, выбранного из группы, состоящей из стали, алюминия или их комбинации.
10. Способ по любому из пп.1-8, в котором дополнительно наносят клей непосредственно на соответствующую поверхность первого элемента без обработки или грунтовки упомянутой соответствующей поверхности первого элемента.
11. Способ по любому из пп.1-8, в котором первый элемент и соответствующая поверхность первого элемента выполнены из полипропилена или полиамида.
12. Способ по любому из пп.1-8, в котором клей содержит органоборановый/аминовый комплекс и один или более мономеров, олигомеров или полимеров олефиновой ненасыщенности, полимеризуемых радикальной полимеризацией.
13. Способ по п.12, в котором полимеризуемый состав также содержит соединение, обусловливающее диссоциацию комплекса с выделением органоборана для инициирования полимеризации одного или более мономеров, олигомеров или полимеров, имеющих олефиновую ненасыщенность.
14. Способ по п.12, в котором аминовую часть органоборанового/аминового комплекса выбирают из группы аминов, имеющих амидиновый структурный компонент; алифатических гетероциклов, имеющих по меньшей мере один атом азота в гетероциклическом кольце; первичных аминов, которые также имеют одну или более принимающих водородную связь групп, в которых имеются по меньшей мере два атома углерода между первичным амином и принимающей водородную связь группой; и из сопряженных иминов.
15. Способ по п.12, в котором амин выбирают из группы, состоящей из диметиламинопропиламина, метоксипропиламина, диметиламиноэтиламина, диметиламинобутиламина, метоксибутиламина, метоксиэтиламина, этоксипропиламина, пропоксипропиламина, полиалкиленовых эфиров, цепь которых завершается амином (таким, как завершенный в цепи амином эфир триметилпропан-три(поли(пропиленгликоля)), аминопропилморфолина, изофорондиамина и аминопропилпропандиамина.
16. Способ по п.12, в котором органоборановую част органоборанового/аминового комплекса выбирают из группы, состоящей из триалкилборана и алкилциклоалкилборана.
17. Способ по п.1, в котором воздуховод обеспечивает сообщение посредством текучей среды между источником кондиционированного воздуха и отверстием, которое по меньшей мере частично ограничено передней панельной частью первого элемента.
18. Способ по 17, в котором первая рама по существу проходит от одной А-стойки автомобиля к другой А-стойке автомобиля.
19. Способ по п.18, в котором первая рама содержит элемент, являющийся опорой для рулевой колонки.
20. Способ по любому из пп.1-8, в котором клей состоит из уретана, акрила, метилметакрилата, эпоксидного соединения, сополимера акрилонитрила, бутадиена и стирола; поликарбоната или из их смеси.
21. Способ по любому из пп.16-19, в котором дополнительно обеспечивают вторую раму; обеспечивают второй элемент; приклеивают вторую раму ко второму элементу и приклеивают вторую раму или второй элемент к первой раме или первому элементу.
22. Способ по любому из пп.1-8, в котором на поверхности первого элемента выполняют покрытие.
