RU2074052C1 - Промежуточное устройство для литья под низким давлением металлических сплавов с высокой точкой плавления и установка, использующая это устройство - Google Patents
Промежуточное устройство для литья под низким давлением металлических сплавов с высокой точкой плавления и установка, использующая это устройство Download PDFInfo
- Publication number
- RU2074052C1 RU2074052C1 SU915001378A SU5001378A RU2074052C1 RU 2074052 C1 RU2074052 C1 RU 2074052C1 SU 915001378 A SU915001378 A SU 915001378A SU 5001378 A SU5001378 A SU 5001378A RU 2074052 C1 RU2074052 C1 RU 2074052C1
- Authority
- RU
- Russia
- Prior art keywords
- sleeve
- casting
- mold
- metal
- intermediate device
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Crushing And Grinding (AREA)
- Ceramic Products (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Disintegrating Or Milling (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Moulding By Coating Moulds (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Изобретение относится к литью под низким давлением. Сущность изобретения: промежуточное устройство содержит втулку 8 с фланцем и осевым отверстием, в котором размещена с зазором гильза 9 из огнеупорного материала. Зазор заполнен утрамбованным бетоном 10. Промежуточное устройство располагается между нижней частью формы 1 и верхней частью металлопровода 4. 2 с. и 3 з.п. ф-лы, 2 ил.
Description
Изобретение относится к промежуточному устройству износа для осуществления способа литья отливок под низким давлением.
Более конкретно, оно относится к промежуточному устройству износа для осуществления способа литья отливок под низким давлением из металлического сплава с высокой точкой плавления такого как чугун, сталь, суперсплав в плавильной печи или в различном ковше в земляной форме под давлением газа с питанием формы снизу вверх.
По патенту Франции N 1187724 известна питающая труба формы под давлением. Верхний конец питающей трубы закреплен в гнезде. Смесь заполняет пустоты между гнездом и питающей трубой, обеспечивая таким образом уплотнение. На верхней части гнезда устанавливается кольцо.
Промежуточное устройство, выполненное по патенту Франции N А-1187724, не препятствует или не уменьшает термические и механические напряжения, которым подвергается питающая труба. Действительно, это устройство, хотя и размещенное в верхней части, охватывает трубу, которая поднимается также высоко, что и устройство. Следовательно, охлаждение металла начинается сверху. В этой связи труба подвергается более интенсивным термическим ударам, чем устройство, которое удалено от металла на толщину трубы.
Кроме того, в ходе охлаждения металл затвердевает в подающей трубе. Затвердевший металл удаляется механическим путем, что приводит к механическим ударам в трубе.
Совокупность термических и механических ударов приводит к быстрому износу трубы, что первоначально повреждает состояние поверхности, что вызывает утечки, а в дальнейшем принуждает к замене трубы. Этот ремонт является дорогостоящим и требует много времени. Действительно, нужно останавливать печь, затем ее высушивать, что приводит к остановке указанной плавильной печи или разливочного ковша и формы.
Целью настоящего изобретения является устранение этих недостатков и предоставление различных преимуществ, заключающихся, в основном, в сокращении износа подающей трубы или литейного канала, подающего в форму жидкий металл, исключая механические и термические удары в трубе или в канале.
Другой целью изобретения является исключение опасностей утечки жидкого металла.
Для этой цели промежуточное устройство износа для осуществления способа литья отливок под низким давлением, как оно определено выше, отличается согласно изобретению тем, что верхняя часть указанного устройства устанавливается в контакте с нижней частью указанной формы, причем устройство центрируется по отношению к литейному стоку, открытому к нижней части формы, при этом нижняя часть устройства вступает в контакт с верхней стороной литейного наконечника.
Для выдерживания очень высоких температур и для возможности постоянной опоры на всю верхнюю поверхность устройства это устройство включает в себя следующие детали: кольцо, имеющее плоское основание в своей нижней части и внутреннюю полую цилиндрическую часть, выходящую на уровне верхней части и на уровне нижней части, цилиндрическая втулка из огнеупорного материала, причем ее наружная оболочка подгоняется во внутренней полой части кольца путем прокладки трамбованного бетона, при этом верхняя и нижняя стороны втулки выходят на уровень верхней и нижней сторон кольца.
