KR20230097123A - 비대칭면 합성 부직 텍스타일 및 그 제조 방법 - Google Patents
비대칭면 합성 부직 텍스타일 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20230097123A KR20230097123A KR1020237018070A KR20237018070A KR20230097123A KR 20230097123 A KR20230097123 A KR 20230097123A KR 1020237018070 A KR1020237018070 A KR 1020237018070A KR 20237018070 A KR20237018070 A KR 20237018070A KR 20230097123 A KR20230097123 A KR 20230097123A
- Authority
- KR
- South Korea
- Prior art keywords
- fibrous web
- fibers
- entangled
- nonwoven textile
- synthetic nonwoven
- Prior art date
Links
Images









































Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/02—Layered materials
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/10—Impermeable to liquids, e.g. waterproof; Liquid-repellent
- A41D31/102—Waterproof and breathable
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/18—Elastic
- A41D31/185—Elastic using layered materials
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/24—Resistant to mechanical stress, e.g. pierce-proof
- A41D31/245—Resistant to mechanical stress, e.g. pierce-proof using layered materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
- B32B5/073—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper characterised by the fibrous or filamentary layer being mechanically connected to another layer by sewing, stitching, hook-and-loop fastening or stitchbonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
- B32B5/267—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers characterised by at least one non-woven fabric layer that is a spunbonded fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
- B32B5/268—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers characterised by at least one non-woven fabric layer that is a melt-blown fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/4358—Polyurethanes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/45—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by forming intermeshing loops or stitches from some of the fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/555—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving by ultrasonic heating
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
- D04H1/66—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions at spaced points or locations
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H11/00—Non-woven pile fabrics
- D04H11/08—Non-woven pile fabrics formed by creation of a pile on at least one surface of a non-woven fabric without addition of pile-forming material, e.g. by needling, by differential shrinking
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
- D04H13/001—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation
- D04H13/002—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation characterised by the disposition or nature of their elements
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/03—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D04H3/105—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically by needling
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D2500/00—Materials for garments
- A41D2500/30—Non-woven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/24—Organic non-macromolecular coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0207—Elastomeric fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0207—Elastomeric fibres
- B32B2262/0215—Thermoplastic elastomer fibers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0292—Polyurethane fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
- B32B2262/062—Cellulose fibres, e.g. cotton
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/12—Conjugate fibres, e.g. core/sheath or side-by-side
- B32B2262/124—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/062—Load-responsive characteristics stiff, shape retention
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/20—Physical properties optical
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
Abstract
본원 양태들은 의복 및 기타 물품에서의 사용을 위해 적합한 재활용 가능한, 비대칭 표면의 합성 부직 텍스타일 및 이를 제작하기 위한 방법에 관한 것이다. 예시적인 양태에서, 비대칭 표면을 갖는 부직 텍스타일은, 제1 얽힘형 섬유 웨브(entangled web of fibers)로 형성되거나 실질적으로 형성되는 제1 면(face); 및 적어도 부분적으로 제2 얽힘형 섬유 웨브로 형성되거나 실질적으로 형성되는 대향하는 제2 면;을 포함한다. 의복 물품 안쪽에 포함될 때, 제1 면은 의복 물품의 외측 표면을 형성하고, 제2 면은 의복 물품의 내측 표면을 형성한다. 제1 면은 내마모성 등 외측 표면을 형성하기에 적합한 특징을 포함하고, 제2 면은 부드러운 촉감 등 내측 표면을 형성하기에 적합한 특징을 포함한다.
Description
본원 양태들은 의복 및 기타 물품을 위해 적합한 재활용 가능한 비대칭면 합성 부직 텍스타일 및 이를 제조하기 위한 방법에 관한 것이다.
전통적인 부직 텍스타일은 일반적으로 신장 및 회복 특성이 부족하여 의복 물품에 사용하기에 적합하지 않고, 고중량, 드레이프성 부족, 거친 감촉, 및 증가된 단열성이 요구되는 일부 경우에서는 단열 특성이 부족하여 의복 물품에 사용하기에 적합하지 않다. 또한, 전통적인 부직 텍스타일들은 일반적으로 대칭적인 면을 가지고 있어 예를 들어 청소 산업 및 개인 위생 산업에서 사용하기에 적합한 균일한 텍스타일을 제공한다. 그러나, 균일한 면을 갖는 것은 착용자의 피부 표면을 향하는 텍스타일 표면 및 외부 환경에 노출된 텍스타일 표면에 대해 상이한 특성이 요구될 수 있는 의복 물품에는 사용하기에 적합하지 않을 수 있다.
본원 양태들의 예시들은 첨부된 도면들을 참조하여 하기에서 상세하게 설명된다.
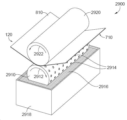
도 1은 본원 양태들에 따르는 예시의 인쇄된 합성 부직 텍스타일에 대한 예시의 생활주기(lifecycle)를 도시한 도면이다.
도 2는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제1 섬유 웨브(web of fibers)를 도시한 도면이다.
도 3은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 4는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 5는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 탄성중합체 층(elastomeric layer)을 도시한 도면이다.
도 6은 본원 양태들에 따르는 도 1의 예시적인 합성 부직 텍스타일의 제조에 사용하기 위한 예시적인 제조 공정을 도시한 도면이다.
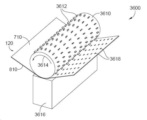
도 7은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제1 섬유 웨브를 도시한 도면이다.
도 8은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 9는 본원 양태들에 따르는 도 7의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 10은 본원 양태들에 따르는 예시적인 합성 부직 텍스타일에 대한 대안적인 구성의 단면도를 예시한 도면이다.
도 11은 본원 양태들에 따르는 실리콘-코팅된 섬유만을 도시하는 도 9의 단면도를 예시한 도면이다.
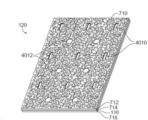
도 12는 본원 양태들에 따르는 파일(pile)을 갖는 예시적인 합성 부직 텍스타일의 제조에 사용하기 위한 예시적인 제조 프로세스를 도시한 도면이다.
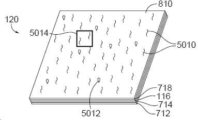
도 13은 본원 양태들에 따르는 도 12의 제조 공정을 사용하여 생성된 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 14는 본원 양태들에 따르는 도 13의 예시적인 합성 부직 텍스타일의 제2 면을 도시한 도면이다.
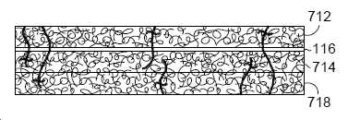
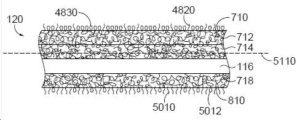
도 15는 본원 양태들에 따르는 도 13의 예시적인 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 11은 16은 본원 양태에 따라 제1 면이 제1 색상 특성 및 제2 색상 특성을 갖는 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 17은 본원 양태들에 따르는 도 16의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 18는 본원 양태들에 따르는 도 16의 예시적인 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 19는 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 20은 본원 양태들에 따르는 제2 시점에서의 도 19의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 21은 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 22는 본원 양태들에 따르는 제2 시점에서의 도 21의 예시적인 합성 부직 텍스타일의 제2 면을 도시한 도면이다.
도 23은 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일로부터 형성된 의복 물품의 외측 표면을 도시한 도면이다.
도 24는 본원 양태들에 따르는 제2 시점에서의 도 23의 의복 물품의 외측 표면을 도시한 도면이다.
도 25는 본원 양태들에 따르는 제2 시점에서의 도 23의 의복 물품의 내측 표면을 도시한 도면이다.
도 26은 본원 양태들에 따르는 제2시점에서의 도 25의 의복 물품의 외측 표면을 도시한 도면이다.
도 27은 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일로부터 형성된 예시적인 상체 의복을 도시한 도면이다.
도 28은 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일로부터 형성된 예시적인 하체 의복을 도시한 도면이다.
도 29는 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일의 제1 면에 화학 결합제를 도포하기 위한 예시적인 로토그라비어 시스템을 도시한 도면이다.
도 30은 본원 양태들에 따르는 도 29의 예시적인 로토그라비어 시스템의 그라비어 롤러의 예시적인 패턴을 도시한다.
도 31은 본원 양태들에 따르는 도 29의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 32는 본원 양태들에 따르는 도 31의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 33은 본원 양태들에 따르는 도 31의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
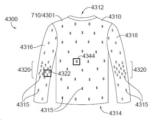
도 34는 본원 양태들에 따르는 화학 결합 부위의 구역별 적용을 갖는 상체 의복의 배면도를 예시한 도면이다.
도 35는 본원 양태들에 따르는 화학 결합 부위의 구역별 적용을 갖는 하체 의복의 정면도를 예시한 도면이다.
도 36은 본원 양태들에 따르는 본 명세서에 기술된 예시적인 합성 부직 텍스타일 상에 열 결합 부위를 생성하기 위한 예시적인 초음파 결합 시스템을 도시한다.
도 37은 본원 양태들에 따르는 도 36의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 38은 본원 양태들에 따른 열 결합 부위를 도시하는 도 37의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 39는 본원 양태들에 따르는 도 37의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 40은 본원 양태들에 따른 도 36의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 41은 본원 양태들에 따른 2세트의 열 결합 부위를 도시하는 도 40의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 42는 본원 양태들에 따르는 도 40의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 43은 본원 양태들에 따르는 열 결합 부위의 구역별 적용을 갖는 상체 의복의 배면도를 예시한 도면이다.
도 44는 본원 양태들에 따르는 열 결합 부위의 구역별 적용을 갖는 하체 의복의 정면도를 예시한 도면이다.
도 45는 본원 양태들에 따르는 열 결합 부위 및 화학 결합 부위를 갖는 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 46은 본원 양태들에 따른 열 결합 부위를 도시하는 도 45의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 47은 본원 양태들에 따르는 도 45의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 48은 본원 양태들에 따르는 예시적인 합성 부직 텍스타일의 제1 면 상의 필(pill)의 형성을 감소시키기 위한 예시적인 2단계 기계적 얽힘 공정의 개략도를 예시한 도면이다.
도 49는 본원 양태들에 따른 도 48의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 50은 본원 양태들에 따르는 도 49의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 51은 본원 양태들에 따르는 도 49의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 1은 본원 양태들에 따르는 예시의 인쇄된 합성 부직 텍스타일에 대한 예시의 생활주기(lifecycle)를 도시한 도면이다.
도 2는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제1 섬유 웨브(web of fibers)를 도시한 도면이다.
도 3은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 4는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 5는 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 탄성중합체 층(elastomeric layer)을 도시한 도면이다.
도 6은 본원 양태들에 따르는 도 1의 예시적인 합성 부직 텍스타일의 제조에 사용하기 위한 예시적인 제조 공정을 도시한 도면이다.
도 7은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제1 섬유 웨브를 도시한 도면이다.
도 8은 본원 양태들에 따르는 도 1의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 9는 본원 양태들에 따르는 도 7의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 10은 본원 양태들에 따르는 예시적인 합성 부직 텍스타일에 대한 대안적인 구성의 단면도를 예시한 도면이다.
도 11은 본원 양태들에 따르는 실리콘-코팅된 섬유만을 도시하는 도 9의 단면도를 예시한 도면이다.
도 12는 본원 양태들에 따르는 파일(pile)을 갖는 예시적인 합성 부직 텍스타일의 제조에 사용하기 위한 예시적인 제조 프로세스를 도시한 도면이다.
도 13은 본원 양태들에 따르는 도 12의 제조 공정을 사용하여 생성된 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 14는 본원 양태들에 따르는 도 13의 예시적인 합성 부직 텍스타일의 제2 면을 도시한 도면이다.
도 15는 본원 양태들에 따르는 도 13의 예시적인 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 11은 16은 본원 양태에 따라 제1 면이 제1 색상 특성 및 제2 색상 특성을 갖는 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 17은 본원 양태들에 따르는 도 16의 예시의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 18는 본원 양태들에 따르는 도 16의 예시적인 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 19는 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 20은 본원 양태들에 따르는 제2 시점에서의 도 19의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 21은 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 22는 본원 양태들에 따르는 제2 시점에서의 도 21의 예시적인 합성 부직 텍스타일의 제2 면을 도시한 도면이다.
도 23은 본원 양태들에 따르는 제1 시점에서의 도 1의 예시적인 합성 부직 텍스타일로부터 형성된 의복 물품의 외측 표면을 도시한 도면이다.
도 24는 본원 양태들에 따르는 제2 시점에서의 도 23의 의복 물품의 외측 표면을 도시한 도면이다.
도 25는 본원 양태들에 따르는 제2 시점에서의 도 23의 의복 물품의 내측 표면을 도시한 도면이다.
도 26은 본원 양태들에 따르는 제2시점에서의 도 25의 의복 물품의 외측 표면을 도시한 도면이다.
도 27은 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일로부터 형성된 예시적인 상체 의복을 도시한 도면이다.
도 28은 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일로부터 형성된 예시적인 하체 의복을 도시한 도면이다.
도 29는 본원 양태들에 따르는 본원 명세서에 기술된 예시적인 합성 부직 텍스타일의 제1 면에 화학 결합제를 도포하기 위한 예시적인 로토그라비어 시스템을 도시한 도면이다.
도 30은 본원 양태들에 따르는 도 29의 예시적인 로토그라비어 시스템의 그라비어 롤러의 예시적인 패턴을 도시한다.
도 31은 본원 양태들에 따르는 도 29의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 32는 본원 양태들에 따르는 도 31의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 33은 본원 양태들에 따르는 도 31의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 34는 본원 양태들에 따르는 화학 결합 부위의 구역별 적용을 갖는 상체 의복의 배면도를 예시한 도면이다.
도 35는 본원 양태들에 따르는 화학 결합 부위의 구역별 적용을 갖는 하체 의복의 정면도를 예시한 도면이다.
도 36은 본원 양태들에 따르는 본 명세서에 기술된 예시적인 합성 부직 텍스타일 상에 열 결합 부위를 생성하기 위한 예시적인 초음파 결합 시스템을 도시한다.
도 37은 본원 양태들에 따르는 도 36의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 38은 본원 양태들에 따른 열 결합 부위를 도시하는 도 37의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 39는 본원 양태들에 따르는 도 37의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 40은 본원 양태들에 따른 도 36의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 41은 본원 양태들에 따른 2세트의 열 결합 부위를 도시하는 도 40의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 42는 본원 양태들에 따르는 도 40의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 43은 본원 양태들에 따르는 열 결합 부위의 구역별 적용을 갖는 상체 의복의 배면도를 예시한 도면이다.
도 44는 본원 양태들에 따르는 열 결합 부위의 구역별 적용을 갖는 하체 의복의 정면도를 예시한 도면이다.
도 45는 본원 양태들에 따르는 열 결합 부위 및 화학 결합 부위를 갖는 예시적인 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 46은 본원 양태들에 따른 열 결합 부위를 도시하는 도 45의 합성 부직 텍스타일의 대향하는 제2 면을 도시한 도면이다.
도 47은 본원 양태들에 따르는 도 45의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
도 48은 본원 양태들에 따르는 예시적인 합성 부직 텍스타일의 제1 면 상의 필(pill)의 형성을 감소시키기 위한 예시적인 2단계 기계적 얽힘 공정의 개략도를 예시한 도면이다.
도 49는 본원 양태들에 따른 도 48의 예시적인 로토그라비어 시스템을 사용하여 화학 결합제가 적용된 후의 합성 부직 텍스타일의 제1 면을 도시한 도면이다.
도 50은 본원 양태들에 따르는 도 49의 합성 부직 텍스타일에서 사용하기 위한 제2 섬유 웨브를 도시한 도면이다.
도 51은 본원 양태들에 따르는 도 49의 합성 부직 텍스타일의 단면도를 예시한 도면이다.
본 발명의 주제는 법에 명시된 요건들을 충족하기 위해 본원에서 구체적으로 설명된다. 그러나 설명 자체는 본원 개시의 범위를 제한하는 것으로 의도되지 않는다. 오히려, 본원 발명자들은, 청구되거나 개시되는 주제가, 다른 현재 또는 향후 기술들과 함께, 본원 문헌에서 설명되는 것들과 유사한 상이한 단계들 또는 단계들의 조합들을 포함하기 위해, 다른 방식으로도 실시될 수 있다는 점을 고려하였다. 또한, 비록 "단계" 및/또는 "블록"이란 용어들이 채용된 방법들의 상이한 요소들을 함축하기 위해 본원에서 사용될 수 있다고 하더라도, 상기 용어들은, 개별 단계들의 순서가 분명하게 언급되어 있지 않은 한, 그리고 언급될 때를 제외하고, 본원에서 개시되는 다양한 단계들 중 또는 그 단계들 간에 임의의 특정한 순서를 암시하는 것으로서 해석되어서는 안 된다.
전통적인 부직 텍스타일은 일반적으로 신장 및 회복 특성이 부족하여 의복 물품에 사용하기에 적합하지 않고, 고중량, 드레이프성 부족, 거친 감촉, 및, 증가된 단열성이 요구되는 일부 경우에서는 단열 특성이 부족하여 의복 물품에 사용하기에 적합하지 않다. 또한, 전통적인 부직 텍스타일들은 일반적으로 대칭적인 면을 가지고 있어 예를 들어 청소 산업 및 개인 위생 산업에서 사용하기에 적합한 균일한 텍스타일을 제공한다. 그러나, 균일한 면을 갖는 것은 착용자의 피부 표면을 향하는 텍스타일 표면 및 외부 환경에 노출된 텍스타일 표면에 대해 상이한 특성이 요구될 수 있는 의복 물품에는 사용하기에 적합하지 않을 수 있다.
본원 양태들은 의복 및 기타 물품에서의 사용을 위해 적합한 재활용 가능한, 비대칭 표면의 합성 부직 텍스타일 및 이를 제작하기 위한 방법에 관한 것이다. 예시적인 양태에서, 비대칭 표면을 갖는 부직 텍스타일은, 제1 얽힘형 섬유 웨브(entangled web of fibers)로 형성되거나 실질적으로 형성되는 제1 면(face); 및 적어도 부분적으로 제2 얽힘형 섬유 웨브로 형성되거나 실질적으로 형성되는 대향하는 제2 면;을 포함한다. 의복 물품 안쪽에 형성될 때, 제1 면은 의복 물품의 외측 표면을 형성하고, 제2 면은 의복 물품의 내측 표면을 형성한다. 제1 얽힘형 섬유 웨브는 비대칭 표면 합성 부직 텍스타일이 물품 내에 형성될 때 외부 환경에 대한 노출에 있어 적합한 특징을 가질 수 있다. 예를 들면, 제1 얽힘형 웨브를 형성하는 섬유들은, 제1 얽힘형 웨브가 섬유들의 파손 없이 마모력에 보다 더 저항할 수 있도록, 제2 얽힘형 웨브를 형성하기 위해 사용되는 섬유들의 데니어(denier)보다 약 2배 더 큰 데니어를 보유할 수 있다.
제2 얽힘형 섬유 웨브의 특징들은 비대칭면 합성 부직 텍스타일이 의복 물품 안쪽에 형성될 때, 제2 얽힘형 섬유 웨브가 피부 대향 표면을 형성하기 위해 적합하게 한다. 예를 들면, 제2 얽힘형 웨브를 형성하는 섬유들은, 제2 대향면이 마모력에 보다 덜 노출될 수 있기 때문에, 제1 얽힘형 웨브를 형성하기 위해 사용되는 섬유들의 데니어의 약 절반인 데니어를 보유할 수 있다. 또한, 폭이 보다 더 좁은 데니어는 피부 또는 가까운 피부 접촉을 위해 편안하게 하는 부드러운 질감을 생성할 수 있다. 또한, 제2 얽힘형 웨브는, 부드러운 질감을 부여하고 텍스타일의 드레이프성을 개선시키는(즉 텍스타일을 보다 덜 뻣뻣하게 하는) 실리콘 코팅 섬유들(silicone-coated fibers)을 포함할 수 있다.
추가의 예시적인 양태에서, 제2 면은 파일(pile)을 형성하기 위해 제2 면의 표면 평면에 수직인 방향으로 제2 면으로부터 멀어지게 연장되는 루프 및/또는 섬유 단자 단부를 포함할 수 있다. 예를 들어, 루프 및/또는 섬유 단자 단부는 제2 면으로부터 약 1.5mm 내지 약 8.1mm 떨어져 연장될 수 있다. 파일은 착용자에 의해 가열된 공기를 포획하는 것을 돕고 이에 의해 부직 텍스타일의 절연 특성을 개선한다. 파일은 또한 착용자에게 추가적인 편안함을 제공한다.
추가의 양태에서, 비대칭면 합성 부직 텍스타일은 또한 제1 면 및 제2 면과 관련된 상이한 색상 특성을 포함할 수 있다. 일 양태에서, 색상 특성은 다른 면에 비해 일 면 상에서 더 확연한 헤더 효과(heather effect)의 형태일 수 있다. 상이한 색상 특성들은 부직 텍스타일로 형성된 의복 품목에 바람직한 미적 특징을 부여할 수 있으면서도, 의복 품목의 바깥쪽 대향면 및 그 안쪽 대향면과 관련하여 착용자에게 시각적 마커(visual marker)도 제공할 수 있다. 또한, 상이한 색상 특성들은 의복 품목이 리버서블 웨어(reversible wear)(즉, 의복 품목의 "뒤집어" 입는 착용)를 위해 적합하게 할 수 있다. 상이한 색상 특성들은, 예를 들면, 텍스타일의 상이한 면들을 형성하는 섬유들을 위해 특정한 색상들을 선택함으로써, 그리고 착색 섬유들(colored fibers)이 제2 면에 비해 제1 면으로 보다 더 많이 선택적으로 이동되거나 그와 반대로 이동되도록 얽힘 매개변수들(entaglement parameters)을 선택함으로써 측면들에 부여될 수 있다.
비대칭 표면 합성 부직 텍스타일은 섬유의 제1 및 제2 얽힘형 웨브 사이에 위치된 탄성중합체 층을 추가로 포함할 수 있다. 탄성중합체 층은 합성 부직 텍스타일에 신장 및 회복 특성을 부여하며, 이는 합성 부직 텍스타일이 상체 의복 및 하체 의복과 같은 의복 물품에서 사용하기에 적합하게 한다. 탄성중합체 층은 그 자체로 보통의 마손(wearer and tear)에 저항하기에 충분한 인장 강도가 부족할 수 있다. 따라서, 탄성중합체 층은, 결속 구조(cohesive structure)를 생성하기 위해 얽힘 공정(entanglement process)을 사용하여 탄성중합체 층을 통해 상이한 웨브들로부터 섬유들을 연장시킴으로써, 합성 부직 텍스타일 내에 통합된다.
또한, 일부 예시적 양태에서, 합성 부직 텍스타일은 탄성중합체 층과 함께 적층되는 추가 얽힘형 웨브들(예: 제3 얽힘형 섬유 웨브, 제4 얽힘형 섬유 웨브 등)도 포함한다. 사전 얽힘형 섬유 웨브들(pre-entanged webs of fibers)의 무게는 얽힘 이후 최소 두께를 보유하는 경량 합성 부직 텍스타일을 달성하도록 선택될 수 있다. 또한, 얽힘형 웨브들의 개수, 섬유 데니어, 섬유 유형, 섬유 길이 등의 선택은 그 결과에 따라 텍스타일을 형성하는 섬유들 사이에서 공기 포집(trapping)을 통해 향상된 단열을 제공하는 합성 부직 텍스타일을 제조한다. 나아가, 부직 텍스타일을 형성하기 위해 사용되는 상이한 웨브들의 특성들 및/또는 웨브들의 개수는 합성 부직 텍스타일의 면들 각각을 위해 의도되는 상이한 최종 특성들을 포함하는 합성 부직 텍스타일의 의도되는 상이한 최종 특성들을 달성하기 위해 조정될 수 있다. 그 결과, 열 특성, 신장 및 회복, 우수한 드레이프성, 흥미로운 시각적 미적 특질, 마모에 대한 우수한 저항성 및 부드러운 질감을 보유하는 경량의 비대칭 대향형 합성 부직 텍스타일이 제조되며, 이는 합성 부직 텍스타일이 운동복을 위해 적합한 의복 물품들을 형성하기에 이상적이게 한다.
본원에서 고려되는 합성 부직 텍스타일은 다양한 방식으로 피니쉬될 수 있다. 예를 들어, 텍스타일은 선택된 인쇄 기술을 사용하여 하나 이상의 패턴, 그래픽, 로고 등으로 인쇄될 수 있다. 예시의 일 양태에서, 인쇄는, 인쇄 구성요소가 얽힘 공정 동안 부직 텍스타일 내에 통합되도록, 얽힘 공정 이전에 하나 이상의 섬유 웨브에 적용될 수 있다. 부직 텍스타일이 의복 물품 내에 형성될 때, 상이한 기술들이 텍스타일 가장자리들을 봉합(seaming)하기 위해 사용될 수 있다. 예를 들면, 텍스타일 가장자리들은 중첩될 수 있으며, 그리고 얽힘 공정은 텍스타일 가장자리들에서 비롯되는 섬유들을 서로 얽히게 하고 그에 따라 솔기(seam)를 형성하기 위해 사용될 수 있다.
또한, 본원 양태들은, 본원의 비대칭 표면 부직 텍스타일이 재활용될 수 있고 일부 양태에서는 텍스타일이 완전하게 재활용될 수 있다는 점을 고려한다. 따라서, 양태들에서, 읽힘형 웨브들을 형성하기 위해 선택된 섬유들은, 보통 폴리에스테르 섬유로서 공지되어 있는 재활용된 폴리에틸렌 테레프탈레이트(PET) 섬유를 포함한 재활용된 재료들을 포함할 수 있다. 그에 추가로, 또한, 탄성중합체 층을 형성하기 위해 선택되는 재료들은 완전하게 재활용될 수 있다. 재활용된 섬유들 및 재료들의 사용은 합성 부직 텍스타일의 탄소 발자국을 감소시킨다.
비대칭 표면 합성 부직 텍스타일은 섬유의 2개 이상의 웨브 사이에 탄성중합체 층을 위치시킴으로써 형성된다. 웨브들의 개수, 섬유 데니어, 개별 웨브들의 무게, 섬유 길이, 섬유 색상 및 섬유 코팅과 같은 상이한 웨브에 대한 특성의 선택은, 본원의 합성 부직 텍스타일의 의도되는 최종 특성들을 기반으로 한다. 탄성중합체 층이 섬유의 2개 이상의 웨브 사이에 위치되면, 기계적 얽힘 공정이 수행된다. 예시의 일 양태에서, 기계적 얽힘 공정은 니들 펀칭(needle punching)이다. 바늘 선택, 스티치 밀도, 침투 깊이, 침투 방향, 바늘 통과 횟수 등과 같은, 니들 펀칭 공정과 관련된 상이한 매개변수들은 비대칭 대향형의 합성 부직 텍스타일의 의도되는 최종 특성들을 기반으로 선택된다. 예를 들면, 매개변수들은, 의도되는 두께, 의도되는 신장 및 회복도, 의도되는 무게, 의도되는 드레이프성 또는 강성 등을 보유하는 부직 텍스타일을 제조하기 위해 선택될 수 있다.
니들링 파라미터와 조합된 상이한 웨브에 대한 특성의 선택은 부직 텍스타일에서 세척 및/또는 마모 후에 비대칭을 생성할 수 있다. 몇몇 양태에서, 세척 및/또는 마모에 의해 생성된 비대칭성은 요망되는 속성인 것일 수 있다. 예를 들어, 부직 텍스타일의 제2 면은 부직 텍스타일의 제1 면보다 더 큰 정도로 필링될 수 있다. 부직 텍스타일이 의복 물품에 포함되는 경우, 이는 의복 물품의 내부 대향 표면이 의복 물품의 외측 표면보다 더 큰 정도로 필링될 수 있다는 것을 의미한다. 예시적인 양태에서, 차동 필링은 부직 텍스타일의 제2 면을 부분적으로 형성하는 제2 얽힘형 웨브에서 실리콘 코팅된 섬유가 사용됨에 따른 것일 수 있다. 실리콘 코팅은 섬유가 이동하는 경향을 증가시켜(즉, 섬유가 얽히지 않도록 마찰이 줄어들어) 섬유 끝이 필을 형성할 수 있는 제2 면 상에 노출될 수 있다. 예시적인 양태에서, 필의 존재는 바람직한 미적, 및 웨브 및/또는 얽힘 파라미터의 선택과 관련된 인자로서, 필 형성의 가능성을 증가시키도록 조절될 수 있다. 또한, 합성 부직 텍스타일로부터 형성된 의복 물품의 내부 대향 표면 상에 보다 많은 개수의 필을 갖는 것은 오래된 스웨터 셔츠를 착용하고 있을 때 경험되는 것과 유사한 착용자 편안함에 기여할 수 있다. 예시적인 양태에서, 필의 형성이 원하는 속성이 아닌 경우, 합성 부직 텍스타일은 다림질, 캘린더링, 엠보싱, 열 결합, 및/또는 상기 합성 부직 텍스타일의 면에 대한 코팅의 도포를 이용하여, 필에 대한 저항성을 증가시키는 후처리 단계를 경험할 수 있다.
결과적인 부직 텍스타일에 대한 추가적인 요망되는 특성을 달성하기 위한 추가적인 제조 단계가 부여될 수 있다. 예를 들어, 일반적으로 딜루어 카펫(Dilour carpet)을 제조하는 데 사용되는 니들 펀칭 공정을 활용하여 부직 텍스타일의 제1 면이 아닌 제2 면에 더미를 형성할 수 있다. 이 양태에서, 브러시는 니들 펀칭 공정 중에 부직 텍스타일의 제2 면에 인접하여 배치된다. 니들은 니들 펀칭 공정이 완료될 때까지 섬유들 및/또는 섬유 루프들을 웨브에서 브러시로 밀어 넣어 제자리에 고정하기 위하여 사용된다. 부직 텍스타일이 브러쉬로부터 제거되면, 브러쉬에 의해 고정되었던 섬유 및/또는 섬유 루프는 제2 면의 표면 평면에 수직인 공통 방향으로 배향된다.
본원에서 사용되는 것처럼, "의복 물품(article of apparel)"이란 용어는 착용자가 착용하는 물품들을 포함하는 것으로 의도되는 것이다. 예를 들면, 상기 의복 물품은 상체 의복들[예: 탑스(tops), 티셔츠, 풀오버, 후드 티, 재킷, 코트 등) 및 하체 의복들(예: 팬티, 반바지, 팬티스타킹, 카프리 바지, 유니타드 등)을 포함할 수 있다. 또한, 의복 물품들은 모자, 장갑, 소매(팔 소매, 종아리 슬리브), 신발용 갑피와 같은 신발류의 물품 등을 포함할 수 있다. "내측 표면(inner-facing surface)이란 용어는, 의복 물품을 가리킬 때, 착용자의 신체 표면을 향해 있도록 구성되는 표면을 의미하고, "외측 표면(outer-facing surface)"이란 용어는, 내측 표면의 반대쪽, 착용자의 신체 표면으로부터 이격 방향으로, 그리고 외부 환경으로 향해 있도록 구성되는 표면을 의미한다. "최내측 표면(innermost-facing surface)"이란 용어는 의복 물품의 다른 층들에 대하여 착용자의 신체 표면에 가장 가깝게 있는 표면을 의미하며, 그리고 "최외측 표면(outermost-facing surface)"이란 용어는 의복 물품의 다른 층들에 대하여 착용자의 신체 표면으로부터 이격 방향으로 가장 멀리 위치되는 표면을 의미한다.
본원에서 사용되는 것처럼, "부직 텍스타일(nonwoven textile)"이란 용어는 편성(knit), 직조(woven), 편조(braided) 구성 또는 다른 구조화된 구성의 형태인 것을 제외한 기계적 및/또는 화학적 상호작용에 의해 서로 파지되는 섬유들을 나타낸다. 특정한 양태에서, 부직 텍스타일은 매트(mat)형 재료를 형성하기 위해 기계적으로 조작된 섬유들의 집합체(collection)를 포함한다. 달리 말하면, 부직 텍스타일은 섬유들로 직접적으로 제작된다. 부직 텍스타일은 결속 구조 내에 형성되는 상이한 섬유 웨브들을 포함할 수 있되, 상이한 섬유 웨브들은 섬유들의 상이하거나 유사한 조성물 및/또는 상이한 특성들을 포함할 수 있다. "섬유 웨브(web of fibers)"란 용어는 하나 이상의 다른 섬유 웨브와의 기계적 얽힘 공정을 수행하기 이전의 층을 나타낸다. 섬유 웨브는, 일반적으로 x, y 평면을 따라서 연장되는하나 이상의 공통 방향으로 섬유들을 정렬시키고 의도되는 평량(basis weight)을 달성하는 소면 및 래핑 공정(carding and lapping process)으로 처리된 섬유들을 포함한다. 또한, 섬유 웨브들은, 섬유 웨브가 조작(manipulation)될 수 있는(예컨대 롤러 상에 감기거나, 롤러에서 풀리거나, 적층되는 등) 결속 구조를 형성하는 정도로 방의 섬유들을 얽히게 하는 라이트 재봉 공정(light needling process) 또는 기계적 얽힘 공정으로 처리될 수 있다. 또한, 섬유 웨브는 합성 부직 텍스타일을 형성하기 위해 다른 섬유 웨브들과 얽히기 전에 인쇄와 같은 하나 이상의 추가 처리 단계로 처리될 수도 있다. "얽힘형 섬유 웨브"란 용어는, 합성 부직 텍스타일과 관련될 때, 하나 이상의 다른 섬유 웨브와의 기계적 얽힘 공정으로 처리된 이후의 섬유 웨브를 나타낸다. 예를 들면, 얽힘형 섬유 웨브는, 층을 형성하는 섬유 웨브 내에 원래 존재하는 섬유들뿐만 아니라, 얽힘 공정을 통해 얽힘형 섬유 웨브 안쪽으로 이동된 다른 섬유 웨브들 내에 존재하는 섬유들 역시도 포함할 수 있다.
