KR820002000B1 - 고발포(高發泡) 폴리올레핀 절연전선의 제조방법 - Google Patents
고발포(高發泡) 폴리올레핀 절연전선의 제조방법 Download PDFInfo
- Publication number
- KR820002000B1 KR820002000B1 KR7900708A KR790000708A KR820002000B1 KR 820002000 B1 KR820002000 B1 KR 820002000B1 KR 7900708 A KR7900708 A KR 7900708A KR 790000708 A KR790000708 A KR 790000708A KR 820002000 B1 KR820002000 B1 KR 820002000B1
- Authority
- KR
- South Korea
- Prior art keywords
- foaming
- polyolefin
- core
- temperature
- core wire
- Prior art date
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/14—Insulating conductors or cables by extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
Abstract
내용 없음.
Description
본 발명은 전기적 특수성에 우수하며, 또한 기계적 강도가 뛰어난 고발포 폴리올레핀 절연전선의 제조방법에 관한 것이다.
심선(心線)상에 폴리올레핀 발포체를 피복한 발포폴리올레핀, 특히 폴리에틸렌 절연전선은, 통신케이블을 위시하여 각종의 용도에 실용화되고 있다. 이 발포폴리올레핀을 제조하기 위한 발포제로서는 수년전까지는 화학발포제, 예를들면 아조 디칼본아미 드, P, P' -옥시비스벤젠슬포닐히드라디드가 주체였고, 이발포제에 의하여 얻어지는 폴리올레핀의 발포도는 약50%가 한도로, 얻어지는 유전율은 약 1.6이었다. 최근에와서 발포제에액화가스, 예를들면 불화탄화수소나 저급의 지방족 탄화수소를 사용하는 발포압출 기술이 개발되어 이에 의하여 발포도가 약 90%, 유전율이 1.1정도의 고발포 폴리올레핀 절연전선이 제조가능하며, 통신케이블의 전송용량의 증대등에 큰 발전을 보았다. 그러나 이와같이 발포도를 높이 했을 경우, 필연적으로 이러나는 문제로서 발포체의 기계적 강도가 저하되어 전선의 제조시 또는 사용시에 손상을 입기 쉽다는 일이있다. 이러한 문제를 해결하는 방법으로서 발포폴리올레핀의 외주에 비발포의 플라스틱을 피복하여 보강층으로 하는 것이 고안되어, 발포폴리에틸렌과 비발포의 폴리에틸렌의 조합이 일부에서 실용화 되어있다. 그러나 이 방법으로는 발포층과 보강층과의 사이에서 발포도가 급격히 변화하고, 또 발포폴리스틸렌과 비발포 폴리에틸렌과는 전혀 이질의 플라스틱이기 때문에 밀착하지 않으므로 완전한 복합재료로서의 보강효과는 바랄수 없고, 기계적강도의 개선효과는 예상외로 적었다.
본 발명은 종래의 고발포절연 전선의 상기와 같은 문제점을 해소하고, 전기적 발포도가 높은 즉 유전율 이 낮고, 또한 압축강도나 내수성등의 기계적, 물리적 특성이 우수한 고발포폴리올레핀 절연전선을 얻으려하는 것이며, 심선상에 접착층을 거쳐고 발포용폴리올레핀 재료를 저압대에 압출피복하고, 폴리올 레핀의 발포가종료 할때 까지의 심선의 온도를 저압대의 온도 보다 높게 유지하므로서 심선근방의 폴리올레핀의 발포도를 높게하고, 이표면에 향함에 따라 발포도를 순차 낮게한 구조의 고발포폴리올핀 절연전선을 제조하는 것을 요지로하는 것이다.
이런경우, 저압대(예를들면 대기압)측의 온도는 심선측의 온도보다도 낮은 것이 불가결한 것으로 또 발포를 완전하게는 조해하지 않을 정도로 표면을 대기압이상으로 가압하는 상태가 바람직하므로 예를들면 물, 안개나 냉각공기등의 가압유 체중에서 발포를하면 좋은 결과를 얻을 수 있다.