С целью обеспечения герметичности прокладка является сменной по отношению к форме и по отношению к устройству, согласно изобретению образованному кольцом и втулкой.
В преимущественном варианте выполнения, который позволяет распределять давление, вызываемое весом формы, промежуточное устройство для осуществления способа литья под низким давлением отливок из металлического сплава с высокой точкой плавления такого как чугун, сталь, суперсплав, отлитый в земляной форме с подачей снизу вверх, отличается тем, что оно имеет верхнюю плоскую сторону и нижнюю плоскую сторону, причем верхняя сторона заключена в плоскости, параллельной указанной нижней стороне.
Промежуточное устройство износа имеет верхнюю сторону, совмещенную в той же горизонтальной плоскости, что и нижняя сторона формы.
Устройство согласно изобретению содержит полую цилиндрическую внутреннюю часть, продолжающую литейный канал с равномерным сечением и соединенную со стеком питания формы.
Для возможности быстрого ремонта в случае утечки с заменой только устройства, согласно изобретению это устройство является съемным и крепится с возможностью демонтажа относительно литейного наконечника.
Кроме того, указанное устройство содержит герметичное и огнеупорное соединение между втулкой и огнеупорной футеровкой канала литейного наконечника, образованного закраиной при установке на место устройства, при этом указанная закраина образует уплотнение.
С целью ограничения термических и механических ударов устройством согласно изобретению, не затрагивая литейный канал, оно отличается тем, что ее полая внутренняя часть после литья содержит в своем верхнем участке весь затвердевший металл и все шлаки.
Подающая труба, образующая литейный канал под низким давлением, питающий камеру глухой земляной формы, содержит по меньшей мере один литейный сток, открытый вниз, причем металл подается в камеру посредством литейного стока под давлением газа, превышающим атмосферное давление, на свободную поверхность жидкого металла, содержащегося в герметичной камере.
Признаки и преимущества изобретения будут выявлены из нижеприведенного описания, приведенного в качестве неограниченного примера и со ссылкой на прилагаемые чертежи.
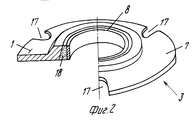
На фиг. 1 схематически представлено промежуточное устройство согласно изобретению в вертикальном разрезе; на фиг. 2 устройство согласно изобретению в аксонометрии, образованное при сборке втулки и кольца.
Литейная установка по фиг. 1 содержит земляную форму 1, удерживаемую на опорной плите формы 2, промежуточное устройство износа 3, оканчивающееся подающей трубой 5, утопленной в литейном наконечнике печи.
Промежуточная деталь износа 3 применяется при восходящем литье под низким давлением суперсплава, причем этот сплав идентичен сплавам, описанным в патенте заявителя 2534167. Изобретение применяется также для восходящего литья чугуна под низким давлением (серый чугун или ковкий чугун) или стали.
Подающая труба 5 из огнеупорного материала, подводящая жидкий металл к форме, утоплена в наконечнике 4 из огнеупорного материала. Связь между подающей трубой 5 и формой 1 осуществляется с помощью промежуточного устройства износа 3.
Верхняя сторона литейного наконечника 4 является плоской и горизонтальной. Она несет промежуточное устройство 3.
Промежуточное устройство 3 содержит кольцо 7 с основанием в ее нижней части, размещенной на литейном наконечнике 4, причем указанное основание покрывает литейный наконечник 4; кроме того, оно содержит огнеупорную втулку 8 из такого огнеупорного материала как глиноземный магнезиальный материал с таким же внутренним и наружным диаметром, что и труба 5 для продолжения этой трубы. Соединение между трубой 5 и втулкой 8 обеспечивается соединительной закраиной 9. При своей установке промежуточное устройство 3 раздавливает соединение 9. Соединение 9 выполнено из огнеупорного материала.