여기서 고려되는 기계적 얽힘 공정은 가시 바늘(barbed needle) 또는 구조화된 바늘[예: 포크형 바늘(forked needle)]을 사용한 (보통 니들 펀칭으로서 알려진) 니들 얽힘 공정, 또는 유체 얽힘 공정을 포함할 수 있다. 본원에서 고려되는 양태들에서, 니들 펀칭은 사용되는 섬유들의 작은 데니어; 및 니들 펀칭 공정과 관련된 상이한 매개변수들의 미세 조정 능력;을 기반으로 활용될 수 있다. 니들 펀칭은 일반적으로 수평인 배향(x, y 평면을 따라 연장되는 배향)에서 일반적으로 수직인 배향(z-방향 배향)으로 섬유들의 백분율을 변위시키기 위해 일반적으로 가시 바늘 또는 스파이크 바늘(spiked needle)을 이용한다. 일반적으로 니들 펀칭 공정과 관련하여, 소면형(carded), 래핑형(lapped) 및 사전 재봉형(pre-needled) 웨브들이 다른 소면형, 래핑형, 사전 재봉형 웨브 및 탄성중합체 층과 같은 다른 층들과 함께 적층될 수 있으며, 그리고 적층된 웨브 구조의 맞은편 측면들 상에 위치되는 베드 플레이트(bed plate)와 스트리퍼 플레이트(stripper plate) 사이로 통과될 수 있다. 니들 보드(needle board)에 고정되는 가시 바늘들은 적층된 웨브 구조를 안쪽 및 바깥쪽으로 통과하며, 그리고 스트리퍼 플레이트는, 바늘들이 적층된 웨브 구조의 안쪽 및 바깥쪽으로 이동한 후에, 바늘들에서 섬유들을 벗긴다. 스트리퍼 플레이트와 베드 플레이트 간의 간격은 재봉(needling) 동안 웨브 압축(web compression)을 제어하기 위해 조정될 수 있다. 니들 보드는, 적층된 웨브 구조의 길이가 재봉되도록, 적층된 웨브 구조가 이송 시스템을 따라서 기계 방향으로 이동됨에 따라서, 적층된 웨브 구조와 반복해서 맞물리거나 그로부터 맞물림 해제된다. 본원 양태들은 이송 시스템을 따르는 상이한 지점들에 순차적으로 위치되는 다수의 니들 보드를 사용하는 것을 고려하되, 상이한 니들 보드들은, 적층된 웨브 구조가 기계 방향으로 이동함에 따라 적층된 웨브 구조의 상이한 면들(예컨대, 상부 면 및 하부 면)에서부터 적층된 웨브 구조와 맞물릴 수 있다. 적층된 웨브 구조와 니들 보드의 각각의 맞물림은 본원에서는 "패스(pass)"로서 이해된다. 특정한 니들 보드들과 관련된 매개변수들은 결과에 따른 재봉된 부직 텍스타일의 의도되는 특성들(예: 평량, 두께 등)을 달성하기 위해 조정될 수 있다. 상이한 매개변수들은 얽힘 패스(entanglement pass) 동안 사용되는 cm2당 바늘의 개수(n/cm2)인 스티치 밀도(SD); 및 바늘이 적층된 웨브 구조로부터당겨지기 전에 적층된 웨브 구조를 얼마나 멀리 통과하는지 나타내는 침투 깊이(PD);를 포함할 수 있다. 또한, 니들 펀칭 공정과 관련된 매개변수들은 일반적으로 베드 플레이트와 스트리퍼 플레이트 간의 간격 및 적층된 웨브 구조의 이송 속도처럼 조정될 수 있다.
본원 양태들은, 비록 다른 바늘 유형들이 여기서 고려되기도 하지만, 가시 바늘(바늘의 길이를 따라 미리 설정된 수로 배치된 가시들을 포함한 바늘)을 사용하는 점을 고려한다. 바늘 상의 가시들은, 가시가 적층된 웨브 구조의 제1 면에서부터 맞은편의 제2 면으로 이동할 때, 섬유들을 "포착"한다. 적층된 웨브 구조를 통과하는 바늘의 이동은 제1 대향면에 가까운 위치 또는 그곳에서부터 제2 대향면에 가까운 위치 또는 그곳으로 가시들에 의해 포착된 섬유들을 효과적으로 이동시키거나 밀며, 그리고 추가로 다른 섬유들과의 물리적 상호작용을 야기하여 예컨대 마찰을 통해 이동되는 섬유들을 제자리에 "잠금 고정"시키는 데 도움을 준다. 또한, 여기서는, 바늘들이 제2 대향면에서부터 제1 대향면을 향해 적층된 웨브 구조를 통과할 수 있는 점도 고려된다. 예시의 양태들에서, 섬유들과 상호작용하는 바늘 상의 가시들의 개수는 바늘의 침투 깊이를 기반으로 할 수 있다. 예를 들면, 모든 가시는, 침투 깊이가 제1 양(amount)일 때 섬유들과 상호작용할 수 있으며, 그리고 침투 깊이가 감소함에 따라 모든 가시보다 더 적은 개수의 가시가 섬유들과 상호작용할 수 있다. 추가 예시의 양태들에서, 가시의 크기는 웨브(들)에서 사용되는 섬유들의 데니어를 기반으로 조정될 수 있다. 예를 들면, 가시 크기는, 작은 데니어 섬유들의 선택적인 이동을 야기하지만, 그러나 큰 데니어 섬유들의 선택적인 이동은 야기하지 않도록 하기 위해, 작은 데니어(예컨대 미세한) 섬유들과 맞물리지만, 그러나 큰 데니어 섬유들과는 맞물리지 않도록 선택될 수 있다. 또 다른 예시에서, 가시 크기는, 웨브들을 통해 작은 데니어 섬유 및 큰 데니어 섬유 모두의 이동을 야기하도록 하기 위해 두 섬유 모두와 맞물리도록 선택될 수 있다.
얽힘 공정 이후, 부직 텍스타일은 제1 면 및 맞은편의 제2 면을 포함할 수 있되, 이들 두 면은 부직 텍스타일의 내부에 대하여 바깥쪽으로 향해 있으면서 부직 텍스타일의 최바깥쪽 면들을 포함한다. 예를 들면, 부직 텍스타일을 볼 때, 제1 면 및 제2 면은 각각 완전하게 보일 수 있다. 제1 면과 제2 면은 모두 일반적으로 서로 평행하고 상호 간에 오프셋되어 있는 x, y 평면들을 따라서 연장될 수 있다. 예를 들면, 제1 면은 제1 x, y 평면으로 배향될 수 있고, 제2 면은 일반적으로 제1 x, y 평면에 대해 평행하고 그로부터 오프셋된 제2 x, y 평면으로 배향될 수 있다.
본원에서 사용되는 것과 같은 "탄성중합체 층"이란 용어는 적어도 하나의 배향축(orientational axis)에서 신장 및 회복 특성을 보유하는(즉, 탄력성이 있는) 층을 나타내되, 이러한 층은 단일의 배향축에서 신장성 및 회복성을 갖는 층과 다수의 배향축에서 신장성 및 회복성을 갖는 층 모두를 포함한다. 배향축의 예시들은 길이 방향, 폭 방향, x 방향, y 방향, 그리고 길이 방향, 폭 방향, x 방향 및 y 방향으로부터 임의의 방향 각도 오프셋을 포함한다. 탄성중합체 층은, 열가소성 폴리우레탄(TPU), 열가소성 폴리에테르 에스테르 탄성중합체(TPEE), TPU와 TPEE의 조합물 등과 같은 열가소성 탄성중합체들로 형성될 수 있다. 탄성중합체 층은 스펀본드 층(spunbond layer), 멜트블로운 층(meltblown layer), 필름, 웨브 등을 포함할 수 있다. 예시의 양태들에서, 탄성중합체 층은 스펀본드 TPEE 또는 멜트블로운(meltblown) TPU를 포함할 수 있다. 스펀본드 TPEE 또는 멜트블로운 TPU와 같은 부직 탄성중합 재료들은 탄성중합 필름보다 더 낮은 평량을 허용한다. 또한, 상기 재료들은 일반적으로 필름과 대조적으로 웨브의 섬유 본성(fibrous nature)으로 인해 통기성 및 투기성(permeability)이 보다 더 높으며, 그리고 일반적으로 필름보다 더 유연하다(즉, 덜 뻣뻣하다). 이러한 인자들(낮은 평량, 통기성 및 투기성, 유연성)은 상기 재료들이 특히 의복 문맥에서 본원에서 설명되는 예시의 합성 부직 텍스타일에서 사용을 위해 이상적이게 하되, 상기 인자들은 바람직한 특징들이다.
섬유와 관련할 때, 데니어 또는 섬유당 데니어란 용어는 섬유의 선형 질량 밀도에 대한 측정 단위이며, 보다 더 구체적으로는 섬유의 9000미터당 그램 단위의 질량이다. 예시의 일 양태에서, 섬유의 데니어는 ASTM D1577-07을 사용하여 측정될 수 있다. 섬유의 dtex는 섬유 길이의 10,000미터당 그램 단위인 개별 섬유의 질량이다. 섬유의 지름은 섬유의 데니어 및 섬유의 밀도를 기반으로 계산될 수 있다. 예를 들면, 밀리미터 단위인 섬유 지름(d)은 D =dtex를 100으로 나눈 제곱근인 공식을 사용하여 계산될 수 있다. 일반적으로, 섬유의 직경은 섬유의 데니어와 직접적인 상관관계가 있다(즉, 데니어가 작은 섬유일수록 직경이 작다). 여기서 고려되는 섬유들은, 보통 폴리에스테르로서 공지된 폴리에틸렌 테레프탈레이트(PET)를 포함하여, 다수의 상이한 재료(예: 면섬유, 나일론 등)로 형성될 수 있다. PET 섬유들은 버진 PET 섬유들(재활용되지 않은 섬유들) 및 재활용된 PET 섬유들을 포함할 수 있다. 재활용된 PET 섬유들은 파쇄된 물품들에서 파생되는 파쇄된 PET 섬유들과 재압출된 PET 섬유들(재활용된 PET 침들을 사용하여 재압출된 섬유들)을 포함한다.
본원에서 사용되는 것과 같은 "실리콘 코팅 섬유(silicone-coated fiber)"란 용어는, 실리콘 코팅이 섬유 길이를 따라서 섬유를 완전하게 덮도록 연속 실리콘 코팅을 포함하는 섬유를 의미할 수 있다. 일례에서, 섬유는 코어(core)를 형성할 수 있고, 실리콘은 코어를 에워싸는 외피(sheath)를 형성할 수 있다. 다른 예시의 양태들에서, "실리콘 코팅 섬유"란 용어는 섬유의 길이를 따라서 적어도 일부 구역에 간헐적인 실리콘 코팅을 포함하는 섬유를 의미할 수 있다. 예를 들면, 섬유는 실리콘 코팅으로 분무될 수 있다. 본 양태에서, 특정한 섬유 웨브가 100중량 퍼센트의 실리콘 코팅 섬유를 포함한다면, 여기서는 웨브를 형성하는 섬유들이 실리콘 코팅을 포함하지 않은 구역들을 포함할 수 있는 점이 고려된다. 여기서는, 실리콘 코팅 섬유들이 합성 부직 텍스타일을 형성하는 섬유 웨브 안쪽에 내포되는 점이 고려된다. 달리 말하면, 섬유 상의 실리콘 코팅은, 합성 부직 텍스타일이 예컨대 실리콘 분무 마감을 사용하여 형성된 이후에는 섬유들에 도포되지 않는다.
본원에서 사용되는 것과 같은 "색상" 또는 "색 특성"은, 부직 텍스타일과 관련될 때, 일반적으로 부직 텍스타일을 형성하는 섬유들의 식별 가능한 색상을 나타낸다. 상기 양태들은, 색상이 당업계에서 공지된 염료, 안료, 및/또는 착색제를 사용하여 섬유에 제공될 수 있는 임의의 색상일 수 있다. 예를 들면, 섬유들은, 빨간색, 주황색, 노란색, 녹색, 파란색, 남색, 보라색, 흰색, 검은색 및 이들의 암청색(shade)을 포함하지만, 이들로 제한되지 않는 색상을 보유하도록 구성될 수 있다. 예시의 일 양태에서, 색상은, 섬유가 형성될 때 섬유에 부여될 수 있다[보통 원액착색(dope dyeing)으로서 공지됨]. 원액착색에서, 색상은, 이 색상이 섬유에 통합되도록, 섬유가 압출될 때 섬유에 부가되지만, 사후 형성(post-formation) 단계에서 [예컨대, 후염(piece dyeing) 단계를 통해] 섬유에 부가되지 않는다.
색상과 관련된 양태들은 일측 색상이 타측 색상과 다른지를 결정하는 점을 더 고려한다. 이러한 양태들에서, 색상은, 색상의 인식에 영향을 미칠 수 있는 인자들을 표준화하고, 그리고/또는 정량화함으로써 객체의 색상의 색상값을 객관적으로 측정하고, 그리고/또는 계산하는 계기를 사용하여 결정될 수 있는 수치 색상값을 포함할 수 있다. 상기 계기들은 분광복사기, 분광광도계, 색채계 등을 포함하지만, 그러나 이들로 제한되지 않는다. 따라서, 본원 양태들은, 섬유들에 의해 제공되는 부직 텍스타일의 "색상"이 분광복사기 및/또는 분광광도계를 사용하여 측정되고, 그리고/또는 계산되는 수치 색상값을 포함할 수 있는 점을 고려한다. 또한, 수치 색상값들은, 수치 색상값의 색상 표현(color representation)을 제공하는 색상들의 특정한 편성(organization)인 색공간 또는 색 모델과 관련될 수 있으며, 그에 따라 각각의 수치 색상값은 색공간 또는 색 모델에서 표현되는 단일의 색상에 상응한다.
이러한 양태들에서, 색상은, 각각의 색상의 수치 색상값이 다르다면, 다른 색상과 다르도록 결정될 수 있다. 상기 결정은, 예를 들면, 분광복사기 또는 분광광도계를 이용하여 제1 색상을 갖는 제1 텍스타일의 수치 색상값을 측정하고, 그리고/또는 계산하고; 동일한 계기를 이용하여 제2 색상을 갖는 제2 텍스타일의 수치 색상값을 측정하고, 그리고/또는 계산하며(즉, 분광광도계가 제1 색상의 수치 색상값을 측정하기 위해 사용되었다면, 분광광도계는 제2 색상의 수치 색상값을 측정하기 위해 사용되어야 함); 그리고 제2 색상의 수치 색상값과 제1 색상의 수치 색상값을 비교함으로써; 수행될 수 있다. 또 다른 예시에서, 상기 결정은, 분광복사기 또는 분광광도계를 이용하여 텍스타일의 제1 구역의 수치 색상값을 측정하고, 그리고/또는 계산하고; 동일한 계기를 이용하여 제2 색상을 갖는 텍스타일의 제2 구역의 수치 색상값을 측정하고, 그리고/또는 계산하며; 그리고 제2 색상의 수치 색상값과 제1 색상의 수치 색상값을 비교함으로써; 수행될 수 있다. 수치 색상값들이 동일하지 않으면, 제1 색상 또는 제1 색상 특성은 제2 색상 또는 제2 색상 특성과 다르며, 그리고 그 반대의 경우도 다르다.
또한, 2개의 색상 간의 시각적 변별성(visual distinction)은 제1 색상 및 제2 색상의 수치 색상값들 간의 백분율 차이와 상관관계가 있을 수 있으며, 그리고 시각적 변별성은 색상값 증가치들 간의 백분율 차이처럼 더 커지게 될 것이다. 또한, 시각적 변별성은 색공간 또는 색 모델에서 색상값들의 색상 표현들 간의 비교를 기반으로 할 수 있다. 예를 들면, 제1 색상이 검은색 또는 네이비색인 표현된 색상에 상응하는 수치 색상값을 갖고, 제2 색상은 빨간색 또는 노란색인 표현된 색상에 상응하는 수치 색상값을 갖는다면, 제1 색상과 제2 색상 간의 시각적 변별성은 빨간색인 표현된 색상을 갖는 제1 색상과 노란색인 표현된 색상을 갖는 제2 색상 간의 시각적 변별성보다 더 크다.
본원에서 사용되는 것과 같은 "필(pill)" 또는 "필링(pilling)"은 부직 텍스타일의 대향면 상의 섬유들 또는 섬유 끝단들의 작은 공 모양들의 형성을 나타낸다. 필은 텍스타일의 표면 평면으로부터 이격 방향으로 연장될 수 있다. 필들은 일반적으로 섬유 끝단들이 부직 텍스타일의 면을 통과하여 이동하여 다른 섬유 끝단들과 얽히게 하는 힘(예컨대, 마모력)으로 인해 보통의 세척 및 마모 동안 형성된다. 필에 대한 텍스타일의 저항성은 랜덤 텀블 및 마틴달 필 테스트(Random Tumble and Martindale Pilling test)와 같은 표준화된 시험을 이용하여 측정될 수 있다. 본원에서 사용되는 것과 같은 "파일(pile)"이라는 용어는 일반적으로 직립 고리 및/또는 섬유의 말단 끝이 섬유의 표면에서 공통 방향으로 뻗어 있는 섬유의 돌출된 표면 또는 냅(nap)을 지칭한다.
여기서는, 사전 얽혀진 웨브들 및 결과에 따른 합성 부직 텍스타일에 대하여 다양한 측정치들이 제공된다. 결과에 따른 부직 텍스타일의 두께는 정밀 두께 게이지에 의해 측정될 수 있다. 두께를 측정하기 위해, 예를 들면, 텍스타일은 플랫 앤빌(flat anvil) 상에 위치될 수 있고, 압력 푸트(pressure foot)는 표준 고정 하중 아래쪽의 상부 표면으로부터 텍스타일 상에 압착된다. 정밀 두께 게이지 상의 다이얼 인디케이터는 mm 단위의 두께 표시를 제공한다. 평량은 ISO3801 시험 표준을 사용하여 측정되고 제곱미터당 그램(gsm) 단위를 갖는다. 일반적으로 드레이프(drape)에 상응하는 텍스타일 강성은 ASTMD4032(2008) 시험 표준을 사용하여 측정되고 킬로그램 힘(Kgf) 단위를 갖는다. 텍스타일 성장률(growth) 및 회복률(recovery)은 ASTM2594 시험 표준을 사용하여 측정되고 백분율로서 표현된다. 본원에서 사용되는 것과 같은 "신장성(stretch)"이란 용어는 규정된 장력 조건에서 명시된 거리의 증가로서 측정되는 텍스타일 특성을 의미하며, 그리고 일반적으로 원래의 벤치마크 거리(즉, 휴지 길이 또는 폭)의 백분율로서 표현된다. 본원에서 사용되는 것과 같은 "성장률(growth)"이란 용어는 시간 간격 동안 규정된 장력으로 연장하고 이어서 장력을 해제한 후 명시된 벤치마크의 거리(즉, 휴지 길이 또는 폭)의 증가를 의미하며, 그리고 보통 원래의 벤치마크 거리의 백분율로서 표현된다. 본원에서 사용되는 것과 같은 "회복성(recovery)"은 텍스타일의 원래의 벤치마크 거리(즉, 그의 휴지 길이 또는 폭)로 복귀하는 텍스타일의 능력을 의미하며, 그리고 원래의 벤치마크 거리의 백분율로서 표현된다. 일반적으로 단연 특징에 상응하는 열 저항성은 ISO11092 시험 표준을 사용하여 측정되고 RCT의 단위(M2*K/W)를 갖는다.
달리 언급이 없으면, 본원에서 제공되는 모든 측정치는 표준 주변 온도 및 압력(25 섭씨도 또는 298.15K 및 1bar)에서 휴지(비신장) 상태의 부직 텍스타일로 측정된다.
도 1은 본원에서 고려되는 합성 부직 텍스타일에 대한 예시적인 수명 주기의 개략도이다. 참조 번호 100은 일반적으로 얽힘 이전에 적층된 구성의 섬유(110)의 제1 웨브, 섬유(112)의 제2 웨브, 섬유(114)의 제3 웨브, 및 탄성중합체 층(116)을 나타낸다. 여기서는, 일부 예시의 양태에서, 섬유의 웨브 중 하나 이상은 선택사항일 수 있는 점이 고려된다. 예시의 양태들에서, 제1 섬유 웨브(110), 제2 섬유 웨브(112), 및 제3 섬유 웨브(114)를 형성하기 위해 사용되는 섬유들은 재활용된 섬유들 및 특히 재활용된 PET 섬유들을 포함할 수 있다. 부가적으로, 탄성중합체 층(116)은 예시적인 양태에서 재활용 가능한 재료로 형성될 수 있다. 화살표(118)는, 섬유들 중 하나 이상이 탄성중합체 층(116)을 통해 연장되어 응집성 합성 부직 텍스타일(120)을 형성하도록, 제1 섬유 웨브(110), 제2 섬유 웨브(112), 및 제3 섬유 웨브(114)의 섬유가 서로 얽혀지는 것인, 얽힘 단계를 개략적으로 나타낸다. 화살표(122)는 합성 부직 텍스타일(120)이 의복 물품(124)으로 형성되는 처리 단계를 개략적으로 나타낸다. 비록 의복 물품(124)이 상체 의복으로서 도시되어 있기는 하지만, 여기서는 의복 물품(124)이 하체 의복, 신발의 갑피, 모자, 장갑, 소매 등과 같은 다른 형태를 취할 수 있는 점도 고려된다. 의복 물품(124)의 수명의 종료 시, 예를 들어, 착용자는 의복 물품(124)을 제조자/소매업자에게 반환할 수 있으며, 여기서 의복 물품(124)은 화살표(126)로 표시된 바와 같이 완전히 재활용되어 파쇄된 섬유 및/또는 섬유(110, 112 및 114)의 웨브와 같은 섬유의 웨브를 형성하는 데 사용되는 재압출된 섬유를 형성하고, 잠재적으로 탄성중합체 층(116)과 같은 탄성중합체 층을 형성하여 자기 유지 루프(self-sustaining loop)를 생성할 수 있는 것으로 고려된다. 이러한 자기 유지 루프는, 전형적으로, 의복의 편성, 직조 및 부직 물품들을 포함한 의복의 물품의 창출과 관련된 탄소 충격(carbon impact)을 감소시킨다.
도 2에는, 다른 웨브들과 얽혀지기 이전의 제1 섬유 웨브(110)가 도시되어 있다. 예시의 양태들에서, 제1 섬유 웨브(110)와 관련된 특성들은 합성 부직 텍스타일(120)을 위해 의도되는 최종 특성들을 달성하도록 선택될 수 있다. 상기에서 논의한 것처럼, 다른 웨브와 얽혀질 때, 여기서는 제1 섬유 웨브(110)가 합성 부직 텍스타일(120)의 제1 대향면을 형성하는 점이 고려된다. 합성 부직 텍스타일(120)이 의복 물품 안쪽에 형성될 때, 제1 대향면은 의복 물품의 외측 표면을 형성하고, 일부 양태에서는 의복 물품의 최외측 표면을 형성하는 점이 고려된다. 예를 들면, 제1 섬유 웨브(110)와 관련하여 의도되는 특성들은 예컨대 내구성, 마모 저항성, 및 단정성(modesty)에 대한 커버리지를 포함한다. 예시의 양태들에서, 제1 섬유 웨브(110)는 제곱미터당 약 20그램(gsm)에서부터 약 150gsm까지, 약 35gsm에서부터 약 65gsm까지, 약 40gsm에서부터 약 60gsm까지, 약 45gsm에서부터 약 55gsm까지, 또는 약 50gsm의 평량을 보유한다. 본원에서 사용되는 것처럼, 달리 언급되지 않는 한 "약"이란 용어는 일반적으로 지시값의 ±10% 이내를 의미한다. 제1 섬유 웨브(110)에 대해 상기 범위의 평량을 목표로 함으로써, 제1 섬유 웨브(110)가 다른 웨브들 및/또는 층들과 결합된 이후 의도되는 범위의 평량을 보유하는 생성된 부직 텍스타일이 제공된다.
제1 섬유 웨브(110)는, 소면 및 크로스 래핑 공정으로 인해 일반적으로 공통 방향으로 배향될 수 있는, 또는 둘 이상의 공통 방향으로 배향될 수 있는 (개략적으로 도시된) 섬유들(210)과 같은 섬유들로 형성된다. 예시의 양태들에서, 섬유들(210)은, 비록 다른 버진 및 재활용된 섬유 유형들(예: 폴리아미드, 면섬유 등)이 본원에서 고려된다고 하더라도, (재활용된 또는 버진) PET 섬유들을 포함할 수 있다. 예시의 일 양태에서, 섬유들(210)은, 100중량퍼센트의 재활용된 PET 섬유들과 같은 100%중량 퍼센트의 재활용된 섬유들을 포함할 수 있다. 그러나 다른 양태들에서, 섬유들(210)은 100중량 퍼센트의 버진 섬유들, 또는 의도한 바대로 버진 및 재활용된 섬유들의 다른 조합물들을 포함할 수 있다. 섬유들(210)의 스테이플 길이(staple length)의 범위는 약 40mm에서부터 약 60mm까지, 약 45mm에서부터 약 55mm까지, 또는 약 51mm일 수 있다. 이러한 섬유 길이의 사용은 최적의 얽힘을 제공한다. 예를 들면, 길이가 40mm 미만일 때, 섬유들은, 얽혀지기에 충분한 길이를 보유하지 않을 수 있고, 길이가 60mm를 초과할 때에는, 바늘이 얽힘 공정 동안 부직 텍스타일로부터 인출될 때 섬유들은 실제로 얽혀지지 않을 수 있다. 예시의 양태들에서, 섬유들(210)은, 이 섬유들이 버진 압출 PET 또는 재압출된 PET로 형성되어 정의된 길이로 재단될 때처럼, 균일한 길이를 보유할 수 있다. 다른 양태들에서, 섬유들(210)은, 이 섬유들(210)이 파쇄된 섬유 소스로부터 파생될 때처럼, 스테이플 길이의 변형태를 포함할 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
섬유들(210)은 약 1.2D보다 크거나 같은 데니어, 또는 약 1.2D에서부터 약 3.5D까지, 약 1.2D에서부터 약 1.7D까지, 약 1.3D에서부터 약 1.6D까지의 데니어, 또는 약 1.5D의 데니어를 보유할 수 있다. 이러한 범위 이내의 데니어를 활용하면, 섬유들(210)이 파손에 대해 보다 덜 민감하게 하며, 이는 결과적으로 합성 부직 텍스타일(120)의 제1 면의 내구성 및 마모 저항성을 향상시킨다. 또한, 여전히 제1 섬유 웨브(110)의 평량을 달성하면서, 상기 범위 이내의 데니어를 선택하면, 제1 대향면의 우수하고 균일한 커버리지를 제공하며, 이는 제1 대향면의 내구성을 향상시키는 데 도움을 준다. 여전히 제1 섬유 웨브(200)에 대한 평량을 유지하면서, 3.5D보다 더 큰 데니어를 선택하면, 일례에서 제1 면에 대해 균일한 커버리지가 제공되지 않을 수 있다.
예시의 양태들에서, 제1 섬유 웨브(110)를 형성하기 위해 사용되는 섬유들(210)은 제1 색상 특성을 포함할 수 있다. 제1 색상 특성은, 예컨대 섬유들(210)이 원액 착색되도록 섬유들(210)이 형성되고 있을 때 압출 공정 동안 섬유들(210)에 부여될 수 있다. 예시의 일 양태에서, 색상 특성은, 비록 다른 색상들도 여기서 고려되기는 하지만, 흰색일 수 있다. 원액 착색된 섬유들을 사용하여 합성 부직 텍스타일(120)을 형성하면, 사후 형성 염색 단계들은 생략되며, 이는 부직 텍스타일(120)의 탄소 발자국을 감소시키는 데 추가로 도움을 준다. 예를 들어, 본원에서 합성 부직 텍스타일(120)은 조각 염색되지 않는 것이 고려된다.
도 3에는, 다른 웨브들과 얽혀지기 이전의 제1 섬유 웨브(112)가 도시되어 있다. 예시의 양태들에서, 제2 섬유 웨브(112)와 관련된 특성들은 합성 부직 텍스타일(150)을 위해 의도되는 최종 특성들을 달성하도록 선택될 수 있다. 상기에서 논의한 것처럼, 다른 웨브와 얽혀질 때, 여기서는 제2 섬유 웨브(112)가 합성 부직 텍스타일(120)의 맞은편의 제2 대향면을 형성하는 점이 고려된다. 합성 부직 텍스타일(120)이 의복 물품 안쪽에 형성될 때, 여기서는 제2 대향면은 의복 물품의 내측 표면을 형성하고, 일부 양태에서는 의복 물품의 최내측 표면을 형성하는 점이 고려된다. 예를 들면, 제2 섬유 웨브(112)와 관련된 특성들은 예컨대 부드러운 질감 또는 느낌을 포함한다. 예시의 양태들에서, 제2 섬유 웨브(112)는 제곱미터당 약 20그램(gsm)에서부터 약 150gsm까지, 제곱미터당 약 35그램(gsm)에서부터 약 65gsm까지, 약 40gsm에서부터 약 60gsm까지, 약 45gsm에서부터 약 55gsm까지, 또는 약 50gsm의 평량을 보유한다. 예시의 양태들에서, 제2 섬유 웨브(112)는 일반적으로 제1 섬유 웨브(110)와 동일한 평량을 갖는다. 제2 섬유 웨브(112)에 대해 상기 범위의 평량을 목표로 함으로써, 제2 섬유 웨브(112)가 다른 웨브들 및/또는 탄성중합체 층들과 결합된 이후 의도되는 범위의 평량을 보유하는 결과에 따른 부직 텍스타일이 제공된다.
예시의 양태들에서, 제2 섬유 웨브(112)는, 소면 및 크로스 래핑 공정으로 인해 일반적으로 공통 방향으로, 또는 둘 이상의 공통 방향으로 배향될 수 있는 (개략적으로 도시된) 섬유들(310) 및 (개략적으로 도시된) 섬유들(312)과 같은 2가지 유형의 섬유들로 형성될 수 있다. 예시의 양태들에서, 섬유들(310)은, 비록 다른 버진 및 재활용된 섬유 유형들(예: 폴리아미드, 면섬유 등)이 여기서 고려된다고 하더라도, (재활용된 또는 버진) PET 섬유들을 포함할 수 있다. 예시의 일 양태에서, 섬유들(310)은, 100중량퍼센트의 재활용된 PET 섬유들과 같은 100%중량 퍼센트의 재활용된 섬유들을 포함할 수 있다. 그러나 다른 양태들에서, 섬유들(310 및/또는 312)은 100중량 퍼센트의 버진 섬유들, 또는 의도한 바대로 버진 및 재활용된 섬유들의 다른 조합물들을 포함할 수 있다.
섬유들(312)은 섬유들(310)과 다른 특징들을 보유한다는 점을 나타내기 위해 파선으로 도시되어 있다. 예를 들면, 섬유들(312)은 실리콘 코팅 섬유들을 포함한다. 섬유들(312)은, 제2 섬유 웨브(112) 안쪽에 섬유들(312)을 내포시키기 이전에 실리콘으로 코팅될 수 있다. 예시의 양태들에서, 제2 섬유 웨브(112)는 약 10 내지 약 100중량 퍼센트의 섬유들(312); 약 40중량 퍼센트의 섬유들(310)과 약 60중량 퍼센트의 섬유들(312); 약 45중량 퍼센트의 섬유들(310)과 약 55중량 퍼센트의 섬유들(312); 약 50중량 퍼센트의 섬유들(310)과 약 50중량 퍼센트의 섬유들(312); 약 55중량 퍼센트의 섬유들(310)과 약 45중량 퍼센트의 섬유들(312); 또는 약 60중량 퍼센트의 섬유들(310)과 약 40중량 퍼센트의 섬유들(312);을 포함할 수 있다. 특정한 일 양태에서, 제2 섬유 웨브(112)는 약 50중량 퍼센트의 섬유들(310)과 약 50중량 퍼센트의 섬유들(312)을 포함할 수 있다. 전술한 바와 같이, 본원에서 섬유(312)는 길이를 따라 실리콘으로 간헐적으로 코팅될 수 있거나, 섬유(312)는 코어/피복 구성을 가질 수 있는 것으로 고려된다. 상기한 범위들의 섬유들(312)을 활용하면, 제2 섬유 웨브(112)에 의해 형성되는 제2 면에 우수한 촉감이 제공된다. 또한, 합성 부직 텍스타일(120)에 우수한 드레이프성도 제공된다. 달리 말하면, 결과에 따른 합성 부직 텍스타일(120)은 청소 공간 및 개인위생 공간에서 사용되는 종래 부직 텍스타일만큼 뻣뻣하지 않다. 또한, 상기한 범위들의 섬유들(310) 및 섬유들(312)을 활용하면, 실리콘 코팅 섬유들이 얽힘 공정 동안 보다 더 용이하게 이동할 수 있기 때문에, 본원에서 설명되는 섬유 웨브를 얽히게 하기 위해 필요한 바늘 힘의 양이 감소될 수 있다. 상기에서 설명한 범위들 미만의 실리콘 코팅 섬유들을 내포할 때, 제2 면은 착용 동안 건조하고 불편하게 느껴질 수 있다. 그와 정반대로, 상기에서 설명한 범위들을 초과하는 실리콘 코팅 섬유들을 내포할 때에는, 제2 면은 매끄럽게 느껴질 수 있고, 이는 또한 착용자를 불쾌하게 할 수도 있다. 또한, 상기에서 설명한 범위들을 초과하는 실리콘 코팅 섬유들을 사용하면, 소면 공정을 어렵게 만들 수 있는데, 그 이유는 카드 와이어들(card wires)이 균일한 소면 웨브(carded web)를 달성하기 위해 섬유들과 마찰 방식으로 맞물릴 수 없기 때문이다. 또한, 상기에서 설명한 범위들을 초과하는 실리콘 코팅 섬유들을 사용하면, 섬유들 간의 적절한 얽힘을 생성할 수 없는데, 그 이유는 마찰력이 실리콘으로 인해 감소되고 그에 따라 합성 부직 텍스타일(120)의 구조적인 무결성에 영향을 미치기 때문이다.
실리콘 코팅 섬유들(312)을 활용하면, 사후 처리 단계에서 합성 부직 텍스타일(120)에 실리콘 마감을 부가할 필요성이 생략된다. 텍스타일 공간에서 공지된 것처럼, 사후 처리 단계에서 편성되거나 직조된 제품들에 실리콘 연화제 마감재를 부가하는 것이 일반적인 관례이다. 이러한 단계를 생략함으로써, 합성 부직 텍스타일(120)의 탄소 발자국은 추가로 감소된다.
