RU2139378C1 - Способ сушки и усадки текстильного изделия и устройство для его осуществления - Google Patents
Способ сушки и усадки текстильного изделия и устройство для его осуществления Download PDFInfo
- Publication number
- RU2139378C1 RU2139378C1 RU96101793A RU96101793A RU2139378C1 RU 2139378 C1 RU2139378 C1 RU 2139378C1 RU 96101793 A RU96101793 A RU 96101793A RU 96101793 A RU96101793 A RU 96101793A RU 2139378 C1 RU2139378 C1 RU 2139378C1
- Authority
- RU
- Russia
- Prior art keywords
- textile product
- guide
- product
- textile
- tapes
- Prior art date
Links
Images

Abstract
Изобретение относится к области отделки текстильных изделий. Обрабатываемое влажное изделие перемещается внутри транзитного канала, образованного между по меньшей мере двумя бесконечными вращающимися проницаемыми для воздуха направляющими лентами через по меньшей мере одну сушильную позицию. Для получения точной формы текстильного полотна с улучшенной равномерностью структуры последнее закрепляется на нижней раме, которая непрерывно вращается и перемещается в направлении дутья сопл горячего воздуха по транзитному каналу, фиксируется сбоку и перемещается волнообразно через сушильную позицию. Обрабатываемое изделие на соответствующем обдуваемом участке отдельного сопла горячего воздуха останавливается на некоторое время возле направляющей ленты, обращенной в сторону от сопла. Предложенные технология и устройство обеспечивают хорошее качество отделки текстильных изделий. 2 с. и 12 з.п. ф-лы, 7 ил.
Description
Изобретение касается способа непрерывной сушки и усадки текстильных вязаных или тканых изделий, причем обрабатываемое влажное изделие подают по транзитному каналу, расположенному между, по меньшей мере, двумя бесконечными вращающимися, проницаемыми для воздуха направляющими лентами, для двусторонней сушки через, по меньшей мере, одну сушильную позицию, образованную расположенными друг против друга со смещением и без смещения по отношению друг к другу соплами горячего воздуха, а также устройства для осуществления указанного способа.
Из заявки ФРГ DE-A-2927974 известен способ указанного выше вида, при котором обрабатываемое текстильное изделие пропускается через сушильную позицию с провисанием как в продольном, так и в поперечном направлении.
Из европейской заявки ЕР-A-148 113 известен способ непрерывной сушки и усадки текстильных вязаных или тканых изделий, при котором обрабатываемое влажное изделие подают по транзитному каналу, расположенному между, по меньшей мере, двумя бесконечными вращающимися, проницаемыми для воздуха направляющими лентами для двусторонней сушки через, по меньшей мере, одну сушильную позицию, образованную расположенными друг против друга со смещением и без смещения по отношению друг к другу соплами горячего воздуха. При этом способе обрабатываемое текстильное изделие пропускается с провисанием как в продольном, так и в поперечном направлении через две сушильные позиции.
Обоим указанным способам присущ тот недостаток, что обработанные такими способами текстильные изделия в большинстве случаев приобретают неравномерную усадку и/или вытяжку, вследствие чего затем требуется дополнительная относительно трудоемкая обработка.
Задачей данного изобретения является создание способа, обеспечивающего получение текстильных изделий с высокой точностью сохранения их формы и улучшенной величиной потребительской усадки.
Другой задачей изобретения является создание устройства для осуществления этого способа.
Указанная задача решается тем, что при способе непрерывной сушки и усадки текстильных вязаных или тканых изделий, при котором обрабатываемое влажное изделие подают по транзитному каналу, расположенному между, по меньшей мере, двумя бесконечными вращающимися, проницаемыми для воздуха направляющими лентами для двусторонней сушки через, по меньшей мере, одну сушильную позицию, образованную расположенными друг против друга со смещением и без смещения по отношению друг к другу соплами горячего воздуха, согласно изобретению обрабатываемое изделие закрепляют с опережением на беспрерывно вращающейся, перемещающейся с зазором вперед в направлении дутья натяжной раме, натягивают в поперечном направлении и фиксируют сбоку в направлении (D) прохождения в виде волн через сушильную позицию, при этом обрабатываемое изделие на соответствующем обдуваемом участке отдельного сопла горячего воздуха находится некоторое время возле обращенной в противоположную сторону от указанного сопла направляющей ленты, при этом нижнюю и/или верхнюю направляющую ленту перемещают вперед с большей скоростью, чем натяжную раму.