По причине своего основания кольцо 7 имеет меньший диаметр в своей верхней части, чем в своей нижней части.
Кольцо 7 изготавливается из литой жаростойкой стали. Затем, промежуточное устройство высушивается для упрочнения огнеупорного материала 18 между кольцом 7 и втулкой 8.
Соединение 10, плоское, гибкое, кольцевое и из огнеупорного материала, размещается в верхней части промежуточного устройства износа. Соединение 10, такое как описанное, например в патенте 2295808 на имя заявителя, обеспечивает герметичность с формой 1.
Гибкость соединения 10 позволяет ему удерживаться под давлением и без обмазки. Это соединение зажато на своей верхней стороне формой 1, а на своей нижней стороне кольцом 7 и втулкой 8.
Каждая из верхней и нижней сторон промежуточного устройства 3, заключенная в плоскости, параллельной нижней стороне формы 1. Благодаря этой геометрии, устраняются опасности утечек, так как форма имеет равномерную опору и не может в большей степени опираться с одной стороны, что привело бы к утечке. Герметичность также достигается посредством хорошего состояния поверхности промежуточного устройства, которое, являясь недорогим и съемным, часто заменяется при возникновении первой опасности утечки.
Промежуточное устройство износа размещается внутри отверстия 11 опорной плиты формы 2, которая обеспечивает центровку формы 1 и поступление жидкого металла в сток 12, выходящий в нижнюю часть глухой формы 1.
Земляная форма 1 удерживается посредством направленного вниз домкрата 13, шток поршня 14 которого шарнирно несет на своем нижнем конце опорную пластину 15.
В ходе работы установки жидкий металл поднимается из трубы 5 в промежуточное устройство 3, затем в форму 1.
В конце литья металл в форме затвердевает для образования деталей, это затвердевание начинается сверху и заканчивается на нижнем уровне в форме 1, этот уровень показан 6, после литья, ниже этого уровня металл остается жидким и возвращается в печь. Все шлаки, более легкие чем металл, поднимаются на уровень промежуточного устройства 3.
Таким же образом все остатки затвердевшего металла оказываются на уровне устройства 3, которое подвергается первым термическим ударам, которые приводят к затвердеванию металла. Следовательно, труба 5, которая не содержит металла после литья, не нуждается в очистке.
По причине очистки и термических ударов, вызываемых охлаждением формы 1, промежуточное устройство 3 быстро изнашивается и является съемным для замены чаще чем огнеупорная труба 5. Это устройство 3 часто заменяется. Эта замена осуществляется быстро, так как не обязательно целиком охлаждать печь. Тем не менее необходимо, чтобы труба 5 была холодной.
Так как соединение 10 изнашивается еще быстрее чем кольцо 7 и втулка 8, оно еще более часто заменяется.
Как это показано на фиг. 2, огнеупорная втулка 8 имеет полую цилиндрическую форму, причем внутренняя стенка цилиндра имеет постоянный диаметр по высоте. Наружная стенка втулки 8 взаимодействует с полой цилиндрической внутренней стенкой кольца 7 посредством трамбованного бетона 18. Высота втулки 8 идентична высоте кольца 7. В основании 16 кольца 7 предусматриваются вырезы 17 для возможности прохода крепежных винтов промежуточного устройства согласно изобретению.
Промежуточное устройство износа 3 может размещаться на верхней стороне литейного канала, содержащего средства нагрева (патент Франции N А-2532866 на имя заявителя).
Указанное устройство 3 может также использоваться в установке для литья под низким давлением отливок из разливочного ковша в форме под давлением газа с питанием формы снизу вверх, причем давление со стороны ковша отличается от давления, которое имеется со стороны формы. Это использованные устройства согласно изобретению сокращает эксплуатационные расходы по функционированию такой установки, уже запатентованной заявителем под N 2556996.
