KR860000206B1 - 섬유사 제조방법 및 장치 - Google Patents
섬유사 제조방법 및 장치 Download PDFInfo
- Publication number
- KR860000206B1 KR860000206B1 KR8201233A KR820001233A KR860000206B1 KR 860000206 B1 KR860000206 B1 KR 860000206B1 KR 8201233 A KR8201233 A KR 8201233A KR 820001233 A KR820001233 A KR 820001233A KR 860000206 B1 KR860000206 B1 KR 860000206B1
- Authority
- KR
- South Korea
- Prior art keywords
- correction
- roll
- yarn
- rolls
- loops
- Prior art date
Links
Images













Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/24—Bulked yarns or threads, e.g. formed from staple fibre components with different relaxation characteristics
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/20—Combinations of two or more of the above-mentioned operations or devices; After-treatments for fixing crimp or curl
- D02G1/205—After-treatments for fixing crimp or curl
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/16—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam
- D02G1/168—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam including drawing or stretching on the same machine
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Artificial Filaments (AREA)
Abstract
내용 없음.
Description
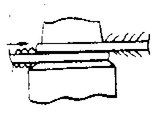
제1도는 본 발명에 따른 일실시예의 개략도.
제1a도는 본 발명 로울에 있어서의 사를 나타내며,
제2도는 본 발명의 사로 루우프된 로울의 상부 평면도.
제3도는 본 발명의 패키지(2)에 감겨진 벌키사의 외관을 나타내며,
제4도는 독일 공개공보 제2749867호(Bag,1045)에 기술된 것과 같은 본 발명에 따른 또다른 실시예의 개략도.
제5a도,제5b도는 본발명에 따라 처리된 사를 나타내며,
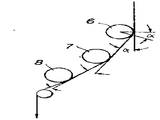
제6도,제7도는 제1도에 도시된 로울대신 사용할 수 있는 로울을 나타내며,
제8a도, 제8b도는 로울에 있어서 사의 루우핑각 조절방법을 나타내며,
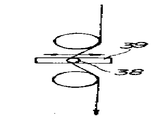
제8c도,제8d도는 로울 사이에 위치한 사가이드(38)를 나타내며,
제9도는 본 발명에 있어서의 로울 배열의 또다른 실시예를 나타내고,
제10a도,제10b도는 마찰표면을 가진 로울의 단면도와 상부평면도이다.
* 도면의 주요부분에 대한 부호의 설명
1 : 사도 6,7,8 : 로울
본 발명은 공기분사식 텍스쳐 가공으로 연속 필라멘트 사로부터 섬유사를 제조하는 방법 및 장치에 관한 것이다.
종래로부터 연속 합성섬유 필라멘트로부터 양모와 같은 특성을 가진 사를 제조하기 위하여 많은 노력을 기울여 왔으며, 특히 사의 내면과 사중심주위에 형성되는 루우프, 코일, 보우(bows)따위로 사를 부풀게 하는 방법이 알려져 있다. 사 내면의 루우프, 코일, 보우 등은 사의 보다 큰벌키니스를 확실하게 하며 사 주위의 루우프, 코일, 보우로 인하여 사의 촉감과 외관이 양모와 같은 특성을 가지게 된다.
그동안, 점점 증가추세로 공업에 적용되었던 부풀게 하는 방법의 한 유형은 사가공기분사에 의해 처리되는데에 따른 공기분사식 테스쳐가공(texturizing)방법이다.
이 방법은 예를들면, 미국특허 제2,783,609호 및 제2,852,906호와 독일 공개공보 제2,749,867호(Bag, 1045)에 기술되어 있다.
그러나, 파쇄, 절단, 마찰력으로 사들을 처리하여 사의 중심주위에 존재하는 루우프, 코일, 보우 따위를 부숨으로써 이들 사의 적용범위를 확대시키기 위하여 예전부터 많은 노력을 경주해오고 있다. 하지만, 그러한 처리는 사 중심을 손상시키는 위험을 내포하며 더 나아가서, 산업적으로 사들을 재생하고 상당히 정확한 처리공정의 매개변수를 측정하는 것이 불가능한 폐단 이었다.
지금까지 사의 루우프, 코일, 보우 따위를 부술 때사의 인장강도 감소를 피할 수가 없었다.
본 발명은 이상과 같은 종래의 문제점을 해결하기 위한 것으로서, 이러한 문제점은 본 발명의 특허청구범위 제1항에 기재된 방법에 의해서 놀랄정도로 극복될 수 있다.
즉 처리공정의 매개변수에 좌우되는 사의 인장강도가 감소되지 않고 오히려 증가하며 루우프, 코일, 보우는 확대되고 그들 일부는 펼쳐지며, 즉 부서지게 된다. 텍스쳐 가공기에서 제조되는 그들의 스풀로부터 풀려나오는 공기분사식 텍스쳐사의 유출성은대체로 향상되며 버러효과(Burr effect) 즉 공기분사 텍스쳐사로부터 제조된 직물이나 편성물의 서로 상호간에 부착되는 경향이 상당히 줄어든다.
공기분사식 텍스쳐사의 적용범위는 사의 기계적 안정화법을 본 발명에 따른 사의 처리법과 조합할 때, 무엇보다도 본 발명의 사 처리법을 독일 공개공보 제2749867호에 기술된 방법과 조합할 때 특히 상당히 넓어진다.