또 심선측이 발포도가 높아지기 때문에 발포후의 외경이 안정되지 않는 경향이 있으므로 목적으로 하는 외경에 발포시키기 위하여는 싸이징 다이스를 사용하여 이 다이스중에서 발포를시키면 특히 길이방향으로 안정되므로 절연전선으로서는 호적하다. 이런 경우 싸이징다이스중에서 발포를 시키는 목적은 폴리올레핀의 자유로운 발포를 억제하고 외경의 변동을 방지함과 동시에 발포시의 폴리올레핀의 표면을 냉각하는 것이다.
또 폴리올레핀의 자유로운 발포를 억제한다는 뜻은 적어도 발포폴리올레핀을 자유롭게 발포시켰을 경우에 얻어지는 발포체의 외경보다도 적어도 작은 싸이징다이스를사 용하여야 한다.
이와같이 발포를 완전하게는 조해하지 않는 정도로 표면을 냉각하고, 바람직하기로는 가압하면서 발포시키므로서 표층의 자유로운 발포가 조해되고, 저발포층이 얻어진다.
한편 심선측은 반대로 온도를 높으게 할 필요가 있다. 압출피복전의 심신을 가스나 전기에 의하여 예열하는 방법은 저발포폴리올레핀의 압출피복시에 통상으적로 사용되나, 본 발명과 같은 고발포폴리올레핀의 경우에는 단순히 심선을 예열한다는 것은 바람직하지 못하고, 단순히 심선을 예열만으로 했을 경우에는 심선과 고발포 폴리올레핀이 전연 밀착이 되지않는다.
이것은 고발포 폴리올레핀을 얻기 위한 발포제로서, 지방족 탄화수소, 하로겐화 탄화수소등의 휘발성의 액체가 다량사용되므로 예열된 심선상에 발포용 폴리올레핀을 압출피복하면 심선과의 계면(界面)에서 휘발성액체의, 기화, 팽창이 이러나기 때문이다. 이것을 방지하기 위하여는 심선을 예열하기 보다는 반대로 냉각하고, 발포제의 기화, 팽창이 이러나지 않도록 심선근방의 발포용 폴리올레핀을 동결하고 비발포층을 형성하면 좋으나, 심선근처에 이와같은 비발포층을 형성하면 발포절연체의 전기적인 발포도가 현저하게 저하하고 유전율이 상승하기 때문에 일정의 유전율의 절연체를 얻기 위하여는심선근처의 비발포층을 보강하기 위하여, 외측의 발포도를 수 %나 올여야할 필요마저 생기어, 그 결과, 표면경도의 약한 발포절연전선밖에 얻을 수 없게 된다.
본 발명은 이런 문제를 해결하기 위하여 심선상에 에틸렌계폴리머등, 유전율이 낮은 플라스틱으로 되는 얇은 접착층을 더한 후 그 심선을 접착층의 플라스틱의 연화온도 가깝게 예열하고, 그 위에 고발포용 폴리올레핀을 압출 피복하는 것으로 접착층과 발포용 폴리올레핀과 완전히 융착되어 있기 때문에 발포제가 괴일 수 있는 계면이 존재하지 않으므로, 심선의 온도가 높은데도 불구하고 발포 종료후에도 심선과 고발포 폴리올레핀이 강고하게 일체가 되고, 따라서 전기적으로 안정된 장척의 고발포 폴리올레핀 절연전선이 얻어진다. 또 심선을 예열하고 있기 때문에 심선근방에 비발포층이 형성되는 일은 없고, 상술한 바와같은 발포시의 표면온도(저압대의 온도)를 실온(대기온)보다 낮게하는 수단과 병용하므로서 심선근처의 발포도를 표층보다도 높게하는 것이 가능하다.
