RU2024373C1 - Способ соединения керамической или кварцевой трубки с металлической втулкой - Google Patents
Способ соединения керамической или кварцевой трубки с металлической втулкойInfo
- Publication number
- RU2024373C1 RU2024373C1 SU5009124A RU2024373C1 RU 2024373 C1 RU2024373 C1 RU 2024373C1 SU 5009124 A SU5009124 A SU 5009124A RU 2024373 C1 RU2024373 C1 RU 2024373C1
- Authority
- RU
- Russia
- Prior art keywords
- sleeve
- tube
- press
- fitting
- hardening
- Prior art date
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 15
- 239000002184 metal Substances 0.000 title claims abstract description 15
- 239000000919 ceramic Substances 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 title claims description 11
- 239000010453 quartz Substances 0.000 title abstract description 10
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 title abstract description 10
- 238000010438 heat treatment Methods 0.000 claims abstract description 8
- 229910045601 alloy Inorganic materials 0.000 claims description 7
- 239000000956 alloy Substances 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 5
- 238000010791 quenching Methods 0.000 claims description 5
- 230000000171 quenching effect Effects 0.000 claims description 5
- 238000004881 precipitation hardening Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 abstract description 9
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 239000006185 dispersion Substances 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 238000005728 strengthening Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000015572 biosynthetic process Effects 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000004870 electrical engineering Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
Images
Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Использование: при изготовлении газоразрядных ламп, электро-вакуумных приборов в двигателе и ракетостроении и других областях технике. Сущность изобретения: соединение керамической или кварцевой трубки с металлической деталью, имеющей втулку, осуществляется путем нагрева конца втулки и запрессовки в него трубки с натягом. В зону соединения, по меньшей мере, на внутреннюю поверхность втулки или на наружную поверхность трубки наносят слой из пластичного металла. Конец трубки предварительно завальцовывают и выполняют с наружным диаметром, превышающим внутренний диаметр втулки. После запрессовки трубки во втулку материал втулки упрочняют дисперсионным твердением или закалкой. В последнем случае запрессовку проводят при температуре закалки. Получают вакуум-плотные соединения, обладающие высокой термостойкостью и термомеханической выносливостью. 2 з.п. ф-лы, 2 ил.
Description
Изобретение относится к электротехнике и может быть использовано при изготовлении газоразрядных ламп, электровакуумных приборов, в двигателе- и ракетостроении и других областях техники.
Известен способ соединения кварцевой или керамической детали, имеющий форму трубки с металлической деталью с помощью диффузионной сварки. Сущность метода заключается в образовании физического контакта между трубкой и металлической деталью под воздействием давления и температуры с выдержкой при определенной температуре для образования диффузионного слоя на границе соединяемых поверхностей. На соединяемые поверхности может предварительно наноситься слой из пластичного металла для обеспечения релаксации внутренних напряжений, образовавшихся в процессе диффузионной сварки для приближения коэффициентов термического расширения (КТР) свариваемых материалов, для снижения температуры сварки. Недостатком данного способа соединения является его малая надежность при работе в условиях циклически изменяющихся температуры и механической нагрузки. Разрушения сварочного соединения имеют, как правило, усталостный характер и являются следствием наличия на границе двух несогласованных по КТР материалов достаточно хрупкого диффузионного слоя. Практическая ценность метода ограничена масштабным фактором и термомеханическими условиями эксплуатации изделий - амплитудой изменения температуры и механической нагрузки и количеством циклов их изменения. Например, сварное соединение охватывающего типа кварцевой трубки диаметром 30 мм с алюминием выдерживает до разрушения не более 400 циклов изменения температуры от 300 до 500 К; керамические детали, сваренные с металлом после предварительно нанесенными на свариваемые поверхности слоями из пластичного металла, выдерживают несколько десятков циклов до потери вакуумной плотности.
Наиболее близким по технической сущности к изобретению является способ соединения цилиндрической кварцевой колбы с металлическим цоколем, который образуется при помощи нагрева цоколя, посадки конца колбы в цилиндрическую часть цоколя и образования сжимающей посадки при охлаждении соединения до нормальной температуры [1]. Недостатком способа является ненадежность обеспечения вакуумной плотности соединения из-за некачественного физического контакта соединяемых поверхностей, получаемого в условиях незначительной пластической сдвиговой деформации при образовании натяга. Кроме того, данный способ предполагает применение дорогостоящих кварцевых труб с прецизионно-точным диаметром или высокоточного изготовления цоколя для его соединения с трубой фактического диаметра, что составляет большую трудоемкость.