이 방법의 효율은 넓은 범위내에서 및 정교한 방법으로 사도(thread path)내에 위치하고 사로 루우프되는 로울의 수를 변동하므로써 영향을 받을 수 있다.
이 방법의 효율, 즉 사의 공기분사 텍스쳐가공 동안 형성된 루우프, 코일, 보우 따위를 부수는 것은 사로 감겨진 로울수의 변경과 또 사의 장력이 변화되므로써 더 영향을 받고 변화될 수 있다.
이와 관련하여, 사장력은 사도 방향에서 증가한다는 것에 주목해야한다. 그러나 만일 로울이 자유로이 회전한다면 대체로 감소한다.
본 발명에 따른 사처리의 바로 시작단계에서 충분한 사장력을 얻기 위해서 적어도 첫번째 로울을 구동하는 것이 제안된다. 그러나, 모든 로울은 점점 상승속도로 구동되고 그 로울증의 하나가 처리구역의 사 공급수단의 출구 또는 입구로서 사용되는 갖가지 실시예에 대하여 가능하고 유효하다.
그것은 매우 넓은 적용범위에 사용되어 왔으며, 좋은 텍스쳐가공 결과는 루우프된 자유로이 회전 가능한 로울의 수 및 사장력의 정확한 조정에 의해서 얻어진다는 것을 알게 되었다.
본 발명에 따라 루우프, 코일, 보우 따위를 펼치는 것은 한편으로는 루우프, 코일, 보우 등의 구역에서 섬유를 부수는 것을 뜻하고, 다른 한편으로 본 발명에 따른 텍스쳐가공 효과는 또한 사 중심으로부터 더 루우프, 코일, 보우 따위를 형성한 필라멘트를 끌어당김으로써 얻어진다.
루우프, 코일, 보우 따위를 형성한 이들 필라멘트는 텍스쳐가공 효과를 조절하고 무엇보다도, 사 중심으로부터 돌출된 섬유들을 짧게 하기 위해서 특수처리, 예를들면, 태우거나(singeing), 기계적인 전단(shearing), 또는 파쇄시킴으로써 다시 부서질 수 있다.
본 발명에 따른 방법의 효율에 영향을 미칠 수 있는 보다 나은 가능한 방법은 사도의 로울 기울기를 조절하는 것이다. 그러나 로울축이 되도록이면 실제 사도에 직각으로 위치된다는 것을 강조해야 된다.
본 발명 구성의 특별한 목적은 사의 불규칙성을 피하기 위해서 사의 원활한 이행을 확실하게 하는 것이다. 이 목적은 원추형 로울을 사용함으로써 달성될 수 있음을 알았다. 사와 로울사이의 우수한 접촉을 확실하게 하기 위해서 콘 각도가 증가하는 로울이 사용되고 이들 로울은 되도록이면 두개 연이은 콘으로 구성된 로울이 사용된다.
사이행의 안정성은 또한, 로울위에 이행하는 사가 스팁(steep), 되도록이면 원추형의 칼러(collar)에 의해 지지된다는 사실에 의해서 촉진된다.
또한, 원통형 로울을 적용하는 것도 가능하다는 것을 알게 되었다. 사 이행의 안정성을 증가하기 위해서 로울을 떠나는 사 부분이 다음 로울의 지지칼러에 대하여 이행할 수 있도록 이들 원통형 로울은 사도 방향에서 관찰되며 축에 평행하기 이동되어야 한다.
본 발명은 파쇄시 인장강도, 탄성, 신도에 관하여 특히 좋은 강도를 가진 유연하고 매끈한 파손되지 않은 필라멘트 섬유사를 제조할 수 있으며, 반면에 파쇄된 필라멘트 즉, 매우 좋은 방적성을 가진 섬유사의 특성을 형성한 필라멘트의 섬유사를 제조할 수 있다.
특허청구범위 제4항에 제안된바와 같이, 만일 서로 다른 재료로 구성된 여러 성분의 사가 공기분사 텍스쳐가공을 받기 전에 합연된다면, 공기분사식 텍스쳐가공 공정은 루우프, 코일, 보우 따위가 특히 보다 좋은 방적성을 가지는 사구성 성분으로 형성되는 식으로 영향을 받을 수 있다.
이것은 상기 사성분이 공기분사식 텍스쳐가공 구역을 통하여 적은 장력하에 안내되거나, 공기분사식 텍스쳐가공 구역으로 과잉 공급되거나, 또는 상기 성분사가 더 큰 탄성 또는 신장성을 가진다면 달성될 것이다. 이 경우, 공기분사로 인하여 사 주위로부터 돌출되고 본 발명의 특허청구범위 제1항에 따른 후속처리로 부서지는 루우프, 코일, 보우 따위가 형성되는 것은 단지 이 사성분 뿐이다.
이와 관련하여 두 사 구성성분이 욕전히 합성재료일 필요가 없다. 특히 평활한 즉, 파손되지 않은 사의 성분은 예를들면 레이온같은 반합성물질로 구성될 수 있다. 이에 대하여 본 발명에 따른 방법은 오로지 레이온, 유리섬유 또는 연속 합성 필라멘트의 하나만으로 구성된 사에도 또한 적용할 수 있음을 언급할 수 있다.