이와같이 심선측의 발포도를 높게하는 목적은 상술한 바와같이 저유전율 고발포 폴리올레핀 절연층을 얻는 것이며, 따라서 사용하는 폴리올레핀으로서는 본래 비발포라도 유전율이 낮은 것이 바람직하며, 에틸렌폴리머로서, 저밀도 폴리에틸렌, 중밀도 폴리에틸렌, 고밀도 폴리에틸렌이 사용된다. 또 본 발명의 타의 목적인 강도가 큰 고발포체를 얻는 것을 중시할 경우에는, 원래 강도가 큰 폴리플로필렌이 호적하다 물론 이들의 폴리올레핀을 병용하는 것도 유효하다.
병용의 예로서는 저밀도 폴리에틸렌에 고밀도 폴리에틸렌이나 폴리플로필렌을 조합하므로서 유전율이 1.3이하이면서 기계적 강도가 단단한 고발포 폴리올레핀 절연전선이 얻어진다.
[실시예 1]
2.3mm경의 심선상에 접착층으로서 약 0.1mm두께의 저밀도 폴리에틸렌(밀도 0.92멜트인덱스 2.0)을 도포한후, 50mm압출기로 고발포용 폴리에틸렌을 압출피복하였다.
고발포용 폴리에틸렌으로서는 밀도 0.93멜트인덱스 2.0의 중밀도 폴리에틸렌을 사용하여 발포제로서는 데트라플오로디클로로에틴을 사용하였다. 발포제의 사용량은 발포제의 마무리외경이 약 9.1mm가 되도록 변량하였다. 압출기의 스크루우는 6회전 1분, 압출속도는 3m 1분이며, 압출후의 발포는 내경 10mm길이 300mm의 싸이징다이를 통과시키면서 행하였다. 싸이징다이의 온도는 냉각수를 흐르게 하여 약 20℃로 유지하였다.
이때의 심선의 예열온도를 변경한 경우의 발포제의 사용량과 얻어진 발포절연체의 특성을 조사한 결과 제1표와 같았다.

즉 심선예열온도를올 리므로서 심선근처의 기포의 성장이 촉진되므로, 발포제의 사용량을 18%이상적게하여도 동일한 절연체 외경이 얻어진다. 또 절연체의 비유도율은 저하하고, 비유전율에서 계산에 의하여 발포도를 구하면 심선예열을 행하지 않는 경우보다도 4%이상 크게된다.
비중법으로 측정한 발포도는 84%로 일정하며, 비유전율에서 구한 발포도는 비중법의 값에 가까와 진다. 또 기포경의 비를보면 표면측의 기포보다도 2배 이상 큰 기포가 심선측에 형성되는 것을 알수 있다.
종래의 방법으로는 압축강도는 심선예열을 행하여도 다소 커질 정도이지만 비유전율이 저하했을 경우는 강도가 저하하는 것이 당연하다는 것을 생각할 때 본 발명은 강도를 저하하지 않고 비유전율의 작은 발포절연체를 제조할 수 있는 것을 알수 있다.
[비교예]
심선상에 저밀도 폴리에틸렌의 접착층은 사용하지 않는 것외는 실시예 1과 같이 행한결과 심선예열온도가 50℃,80℃로는 다같이 심선과 발포절연체가 밀착이 불충분하기 때문에 싸이징다이를 통과시에 발포체가 심선에서 박리되어 싸이징다이가 막혀 성형할 수 없었다.
또한 이 경우의 심선예열은 압출기의 직전에서 심선을 가스불로 가열하여 행하였으나, 실시예 -1의 경우는 심선상에 폴리에틸렌의 접착층을 도포하고, 단 심선과 접착층 및 접착층과 발포절연층과의 밀착을 양호하게 할 필요상, 다음 순서에 따랐다. 단 이것들은 모두 동시에 연속하여 행하였다.