23. Способ по п.22, в котором покрытие выполнено сформованным раздувом полимерным материалом.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US44711703P | 2003-02-13 | 2003-02-13 | |
| US60/447,117 | 2003-02-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005128495A RU2005128495A (ru) | 2006-02-10 |
| RU2340503C2 true RU2340503C2 (ru) | 2008-12-10 |
Family
ID=32908411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005128495/11A RU2340503C2 (ru) | 2003-02-13 | 2004-02-11 | Усовершенствованный узел приборного щитка и способ его изготовления |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20070295453A1 (ru) |
| EP (1) | EP1597105A2 (ru) |
| JP (1) | JP2006520287A (ru) |
| KR (1) | KR20050106008A (ru) |
| CN (1) | CN100410126C (ru) |
| BR (1) | BRPI0406585A (ru) |
| CA (1) | CA2513453A1 (ru) |
| MX (1) | MXPA05008586A (ru) |
| RU (1) | RU2340503C2 (ru) |
| WO (1) | WO2004074026A2 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2681813C2 (ru) * | 2014-08-28 | 2019-03-12 | Рено С.А.С. | Надежное соединение усилительных вставок при помощи полимерного материала без сварки или завинчивания вставок |
| RU2719076C2 (ru) * | 2015-09-24 | 2020-04-17 | ФОРД ГЛОУБАЛ ТЕКНОЛОДЖИЗ, ЭлЭлСи | Крепежный соединительный узел панели приборов транспортного средства и транспортное средство |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6739673B2 (en) | 2001-08-15 | 2004-05-25 | Dow Global Technologies, Inc. | Seating system |
| FR2886889B1 (fr) * | 2005-06-14 | 2007-08-17 | Renault Sas | Conduit de distribution d'air dans l'habitacle d'un vehicule automobile |
| JP4806380B2 (ja) * | 2007-09-04 | 2011-11-02 | 本田技研工業株式会社 | 車両用部品の結合構造 |
| DE102008039652A1 (de) * | 2008-08-26 | 2010-03-11 | Lanxess Deutschland Gmbh | Querträgermodul für ein Kraftfahrzeug |
| US8438816B2 (en) | 2008-10-23 | 2013-05-14 | John Murchie | Composite panel |
| US8424207B2 (en) * | 2008-10-27 | 2013-04-23 | Honda Motor Co., Ltd. | Method of making a composite component and apparatus |
| CN101704384B (zh) * | 2009-11-05 | 2011-09-14 | 北汽福田汽车股份有限公司 | 车辆的仪表板装置 |
| KR101144507B1 (ko) * | 2009-11-25 | 2012-05-11 | 기아자동차주식회사 | 차량의 크래쉬 패드 접속 장치 |
| EP2581294B1 (en) * | 2010-06-08 | 2019-08-21 | Toyota Jidosha Kabushiki Kaisha | Vehicle steering column support structure |
| US8534739B2 (en) | 2011-05-27 | 2013-09-17 | Ford Global Technologies, Llc | Cross car beam assembly including reinforced polymerized elements |
| EP2726271B1 (en) * | 2011-07-01 | 2018-09-05 | Toyota Motor Europe | Assembly and assembly method |
| DE102012021493A1 (de) * | 2012-10-31 | 2014-04-30 | Daimler Ag | Querträgeranordnung und Herstellungsverfahren |
| DE102013216026A1 (de) * | 2013-08-13 | 2015-02-19 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung einer Baugruppe |
| CN105083020B (zh) * | 2014-05-06 | 2019-06-07 | 福特环球技术公司 | 用于车辆部件的纤维复合材料支撑 |
| WO2016028783A1 (en) | 2014-08-18 | 2016-02-25 | Lord Corporation | Method for low temperature bonding of elastomers |
| JP6079752B2 (ja) * | 2014-11-17 | 2017-02-15 | トヨタ自動車株式会社 | ステアリング支持構造 |
| JP6391809B2 (ja) * | 2015-03-26 | 2018-09-19 | カルソニックカンセイ株式会社 | ステアリング支持部材構造 |
| FR3047213B1 (fr) * | 2016-02-03 | 2019-04-12 | Reydel Automotive B.V. | Structure de tableau de bord ou de volet d'airbag |
| CN106017527B (zh) * | 2016-06-30 | 2018-08-28 | 扬中市众成管路配件有限公司 | 一种用于仪表板的加强梁总成 |