특히, 여러가지 성분의 사용은 특수한 성분의 사제조에 유용하다. 섬유사에 관하여 필링(pilling)성을 저하하는 것은 매우 중요하다.
이러한 이유로서 루우프, 코일, 보우 등을 형성하는 사 성분은 낮은 필링성을 가져야 한다(독일 특허공보 제230831호를 참조할 것).
그러나, 본 발명에 따른 방법은 사 필링성을 매우 저하시키며, 이러한 특징은 특히 기계적 안정화 방법과 계속적인 열처리법과 본 발명 방법을 조합할 때 섬유의 말단이 필라멘트에 단단히 엉키도록 한다. 특히 수분을 흡수하는 그들의 우수한 능력으로 인하여 폴리프로필렌 섬유사가 매우 좋은 섬유 착용성을 지닌다는 것을 알게 되었다.
그와는 달리 연속 폴리프로필렌사는 중대한 폐단을 가진다.
본 발명에 따른 방법 및 장치는 파쇄되지 않은 연속 필라멘트가 폴리프로필렌 이외의 다른 재료로 되며 파쇄된 필라멘트가 폴리프로필렌으로 된 결합된 사를 제조할 수 있다.
섬유사의 특성을 조절하는 또 다른 가능한 방법은 수축성이 다른 성분을 사용하거나, 그들 필라멘트의 다른 총 선밀도(섬도) 또는 다른 선밀도(섬도)를 지닌 구성성분을 사용하는 것이다. 특허청구범위 제15항에 따른 장치는 그 간단한 구조와 놀랄만한 효과를 갖고 있다.
본 발명의 방법 및 장치는 연속사가 공기분사 텍스쳐 가공을 받고 그 다음 본 발명에 따라 처리되어서 권취되는 연속공정으로 통합될 수 있다. 사가 공기분사로 텍스쳐 가공된 후에 탄성신장의 범위내에서 주어진 장력하에 배치됨으로써 안정화되는 데 따른 바람직한 공기분사식 텍스쳐가공 방법이 하나 있다.
그런 안정화 구역을 떠날 때 또는 떠난 후 즉시 사는 본 발명에 따라 처리되고 권취된다. 독일 공개공보 제2749867호(Bag, 1045)에 기술된 공기분사 텍스쳐 가공방법 즉 이미 잘 알려진 방법으로 갖추어진 기계적 안정화 방법에 본 발명의 처리법을 통합할 때 최적성분을 가진 사가 얻어진다. 이들 결합된 처리법에 의하여 사 중심으로부터 단단하게 돌출하는 루우프, 보우, 코일 및 섬유말단을 가진 사가 제조된다.
가열구역의 최적온도는 가열구역의 길이, 사속도, 사의 선밀도와 사의 재료에 의해 좌우된다. 여기서 폴리프로필렌에 대한 공칭 온도범위는 150-160℃이다.
이 점에 대하여 사의 빠른 속도와 지연되는 열 전달때문에 이 온도를 적용할 수 없다는 것이 강조된다. 사에 적용할 수 있는 온도는 가열장치의 온도보다 더 낮으며 이 장치는 되도록이면 전달과 반사원칙에 입각 한다. 열처리에 의해 달성되는 보다 더 높은 정도로 사를 강화하는 것은 강도적 특성과 텍스쳐가공 효과에 대하여 특수한 결과를 초래한다.
공기분사 텍스쳐사의 편성물에 나타나는 버러효과는 이 결합에 의해서 완전히 극복될 수 있다. 따라서 다른 분야의 적용, 특히 원형편 분야에서 공기분사 텍스쳐사를 용이하게 사용할 수 있다. 더구나, 본 발명은 360°초과하고 바람직하게 조절할 수 있는 루우프각을 이룰 수 있도록 특수한 수단을 수반하며, 또한 사표면이 울퉁불퉁하게 되게 특히 루우프, 코일, 보우 등의 몇몇이 이러프닝(roughening)공정으로 부서질 수 있도록 마찰면을 가진 하나 또는 몇개의 로울을 설치하는 것은 특수한 텍스쳐가공 효과를 내는데 가능하며 유리하다.
본 발명의 일실시예는 다음 개략도에 따라 상세히 기술된다.
제1도는 사가 송출스풀(2)로부터 사 공급기구(3)에 의해 인출되는 것을 나타낸다.
송출기구(4)에 의해서 사는 처리구역(5)을 통하여 장력하에 전달된다.
패키지(2)는 제3도에 나타난 외관의 벌키사로 감겨져 있다.
도시된 상기 사의 특징은 사 주위에 분출된 루우프, 코일, 보우 등을 지닌다.
처리구역(5)에서 사는 각기 360°일회전을 지닌 자유로이 회전될 수 있도록 지지되고 돌출하는 로울(6)(7)(8)둘레에 루우프된다. (9)는 트래버스 운동장치, (10)은 권치스풀과(11)은 권치스풀(10)을 구동시키는 구동로울(11)을 나타낸다. 로울(6)(7)(8)은 칼러(12)(13)(14)를 지니고 있다.
사는 칼러에 면하여 움직이는 식으로 로울 둘레에 루우프된다.
이러한 운동을 방해하기 위하여, 로울은 약간 원추형으로 주어진다.