(가) 라심선을 예열→ (나) 접착층도포→ (다) 냉가→ (라) 열풍에 의한 재가열→ (마) 발포용 폴리에틸렌 압출피복
[실시예 2]
심선예열을 행하지 않는 경우와 동일의 비유전율(1.28)의 절연체를 심선예열은 행하여 얻는 예를 제2표에 표시한다.
단 예열온도는 80℃로 비유전율을 1.28에 맞우기 위하여 압출기의 스크루우 회전수를 올리고, 발포폴리에틸렌의 실착량을 증가시키고, 발포제의 사용량을 적게한외는 실시예 -1과 같이 행하였다.
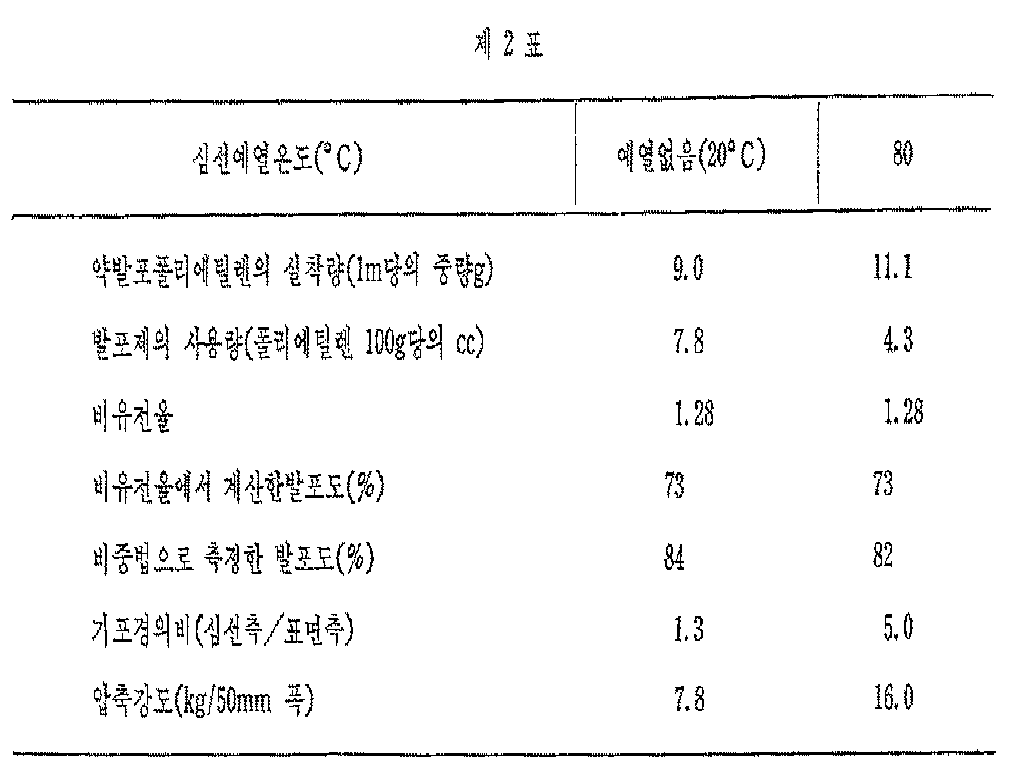
예열없음의 경우는 실시예 1과 같이 참고예이나, 이에 비교하여 심선 80℃로 예열한 경우는 발포폴리에틸렌의 실착량이 약 20% 많고, 발포제의 사용량을 약 40%나 적게하여도 비유전율 1.28이며, 예열없음의 때와 변하지 않는다.
이 결과 기포경의 비는 예열없음의 경우의 약 4배나 커지며, 또 압축강도는 약 2배가 되었다.
[실시예 3]
실시예 1의 방법에 있어 심선예열온도를 50℃로 하고 싸이징다이스의 온도를 변경했을 경우의 발포체의 특성은 다음과 같다.