섬유들(310 및 312) 각각의 스테이플 길이의 범위는 약 40mm에서부터 약 60mm까지, 약 45mm에서부터 약 55mm까지일 수 있거나, 또는 약 51mm일 수 있다. 섬유들(210)과 유사하게, 상기 길이는 최적의 얽힘을 제공할 수 있다. 예시의 양태들에서, 섬유들(310 및/또는 312)은, 이 섬유들이 버진 압출 PET 또는 재압출된 PET로 형성되어 정의된 길이로 재단될 때처럼, 균일한 길이를 보유할 수 있다. 다른 양태들에서, 섬유들(310 및/또는 312)은, 이 섬유들(310 및/또는 312)이 파쇄된 섬유 원료로부터 파생될 때처럼, 스테이플 길이의 변형태를 포함할 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
섬유들(310 및 312) 각각은 약 1D보다 작거나 같은 데니어를 보유할 수 있다. 예를 들면, 데니어는 약 0.1D, 약 0.2D, 약 0.3D, 약 0.4D, 약 0.5D, 약 0.6D, 약 0.7D, 약 0.8D 또는 약 0.9D일 수 있다. 예시의 양태들에서, 섬유들(310 및 312)의 데니어는 약 0.6D에서부터 약 1D까지, 약 0.7D에서부터 약 0.9D까지, 또는 약 0.8D일 수 있다. 상기 범위 이내의 데니어를 활용하면, 제2 섬유 웨브(112)로 형성되는 제2 대향면에 부드러운 느낌 또는 질감을 제공하는 데 도움을 준다. 또한, 여전히 제2 섬유 웨브(112)의 평량을 달성하면서, 상기 범위 이내의 데니어를 선택하면, 제2 대향면의 우수한 커버리지가 제공된다.
예시의 양태들에서, 제2 섬유 웨브(112)를 형성하기 위해 사용되는 섬유들(310 및 312) 각각은 동일하거나 상이할 수 있는 색상 특성을 보유할 수 있다. 예시의 양태들에서, 섬유들(310 및 312) 모두는 섬유들(210)의 제1 색상 특성을 보유한다. 섬유들(210)과 유사하게, 섬유들(310 및 312) 각각은 원액 착색될 수 있으며, 이는 결과에 따른 합성 부직 텍스타일을 위한 사후 처리 염색 단계들을 위한 필요성을 추가로 감소시킨다.
도 5는 탄성중합체 층(116)을 도시한다. 예시의 양태들에서, 탄성중합체 층(116)은 약 20gsm에서부터 약 150gsm까지, 약 50gsm에서부터 약 70gsm까지, 약 55gsm에서부터 약 65gsm까지, 또는 약 60gsm의 평량을 보유할 수 있다. 탄성중합체 층(116)의 평량은, 결과에 따른 합성 부직 텍스타일에 대해 의도되는 평량을 달성하도록 선택될 수 있다. 본원 양태들은 열가소성 폴리우레탄(TPU), 열가소성 폴리에테르 에스테르 탄성중합체(TPEE), TPU와 TPEE의 조합물 등과 같은 열가소성 탄성중합체들로 탄성중합체 층(116)을 형성하는 점을 고려한다. 탄성중합체 층은 스펀본드 층(spunbond layer), 멜트블로운 층(meltblown layer), 필름, 웨브 등을 포함할 수 있다. 특정한 예시의 양태에서, 탄성중합체 층(116)은 TPEE 스펀본드 층을 포함할 수 있으며, 그리고 다른 특정한 양태에서는, 탄성중합체 층(116)은 TPU 멜트블로운 층을 포함할 수 있다. 일반적으로, 탄성중합체 층(116)은, 일반적으로 얽힘 공정 동안 구조적인 무결성을 유지하면서 인쇄된 합성 부직 텍스타일(120)에 바람직한 신장 및 회복 특성을 제공하도록 선택된다. 또한, 탄성중합체 층(116)은, 합성 부직 텍스타일(120)로 형성되는 의복 품목의 편안한 특징에 기여하는 통기성 및 투기성(permeability)이 있도록; 그리고 합성 부직 텍스타일(120)의 강경도(stiffness)를 감소시키기 위해 유연성(pliability)이 있도록; 결과에 따른 합성 부직 텍스타일(120)에 대한 낮은 평량을 유지하기 위해 낮은 평량을 갖도록 선택될 수 있다. 여기서는, 탄성중합체 층(116)이 색상 특성을 보유하는 점이 고려된다. 예시의 양태들에서, 비록 다른 색상 특성들(예를 들어, 제2 색상 특성)도 여기서 고려되기는 하지만, 색상 특성은 섬유들(210, 310 및 312)과 관련된 제1 색상 특성일 수 있다.
도 4에는, 다른 웨브들과 얽히고, 그리고/또는 다른 층들과 적층되기 이전의 선택적인 제3 섬유 웨브(114)가 도시되어 있다. 하나 이상의 추가 층(140)의 부분으로서, 인쇄된 합성 부직 텍스타일(150) 내에 내포될 때, 여기서는 제3 섬유 웨브(114)가 제1 섬유 웨브(110)와 제2 섬유 웨브(112) 사이에 위치되는 점이 고려된다. 예시의 양태들에서, 제3 섬유 웨브(114)와 관련된 특성들은 인쇄된 합성 부직 텍스타일(120)을 위해 의도되는 최종 특성들을 달성하도록 선택될 수 있다. 예시의 양태들에서, 제3 섬유 웨브(114)는 인쇄된 합성 부직 텍스타일(120)을 위해 의도되는 평량을 달성하기 위해, 인쇄된 합성 부직 텍스타일(120)을 위해 의도되는 두께를 달성하기 위해, 인쇄된 합성 부직 텍스타일(120)을 위해 의도되는 단열 특성을 달성하기 위해, 인쇄된 합성 부직 텍스타일(120)을 위해 의도되는 파일(pile)을 달성하기 위해, 그리고 그 외 목적을 위해 인쇄된 합성 부직 텍스타일(120) 안쪽에 내포될 수 있다. 하기에서 추가로 설명되는 것처럼, 인쇄된 합성 부직 텍스타일(120)에 시각적인 미적 특질을 부여하기 위해, 제3 섬유 웨브(114)를 형성하는 섬유들은 제1 섬유 웨브(110) 및 제2 섬유 웨브(112)를 형성하기 위해 사용된느 섬유들과 다른 색상 특성을 보유할 수 있다. 제1 섬유 웨브(110) 및 제2 섬유 웨브(112)와 유사하게, 제3 섬유 웨브(114)는 약 20gsm에서부터 약 150gsm까지, 제곱미터당 약 35그램(gsm)에서부터 약 65gsm까지, 약 40gsm에서부터 약 60gsm까지, 약 45gsm에서부터 약 55gsm까지, 또는 약 50gsm의 평량을 보유한다. 제3 섬유 웨브(114)에 대해 상기 범위의 평량을 목표로 함으로써, 제 섬유 웨브(1114)가 다른 웨브들 및/또는 층들과 결합된 이후 의도되는 범위의 평량을 보유하는 생성된 부직 텍스타일이 제공된다.
제3 섬유 웨브(114)는, 소면 및 크로스 래핑 공정으로 인해 일반적으로 공통 방향으로 배향될 수 있는 (개략적으로 도시된) 섬유들(410)과 같은 섬유들로 형성된다. 예시의 양태들에서, 섬유들(410)은, 비록 다른 버진 및 재활용된 섬유 유형들(예: 폴리아미드, 면섬유 등)이 여기서 고려된다고 하더라도, (재활용된 또는 버진) PET 섬유들을 포함할 수 있다. 예시의 일 양태에서, 섬유들(410)은, 100중량퍼센트의 재활용된 PET 섬유들과 같은 100%중량 퍼센트의 재활용된 섬유들을 포함할 수 있다. 그러나 다른 양태들에서, 섬유들(410)은 100중량 퍼센트의 버진 섬유들, 또는 의도한 바대로 버진 및 재활용된 섬유들의 다른 조합물들을 포함할 수 있다. 섬유들(210, 310 및 312)과 유사하게, 섬유들(410 및 312)의 스테이플 길이의 범위는 약 40mm에서부터 약 60mm까지, 약 45mm에서부터 약 55mm까지일 수 있거나, 또는 약 51mm일 수 있다. 예시의 양태들에서, 섬유들(410)은, 이 섬유들이 버진 압출 PET 또는 재압출된 PET로 형성되어 정의된 길이로 재단될 때처럼, 균일한 길이를 보유할 수 있다. 다른 양태들에서, 섬유들(410)은, 이 섬유들(410)이 파쇄된 섬유 원료로부터 파생될 때처럼, 스테이플 길이의 변형태를 포함할 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
섬유들(410)은 약 1.2D보다 크거나 같은 데니어, 약 1.2D에서부터 약 3.5D까지, 약 1.3D에서부터 약 1.6D까지의 데니어, 또는 약 1.5D의 데니어를 보유할 수 있다. 이러한 범위 이내의 데니어를 활용하면, 섬유들(410)이 파손에 대해 보다 덜 민감하게 하며, 이는 결과적으로 합성 부직 텍스타일(120)의 내구성 및 마모 저항성을 향상시킨다. 제3 섬유 웨브(114)는 사용될 때 제1 섬유 웨브(110)와 제2 섬유 웨브(112) 사이에 위치되기 때문에, 부드러운 질감을 보유하는 점은 예컨대 제2 섬유 웨브(112)만큼 중요하지 않다. 여전히 제3 섬유 웨브(114)의 평량을 달성하면서 상기 범위 이내의 데니어를 선택함으로써, 합성 부직 텍스타일(120)의 전체 커버리지 및/또는 불투명성은 향상되게 된다.
예시적인 양태에서, 제3 섬유 웨브(114)를 형성하기 위해 사용되는 섬유들(410)은 제1 색상 특성과 다른 제2 색상 특성을 포함할 수 있다. 이는 대각선 음영선들의 사용을 통해 도 4에 묘사되어 있다. 여기서는, 섬유들(410)이 원액 착색되어 합성 부직 텍스타일(198)의 탄소 발자국을 추가로 감소시키는 점이 고려된다. 하기에서 보다 더 상세하게 설명되는 것처럼, 제1, 제2 및 제3 섬유 웨브(110, 112 및 114)의 얽힘 동안, 섬유들(410)은, 제2 색상 특성이 타측 대향면에 비해 일측 대향면 상에서 보다 큰 정도로 시각적으로 분간될 수 있거나 구별될 수 있도록, 타측 대향면보다 일측 대향면을 향해 더욱 이동될 수 있다. 여기서는, 제1 섬유 웨브(110)의 섬유들(210), 제2 섬유 웨브(112)의 섬유들(310) 및 제3 섬유 웨브(114)의 섬유들(410)은 실리콘으로 코팅되지 않는 점이 고려된다.
도 6에는, 예시의 인쇄된 합성 부직 텍스타일(160)을 제조하는데 사용하기 위한, 전반적으로 도면부호 600으로 표시된 예시의 제조 공정이 도시되어 있다. 도 6 내 제조 구성요소들의 묘사는 예시일 뿐이며, 그리고 제조 공정(700)의 일반적인 특징들을 전달하는 것이어야 한다. 도 6은 제1 섬유 웨브(110), 제2 섬유 웨브(112), 제3 섬유 웨브(114), 및 탄성중합체 층(116)의 적층 구성(612)을 기계 방향으로 이송하는 이송 시스템(610)을 도시한다. 일 예시적인 양태에서, 제3 섬유 웨브(114)는 도시된 바와 같이 제1 섬유 웨브(110)의 제1 웨브와 탄성중합체 층(116) 사이에 위치된다. 다른 양태에서, 제3 섬유 웨브(114)는 제2 섬유 웨브(112)와 탄성중합체 층(116) 사이에 위치된다. 전술된 바와 같이, 제1 섬유 웨브(110), 제2 섬유 웨브(112), 및 제3 섬유 웨브(114) 각각은 원하는 기본 중량을 달성하도록 카디드 및 래핑된다. 또한, 웨브들(110, 112 및 114) 각각은 결속 구조를 달성하기 위해 약하게 재봉되었다. 제1, 제2 및 제3 섬유 웨브(110, 112 및 114) 각각 내의 섬유들이 일반적으로 느슨한 웨브 상태에 있기 때문에, 상기 섬유들은 바늘 얽힘 공정 동안 이동할 수 있다. 예시의 양태들에서, 이송 시스템(610)은, 약 2m/min에서부터 약 2.5m/min까지, 약 2.1m/min에서부터 약 2.4m/min까지의 속도로, 또는 약 2.3m/min의 속도로 적층 구성(612)(stacked configuration)을 이송할 수 있다. 상기 속도는, 합성 부직 텍스타일의 의도되는 최종 특성들(예컨대, 평량, 두께, 성장률 및 회복률)을 생성하기 위해 니들 베드들(needle beds)을 통해 필요한 수준의 얽힘을 제공한다. 보다 더 느린 속도는, 합성 부직 텍스타일(120)의 의도되는 최종 특성들에 영향을 미치는 얽힘 증가를 야기할 수 있으며, 그리고 증가된 속도는 역시 합성 부직 텍스타일(120)의 의도되는 최종 특성들에 영향을 미치는 불충분한 얽힘을 야기할 수 있다.
적층 구성(612)은 도면부호 614에서 패스 1로 표시된 제1 니들 보드를 통과한다. 제조 공정(184)의 니들 보드들에서 사용되는 바늘들은 제1, 제2 및 제3 섬유 웨브(110, 112 및 114)에서 사용되는 특정한 데니어의 섬유들과 최적으로 상호작용하도록 선택될 수 있다. 또한, 바늘들은 의도되는 얽힘 정도를 달성하기 위해 의도되는 개수의 가시를 포함하도록 선택될 수 있다. 예시의 양태들에서, 제1 패스(614)는 제1 섬유 웨브(110)에서부터 제2 섬유 웨브(112)로 향하는 방향으로 일어나며, 그리고 기능적으로는 제1 섬유 웨브(110)에서부터 제3 섬유 웨브(114) 안쪽으로, 그리고 제2 섬유 웨브(112) 안쪽으로 섬유들의 이동 및 얽힘, 및 제3 섬유 웨브(114)에서부터 제2 섬유 웨브(112) 안쪽으로 추가 이동 및 얽힘에 영향을 미친다. 패스 1(614)이 이러한 방향으로 발생하면, 바늘이 탄성중합체 층(116)에 접촉하기 전 제1 섬유 웨브(110) 및 선택적으로 제3 섬유 웨브(114)의 섬유로 가득 차도록 하여 빈 바늘이 탄성중합체 층(116)을 절단하여 합성 부직 텍스타일(120)의 성장 및 회복 특성에 영향을 줄 가능성을 줄이는 데 도움이 된다.
예시의 양태들에서, 제1 패스(614)는 약 40n/cm2에서부터 약 60n/cm2까지, 약 45n/cm2에서부터 약 55n/cm2까지의 스티치 밀도, 또는 약 50n/cm2의 스티치 밀도를 보유할 수 있다. 제1 패스(614)를 위한 침투 깊이는 약 10mm에서부터 약 14mm까지, 약 11mm에서부터 약 13mm까지일 수 있거나, 또는 약 12mm일 수 있다. 예시의 양태들에서, 이러한 양의 침투 깊이는 일반적으로 바늘들의 가시들을 모두 맞물리게 한다. 예시의 일 양태에서, 바늘 모두는 5개의 가시를 포함할 수 있다. 이러한 침투 깊이는, 섬유 웨브들(200, 300 및 400) 각각 내의 섬유들이 바늘들 상의 가시들과 맞물리도록, 적층 구성(180)을 완전히 통과하는 점을 보장한다. 달리 언급하면, 제1 패스에 대해 침투 깊이를 설명한 것처럼 설정함으로써, 제1 섬유 웨브(200)에서 기인하는 섬유들 중 적어도 일부가 제3 섬유 웨브(400)의 섬유들과 얽혀지고 제2 섬유 웨브(200)의 섬유들과도 얽혀지며, 그리고 제3 섬유 웨브(400)의 섬유들 중 적어도 일부는 제2 섬유 웨브(200)의 섬유들과 얽혀지는 점이 보장된다. 예시의 양태들에서, 스티치 밀도와 침투 깊이 사이에는 정반대의 관계가 존재한다. 이는 섬유들의 혹사(overworking) 및 섬유들의 잠재적인 파손을 방지하기 위한 것이다. 달리 언급하면, 침투 깊이가 패스 1(614)만큼 높을 때, 스티치 밀도는 섬유들의 잠재적인 파손을 방지하기 위해 이보다 더 낮다. 제1 패스(614) 이후, 적층 구성(612)은 상이한 웨브들에서 기인하는 섬유들의 z 방향 이동 및 얽힘으로 인해 감소된 두께를 보유하게 될 수 있다. 적층 구성(612)은 또한 교차 기계 드래프트(cross-machineDraft)로 인해 교차 기계 방향으로 약간 성장할 수 있다.
패스 1에 후속하여(즉, 시간적으로 후에) 발생하는 도면부호 616 및 618로 표시된 패스 2는 적층 구성(612)의 양측으로부터 교번하는 방식으로 발생한다. 달리 말하면, 패스 2는 제1 섬유 웨브(110)로부터 제2 섬유 웨브(112)의 제2 웨브를 향해(도면부호 616) 및 제2 웨브 섬유(112)로부터 제1 섬유 웨브(110)를 향해 발생한다. 따라서, 제2 패스(616)는 제1 섬유 웨브(110)에서부터 제3 섬유 웨브(114) 안쪽으로, 그리고 제2 섬유 웨브(112) 안쪽으로 섬유들(210)을 이동시키도록 작용한다. 또한, 이는, 제3 섬유 웨브(114)에서부터 탄성중합체 층(116)을 통과하여 제2 섬유 웨브(112) 안쪽으로 섬유들(410)을 이동시킨다. 패스 2(618)는 섬유(310, 312)를 탄성중합체 층(116)을 통해 섬유(114)의 제3 웨브 및 섬유(110)의 제1 웨브 내로 이동시킨다.
예시의 양태들에서, 제1 패스는 약 40n/cm2에서부터 약 60n/cm2까지, 약 45n/cm2에서부터 약 55n/cm2까지의 스티치 밀도, 또는 약 50n/cm2의 스티치 밀도를 보유할 수 있다. 스티치 밀도를 상대적으로 낮게 유지하면, 탄성중합체 층(116)의 혹사를 방지하는 데 도움이 되고, 그에 따라 결과에 따른 합성 부직 텍스타일(120)에 대해 의도되는 성장 및 회복 특성들을 유지하는 데 도움이 된다. 제2 패스에 대한 침투 깊이는 약 6mm에서부터 약 8mm까지이다. 예시의 일 양태에서, 패스 2(616)의 방향에서부터 침투 깊이는 약 6mm이며, 그리고 패스 2(618)의 방향에서부터의 침투 깊이는 약 8mm이다. 다른 예시의 일 양태에서, 패스 2(616)의 방향에서부터 침투 깊이는 약 8mm이며, 그리고 패스 2(618)의 방향에서부터의 침투 깊이는 약 6mm이다. 다른 예시적인 양태에서, 적층 구성(612)의 두께가 감소하기 때문에, 패스 2(616)에 대한 침투 깊이는 약 8mm이고, 패스 2(618)에 대한 침투 깊이는 약 6mm이다. 여기서는, 바늘이 적층 구성(612)을 완전하게 통과할 정도로 패스 2(616)에 대한 침투 깊이는 충분하다는 점이 고려된다. 예시의 일 양태에서, 침투 깊이가 8mm일 때, 여기서는 바늘 가시들 중 3개가 맞물리는 점이 고려되며, 그리고 침투 깊이가 6mm일 때에는, 여기서는 바늘 가시들 중 2개가 맞물리는 점이 고려된다. 패스 2(616) 및 패스 2(618)가 완료된 후, 적층 구성(612)은 패스 1(614) 이후의 적층된 구성(612)에 비해 두께가 더욱 감소하고 교차 기계 방향으로 약간 커질 수 있다. 패스 2(216) 및 패스 2(618)의 최종 결과는 제1 섬유 웨브(110), 제2 섬유 웨브(112) 및 제3 섬유 웨브(114)를 형성하는 섬유의 추가 얽힘이다.
도면부호 620으로 표시되는 패스 3은 패스 2(616) 및 패스 2(618)에 이어서 발생하고, 제2 섬유 웨브(112)로부터 제1 섬유 웨브(110)를 향해 발생한다. 패스 3(620)의 스티치 밀도는 약 175n/cm2에서부터 약 225n/cm2까지, 약 180n/cm2에서부터 약 220n/cm2까지, 약 190n/cm2에서부터 약 210n/cm2까지이거나, 또는 200n/cm2이다. 패스 3(620)의 보다 더 높은 스티치 밀도는, 패스 1(614) 및 패스 2(616) 및 패스 3(618)과 같은, 보다 더 낮은 스티치 밀도를 갖는 패스들에 비해, 적층 구성(612)의 보다 더 균일한 표면 조직화(texturing) 또는 작용을 달성한다. 패스 3을 위한 침투 깊이는 약 1mm에서부터 약 5mm까지, 약 2mm에서부터 약 4mm까지이거나, 또는 약 3mm이다. 예시의 양태들에서, 이는 바늘의 하나의 가시를 맞물리게 한다. 패스 3(620)의 하나의 목적 또는 결과는, 더욱 많은 얽힘을 생성할 필요 없이, 제1 섬유 웨브(112)의 면 상에 존재하는 섬유들 중 일부를 적층 구성(612) 안쪽으로 끼워 넣는 것에 있다. 달리 언급하면, 패스 3(620)은, 제2 섬유 웨브(112)의 면 상에서 잔털(hairiness)을 감소시키는 데 도움을 준다.
도면부호 622으로 표시되는 패스 4는, 패스 3(620)에 이어서 발생하고, 제2 섬유 웨브(110)로부터 제1 섬유 웨브(112)를 향해 발생한다. 패스 3(620)과 유사하게, 패스 4(622)의 스티치 밀도는 약 175n/cm2에서부터 약 225n/cm2까지, 약 180n/cm2에서부터 약 220n/cm2까지, 약 190n/cm2에서부터 약 210n/cm2까지이거나, 또는 200n/cm2이다. 또한, 패스 3(620)과 유사하게, 패스 4(622)를 위한 침투 깊이는 약 1mm에서부터 약 5mm까지, 약 2mm에서부터 약 4mm까지이거나, 또는 약 3mm이다. 예시의 양태들에서, 이는 바늘의 하나의 가시를 맞물리게 한다. 패스 4(622)의 하나의 목적 또는 결과는, 더욱 많은 얽힘을 생성할 필요 없이, 제1 섬유 웨브(110)의 면 상에 존재하는 섬유들 중 일부를 적층 구성(612) 안쪽으로 끼워 넣는 것에 있다. 달리 언급하면, 패스 4(622)는, 제1 섬유 웨브(110)의 면 상에서 잔털(hairiness)을 감소시키는 데 도움을 준다. 전체적으로, 합성 부직 텍스타일(120)의 전체 스티치 밀도는 약 550이며, 적어도 부분적으로는 제1 섬유 웨브(110)로부터 형성된 제1 면에 약 300의 스티치 밀도 및 적어도 부분적으로는 제2 섬유 웨브(112)로부터 형성된 제2 면에 약 250의 스티치 밀도를 갖는다. 전체 스티치 밀도는 550으로 펠트와 같은 일반적인 부직의 스티치 밀도보다 낮기 때문에 더 많은 로프트와 더 나은 촉감을 얻을 수 있다. 또한, 전체 스티치 밀도가 낮으면, 서로 다른 웨브(110, 112 및 114)의 섬유가 합성 부직 텍스타일(120)을 통해 불균일하게 분포되도록 섬유가 덜 작용하여 적어도 부분적으로는 서로 다른 면과 관련된 비대칭적 특징을 생성한다. 상이한 얽힘의 결과로서, 합성 부직 텍스타일(120)을 형성하는 섬유 중 일부는, 합성 부직 텍스타일(120)을 형성하는 섬유 중 적어도 일부의 스테이플 길이가 약 30mm 내지 약 45mm 가 되도록 파괴될 수 있다.
패스 4(622) 후에, 예시적인 양태에서, 얽힘 프로세스가 완료되고 합성 부직 텍스타일(120)이 형성된다. 이것은 점선(624)에 의해 개략적으로 예시되어 있다. 패스(4)(622)후에, 예시적인 양태에서, 합성 부직 텍스타일(120)은 기계 방향(즉, 길이 방향)으로 그리고 교차 기계 방향(즉, 폭 방향)으로 성장될 수 있다. 이러한 개념은 기계 드래프팅(machineDrafting)으로 알려져 있다. 예를 들어, 니들(needle)이 섬유(110, 112, 및 114)의 웨브를 통과함에 따라, 교차 기계 방향으로의 성장이 발생할 수 있고, 바늘이 섬유(110, 112, 114)의 웨브를 통과함에 따라, 스티치 밀도에 따라 폭이 점진적으로 증가되게 할 수 있는 섬유로 충전되는 보이드를 생성한다. 기계 방향으로의 성장은 일반적으로 이송 속도 및 침투 깊이에 의존한다. 적층 구성(612)은 얽힘 공정 동안 계속 이동하여, 침투 깊이의 증가는 바늘의 체류 시간(즉, 이송률)에 기초하여 섬유의 편향을 야기할 수 있다. 이는 합성 부직 텍스타일(120)을 기계 방향으로 신장시킨다.
추가의 예시적인 양태에서, 합성 부직 텍스타일(120)은 폭 방향(즉, 기계 방향)과 비교하여 길이 방향(즉, 기계 방향)에서 더 큰 신축 저항을 나타낸다. 달리 말하면, 텍스타일(120)은 이방성 신장 특성을 나타낸다. 이러한 차이는 전술한 바와 같은 기계 드래프팅으로부터 기인할 수 있다. 예를 들어, 기계 방향으로의 성장은 제1, 제2 및 제3 웨브(110, 112, 및 114)를 형성하는 섬유를 장력 하에 배치하여 기계 방향으로 더 큰 내신축성을 야기할 수 있다. 이러한 이방성 신장 특징부는 패턴 피스가 어떻게 절단되어 의복 물품 상에 위치되는지에 영향을 줄 수 있다. 예를 들어, 상체 의복과 같은 의복 물품에 대해, 일반적으로 수직 방향으로(예를 들어, 넥 개구로부터 허리 개구로)와 비교하여 수평 방향으로(예를 들어, 제1 슬리브 개구로부터 제2 슬리브 개구로) 더 큰 정도의 신장이 요구된다. 따라서, 상체 의복을 위한 패턴 조각은 텍스타일(120)의 폭이 수평 방향으로 연장될 수 있도록 그리고 텍스타일(120)의 길이가 수직 방향으로 연장될 수 있도록 절단되고 위치될 것이다. 달리 말하면, 텍스타일(120)의 교차 기계 방향은 수평 방향으로 연장될 것이고, 텍스타일(120)의 기계 방향은 수직으로 연장될 것이다.
예시적인 양태에서, 얽힘 후에, 합성 부직 텍스타일(120)은 다림질된다. 예시적인 양태에서, 다림질 공정은 말단 섬유 단자 단부가 합성 부직 텍스타일(120)의 면과 대체로 평면이도록 합성 부직 텍스타일(120)의 대향 표면으로부터 연장되는 말단 섬유 단자 단부를 평탄화하는 것을 도울 수 있다. 이렇게 하면 필 경향이 줄어들 수 있다. 또한, 다림질 공정은 롤러를 이용할 수 있고, 합성 부직 텍스타일(120)이 장력 하에서 롤러 주위를 감싸고 미리 변형됨에 따라, 제조 공정(600)에 의해 야기된 섬유 얽힘들 중 일부가 느슨해질 수 있고, 이는 합성 부직 텍스타일(120)의 드레이프 및 회복 특성을 향상시킬 수 있다. 다림질 후, 합성 부직 텍스타일(120)은 롤링되어 나중에 의복 물품을 형성하기 위해 사용될 수 있는 롤링된 제품(626)를 형성한다. 본원에서는 합성 부직 텍스타일(120)이 처리 단계를 거칠 수 있다는 것이 또한 고려된다. 예를 들어, 합성 부직 텍스타일(120)은 상이한 패턴 형상이 부직 텍스타일(120)로부터 절단될 수 있는 패터닝 스테이션으로 운반될 수 있다. 합성 부직 텍스타일(120)은 또한 다양한 인쇄물이 부직 텍스타일(120)의 면에 도포되는 프린팅 스테이션으로 이송될 수 있다. 부직 텍스타일(120)은 또한 캘린더링, 엠보싱, 또는 상이한 코팅이 이러한 특성이 요구될 때 필에 대한 저항성을 증가시키는 것일 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
일반적으로, 제1 섬유 웨브(110), 제2 섬유 웨브(112) 및 제3 섬유 웨브(114)의 각각에 대해 선택된 특성들(평량, 섬유 데니어, 스테이플 길이, 실리콘 코팅, 섬유의 유형 등); 탄성중합체 층(116)에 대해 선택된 특성들[열가소성 탄성중합체의 유형, 구성(필름, 스펀본드, 멜트블로운, 웨브 등)]; 및 얽힘 매개변수들의 선택;을 기반으로, 합성 부직 텍스타일(120)은 의도되는 특성들을 보유한다. 예를 들면, 합성 부직 텍스타일(198)은 약 1.8mm에서부터 약 2.7mm까지, 약 1.9mm에서부터 약 2.6mm까지, 또는 약 2.0mm에서부터 약 2.5mm까지의 최종 두께를 보유할 수 있다. 합성 부직 텍스타일(120)은 약 40gsm에서부터 약 450gsm까지, 약 100gsm에서부터 약 350gsm까지, 약 150gsm에서부터 약 190gsm까지, 또는 약 180gsm의 평량을 보유할 수 있다. 최종 평량은 구성에서 사용되는 층들(섬유 웨브들)의 개수, 스트리핑(stripping)으로 인한 섬유 손실, 기계 드래프트(machineDraft) 등에 의해 영향을 받을 수 있다. 예시의 양태들에서, 합성 부직 텍스타일(120)은 약 50RCT에서부터 약 95RCT까지, 약 55RCT에서부터 약 90RCT까지, 약 60RCT에서부터 약 85RCT까지, 또는 약 65RCT에서부터 약 80RCT까지의 열저항성을 보유할 수 있다. 따라서, 확인되는 것처럼, 합성 부직 텍스타일(120)은 전형적인 편성 플리스(knit fleece)와 관련된 단열 특성들을 발휘할 수 있지만, 그러나 보다 더 적은 평량 및/또는 두께를 보유할 수 있다.
탄성중합체 층(116)으로 인해, 합성 부직 텍스타일(120)은 최소의 성장 특성 및 우수한 회복 특성을 보유할 수 있다. ASTMD2594 시험 표준을 사용할 경우, 합성 부직 텍스타일(120)은 약 5%보다 작거나 같거나, 약 4%보다 작거나 같거나, 약 3%보다 작거나 같거나, 약 2%보다 작거나 같거나, 약 1%보다 작거나 같거나, 약 0.1%보다 작거나 같거나, 또는 0%보다 작거나 같은, 길이 방향(즉, 기계 방향)에서의 성장률(growth)을 보유할 수 있다. 합성 부직 텍스타일(120)은 약 10%보다 작거나 같거나, 약 9%보다 작거나 같거나, 약 8%보다 작거나 같거나, 약 7%보다 작거나 같거나, 약 6%보다 작거나 같거나, 약 5%보다 작거나 같거나, 약 4%보다 작거나 같거나, 약 3%보다 작거나 같거나, 약 2%보다 작거나 같거나, 약 1%보다 작거나 같거나, 약 0.1%보다 작거나 같거나, 또는 약 0%보다 작거나 같은, 폭 방향(즉, 기계 교차 방향)에서의 성장률을 보유할 수 있다. ASTMD2594 시험 표면을 사용하면, 합성 부직 텍스타일(120)은 그 휴지 길이 및 폭(resting length and width)의 약 10% 이내, 그 휴지 길이 및 폭의 약 9% 이내, 그 휴지 길이 및 폭의 약 8% 이내, 그 휴지 길이 및 폭의 약 7% 이내, 그 휴지 길이 및 폭의 약 6% 이내, 그 휴지 길이 및 폭의 약 5% 이내, 그 휴지 길이 및 폭의 약 4% 이내, 그 휴지 길이 및 폭의 약 3% 이내, 그 휴지 길이 및 폭의 약 2% 이내, 또는 그 휴지 길이 및 폭의 약 1% 이내의 회복률(recovery)을 보유할 수 있다. 텍스타일(120)의 트레이프성과 관련이 있는, 합성 부직 텍스타일(120)의 강경도는 0.4Kgf보다 작거나 같거나, 약 0.3Kgf보다 작거나 같거나, 약 0.2Kgf보다 작거나 같거나, 또는 0.1Kgf보다 작거나 같거나, 또는 약 0.1kgf 내지 약 0.4Kgf이다.
전술한 특징부(평량, 두께, 열 저항, 성장 및 회복, 및 강성)는, 일부 예시적인 양태에서, 저온 기상 조건(예를 들어, 풀오버(pullover), 후다이(hoodie), 바지 팬츠 등)으로 냉각하는데 사용하기 위한 의복의 경량의 열 물품에 적합한 합성 부직 텍스타일(120)을 제조할 수 있다. 다른 양태에서, 전술된 특징은 신발류 물품용 갑피와 같은 비대칭 면이 요구되는 다른 물품에서의 사용에 적합한 합성 부직 텍스타일(120)을 만들 수 있다.
도 7 및 도 8 은 합성 부직 텍스타일(120)의 상이한 면을 도시한다. 도 7은 합성 부직 텍스타일(120)의 층과 함께 합성 부직 텍스타일(120)의 제1 면(710)을 도시한다. 제1 면(710)은 제1 얽힘형 섬유 웨브(712)로부터 형성된다. 차례로, 제1 얽힘형 섬유 웨브(712)는 제1 섬유 웨브(110)에서 기인하는 섬유들(210), 제2 섬유 웨브(112)에서 기인하는 섬유들(310 및 312), 및 제3 섬유 웨브(114)에서 기인하는 섬유들(410)을 포함한다. 예시적인 양태에서, 얽힘 파라미터로 인해, 섬유(712)의 제1 얽힘형 웨브는 주로 제1 섬유 웨브(110)로부터의 섬유(210)를 포함하는 한편, 섬유(310, 312, 및 410)는 이에 더 작은 양으로 존재한다. 따라서, 본원에서 섬유(712)의 제1 얽힘형 웨브의 1cm x 1cm 영역(cm2)으로 정의된 단위 영역은, 섬유(210)및 섬유(410)와 같은 약 1.5데니어, 또는 섬유(210)및 섬유(410)와 같은 약 1.5데니어, 또는 섬유(310 및 312)와 같은 약 0.8D 를 갖는 제1 개수의 섬유를 포함하고, 여기서 제1 개수의 섬유는 제2 개수의 섬유보다 크다. 달리 설명하면, 섬유(712)의 제1 얽힘형 웨브의 단위 면적은 약 1.5:1 내지 약 2:1 또는 약 1.9:1 의 범위의 제1 데니어 대 제2 데니어의 비를 갖는다. 이것을 설명하기 위한 다른 방법은, 섬유(712)의 제1 얽힘형 웨브가 cm2당 제1 평균 데니어를 갖는다는 것이다. 제1 평균 데니어는 cm2당 한 세트의 섬유(예를 들어, 100개의 섬유)를 취하고, 섬유의 데니어를 결정하고, 평균 데니어를 결정함으로써 결정될 수 있다. 예시적인 양태에서, cm2당 제1 평균 데니어는 약 1.1D 내지 약 1.4D일 수 있다.