제1a도는 로울위에 이행하는 부분과 로울을 떠나는 부분의 사를 나타내며, 사가 로울 전원주면에 접촉할 필요가 없다는 것이 지적된다. 로울(6)(7)(8)의 축에 기울거나 평행이고 이들 각 로울 하나와 연결되는 편향로울을 사용하는 것도 가능하다. 본 발명의 중요한 특징은 로울(6)(7)(8)위에 이행하는 사 부분이 적어도 그 원주상에서 떠나는 사 부분과 중첩되어서 떠나는 사 부분의 주위에 돌출된 루우프, 코일, 보우 따위를 로울에 대해 고정하는 것이다.
이런 식으로 고정된 루우프,코일, 보우 등은 부서진다. 처리구역(5)은 3개 이상의 로울로 구성될 수 있다. 사는 이들 모든 수의 로울 둘레에 루우프될 수 있으며, 따라서 부서진 루우프의 수를 변경하는 것이 가능하게 된다.
제2도는 사로 루우프된 로울(6)(7)(8)의 상부 평면도이다.
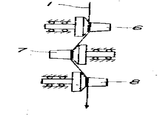
제4도는 사공급기구(22)와 (23)사이의 안정구역에서, 사가 텍스쳐가공 노즐(27)에서 텍스쳐된 후에 본 발명의 처리법에 의해 처리되는 독일 공개공보 제2749867(Bag, 1045)호에 기술된 것과 같은 방법의 설계를 나타낸다.
더욱 더 상세한 방법에 대해서는 상기의 공개공보 뿐만 아니라 아래 참고번호의 설명에서도 언급된다. 실시예는 공기분사 텍스쳐가공 구역으로 합연되어 송출되는 두가닥의 사를 나타낸다.
두개의 성분에 대한 다른 송출속도를 달성하기 위해서 예를들면, 사 공급기구(21)는 계단식 로울로 설계될 수 있다. 계단식 로울의 직경이 다르기 때문에 사성분은 다른 속도로 이행된다. 더 작은 직경을 가진 계단식 로울에 안내되는 사성분은 다른 성분보다 공기분사 텍스쳐가공 구역에서 더 높은 장력하에 위치된다. 공기분사 텍스쳐가공 구역에서, 더 높은 장력하의 이 사성분은 과잉 공급되는 다른 성분보다 루우프, 코일, 보우 등이 없거나 적게 받는다.
그러므로, 보다 많은 정도로 공급되었던 성분은 섬유사의 특성을 형성하는 그들 성분을 지녀야 한다. 예를들면, 이 성분은 연속의 폴리프로필렌사일 수 있으며 이것은 본 발명에 따른 처리를 받아서 스테이플 섬유와 같이 부서진다.
실혐에서, 독일 공개공보 제2749867호에 기술된 바와 같이 폴리에스테르사 dtex 167f68 두배의 334디텍스(dtex)는 공기분사로 텍스쳐되고 처리되어서 권취되었다.
이 사는 결과적으로 390디텍스와 선밀도와 2.06 의 인장강도를 가졌다. 사는 그 표면에 돌출된 다수의 루우프, 코일, 보우 등으로 벌키되었다.
의 인장강도를 가졌다. 사는 그 표면에 돌출된 다수의 루우프, 코일, 보우 등으로 벌키되었다.
그 다음 이 사는 25cN의 장력하에 5개의 로울에 공급되어 본 발명에 따른 처리법으로 처리되어서 마침내, 사는 사중심으로부터 돌출된 다수의 펴진 섬유말단을 가졌다.
그것의 인장강도는 2.4 이었다.
이었다.
위와 유사한 실험에서, 공기분사로 텍스쳐된 후 안정되었으나 열처리되지 않은 공기분사 텍스쳐사는 본 발명에 따라 처리되었다.
5개의 로울 둘레에 루우프된 이 사의 인장강도는 2.36 에서2.8
에서2.8 로 증가하였다.
로 증가하였다.
그 같은 값은 처리구역(5)이 사공급기구(22)와 (23)사이의 안정구역에 배열되었던 제4도에 따른 연속적인 처리공정으로 얻어졌다.
제5a도는 사가 사중심으로부터 돌출하는 부서진 섬유말단을 지닌 본 발명에 따라 처리된 사를 나타낸다. 사표면에 돌출하는 루우프, 코일, 보우 따위의 본 발명에 의해 이루어질 수 있는 확대에 의해서 또한 바람직한 텍스쳐가공 효과가 달성될 수 있다.
제5b도는 사의 루우프와 보우 등의 단지 일부만 부서진 본 발명에 따라 처리되는 사를 나타낸다. 사로 루우프되는 로울의 수, 또 적용되는 사의 장력을 변화함으로써 제5a도와 제5b도에 따른사의 형태사이의 범위내에서 달성된 텍스쳐링 결과는 크게 조절될 수 있다.
제6도는 제1도의 로울(6)및/또는 (7)및/또는 (8)대신에 사용될 수 있는 자유로이 회전가능한 조그만 로울을 나타낸다.
이 로울은 권취콘(30), 보다 큰 콘각을 가진 운전콘(31)과 보다 더 큰 콘각을 가진 지지콘(32)으로 되어 있다.
칼러부분에서 콘의 직경은 적어도 8mm이어야 한다는 것을 알았으며, 그렇지 않으면 텍스쳐링 결과 또는 사의 윤활한 이행 또는 그의 자동성은 감손된다.