| JP6745253B2 (ja) * | 2017-03-28 | 2020-08-26 | 株式会社神戸製鋼所 | 車両用構造部材及びその製造方法 |
| US10076958B1 (en) | 2017-06-28 | 2018-09-18 | Ford Global Technologies, Llc | Collapsible panel duct for a vehicle HVAC system |
| US10730557B2 (en) * | 2017-12-11 | 2020-08-04 | Ford Global Technologies, Llc | Cross car beam assembly with composite beam structure and reinforcement |
| US10384723B2 (en) * | 2017-12-19 | 2019-08-20 | Ford Global Technologies, Llc | Vehicle cross-car beam |
| EP3508399B1 (en) * | 2018-01-09 | 2023-02-22 | Motherson Innovations Company Limited | Self-supporting carrier structure for an instrument panel in a vehicle, instrument panel comprising such a carrier structure and vehicle with such an instrument panel |
| US11192595B2 (en) * | 2018-01-09 | 2021-12-07 | Faurecia Emissions Control Technologies, Usa, Llc | Overmolded brackets for composite shock tower |
| US11001310B2 (en) * | 2019-02-05 | 2021-05-11 | GM Global Technology Operations LLC | HVAC instrument panel bracket |
| CN110202284B (zh) * | 2019-05-24 | 2021-03-23 | 武汉普尔泰模型技术有限公司 | 一种汽车前仪表台支架的焊接方法及其所制得的产品 |
| GB2605613B (en) * | 2021-04-07 | 2023-11-15 | Draexlmaier Lisa Gmbh | Cross car beam for a vehicle |
| GB2605615B (en) | 2021-04-07 | 2024-03-27 | Draexlmaier Lisa Gmbh | Cross car beam for a vehicle |
| CN113511051A (zh) * | 2021-05-26 | 2021-10-19 | 重庆长安汽车股份有限公司 | 汽车空调进风口加强结构 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1447384A (en) * | 1973-11-02 | 1976-08-25 | British Leyland Uk Ltd | Moulded fascia surrounds |
| DE19626441A1 (de) * | 1996-06-20 | 1998-01-15 | Sommer Allibert Lignotock Gmbh | Cockpit für Kraftfahrzeuge |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5106928A (en) * | 1991-04-29 | 1992-04-21 | National Starch And Chemical Investment Holding Corporation | Acrylic adhesive composition and organoboron initiator system |
| FR2676688B1 (fr) * | 1991-05-24 | 1993-10-08 | Ecia Equip Composants Ind Auto | Planche de bord perfectionnee. |
| US5311960A (en) * | 1992-12-17 | 1994-05-17 | Ford Motor Company | Two piece multifunctional composite structural cross vehicular beam |
| EP0746573B1 (en) * | 1994-02-22 | 2001-06-06 | Minnesota Mining And Manufacturing Company | Polymerizable compositions made with polymerization initiator systems based on organoborane amine complexes |
| US5686544A (en) * | 1995-08-11 | 1997-11-11 | Minnesota Mining And Manufacturing Company | Organoborane polyamine complex initiator systems and polymerizable compositions made therewith |
| CA2236939A1 (en) * | 1995-11-07 | 1997-05-15 | E. John Deviny | Initiator system and adhesive composition made therewith |
| US5957498A (en) * | 1997-10-07 | 1999-09-28 | Chrysler Corporation | Steering column support system |
| JPH11165563A (ja) * | 1997-12-01 | 1999-06-22 | Moriroku Company Ltd | 自動車の前部内装部品組立体 |
| US6398256B1 (en) * | 1999-02-22 | 2002-06-04 | Kansei Corporation | Vehicle instrument panel |
| JP2000264095A (ja) * | 1999-03-18 | 2000-09-26 | Calsonic Kansei Corp | 車両用ダクト構造 |
| US6806330B1 (en) * | 1999-12-17 | 2004-10-19 | Dow Global Technologies Inc. | Amine organoborane complex polymerization initiators and polymerizable compositions |
| US6497432B2 (en) * | 2000-02-22 | 2002-12-24 | Delphi Technologies, Inc. | Structural attachment system and method for a vehicle |
| US6237956B1 (en) * | 2000-04-17 | 2001-05-29 | Lear Corporation | Steering column support bracket |