도 7은 도 8에 도시된 바와 같이 합성 부직 텍스타일(120)의 제2 면(810)을 형성하는 제2 얽힘형 섬유 웨브(718)를 더 나타낸다. 제2 얽힘형 섬유 웨브(718)는 제2 섬유 웨브(112)의 섬유(310 및 312), 제3 섬유 웨브(114)의 섬유(410) 및 제1 섬유 웨브(110)의 섬유(210)를 포함한다. 예시적인 양태에서, 얽힘 파라미터로 인해, 섬유(718)의 제2 얽힘형 웨브는 주로 섬유(112)의 제2 웨브로부터의 섬유(310 및 312)를 포함하는 한편, 섬유(210 및 410)는 더 작은 양으로 존재한다. 따라서, 제2 얽힘형 섬유 웨브(718)의 단위 면적은 섬유(310 및 312)와 같이 약 0.6 내지 약 1D 또는 약 0.8D의 제3 데니어를 갖는 제3 개수의 섬유 및 섬유(210 및 410)와 같이 약 1.2 내지 약 3.5D 또는 약 1.5데니어의 제4 개수의 섬유를 포함하며, 여기서 제3 개수의 섬유는 제4 개수의 섬유보다 더 크다. 다르게 설명하면, 제2 얽힘형 섬유 웨브(718)의 단위 면적은 약 0.3:1 내지 약 0.7:1 또는 약 0.5:1의 범위의 제3 데니어 대 제4 데니어의 비율을 갖는다. 이를 설명하기 위한 다른 방법은, 제2 얽힘형 섬유 웨브(718)가 cm2당 제2 평균 데니어를 갖는다는 것이다. cm2당 제2 평균 데니어는 cm2당 제1 평균 데니어 미만일 수 있다. 예시적인 양태에서, cm2당 제2 평균 데니어는 약 0.9D 내지 약 1D 일 수 있다.
도 7 및 도 8 모두에 도시된 바와 같이, 합성 부직 텍스타일(120)은 제3 얽힘형 섬유 웨브(714)를 추가로 포함한다. 제3 얽힘형 섬유 웨브(714)는 제3 섬유 웨브(114)에서 기인하는 섬유들(410), 제2 섬유 웨브(112)에서 기인하는 섬유들(310 및 312), 및 제1 섬유 웨브(110)에서 기인하는 섬유들(210)을 포함한다. 예시적인 양태에서, 얽힘 파라미터로 인해, 섬유(714)의 제3 얽힘형 웨브(714)는 주로 제3 섬유 웨브(114)로부터의 섬유(410)를 포함하는 한편, 섬유(310, 312, 및 210)는 이에 더 작은 양으로 존재한다. 보다 구체적으로, 바늘이 제3 섬유 웨브(114)에 접촉하기 전에 제1 섬유 웨브(110) 및/또는 제2 섬유 웨브(112)를 통과하기 때문에, 바늘 미늘은 일반적으로 섬유로 가득 차 있고, 따라서 얽힘 과정에서 섬유(410)의 움직임이 많지 않을 수 있다. 따라서, 제3 얽힘형 섬유 웨브(714)의 단위 면적은 섬유(410 및 210)와 같이 약 1.2D 내지 약 3.5D 또는 약 1.5 데니어의 제5 데니어를 갖는 제5 개수의 섬유 및 섬유(310 및 312)와 같이 약 0.6D 내지 약 1D 또는 약 0.8D의 제6 데니어를 갖는 제6 개수의 섬유를 포함하며, 여기서 제5 개수의 섬유는 제6 개수의 섬유보다 더 크다. 다르게 설명하면, 제3 얽힘형 섬유 웨브(714)의 단위 면적은 약 1.5:1 내지 약 2:1 또는 약 1.9:1의 범위의 제5 데니어 대 제6 데니어의 비율을 갖는다. 이를 설명하기 위한 다른 방법은, 제3 얽힘형 섬유 웨브(714)가 cm2당 제3 평균 데니어를 갖는다는 것이다. 예시적인 양태에서, cm2당 제3 평균 데니어는 cm2당 제2 평균 데니어보다 클 수 있다. 예시적인 양태에서, cm2당 제3 평균 데니어는 약 1.1D 내지 약 1.4D일 수 있다.
도 7 및 도 8에 도시된 합성 부직 텍스타일(120)은 탄성중합체 층(116)을 더 포함한다. 도 7 및 도 8에 도시된 구성에서, 탄성중합체 층(116)이 제2 얽힘형 섬유 웨브(718)와 제3 얽힘형 섬유 웨브(714) 사이에 위치하는 경우, 탄성중합체 층(116)은 제1 얽힘형 섬유 웨브(712) 및 제3 얽힘형 섬유 웨브(714), 제1 얽힘형 섬유 웨브(712) 및 제3 얽힘형 섬유 웨브(714)의 적어도 일부 섬유는 탄성중합체 층(116)을 통해 연장되고, 제2 얽힘형 섬유 웨브(718)의 섬유와 얽혀 있으며, 그리고, 제2 얽힘형 섬유 웨브(718)의 섬유 중 적어도 일부는 탄성중합체 층(116)을 통해 연장되고, 제1 얽힘형 섬유 웨브(712)의 섬유 및 제3 얽힘형 섬유 웨브(714)의 섬유와 얽힌다. 예시적인 양태에서, 탄성중합체 층(116)의 일부분은 얽힘 과정 동안 Z 방향으로 눈에 띄게 움직이지 않는다. 다르게 설명하면, 탄성중합체 층(116)은 일반적으로 X, Y 평면을 따라 균일하게 연장되며, 서로 다른 얽힘형 웨브(712, 714 및 718)의 섬유가 연장되는 구멍을 제외하고는 일반적으로 응집력 있는 단일 구조로 유지된다.
서로 다른 얽힘형 웨브(712, 714 및 718)는 도 7 및 도 8에서 별개의 층으로 도시되어 있지만, 본원에서는 얽힘형 웨브(712, 714 및 718)가 응집력 있는 구조를 형성하도록 얽혀 있는 것으로 고려될 것이다. 즉, 예시적인 측면들에서, 각각의 웨브(712, 714 및 718)는 서로 얽힘형 웨브(712, 714 및 718)가 합성 부직 텍스타일(120)의 단면에서 뚜렷하게 보이도록 별개의 층의 특징을 유지하는 것을 통해 합성 부직 텍스타일(120)의 절단 모서리에 독특한 미적 감각을 제공한다.
도 7 및 도 8에 더 도시된 바와 같이, 제2 얽힘형 섬유 웨브(718)로 형성된 제2 면(810)은 제1 얽힘형 섬유 웨브(712)로 형성된 제1 면(710)에 존재하는 실리콘 코팅 섬유(312)보다 더 많은 개수의 실리콘 코팅 섬유(312)를 포함한다(점선으로 도시됨). 다르게 말하면, 제2 얽힘형 섬유 웨브(718)의 단위 면적은 제1 얽힘형 섬유 웨브(712)의 단위 면적보다 더 많은 개수의 실리콘-코팅된 섬유(312)를 포함한다. 또한, 제3 얽힘형 섬유 웨브(714)의 단위 면적은 제2 얽힘형 섬유 웨브(718)의 단위 면적에 비해 더 적은 개수의 실리콘-코팅 섬유(312)를 포함한다. 예시적인 양태에서, 본원에서는 합성 부직 텍스타일(120)은 실리콘 코팅 섬유(312)의 중량 대비 약 10% 내지 약 25%로 구성될 수 있는 것으로 고려된다. 전술한 바와 같이, 합성 부직 텍스타일(120)의 제2 면(810)이 실리콘 코팅 섬유를 포함함에 따라, 제2 면(810)에 부드러운 촉감을 제공되고 합성 부직 텍스타일(120)의 강성이 감소되고(즉, 드레이핑성이 증가되고), 합성 부직 텍스타일의 신축성이 증가된다.
도 9는 도 7의 합성 부직 텍스타일(120)의 단면을 도시한 것으로, 서로 얽혀 있는 서로 다른 섬유 웨브로부터의 섬유의 얽힘을 나타낸다. 도시된 바와 같이, 합성 부직 텍스타일(120)은 제1 면(710)을 형성하는 제1 얽힘형 섬유 웨브(712), 제2 면(810)을 형성하는 제2 얽힘형 섬유 웨브(718), 제3 얽힘형 섬유 웨브(714) 및 탄성중합체 층(116)을 포함한다. 도 9에 도시된 단면에서, 제3 얽힘형 섬유 웨브(714)은 제1 얽힘형 섬유 웨브(712)와 탄성중합체 층(116) 사이에 위치하지만, 다른 측면에서는 제3 얽힘형 섬유 웨브(714)가 제2 얽힘형 섬유 웨브(718)와 탄성중합체 층(116) 사이에 위치하는 것으로 고려될 수 있다. 전술한 바와 같이, 본원에서는 섬유(712, 714 및/또는 718)의 얽힘형 웨브 중 하나 이상은 선택적일 수 있는 것으로 고려된다.
왼쪽에서 오른쪽으로 이동하면, 제1 얽힘형 섬유 웨브(712)의 섬유(210)는 제2 얽힘형 섬유 웨브(718)의 섬유(310 및/또는 312)와 얽힌 상태로 도시되고, 제1 얽힘형 섬유 웨브(712)의 섬유(210)는 제3 얽힘형 섬유 웨브(714)의 섬유(410)와 얽힌 상태로 도시된다. 섬유(714)의 제3 얽힘형 웨브로부터의 섬유(410)는 섬유(718)의 제2 얽힘형 웨브로부터의 섬유(310 및/또는 312)와 얽힌 상태로 도시되고, 섬유(714)의 제3 얽힘형 웨브로부터의 섬유(410)는 섬유(712)의 제1 얽힘형 웨브로부터의 섬유(210)와 얽힌 상태로 도시된다. 제2 얽힘형 섬유 웨브(718)의 섬유(310 및/또는 312)는 제1 얽힘형 섬유 웨브(712)의 섬유(210)와 얽힌 상태로 도시되고, 섬유(310 및/또는 312)는 제3 얽힘형 섬유 웨브(714)의 섬유(410)와 얽힌 상태로 도시된다. 도시된 바와 같이, 하나 이상의 섬유(210, 310, 312 및 410) 중 하나 이상이 탄성중합체 층(116)을 통해 연장된다. 도 9의 일부 섬유는 어두운 색으로 표시되어 있지만 이는 단지 예시에 불과하다.
도 10은 합성 부직 텍스타일(120)의 대체 단면을 도시한 것이다. 도 10에 도시된 바와 같이, 탄성중합체 층(116)이 제3 얽힘형 섬유 웨브(714)와 제2 얽힘형 섬유 웨브(718) 사이에 위치하는 대신에, 탄성중합체 층(116)은 제1 얽힘형 섬유 웨브(712)와 제3 얽힘형 섬유 웨브(714) 사이에 위치한다. 도 9에 설명된 바와 같이, 서로 다른 층의 섬유는 서로 얽혀서 탄성중합체 층(116)을 통해 연장되는 것으로 도시되어 있다.
도 11은 실리콘 코팅된 섬유(312)만 표시된 도 9의 단면을 도시한 것이다. 도 10에 도시된 바와 같이, 실리콘 코팅 섬유(312)는 제2 얽힘형 섬유 웨브(718)에 더 많이 존재하지만, 탄성중합체 층(116)을 통해 제1 얽힘형 섬유 웨브(712) 및 제3 얽힘형 섬유 웨브(714)로 확장된다.
도 12는 일반적으로 도면부호 1200으로 참조되는 합성 부직 텍스타일의 제2 면의 파일 생산에 사용되는 제조 공정의 일 예를 도시한다. 전통적으로, 아래에 설명된 제조 공정(1200)의 양태는 예를 들어, 자동차 산업에서 사용되는 딜루어 카펫을 형성하는 데 사용되어 왔다. 보다 전통적인 딜루어 공정에서는, 바늘이 단일 층 섬유 웨브를 펀칭하고 펀칭된 섬유가 브러시 세트에 의해 유지된다. 그런 다음 브러시에서 웨브를 떼어내면 웨브의 일측에 더미가 만들어진다. 이와 같은 전통적인 딜루어 공정을 변형하여, 의복에 사용하기에 적합한 기능을 갖춘 합성 부직 텍스타일을 만들 수 있다(예: 신축성 및 회복 기능을 갖춘 드레이프 가능하고, 높고, 부드러운 텍스타일). 도 12 내 제조 구성요소들의 묘사는 예시일 뿐이며, 그리고 제조 공정(1200)의 일반적인 특징들을 전달하는 것이어야 한다. 제조 공정(1200)의 일부 특징들은 제조 공정(600)과 동일하며, 따라서, 이러한 단계들과 관련된 개시는 도 6과 관련하여 설명된 것과 동일하다. 도 12와 관련하여 개시되는 내용은 일반적으로 제조 공정(600)과 제조 공정(1200) 사이의 차이점 및 이러한 차이점이 결과물인 합성 부직 텍스타일의 특성에 미치는 영향에 초점을 맞춘다.
도 12는 제1 섬유 웨브(1210), 제2 섬유 웨브(1212), 제3 섬유 웨브(1214), 및 탄성중합체 층(1216)의 적층 구성(1218)을 기계 방향으로 이송하는 이송 시스템(1209)을 도시한다. 제1 섬유 웨브(1210), 제2 섬유 웨브(1212), 및 제3 섬유 웨브(1214) 각각은 원하는 기본 중량을 달성하도록 카디드 및 래핑된다. 또한, 웨브들(200, 300 및 400) 각각은 결속 구조를 달성하기 위해 약하게 재봉되었다. 도시된 웨브의 수는 예시적인 것이며, 웨브의 수는 도시된 것과 상이할 수 있고(더 적거나 더 많을 수 있음), 제1, 제2 및 제3 섬유 웨브(1210, 1212 및 1214) 각각 내의 섬유들이 일반적으로 느슨한 웨브 상태에 있기 때문에, 상기 섬유들은 바늘 얽힘 공정 동안 이동할 수 있음이 고려된다. 예시적인 측면들에서, 섬유(1210, 1212, 및 1214)의 제1, 제2, 및 제3 웨브는 제조 공정(600)에서 사용된 섬유(110, 112, 및 114)의 제1, 제2, 및 제3 웨브와 동일할 수 있고, 탄성중합체 층(1216)은 제조 공정(600)에서 사용된 탄성중합체 층(116)과 동일할 수 있다. 일부 예시적인 양태에서, 섬유(1210, 1212 및 1214)의 제1, 제2 및 제3 웨브를 형성하는 데 사용되는 섬유의 스테이플 길이는 섬유(110, 112 및 114)의 제1, 제2 및 제3 웨브를 형성하는 데 사용되는 섬유의 스테이플 길이보다 약간 더 길 수 있다. 예를 들어, 스테이플 길이는 약 60mm에서 약 70mm, 약 62mm에서 약 68mm 또는 약 64mm일 수 있다. 다른 측면에서, 섬유(1210, 1212 및 1214)의 제1, 제2 및 제3 웨브를 형성하는 데 사용되는 섬유는 섬유(110, 112 및 114)의 제1, 제2 및 제3 웨브를 형성하는 데 사용되는 섬유와 동일할 수 있다(예컨대, 동일한 섬유 유형, 데니어, 코팅, 색상 특성 등). 예시적인 측면들에서, 이송 속도는 제조 공정(600)에 대해 설명된 바와 같이 이송 속도와 동일하거나 다를 수 있다. 예시적인 측면에서, 이송 속도는 결과 합성 부직 텍스타일의 원하는 얽힘 및 더미를 달성하기 위해 선택된다.
적층 구성(1218)은 도면부호 1220에서 패스 1로 표시된 제1 니들 보드를 통과한다. 패스 1(1220)과 관련된 얽힘 매개변수는 패스 1(614)과 동일할 수 있으므로, 패스 1(614)에 대한 설명은 패스 1(1220)과 동일하므로 여기서는 반복하지 않는다. 마찬가지로, 패스 2(1222) 및 패스 2(1224)는 제조 공정(600)의 패스 2(616) 및 패스 2(618)와 동일할 수 있고, 패스 2(616) 및 패스 2(618)의 설명은 패스 2(1222) 및 패스 2(1224)에 대해 동일할 수 있으므로, 여기서는 반복하지 않는다.
예시적인 측면들에서, 패스 3(1226)은 제조 공정(600)의 패스 3(620)과 다를 수 있다. 예를 들어, 아래에서 자세히 설명하는 것처럼 일부 측면에서는 패스 3(1226)이 완전히 제거될 수 있다. 다른 예시적인 양태에서, 패스 3(1226)은 예를 들어, 약 30n/cm2 내지 약 175n/cm2 사이, 또는 약 100n/cm2 내지 약 150n/cm2와 같이 감소된 스티치 밀도를 가질 수 있다.
딜루어 패스라고도 하는 패스 4(1228)는 패스 3(1226) 다음에 발생하거나, 패스 3(1226)이 탈락한 경우, 패스 4(1228)는 패스 2(1222) 및 패스 2(1224) 다음에 발생한다. 예를 들어, 패스 4(1228)에는 하나 이상의 특수 바늘이 사용될 수 있다. 예를 들어, 하나 이상의 바늘 또는 모든 바늘은, 바늘이 루프를 형성하기 위해 적층된 구성(1218)을 통과할 때 길이를 따라 섬유를 포착하는 분기된 팁을 포함할 수 있다. 패스 4(1226)는 제1 섬유 웨브(1210)의 방향에서 제2 섬유 웨브(1212)를 향해 발생한다. 브러시 세트(1230)는 제2 섬유 웨브(1212)의 면에 인접하여 배치된다. 확대된 도면에 도시된 바와 같이, 제1, 제2 및 제3 섬유 웨브(1210, 1212 및 1214)의 섬유가 바늘(1231)에 의해 제2 섬유 웨브(1212)의 면을 통해 밀려나면, 섬유(1232)와 같은 섬유의 단부 및/또는 루프(1234)와 같은 섬유 루프의 정점이 브러시 세트(1230) 안으로 밀려들어가 패스 4(1228) 동안 유지된다. 적층 구성이 계속해서 기계 방향으로 이동함에 따라, 브러쉬들의 세트에 의해 유지되는 섬유들은 브러쉬들에서 빼내어진다. 브러쉬들의 세트에서 빼내어진 이후, 브러쉬들의 세트에 의해 유지되는 섬유들 및 섬유 루프들은, 예컨대 제2 섬유 웨브(300)의 표면 평면에 대하여 z-방향으로 공통 배향을 갖는다. 도 15와 관련하여 더 논의된 바와 같이 브러시 세트(1230)에 의해 유지되는 섬유 및 섬유 루프의 원위 단부는 제2 섬유 웨브(1212)의 면으로부터 소정의 거리만큼 연장된다.
생성된 합성 부직 텍스타일의 표면에 균일한 커버리지를 갖는 충분한 더미를 생성하기 위해, 적절한 개수의 섬유 및/또는 섬유 루프가 브러시 세트(1230)로 밀려 들어가도록 하기 위해, 패스 4(1228)의 스티치 밀도는 이전의 패스의 스티치 밀도보다 크다. 패스 4(1228)의 스티치 밀도는 약 300n/cm2에서부터 약 1200n/cm2까지, 약 400n/cm2에서부터 약 800n/cm2까지, 약 500n/cm2에서부터 약 700n/cm2까지이거나, 또는 600n/cm2이다. 일부 예시적인 측면들에서, 제1 면을 패스 4(1228)에서 사용되는 것과 같은 높은 스티치 밀도에 노출시키는 것은 생성된 합성 부직 텍스타일의 제1 면에의 필의 형성을 감소시킬 수 있는 것으로 밝혀졌다. 패스 4(1228)의 침투 깊이는 더 긴 파일 또는 더 짧은 파일을 생성하도록 조정될 수 있다. 예시적인 측면에서, 침투 깊이는 약 3mm 내지 약 10mm, 약 3.5mm 내지 약 8mm, 약 4mm 내지 약 6mm, 또는 약 4mm일 수 있다. 제조 공정(600)과 관련하여 전술한 바와 같이, 다른 가공 단계들(예를 들어, 다림질, 패턴 절단, 인쇄, 캘린더링, 엠보싱, 코팅 등)이 본 명세서에서 고려되지만, 패스 4(1228) 이후 생성된 합성 부직 텍스타일은 압연되어 압연된 제품(1236)을 형성할 수 있다.
예시적인 양태에서, 패스(4)(1228) 이전의 스티치 밀도는 제조 공정(600)의 스티치 밀도에 비해 감소되어, 패스(4)(1228)의 스티치 밀도가 높기 때문에 탄성중합체 층(1216)이 패스(4)(1228) 이전에 오버니들링되지 않도록 보장한다. 탄성중합체 층(1216)을 과도하게 니들링하면 탄성중합체 층(1216)의 구조적 무결성에 영향을 미치고, 그 결과 합성 부직 텍스타일의 성장 및 회복 특성에 부정적 영향을 미칠 수 있다. 제조 공정(1200)의 최종 결과는 원하는 기본 중량, 원하는 로프트 및 텍스타일의 제2 면에 균일한 커버리지를 갖는 더미를 갖는 합성 부직 텍스타일이며, 여기서 커버리지는 바늘 선택에 따라 말단 섬유 단자 단부 및 섬유 루프를 모두 포함하거나, 말단 섬유 단자 단부만 포함하거나, 섬유 루프만 포함할 수 있다.
도 13 및 도 14는 제조 공정(1200)에 의해 생성된 합성 부직 텍스타일(1300)의 제1 면(1310) 및 반대쪽 제2 면(1410)을 각각 도시한다. 합성 부직 텍스타일(1300)은 제1 얽힘형 섬유 웨브(1312), 제2 얽힘형 섬유 웨브(1314), 제3 얽힘형 섬유 웨브(1316) 및 탄성중합체 층(1216)을 포함한다. 합성 부직 텍스타일(1300)의 상이한 층들에 대한 설명은 일반적으로 도 7 및 도 8과 관련하여 설명된 합성 부직 텍스타일(120)의 상이한 층들에 대한 설명과 동일하므로, 여기서는 반복하지 않을 것이다.
도 14와 관련하여, 제2 면(1410)은 섬유(1412)의 단부뿐만 아니라 제2 면(1410)으로부터 소정량만큼 연장되는 루프(1414)를 포함한다. 도 14에 도시된 섬유들(1412) 및 루프들(1414)의 수는 단지 예시적인 것이며, 본원에서는 제2 면(1410)은 모든 루프들(1414), 섬유들(1412)의 모든 단부들 및 이들의 임의의 조합을 포함할 수 있는 것으로 고려한다. 섬유들(1412)은 제1 섬유 웨브(1210), 제2 섬유 웨브(1212), 및/또는 제3 섬유 웨브(1214)로부터의 섬유들을 포함할 수 있다. 유사하게, 루프(1414)는 제1 섬유 웨브(1210), 제2 섬유 웨브(1212) 및/또는 제3 섬유 웨브(1214)의 섬유로부터 형성될 수 있다. 따라서, 섬유(1412)의 데니어는 약 0.6D 내지 약 1D, 또는 약 0.8D일 수 있다. 또는 섬유(1412)의 데니어는 약 1.3D 내지 약 3.5D, 또는 약 1.5D일 수 있다. 유사하게, 루프(1414)를 형성하는 섬유의 데니어는 약 0.6D 내지 약 1D, 또는 약 0.8D일 수 있다. 또는 루프(1414)를 형성하는 섬유의 데니어는 약 1.3D 내지 약 3.5D, 또는 약 1.5D일 수 있다.
도 15는 합성 부직 텍스타일(1300)의 단면도로서, 제1 얽힘형 섬유 웨브(1312), 제2 얽힘형 섬유 웨브(1314), 제3 얽힘형 섬유 웨브(1316) 및 탄성중합체 층(1216)을 포함한다. 예시적인 양태에서, 섬유(1312, 1314 및 1316)의 제1, 제2 및 제3 얽힘형 웨브 각각은 일반적으로 서로 평행하고 오프셋되는 각각의 X, Y 평면에서 연장된다. 도시된 바와 같이, 섬유들(1412) 및 섬유 루프들(1414)은 합성 부직 텍스타일(1300)의 제2 면(1410)으로부터 Z 방향으로 연장된다. 보다 구체적으로, 제2 얽힘형 섬유 웨브(1314)를 형성하는 섬유의 적어도 일부는, 탄성중합체 층(1216)으로부터 각 섬유의 원위 단부까지 연장되는 종 방향 길이를 갖고, 여기서 도면부호 1510(예시를 위해 어둡게 표시됨)으로 도시된 바와 같이 각 섬유의 원위 단부는 제2 면(1410)으로부터 미리 정해진 양만큼 떨어진 Z 방향으로 연장된다. 각각의 섬유의 원위 단부는 섬유(1412)와 같은 단부 또는 루프(1414)와 같은 루프의 정점을 포함할 수 있다. 예시적인 양태에서, 미리 결정된 양은 약 1.5밀리미터 내지 약 8.1밀리미터, 약 3.5밀리미터 내지 약 6.5밀리미터, 약 3밀리미터 내지 약 6밀리미터, 또는 약 4밀리미터일 수 있다.
예시적인 합성 부직 텍스타일(120)로 돌아가서, 합성 부직 텍스타일(120)의 상이한 층을 형성하는 섬유들은 도 16 내지 18에 도시된 바와 같이 부직 텍스타일(120)에 독특한 미관을 부여하는 상이한 색상 특성을 가질 수 있다. 도 16은 합성 부직 텍스타일(120)의 제1 면(710)을 도시한 것이고, 도 17은 합성 부직 텍스타일(120)의 제2 면(810)을 도시한 것이다. 전술한 바와 같이, 예시적인 양태들에서, 본원에서는 제1 섬유 웨브(110)의 섬유(210)는 제1 색상 특성을 갖고, 제2 섬유 웨브(112)의 섬유(310 및 312)는 제1 색상 특성을 갖고, 탄성중합체 층(116)은 제1 색상 특성을 갖거나 다른 색상 특성(예를 들어, 제2 색상 특성)을 가질 수 있는 것으로 고려된다. 제3 섬유 웨브(114)의 섬유(410)는 제1 색상 특성과 다른 제2 색상 특성을 갖는다. 제조 공정(600) 동안, 제3 얽힘형 섬유 웨브(114)의 섬유(410)는 적어도 부분적으로는 적층된 구성(612) 내의 웨브의 순서 및 얽힘 파라미터에 기초하여 합성 부직 텍스타일(120)의 제1 면(710) 및 제2 면(810)으로 불균등하게 밀려진다. 도 16 및 도 17에 도시된 어두운 점은 섬유(410)에 의해 부여된 제2 색상 특성(도면부호 1610으로 참조됨)을 나타내고, 백색 영역은 섬유(210, 310, 312 및 410)에 의해 부여된 제1 색상 특성(도면부호 1612로 참조됨)을 나타낸다. 예시적인 양태에서, 제2 색상 특성(1610)은 제3 섬유 웨브(1214)가 제1 섬유 웨브(1210)와 탄성중합체 층(1216) 사이에 위치할 때, 제2 면(810)에 비해 제1 면(710)에서 시각적으로 식별 가능하거나 더 큰 정도로 구별될 수 있다. 다르게 설명하면, 예시적인 양태에서, 제2 색상 특성(1610)을 갖는 섬유(410)는 제2 면(810)에 비해 제1 면(710) 상에서 단위 면적당 더 많은 개수의 섬유를 포함할 수 있다. 제2 면(810)의 제1 색상 특성(1612)은 제2 면(810)의 일부 영역에서 탄성중합체 층이 보일 수 있기 때문에, 본원에서는 제1 색상 특성(1612)을 갖는 탄성중합체 층(116)에 의해 향상될 수 있는 것으로(또는 더 시각적으로 지각될 수 있는 것으로) 고려한다. 섬유(410)에 의해 제1 면(710) 및 제2 면(810)에 부여되는 전체적인 외관은 헤더와 같은(heather-like) 효과이며, 헤더와 같은 효과는 제1 면(710)에서 더욱 두드러진다. 예시적인 양태에서, 제3 섬유 웨브(1214)가 제2 섬유 웨브(1212)와 탄성중합체 층(1216) 사이에 위치할 때, 헤더와 같은 효과는 제2 면(810)에서 더욱 두드러질 수 있다.
도 16 및 도 17에 도시된 제1 색상 속성(1612) 및 제2 색상 속성(1610)의 패터닝은 단지 예시적인 것에 불과하고, 본원의 패터닝은 도시된 것과 상이할 수 있는 것으로 간주된다. 예를 들어, 제조 공정(600)은 합성 부직 텍스타일(120)의 상이한 섬유들의 무작위 얽힘을 생성하여, 패터닝이 부직 텍스타일(120)의 제1 면(710) 및 제2 면(810)에 걸쳐 가변적일 수 있도록 한다. 또한, 합성 부직 텍스타일(120)의 상이한 면(710) 및 상이한 면(810)의 전반적인 색상 특성은, 텍스타일(120)의 상이한 층을 형성하는 섬유의 색상 특성을 변화시키고, 얽힘 파라미터를 변경하고, 얽힘 전에 카드화된 웨브의 적층 순서를 변경하는 등의 방법으로 조정될 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
도 21에는, 도 19의 인쇄된 합성 부직 텍스타일(950)의 횡단면의 확대도가 도시되어 있다. 도시된 바와 같이, 제2 색상 특성(1610)을 갖는 섬유(410)는 합성 부직 텍스타일(120)의 제1 면(710) 및 제2 면(810)의 양쪽으로 밀리는 것을 통해, 제2 색상 특성(1610)이 반대편 제1 및 제2 면(710 및 810)에서 시각적으로 인식되도록 한다. 도 18에 더 도시된 바와 같이, 예시적인 양태에서, 더 많은 섬유(410)가 제2 면(810)에 비해 제1 면(710)으로 밀려서, 제2 색상 특성(1610)이 제2 면(810)에 비해 제1 면(710)에서 시각적으로 더 많이 식별되도록 할 수 있다. 상반되는 표면에 상이한 색상 특성을 갖는 합성 부직 텍스타일을 갖는 것은, 텍스타일이 의복 물품에 통합될 때 유용할 수 있다. 예를 들어, 상이한 색상 속성은, 착용자에게 의복 물품의 어느 면이 외부를 향하고 있는지 또는 내부를 향하고 있는지에 대한 시각적인 마커를 제공할 수 있다. 다른 예에서, 상이한 색상 속성은 의복 물품이 두 가지 상이한 구성(오른쪽이 바깥쪽을 향하고 안쪽이 바깥쪽을 향하는)으로 착용될 수 있도록 할 수 있으며, 각 구성에 상이한 시각적 외관이 연관될 수 있다.
본원에서, 합성 부직 텍스타일(120)은 세탁 및 마모에 대응하여 제1 면(710)에 비해 제2 면(810)에서 필에 대한 상이한 저항성을 나타낼 수 있다는 점이 고려된다. 일부 예시적인 양태에서, 제1 면(710)과 제2 면(810) 사이의 필에 대한 상이한 저항은, 요망되는 미적 및 촉감을 생성하기에 바람직한 속성일 수 있다. 제1, 제2 및 제3 웨브(110, 112 및 114)와 관련된 특성, 웨브(110, 112 및 114)의 적층 순서와 관련된 특성, 및 얽힘 파라미터는, 제1 면(710) 및 제2 면(810)에서 필에 대한 차동 저항을 설계하기 위해 조정될 수 있다. 일반적으로, 제1 면(710)은 제2 면(810)에 비해 필에 대한 내성이 더 크다. 다르게 말하면, 제2 면(810)은 제1 면(710)에 비해 세탁 및 마모에 반응하여 cm2당 더 많은 개수의 필을 생성할 수 있다. 부직 텍스타일(120)의 제1 면(710)과 제2 면(810) 사이의 필에 대한 저항성의 차이는 다양한 요인에 기인할 수 있다. 예를 들어, 제2 면(810)에 존재하는 실리콘 코팅 섬유(312)의 수가 많을수록, 섬유 단자 단부가 제2 면(810) 밖으로 이동하고 다른 섬유 단자 단부와 얽힘에 따라 제2 면(810)으로부터 멀리 연장되는 필을 형성할 가능성이 높아진다. 또한, 제2 면(810)은 제1 면(710)보다 스티치 밀도가 낮기 때문에(250 대 300), 제1 면(710)과 비교할 때 얽힘의 정도가 더 적을 수 있다. 섬유가 덜 얽힐 수 있기 때문에, 섬유 단자 단부가 제2 면(810)으로부터 이동될 가능성이 증가할 수 있다. 또 다른 이유로는 패스 4(622)가 제1 면(710)으로부터 제2 면(810)으로 향하기 때문일 수 있다. 이 패스는 섬유의 일부 단부를 제2 면(810)을 통해 밀어낼 수 있으며, 이 과정에서 섬유가 얽힘에 따라 필이 형성될 수 있다.
시간에 따른 제1 면(710)과 제2 면(810) 사이의 차등 필은 도 19-21에 도시되어 있다. 도 19는 합성 부직 텍스타일(120)의 제1 면(710)을 제1 시점에 도시한 것이다. 예시적인 양태에서, 제1 시점은 부직 텍스타일(120)이 형성된 직후일 수 있다. 제1 면(710)은 필을 더 잘 설명하기 위해 제1 면(710)을 형성하는 섬유를 묘사하지 않고 도시되었다. 예시적인 양태에서, 제1 면(710)은 (도시된 바와 같이) 필을 포함하지 않을 수도 있고, 또는 제1 개수의 cm2당 필을 포함할 수도 있다. 도 21은 제1 시점에서 합성 부직 텍스타일(120)의 제2 면(810)을 예시한다. 제2 면(810)은 필을 더 잘 설명하기 위해 제2 면(810)을 형성하는 섬유를 묘사하지 않고 도시되었다. 예시적인 양태에서, 제2 면(810)은 (도시된 바와 같이) 필을 포함하지 않을 수도 있고, 또는 제2 개수의 cm2당 필을 포함할 수도 있다.