제7도는 또한 제1도에서 로울(6)(7)(8)에 대신할 수 있는 지지칼러(34)를 갖춘 원통형 로울(33)을 나타낸다.
사 이행의 안정성에 관해서, 첫번째 로울(33)을 떠나는 사부분(33)이 다음 로울 등의 지지칼러를 향하여 이행할 수 있도록 사도(35)의 방향으로 평행하게 로울축을 이동하는 것이 제안된다. 특히 원통형 로울을 사용할 때 사 이행의 안정성은 정밀하게 축에 평행하는 것이 아니라 로울의 자유 선단이 약간 상호 기울어지는 식으로 로울을 서로 엇갈리므로서 또한 증가될 수 있다.
제8a도, 제8b도에 루우프각을 조절할 수 있는 가능한 방법이 나타나 있다. 이와 관련하여, 루우프각이 어떠한 경우라도 대략 360°이라는 것이 다시 강조되며, 그러나 360°를 초과해도 된다. 제8a도에서 로울(6)(7)(8)은 곡선에 위치된다. 따라서 루우프각은 α각만큼 증가되어 360°를 초과한다.
제8d도에서 로울은 지그자그식으로 배열된다. 즉, 로울은 루우프각이 대략 증가되는 이열로 각기 상호 비례하여 이동된다. 360°보다 더 큰 루우프각의 증가는 또한 로울에서 로울로 루우프방향을 변경시킴으로써 달성될 수 있다. 루우프각은 화살표(37)의 방향으로 로울(7)을 이동하므로써 설정될 수 있다.
제8c도,제8d도는 핀의 형태를 지니며 안내면(39)위에 움직이는 사가이드(38)를 나타낸다. 이사가이드 역시 루우프각 조절에 도움을 준다. 만일, 사가이드가 제8c도에 나타난 바와같이 위치된다면 루우프각은 증가되고, 사가이드가 제8d도에 나타난 바와같이 위치된다면 루우프각은 약간 감소된다. 제9도는 로울위에 이행하고 있는 사부분과 떠나는 사부분 사이의 증가된 접촉을 확실하게 하는 로울(6)(7)(8)의 배열을 나타낸다.
로울의 축은 공통평면에 위치되며 각각 180°회전된다. 제10a도,제10b도는 마찰표면을 가지고 있는 로울의 단면도와 평면도를 나타낸다. 그런 로울은 되도록이면 사도에서 첫번째 로울러로 사용되며, 그러나 하나 또는 그 이상의 다음 로울러로 대체될 수 있다.
상기에 상세히 기술된 바와 같이 로울은 원추부분(40)과 칼러(41)로 구성된다.
이 칼러는 거친 테 또는 마찰면으로 피복된 로울(42)에 관하여 보통 직각면으로되어 있다.
로울러위에 이행하고 있는 사부분(43)은 이 거친표면위를 통과하여 거칠게 된다.
사와 테 사이의 이 상호운동에 의해서 텍스쳐가공 효과는, 특히 사장력과 테가 거친 정도에 입각하여 조절될 수 있다.
특히, 단지 약간의 루우프, 코일, 보우 등을 부수는 것이 가능하다.
Claims (34)
- (정정) 연속 필라멘트가 먼저 사주위로부터 돌출하는 약간의 루우프, 코일, 보우 따위로 형성되는 단계, 그 다음 사 주위로부터 돌출하는 적어도 약간의 루우프, 코일, 보우 따위가 부서지는 단계로 이루어지는 연속필라멘트사로부터 섬유사를 제조하는 방법에 있어서, 사 주위로부터 돌출하는 루우프, 코일, 보우 따위를 지닌 사가 로울(6)(7)(8)위에 이행하는 사부분이 적어도 로울을 떠나는 사부분의 둘레와 겹쳐져서 사중심으로부터 돌출된 떠나는 사부분의 루우프, 코일, 보우따위를 고정하는 식으로 사도(1)를 따라 나란히 배열되어 있는 하나 또는 여러개의 회전가능한 로울(6)(7)(8)위에 적어도 하나의 루우프와 함께 안내되는 것을 특징으로 하는 연속 필라멘트사로부터 섬유사를 제조하는 방법.
- (정정) 제1항에 있어서, 사가 장력하에서 자유로이 회전할 수 있는 로울 또는 로울들 위에 안내되는 것을 특징으로 하는 방법.
- (정정) 제1 또는 2항에 있어서, 루우프, 코일, 보우 따위가 이행사에 공기분사 텍스쳐가공을 받게 하므로써 형성되는 것을 특징으로 하는 방법.
- (정정) 제3항에 있어서, 각각 단 하나의 필라멘트로 구성되는 여러가닥의 사가 공기분사 텍스쳐가공을 받기 전에 합연되는 것을 특징으로 하는 방법.
- (정정) 제4항에 있어서, 공기분사 텍스쳐가공을 받는 개개의 사성분이 다른 장력, 예를들면 다른 속도 하에서 공기분사 텍스쳐가공 구역에 공급되는 것을 특징으로 하는 방법.
- (정정) 제4항에 있어서, 다른 탄성 또는 신장도를 가진 사들이 합연되는 것을 특징으로 하는 방법.
- (정정) 제6항에 있어서, 보다 높은 탄성 또는 신장도를 가지는 사성분이 필링에 대해 저항력이 있는 물질로 이루어지는 것을 특징으로 하는 방법.