이에 의하여 싸이집다이스의 온도는 심선예열 온도의 경우와 전연 반대의 영향을 줌을 알 수 있다. 그 이유는 싸이징다이스의 온도가 낮을때는, 발포시의 폴리올레핀의 표면을 냉각하고 폴리올레필의 점도를 낮우는 것과 폴리올레핀중에서 발포제가 표면으로 빠져나가는 것을 방지하는 것 외는, 싸이징 다이스중에서는 자유로운 발포, 팽창이 조해되어 표면측을 가압된 상태로 발포하는 것의 상영효과에 의한 것이다.
Claims (1)
- 심심상에 폴리올레핀의 고발포체를 피복한 절연전선의 제조에 있어, 심심상에 접착층을 통하여(휘발성액체 포함)발포용 폴리올레핀재류를 저압대역에 압출피복하고, 발포용 폴리올레핀이 발포를 종류할 때까지의 사이, 심선의 온도를 그 저압대역의 온도 보다도 높게 유지하는 것을 특징으로 하는, 심선측이 고발포이고 외표면에 향하여 연속적으로 발포도가 저하한 절연층을 가지는 고발포 폴리올레핀 절연전선의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR7900708A KR820002000B1 (ko) | 1979-03-08 | 1979-03-08 | 고발포(高發泡) 폴리올레핀 절연전선의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR7900708A KR820002000B1 (ko) | 1979-03-08 | 1979-03-08 | 고발포(高發泡) 폴리올레핀 절연전선의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR820002000B1 true KR820002000B1 (ko) | 1982-10-23 |
Family
ID=19211003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR7900708A KR820002000B1 (ko) | 1979-03-08 | 1979-03-08 | 고발포(高發泡) 폴리올레핀 절연전선의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR820002000B1 (ko) |
-
1979
- 1979-03-08 KR KR7900708A patent/KR820002000B1/ko active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1154216A (en) | Foamed perfluorocarbon resin compositions | |
| US4368350A (en) | Corrugated coaxial cable | |
| US4683166A (en) | Foamed plastic insulated wire and method for producing same | |
| US4547328A (en) | Method for producing foamed plastic insulator | |
| CA1124950A (en) | Foamed plastic insulated wire and method for producing the same | |
| KR820002000B1 (ko) | 고발포(高發泡) 폴리올레핀 절연전선의 제조방법 | |
| US4151238A (en) | Foam insulated conductor | |
| JP3227091B2 (ja) | 同軸ケーブル用絶縁材料、同軸ケーブルおよび同軸ケーブルの製造方法 | |
| JPS5811047B2 (ja) | 高発泡ポリオレフイン絶縁電線の製造方法 | |
| JP2737234B2 (ja) | 絶縁電線とその製造方法 | |
| JP3245209B2 (ja) | フッ素樹脂発泡体 | |
| JPH065139A (ja) | 高発泡体絶縁電線の製造方法 | |
| JPH0217885B2 (ko) | ||
| JP3514835B2 (ja) | 高発泡体被覆電線およびその製造方法 | |
| JPH03127413A (ja) | 高発泡体被覆電線の製法及び製造装置 | |
| JP2861283B2 (ja) | 発泡プラスチック絶縁電線 | |
| JPH03233815A (ja) | 発泡絶縁電線の製造方法 | |
| KR820002325B1 (ko) | 고발포 폴리올레핀 절연전선의 제조 방법 | |
| JPS6119412B2 (ko) | ||
| KR840002205B1 (ko) | 단열 파이프 | |
| JPH0616371B2 (ja) | 発泡絶縁電線の製造方法 | |
| JPH03146532A (ja) | 電線被覆用の発泡性ポリオレフィン樹脂組成物 | |
| JPH02284314A (ja) | 細径高発泡プラスチック絶縁電線の製造方法 | |
| JPH02210722A (ja) | 高発泡プロピレン系樹脂絶縁被覆の形成方法 | |
| JPS6237486B2 (ko) |