도 20은 제1 시점 이후의 제2 시점에서의 제1 면(710)을 예시한다. 제2 시점은 하나 이상의 세척 후 또는 일정량의 마모 또는 사용 후일 수 있다. 제2 시점에서, 제1 면(710)은 필(2010)과 같은 cm2의 제3 필 개수를 포함하며, 여기서 cm2당 제3 필 개수는 cm2당 제1 필 개수보다 크다. 도 22는 제2 시점에서의 제2 면(810)을 도시한다. 제2 시점에서, 제2 면(810)은 필(2210)과 같은 제4 2당 필 수를 포함하며, 여기서 제4 cm2당 필 수는 제2 cm2당 필 수보다 크다. 또한, 제4 cm2당 필의 제4 개수는 제2 시점에 제1 면(710)에 존재하는 제3 cm2당 필의 제3 개수보다 크다.
합성 부직 텍스타일(120)이 의복 물품 안쪽에 통합될 때, 본원에서는 제1 대향면은 의복 물품의 외측 표면을 형성하고, 일부 양태에서는 의복 물품의 최외측 표면을 형성하는 점이 고려된다. 제2 면(810)은 의복 물품의 내측 표면을 형성하며, 예시적인 양태에서, 의복 물품의 최내측 표면을 형성할 수 있다. 따라서, 예시적인 양태에서, 제2 면(810)의 더 큰 필 속도(또는 더 적은 필 저항)는 의복 물품의 내측 면이 의복 물품의 외측 면에 비해 cm2당 더 많은 개수의 필을 형성하게 할 수 있으며, 이는 더 큰 마모에 노출되는 영역(예를 들어, 팔꿈치 영역)에서 필이 우선적으로 외측 면에 형성되는 일반적인 의복 물품과 다소 상반된다.
시간이 지남에 따라 의복 물품의 외부 표면과 의복 물품의 내부 표면 사이의 차등 필은 도 23-26에 도시되어 있다. 도 23은 제1 시점에서의 의복 물품(2300)의 외측 표면(2310)을 도시하는데, 여기서 의복 물품(2300)은 합성 부직 텍스타일(120)로 형성되어 있고, 합성 부직 텍스타일(120)의 제1 면(710)이 외측 표면(2310)을 형성하도록 한다. 예시적인 양태에서, 제1 시점은 의복 물품(2300)이 형성된 직후일 수 있다. 외측 표면(2310)은 필을 더 잘 설명하기 위해 외측 표면(2310)을 형성하는 섬유를 묘사하지 않고 도시되었다. 예시적인 양태에서, 외측 표면(2310)은 (도시된 바와 같이) 필을 포함하지 않을 수도 있고, 또는 제1 개수의 cm2당 필을 포함할 수도 있다. 도 25는 제1 시점에서 의복(2300)의 내측 표면(2510)을 도시하는데, 여기서 내측 표면(2510)은 합성 부직 텍스타일(120)의 제2 면(810)으로 형성된다. 또한, 필을 더 잘 설명하기 위해, 내측 표면(2510)은 내측 표면(2510)을 형성하는 섬유를 묘사하지 않고 도시되었다. 예시적인 양태에서, 내측 표면(2510)은 (도시된 바와 같이) 필을 포함하지 않을 수도 있고, 또는 제2 개수의 cm2당 필을 포함할 수도 있다.
도 24는 제1 시점 이후의 제2 시점에서의 외측 표면(2310)을 예시한다. 제2 시점은 하나 이상의 세척 후 또는 일정량의 마모 후일 수 있다. 제2 시점에서, 외측 표면(2310)은 필(2410)과 같은 제3 cm2당 필 수를 포함하며, 여기서 제3 cm2당 필 수는 제1 cm2당 필 수보다 크다. 도 26는 제2 시점에서의 내측 표면(2510)을 도시한다. 제2 시점에서, 내측 표면(2510)은 필(2610)과 같은 제4 cm2당 필 수를 포함하며, 여기서 제4 cm2당 필 수는 제2 cm2당 필 수보다 크다. 또한, 제4 cm2당 필의 제4 개수는 제2 시점에 외측 표면(2310)에 존재하는 제3 cm2당 필의 제3 개수보다 크다.
다른 예시적인 양태에서, 합성 부직 텍스타일(120)의 제1 면(710) 및/또는 제2 면(810)에 형성되는 필의 수를 감소시키는 것을 통해 다른 미적 및/또는 다른 촉감을 달성하는 것이 바람직할 수 있다. 이러한 측면에서, 합성 부직 텍스타일(120)은 제1 면(710) 및 제2 면(810)에서 필에 대한 저항성을 증가시키는 다수의 후처리 단계를 거칠 수 있다. 예시적인 후처리 단계에는, 캘린더링(고온 또는 저온), 엠보싱, 제1 면(710) 및/또는 제2 면(810)을, 예를 들어 유성 폴리우레탄과 같은 코팅으로 처리하는 것 등이 포함될 수 있다. 임의의 양태들 및 모든 양태에서, 상기 스테이플 길이의 임의의 변형태는 본원 양태들에 속하는 것으로서 고려된다.
도 27은 합성 부직 텍스타일(120) 및/또는 합성 부직 텍스타일(1300)로 형성된 의복(2700)의 예시적인 물품에 대한 도면을 도시한다. 비록 재킷, 후드 티, 긴팔 셔츠, 민소매 셔츠, 속옷 등처럼 다른 구성들도 본원에서 고려되기는 하지만, 짧은 소매를 포함한 상체 의복의 형태인 예시의 상체 의복 물품(2700)이 도시되어 있다. 의복 물품(2700)은 외측 표면(2710) 및 내측 표면(미도시)을 포함한다. 도시된 바와 같이, 외측 표면(2710)은 의복 물품의 최외측 표면이다. 예시적인 양태에서, 내측 표면은 의복 물품(2700)의 최내측 표면이다. 합성 부직 텍스타일(120)과 관련하여, 제1 면(710)은 의복 물품(2700)의 외측 표면(2710)을 형성하고, 제2 면(810)은 의복 물품(2700)의 내측 표면을 형성한다. 합성 부직 텍스타일(1300)과 관련하여, 제1 면(1310)은 의복 물품(2700)의 외측 표면(2710)을 형성하고, 제2 면(1410)은 의복 물품(2700)의 내측 표면을 형성한다. 예시적인 양태에서, 합성 부직 텍스타일(120 및/또는 1300)은 텍스타일(120 및/또는 1300)의 폭 방향(즉, 교차 기계 방향)이 제1 소매 개구부(2712)와 제2 소매 개구부(2714) 사이에서 연장되도록 배향되고, 텍스타일(120 및/또는 1300)의 길이 방향(즉, 기계 방향)이 의복 물품(2700)의 목 개구부(2716)와 허리 개구부(2718) 사이에서 연장되도록 배향된다. 이는 텍스타일(120 및/또는 1300)의 폭 방향이 텍스타일(120 및/또는 1300)의 길이 방향보다 늘어나는 것에 대한 저항이 적다는 것을 반영한다. 이러한 방향은 의복 물품(2700)의 다른 부분에 대해 다른 신축성이 요구되는 경우에는 전환될 수 있다.
합성 부직 텍스타일(120 및/또는 1300)로부터 의복 물품(2700)을 형성하는 것은 외측 표면(2710)과 내측 표면에 상이한 특성을 부여한다. 예를 들어, 외측 표면(2710)은, 예를 들어, 섬유(310 및 312)에 비해 더 많은 양의 섬유(210)의 존재로 인해 마모에 대한 더 큰 저항성을 가질 수 있다. 외측 표면(2710)은 또한 합성 부직 텍스타일(120 및/또는 1300)의 제1 면과 제2 면 사이에서 섬유(410)의 불균등한 이동으로 인해 내측 표면과 상이한 색상 특성을 가질 수 있다. 의복(2700)의 내측 표면은, 예를 들어, 외측 표면(2710)에 비해 실리콘 코팅된 섬유(312)의 양이 더 많기 때문에, 더 부드러운 촉감을 가질 수 있다. 또한, 부드러운 촉감은 주로 의복 물품(2700)의 내측 표면을 형성하는 섬유(310 및 312)의 데니어가 더 작음에 기인할 수 있다.
도 28은 합성 부직 텍스타일(120) 또는 합성 부직 텍스타일(1300)로 형성된 의복(2800)의 또 다른 예시적인 제품을 도시한다. 의복 물품(2800)은 하체 의복의 형태이다. 비록 바지로서 도시되어 있기는 하지만, 여기서는 의복 물품(2800)이 짧은 바지, 카프리 바지, 타이트한 바지 등의 형태일 수 있다. 의복 물품(2800)은 외측 표면(2810) 및 내측 표면(미도시)을 포함한다. 도시된 바와 같이, 외측 표면(2810)은 의복 물품의 최외측 표면이다. 예시적인 양태에서, 내측 표면은 의복 물품(2800)의 최내측 표면이다. 합성 부직 텍스타일(120)과 관련하여, 제1 면(710)은 의복 물품(2800)의 외측 표면(2810)을 형성하고, 제2 면(810)은 의복 물품(2700)의 내측 표면을 형성한다. 합성 부직 텍스타일(1300)과 관련하여, 제1 면(1310)은 의복 물품(2800)의 외측 표면(2810)을 형성하고, 제2 면(1410)은 의복 물품(2700)의 내측 표면을 형성한다. 예시적인 양태에서, 합성 부직 텍스타일(120 및/또는 1300)은 텍스타일(120 및/또는 1300)의 폭 방향(즉, 교차 기계 방향)이 제1 측부(2812)와 제2 측부(2814) 사이에서 연장되도록 배향되고, 텍스타일(120 및/또는 1300)의 길이 방향(즉, 기계 방향)이 의복 물품(2800)의 허리 개구부(2816)와 다리 개구부(2818) 사이에서 연장되도록 배향된다. 이는 텍스타일(120 및/또는 1300)의 폭 방향이 텍스타일(120 및/또는 1300)의 길이 방향보다 늘어나는 것에 대한 저항이 적다는 것을 반영한다. 이러한 방향은 의복 물품(2800)의 다른 부분에 대해 다른 신축성이 요구되는 경우에는 전환될 수 있다.
의복 물품(2700)과 유사하게, 합성 부직 텍스타일(120 및/또는 1300)의 비대칭 면은 의복 물품(2700)의 외측 표면(2810)과 내측 표면에 상이한 바람직한 특성을 부여한다. 합성 부직 텍스타일(120 및/또는 1300)은 외측 표면과 내측 표면의 상이한 특징이 요구되는 다른 의복 물품에 활용될 수 있다. 이러한 의복 물품은, 예를 들어, 신발 물품의 갑피를 포함할 수 있다.
전술한 바와 같이, 합성 부직 텍스타일(120)의 제1 면(710) 및/또는 제2 면(810)에 형성되는 필의 수를 감소시켜 다른 미학 및/또는 다른 촉감을 달성하는 것이 바람직할 수 있다. 이 측면에서, 합성 부직 텍스타일(120)은 제1 면(710) 및/또는 제2 면(810)에서 필에 대한 저항성을 증가시키는 사전 형성 단계 및/또는 하나 이상의 후처리 단계를 거칠 수 있다.
도 29는 합성 부직 텍스타일(120)의 적어도 제1 면(710)에 필의 형성을 감소시키도록 합성 부직 텍스타일(120)에 화학 결합제를 적용하여 조정된 로토그라비어 시스템(2900)의 예시를 도시한다. 예시적인 양태에서, 화학 결합제는 제1 섬유 웨브(110), 제2 섬유 웨브(112) 및/또는 제3 섬유 웨브(114)와 같은 섬유 웨브들 중 하나 이상에 적용될 수 있고, 웨브(110, 112 및/또는 114)가 합성 부직 텍스타일(120)에 통합되기 전에 적용될 수 있다. 이러한 측면에서, 화학 결합제는 제1 섬유 웨브(110)의 섬유(210), 제2 섬유 웨브(112)의 섬유(310 및 312), 및/또는 제3 섬유 웨브(114)의 섬유(410)와 같은 개별 웨브를 구성하는 섬유에만 적용될 수 있다. 다른 예시적인 양태에서, 화학 결합제는 완성된 합성 부직 텍스타일(120)(개별 웨브(110, 112 및/또는 114)이 서로 적층되고 얽힌 후의 합성 부직 텍스타일)에 도포될 수 있다. 이러한 측면에서, 섬유(110, 310 및 312) 및/또는 410이 서로 얽혀 있기 때문에, 화학 결합제가 예를 들어 제1 면(710)에 적용될 때, 화학 결합제는 예를 들어 제1 면(710)에 존재하는 섬유(210), 섬유(310 및 312) 및/또는 섬유(410) 중 하나 이상을 함께 결합시킬 수 있다.
본 문서에서 사용되는 "화학적 결합"이라는 용어는 섬유를 서로 결합하는 데 사용되는 화학 결합제(예: 접착제 재료)를 사용하는 것을 의미한다. 화학 결합제는 섬유 교차점에서 섬유를 결합하고 섬유가 결합되는 결과를 도출한다. 일 예시적 측면에서, 화학 결합제는 예를 들어 섬유 교차점에서 섬유를 함께 결합하는 접착 필름을 형성할 수 있다. 섬유가 서로 접착되므로, 섬유의 말단 단부는 이동 및 필이 덜 발생하고, 합성 부직 텍스타일(120)의 적어도 제1 면(710)의 전반적인 필 저항이 증가한다. 적합한 화학 결합제는 중합체를 구성하는 것을 포함하고, 이는 비닐 중합체 및 공중 합체, 아크릴 에스테르 중합체 및 공중 합체, 고무 및 합성 고무 및 전분과 같은 천연 결합제를 포함할 수 있다. 화학 결합제는 수성 분산액, 유성 분산액, 폼 분산액 등으로 도포될 수 있다. 예시적인 양태에서, 베이스 코팅 또는 프라이머는 화학 결합제를 도포하기 전에 합성 부직 텍스타일에 도포될 수 있다. 일예적인 양태에서, 화학 결합제는 유성 폴리우레탄 결합제를 포함할 수 있다. 본 명세서에서 사용되는 "화학 결합 부위"라는 용어는 화학적 결합의 위치를 지칭하며, 또한 화학 결합 부위에서 합성 부직에 도포되는 화학 결합제 자체를 지칭한다. 도 29에 도시된 구성요소는 예시적이며, 로토그라비어 시스템(2900)과 관련된 일반적인 개념을 전달하기 위한 것이다. 시스템(2900)은 추가 구성요소를 포함하거나 더 적은 구성요소를 포함할 수 있으며, 구성요소는 도시된 것과 다른 구성을 가질 수 있다.
로토그라비어 시스템(2900)은 제1 방향(2912)으로 회전하도록 조정된 그라비어 롤러(2910)를 포함한다. 그라비어 롤러(2910)는 각인된 패턴(2914)을 갖는다. 예시적인 양태에서, 그라비어 롤러(2910)는 화학 결합제(2916)와 함께 공급된다. 예를 들어, 그라비어 롤러(2910)는 화학 결합제(2916)를 수용하는 트레이(2918)에 부분적으로 침지될 수 있다. 그라비어 롤러(2910)가 제1 방향(2912)으로 회전함에 따라, 화학 결합제(2916)가 각인된 패턴(2914)을 채운다. 예시적인 양태에서, 과잉된 화학 결합제(2916)를 제거하기 위해, 그라비어 롤러(2910)가 합성 부직 텍스타일(120)과 접촉하기 전, 그라비어 롤러(2910)로부터 과잉 화학 결합제(2916)가 수집된다. 예시적인 측면에서, 도포 전 화학 결합제(2916)의 점도는 예를 들어, 화학 결합제(2916)가 합성 부직(120)의 제1 면(710)에 도포된 후 합성 부직(120)으로의 원하는 수준의 침투를 달성하기 위해 선택될 수 있다. 예를 들어, 화학 결합제(2916)가 유성 폴리우레탄 형태일 때 화학 결합제(2916)의 점도는 약 960밀리파스칼초(mPa.s)에서 약 1020mPa.s까지, 약 970mPa.s에서 약 1010mPa.s까지, 또는 약 980mPa.에서 약 1000mPa.s까지의 범위일 수 있으며, 적용 온도 섭씨 약 28도 내지 섭씨 약 33도에서 상대 습도 약 50% 내지 약 80%일 수 있다.
로토그라비어 시스템(2900)은 제1 방향(2912)에 반대되는 제2 방향(2922)으로 회전하는 인상 롤러(2920)를 더 포함한다. 합성 부직 텍스타일(120)은 인상 롤러(2920)와 그라비어 롤러(2910) 사이에 위치하여, 합성 부직 텍스타일(120)의 제1 면(710)이 그라비어 롤러(2910)와 접촉하고, 제2 면(810)이 인상 롤러(2920)와 접촉하도록 배치된다. 그라비어 롤러(2910) 및 인상 롤러(2920)는 각각 합성 부직 텍스타일(120)에 일정량의 압력 및 열을 가하도록 조정될 수 있다. 예를 들어, 그라비어 롤러(2910) 및 인상 롤러(2920) 각각에 의해 가해지는 압력은 약 20㎏ 내지 약 60㎏, 약 25㎏ 내지 약 55㎏, 또는 약 30㎏ 내지 약 50㎏의 범위일 수 있다. 본원에서, 그라비어 롤러(2910)와 인상 롤러(2920)는 서로 다른 양의 압력을 가할 수 있다는 점이 더 고려된다. 예를 들어, 그라비어 롤러(2910)는 30kg의 압력을 가할 수 있고, 인상 롤러(2920)는 50kg의 압력을 가할 수 있다. 또 다른 예에서, 그라비어 롤러(2910)는 50kg의 압력을 가할 수 있고, 인상 롤러(2920)는 30kg의 압력을 가할 수 있다. 합성 부직 텍스타일(120)이 기계 방향으로 전진함에 따라, 화학 결합제(2916)는 각인된 패턴(2914)으로부터 제1 면(710)으로 이송된다. 인상 롤러(2920)는 제1 면(710)의 전체가 그라비어 롤러(2910)와 접촉하도록 힘을 가하여, 화학 결합제(2916)가 각인된 패턴(2914)에 대응하는 패턴으로 제1 면(710)에 균일하게 적용되도록 한다.
로토그라비어 시스템(2900)은 화학 결합제(2916)를 제1 면(710)에만 도포하는 것으로 도시되어 있지만, 본원에서는 화학 결합제(2916)가 제2 면(810)에도 도포될 수 있는 것으로도 고려된다. 예를 들어, 화학 결합제(2916)가 제1 면(710)에 도포된 후에, 합성 부직 텍스타일(120)은 로토그라비어 시스템(2900)을 통해 제2 면(810)이 그라비어 롤러(2910)와 접촉하고 제1 면(710)이 인상 롤러(2920)와 접촉하도록 재실행될 수 있다. 또한, 또는 대안적으로, 추가적인 로토그라비어 시스템이 합성 부직 텍스타일(120)의 상이한 면(710 및 810)에 접촉하도록 직렬로 정렬될 수 있다.
예시적인 양태에서, 화학 결합제(2916)는 조성적으로 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제, 및 이들의 조합을 포함할 수 있다. 예시적인 측면에서, 실리카의 사용은 화학 결합제(2916)가 적용되는 섬유들 사이의 마찰을 감소시켜, 마모 또는 외부 마찰에 노출될 때 섬유들이 필될 가능성을 감소시킨다(즉, 섬유들이 서로에 대해 더 쉽게 미끄러진다). 전술한 바와 같이, 화학 결합제(2916)는 도포된 영역에서 섬유를 함께 고정하는 데 도움이 되는 접착제 역할을 수행한다. 섬유가 서로 접착되므로, 섬유의 말단 단부는 이동 및 필이 덜 발생하고, 합성 부직 텍스타일(120)의 적어도 제1 면(710)의 전반적인 필 저항이 증가한다. 예를 들어, 필 저항은 마틴데일 필 테스트에서 약 2, 2.5 또는 그 이상일 수 있다. 전술한 바와 같이, 예시적인 양태에서, 합성 부직 텍스타일(120)이 의복에 통합될 때, 합성 부직 텍스타일(120)의 제1 면(710)은 의복의 외측 표면을 형성한다. 따라서, 예를 들어, 화학 결합제(2916)의 적용은 제2 면(810)에 의해 형성된 의복의 내측 표면보다 마모되기 쉬운 의복의 외측 표면의 필 저항성을 증가시키는 데 도움이 된다.
도 30은 각인된 패턴(2914)을 포함하는 그라비어 롤러(2910)의 일부를 나타낸다. 각인된 패턴(2914)은 셀(3010)과 같은 오목한 셀의 규칙적인 패턴으로 묘사되며, 여기서 셀(3010)은 유사한 크기를 갖는다. 본원에서, 양태에서는 연속 패턴(예를 들어, 서로 연장되는 연속 선 또는 도형)과는 반대로 서로 분리되고 서로 구별되는 불연속적인 형상을 포함하도록 각인된 패턴(2914)이 구성되는 것이 고려된다. 예시적인 측면들에서, 셀(3010)은 다양한 깊이를 가질 수 있다. 예를 들어, 더 깊은 셀은 합성 부직 텍스타일(120)로 더 많은 양의 화학 결합제(2916)를 전달(즉, 더 두꺼운 코팅)할 수 있고, 더 얕은 셀은 합성 부직 텍스타일(120)로 더 적은 양의 화학 결합제(2916)를 전달(즉, 더 얇은 코팅)할 수 있다. 도 30에 도시된 각인된 패턴(2914)은 본원에서는 예시적이고, 불규칙한 또는 유기적인 패턴을 포함하는 다른 패턴이 본원에서 사용될 수 있는 것으로 고려된다. 또한, 각 셀(3010)의 크기는 합성 부직 텍스타일(120) 상에 원하는 패턴을 달성하기 위해 서로에 대해 상이할 수 있다. 예시적인 양태에서, 화학 결합제(2916)가 제2 면(810)에 적용될 때 서로 다른 각인된 패턴이 사용될 수 있다. 예를 들어, 작은 데니어 섬유(310 및 312) 및 제2 면(810) 상의 실리콘 코팅 섬유(312)의 사용에 의해 부여된 촉감을 보존하기 위해, 각인된 패턴은 서로 더 멀리 이격될 수 있는 더 작은 셀을 포함할 수 있다.
예시적인 양태에서, 각 셀(3010)의 평균 크기(3012) 및 합성 부직 텍스타일(120) 상의 대응하는 화학 결합 부위가 약 0.1mm 내지 약 1mm 범위가 되도록 하는 각인된 패턴(2914)이 선택될 수 있다. 본 명세서에서 화학 결합 부위를 지칭할 때 "크기"라는 용어는 일반적으로 화학 결합 부위가 차지하는 표면적을 의미한다. 예를 들어, 화학 결합 부위가 원형인 경우, 화학 결합 부위의 크기는 일반적으로 Ðr2와 동일할 수 있다. 또한, 인접한 셀(3010)과 합성 부직(120) 상의 대응하는 화학 결합 부위 사이의 거리(3014)는, 약 0.5mm 내지 약 6mm, 약 1mm 내지 약 5mm, 또는 약 1.1mm 내지 약 4mm의 범위에서 나타난다. 본 명세서에서 사용되는 바와 같이, "거리"라는 용어는 일반적으로 제1 화학 결합 부위의 중심으로부터 제2 화학 결합 부위의 중심까지의 측정된 거리이다. 예시적인 양태에서, 셀(3010)의 크기(3012) 및/또는 인접한 셀(3010) 사이의 거리(3014)는, 예를 들어, 제1 면(710)을 형성하는 섬유(예를 들어, 섬유 210, 310, 312 및, 사용되는 경우, 410) 및/또는 제2 면(810)을 형성하는 섬유(예를 들어, 섬유 210, 310, 312 및, 사용되는 경우, 410)의 평균 스테이플 길이에 기초하여 선택될 수 있다. 전술한 바와 같이, 섬유들(210, 310 및 312) 각각의 스테이플 길이의 범위는 약 40mm에서부터 약 60mm까지, 약 45mm에서부터 약 55mm까지, 또는 약 51mm일 수 있다. 이 예시에서, 인접한 셀(3010) 사이의 크기(3012) 및/또는 거리(3014)는 약 60mm 미만, 약 55mm 미만 또는 약 51mm 미만일 수 있다. 이는 개별 섬유 길이의 다른 부분이 화학 결합제(2916)에 의해 고정되도록 보장한다.
전술한 바와 같은 크기 및 간격을 갖는 이산 형상을 포함하도록 각인된 패턴(2914)을 구성함으로써, 생성된 화학 결합 부위에 의해 점유되는 합성 부직 텍스타일(120)의 원하는 양의 표면적이 달성될 수 있다. 예시적인 측면들에서, 생성된 화학 결합 부위에 의해 점유되는 합성 부직 텍스타일(120)의 표면적은, 합성 부직 텍스타일(120)의 드레이프, 핸드 및 성장 및 회복 특성을 유지하고자 하는 각각의 요구에 따라 균형을 이룬다. 예를 들어, 화학 결합 부위에 의해 점유되는 합성 부직(120)의 표면적이 임계값을 초과하면, 필에 대한 저항성은 증가하지만 화학 결합제(2916)의 접착 특성으로 인해 합성 부직(120)의 드레이프 및 성장 및 회복 특성이 감소된다. 또한, 합성 부직 텍스타일(120)의 촉감이 고무와 같은 성질을 가지게 되어, 의복에 사용하기에 바람직하지 않을 수 있다. 반대로, 화학 결합 부위가 점유하는 표면적이 임계치 이하인 경우, 합성 부직 텍스타일(120)의 적어도 제1 면(710)의 필 저항은 바람직한 것보다 작을 수 있다. 예시적인 양태에서, 화학 결합 부위들에 의해 점유되는 합성 부직 텍스타일(120)의 표면적의 양은, 요망되는 드레이프성, 촉감 및 성장 및 회복 특성을 여전히 유지하면서 2 이상의 필 저항을 생성하기 위해, 약 10% 내지 약 70% 사이 또는 약 40% 내지 약 60% 사이가 될 수 있다.
로토그라비어 시스템(2900)과 같은 로토그라비어 시스템을 사용하는 것은 합성 부직 텍스타일(120)에 액체 형태의 화학 결합제(2916)를 적용하는 하나의 예시적인 방법일 뿐이다. 다른 도포 방법은 화학 결합제(2916)를 분무하거나, 및/또는 화학 결합제(2916)를 폼 또는 분말로 도포하는 것을 포함할 수 있다. 이러한 예시적인 측면들에서, 마스크는 화학 결합제(2916)가 바람직하지 않은 합성 부직 텍스타일(120)의 영역에 사용될 수 있다. 추가적인 적용 방법은 합성 부직 텍스타일(120) 상에 화학 결합제(2916)를 디지털 인쇄하는 것을 포함한다. 일부 측면에서는, 화학 결합제(2916)의 구역적 적용이 바람직한 경우, 디지털 인쇄가 바람직할 수 있다. 예를 들어, 컴퓨터 프로그램은 디지털 프린터에 요망되는 패턴으로서 합성 부직(120)의 제1 영역에서 화학 결합 부위의 밀도가 합성 부직(120)의 제2 영역에 비해 더 큰 패턴을 포함하는 패턴으로 화학 결합제(2916)를 인쇄하도록 지시하기 위해 사용될 수 있다. 결합 부위와 관련하여 사용되는 "밀도"라는 용어는 cm2당 이산 결합 부위의 수를 나타낸다. 화학 결합 부위의 구역적 적용은 도 34 및 도 35와 관련하여 아래에서 더 설명될 것이다.
도 31은 로토그라비어 시스템(2900) 또는 본원에 설명된 다른 적용 방법에 의해 완료된 후의 합성 부직 텍스타일(120)의 예시적인 개략도를 도시한다. 예를 들어, 도 31은 예를 들어, 그라비어 롤러(2910)의 각인된 패턴(2914)에 일반적으로 대응하는 패턴을 갖는 복수의 화학 결합 부위(3110)를 갖는, 합성 부직 텍스타일(120)의 제1 면(710)을 나타낸다. 설명된 바와 같이, 인접한 화학 결합 부위(3110) 사이의 크기 및 간격은 일반적으로 그라비어 롤러(2910)의 셀(3010)의 크기(3012) 및 그라비어 롤러(2910)의 인접한 셀(3010) 사이의 거리(3014)에 대응할 수 있다. 일 예시적인 양태에서, 합성 부직 텍스타일(120)의 제1 면(710)은 제1 색상 특성을 가질 수 있고, 화학 결합 부위(3110)는 제1 색상 특성과 상이한 제2 색상 특성을 가질 수 있다. 이 측면에서, 복수의 화학 결합 부위(3110)의 제2 색상 특성은 제1 면(710)의 제1 색상 특성과 결합하여 흥미로운 시각적 심미성을 제공할 수 있다.
도 31은 화학 결합 부위(3110) 중 하나의 확대도를 더 도시한다. 화학 결합제(2916)는 교차 지점에서 섬유들을 서로 화학적으로 결합시키는 접착제 역할을 한다. 예를 들어, 화학 결합제(2916)는 얽힘으로 인해 제1 면(710)에 존재하는 섬유(210), 섬유(310 및 312) 및/또는 섬유(410) 중 하나 이상을 화학적으로 결합시킬 수 있다. 이는 섬유의 말단 단부가 제1 면(710)에서 멀리 연장되어 다른 섬유 단자 단부와 얽힘에 따라 필이 형성되는 경향을 줄이거나 제거한다. 이를 다르게 설명하자면, 복수의 별개의적인 화학 결합 부위(3110)는 화학적으로 결합된 섬유의 분리된 또는 개별적인 영역을 나타내는 반면, 제1 면(710)의 나머지 부분은 서로 화학적으로 결합되지 않은 섬유를 포함한다.
도 32는 합성 부직 텍스타일(120)의 제2 면(810)의 예시적인 개략도를 도시한 것이다. 예시적인 양태에서, 화학 결합 부위(3110)는 제2 면(810)에 부재할 수 있다. 다르게 표현하면, 제2 면(810)은 화학 결합 부위(3110)를 포함하지 않을 수 있다. 전술한 바와 같이, 합성 부직 텍스타일(120)이 의복에 통합될 때, 제2 면(810)은 생성된 의복의 내측 표면을 형성한다. 예시적인 측면들에서, 내측 표면은 일반적으로 결과적인 의복이 착용될 때 보이지 않으므로, 필의 존재 또는 부재는 미적 관점에서 중요하지 않을 수 있고, 그에 따라 재료 비용을 줄이기 위해 화학 결합제(2916)가 제2 면(810)에 적용되지 않을 수 있다. 또한, 화학 결합제(2916)를 제2 면(810)에 적용하지 않음으로써, 작은 데니어 섬유(310 및 312)뿐만 아니라 실리콘 코팅 섬유(312)의 사용에 의해 부여된 부드러운 촉감이 유지된다. 그러나, 본원의 양태는 화학 결합제(2916)가 제2 면(810)에 적용되어 필에 대한 저항성을 증가시킬 수 있는 속성이 요구되는 경우를 고려한다. 이러한 양태에서, 복수의 화학 결합 부위(3110)에 의해 점유되는 제2 면(810)의 표면적은 제1 면(710)에 비해 감소될 수 있다. 다르게 말하면, 복수의 화학 결합 부위(3110)에 의해 점유되는 제2 면(810)의 표면적은 복수의 화학 결합 부위(3110)에 의해 점유되는 제1 면(710)의 표면적보다 작을 수 있다. 이는 실리콘 코팅 섬유(312) 및 섬유(310 및 312)의 작은 데니어의 사용에 의해 부여된 부드러운 촉감이 상대적으로 유지되도록 하기 위함이다.
도 33은 화학 결합 부위(3110)를 갖는 합성 부직 텍스타일(120)의 일부의 단면을 도시한 것이다. 일 실시예 측면 및 도 33에 도시된 바와 같이, 화학 결합 부위(3110)의 화학 결합제(2916)는 합성 부직 텍스타일(120)의 제1 면(710) 상부에 위치하는 것으로 도시되어 있다. 예시적인 양태에서, 화학 결합제(2916)는 섬유의 원하는 정도의 화학 결합을 달성하기 위해 약 0.1mm 내지 약 0.2mm 사이의 도포 두께(3310)를 가질 수 있다. 또한, 일부 예시적인 양태에서, 도포 두께(3310)는 화학 결합 부위(3110)에서 화학 결합제(2916)가 제1 면(710)으로부터 바깥쪽으로 연장되어 딤플형 구조를 형성하도록 할 수 있다. 화학 결합제(2916)의 도포 두께(3310)는 예를 들어, 그라비어 롤러(2910)의 셀(3010)의 깊이에 기초하여 조정될 수 있다(즉, 더 깊은 셀은 더 증가된 두께와 동일하다). 예시적인 측면들에서, 그라비어 롤러(2910) 및 인상 롤러(2920)의 온도 및 그라비어 롤러(2910) 및 인상 롤러(2920)에 의해 합성 부직 텍스타일(120)에 가해지는 압력의 양뿐만 아니라, 도포 온도 및 점도와 같은 화학 결합제(2916)와 관련된 파라미터는, 화학 결합제(2916)가 제1 면(710)에 대하여 합성 부직 텍스타일(120)의 두께로 더 많이 또는 덜 침투하도록 조정될 수 있다. 예를 들어, 증가된 압력 및 감소된 점도는 합성 부직 텍스타일(120) 내로의 상대적으로 더 큰 화학 결합제(2916)의 침투와 관련될 수 있는 반면, 감소된 온도 및 증가된 점도는 합성 부직 텍스타일(120) 내로의 상대적으로 감소된 화학 결합제(2916)의 침투와 관련될 수 있다. 화학 결합제(2916)의 침투 수준은 합성 부직 텍스타일(120)의 원하는 드레이프성, 촉감, 성장 및 회복 특성에 기초하여 조정될 수 있으며, 더 큰 침투는 드레이프성 감소 및 성장 및 회복 특성 감소에 관련될 수 있지만, 필에 대한 저항성은 증가될 수 있다. 예시적인 측면들에서, 탄성중합체 층(116)의 재료 특성(예를 들어, 스펀본드 또는 멜트블로운)으로 인해, 화학 결합제(2916)는 제1 면(710)에 적용될 때 탄성중합체 층(116)을 지나서 연장되지 않을 수 있다. 다르게 말하면, 화학 결합제(2916)가 제1 면(710)에 도포될 때, 화학 결합제는 제2 얽힘형 섬유 웨브(718)로 침투하지 않는다.