Скорость вращения лево- и правосторонних держателей текстильного изделия на натяжной раме индивидуально регулируют для обеспечения разных между собой скоростей транспортировки.
Обрабатываемое изделие пропускают до его подачи на натяжную раму через устройство (A) для растяжения в ширину.
Растянутое в ширину изделие по выходе из устройства (A) для растяжения в ширину и боковой фиксации на натяжной раме перемещают дальше посредством узла для поддержки и транспортировки текстильного изделия, сужающегося на конус в плоскости (C) поддержки текстильного изделия, достигающего требуемой рабочей ширины (H) и располагающегося по всей ширине (G) текстильного изделия, и узел для поддержки и транспортировки текстильного изделия имеет предпочтительно несколько расположенных сбоку, разнесенных между собой и ориентированных в направлении транспортировки бесконечных вращающихся транспортирующих канатов или лент.
Используют нижнюю и/или верхнюю направляющую ленту, образованную несколькими независимыми друг от друга более узкими лентами или канатами, скорость вращения которых (v1, v2, v3) регулируют предпочтительно индивидуально.
Транзитный канал ограничен несколькими независимыми друг от друга группами направляющих лент, и скорость вращения направляющих лент (v1, v2, v3) регулируют предпочтительно индивидуально.
Скорость вращения направляющих лент собственно в зоне усадки является наибольшей.
Приводом отдельных направляющих лент индивидуально управляют с помощью устройства для сканирования изделия, предпочтительно с помощью оптоэлектронного сканирующего устройства.
Приводом отдельных расположенных рядом и параллельно друг другу лент или канатов управляют так, чтобы при обработке вязаного изделия петли располагались перпендикулярно перемещающемуся текстильному изделию и были ориентированы друг на друга, а при обработке тканого изделия уточная нить располагалась перпендикулярно перемещающемуся текстильному изделию, и при необходимости можно было изменить усилие деформации или растяжения последнего.
Другая задача решается тем, что в устройстве для непрерывной сушки и усадки текстильных вязаных или тканых изделий, содержащем, по меньшей мере, одну сушильную позицию, образованную несколькими расположенными друг против друга со смещением и без смещения относительно друг друга в транзитном канале соплами горячего воздуха, а также, по меньшей мере, две ограничивающие сверху и снизу указанный канал, бесконечные вращающиеся, проницаемые для воздуха направляющие ленты, согласно изобретению для прохождения обрабатываемого текстильного полотна, по меньшей мере, через одну сушильную позицию предусмотрена непрерывно вращающаяся рама для натяжения текстильного изделия, установленная с возможностью перемещения в ограниченном направляющими лентами транзитном канале, при этом расстояние по вертикали между указанной рамой и нижней ветвью, по меньшей мере, одной верхней направляющей ленты и верхней ветвью, по меньшей мере, одной нижней направляющей ленты выбрано так, чтобы при работе устройства обрабатываемое, удерживаемое рамой для натяжки текстильного изделия и перемещаемое текстильное изделие на соответствующем участке направленного на него сопла горячего воздуха при локальном ограничении достигало более удаленную направляющую ленту, при этом нижняя и/или верхняя направляющая лента перемещается вперед с большей скоростью, чем натяжная рама, средства подачи (A, B) обрабатываемого изделия к натяжной раме выполнены с возможностью закрепления с опережением обрабатываемого изделия на натяжной раме.
Перед натяжной рамой расположено устройство (A) для растяжения в ширину текстильного изделия, снабженное, по меньшей мере, двумя валками, из которых один по своей периферии имеет рельеф, образованный множеством выступов и углублений, а другой по своей периферии имеет схожий рельеф, выступы которого входят в углубления упомянутого ранее валка.