Claims (5)
1. Промежуточное устройство для литья под низким давлением металлических сплавов с высокой точкой плавления, например чугуна, стали, суперсплава, из плавильной печи или разливочного ковша в литейную форму, содержащее втулку с фланцем, осевым отверстием, верхним и нижним основаниями, расположенными в параллельных плоскостях и имеющими возможность взаимодействия соответственно нижней частью литейной формы и верхним торцом металлопровода, отличающееся тем, что оно снабжено цилиндрической гильзой, выполненной из огнеупорного материала и установленной в осевом отверстии втулки с зазором относительно ее внутренней поверхности, зазор заполнен утрамбованным бетоном, причем верхняя и нижняя стороны гильзы расположены в плоскостях оснований втулки, а втулка от верхнего основания до фланца выполнена конической формы.
2. Устройство по п.1, отличающееся тем, что гильза выполнена из глиноземного магнезиального материала.
3. Устройство по п.1, отличающееся тем, что на гильзе выполнен буртик из огнеупорного материала для соединения гильзы с металлопроводом.
4. Установка для литья под низким давлением металлических сплавов, имеющих высокую точку плавления, например чугуна, стали, суперсплава, содержащая земляную форму с литниковым каналом, открытым вниз, и литейной полостью, металлопровод для подачи металла из герметичной камеры в литейную полость формы под газовым давлением и промежуточное устройство для соединения с земляной формой, отличающаяся тем, что промежуточное устройство выполнено в соответствии с каждым из пп.1-3.
5. Установка по п.4, отличающаяся тем, что промежуточное устройство выполнено съемным.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9010798A FR2666036A1 (fr) | 1990-08-27 | 1990-08-27 | Dispositif intermediaire pour la coulee de pieces moulees. |
| FR9010798 | 1990-08-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2074052C1 true RU2074052C1 (ru) | 1997-02-27 |
Family
ID=9399949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU915001378A RU2074052C1 (ru) | 1990-08-27 | 1991-08-23 | Промежуточное устройство для литья под низким давлением металлических сплавов с высокой точкой плавления и установка, использующая это устройство |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US5184665A (ru) |
| EP (1) | EP0477119B1 (ru) |
| JP (1) | JP2611067B2 (ru) |
| AT (1) | ATE125739T1 (ru) |
| BR (1) | BR9103668A (ru) |
| CA (1) | CA2049816C (ru) |
| CZ (1) | CZ290725B6 (ru) |
| DE (1) | DE69111729T2 (ru) |
| DK (1) | DK0477119T3 (ru) |
| ES (1) | ES2069512T3 (ru) |
| FI (1) | FI96100C (ru) |
| FR (1) | FR2666036A1 (ru) |
| GR (1) | GR3017024T3 (ru) |
| HU (1) | HU208930B (ru) |
| MX (1) | MX9100815A (ru) |
| NO (1) | NO179035C (ru) |
| PL (1) | PL169288B1 (ru) |
| RU (1) | RU2074052C1 (ru) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3420263B2 (ja) * | 1992-09-02 | 2003-06-23 | 黒崎播磨株式会社 | 連続鋳造用ノズルの支持構造 |
| US6431785B1 (en) | 2000-06-05 | 2002-08-13 | Wec Co. | Direct pin quick coupler |
| DE102005009669A1 (de) * | 2005-02-28 | 2006-08-31 | Bühler Druckguss AG | Giesskammer |
| CN107096903B (zh) * | 2017-04-26 | 2019-10-22 | 哈尔滨工业大学 | 反重力铸造升液管定位机构 |