도 34 및 도 35는 화학 결합제(2916)의 구역별 도포를 예시한다. 화학 결합제(2916)의 구역별 도포는 여러 가지 다른 방식으로 실행될 수 있다. 예를 들어, 디지털 프린터는 더 큰 밀도의 화학 결합 부위가 적용되는 영역과 더 작은 밀도의 화학 결합 부위가 적용되는 영역을 지정할 수 있는 컴퓨터 프로그램에 따라 화학 결합제(2916)를 적용하는 데 사용될 수 있다. 구역별 적용은 또한 합성 부직 텍스타일의 상이한 부분이 더 큰 밀도의 화학 결합 부위 및 더 작은 밀도의 화학 결합 부위를 갖는 영역을 생성하기 위해 마스킹되는 스프레이, 폼 또는 분말 적용을 사용하여 수행될 수 있다. 또한, 그라비어 롤러(2910)와 같은 그라비어 롤러는 그라비어 롤러의 한 부분에서 셀의 밀도가 더 높고, 그라비어 롤러의 다른 부분에서 셀의 밀도가 더 낮도록 구성될 수 있다. 다른 예에서, 화학 결합제(2916)의 구역별 적용은 절단 및 재봉 방법을 사용하여 달성될 수 있는데, 여기서 제1 합성 부직 텍스타일은 제2 합성 부직 텍스타일에 비해 더 높은 밀도의 화학 결합 부위를 포함할 수 있다. 제1 합성 부직 텍스타일 및 제2 합성 부직 텍스타일 각각으로부터 패턴이 절단될 수 있고, 의복은 패턴으로부터 형성될 수 있다. 이러한 측면에서, 제1 합성 부직 텍스타일의 패턴은 상대적으로 더 높은 마모율을 경험하는 영역에서 의복 상에 배치될 수 있다.
도 34는 목 개구부(3412)와 허리 개구부(3414)를 함께 정의하는, 등 몸통부(3410), 앞 몸통부(도 34에 미도시)를 갖는 예시적인 상체 의복(3400)의 배면도를 도시한다. 상체 의복(3400)은 제1 슬리브(3416) 및 반대쪽 제2 슬리브(3418)를 더 포함한다. 긴소매 상체 의복으로 도시되어 있지만, 본원에서 상체 의복(3400)은 풀오버, 후디, 재킷/코트, 조끼, 반소매 상체 의복 등과 같은 다른 형태를 포함할 수 있다는 점이 고려된다. 상체 의복(3400)은 합성 부직 텍스타일(120)로 형성될 수 있다. 합성 부직 텍스타일(120)의 제1 면(710)은 상체 의복(3400)의 외측 표면(3401)을 형성하고, 합성 부직 텍스타일(120)의 제2 면(810)은 상체 의복(3400)의 내측 표면을 형성한다.
상체 의복(3400)은 적어도 외측 표면(3401)에 위치한 복수의 화학 결합 부위(3415)를 포함한다. 화학 결합 부위의 묘사는 본질적으로 예시적인 것이며, 반드시 축척에 따라 그려지는 것은 아니다. 예를 들어, 화학 결합 부위의 수, 화학 결합 부위의 크기, 및 화학 결합 부위들 사이의 간격은 예시적인 것이다. 예시적인 양태에서, 화학 결합 부위들(3415)은 상체 의복(3400)의 내측 표면에 존재하지 않을 수 있다. 예시적인 양태에서, 화학 결합 부위(3415)의 더 큰 밀도는 일반적으로 더 높은 마모율을 경험하는 상체 의복(3400)의 영역에 적용될 수 있다. 예를 들어, 상체 의복(3400)과 관련하여, 일반적으로 더 높은 마모율을 경험할 수 있는 영역에는, 예를 들어, 팔꿈치 영역, 칼라 영역, 허리 밴드 영역 및 커프 영역이 포함된다. 일부 예시적인 측면에서, 화학 결합 부위의 더 높은 밀도의 적용 영역은 상체 의복(3400)이 설계되는 특정 스포츠에 기초할 수 있다. 스포츠가 달리기인 일 실시예에서, 몸통 부분의 측면과 겨드랑이 부분에 더 높은 밀도의 화학 결합 부위가 적용될 수 있는데, 이는 달리기 시 착용자의 팔 움직임으로 인해 이들 부위가 상대적으로 더 많은 양의 마모를 경험할 수 있기 때문이다.
도 44에 도시된 예에서, 팔꿈치 부분(3420)은 상자(3422)에 의해 표시된 화학 결합 부위(3415)의 밀도가, 예를 들어, 상자(3424)에 의해 표시된 제1 슬리브(3416) 및 제2 슬리브(3418)의 후면 몸통 부분(3410), 전면 몸통 부분 및 다른 부분에 비해 더 높다. 상체 의복(3400) 상의 화학 결합 부위(3415)의 밀도의 차이는 예시적인 것이며, 본원에서는 상체 의복(3400)의 다른 부분은 전술한 바와 같은 마모 패턴에 기초하여 화학 결합 부위(3415)의 밀도가 상대적으로 더 클 수 있는 것으로 고려된다.
도 35는 전면 몸통부(3510) 및 후면 몸통부(도 35에는 미도시)를 갖는 예시적인 하체 의복(3500)의 정면도를 도시한 것이다. 하체 의복(3500)은 제1 다리 개구부(3516)를 갖는 제1 다리부(3514) 및 제2 다리 개구부(3520)를 갖는 제2 다리부(3518)을 더 포함한다. 바지로 도시되어 있지만, 본원에서는 하체 의복(3500)이 짧은 바지, 타이트한 바지, 3/4 바지 등과 같은 다른 형태를 포함할 수 있음이 고려되어 있다. 하체 의복(3500)은 합성 부직 텍스타일(120)로 형성될 수 있다. 합성 부직 텍스타일(120)의 제1 면(710)은 하체 의복(3500)의 외측 표면(3501)을 형성하고, 합성 부직 텍스타일(120)의 제2 면(810)은 하체 의복(3500)의 내측 표면을 형성한다.
하체 의복(3500)은 적어도 외측 표면(3501)에 위치한 복수의 화학 결합 부위(3515)를 포함한다. 화학 결합 부위의 묘사는 본질적으로 예시적인 것이며, 반드시 축척에 따라 그려지는 것은 아니다. 예를 들어, 화학 결합 부위의 수, 화학 결합 부위의 크기, 및 화학 결합 부위들 사이의 간격은 예시적인 것이다. 예시적인 양태에서, 화학 결합 부위들(3515)은 하체 의복(3500)의 내측 표면에 존재하지 않을 수 있다. 예시적인 양태에서, 화학 결합 부위(3515)의 더 큰 밀도는 일반적으로 더 높은 마모율을 경험하는 하체 의복(3500)의 영역에 적용될 수 있다. 일부 예시적인 위치에는 무릎 부위, 허리 개방 부위, 다리 커프 부위 및/또는 엉덩이 부위가 포함된다. 상체 의복(3400)과 유사하게, 화학 결합 부위의 더 높은 밀도의 적용 영역은 하체 의복(3500)이 설계되는 특정 스포츠에 기초할 수 있다. 예를 들어, 스포츠가 달리기 또는 사이클링인 경우, 달리기 및/또는 사이클링 시 착용자의 다리 움직임으로 인해 상대적으로 더 많은 마모가 발생할 수 있으므로, 하체 의복(3500)의 허벅지 안쪽 부분을 따라 더 높은 밀도의 화학 결합 부위가 적용될 수 있다.
도 35에 도시된 예에서, 팔꿈치 부분(3522)은 상자(3524)에 의해 표시된 화학 결합 부위(3515)의 밀도가, 예를 들어, 상자(3526)에 의해 표시된 제1 슬리브(3514) 및 제2 슬리브(3518)의 후면 몸통 부분(3510), 전면 몸통 부분 및 다른 부분에 비해 더 높다. 하체 의복(3500) 상의 화학 결합 부위(3515)의 밀도의 차이는 예시적인 것이며, 본원에서는 하체 의복(3500)의 다른 부분은 전술한 바와 같은 마모 패턴에 기초하여 화학 결합 부위(3515)의 밀도가 상대적으로 더 클 수 있는 것으로 고려된다.
도 36은 합성 부직 텍스타일(120)의 적어도 제1 면(710)에 필의 형성을 감소시키도록 합성 부직 텍스타일(120)에 별개의 열 결합을 적용하여 조정된 초음파 결합 시스템(3600)의 예시를 도시한다. 본원에는 초음파 결합 시스템이 기술되어 있지만, 양태는 열(예를 들어, 가열된 공기) 및/또는 압력의 직접 적용과 같은 열 결합을 형성하는 다른 방법을 고려한다. 예시적인 양태에서, 열 결합 공정은 제1 섬유 웨브(110), 제2 섬유 웨브(112) 및/또는 제3 섬유 웨브(114)와 같은 섬유 웨브들 중 하나 이상에 적용될 수 있고, 웨브(110, 112 및/또는 114)가 합성 부직 텍스타일(120)에 통합되기 전에 적용될 수 있다. 이러한 측면에서, 열 결합은 제1 섬유 웨브(110)의 섬유(210), 제2 섬유 웨브(112)의 섬유(310 및 312), 및/또는 제3 섬유 웨브(114)의 섬유(410)와 같은 개별 웨브를 구성하는 섬유만을 포함할 수 있다. 다른 예시적인 양태에서, 열 결합 공정은 완성된 합성 부직 텍스타일(120)(개별 웨브(110, 112 및/또는 114)가 서로 적층되고 얽힌 후의 합성 부직 텍스타일)에 적용될 수 있다. 이러한 측면에서, 섬유(110, 310 및 312) 및/또는 410이 서로 얽혀 있기 때문에, 열 결합은 예를 들어 섬유(210), 섬유(310 및 312) 및/또는 섬유(410) 중 하나 이상을 함께 결합시킬 수 있다.
본원에서 사용되는 바와 같이, "열 결합"이라는 용어는 섬유를 국부적으로 가열하여 섬유를 용융, 부분적으로 용융 및/또는 연화시키는 공정을 포함할 수 있는 공정을 지칭한다. 이를 통해 두 교차 섬유 사이의 섬유-섬유 계면을 가로질러 폴리머 사슬 이완 및 확산 또는 폴리머 흐름이 가능하다. 이후 섬유를 냉각하면 섬유가 다시 응고되어 섬유-섬유 계면을 가로질러 확산된 폴리머 사슬 세그먼트를 가둔다. 열 결합은 섬유의 말단 끝을 가두어 섬유 끝이 다른 섬유 끝과 상호 작용하여 필을 형성하는 경향이 적도록 한다. 본 명세서에서 사용되는 용어 "열 결합 부위"는 합성 부직 텍스타일 상에서의 열 결합 위치를 지칭하고, 용어 "열 결합 구조물"는 재응고된 섬유 및/또는 재료에 의해 형성되는 실제 구조를 지칭하며, 일반적으로 합성 부직 텍스타일(120)을 형성하는 데 사용되는 상이한 섬유 웨브의 섬유 및 재료를 포함한다. 본 명세서에서 사용되는 "필름 형태"라는 용어는 또한 재응고된 섬유 및/또는 재료에 의해 형성된 구조를 지칭한다. 도 36은 초음파 결합 시스템(3600)과 관련된 일반적인 개념을 전달하기 위한 것이다. 시스템(3600)은 추가 구성요소를 포함하거나 더 적은 구성요소를 포함할 수 있으며, 구성요소는 도시된 것과 다른 구성을 가질 수 있다.
초음파 결합 시스템(3600)은 인상 패턴(3612)을 갖는 인상 롤러(3610)를 포함할 수 있다. 예시적인 양태에서, 인상 패턴(3612)은 인상 롤러(3610)로부터 연장되는 복수의 별개의 돌출부를 포함할 수 있다. 아래에서 더 설명되는 바와 같이, 돌출부의 크기 및 인접한 돌출부들 사이의 간격은 원하는 열 결합 패턴을 제공하기 위해 선택될 수 있다. 돌출부는 직사각형 형상을 갖는 것으로 도시되어 있지만, 이는 예시적인 것으로, 본원에서는 다른 형상(예컨대, 원, 삼각형, 사각형 등)이 고려될 수 있다. 인상 롤러(3610)는 제1 방향(3614)으로 회전하도록 구성된다.
초음파 결합 시스템(3600)은 소노트로드 또는 초음파 혼(3616)을 더 포함한다. 합성 부직 텍스타일(120)은 인상 롤러(3610)와 초음파 혼(3616) 사이에 위치하여, 일 예시적인 양태에서, 합성 부직 텍스타일(120)의 제1 면(710)이 인상 롤러(3610)와 접촉하고, 제2 면(810)이 초음파 혼(3616)과 접촉하도록 한다. 본원에서, 합성 부직 텍스타일(120)의 제2 면(810)은 인상 롤러(3610)와 접촉하고, 제1 면(710)은 초음파 혼(3616)과 접촉하는 것이 더 고려된다.
합성 부직 텍스타일(120)이 기계 방향으로 전진함에 따라, 인상 롤러(3610)는 인상 패턴(3612)에 기초하여 합성 부직 텍스타일(120)의 개별 영역에 압력을 가한다. 다르게 말하면, 인상 패턴(3612)을 형성하는 돌출부에 대응하는 영역에서, 합성 부직 텍스타일(120)에 압력이 가해진다. 예시적인 양태에서, 합성 부직 텍스타일(120)에 가해지는 압력은 약 2kg/cm2 내지 약 4.6kg/cm2 사이일 수 있다. 압력은 합성 부직 텍스타일(120)의 별개의 영역이 초음파 혼(3616)과 단단히 접촉하게 하여, 초음파 진동을 전달하여 합성 부직 텍스타일(120)을 형성하는 섬유를 복수의 열 결합 부위(3618)를 형성하는 용융, 부분 용융 및/또는 연화 상태로 가열한다(이하 상세히 설명한다). 이 값보다 낮은 압력은 초음파 혼(3616)과의 접촉이 불충분함에 따라 결과적으로 열 결합이 약화될 수 있다. 열 결합 부위(3618)에서, 섬유(210, 310 및 312)와, 사용되는 경우, 섬유(410)는 함께 녹거나 연화되어 열 결합 부위(3618)에서 필름 형태를 가질 수 있다. 또한, 탄성중합체 층(116)의 일부가 열 결합 부위(3618)에서 섬유(210), 섬유(310 및 312) 및 섬유(410)(사용되는 경우)와 함께 용융 또는 연화될 수 있다. 섬유(210), 섬유(310 및 312) 및 섬유(410)(사용되는 경우)가 열 결합 부위(3618)에서 함께 용융 또는 연화되기 때문에, 필에 이용 가능한 섬유 단자 단부가 감소되고, 따라서 합성 부직 텍스타일(120)의 필 저항은 제1 면(710) 및 제2 면(810) 모두에서 증가한다.
특정 크기 및 간격을 갖는 별개의 형상을 포함하도록 인상 패턴(3612)을 구성함으로써, 결과적인 열 결합 부위에 의해 점유되는 합성 부직 텍스타일(120)의 원하는 양의 표면적이 달성된다. 예시적인 측면들에서, 생성된 화학 결합 부위에 의해 점유되는 합성 부직 텍스타일(120)의 표면적은, 합성 부직 텍스타일(120)의 드레이프성, 성장 및 회복 특성을 유지하고자 하는 각각의 요구에 따라 균형을 이룬다. 예를 들어, 열 결합 부위에 의해 점유되는 합성 부직(120)의 표면적이 임계값을 초과하면, 필에 대한 저항성은 증가하지만 합성 부직(120)의 드레이프 및 성장 및 회복 특성이 감소된다. 반대로, 열 결합 부위가 점유하는 표면적이 임계치 이하인 경우, 합성 부직 텍스타일(120)의 적어도 제1 면(710)의 필 저항은 바람직한 것보다 작을 수 있다. 예시적인 측면에서, 열 결합 부위가 차지하는 합성 부직 텍스타일(120)의 표면적은 2 이상의 필 저항을 달성하기 위해 약 5% 내지 약 50% 사이, 약 5% 내지 약 30% 사이, 또는 약 6% 내지 약 25% 사이일 수 있다.
도 37은 초음파 결합 시스템(3600)에 의해 마무리된 후 합성 부직 텍스타일(120)의 제1 면(710)의 예시적인 개략도를 나타낸다. 이 예에서, 제1 면(710)은 인상 롤러(3610)와 접촉하도록 배치되고, 제2 면(810)은 초음파 혼(3616)과 접촉하도록 배치된다. 합성 부직 텍스타일(120)은 복수의 열 결합 부위(3618)를 포함한다. 각각의 열 결합 부위(3618)는 제2 면(810)을 향해 연장되는 방향으로 제1 면(710)에 대해 상대적으로 오프셋되는 열 결합 구조물(이하에서 더 설명)을 포함한다. 다르게 표현하면, 열 결합 구조물은 제1 면(710)과 제2 면(810) 사이에 위치한다. 따라서, 제1 면(710)은 일반적으로 매끄럽고 평면적인 구성을 유지하며, 이는 편안함 및 미적 관점에서 바람직할 수 있다. 예시적인 양태에서, 인접한 열 결합 부위들(3618) 사이의 거리(3710)는, 제1 면(710) 상에 존재하는 섬유들(예를 들어, 섬유들(210), 섬유들(310 및 312) 및/또는 섬유들(410))의 평균 섬유 길이보다 작거나 같을 수 있다. 예를 들어, 간격은 약 60밀리미터 이하, 약 55밀리미터 이하, 또는 약 51밀리미터 이하일 수 있다. 예시적인 양태에서, 열 결합 부위(3618)의 크기는 약 0.75mm 내지 약 4mm 사이, 약 1mm 내지 약 3.5mm 사이, 또는 약 1mm 내지 약 3mm 사이일 수 있다. 열 결합 부위(3618) 사이의 거리(3710)는 약 3mm 내지 약 7mm 사이, 또는 약 4mm 내지 6mm 사이일 수 있다.
도 38은 초음파 결합 시스템(3600)에 의해 마감된 후 합성 부직 텍스타일(120)의 제2 면(810)의 예시적인 개략도를 나타낸다. 제2 면(810)은 복수의 열 결합 부위(3618)를 더 포함한다. 열 결합 부위들(3618)과 관련된 열 결합 구조물은 제1 면(710)을 향해 연장되는 방향으로 제2 면(810)에 대해 더 오프셋된다. 이와 같이, 열 결합 구조물은 제1 면(710)과 제2 면(810) 사이에 위치한다. 제1 면(710)과 유사하게, 제2 면(810)은 일반적으로 매끄럽고 평면적인 구성을 유지하는데, 이는 제2 면(810)이 결과 의복의 내측 표면을 형성하기 때문에 적어도 착용감의 관점에서 바람직하다.
도 37 및 38에 도시된 열 결합 패턴과 관련하여, 열 결합의 주 방향은 합성 부직 텍스타일(120)의 기계 방향이다. 이는 장축 및 단축을 갖는 형상들을 포함하고, 형상들의 장축을 합성 부직 텍스타일(120)의 기계 방향으로 정렬하는 인상 패턴(3612)에 기초한다. 예시적인 측면에서, 열 결합의 주 방향을 기계 방향으로 정렬하는 것은 합성 부직 텍스타일(120)의 교차 기계 방향으로의 신축성 및 회복 특성을 보존하는 데에 도움이 된다. 상술한 바와 같이, 합성 부직 텍스타일(120)의 기계 방향에서의 신축 및 회복은, 각 층의 섬유의 일반적인 방향으로 인하여 및 니들 펀칭 공정 동안 합성 부직 텍스타일(120)의 섬유에 가해지는 변형 또는 장력으로 인하여 교차 기계 방향보다 작을 수 있다. 따라서, 열 결합의 주 방향을 기계 방향으로 정렬하면 합성 부직 텍스타일 (120)의 교차 기계 방향으로 열 결합의 영향을 제한하고 교차 기계 방향으로 텍스타일(120)의 신축 및 회복을 보존하는 데 도움이 된다.
도 39는 열 결합 부위(3618)에서 촬영된 합성 부직 텍스타일(120)의 단면을 도시한다. 열 결합 부위(3618)는 제1 면(710)에 대해 제2 면(810)을 향해 연장되는 방향으로 오프셋되고, 제1 면(710)을 향해 연장되는 방향으로 제2 면(810)에 대해 더 오프셋되는 열 결합 구조물(3910)를 포함한다. 열 결합 구조물(3910)의 양방향 오프셋은, 인상 롤러(3610)의 인상 패턴(3612)을 형성하는 돌출부의 압력 및 깊이와 열 결합 부위(3618)에서 초음파 혼(3616)에 의해 야기되는 합성 부직 텍스타일의 모든 층의 용융의 조합에 기인할 수 있다. 열 결합 구조물(3910)은 적어도 용융, 부분적으로 용융 및/또는 연화 및 재응고된 섬유(210)에 의해 형성된 응집력적인 구조이다. 열 결합 구조물(3910)은 또한 용융, 부분적으로 용융 및/또는 연화 및/또는 재응고된 섬유(310 및 312)를 포함할 수 있으며, 사용 시 용융, 부분적으로 용융 및/또는 연화 및/또는 재응고된 섬유(410)를 포함할 수 있다. 또한, 열 결합 구조물(3910)은 탄성중합체 층(116)으로부터 용융, 부분적으로 용융 및/또는 연화 및/또는 재응고된 재료(섬유를 포함)를 포함할 수 있다. 다르게 설명하면, 섬유(210, 310 및 312), 섬유(410(사용되는 경우)) 및/또는 탄성중합체 층(116)으로부터의 부분은 열 결합 구조물(3910)에서 필름 형태로 존재한다. 도시된 바와 같이, 예시적인 양태에서, 제1 얽힘형 섬유 웨브(712)의 섬유(210)는 열 결합 구조물(3910)로부터 연장된다. 도 39는 열 결합 구조물(3910)로부터 연장되는 섬유(718)의 제2 얽힘형 웨브로부터의 섬유(310) 및 섬유(312)를 더 나타낸다. 또한, 섬유(714)의 제3 얽힘형 웨브로부터의 섬유(410)(사용되는 경우)는 열 결합 구조물(3910)로부터 연장된다. 일부 예시적인 양태에서, 섬유(210, 310, 312, 및 410)와 탄성중합체 층(116)의 용융은 공기와 수증기가 합성 부직 텍스타일(120)의 제2 면(810)으로부터 제1 면(710)으로 흐르도록 허용하는 유체 통신 경로를 형성하는 기공 또는 핀 홀이 형성되도록 할 수 있으며, 동시에 액체(예를 들어, 침전)가 제1 면에서 제2 면(710)으로 흐르는 것을 실질적으로 방지할 수 있다.
일부 예시적인 양태에서, 열 결합 구조물(3910)은 제1 면(710)에 대해 제1 평균 깊이(3912)로 오프셋되고, 제2 면(810)에 대해 제2 평균 깊이(3914)로 더 오프셋되며, 여기서 제1 평균 깊이(3912)는 제2 평균 깊이(3914)보다 더 클 수 있다. 다르게 표현하면, 열 결합 구조물(3910)은 제1 면(710) 및 제2 면(810) 모두에 대해 그리고 합성 부직 텍스타일(120)의 중심면(3915)에 대해 오프셋되며, 중심면(3915)은 제1 면(710)과 제2 면(810) 사이의 대략 중간 위치에 배치된다. 도 37 내지 39에 도시된 예시적인 양태에서, 열 결합 구조물(3910)은 중심면(3915)과 제2 면(810) 사이에 위치한다. 본원의 양태에서는 또한 제1 평균 깊이(3912)가 제2 평균 깊이(3914)보다 작다는 것이 고려된다. 이러한 양태에서, 열 결합 구조물(3910)은 중심 평면(3915)과 제1 면(710) 사이에 위치할 것이다.
도 39에 도시된 바와 같이, 합성 부직 텍스타일(120)은 열 결합 구조물(3910)에 대응하는 위치에서 더 얇아진다. 이것의 기능적 결과는, 텍스타일(120)의 투과성 및/또는 통기성이 열 결합 부위(3618)를 포함하지 않는 합성 부직 텍스타일(120)의 영역과 비교하여 열 결합 부위(3618)에서 증가될 수 있다는 것이다. 열 결합 부위(3618)에서 텍스타일(120)의 투과성 및/또는 통기성은 전술한 기공들에 의해 향상될 수 있다. 열 결합 부위들(3618)의 근접성에서의 투과성 및/또는 통기성의 증가는 착용자에 의해 생성되고 증기로 변환된 수분 또는 땀이 기공을 통해 소산되도록 허용하는 결과물인 의복의 바람직한 특성일 수 있다.
도 40은 합성 부직 텍스타일(120)의 제1 면(710)의 예시적인 개략도를 도시한 것으로, 여기서 합성 부직 텍스타일(120)은 제1 복수의 별개의 열 결합 부위(4010) 및 제2 복수의 별개의 열 결합 부위(4012)를 포함한다. 예시적인 양태에서, 제1 복수의 열 결합 부위(4010)는 초음파 결합 시스템(3600)을 사용하여 형성될 수 있는데, 여기서 제1 면(710)은 인상 롤러(3610)와 접촉하도록 배치되고, 제2 면(810)은 초음파 혼(3616)과 접촉하도록 배치될 수 있다. 제2 복수의 열 결합 부위(4012)는 초음파 결합 시스템(3600)을 사용하여 형성될 수 있는데, 여기서 제2 면(810)은 인상 롤러(3610)와 다른 패턴을 갖는 인상 롤러와 접촉하도록 위치되고, 이 때에 제1 면(710)은 초음파 혼(3616)과 접촉하도록 위치될 수 있다.
예시적인 양태에서, 제1 복수의 별개의 열 결합 부위(4010)는 제1 패턴으로 배열되고, 제2 복수의 별개의 열 결합 부위(4012)는 제1 패턴과 다른 제2 패턴으로 배열된다. 예를 들어, 복수의 제1 개별 열 결합 부위(4010)는 제2 복수의 별개의 열 결합 부위(4012)와 구별되고 분리되어, 제1 복수의 별개의 열 결합 부위(4010)가 복수의 제2 개별 열 결합 부위(4012)와 겹치지 않거나 부분적으로만 겹치도록 할 수 있다. 또한, 도 40에 도시된 바와 같이 제1 복수의 별개의 열 결합 부위(4010)의 형상이 제2 복수의 별개의 열 결합 부위(4012)의 형상(직사각형 대 원형)과 상이할 수 있지만, 본원의 양태에서는 제1 복수의 별개의 열 결합 부위(4010) 및 제2 복수의 별개의 열 결합 부위(4012) 각각이 동일할 수 있다는 것이 더 고려된다(예: 모두 직사각형이거나 모두 원형).
도 41은 도 40의 합성 부직 텍스타일(120)의 제2 면(810)의 예시적인 개략도를 도시한 것이다. 도시된 바와 같이, 제2 면(810)은 제1 복수의 열 결합 부위(4010) 및 제2 복수의 열 결합 부위(4012)를 더 포함한다. 도 42는 열 결합 부위(4010) 및 열 결합 부위(4012)를 통해 촬영된 단면을 도시한다. 열 결합 부위(4010)는 제2 면(810)을 향해 연장되는 방향으로 제1 면(710)에 대해 제1 깊이(4212)로 오프셋되는 제1 열 결합 구조물(4210)를 포함한다. 열 결합 부위(4012)는 제2 면(810)을 향해 연장되는 방향으로 제1 면(710)에 대해 제2 깊이(4214)로 오프셋되는 제2 열 결합 구조물(4215)을 포함한다. 예시적인 양태에서, 제1 깊이(4212)는 제2 깊이(4214)보다 크다.
제2 면(810)의 관점에서, 제1 열 결합 구조물(4210)은 제1 면(710)을 향해 연장되는 방향으로 제2 면(810)에 대해 제3 깊이(4216)로 오프셋된다. 제2 열 결합 구조물(4215)은 제1 면(710)을 향해 연장되는 방향으로 제2 면(810)에 대해 제4 깊이(4218)로 오프셋된다. 예시적인 측면들에서, 제3 깊이(4216)는 제1 깊이(4212)보다 작고 제4 깊이(4218)는 제2 깊이(4214)보다 크다. 또한, 제4 깊이(4218)는 제3 깊이(4216)보다 크다.
합성 부직 텍스타일(120)의 양면에 열 결합 부위를 적용하여 제1 면(710) 및 제2 면(810) 모두에 대한 필에 대한 저항을 증가시키는 작용을 할 수 있다. 예를 들어, 제1 면(710)이 인상 롤러(3610)에 대해 배치될 때 생성되는 열 결합 부위(4010)는 제1 열 결합 구조물(4210) 내의 제1 얽힘형 섬유 웨브(712)로부터 더 많은 비율의 섬유를 포획하는 데 도움이 될 수 있고, 및 제2 면(810)이 인상 롤러에 대해 위치될 때 생성된 열 결합 부위(4012)는 제2 열 결합 구조물(4215)에서 제2 얽힘형 섬유 웨브(718)로부터 더 많은 비율의 섬유를 포획하는 데 도움이 될 수 있으며, 그 결과 섬유(712)의 제1 얽힘형 웨브로부터 더 작은 비율의 섬유가 필에 이용되고 섬유(718)의 제2 얽힘형 웨브로부터 더 적은 비율의 섬유가 필에 이용된다.
도 43과 44는 열 결합 부위의 구역별 적용을 나타낸다. 열 결합 부위의 구역적 적용은 여러 가지 다른 방식으로 실행될 수 있다. 예를 들어, 인상 롤러(3610)와 같은 인상 롤러는 인상 롤러의 한 부분에서는 돌출부의 밀도가 더 크고, 인상 롤러의 다른 부분에서는 돌출부의 밀도가 더 작도록 구성될 수 있다. 열 결합 부위의 구역적 적용은 초음파, 열 및/또는 압력의 구역적 적용을 통해서도 발생할 수 있다. 열 결합 부위의 구역적 적용은 또한 제1 합성 부직 텍스타일이 제2 합성 부직 텍스타일에 비해 더 큰 밀도의 열 결합 부위를 포함할 수 있는 컷-앤-쏘(cut-and-saw) 방법을 사용하여 달성될 수 있다. 제1 합성 부직 텍스타일 및 제2 합성 부직 텍스타일 각각으로부터 패턴이 절단될 수 있고, 의복은 패턴으로부터 형성될 수 있다. 이러한 측면에서, 제1 합성 부직 텍스타일의 패턴은 상대적으로 더 높은 마모율을 경험하는 영역에서 의복 상에 배치될 수 있다. 예를 들어, 구역별 적용은 중간 정도에서 많은 양의 마모가 발생하기 쉬운 의복 영역의 지도를 기반으로 할 수 있다.
도 43는 목 개구부(3412)와 허리 개구부(3414)를 함께 정의하는, 등 몸통부(4310), 앞 몸통부(도 34에 미도시)를 갖는 예시적인 상체 의복(4300)의 43에 미도시)를 갖는 예시적인 상체 의복(4300)의 배면도를 도시한다. 상체 의복(4300)은 제1 슬리브(4316) 및 반대쪽 제2 슬리브(4318)를 더 포함한다. 긴소매 상체 의복으로 도시되어 있지만, 본원에서 상체 의복(4300)은 풀오버, 후디, 재킷/코트, 조끼, 반소매 상체 의복 등과 같은 다른 형태를 포함할 수 있다는 점이 고려된다. 상체 의복(4300)은 합성 부직 텍스타일(120)로 형성될 수 있다. 합성 부직 텍스타일(120)의 제1 면(710)은 상체 의복(4300)의 외측 표면(4301)을 형성하고, 합성 부직 텍스타일(120)의 제2 면(810)은 상체 의복(4300)의 내측 표면을 형성한다.
상체 의복(4300)은 적어도 외측 표면(4301)에 위치한 복수의 열 결합 부위(4315)를 포함한다. 열 결합 부위의 묘사는 본질적으로 예시적인 것이며, 반드시 축척에 따라 그려지는 것은 아니다. 예를 들어, 열 결합 부위의 수, 열 결합 부위의 크기, 및 열 결합 부위들 사이의 간격은 예시적인 것이다. 예시적인 양태에서, 열 결합 부위(4315)의 더 큰 밀도는 일반적으로 더 높은 마모율을 경험하는 상체 의복(4300)의 영역에 적용될 수 있다. 예를 들어, 상체 의복(4300)과 관련하여, 일반적으로 더 높은 마모율을 경험할 수 있는 영역에는, 예를 들어, 팔꿈치 영역, 칼라 영역, 허리 밴드 영역 및 커프 영역이 포함된다. 일부 예시적인 측면에서, 열 결합 부위의 더 높은 밀도의 적용 영역은 상체 의복(4300)이 설계되는 특정 스포츠에 기초할 수 있다. 스포츠가 달리기인 일 실시예에서, 몸통 부분의 측면과 겨드랑이 부분에 더 높은 밀도의 열 결합 부위가 적용될 수 있는데, 이는 달리기 시 착용자의 팔 움직임으로 인해 이들 부위가 상대적으로 더 많은 양의 마모를 경험할 수 있기 때문이다.
도 43에 도시된 예에서, 팔꿈치 부분(4320)은 상자(4322)에 의해 표시된 열 결합 부위(4315)의 밀도가, 예를 들어, 상자(4344)에 의해 표시된 제1 슬리브(4316) 및 제2 슬리브(4318)의 후면 몸통 부분(4310), 전면 몸통 부분 및 다른 부분에 비해 더 높다. 상체 의복(4300) 상의 열 결합 부위(4315)의 밀도의 차이는 예시적인 것이며, 본원에서는 상체 의복(4300)의 다른 부분은 전술한 바와 같은 마모 패턴에 기초하여 열 결합 부위(4315)의 밀도가 상대적으로 더 클 수 있는 것으로 고려된다.