Лево- и правосторонние держатели текстильного изделия на натяжной раме образованы бесконечной вращающейся цепью, снабженной иглами или клуппами, и, по меньшей мере, одна из цепей перемещается внутри транзитного канала по расположенному в продольном направлении последнего направляющему и перекрывающему каналу, опирающемуся в вертикальном направлении предпочтительно, по меньшей мере, на верхнюю и нижнюю направляющие ленты.
Расстояние (К) между обеими ограничивающими в вертикальном направлении транзитный канал направляющими лентами регулируется.
Направление истечения, по меньшей мере, на одном участке зоны усадки устройства встречно направлению (D) прохождения текстильного изделия и наклонно к вертикали на угол 1 - 40o и усилие дутья и угол наклона согласованы между собой с отсутствием во время работы существенного смещения текстильного изделия, располагающегося отдельными участками на обеих направляющих лентах.
Ниже изобретение поясняется с привлечением чертежей.
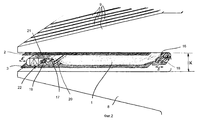
На фиг. 1 показан продольный разрез варианта выполнения устройства согласно изобретению.
На фиг. 2 в увеличенном масштабе показан разрез по линии 11-11 в перспективе.
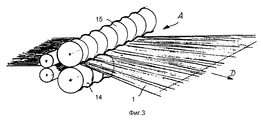
На фиг. 3 в увеличенном масштабе показан в перспективе вид спереди устройства A для растяжения в ширину по фиг. 1.
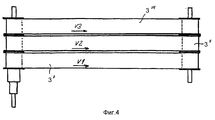
На фиг. 4 схематически изображен вид сверху на верхние ветви нижнего ленточного направляющего узла во втором варианте исполнения устройства согласно изобретению.
На фиг. 5 схематически изображен в перспективе узел поддержки и транспортировки текстильного изделия, способствующего равномерному сужению последнего.
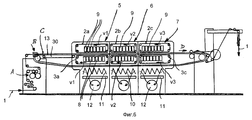
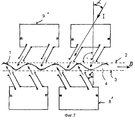
На фиг. 6 схематически показан вид сбоку на еще один вариант исполнения ленточного направляющего узла, выполненного согласно изобретению устройства.
На фиг. 7 в увеличенном масштабе показано поперечное сечение по специальному варианту исполнения сопла горячего воздуха.
Как явствует из фиг. 1, обрабатываемое влажное текстильное изделие 1 подают по транзитному каналу 4, образованному между двумя бесконечными вращающимися, проницаемыми для воздуха направляющими лентами 2 и 3, для двусторонней обработки и сушки через три сушильные позиции 5, 6, 7, которые расположены последовательно и образованы известным образом.
Указанные сушильные позиции 5, 6, и 7 снабжены известным образом боковыми, разнесенными между собой и ориентированными на транзитный канал 4 щелевыми соплами горячего воздуха 8 или 9, расположенными перпендикулярно направлению транспортировки D обрабатываемого тканого изделия 1 по всей ширине обеих направляющих лент 2 и 3.
Для создания волнового движения в перемещаемом по транзитному каналу 4 обрабатываемом текстильном изделии 1 щелевые сопла 9 горячего воздуха расположены - в направлении транспортировки D указанного текстильного изделия 1 - со смещением по отношению к нижним щелевым соплам 8 горячего воздуха.
Горячий воздух, подаваемый по щелевым соплам 8 и 9, после своего воздействия на обрабатываемое текстильное изделие 1 отсасывается через воздушные фильтры 10 и теплообменник 11 посредством вентиляторов 12 и после повторного нагрева подается в соответствующие сопла 8 и 9.