- (정정) 제4항에 있어서, 루우프, 코일, 보우따위를 형성하는 사성분이 폴리프로필렌으로 이루어지는 것을 특징으로 하는 방법.
- (정정) 제4항에 있어서, 덜 탄성적이거나 덜 신장적인, 또는 보다 높은 장력이나 낮은 속도하에서 공기분사 텍스쳐가공 구역으로 공급되는 사성분이 다른 사성분보다 수축하는 경향이 보다 큰 것을 나타내는 것을 특징으로 하는 방법.
- (정정) 제4항에 있어서, 사성분이 다른 총선밀도 및/또는 그들 하나의 필라멘트의 다른 선밀도(섬도)를 가지는 것을 특징으로 하는 방법.
- (정정) 제1항에 있어서, 사로 루우프될 로울수는 사의 연속 필라멘트가 부서지는 정도에 따라 결정되며 1개에서 5개 로울사이의 범위인 것을 특징으로 하는 방법.
- (정정) 제1항에 있어서, 사의 장력과 루우프될 로울의 수는 사의 연속 필라멘트가 부서지는 정도에 따라 일치되는 것을 특징으로 하는 방법.
- (정정) 연속하는 하나의 필라멘트들로 구성되는 사가 그의 한개 필라멘트를 루우프, 코일, 보우 따위로 형성하 기위해서 공기분사를 받는 단계, 사가 그 다음 탄성신장의 범위안에 있는 값까지 사장력을 증가함으로써 안정구역에서 세로로 안정되는 단계, 마지막으로 사가 권취되는 단계로 구성되는 공기분사 텍스쳐 가공방법에 있어서, 사가 가장 마지막 로울을 지난 후 그러나 되도록이면 사가 첫번째 로울에 도착하기 전에 안정장력을 초과할 정도로 설정되는 사장력하에서 로울(6)(7)(8)위에 이행하는 사부분이 적어도 로울을 떠나는 사부분의 둘레와 겹쳐져서 사중심으로부터 돌출하는 떠나는 사부분의 루우프, 코일, 보우 등을 고정하는 식으로, 사안정화 동안 사는 사도를 따라 일렬로 배열되는 하나 또는 여러 로울 둘레에 되도록이면 360°로 루우프되는 것을 특징으로 하는 공기분사 텍스쳐가공 방법.
- (정정) 제13항에 있어서, 사 안정화 다음 사가되도록이면 사 한계수축이 허용되는 160℃이상의 열처리를 받는 것을 특징으로 하는 방법.
- (정정) 하나 또는 여러개의 로울(6)(7)(8)이 360°로 사로 루우프될 수 있도록 사도, 사도에 직각으로 놓여있는 상기 로울의 축과 사도에 접하는 상기 로울의 주위를 따라 배열되는 것을 특징으로 하는 상기 제1항 내지 제14항 중의 어느 하나에 따른 방법을 실현하기 위한 장치.
- (정정) 제15항에 있어서, 로울이 캔틸레버식에 지지되고, 되도록이면 로울의 자유선단을 향하여 수렴하는 콘으로 설계되는 것을 특징으로 하는 장치.
- (정정) 제16항에 있어서, 로울이 자유선단으로부터 관찰되는 발산하는 콘각을 가진 두부분으로 형성된 두 절두된 원뿔로 구성되는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 로울은 원통형이고 그들의 지지된 선단에 형성된 칼러, 되도록이면 원추형 칼러를 지니며, 로울의 자유선단이 사도로 돌출하는 식으로 연속 로울이 축에 평행하게 엇갈리는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 로울의 가장 작은 직경이 8mm보다 더 큰것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 로울은 그의 지지된 선단에 형성된 칼라, 되도록이면 절두된 원뿔로 형성된 칼러를 가지며, 이 칼러가 사루우프의 축방향 전진운동을 방해하는 것을 특징으로 하는 장치.
- (정정) 제20항에 있어서, 하나 또는 여러개의 로울, 되도록이면 사도내의 첫번째 로울의 칼러(41)는 사에 접촉되는 거친 표면을 지니는 것을 특징으로 하는 장치(10a도,제10b도)도.
- (정정) 제15항에 있어서, 로울이 루우핑각도가를 360°초과하도록 지그자그선 따라 배열되는 것을 특징으로 하는 장치(제8b도).
- (정정) 제22항에 있어서, 로울사이의 거리가 조절될 수 있는 것을 특징으로 하는 장치(제8b도).
- (정정) 제15항에 있어서, 두개 또는 그 이상의 연속 로울이 360°보다 큰 루우핑각도를 얻기 위해서 시계방향과 시계반대방향으로 교대로 루우프되는 것을 특징으로 하는 로울이 단지 일렬 또는 이열로 배열되는 장치.
- (정정) 제15항에 있어서, 사가이드(38)는 일렬로 배열된 로울들 사이에 위치되고, 이 사가이드는 로울과 사가이드 사이에서 이행하는 그 지그자그 통로에 대하여 사가 360°보다 큰 각도로 로울 둘레에 루우프되는 식으로 로울에 관하여 엇갈려지는 것을 특징으로 하는 장치.
- (정정) 제25항에 있어서, 사가이드(38)는 로울열에 관하여 이동할 수 있고 대체로 상기 로울 열에 수직으로 이동가능한 것을 특징으로 하는 장치(제8c도,제8d도).