도 44는 전면 몸통부(4410) 및 후면 몸통부(도 44에는 미도시)를 갖는 예시적인 하체 의복(4400)의 정면도를 도시한 것이다. 하체 의복(4400)은 제1 다리 개구부(4416)를 갖는 제1 다리부(4414) 및 제2 다리 개구부(4420)를 갖는 제2 다리부(4418)을 더 포함한다. 바지로 도시되어 있지만, 본원에서는 하체 의복(4400)이 짧은 바지, 타이트한 바지, 3/4 바지 등과 같은 다른 형태를 포함할 수 있음이 고려되어 있다. 하체 의복(4400)은 합성 부직 텍스타일(120)로 형성될 수 있다. 합성 부직 텍스타일(120)의 제1 면(710)은 하체 의복(4400)의 외측 표면(4401)을 형성하고, 합성 부직 텍스타일(120)의 제2 면(810)은 하체 의복(4400)의 내측 표면을 형성한다.
하체 의복(4400)은 적어도 외측 표면(4401)에 위치한 복수의 열 결합 부위(4415)를 포함한다. 열 결합 부위의 묘사는 본질적으로 예시적인 것이며, 반드시 축척에 따라 그려지는 것은 아니다. 예를 들어, 열 결합 부위의 수, 열 결합 부위의 크기, 및 열 결합 부위들 사이의 간격은 예시적인 것이다. 예시적인 양태에서, 열 결합 부위(4415)의 더 큰 밀도는 일반적으로 더 높은 마모율을 경험하는 하체 의복(4400)의 영역에 적용될 수 있다. 일부 예시적인 위치에는 무릎 부위, 허리 개방 부위, 다리 커프 부위 및/또는 엉덩이 부위가 포함된다. 상체 의복(4300)과 유사하게, 열 결합 부위의 더 높은 밀도의 적용 영역은 하체 의복(4400)이 설계되는 특정 스포츠에 기초할 수 있다. 예를 들어, 스포츠가 달리기 또는 사이클링인 경우, 달리기 및/또는 사이클링 시 착용자의 다리 움직임으로 인해 상대적으로 더 많은 마모가 발생할 수 있으므로, 하체 의복(4400)의 허벅지 안쪽 부분을 따라 더 높은 밀도의 열 결합 부위가 적용될 수 있다.
도 44에 도시된 예에서, 팔꿈치 부분(4422)은 상자(4424)에 의해 표시된 열 결합 부위(4415)의 밀도가, 예를 들어, 상자(4426)에 의해 표시된 제1 슬리브(4414) 및 제2 슬리브(4418)의 후면 몸통 부분(4410), 전면 몸통 부분 및 다른 부분에 비해 더 높다. 하체 의복(4400) 상의 열 결합 부위(4415)의 밀도의 차이는 예시적인 것이며, 본원에서는 하체 의복(4400)의 다른 부분은 전술한 바와 같은 마모 패턴에 기초하여 열 결합 부위(4415)의 밀도가 상대적으로 더 클 수 있는 것으로 고려된다.
예시적인 양태에서, 초음파 결합 시스템(3600)의 사용을 통해 생성된 열 결합 부위는 예를 들어, 로토그래비어 시스템(2900)을 통해 생성된 화학 결합 부위와 결합되어 합성 부직 텍스타일(120)의 필 저항성을 더욱 증가시킬 수 있다. 이러한 측면에서, 합성 부직 텍스타일(120)은 먼저 로토그라비어 시스템(2900)을 사용하여 처리된 후 초음파 결합 시스템(3600)을 사용하여 처리될 수 있다. 이러한 측면에서, 초음파 결합 시스템(3600)의 사용을 통해 생성된 열 결합 부위 중 적어도 일부는 로토그라비어 시스템(2900)의 사용을 통해 생성된 화학 결합 부위와 동일한 위치에 위치하거나 동일한 위치에 근접할 수 있다(예를 들어, 부분적으로 중첩될 수 있다). 예시적인 측면들에서, 열 결합은 화학 결합 부위에서 화학 결합제를 열 경화시키는 데 도움이 될 수 있으며, 따라서 특히 반복적인 세척 및 마모 후 화학 결합 부위의 내구성 및 수명을 증가시킬 수 있다. 반대로, 합성 부직 텍스타일(120)은 먼저 초음파 결합 시스템(3600)을 사용하여 처리된 후, 이어서 로토그라비어 시스템(2900)을 사용하여 처리될 수 있다.
예시적인 양태에서, 그라비어 롤러(2910)의 각인 패턴(2914) 및 인상 롤러(3610)의 인상 패턴(3612)은 합성 부직(120) 상의 결과적인 화학 결합 부위 및 열 결합 부위가 서로 구별되고 분리되며 중첩되지 않도록 구성될 수 있다. 이는 화학 결합 부위 및 열 결합 부위를 포함하도록 합성 부직(120)의 원하는 양의 표면적을 용이하게 하는 동시에 화학 결합제(2916)의 사용을 최소화하고 로토그래비어 시스템(2900) 및 초음파 결합 시스템(3600) 모두의 에너지 소비를 감소시킨다.
도 45은 합성 부직 텍스타일(120)의 제2 면(710)을 도시한 것이다. 복수의 열 결합 부위(4510)가 제1 면(710) 상에 제1 위치로 존재하고, 복수의 화학 결합 부위(4512)가 제1 면(710) 상에 제2 위치로 존재한다. 예시적인 양태에서, 제2 위치들은 제1 위치들과 상이하다. 다른 예시적인 양태에서, 제1 위치는 도 45에 표시된 것처럼 첫 번째 위치가 두 번째 위치와 겹치지 않는다. 열 결합 부위(4510)는 열 결합 부위(3618)와 유사한 특징을 가질 수 있고, 화학 결합 부위(4512)는 화학 결합 부위(3110)와 유사한 특징을 가질 수 있다. 열 결합 부위들(4510) 및 화학 결합 부위들(4512)에 대해 도시된 패턴은 예시적인 것이며, 열 결합 부위들(4510) 및 화학 결합 부위들(4512)은 상이한 패턴을 가질 수 있는 것으로 본 명세서에서 고려된다.
도 46은 도 45의 합성 부직 텍스타일(120)의 제2 면(810)의 예시적인 개략도를 도시한 것이다. 제2 면(810)은 열 결합 부위(4510)를 포함한다. 예시적인 양태에서, 제2 면(810)은 화학 결합 부위(4512)와 같은 화학 결합 부위를 포함하지 않을 수 있다. 도 47은 열 결합 부위(4510) 및 화학 결합 부위(4512)를 통해 촬영된 예시적인 단면을 도시한다. 도시된 바와 같이, 열 결합 부위(4510)는 제1 면(710)과 제2 면(810) 사이에 배치된 열 결합 구조물(4710)를 포함한다. 화학 결합 부위(4512)는 제1 면(710)에 존재하고 제2 면(810)에는 부재하는 것으로 도시되어 있다. 언급된 바와 같이, 열 결합 부위(4510) 및 화학 결합 부위(4512)를 모두 사용하면 적어도 제1 면(710)의 필에 대한 저항성이 증가한다. 본 명세서는 초음파 결합 시스템(3600)의 인상 롤러(3610)에 대해 제2 면(810)을 배치하여 열 결합 부위를 형성하는 것, 합성 부직 텍스타일(120)의 제2 면(810)에 화학 결합 부위를 형성하는 것 및 이들의 조합을 더 고려한다. 이는 제2 면(810)의 필 저항을 증가시키고자 할 때 유용할 수 있다.
도 48은 합성 부직 텍스타일(120)의 적어도 제1 면(710)에서 필을 더욱 감소시키기 위한 예시적인 공정(4800)의 개략도를 나타낸다. 공정(4800)은 단독으로 사용될 수도 있고, 전술한 화학 결합 공정 및 전술한 열 결합 공정 중 하나 이상과 결합될 수도 있다. 부직 텍스타일은 결속 구조 내에 형성되는 상이한 섬유 웨브들을 포함할 수 있되, 상이한 섬유 웨브들은 섬유들의 상이하거나 유사한 조성물 및/또는 상이한 특성들을 포함할 수 있다. "섬유 웨브(web of fibers)"란 용어는 하나 이상의 다른 섬유 웨브와의 기계적 얽힘 공정을 수행하기 이전의 섬유 웨브를 나타낸다. 섬유 웨브는, 일반적으로 x, y 평면을 따라서 연장되는하나 이상의 공통 방향으로 섬유들을 정렬시키고 의도되는 평량(basis weight)을 달성하는 소면 및 래핑 공정(carding and lapping process)으로 처리된 섬유들을 포함한다. 또한, 섬유 웨브들은, 섬유 웨브가 조작(manipulation)될 수 있는(예컨대 롤러 상에 감기거나, 롤러에서 풀리거나, 적층되는 등) 결속 구조를 형성하는 정도로 방의 섬유들을 얽히게 하는 라이트 재봉 공정(light needling process) 또는 기계적 얽힘 공정으로 처리될 수 있다. 예를 들어, 웨브(112) 및 웨브(114)는 각각 약 50n/cm2의 스티치 밀도를 가질 수 있다. 본 명세서의 양태는 아래에 설명된 바와 같이 합성 부직 텍스타일(120)의 적어도 제1 면(710)의 필에 대한 저항성을 증가시키기 위해 적어도 제1 섬유 웨브(110)의 스티치 밀도를 증가시키는 것을 고려한다.
단계(4810)에서, 제1 섬유 웨브(110)는 제1 섬유 웨브(110)의 제1 면(4812)으로부터 반대쪽 제2 면(4814)으로의 방향으로 단방향으로 실행되는 제1 기계적 얽힘 패스(4816)를 거치게 된다. 제1 기계적 얽힘 패스(4816)의 스티치 밀도는 50n/cm2, 약 75n/cm2, 약 100n/cm2, 또는 약 200n/cm2보다 클 수 있다. 일 예시에서, 제1 기계적 얽힘 패스(4816) 후의 제1 섬유 웨브(110)의 스티치 밀도는 제2 섬유 웨브(112) 및, 사용되는 경우, 제3 섬유 웨브(114)의 스티치 밀도보다 적어도 2배 더 클 수 있다. 예시적인 양태에서, 제1 섬유 웨브(110)는 제2 면(4814)으로부터 제1 면(4812)을 향하는 방향으로 실행되는 기계적 얽힘 패스를 거치지 않는다.
단계(4818)는 제1 기계적 얽힘 패스(4816)를 거친 후의 제1 섬유 웨브(110)를 나타낸다. 제1 기계적 얽힘 패스(4816)는 제1 면(4812)으로부터 제2 면(4814)을 향한 방향으로 단방향으로 발생하기 때문에, 제1 섬유 웨브(110)를 형성하는 섬유(210)는 얽힘 바늘에 의해 밀려서, 섬유(210)의 단자 단부(4820)를 포함하는 섬유(210)가 제1 섬유 웨브(110)의 제2 면(4814)에서 바깥쪽으로 연장되도록 한다. 다르게 표현하면, 섬유(201)는 제1 섬유 웨브(110)의 제1 면(4812)으로부터 멀어지는 방향으로 연장된다.
단계(4822)에서, 제1 섬유 웨브(110)는 제2 섬유 웨브(112), 선택적으로 제3 섬유 웨브(114) 및 탄성중합체 층(116)과 함께 적층된다. 이 예시에서, 제1 섬유 웨브(110)는 제2 면(4814)이 예를 들어 탄성중합체 층(116) 및 제3 섬유 웨브(114)으로부터 바깥쪽을 향하도록 적층된다(사용되는 경우). 이와 같이, 섬유(210)의 단자 단부(4820)는 적층된 구성에서 탄성중합체 층(116) 및 섬유(114)의 제3 웨브(사용되는 경우)로부터 멀어지는 방향으로 연장된다.
단계(4824)에서, 제2 기계적 얽힘 패스(4826)가 제1 섬유 웨브(110), 제2 섬유 웨브(112), 제3 섬유 웨브(114)(사용되는 경우) 및 탄성중합체 층(116)의 적층된 구성에서 실행된다. 제2 기계적 얽힘 패스(4826)는 제1 섬유 웨브(110)로부터 제2 섬유 웨브(112)를 향한 방향으로 실행되고, 제2 기계적 얽힘 패스(4826)는 예를 들어, 루프 구조를 형성하기 위해 섬유(210)의 단자 단부(4920)를 적어도 제1 섬유 웨브(110) 내로 다시 밀어넣는 데 효과적이다. 단계(4824)는 도 7과 관련하여 설명된 것과 같은 추가적인 얽힘 패스를 포함할 수 있으며, 이러한 얽힘 패스는 제2 섬유 웨브(112)로부터 제1 섬유 웨브(110)로 향하는 방향으로 발생하는 기계적 얽힘 패스를 포함한다.
단계(4828)는 제2 기계적 얽힘 패스(4826)를 거친 후의 합성 부직 텍스타일(120)을 도시하는데, 여기서 합성 부직 텍스타일(120)은 제1 얽힘형 섬유 웨브(712), 제2 얽힘형 섬유 웨브(718), 제3 얽힘형 섬유 웨브(714)(사용될 경우) 및 탄성중합체 층(116)을 포함한다. 도시된 바와 같이, 제1 섬유 웨브(110)의 제2 면(4814)은 합성 부직 텍스타일(120)의 제1 면(제710)을 형성하고, 제2 기계적 얽힘 패스(4826)에 이어서 단자 단부(4820)가 제1 섬유 웨브(110)로 다시 밀려 들어간 섬유(210)를 나타내는 복수의 루프(4830)를 포함한다. 섬유 단자 단부(4820)는 제1 면(710)으로부터 바깥쪽으로 연장되지 않고, 따라서 필을 형성하기 위해 다른 섬유 단자 단부와 상호 작용할 수 없기 때문에, 적어도 제1 면(710)의 필 저항은 2 이상으로 증가한다.
단계(4832)는 복수의 루프(4830)가 상체 의복(4834)의 외측 표면으로부터 연장되는 상체 의복(4834)으로 형성되는 합성 부직 텍스타일(120)을 도시한다. 본원에서, 공정(4800)은 도 34 및 도 35 및 도 43 및 도 44와 관련하여 설명된 것과 유사하게 마모가 증가하기 쉬운 의복의 영역에 더 큰 밀도의 루프(4830)가 배치되는 복수의 루프(4830)의 구역 분포를 생성하도록 구성될 수 있다는 점을 고려한다. 예를 들어, 제1 기계적 얽힘 패스(4816) 및 제2 기계적 얽힘 패스(4826)는 제1 섬유 웨브(110) 및/또는 단계(4824)에 도시된 적층된 구성의 개별 영역에 국한되어 개별 영역에 루프(4830)를 형성할 수 있다.
도 49는 공정(4800)을 거친 후 합성 부직 텍스타일(120)의 제1 면(710)의 예시적인 개략도를 나타낸다. 제1 면(710)은 제2 기계적 얽힘 패스(4826)에 이어서 단자 단부(4820)가 제1 섬유 웨브(110)로 다시 밀려 들어온 섬유(210)를 나타내는 복수의 루프(4830)를 포함한다. 제1 면(710)은 또한 섬유 단자 단부(4820)와 같은 섬유 단자 단부를 포함한다. 섬유 단자 단부는 제1 섬유 웨브(110)를 형성하는 섬유(210)의 단부를 포함할 수 있고, 기계적 얽힘 과정에 이어서 제1 면(710)을 통해 밀려나는 다른 웨브(예컨대, 웨브(112) 및 웨브(114))의 섬유 단자 단부를 포함할 수도 있다.
도 50은 공정(4800)을 거친 후 합성 부직 텍스타일(120)의 제2 면(810)의 예시적인 개략도를 나타낸다. 제2 면(810)은 섬유 단자 단부(5010)와 일부 루프(5012)를 포함한다. 섬유 단자 단부(5010) 및 루프(5012)는 섬유(210), 섬유(310 및 312) 및 섬유(410)(사용되는 경우)를 포함할 수 있다. 예시적인 양태에서, 제1 면(710)은 상자(4910)에 의해 표시된 루프(4830)와 같이 상대적으로 더 큰 밀도의 루프(예를 들어, cm2당 더 많은 루프)를 포함할 수 있고, 제2 면(810)은 루프(5012)와 같이 상대적으로 더 작은 밀도의 루프를 포함할 수 있다. 이를 다르게 설명하기 위해, 제1 면(710)은 단자 단부(4820)와 같은 상대적으로 작은 밀도의 광섬유 단자 단부를 포함할 수 있고, 제2 면(810)은 단자 단부(5010)와 같은 상대적으로 더 큰 밀도의 광섬유 단자 단부를 포함할 수 있다.
도 21에는, 도 19의 인쇄된 합성 부직 텍스타일(950)의 횡단면의 확대도가 도시되어 있다. 도시된 바와 같이, 제1 면(710) 상의 루프(4830) 및 단자 단부(4820)는 합성 부직 텍스타일(120)의 중심면(5110)으로부터 멀어지는 방향으로 제1 면(710)으로부터 멀어지도록 연장된다. 유사하게, 단자 단부들(5010) 및 루프들(5012)은 합성 부직 텍스타일(120)의 중심면(5110)으로부터 멀어지는 방향으로 제2 면(810)으로부터 멀어지게 연장된다. 제1 면(710)은 제2 면(810)에 비해 루프(4830)와 같은 상대적으로 더 많은 개수의 루프를 포함하며, 이는 제1 면(710)의 필에 대한 저항성을 증가시키도록 한다.
하기 항목들은 본원에서 고려되는 개념들의 예시의 양태들을 나타낸다. 하기 양태들 중 임의의 하나는 하나 이상의 다른 항목에 종속되도록 다중 종속 방식으로 조합될 수 있다. 또한, 종속 항목들(분명하게 이전 항목에 종속되는 항목들)의 임의의 조합은 본원에서 고려되는 양태들의 범위에서 벗어나지 않으면서 이루어질 수 있다. 하기 항목들은 예시이고 제한하는 것은 아니다.
항목 1. 제1 면과 반대쪽 제2 면을 갖는, 다음을 포함하는 비대칭면 합성 부직 텍스타일: 제1 데니어를 갖는 cm2당 제1 개수의 섬유 및 제2 데니어를 갖는 cm2당 제2 개수의 섬유를 갖는 제1 얽힘형 섬유 웨브로서, 제1 데니어 및 제2 데니어의 비율은 약 1.5:1 내지 약 2:1의 범위이고, 제1 얽힘형 섬유 웨브는 적어도 부분적으로 제1 면을 형성하는, 제1 얽힘형 섬유 웨브; 제3 데니어를 갖는 cm2당 제3 개수의 섬유 및 제4 데니어를 갖는 cm2당 제4 개수의 섬유를 갖는 제2 얽힘형 섬유 웨브로서, 제3 데니어 및 제4 데니어의 비율은 약 0.3:1 내지 약 0.7:1의 범위이고, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 제2 면을 형성하는, 제2 얽힘형 섬유 웨브; 및 기 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층으로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 2. 항목 1에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 1 내지 항목 2 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
항목 4. 항목 3에 있어서, 제3 얽힘형 섬유 웨브는 제5 데니어를 갖는 cm2당 섬유의 개수가 제5 개수를 갖는 섬유의 개수가 제6 데니어를 갖는 cm2당 섬유의 개수가 제6 개수를 갖는 것으로 구성되며, 제5 데니어와 제6 데니어의 비율은 약 1.5:1 내지 약 2:1 범위 내에 있는, 비대칭면 합성 부직 텍스타일.
항목 5. 항목 3 내지 항목 4 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브가 제1 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 6. 항목 3 내지 항목 4 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브가 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 7. 항목 3 내지 항목 6 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일.
항목 8. 항목 3 내지 항목 7 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 제1 얽힘형 섬유 웨브의 섬유 및 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 9. 제1 면과 반대쪽 제2 면을 갖는 비대칭면 합성 부직 텍스타일로서, 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제1 섬유 개수 및 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제2 섬유 개수를 갖는 제1 얽힘형 섬유 웨브로서, 제1 섬유 개수는 제2 섬유 개수보다 크고, 제1 얽힘형 섬유 웨브는 적어도 부분적으로 제1 면을 형성하는, 제1 얽힘형 섬유 웨브, 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제3 섬유 개수 및 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제4 섬유 개수를 갖는 제2 얽힘형 섬유 웨브로서, 제3 섬유 개수는 제4 섬유 개수보다 크고, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 제2 면을 형성하는, 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 비대칭면 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
항목 10. 항목 9에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 11. 항목 9 내지 항목 10 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
항목 12. 항목 11에 있어서, 제3 얽힘형 섬유 웨브는 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제5 섬유 개수 및 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제6 섬유 개수를 포함하며, 제5 섬유 개수는 제6 섬유 개수보다 큰, 비대칭면 합성 부직 텍스타일.
항목 13. 항목 11 내지 항목 12 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브가 제1 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 14. 항목 11 내지 항목 12 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브가 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 15. 항목 11 내지 항목 14 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일.
항목 16. 항목 11 내지 항목 15 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 제1 얽힘형 섬유 웨브의 섬유 및 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 17. 비대칭면 합성 부직 텍스타일의 제조 방법으로서, 약 1.2D 내지 약 3.5D의 데니어를 갖는 제1 섬유 웨브 및 약 0.6D 내지 약 1D의 데니어를 갖는 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계; 및 제1 섬유 웨브의 복수의 섬유와 제2 섬유 웨브의 복수의 섬유를 기계적으로 얽혀서, 제1 섬유 웨브가 제1 얽힘형 섬유 웨브가 되도록 하고 제2 섬유 웨브가 제2 얽힘형 섬유 웨브가 되도록 하는 기계적 얽힘 단계를 포함하는 비대칭면 합성 부직 텍스타일의 제조 방법으로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부 및 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계가 기계적 얽힘 단계에 후속되고, 및 제1 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제1 면을 형성하고, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 18. 항목 17에 있어서, 제1 섬유 웨브의 복수의 섬유와 제2 섬유 웨브의 복수의 섬유를 기계적으로 얽히게 하기 전에, 제1 섬유 웨브와 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 제3 섬유 웨브가 제3 얽힘형 섬유 웨브가 되도록 제3 섬유 웨브의 복수의 섬유를 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유와 기계적으로 얽게 하는 단계; 및 제3 섬유 웨브가 제1 섬유 웨브의 섬유와 제2 섬유 웨브의 섬유와 기계적으로 얽히게 하는 단계를 더 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 19. 항목 18에 있어서, 제3 섬유 웨브는 약 1.2D 내지 약 3.5D의 데니어를 갖는 섬유를 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 20. 항목 18 내지 항목 19 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 21. 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 제2 얽힘형 섬유 웨브 내의 섬유의 적어도 일부는 실리콘 코팅 섬유를 포함하며, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
항목 22. 항목 21에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 23. 항목 21 내지 항목 22 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일.
항목 24. 항목 23에 있어서, 제2 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수가 제1 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수보다 큰, 합성 부직 텍스타일.
항목 25. 항목 21 내지 항목 24 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하고, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브 및 제2 얽힘형 섬유 웨브 중 하나 이상의 섬유와 얽혀 있는, 합성 부직 텍스타일.
항목 26. 항목 25에 있어서, 제3 얽힘형 섬유 웨브의 섬유의 적어도 일부가 실리콘 코팅 섬유를 포함하는 합성 부직 텍스타일.
항목 27. 항목 26에 있어서, 제3 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수가 제2 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수보다 적은, 합성 부직 텍스타일.
항목 28. 둘 이상의 얽힘형 섬유 웨브; 및 탄성중합체 층을 포함하는 합성 부직 텍스타일으로, 둘 이상의 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고, 합성 부직 텍스타일의 중량 대비 약 10% 내지 약 25%가 실리콘 코팅 섬유를 포함하는 합성 부직 텍스타일.
항목 29. 항목 28에 있어서, 둘 이상의 얽힘형 섬유 웨브는 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 제1 얽힘형 섬유 웨브 및 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브를 포함하는, 합성 부직 텍스타일.
항목 30. 항목 29에 있어서, 탄성중합체 층은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는, 합성 부직 텍스타일.
항목 31. 항목 29 내지 항목 30 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
항목 32. 항목 31에 있어서, 제3 얽힘형 섬유 웨브가 제1 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 합성 부직 텍스타일.
항목 33. 합성 부직 텍스타일의 제조 방법으로서, 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계로서, 제2 섬유 웨브의 약 10% 내지 약 95%의 중량이 실리콘 코팅 섬유를 포함하는 단계; 및 제1 섬유 웨브의 섬유 중 적어도 일부와 제2 섬유 웨브의 섬유 중 적어도 일부를 기계적으로 얽혀서, 제1 섬유 웨브가 제1 얽힘형 웨브가 되고 제2 섬유 웨브가 제2 얽힘형 웨브가 되도록 하는 단계를 포함하고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계가 기계적 얽힘 단계에 후속되고, 및 제1 얽힘형 웨브는 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하고, 제2 얽힘형 웨브는 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 합성 부직 텍스타일의 제조 방법.
항목 34. 항목 33에 있어서, 제1 섬유 웨브는 실리콘 코팅 섬유를 포함하지 않는, 합성 부직 텍스타일의 제조 방법.
항목 35. 항목 33 내지 항목 34 중 어느 하나에 있어서, 실리콘 코팅 섬유는 폴리에틸렌 테레프탈레이트(PET) 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 36. 항목 33 내지 35 중 어느 하나에 있어서, 제1 섬유 웨브의 섬유 중 적어도 일부와 제2 섬유 웨브의 섬유 중 적어도 일부를 기계적으로 얽히게 하기 전에, 제1 섬유 웨브와 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 제3 섬유 웨브의 섬유 중 적어도 일부를 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유와 기계적으로 얽혀서 제3 섬유 웨브가 제3 얽힘형 섬유 웨브가 되도록 하는 단계를 더 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 37. 항목 36에 있어서, 제3 섬유 웨브는 제2 섬유 웨브와 탄성중합체 층 사이에 위치하는, 합성 부직 텍스타일의 제조 방법.
항목 38. 항목 36 내지 37 중 어느 하나에 있어서, 제3 섬유 웨브는 실리콘 코팅 섬유를 포함하지 않는, 합성 부직 텍스타일의 제조 방법.
항목 39. 항목 36 내지 38 중 어느 하나에 있어서, 제3 섬유 웨브는 폴리에틸렌-테레프탈레이트(PET) 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 40. 항목 33 내지 39 중 어느 하나에 있어서, 제1 섬유 웨브는 폴리에틸렌-테레프탈레이트(PET) 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 41. 제1 면과 반대쪽 제2 면을 갖는 비대칭면 합성 부직 텍스타일로서, 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽히고, 제2 면은 제1 얽힘형 섬유 웨브의 섬유와 제2 얽힘형 섬유 웨브의 섬유 중 하나 이상으로 형성된 복수의 루프를 포함하며, 복수의 루프의 각 루프의 정점은 제2 면으로부터 소정의 거리만큼 연장되는, 비대칭면 합성 부직 텍스타일.
항목 42. 항목 41에 있어서, 복수의 루프가 제1 면으로부터 멀어지는 방향으로 연장되는, 비대칭면 합성 부직 텍스타일.
항목 43. 항목 41 및 42 중 어느 하나에 있어서, 소정 거리는 약 1.5mm 내지 약 8.1mm인, 비대칭면 합성 부직 텍스타일.
항목 44. 항목 41 및 43 중 어느 하나에 있어서, 소정 거리는 약 4mm 내지 약 6mm인, 비대칭면 합성 부직 텍스타일.
항목 45. 항목 41 내지 44 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 46. 항목 41 내지 45 중 어느 하나에 있어서, 복수의 루프를 형성하는 섬유의 데니어는 약 0.6D 내지 약 3.5D인, 비대칭면 합성 부직 텍스타일.
항목 47. 항목 41 내지 46 중 어느 하나에 있어서, 탄성중합체 층은 약 평방미터당 약 20그램 내지 약 150그램의 기본 중량을 갖는, 비대칭면 합성 부직 텍스타일.
항목 48. 항목 41 내지 47 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나를 포함하는, 비대칭면 합성 부직 텍스타일.
항목 49. 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 제1 면과 반대쪽 제2 면을 갖는 비대칭면 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽히고, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층으로부터 각 섬유의 원위 단부까지 연장되는 종방향 길이를 갖고, 각 섬유의 원위 단부는 제2 면으로부터 멀어지는 방향으로 연장되는, 비대칭면 합성 부직 텍스타일.
항목 50. 항목 49에 있어서, 각 섬유의 원위 단부는 말단 단부 또는 루프의 정점 중 하나를 포함하는, 비대칭면 합성 부직 텍스타일.
항목 51. 항목 49 내지 50 중 어느 하나에 있어서, 각 섬유의 원위 단부가 제2 면으로부터 약 1.5mm 내지 약 8.1mm까지 연장되는, 비대칭면 합성 부직 텍스타일.
항목 52. 항목 49 내지 51 중 어느 하나에 있어서, 탄성중합체 층으로부터 각 섬유의 원위 단부까지 연장되는 제2 얽힘형 섬유 웨브의 섬유의 적어도 일부가 약 0.6D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일.
항목 53. 항목 49 내지 52 중 어느 하나에 있어서, 탄성중합체 층은 약 평방미터당 약 20그램 내지 약 150그램의 기본 중량을 갖는, 비대칭면 합성 부직 텍스타일.
항목 54. 항목 49 내지 53 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나를 포함하는, 비대칭면 합성 부직 텍스타일.
항목 55. 비대칭면 합성 부직 텍스타일의 제조 방법으로서, 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계; 제1 섬유 웨브의 섬유 중 적어도 일부와 제2 섬유 웨브의 섬유 중 적어도 일부를 기계적으로 얽혀서, 제1 섬유 웨브가 제1 얽힘형 웨브가 되고 제2 섬유 웨브가 제2 얽힘형 웨브가 되도록 하는 단계; 제1 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계를 포함하고, 제2 얽힘형 웨브의 섬유의 적어도 일부가 탄성중합체 층으로부터 각 섬유의 원위 단부까지 연장되는 길이를 갖도록 배향되고, 각 섬유의 원위 단부는 제2 얽힘형 웨브의 면으로부터 멀어지는 방향으로 연장되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 56. 항목 56에 있어서, 각 섬유의 원위 단부는 말단 단부 또는 루프의 정점 중 하나를 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 57. 항목 55 내지 56 중 어느 하나에 있어서, 각 섬유의 원위 단부가 제2 얽힘형 웨브의 면으로부터 약 1.5mm 내지 약 8.1mm까지 연장되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 58. 항목 55 내지 57 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 탄성중합체 층으로부터 각 섬유의 원위 단부까지 연장되는 섬유의 적어도 일부가 약 0.6D 내지 약 3.5D의 경사를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 59. 항목 55 내지 58 중 어느 하나에 있어서, 탄성중합체 층은 평방미터당 약 20그램 내지 약 150그램의 기본 중량을 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 60. 항목 55 내지 59 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나를 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 61. 적어도 하나의 섬유 웨브와 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 평방미터당 약 40그램에서 약 250그램의 기본 중량; 약 55RCT에서 약 90RCT까지의 열 저항; 기계 방향으로의 성장은 정지 길이의 약 10% 이하; 정지 폭의 약 10% 이하인 기계 간 방향으로의 성장; 그리고 기계 방향과 기계 간 방향 모두에서 정지 길이 및 정지 폭의 약 10% 이내의 회복을 특징으로 갖는, 합성 부직 텍스타일.
항목 62. 항목 61에 있어서, 기본 중량은 약 150gsm 내지 약 190gsm인, 합성 부직 텍스타일.
항목 63. 항목 61 내지 62 중 어느 하나에 있어서, 적어도 하나의 섬유 웨브는 적어도 제1 얽힘형 섬유 웨브, 제2 얽힘형 섬유 웨브를 포함하며, 탄성중합체 층은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는, 합성 부직 텍스타일.
항목 64. 항목 63에 있어서, 적어도 하나의 섬유 웨브는 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
항목 65. 항목 62 내지 64 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브는 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하고, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 합성 부직 텍스타일.
항목 66. 항목 63 내지 65 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부 및 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 합성 부직 텍스타일.
항목 67. 항목 61 내지 66 중 어느 하나에 있어서, 두께가 약 1.5mm 내지 약 3mm인 것을 더 포함하는, 합성 부직 텍스타일.
항목 68. 항목 61 내지 67 중 어느 하나에 있어서, 합성 부직 텍스타일은 나아가 약 0.1Kgf 내지 약 0.4Kgf의 강성을 갖는, 합성 부직 텍스타일.
항목 69. 적어도 하나의 섬유 웨브와 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 약 1.5mm 내지 약 3mm의 두께; 약 55RCT 내지 약 90RCT의 열 저항; 기계 방향으로의 성장은 정지 길이의 약 10% 이하; 정지 폭의 약 10% 이하인 기계 간 방향으로의 성장; 그리고 기계 방향과 기계 간 방향 모두에서 정지 길이 및 정지 폭의 약 10% 이내의 회복을 특징으로 갖는, 합성 부직 텍스타일.
항목 70. 항목 69에 있어서, 평방미터당 약 40그램(gsm)에서 약 250그램 사이의 기본 중량을 더 갖는, 합성 부직 텍스타일.
항목 71. 항목 69 내지 70 중 어느 하나에 있어서, 기본 중량은 약 150gsm 내지 약 190gsm인, 합성 부직 텍스타일.
항목 72. 항목 69 내지 71 중 어느 하나에 있어서, 합성 부직 텍스타일은 나아가 약 0.1Kgf 내지 약 0.4Kgf의 강성을 갖는, 합성 부직 텍스타일.
항목 73. 항목 69 내지 72 중 어느 하나에 있어서, 적어도 하나의 섬유 웨브는 적어도 제1 얽힘형 섬유 웨브, 제2 얽힘형 섬유 웨브를 포함하며, 탄성중합체 층은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는, 합성 부직 텍스타일.
항목 74. 항목 73에 있어서, 적어도 하나의 섬유 웨브는 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
항목 75. 합성 부직 텍스타일의 제조 방법으로서, 적어도 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계; 기본 중량이 평방 미터당 약 40그램(gsm)에서 약 250gsm 사이이고, 열 저항이 약 55RCT에서 약 90RCT 사이인 합성 부직 텍스타일을 생성하기 위한 얽힘 파라미터를 선택하는 단계; 및 선택된 얽힘 파라미터에 기초하여 제1 섬유 웨브의 섬유와 제2 섬유 웨브의 섬유를 기계적으로 얽히는 단계를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 76. 항목 75에 따른 합성 부직 텍스타일의 제조 방법은, 기계적 얽힘 단계 이전에 적어도 제1 섬유 웨브와 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 선택된 얽힘 파라미터에 따라 제3 섬유 웨브의 섬유를 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유와 기계적으로 얽히는 단계를 더 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 77. 항목 76에 있어서, 탄성중합체 층, 제1 섬유 웨브, 제2 섬유 웨브 및 제3 섬유 웨브 각각의 기준 중량은 평방 미터당 약 20 그램 (gsm)에서 약 150 gsm인, 합성 부직 텍스타일의 제조 방법.