| CN108918314B (zh) * | 2018-08-17 | 2021-03-16 | 西南交通大学 | 一种能够模拟沙粒及高温复杂环境的冲击磨损试验装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2852822A (en) * | 1955-08-12 | 1958-09-23 | Griffin Wheel Co | Vacuum seal for pressure pouring apparatus |
| BE557897A (ru) * | 1957-06-03 | 1957-06-15 | ||
| DE1156942B (de) * | 1962-06-12 | 1963-11-07 | Alcan Aluminiumwerke | Steigrohr fuer den Anschluss der Kokillen beim Niederdruckgiessverfahren |
| FR2289279A1 (fr) * | 1974-11-04 | 1976-05-28 | Activite Atom Avance | Installation de coulee rapide basse pression |
| US4133370A (en) * | 1974-12-24 | 1979-01-09 | Pont-A-Mousson S.A. | Method and apparatus for low-pressure casting in a sand mould |
| FR2378591A1 (fr) * | 1977-01-28 | 1978-08-25 | Buscher Kg | Conduit elevateur pour la coulee de metaux sous la pression d'un gaz |
| FR2532866B1 (fr) * | 1982-09-13 | 1985-06-07 | Pont A Mousson | Chenal de coulee chauffe par induction |
| FR2534167B1 (fr) * | 1982-10-11 | 1985-06-07 | Pont A Mousson | Procede de fabrication en fonderie de pieces moulees en alliages metalliques oxydables |
| FR2556996B1 (fr) * | 1983-12-26 | 1988-03-11 | Pont A Mousson | Procede d'alimentation de moules de fonderie en alliages metalliques sous pression differentielle controlee |
| FR2559407B1 (fr) * | 1984-02-15 | 1986-09-05 | Pont A Mousson | Procede de moulage en fonderie et moule pour la coulee de precision sous basse pression, avec modele gazeifiable et moule en sable sans liant |
| JPS623859A (ja) * | 1985-06-28 | 1987-01-09 | Toyota Motor Corp | スト−クと金型間のシ−ル方法 |
-
1990
- 1990-08-27 FR FR9010798A patent/FR2666036A1/fr active Granted
-
1991
- 1991-08-02 HU HU912587A patent/HU208930B/hu not_active IP Right Cessation
- 1991-08-14 EP EP91470021A patent/EP0477119B1/fr not_active Expired - Lifetime
- 1991-08-14 ES ES91470021T patent/ES2069512T3/es not_active Expired - Lifetime
- 1991-08-14 DK DK91470021.6T patent/DK0477119T3/da active
- 1991-08-14 DE DE69111729T patent/DE69111729T2/de not_active Expired - Lifetime
- 1991-08-14 AT AT91470021T patent/ATE125739T1/de not_active IP Right Cessation
- 1991-08-23 NO NO913306A patent/NO179035C/no unknown
- 1991-08-23 RU SU915001378A patent/RU2074052C1/ru not_active IP Right Cessation
- 1991-08-23 FI FI913994A patent/FI96100C/fi not_active IP Right Cessation
- 1991-08-23 PL PL91291507A patent/PL169288B1/pl not_active IP Right Cessation
- 1991-08-26 CA CA002049816A patent/CA2049816C/fr not_active Expired - Lifetime
- 1991-08-26 MX MX9100815A patent/MX9100815A/es not_active IP Right Cessation
- 1991-08-26 BR BR919103668A patent/BR9103668A/pt not_active IP Right Cessation
- 1991-08-27 US US07/750,352 patent/US5184665A/en not_active Expired - Lifetime
- 1991-08-27 JP JP3240545A patent/JP2611067B2/ja not_active Expired - Lifetime
- 1991-08-27 CZ CS19912637A patent/CZ290725B6/cs not_active IP Right Cessation
-
1995
- 1995-08-03 GR GR950401875T patent/GR3017024T3/el unknown
Non-Patent Citations (1)
| Title |
|---|
| Патент Франции N 1187724, кл. B 22 D 17/06. Патент Германии N 1156942, кл. B 22 D 27/14, 1963. Европейский патент N 152754, кл. B 22 C 9/04, 1985. * |
Also Published As
| Publication number | Publication date |
|---|---|
| GR3017024T3 (en) | 1995-11-30 |