Как можно видеть в частности на фиг. 1, 2 и 3, обрабатываемое влажное текстильное изделие 1 с целью обеспечения пo возможности равномерного вытягивания по всей его ширине подается сначала в устройство для растяжения в ширину A, а затем на раму 13 для натягивания, совершающую непрерывное вращение и перемещающуюся вперед в направлении дутья по транзитному каналу 4 с зазором, и с опережением закрепляется на участке В посредством игл на указанной раме.
Устройство A для растяжения в ширину, как это явствует из фиг. 3, снабжено известным способом двумя вращающимися, расположенными между образующими зазор для растяжения валками 14 и 15 с канавками.
После устройства A для растяжения в ширину текстильное изделие 1 подается несколькими роликовыми тканерасправителями на узел В для надевания на иглы. После бокового надевания на иглы растянутого по ширине таким образом текстильного изделия 1 посредством узла B для надевания на иглы на раме 13 для натягивания растянутое по ширине изделие 1 удерживается в исходном положении F (см. фиг. 5) посредством узла 30 для поддержки и транспортировки текстильного изделия 1, которое в направлении плоскости C опоры текстильного полотна сужается на конус, достигает требуемой ширины H обработки и сбоку располагается по всей ширине G текстильного изделия, а также удерживается сбоку тоже сужающейся на конус непрерывно вращающейся рамой 13 для натяжения и заводится во входное отверстие сушильной позиции 5, 6, 7.
Таким образом при сужении текстильного полотна с ширины F до ширины H, при которой изделие заводится в сушильную позицию 5, 6, 7, обеспечивается по возможности равномерная структура текстильного изделия, поскольку изделие 1 при его сужении располагается на верхних ветвях бесконечно вращающихся транспортирующих сторонах 31, и последние в результате этого содействуют равномерному сужению текстильного изделия 1 по всей изменяющейся ширине G.
Как можно видеть на фиг. 2, бесконечно вращающаяся натяжная рама 13 имеет лево- и правосторонний держатели 18, 19 текстильного изделия, снабженные иглами 16 и 17 для боковой фиксации обрабатываемого текстильного изделия 1, образованные каждый бесконечной цепью и скорость вращения которых в направлении укладки уточных нитей может индивидуально регулироваться.
В показанном варианте исполнения одна из обеих бесконечных цепей 18 и 19 перемещается внутри транзитного канала 4 для предупреждения повреждения верхней направляющей ленты 2 иглами 17 по направляющему и перекрывающему каналу 20, выполненному в продольном направлении направляющего канала 4. При этом оба держателя 18, 19 текстильного изделия - в целях приведения в соответствие натяжной рамы 13 с определенной шириной изделия - выполнены регулируемыми в направлении Е. Разумеется, возможно также пропустить держатель 18 текстильного изделия внутри аналогичного направляющего и перекрывающего канала 20 между верхней и нижней направляющими лентами 2 и 3.
Направляющий и перекрывающий канал 20 в вертикальном направлении опирается на верхнюю и нижнюю направляющие ленты 2 и 3, а на своих контактирующих с последними участках 21 и 22 имеют покрытие, выполненное из снижающего трение материала, например, из тефлона®.
Благодаря такому боковому направлению обрабатываемого текстильного изделия 1, удерживаемого натянутым в поперечном направлении посредством перемещающийся через сушильную позицию, непрерывно вращающейся натяжной рамы 13, можно получить конечное изделие с чрезвычайно равномерной структурой, выдержанностью в размерах и стабильностью формы.
Благодаря такому боковому направлению обрабатываемого текстильного изделия 1, удерживаемого натянутым в поперечном направлении посредством перемещающийся через сушильную позицию, непрерывно вращающейся натяжной рамы 13, можно получить конечное изделие с чрезвычайно равномерной структурой, выдержанностью в размерах и стабильностью формы.
Для того, чтобы, например, в вытянутом текстильном изделии 1 обеспечить расположение уточных нитей или петель по прямой, перпендикулярной к продольному направлению текстильного изделия, и/или, чтобы если смотреть по ширине текстильного изделия для получения более однородного конечного изделия получать разный эффект деформации и растяжения, возможно, как явствует из фиг. 4, предусмотреть применение вместо одной нижней и одной верхней направляющей ленты 3 или 2 нескольких более узких направляющих лент 3', 3'' и 3''', а скорость вращения v1, v2 и v3 регулировать с помощью оптоэлектронного устройства для сканирования текстильного изделия, выпускаемого, например, фирмой Mahlo, ФРГ, или фирмой Erhard & Leimer, ФРГ.