- (정정) 제15항에 있어서, 로울이 루우핑각을 중가시키기 위해서 곡선위에 위치되는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 사도에 직각을 이루는 평면위에 돌출된 연속 로울의 회전축은, 로울을 떠나는 사부분이 로울에 공급되는 사부분의 방향으로 편향되도록 대체로 일정각도 되도록이면 180°의 각도로 사둘레에 이동되는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 사공급기구(2)(3)가 처리구역(5)내에서 장력하에 사를 위치시키기 위해서 로울의 앞과 뒤에 배열되는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 적어도 하나의 로울이 구동되는 것을 특징으로 하는 장치.
- (정정) 제30항에 있어서, 사도의 첫번째 로울이 구동되는 것을 특징으로 하는 장치.
- (정정) 제30항에 있어서, 모든 로울이 사도방향에서 증가하는 속도로 구동되는 것을 특징으로 하는 장치.
- (정정) 제15항에 있어서, 장치는 공기분사 노즐, 안정구역(열처리구역)과 권취구역으로 나란히 일렬배열로 이루어지는 공기분사 텍스쳐가공 기계이며, 로울이 안정구역에 위치되는 것을 특징으로 하는 장치.
- (정정) 제33항에 있어서, 안정구역 바로 다음이 열처리구역인 것을 특징으로 하는 장치.
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP3113017.8 | 1981-04-01 | ||
| DE3113017 | 1981-04-01 | ||
| DEP3113017,8 | 1981-04-01 | ||
| DEP3116304.1 | 1981-04-24 | ||
| DEP3116304,1 | 1981-04-24 | ||
| DE3116304 | 1981-04-24 | ||
| DEP3126519,7 | 1981-07-04 | ||
| DEP3126519.7 | 1981-07-04 | ||
| DE3126519 | 1981-07-04 | ||
| DEP3141343.9 | 1981-10-17 | ||
| DE3141343 | 1981-10-17 | ||
| DEP3141343,9 | 1981-10-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830009287A KR830009287A (ko) | 1983-12-19 |
| KR860000206B1 true KR860000206B1 (ko) | 1986-03-03 |
Family
ID=27432655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8201233A KR860000206B1 (ko) | 1981-04-01 | 1982-03-23 | 섬유사 제조방법 및 장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4501046A (ko) |
| KR (1) | KR860000206B1 (ko) |
| CH (1) | CH665076GA3 (ko) |
| GB (2) | GB2095710B (ko) |
| IT (1) | IT1150340B (ko) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8310072D0 (en) * | 1983-04-14 | 1983-05-18 | Coats Ltd J & P | Synthetic yarn |
| DE3339911A1 (de) * | 1983-11-04 | 1985-05-23 | Akzo Gmbh, 5600 Wuppertal | Verwendung von blasduesentexturierten garnen bei der herstellung von schleifmitteln auf unterlage |
| US4860412A (en) * | 1988-02-29 | 1989-08-29 | Milliken Research Corporation | Loop breaker for textured yarn |
| US4852226A (en) * | 1988-02-29 | 1989-08-01 | Milliken Research Corporation | Composite yarn texturing system |
| US5054174A (en) * | 1988-12-13 | 1991-10-08 | Barmag Ag | Method of producing an air textured yarn |
| US4864701A (en) * | 1988-12-27 | 1989-09-12 | Milliken Research Corporation | Method of forming spun-like synthetic yarn |
| US5220778A (en) * | 1989-12-18 | 1993-06-22 | Rieter Machine Works, Ltd. | Method and apparatus for producing untwisted yarn from at least two fibril bundles positioned constantly relative to one another |
| GB2307249A (en) * | 1995-11-17 | 1997-05-21 | Heberlein & Co Ag | Effect yarn |
| US6012206A (en) * | 1999-04-28 | 2000-01-11 | Milliken & Company | Loop breaker for textured yarn |
| US6374470B1 (en) | 2000-10-06 | 2002-04-23 | Milliken & Company | Face plate for spun-like textured yarn |
| US20030182922A1 (en) * | 2002-04-02 | 2003-10-02 | Tim Peters | Composite yarns and moisture management fabrics made therefrom |
| US6854167B2 (en) | 2002-12-09 | 2005-02-15 | Milliken & Company | Treatment of filament yarns to provide spun-like characteristics and yarns and fabrics produced thereby |
| AU2003298642A1 (en) * | 2002-12-09 | 2004-06-30 | Milliken And Company | Treatment of filament yarns to provide spun-like characteristics and yarns and fabrics produced thereby |
| US20090121376A1 (en) * | 2007-11-09 | 2009-05-14 | Yen-Lin Tsai | Method for making a polyester fabric |
| CN103938314B (zh) * | 2014-04-22 | 2016-08-31 | 东华大学 | 一种三点交互包缠式的细纱匀整装置及方法 |
| CN104213276A (zh) * | 2014-08-12 | 2014-12-17 | 东华大学 | 一种基于双棍搓动的环锭纺细纱毛羽缠贴装置及用途 |
| CN105401294A (zh) * | 2015-10-23 | 2016-03-16 | 安徽博邦超纤皮革有限公司 | 绳体柔性三轴打磨装置 |
| CN105239241A (zh) * | 2015-10-23 | 2016-01-13 | 安徽博邦超纤皮革有限公司 | 超细纤维皮绳打磨系统 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE603368C (de) * | 1934-10-02 | Alexander Zangs | Fadenspannvorrichtung fuer Zettelgatter | |
| CH61396A (de) * | 1912-07-16 | 1913-09-16 | M Prof Lehmann | Putzrolle für Faden-Putz- und Gasiermaschinen |
| US2208497A (en) * | 1937-01-08 | 1940-07-16 | Courtaulds Ltd | Manufacture and production of staple fiber |