Задачей изобретения является повышение надежности при снижении трудоемкости и стоимости получения соединения керамической или кварцевой детали с металлической втулкой, а также увеличение усталостной долговечности соединения при его работе в условиях циклически изменяющихся температур и механической нагрузки.
Поставленная задача решается тем, что в зону соединения по меньшей мере на одну из соединяемых поверхностей наносят слой из пластичного металла. В нагретую втулку запрессовывают конец кварцевой или керамической трубки с завальцованным краем. Наружный диаметр трубки выполняют с превышением по отношению к внутреннему диаметру втулки для получения натяга, который обеспечивал бы деформацию стенки трубки при запрессовке в пределах запаса пластичности ее материала. При этом осуществляется сдвиговая пластическая деформация промежуточного слоя, обеспечивающая образования надежного физического контакта по всей поверхности соединения. Сдвиг металла слоя облегчается наличием завальцованного края.
Для повышения уровня упругих и прочностных свойств материал втулки подвергают термообработке. Термообработку втулки осуществляют после или во время проведения запрессовки. Запрессовка трубки во втулку, изготовленную из дисперсионно-твердеющих сплавов, проводят перед дисперсионным твердением. Если втулку изготавливают из сплава, упрочняемого закалкой, то запрессовку проводят при температуре нагрева под закалку с последующим охлаждением в закалочной жидкости. Затем проводят отпуск.
Технологические допуски на изготовление трубки и втулки обуславливаются физико-механическими свойствами применяемого сплава и толщиной стенки втулки, прочностью материала трубки и необходимой прочностью конструкции.
Для изготовления токовводов газоразрядных ламп наиболее оптимальные толщины стенки втулки лежат в пределах 0,1-0,3 мм, что позволяет при применении распространенных сплавов, при широких допусках изготовления внешнего диаметра трубки и внутреннего диаметра втулки получать качественное вакуумноплотное соединение. Это снижает стоимость и позволяет автоматизировать процесс производства токовводов.
При эксплуатации соединения в условиях температурных нагрузок изменения линейных размеров втулки практически равны изменениям соединяемой части трубки. Согласованность изменения линейных размеров материалов, имеющих разные КТР, достигается тем, что материал втулки, имеющий большее его значение, деформирован на растяжение. Эта деформация сохраняется в широком диапазоне температур.
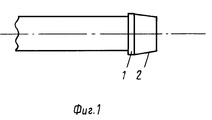
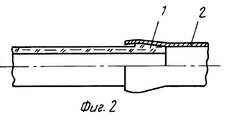
На фиг. 1 изображена трубка со сформованным кольцом 1, завальцованный край 2; на фиг.2 - соединение конца трубки 1 с металлической втулкой 2.
Кварцевая или керамическая трубка запрессовывается в предварительно нагретую втулку 2. Наружный диаметр кольца выполняется с превышением внутреннего диаметра втулки для образования натяга, обеспечивающего пластическую деформацию стенки втулки. На одну из поверхностей предварительно или в процессе образования соединения наносят слой из пластичного металла. После проведения запрессовки материал втулки упрочняется.
П р и м е р. Кварцевая трубка диаметром 17,0 мм, толщиной стенки 2,5 мм с концом для соединения, имеющим конус с углом между образующей и основанием 80о, с кольцом шириной 1 мм и диаметром 18,0 ± 0,1 мм запрессовывалась во втулку, изготовленную их сплава 36НХТЮ с толщиной стенки 0,2 мм и внутренним диаметром 17,0 ± 0,1 мм при температуре 1100 К. Внутренняя поверхность втулки предварительно покрывалась слоем из меди толщиной 6-9 мкм. После запрессовки сплав втулки подвергался упрочнению термоообработкой при температуре 1000 + 10 К в течение 6 ч. Проведенные испытания на термическую усталость путем многократного нагрева и охлаждения в диапазоне температур 300-870 К показали, что вакуумная плотность соединения не нарушается в течение 10000 циклов.