Для того, чтобы деформацию или растяжение обрабатываемого текстильного изделия 1 можно было более целенаправленно выполнить с получением определенной плотности, возможно, как это показано на фиг. 5, предусмотреть применение вместо одной нижней и одной верхней направляющей ленты 3 или 4 нескольких последовательно расположенных и независимых друг от друга групп направляющих лент 2a, 3a, 2b, 3b, 2c, 3c, а их скорости вращения v1, v2, v3 регулировать индивидуально с помощью оптоэлектронного устройства для сканирования текстильного изделия.
В целях усиления эффекта усадки в зоне усадки внутри сушильной позиции целесообразно, чтобы, как явствует из фиг. 7, направление I истечения горячего воздуха из сопел 8 и 9 в указанной зоне было бы встречным к направлению D прохождения текстильного изделия и имело наклон к вертикали на угол α = 1-40o. Усилие дутья и угол наклона α должны быть при этом согласованы между собой таким образом, чтобы при работе не происходило существенного смещения участков текстильного изделия, располагающегося на обеих направляющих лентах 2 и 3. Благодаря такому выполнению сопел горячего воздуха 8' и 9' в зоне усадки сушильной позиции по сравнению с традиционным вертикальным расположением сопел горячего воздуха может достигаться увеличение деформирующего усилия, воздействующего при соударении с соответствующей направляющей лентой 4 или 3, на обрабатываемое текстильное изделие 1.
Claims (14)
1. Способ непрерывной сушки и усадки текстильных вязаных или тканых изделий, при котором обрабатываемое влажное изделие подают по транзитному каналу, расположенному между по меньшей мере двумя бесконечными вращающимися проницаемыми для воздуха направляющими лентами для двусторонней сушки через по меньшей мере одну сушильную позицию, образованную расположенными друг напротив друга со смещением и без смещения по отношению друг к другу соплами горячего воздуха, отличающийся тем, что обрабатываемое изделие закрепляют с опережением на беспрерывно вращающейся, перемещающейся с зазором вперед в направлении дутья натяжной раме, натягивают в поперечном направлении и фиксируют сбоку в направлении (D) прохождения в виде волн через сушильную позицию, при этом обрабатываемое изделие на соответствующем обдуваемом участке отдельного сопла горячего воздуха находится некоторое время возле обращенной в противоположную сторону от указанного сопла направляющей ленты, при этом нижнюю и/или верхнюю направляющую ленту перемещают вперед с большей скоростью, чем натяжную раму.
2. Способ по п.1, отличающийся тем, что скорость вращения лево- и правосторонних держателей текстильного изделия на натяжной раме индивидуально регулируют для обеспечения разных между собой скоростей транспортировки.
3. Способ по п. 1 или 2, отличающийся тем, что обрабатываемое изделие пропускают до его подачи на натяжную раму через устройство (A) для растяжения в ширину.
4. Способ по п.3, отличающийся тем, что растянутое в ширину изделие по выходе из устройства (A) для растяжения в ширину и боковой фиксации на натяжной раме перемещают дальше посредством узла для поддержки и транспортировки текстильного изделия, сужающегося на конус в плоскости (C) поддержки текстильного изделия, достигающего требуемой рабочей ширины (H) и располагающегося по всей ширине (G) текстильного изделия, и узел для поддержки и транспортировки текстильного изделия имеет предпочтительно несколько расположенных сбоку, разнесенных между собой и ориентированных в направлении транспортировки бесконечных вращающихся транспортирующих канатов или лент.
5. Способ по одному из пп.1 - 4, отличающийся тем, что используют нижнюю и/или верхнюю направляющую ленту, образованную несколькими независимыми друг от друга более узкими лентами или канатами, скорость вращения которых (v1, v2, v3) регулируют предпочтительно индивидуально.