| US2276208A (en) * | 1937-05-25 | 1942-03-10 | Hayden B Kline | Method of manufacturing hairy yarn |
| US2234540A (en) * | 1937-05-25 | 1941-03-11 | Ind Rayon Corp | Manufacture of staple fiber yarn |
| BE505036A (ko) * | 1950-08-08 | |||
| US2783609A (en) * | 1951-12-14 | 1957-03-05 | Du Pont | Bulky continuous filament yarn |
| US2852906A (en) * | 1951-12-14 | 1958-09-23 | Du Pont | Method and apparatus for producing bulky continuous filament yarn |
| GB1299944A (en) * | 1969-08-08 | 1972-12-13 | Fiber Industries Inc | Method and apparatus for producing a bulked yarn |
| US3781953A (en) * | 1972-04-26 | 1974-01-01 | Phillips Petroleum Co | Yarn processing apparatus |
| JPS5146180B2 (ko) * | 1973-07-12 | 1976-12-07 | ||
| GB1449355A (en) * | 1974-02-26 | 1976-09-15 | Phillips Petroleum Co | Non-twisted yarns having a heather effect and method of producing them |
| CH576020A5 (ko) * | 1974-03-27 | 1976-05-31 | Mettler Fr Soehne Ag Maschinen | |
| DE2749867C2 (de) * | 1977-11-08 | 1988-11-10 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Verfahren zum Herstellen eines gekräuselten Garns aus multifilen Endlosfasern |
| IT1108000B (it) * | 1977-11-08 | 1985-12-02 | Barmag Barmer Maschf | Procedimento per la produzione di un filato increspato da fibre aperte(open end)a multifilamenti |
| DE2854578A1 (de) * | 1978-12-18 | 1980-07-03 | Barmag Barmer Maschf | Verfahren zum texturieren eines multifilen chemiefaserfadens |
-
1982
- 1982-03-16 IT IT20205/82A patent/IT1150340B/it active
- 1982-03-23 KR KR8201233A patent/KR860000206B1/ko active
- 1982-03-25 CH CH183782A patent/CH665076GA3/de unknown
- 1982-03-31 US US06/363,846 patent/US4501046A/en not_active Expired - Fee Related
- 1982-04-01 GB GB8209652A patent/GB2095710B/en not_active Expired
-
1984
- 1984-06-21 GB GB08415799A patent/GB2157327B/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| IT1150340B (it) | 1986-12-10 |
| GB2157327B (en) | 1986-04-30 |
| KR830009287A (ko) | 1983-12-19 |
| GB2157327A (en) | 1985-10-23 |
| GB2095710A (en) | 1982-10-06 |
| GB8415799D0 (en) | 1984-07-25 |
| IT8220205A0 (it) | 1982-03-16 |
| GB2095710B (en) | 1985-11-13 |
| US4501046A (en) | 1985-02-26 |
| CH665076GA3 (ko) | 1988-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR860000206B1 (ko) | 섬유사 제조방법 및 장치 | |
| US5497608A (en) | Short fiber and continuous filament containing spun yarn-like composite yarn | |
| US4351146A (en) | Process and device for producing a yarn having alternate twists of opposite directions | |
| US4265082A (en) | Spun-like yarn and a process for manufacturing the same | |
| US7127784B2 (en) | Treatment of filament yarns to provide spun-like characteristics and yarns and fabrics produced thereby | |
| KR19990082716A (ko) | 사를방사,연신,및권취하기위한방법및장치 | |
| US3969885A (en) | Method for manufacturing a textured yarn | |
| US3796035A (en) | Semi-continuous filament combination yarn | |
| US3417560A (en) | Method and apparatus for producing a semi-continuous filament yarn | |
| JPS6329019B2 (ko) | ||
| US3823541A (en) | Effect voluminous yarn | |
| US20040107553A1 (en) | Treatment of filament yarns to provide spun-like characteristics and yarns and fabrics produced thereby | |
| US4854523A (en) | Twisted yarn feed spool and process for producing same | |
| US3688358A (en) | Process for producing bulky yarn from multifilament yarn | |
| DE3210784A1 (de) | Verfahren zur herstellung eines fasergarns | |
| JPH02118131A (ja) | 放射線不透過性糸 | |
| EP0505641B1 (en) | Short and long fiber composite yarn and process and apparatus for producing same | |
| US3535867A (en) | Process and apparatus for making a yarn of axially extending interconnected loops | |
| JPH062970B2 (ja) | スラブヤ−ン及びその製造方法 | |
| JPH0317934B2 (ko) | ||
| US4478037A (en) | Twisting method and apparatus | |
| US3504489A (en) | Semicontinuous filament yarn | |
| JPH0219213B2 (ko) | ||
| US20060200956A1 (en) | Method and device for the mechanical treatment of a yarn particularly a synthetic multi-strand yarn, and yarn produced in this way | |
| KR100227946B1 (ko) | 연신-권취기에서의 공기교락방법 |