Claims (3)
1. СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОЙ ИЛИ КВАРЦЕВОЙ ТРУБКИ С МЕТАЛЛИЧЕСКОЙ ВТУЛКОЙ, при котором осуществляют нагрев конца втулки и запрессовку в него трубки с натягом, отличающийся тем, что наносят слой из пластичного металла в зоне соединения по меньшей мере на внутреннюю поверхность втулки, при этом конец трубки предварительно завальцовывают и выполняют с наружным диаметром, превышающим внутренний диаметр втулки.
2. Способ по п.1, отличающийся тем, что при соединении втулки из дисперсионно-твердеющего сплава запрессовку проводят перед дисперсионным твердением.
3. Способ по п.1, отличающийся тем, что при соединении втулки из сплава, упрочняемого закалкой, запрессовку проводят при температуре нагрева под закалку.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5009124 RU2024373C1 (ru) | 1991-11-14 | 1991-11-14 | Способ соединения керамической или кварцевой трубки с металлической втулкой |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5009124 RU2024373C1 (ru) | 1991-11-14 | 1991-11-14 | Способ соединения керамической или кварцевой трубки с металлической втулкой |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2024373C1 true RU2024373C1 (ru) | 1994-12-15 |
Family
ID=21588788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5009124 RU2024373C1 (ru) | 1991-11-14 | 1991-11-14 | Способ соединения керамической или кварцевой трубки с металлической втулкой |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2024373C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2433026C1 (ru) * | 2010-07-12 | 2011-11-10 | Государственное образовательное учреждение высшего профессионального образования "Сибирский государственный аэрокосмический университет имени академика М.Ф. Решетнева" (СибГАУ) | Способ соединения жаропрочного сплава на кобальтовой основе с керамикой на основе нитрида кремния |
-
1991
- 1991-11-14 RU SU5009124 patent/RU2024373C1/ru active
Non-Patent Citations (1)
| Title |
|---|
| Патент США N 4453106, кл. H 01J 5/50, 1984. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2433026C1 (ru) * | 2010-07-12 | 2011-11-10 | Государственное образовательное учреждение высшего профессионального образования "Сибирский государственный аэрокосмический университет имени академика М.Ф. Решетнева" (СибГАУ) | Способ соединения жаропрочного сплава на кобальтовой основе с керамикой на основе нитрида кремния |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4297779A (en) | Method of joining structural elements | |
| US4167351A (en) | Metal-to-ceramic seals | |
| KR930002866B1 (ko) | 고압유체 공급관의 제조방법 | |
| US3968982A (en) | Coaxial metallurgical connection | |
| RU2024373C1 (ru) | Способ соединения керамической или кварцевой трубки с металлической втулкой | |
| JP3947576B2 (ja) | 近接スイッチ | |
| US20260097453A1 (en) | Bonding element for diffusion bonding, comprising a heating element and a bonding structure with an outer metal surface | |
| US4930546A (en) | Heat-insulating metal-ceramic structure | |
| RU2109606C1 (ru) | Способ изготовления паяных телескопических конструкций | |
| RU2207236C1 (ru) | Трубчатый переходник титан-сталь | |
| US3573021A (en) | Method of making a ceramic-metallic composite | |
| JPS635887A (ja) | 異種材料の管の接合方法 | |
| RU2104838C1 (ru) | Способ пайки двухслойных изделий | |
| RU2301732C1 (ru) | Способ диффузионной сварки труб из разнородных материалов | |
| JPS6362592B2 (ru) | ||
| RU2537979C2 (ru) | Способ изготовления биметаллических труб пайкой | |
| RU2106230C1 (ru) | Способ изготовления паяной телескопической конструкции | |
| RU2815735C1 (ru) | Способ изготовления вакуумноплотного выпускного бериллиевого окна | |
| RU2224167C2 (ru) | Способ изготовления сильфонного компенсатора | |
| JPS5950430B2 (ja) | クラツド管製造方法 | |
| RU2300027C1 (ru) | Соединение цилиндрических деталей одного диаметра | |
| RU2736581C2 (ru) | Способ пайки телескопической конструкции | |
| SU1546219A1 (ru) | Способ прессовой пайки деталей | |
| SU1123157A1 (ru) | Способ изготовлени многослойных изделий и устройство дл его осуществлени | |
| RU2096143C1 (ru) | Способ пайки телескопических конструкций |