| FI96100C (fi) | 1996-05-10 |
| CA2049816A1 (fr) | 1992-02-28 |
| FR2666036A1 (fr) | 1992-02-28 |
| CZ290725B6 (cs) | 2002-10-16 |
| CA2049816C (fr) | 1996-09-10 |
| PL291507A1 (en) | 1992-04-06 |
| HU208930B (en) | 1994-02-28 |
| FI96100B (fi) | 1996-01-31 |
| FI913994A0 (fi) | 1991-08-23 |
| NO913306L (no) | 1992-02-28 |
| NO179035C (no) | 1996-07-24 |
| FR2666036B1 (ru) | 1994-12-16 |
| DK0477119T3 (da) | 1995-12-27 |
| PL169288B1 (pl) | 1996-06-28 |
| NO179035B (no) | 1996-04-15 |
| US5184665A (en) | 1993-02-09 |
| ATE125739T1 (de) | 1995-08-15 |
| JPH0732123A (ja) | 1995-02-03 |
| JP2611067B2 (ja) | 1997-05-21 |
| FI913994A (fi) | 1992-02-28 |
| CS263791A3 (en) | 1992-03-18 |
| EP0477119A1 (fr) | 1992-03-25 |
| HU912587D0 (en) | 1992-01-28 |
| ES2069512T3 (es) | 1995-11-16 |
| HUT60944A (en) | 1992-11-30 |
| BR9103668A (pt) | 1992-05-19 |
| EP0477119B1 (fr) | 1995-08-02 |
| DE69111729D1 (de) | 1995-09-07 |
| NO913306D0 (no) | 1991-08-23 |
| DE69111729T2 (de) | 1996-01-18 |
| ES2069512T1 (es) | 1995-05-16 |
| MX9100815A (es) | 1992-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3396961A (en) | Precast taphole assembly | |
| RU2074052C1 (ru) | Промежуточное устройство для литья под низким давлением металлических сплавов с высокой точкой плавления и установка, использующая это устройство | |
| RU2111830C1 (ru) | Устройство для подачи расплавленного металла в установку непрерывной вертикальной разливки с вытягиванием вверх заготовок и установка с использованием этого устройства | |
| CA1297144C (en) | Gas scavenging apparatus for metallurgical vessels | |
| CA2242078C (en) | Pouring tube structure and assembly | |
| JPS5841142B2 (ja) | 溶融金属の流れを制御する摺動ゲ−ト閉鎖機構 | |
| US3918624A (en) | Method and device for fixing an insert to a mold stool | |
| US3534949A (en) | Steel degassing vessels | |
| US3329201A (en) | Pouring tube for pressure pouring apparatus | |
| US2894739A (en) | Ladle relining method | |
| US6768766B1 (en) | Precast one piece upper castable ring for induction furnaces | |
| GB2122532A (en) | Manufacture of gas-permeable plugs | |
| JP3171494B2 (ja) | タンディッシュ羽口レンガの交換方法及び装置 | |
| US3017676A (en) | Apparatus for providing gas-free liquid metal to a casting mould for the continuous casting of metal | |
| RU2180279C2 (ru) | Устройство для продувки металла газами в ковше и защитный клапан для этого устройства | |
| FI68370B (fi) | Apparat och metod foer kontinuerlig gjutning av metallstraengar vid hoega hastigheter med anvaendning av vibrerande formaggregat | |
| RU2284243C2 (ru) | Способ изготовления желоба для транспортировки жидкого металла | |
| RU2043831C1 (ru) | Сталеразливочный комплект | |
| JP3018030B2 (ja) | ストッパーの再使用方法及びこれに使用するストッパー | |
| JPS585918Y2 (ja) | ライニング補修用仕切装置 | |
| RU2090306C1 (ru) | Способ изготовления пористой металлической формы | |
| SU904876A1 (ru) | Кристаллизатор дл установок непрерывного лить намораживанием | |
| JP2987296B2 (ja) | Rh真空脱ガス設備用の浸漬管 | |
| WO2000049185A1 (en) | Taphole assembly for a molten metal manufacturing furnace and method of forming the same | |
| US1703523A (en) | Header for ingot molds |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20060824 |