6. Способ по одному из пп.1 - 5, отличающийся тем, что транзитный канал ограничен несколькими независимыми друг от друга группами направляющих лент, и скорость вращения направляющих лент (v1, v2, v3) регулируют предпочтительно индивидуально.
7. Способ по п.6, отличающийся тем, что скорость вращения направляющих лент собственно в зоне усадки является наибольшей.
8. Способ по одному из пп.5 - 7, отличающийся тем, что приводом отдельных направляющих лент индивидуально управляют с помощью устройства для сканирования изделия предпочтительно с помощью оптоэлектронного сканирующего устройства.
9. Способ по одному из пп.5 - 8, отличающийся тем, что приводом отдельных расположенных рядом и параллельно друг другу лент или канатов управляют так, чтобы при обработке вязаного изделия петли располагались перпендикулярно перемещающемуся текстильному изделию и были ориентированы друг на друга, а при обработке тканого изделия уточная нить располагалась перпендикулярно перемещающемуся текстильному изделию и при необходимости можно было изменить усилие деформации или растяжения последнего.
10. Устройство для непрерывной сушки и усадки текстильных вязаных или тканых изделий, содержащее по меньшей мере одну сушильную позицию, образованную несколькими расположенными друг напротив друга со смещением и без смещения относительно друг друга в транзитном канале соплами горячего воздуха, а также по меньшей мере две ограничивающие сверху и снизу указанный канал бесконечные вращающиеся проницаемые для воздуха направляющие ленты, отличающееся тем, что прохождения обрабатываемого текстильного полотна по меньшей мере через одну сушильную позицию предусмотрена непрерывно вращающаяся рама для натяжения текстильного изделия, установленная с возможностью перемещения в ограниченном направляющими лентами транзитном канале, при этом расстояние по вертикали между указанной рамой и нижней ветвью по меньшей мере одной верхней направляющей ленты и верхней ветвью по меньшей мере одной нижней направляющей ленты выбрано таким, чтобы при работе устройства обрабатываемое удерживаемое рамой для натяжки текстильного изделия и перемещаемое текстильное изделие на соответствующем участке направленного на него сопла горячего воздуха при локальном ограничении достигало более удаленную направляющую ленту, при этом нижняя и/или верхняя направляющая лента перемещается вперед с большей скоростью, чем натяжная рама, средства подачи (A, B) обрабатываемого изделия к натяжной раме выполнены с возможностью закрепления с опережением обрабатываемого изделия на натяжной раме.
11. Устройство по п. 10, отличающееся тем, что перед натяжной рамой расположено устройство (A) для растяжения в ширину текстильного изделия, снабженное по меньшей мере двумя валками, из которых один по своей периферии имеет рельеф, образованный множеством выступов и углублений, а другой по своей периферии имеет схожий рельеф, выступы которого входят в углубления упомянутого ранее валка.
12. Устройство по п.10 или 11, отличающееся тем, что лево- и правосторонние держатели текстильного изделия на натяжной раме образованы бесконечной вращающейся цепью, снабженной иглами или клуппами, и по меньшей мере одна из цепей перемещается внутри транзитного канала по расположенному в продольном направлении последнего направляющему и перекрывающему каналу, опирающемуся в вертикальном направлении предпочтительно по меньшей мере на верхнюю и нижнюю направляющие ленты.
13. Устройство по одному из пп.10 - 12, отличающееся тем, что расстояние (K) между обеими ограничивающими в вертикальном направлении транзитный канал направляющими лентами регулируется.