| KR20030007539A (ko) * | 2000-04-20 | 2003-01-23 | 데코마 익스테리어 트림 인크. | 패널 성형 방법 |
| DE10044379A1 (de) * | 2000-09-08 | 2002-04-04 | Behr Gmbh & Co | Bauteil für ein Kraftfahrzeug |
| US20020153741A1 (en) * | 2001-02-20 | 2002-10-24 | Speelman Phillip Brian | Instrument panel and method of manufacture |
| GB0114684D0 (en) * | 2001-06-15 | 2001-08-08 | Dow Chemical Co | Automobile assembly |
| DE10234198B4 (de) * | 2001-07-27 | 2007-04-19 | Toyoda Gosei Co., Ltd. | Verfahren zum Herstellen eines Fahrzeuginnenraumgegenstands sowie Gegenstand |
| US6536802B1 (en) * | 2001-11-13 | 2003-03-25 | Trw Vehicle Safety Systems Inc. | Vehicle instrument panel assembly |
| US20040108744A1 (en) * | 2002-12-10 | 2004-06-10 | Scheib Chales J. | Structural hybrid attachment system |
-
2004
- 2004-02-11 CA CA002513453A patent/CA2513453A1/en not_active Abandoned
- 2004-02-11 RU RU2005128495/11A patent/RU2340503C2/ru not_active IP Right Cessation
- 2004-02-11 WO PCT/US2004/003857 patent/WO2004074026A2/en not_active Ceased
- 2004-02-11 KR KR1020057014867A patent/KR20050106008A/ko not_active Ceased
- 2004-02-11 US US10/545,282 patent/US20070295453A1/en not_active Abandoned
- 2004-02-11 BR BR0406585-9A patent/BRPI0406585A/pt not_active IP Right Cessation
- 2004-02-11 MX MXPA05008586A patent/MXPA05008586A/es unknown
- 2004-02-11 JP JP2006503450A patent/JP2006520287A/ja not_active Ceased
- 2004-02-11 CN CNB2004800042070A patent/CN100410126C/zh not_active Expired - Fee Related
- 2004-02-11 EP EP04710181A patent/EP1597105A2/en not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1447384A (en) * | 1973-11-02 | 1976-08-25 | British Leyland Uk Ltd | Moulded fascia surrounds |
| DE19626441A1 (de) * | 1996-06-20 | 1998-01-15 | Sommer Allibert Lignotock Gmbh | Cockpit für Kraftfahrzeuge |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2681813C2 (ru) * | 2014-08-28 | 2019-03-12 | Рено С.А.С. | Надежное соединение усилительных вставок при помощи полимерного материала без сварки или завинчивания вставок |
| RU2719076C2 (ru) * | 2015-09-24 | 2020-04-17 | ФОРД ГЛОУБАЛ ТЕКНОЛОДЖИЗ, ЭлЭлСи | Крепежный соединительный узел панели приборов транспортного средства и транспортное средство |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1750963A (zh) | 2006-03-22 |
| EP1597105A2 (en) | 2005-11-23 |
| CN100410126C (zh) | 2008-08-13 |
| MXPA05008586A (es) | 2005-11-04 |
| KR20050106008A (ko) | 2005-11-08 |
| JP2006520287A (ja) | 2006-09-07 |
| WO2004074026A3 (en) | 2005-03-24 |
| RU2005128495A (ru) | 2006-02-10 |
| CA2513453A1 (en) | 2004-09-02 |
| WO2004074026A2 (en) | 2004-09-02 |
| BRPI0406585A (pt) | 2006-01-17 |
| US20070295453A1 (en) | 2007-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2340503C2 (ru) | Усовершенствованный узел приборного щитка и способ его изготовления | |
| US7250091B2 (en) | Method of forming a seating system | |
| RU2283256C2 (ru) | Узел автомобиля | |
| US7926870B2 (en) | Modular assembly for a vehicle | |
| US20040188885A1 (en) | Instrument panel assembly and method of forming same | |
| US20070236049A1 (en) | Modular assembly for a vehicle | |
| US20040238114A1 (en) | Air bag system and method of forming the same | |
| CN100427336C (zh) | 座椅系统及其制作方法 | |
| US20230025965A1 (en) | Exposed Structural Corner Reinforcement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20110212 |