14. Устройство по одному из пп.10 - 13, отличающееся тем, что направление истечения по меньшей мере на одном участке зоны усадки устройства встречно направлению (D) прохождения текстильного изделия и наклонно к вертикали на угол 1 - 40o, и усилие дутья и угол наклона согласованы между собой с отсутствием во время работы существенного смещения текстильного изделия, располагающегося отдельными участками на обеих направляющих лентах.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95810058.8 | 1995-01-31 | ||
| EP95810058A EP0725178B2 (de) | 1995-01-31 | 1995-01-31 | Verfahren und Vorrichtung zum Trocknen und Krumpfen von textiler Ware |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU96101793A RU96101793A (ru) | 1998-03-10 |
| RU2139378C1 true RU2139378C1 (ru) | 1999-10-10 |
Family
ID=8221692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU96101793A RU2139378C1 (ru) | 1995-01-31 | 1996-01-30 | Способ сушки и усадки текстильного изделия и устройство для его осуществления |
Country Status (2)
| Country | Link |
|---|---|
| RU (1) | RU2139378C1 (ru) |
| TW (1) | TW313605B (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108018663A (zh) * | 2016-11-02 | 2018-05-11 | 天津太卡科技发展有限公司 | 一种服装加工用快速烘干处理装置 |
| CN111330917A (zh) * | 2020-04-21 | 2020-06-26 | 南通芯盟测试研究院运营管理有限公司 | 微电子器件编带的除尘装置 |
-
1996
- 1996-01-17 TW TW85100532A patent/TW313605B/zh active
- 1996-01-30 RU RU96101793A patent/RU2139378C1/ru active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108018663A (zh) * | 2016-11-02 | 2018-05-11 | 天津太卡科技发展有限公司 | 一种服装加工用快速烘干处理装置 |
| CN108018663B (zh) * | 2016-11-02 | 2023-09-08 | 池州市金能供热有限公司 | 一种服装加工用快速烘干处理装置 |
| CN111330917A (zh) * | 2020-04-21 | 2020-06-26 | 南通芯盟测试研究院运营管理有限公司 | 微电子器件编带的除尘装置 |
| CN111330917B (zh) * | 2020-04-21 | 2024-01-02 | 南通芯盟测试研究院运营管理有限公司 | 微电子器件编带的除尘装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW313605B (ru) | 1997-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5943747A (en) | Drying and shrinking of textile webs using a tentering frame equipped with guide belts and hot air nozzles | |
| US3589029A (en) | Process and apparatus for the continuous treatment of textile materials | |
| US5274892A (en) | Process and apparatus for shrinking textile fabrics | |
| US4392309A (en) | Apparatus for heat treating a continuously moving web | |
| US5309613A (en) | Process and apparatus for improving the handle and surface of textile fabrics and knitted materials | |
| US4562627A (en) | Method for finish drying of tubular knitted fabrics | |
| JPS5926697B2 (ja) | 移動中の繊維材料のウェブを処理する装置 | |
| RU2139378C1 (ru) | Способ сушки и усадки текстильного изделия и устройство для его осуществления | |
| US3990274A (en) | Apparatus for continuously processing fabric | |
| US20060053840A1 (en) | Device for preparing textiles | |
| US3618226A (en) | Apparatus for continuously drying web material especially textile material | |
| US4146946A (en) | Apparatus for steaming of tubular knitted fabric | |
| US3925865A (en) | Fabric bulking unit | |
| US20120233826A1 (en) | Method and apparatus for compacting tubular fabrics | |
| CN101111633B (zh) | 用于整理拉幅的门幅织物的方法和装置 | |
| US6354017B1 (en) | Apparatus and method for heatsetting a knitted fabric in tubular form | |
| RU96101793A (ru) | Способ сушки и усадки текстильного изделия и устройство для его осуществления | |
| US5062220A (en) | Textile fabric dryer and method | |
| JP2002004166A (ja) | 緩和乾燥器 | |
| US3496647A (en) | Dryer for fabrics and the like | |
| US3771952A (en) | Web scouring method and apparatus | |
| US3438139A (en) | Apparatus for setting fabric | |
| EP0179932B1 (en) | Method and apparatus for drying tubular knitted fabric | |
| US4523389A (en) | Apparatus for drying tubular knitted fabric | |
| NL1003706C2 (nl) | Werkwijze en inrichting voor het drogen en krimpen van textiele produkten. |