항목 78. 항목 75 내지 77 중 어느 하나에 있어서, 얽힘 파라미터는 약 0.1Kgf 내지 약 0.4Kgf의 강성을 달성하도록 추가로 선택되는, 합성 부직 텍스타일의 제조 방법.
항목 79. 항목 75 내지 78 중 어느 하나에 있어서, 얽힘 파라미터는 약 1.5mm 내지 약 3mm의 두께를 달성하기 위해 추가로 선택되는, 합성 부직 텍스타일의 제조 방법.
항목 80. 항목 75 내지 79 중 어느 하나에 있어서, 제1 섬유 웨브의 섬유 중 적어도 일부 및 제2 섬유 웨브의 섬유 중 적어도 일부가 기계적 얽힘 단계에 이어 탄성중합체 층을 통해 연장되는, 합성 부직 텍스타일의 제조 방법.
항목 81. 비대칭면 합성 부직 텍스타일로서, 적어도 부분적으로는 제1 얽힘형 섬유 웨브로부터 형성된 제1 면으로서, 제1 색상 특성 및 제1 색상 특성과 다른 제2 색상 특성을 갖는 제1 면; 적어도 부분적으로는 제2 얽힘형 섬유 웨브로부터 형성된 반대쪽 제2 면으로서, 제1 색상 특성 및 제2 색상 특성을 갖는 제2 면; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 탄성중합체 층을 포함하고, 제2 색상 특성을 갖는 섬유가 제1 면 또는 제2 면 중 하나에서 반대쪽 면에 비해 단위 면적당 더 많은 개수로 존재하고; 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있고, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 82. 항목 82에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
항목 83. 항목 82에 있어서, 제3 얽힘형 섬유 웨브가 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 84. 항목 82 내지 83 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 85. 항목 82 내지 84 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 86. 항목 81 내지 85 중 어느 하나에 있어서, 탄성중합체 층은 제1 색상 특성을 갖는, 비대칭면 합성 부직 텍스타일.
항목 87. 비대칭면 합성 부직 텍스타일로서, 적어도 부분적으로는 제1 얽힘형 섬유 웨브로부터 형성된 제1 면으로서, 제1 색상 특성 및 제1 색상 특성과 다른 제2 색상 특성을 갖는 제1 면; 적어도 부분적으로는 제2 얽힘형 섬유 웨브로부터 형성된 반대쪽 제2 면으로서, 제1 색상 특성 및 제2 색상 특성을 갖는 제2 면; 제1 얽힘형 섬유 웨브 및 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 탄성중합체 층을 포함하고, 제2 색상 특성을 갖는 섬유가 제1 면 또는 제2 면 중 하나에서 반대쪽 면에 비해 단위 면적당 더 많은 개수로 존재하고; 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부, 및 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고, 각각의 다른 얽힘형 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 88. 항목 87에 있어서, 제3 얽힘형 섬유 웨브가 제2 얽힘형 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
항목 89. 제1 색상 속성을 갖는 제1 섬유 웨브와 제1 색상 속성을 갖는 제2 섬유 웨브 사이에 제2 색상 속성을 갖는 제3 섬유 웨브를 배치하는 단계; 제1 색상 속성 또는 제2 색상 속성 중 하나를 갖는 탄성중합체 층을 제1 섬유 웨브와 제2 섬유 웨브 사이에 배치하는 단계; 제1 섬유 개수의 제3 섬유 웨브의 섬유를 제1 섬유 웨브의 섬유 중 적어도 일부와 기계적으로 얽고, 제2 섬유 개수의 제3 섬유 웨브의 섬유를 제2 섬유 웨브의 섬유 중 적어도 일부와 기계적으로 얽는 단계를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 90. 항목 89에 있어서, 제3 섬유 웨브는 제2 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 91. 항목 89 내지 91 중 어느 하나에 있어서, 제3 섬유 웨브의 섬유는 약 1.2D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 92. 항목 89 내지 91 중 어느 하나에 있어서, 제1 섬유 웨브의 섬유는 약 1.2D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 93. 항목 89 내지 93 중 어느 하나에 있어서, 제2 섬유 웨브의 섬유는 약 0.6D 내지 약 1D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 94. 항목 89 내지 93 중 어느 하나에 있어서, 제1 섬유 웨브, 제2 섬유 웨브 및 제3 섬유 웨브 각각의 섬유는 제1 섬유 웨브의 섬유가 제1 색상 특성을 가지도록, 제2 섬유 웨브의 섬유가 제1 색상 특성을 가지도록, 그리고 제3 섬유 웨브의 섬유가 제2 색상 특성을 갖도록 도핑 염색되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 95. 항목 89 내지 94 중 어느 하나에 잇어서, 제1 섬유 웨브, 제2 섬유 웨브 및 제3 섬유 웨브 각각의 섬유는 폴리에틸렌 테레프탈레이트(PET) 섬유인, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 96. 항목 89 내지 95 중 어느 하나에 있어서, 비대칭면 합성 부직 텍스타일은 조각 염색되지 않는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 97. 항목 89 내지 96 중 어느 하나에 있어서, 기계적 얽힘은 니들 펀칭을 포함하는, 비대칭면 합성 부직 텍스타일 제조 방법.
항목 98. 항목 89에 있어서, 제1 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제1 면을 형성하고, 제2 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제2 면을 형성하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 99. 항목 98에 있어서, 기계적 얽힘 단계 이후에, 제1 면은 제1 색상 특성 및 제2 색상 특성을 가지며, 제2 면은 제1 색상 특성 및 제2 색상 특성을 가지며, 제2 색상 특성을 갖는 단위 면적당 더 많은 개수의 섬유가 제1 면 또는 제2 면 중 하나에 반대 면에 대해 존재하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
항목 100. 제1 면과 반대쪽 제2 면을 갖고, 제1 면은 제2 면보다 스티치 밀도가 더 큰 비대칭면 합성 부직 텍스타일로서, 제1 시점에, 제1 면은 cm2당 필의 제1 개수를 갖고; 제2 면은 cm2당 필의 제2 개수를 갖고; 제1 시점 이후의 제2 시점에, 제1 면은 cm2당 필의 제3 개수를 갖고, cm2당 필의 제3 개수는 cm2당 필의 제1 개수보다 큰 cm2당 필의 제3 개수이고; 제2 면은 cm2당 필의 제4 개수를 갖고, cm2당 필의 제4 개수는 cm2당 필의 제3 개수보다 큰 cm2당 필의 제4 개수인, 비대칭면 합성 부직 텍스타일.
항목 101. 항목 100에 있어서, 제1 면은 적어도 부분적으로 제1 얽힘형 섬유 웨브로부터 형성되는, 비대칭면 합성 부직 텍스타일.
항목 102. 항목 100 내지 101 중 어느 하나에 있어서, 제2 면은 적어도 부분적으로 제2 얽힘형 섬유 웨브로부터 형성되는, 비대칭면 합성 부직 텍스타일.
항목 103. 항목 102에 있어서, 비대칭면 합성 부직 텍스타일은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 비대칭면 합성 부직 텍스타일.
항목 104. 항목 100 내지 103 중 어느 하나에 있어서, 제2 면은 실리콘 코팅 섬유를 포함하는, 비대칭면 합성 부직 텍스타일.
항목 105. 의복 물품의 적어도 일부를 형성하는, 외측 표면과 내측 표면을 갖는 합성 부직 텍스타일로서, 외측 표면이 내측 표면보다 더 큰 스티치 밀도를 갖는 합성 부직 텍스타일을 포함하는, 의복 물품으로서, 제1 시점에, 외측 표면은 cm2당 필의 제1 개수를 갖고; 내측 표면은 cm2당 필의 제2 개수를 갖고; 제1 시점 이후의 제2 시점에, 외측 표면은 cm2당 필의 제3 개수를 갖고, cm2당 필의 제3 개수는 cm2당 필의 제1 개수보다 큰 cm2당 필의 제3 개수이고; 내측 표면은 cm2당 필의 제4 개수를 갖고, cm2당 필의 제4 개수는 cm2당 필의 제3 개수보다 큰 cm2당 필의 제4 개수인, 의복 물품.
항목 106. 항목 105에 따른 의복 물품으로서, 합성 부직 텍스타일의 외측 표면은 적어도 부분적으로 제1 얽힘형 섬유 웨브로부터 형성되는, 의복 물품.
항목 107. 항목 106에 따른 의복 물품으로서, 제1 얽힘형 섬유 웨브는 제1 스티치 밀도를 갖는, 의복 물품.
항목 108. 항목 105 내지 107 중 어느 하나에 따른 의복 물품으로서, 합성 부직 텍스타일의 외측 표면이 의복 물품의 최외측 표면인, 의복 물품.
항목 109. 항목 105 내지 108 중 어느 하나에 따른 의복 물품으로서, 합성 부직 텍스타일의 내측 표면은 적어도 부분적으로 제2 얽힘형 섬유 웨브로 형성되는, 의복 물품.
항목 110. 항목 107에 따른 의복 물품으로서, 제2 얽힘형 섬유 웨브는 제1 스티치 밀도보다 작은 제2 스티치 밀도를 갖는, 의복 물품.
항목 111. 항목 105 내지 110 중 어느 하나에 따른 의복 물품으로서, 합성 부직 텍스타일의 내측 표면이 의복 물품의 최내측 표면인, 의복 물품.
항목 112. 항목 106 내지 111 중 어느 하나에 따른 의복 물품으로서, 합성 부직 텍스타일은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 의복 물품.
항목 113. 항목 105 내지 112 중 어느 하나에 따른 의복 물품으로서, 합성 부직 텍스타일의 내면 표면은 실리콘 코팅 섬유를 포함하는, 의복 물품.
항목 114. 제1 면과 반대쪽 제2 면을 갖는, 비대칭면 합성 부직 텍스타일로서, 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제1 면을 형성하는 제1 얽힘형 섬유 웨브, 제1 얽힘형 섬유 웨브는 제1 스티치 밀도를 갖는 섬유 웨브; 및 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제2 면을 형성하는 제2 얽힘형 섬유 웨브, 제2 얽힘형 섬유 웨브는 제2 스티치 밀도가 제1 스티치 밀도보다 작은 것을 갖는 섬유 웨브, 제2 얽힘형 섬유 웨브는 실리콘-코팅 섬유를 포함하는, 비대칭면 합성 부직 텍스타일.
항목 115. 항목 114에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 탄성중합체 층을 더 포함하는, 비대칭면 합성 부직 텍스타일.
항목 116. 항목 115에 있어서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 117. 항목 115 내지 117 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
항목 118. 항목 114 내지 117 중 어느 하나에 있어서, 제1 시점에, 제1 면은 cm2당 필의 제1 개수를 갖고; 제2 면은 cm2당 필의 제2 개수를 갖고; 제1 시점 이후의 제2 시점에, 제1 면은 cm2당 필의 제3 개수를 갖고, cm2당 필의 제3 개수는 cm2당 필의 제1 개수보다 큰 cm2당 필의 제3 개수이고; 제2 면은 cm2당 필의 제4 개수를 갖고, cm2당 필의 제4 개수는 cm2당 필의 제3 개수보다 큰 cm2당 필의 제4 개수인, 비대칭면 합성 부직 텍스타일.
항목 119. 외측 표면 및 반대쪽 내측 표면을 갖는 비대칭면 합성 부직 의복 물품으로서, 적어도 부분적으로 외측 표면을 형성하는, cm2당 제1 평균 데니어를 갖는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 내측 표면을 형성하는, cm2당 제1 평균 데니어보다 작은 cm2당 제2 평균 데니어를 갖는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부와 얽힌, 비대칭면 합성 부직 의복 물품.
항목 120. 항목 119에 있어서, cm2당 제1 평균 데니어가 약 1.1D 내지 약 1.4D인, 비대칭면 합성 부직 의복 물품.
항목 121. 항목 119 내지 120 중 어느 하나에 있어서, cm2당 제2 평균 데니어가 약 0.9D 내지 약 1D인, 비대칭면 합성 부직 의복 물품.
항목 122. 항목 119에 있어서, 제3 얽힘형 섬유 웨브는 제5 데니어를 갖는 cm2당 섬유의 개수가 제5 개수를 갖는 섬유의 개수가 제6 데니어를 갖는 cm2당 섬유의 개수가 제6 개수를 갖고, 제5 데니어와 제6 데니어의 비율은 약 1.5:1 내지 약 2:1 범위 내에 있는, 비대칭면 합성 부직 의복 물품.
항목 123. 항목 122 있어서, cm2당 제1 섬유 개수는 cm2 제2 섬유 개수보다 큰, 비대칭면 합성 부직 의복 물품.
항목 124. 항목 122 내지 123 중 어느 하나에 있어서, cm2당 제1 섬유 개수는 약 1.2D 내지 약 3.5D의 데니어를 가지며, cm2당 제2 섬유수는 약 0.6D 내지 약 1D의 데니어를 갖는, 비대칭면 합성 부직 의복 물품.
항목 125. 항목 122 내지 124 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브는 cm2당 제3 데니어를 갖는 제3 섬유 개수 및 cm2당 제4 데니어를 갖는 제4 섬유 개수를 가지며, 제3 데니어와 제4 데니어의 비율은 약 0.3:1 내지 약 0.7:1의 범위 내에 있는, 비대칭면 합성 부직 의복 물품.
항목 126. 항목 125에 있어서, cm2당 제3 섬유 개수가 cm2당 제4 섬유 개수보다 큰, 비대칭성 합성 부직 의복 물품.
항목 127. 항목 125 내지 126 중 어느 하나에 있어서, cm2당 제3 섬유 개수가 약 0.6D 내지 약 1D이고, cm2당 제4 섬유 개수가 약 1.2D 내지 약 3.5D인, 비대칭면 합성 부직 의복 물품.
항목 128. 외측 표면 및 반대쪽 내측 표면을 갖는 비대칭면 합성 부직 의복 물품으로서, 적어도 부분적으로 외측 표면을 형성하는, cm2당 제1 평균 데니어를 갖는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 내측 표면을 형성하는, cm2당 제1 평균 데니어보다 작은 제2 평균 데니어를 갖는 제2 얽힘형 섬유 웨브; 제1 얽힘형 섬유 웨브 및 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부와 얽힌, 비대칭면 합성 부직 의복 물품.
항목 129. 항목 128에 있어서, cm2당 제1 평균 데니어는 약 1.1D 내지 약 1.4D인, 비대칭면 합성 부직 의복 물품.
항목 130. 항목 128 내지 129 중 어느 하나에 있어서, cm2당 제2 평균 데니어가 약 0.9D 내지 약 1D인, 비대칭면 합성 부직 의복 물품.
항목 131. 항목 128 내지 130 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브의 cm2당 제3 평균 데니어가 cm2당 제2 평균 데니어보다 큰, 비대칭면 합성 부직 의복 물품.
항목 132. 항목 128 내지 131 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브가 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는 것을 특징으로 하는, 비대칭면 합성 부직 의복 물품.
항목 133. 비대칭면 합성 부직 텍스타일로부터 의복 믈품을 형성하는 것을 포함하는 의복 물품의 제조 방법으로서, 비대칭면 합성 부직 텍스타일은 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브, 적어도 부분적으로 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브, 및 제1 면과 제2 면 사이에 배치된 탄성중합체 층을 포함하는 비대칭면 합성 부직 텍스타일로 의복 물품을 형성하는 단계로서, 제1 얽힘형 섬유 웨브를 형성하는 섬유는 제1 특성 세트를 갖고, 제2 얽힘형 섬유 웨브를 형성하는 섬유는 제1 특성 세트와 다른 제2 특성 세트를 갖고, 비대칭면 합성 부직 텍스타일의 제1 면은 의복 물품의 외측 표면을 형성하고, 비대칭면 합성 부직 텍스타일의 제2 면은 의복 물품의 내측 표면을 형성하는, 의복 물품의 제조 방법.
항목 134. 항목 133에 있어서, 제1 특성 세트 및 제2 특성 세트는 섬유 데니어, 색상 및 코팅 중 하나 이상을 포함하는, 의복 물품의 제조 방법.
항목 135. 항목 134항에 있어서, 코팅은 실리콘 코팅을 포함하는, 의복 물품의 제조 방법.
항목 136. 항목 133 내지 135 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브로부터의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 의복 물품의 제조 방법.
항목 137. 항목 133 내지 136 중 어느 항에 있어서, 제2 얽힘형 섬유 웨브로부터의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 의복 물품의 제조 방법.
항목 138. 항목 133 내지 137 중 어느 하나에 있어서, 비대칭면 합성 부직 텍스타일은 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 포함하는, 의복 물품의 제조 방법.
항목 139. 항목 133 내지 137 중 어느 하나에 있어서, 제3 얽힘형 섬유 웨브를 형성하는 섬유는 제1 특성 세트 및 제2 특성 세트와 다른 제3 특성 세트를 갖는, 의복 물품의 제조 방법.
항목 140. 합성 부직 텍스타일로서, 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브, 적어도 부분적으로 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브, 및 제1 면과 제2 면 사이에 배치된 탄성중합체 층을 포함하고, 제1 얽힘형 섬유 웨브 중 적어도 일부가 탄성중합체 층을 통해 연장되고, 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
항목 141. 항목 140에 있어서, 별개의 화학 결합 부위가 제2 면에 존재하지 않는, 합성 부직 텍스타일.
항목 142. 항목 140 내지 141 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위는 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제 및 이들의 조합을 조성적으로 포함하는, 합성 부직 텍스타일.
항목 143. 항목 140 내지 142 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위에서 적어도 제1 얽힘형 섬유 웨브의 섬유가 함께 접착되는, 합성 부직 텍스타일.
항목 144. 항목 140 내지 143 중 어느 하나에 있어서, 제1 면이 제1 색상을 포함하고 복수의 별개의 화학 결합 부위가 제1 색상과 다른 제2 색상을 포함하는, 합성 부직 텍스타일.
항목 145. 항목 140 내지 144 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위 각각의 크기는 약 0.1mm 내지 약 1mm 범위인, 합성 부직 텍스타일.
항목 146. 항목 140 내지 145 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위의 인접한 결합 부위 사이의 거리가 약 0.5mm 내지 약 6mm 범위인, 합성 부직 텍스타일.
항목 147. 항목 140 내지 146 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 합성 부직 텍스타일.
항목 148. 항목 140 내지 항목 147 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
항목 149. 항목 148에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 제1 얽힘형 섬유 웨브의 섬유 및 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 합성 부직 텍스타일.
항목 150. 항목 140 내지 149 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나 이상을 포함하는, 합성 부직 텍스타일.
항목 151. 외측 표면 및 반대쪽 내측 표면을 갖는 비대칭면 합성 부직 의복 물품으로서, 적어도 부분적으로 외측 표면을 형성하는 제1 얽힘형 섬유 웨브로서, 외측 표면은 부직 의복 물품의 제1 위치에 배치된 복수의 제1 별개의 화학 결합 부위를 포함하고; 적어도 부분적으로 내측 표면을 형성하는 제2 얽힘형 섬유 웨브로서; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부와 얽힌, 비대칭면 합성 부직 의복 물품.
항목 152. 항목 151에 있어서, 별개의 화학 결합 부위가 내측면에 존재하지 않는, 부직 의복 물품.
항목 153. 항목 151 내지 152 중 어느 하나에 있어서, 외측 표면은 부직 의복 물품의 제2 위치에 위치하는 복수의 제2 별개의 화학 결합 부위를 더 포함하고, 제2 위치는 제1 위치와 상이한, 부직 의복 물품.
항목 154. 항목 153항에 있어서, 제1 위치에서의 복수의 제1 별개의 화학 결합 부위의 밀도는 제2 위치에서의 복수의 제2 별개의 화학 결합 부위의 밀도와 상이한, 부직 의복 물품.
항목 155. 항목 151 내지 154 중 어느 하나에 있어서, 복수의 별개의 제1 화학 결합 부위는 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제 및 이들의 조합을 조성적으로 포함하는, 부직 의복 물품.
항목 156. 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 합성 부직 텍스타일의 피니싱 방법으로서, 합성 부직 텍스타일은 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고, 제2 얽힘형 섬유 웨브의 섬유와 얽히고, 합성 부직 텍스타일의 제1 면에 소정의 패턴으로 화학 결합제를 도포하여 합성 부직 텍스타일의 제1 면에 복수의 별개의 화학 결합 부위를 생성하는 단계를 포함하는, 합성 부직 텍스타일의 피니싱 방법.
항목 157. 항목 156에 있어서, 화학 결합제는 로토 그라비어 공정을 사용하여 도포되는, 합성 부직 텍스타일의 피니싱 방법.
항목 158. 항목 156 내지 157 중 어느 하나에 있어서, 화학 결합제는 디지털 인쇄 공정을 사용하여 도포되는, 합성 부직 텍스타일의 피니싱 방법.
항목 159. 항목 156 내지 158 중 어느 하나에 있어서, 화학 결합제는 합성 부직 텍스타일의 제2 면에 도포되지 않는, 합성 부직 텍스타일의 피니싱 방법.
항목 160. 항목 156 내지 159 중 어느 하나에 있어서, 화학 결합제는 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제 및 이들의 조합을 조성적으로 포함하는, 합성 부직 텍스타일의 피니싱 방법.
항목 161. 항목 156 내지 160 중 어느 하나에 있어서, 화학 결합제는 약 0.1mm 내지 약 0.2mm 범위의 두께로 도포되는, 합성 부직 텍스타일의 피니싱 방법.
항목 162. 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있고; 복수의 별개의 열 결합 부위 각각은 제1 면과 제2 면 사이에 위치하는 열 결합 구조를 포함하는, 합성 부직 텍스타일.
항목 163. 항목 162항에 있어서, 각각의 열 결합 구조는 제1 면에 대하여 제2 면을 향하여 연장되는 방향으로 오프셋되고, 각각의 열 결합 구조는 제1 면을 향하여 연장되는 방향으로 제2 면에 대하여 오프셋되는, 합성 부직 텍스타일.
항목 164. 항목 163항에 있어서, 제1 면에 대한 오프셋의 제1 평균 깊이가 제2 면에 대한 오프셋의 제2 평균 깊이와 상이한, 합성 부직 텍스타일.
항목 165. 항목 162 내지 164 중 어느 하나에 있어서, 열 결합 구조의 각각은 적어도 제1 얽힘형 섬유 웨브의 섬유를 필름 형태로 포함하는, 합성 부직 텍스타일.
항목 166. 항목 162 내지 165 중 어느 하나에 있어서, 열 결합 구조의 각각은 필름 형태의 제2 얽힘형 섬유 웨브로부터의 섬유 및 필름 형태의 탄성중합체 층의 일부 중 하나 이상을 포함하는, 합성 부직 텍스타일.
항목 167. 항목 162 내지 166 중 어느 하나에 있어서, 인접한 별개의 열 결합 부위 사이의 거리가 적어도 제1 얽힘형 섬유 웨브의 섬유 길이보다 작은, 합성 부직 텍스타일.
항목 168. 항목 162 내지 167 중 어느 하나에 있어서, 합성 부직 텍스타일의 제1 면에 위치한 복수의 별개의 화학 결합 부위를 더 포함하는, 합성 부직 텍스타일.
항목 169. 항목 168에 있어서, 별개의 화학 결합 부위가 제2 면에 존재하지 않는, 합성 부직 텍스타일.
항목 170. 항목 168 내지 169 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위에서 적어도 제1 얽힘형 섬유 웨브의 섬유가 함께 접착되는, 합성 부직 텍스타일.
항목 171. 항목 168 내지 170 중 어느 하나에 있어서, 복수의 별개의 화학 결합 부위는 합성 부직 텍스타일의 제1 면상의 제1 위치에 배치되고, 복수의 별개의 열 결합 부위는 합성 부직 텍스타일의 제2 면상의 제2 위치에 배치되며, 제1 위치는 제2 위치와 상이한, 합성 부직 텍스타일.
항목 172. 항목 171에 있어서, 제1 위치는 제2 위치와 분리되고 구별되는, 합성 부직 텍스타일.
항목 173. 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있고; 복수의 제1 별개의 열 결합 부위로서 복수의 제1 별개의 열 결합 부위 각각은 제2 면을 향해 연장되는 방향으로 제1 면에 대해 제1 깊이만큼 오프셋되는 제1 열 결합 구조를 포함하고, 제1 열 결합 구조 각각은 필름 형태의 제1 얽힘형 섬유 웨브의 섬유를 포함하고; 및 복수의 제2 별개의 열 결합 부위로서 복수의 제2 별개의 열 결합 부위 각각은 제2 면을 향해 연장되는 방향으로 제2 면에 대해 제1 깊이와 다른 제2 깊이만큼 오프셋되는 제2 열 결합 구조를 포함하고, 제2 열 결합 구조 각각은 필름 형태의 제2 얽힘형 섬유 웨브의 섬유를 포함하는, 합성 부직 텍스타일.
항목 174. 항목 173항에 있어서, 제1 복수의 별개의 열 결합 부위는 복수의 제1 위치에 배치되고, 제2 복수의 별개의 열 결합 부위는 제1 위치와 상이한 복수의 제2 위치에 배치되는, 합성 부직 텍스타일.
항목 175. 항목 173 내지 174 중 어느 하나에 있어서, 제1 열 결합 구조물 각각은 제1 면을 향해 연장되는 방향으로 제2 면에 대하여 제3 깊이로 오프셋되고, 제3 깊이는 제1 깊이와 상이한, 합성 부직 텍스타일.
항목 176. 항목 173 내지 175 중 어느 하나에 있어서, 제2 열 결합 구조 각각은 제1 면을 향하여 연장되는 방향으로 제2 면에 대하여 제4 깊이로 오프셋되고, 제4 깊이는 제2 깊이와 상이한, 합성 부직 텍스타일.
항목 177. 항목 175 내지 176 중 어느 하나에 있어서, 제3 깊이는 제4 깊이와 상이한, 합성 부직 텍스타일.
항목 178. 항목 173 내지 177 중 어느 하나에 있어서, 제1 열 결합 구조 각각은 필름 형태의 제2 얽힘형 섬유 웨브로부터의 섬유를 더 포함하는, 합성 부직 텍스타일.
항목 179. 항목 173 내지 178 중 어느 하나에 있어서, 제2 열 결합 구조 각각은 필름 형태의 제1 얽힘형 섬유 웨브로부터의 섬유를 더 포함하는, 합성 부직 텍스타일.
항목 180. 항목 173 내지 179 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나 이상을 포함하는, 합성 부직 텍스타일.
항목 181. 항목 173 내지 180 중 어느 하나에 있어서, 제1 열 결합 구조 및 제2 열 결합 구조 각각은 필름 형태의 탄성중합체 층의 일부를 포함하는, 합성 부직 텍스타일.
항목 182. 적어도 부분적으로 외측 표면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 내측 표면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 외측 표면과 반대쪽 내측 표면을 갖는 부직 의복 물품으로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있고; 부직 의복 물품 상의 제1 위치에 배치된 복수의 제1 별개의 열 결합 부위로서 복수의 제1 별개의 열 결합 부위 각각은 내측 표면을 향해 연장되는 방향으로 외측 표면에 대해 상대적으로 오프셋되는 제1 열 결합 구조를 포함하며, 제1 열 결합 구조 각각은 필름 형태의 제1 얽힘형 섬유 웨브의 섬유를 포함하는, 부직 의복 물품.
항목 183. 항목 182에 있어서, 외부 측면은 부직 의복 물품의 제2 위치에 위치하는 제2 복수의 별개의 열 결합 부위를 더 포함하며, 제2 위치는 제1 위치와 상이한, 부직 의복 물품.
항목 184. 항목 183에 있어서, 제1 복수의 별개의 열 접착 부위의 밀도는 제2 복수의 별개의 열 접착 부위의 밀도와 상이한, 부직 의복 물품.
항목 185. 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 섬유의 제1 얽힘형 웨브; 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일의 피니싱 방법으로서, 복수의 별개의 열 결합 부위를 소정의 제1 패턴으로 형성하는 단계로서, 복수의 별개의 열 결합 부위 각각은 제2 면을 향해 연장되는 방향으로 제1 면에 대해 상대적으로 오프셋된 열 결합 구조를 포함하고, 열 결합 구조 각각은 적어도 제1 얽힘형 섬유 웨브의 섬유를 필름 형태로 포함하는 단계인 단계를 포함하는, 합성 부직 텍스타일의 피니싱 방법.
항목 186. 항목 185에 있어서, 복수의 별개의 열 결합 부위는 인상 롤러 및 초음파 혼을 포함하는 초음파 결합 시스템을 사용하여 형성되는, 합성 부직 텍스타일의 피니싱 방법.
항목 187. 항목 186에 있어서, 합성 부직 텍스타일의 제1 면이 인상 롤러와 접촉하고 합성 부직 텍스타일의 제2 면이 초음파 혼과 접촉하도록 합성 부직 텍스타일이 초음파 결합 시스템 내에 배치되는, 합성 부직 텍스타일의 피니싱 방법.
항목 188. 항목 186 중 어느 하나에 있어서, 합성 부직 텍스타일의 제1 면이 인상 롤러와 접촉하고 합성 부직 텍스타일의 제2 면이 초음파 혼과 접촉하도록 합성 부직 텍스타일이 초음파 결합 시스템 내에 배치되는, 합성 부직 텍스타일의 피니싱 방법.
항목 189. 항목 185 내지 188 중 어느 하나에 있어서, 합성 부직 텍스타일의 제1 면에 소정의 제2 패턴으로 화학 결합제를 도포하여 합성 부직 텍스타일의 제1 면에 복수의 별개의 화학 결합 부위를 생성하는 것을 더 포함하는, 합성 부직 텍스타일의 피니싱 방법.
항목 190. 항목 189항에 있어서, 소정의 제2 패턴은 소정의 제1 패턴과 상이한, 합성 부직 텍스타일의 피니싱 방법.
항목 191. 항목 189 내지 190 중 어느 하나에 있어서, 화학 결합제는 합성 부직 텍스타일의 제2 면에 도포되지 않는, 합성 부직 텍스타일의 피니싱 방법.
항목 192. 항목 189 내지 191 중 어느 하나에 있어서, 화학 결합제는 복수의 별개의 열 결합 부위가 형성되기 전에 도포되는, 합성 부직 텍스타일의 피니싱 방법.
항목 193. 항목 189 내지 191 중 어느 하나에 있어서, 화학 결합제는 복수의 별개의 열 결합 부위가 형성된 후에 도포되는, 합성 부직 텍스타일의 피니싱 방법.
항목 194. 제1 기계적 얽힘 단계에서, 제1 섬유 웨브의 제1 면으로부터 제1 섬유 웨브의 반대쪽 제2 면을 향해 연장되는 방향으로 제1 섬유 웨브의 복수의 섬유를 기계적으로 얽히는 단계; 제1 기계적 얽힘 단계에 이어서, 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하여, 탄성중합체 층이 제1 섬유 웨브의 제1 면에 인접하도록 배치하는 단계; 제2 기계적 얽힘 단계에서, 제1 섬유 웨브의 복수의 섬유와 제2 섬유 웨브의 복수의 섬유를 기계적으로 얽혀서, 제1 섬유 웨브가 제1 얽힘형 섬유 웨브가 되고 제2 섬유 웨브가 제2 얽힘형 섬유 웨브가 되도록 하는 단계; 및 제2 기계적 얽힘 단계에 이어서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부 및 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계를 포함하는, 합성 부직 텍스타일의 제조 방법.
항목 195. 항목 194항에 있어서, 제2 기계적 얽힘 단계에 이어서, 제1 섬유 웨브의 제2 면이 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는, 합성 부직 텍스타일의 제조 방법.
항목 196. 항목 195항에 있어서, 합성 부직 텍스타일로 의복 물품을 형성하는 단계를 더 포함하며, 합성 부직 텍스타일의 제1 면은 의복 물품의 외측 표면을 형성하는 단계인, 합성 부직 텍스타일의 제조 방법.
항목 197. 항목 194 내지 196 중 어느 하나에 있어서, 제2 기계적 얽힘 단계 이전의 제1 섬유 웨브의 스티치 밀도가 제2 기계적 얽힘 단계 이전의 제2 섬유 웨브의 스티치 밀도보다 큰, 합성 부직 텍스타일의 제조 방법.
항목 198. 항목 194 내지 197 중 어느 하나에 있어서, 제2 기계적 얽힘 단계 이전의 제1 섬유 웨브의 스티치 밀도는 제2 기계적 얽힘 단계 이전의 제2 섬유 웨브의 스티치 밀도의 적어도 두 배인, 합성 부직 텍스타일의 제조 방법.
항목 199. 적어도 부분적으로 제1 밀도의 섬유 말단 단부를 갖는 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제1 밀도는 제2 밀도보다 작은 제2 밀도의 섬유 말단 단부를 갖는 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일.
항목 200. 항목 199항에 있어서, 제1 면의 섬유 단부 단부는 제1 면으로부터 멀어지는 방향 및 합성 부직 텍스타일의 중심면으로부터 멀어지는 방향으로 연장되는, 합성 부직 텍스타일.
항목 201. 항목 199 내지 200 중 어느 하나에 있어서, 제2 면의 섬유 말단 단부는 제2 면으로부터 멀어지는 방향 및 합성 부직 텍스타일의 중심면으로부터 멀어지는 방향으로 연장되는, 합성 부직 텍스타일.
항목 202. 항목 199 내지 201 중 어느 하나에 있어서, 제1 면은 제1 밀도의 섬유 루프를 가지며, 제2 면은 제2 밀도의 섬유 루프를 가지며, 제1 밀도의 섬유 루프는 제2 밀도의 섬유 루프보다 큰, 합성 부직 텍스타일.
항목 203. 항목 199 내지 202 중 어느 하나에 있어서, 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 합성 부직 텍스타일.
항목 204. 항목 199 내지 항목 203 중 어느 하나에 있어서, 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
항목 205. 항목 204에 있어서, 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 제1 얽힘형 섬유 웨브의 섬유 및 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
항목 206. 항목 199 내지 205 중 어느 하나에 있어서, 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드 층 중 하나 이상을 포함하는, 합성 부직 텍스타일.
항목 207. 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 제1 얽힘형 섬유 웨브와 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 합성 부직 텍스타일로서, 제1 면은 제2 면에 비해 섬유 말단 단부의 밀도가 더 낮고, 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 제1 면과 반대쪽 제2 면을 갖는, 합성 부직 텍스타일.
항목 208. 항목 207항에 있어서, 제1 면의 섬유 말단 단부는 제1 면으로부터 멀어지는 방향 및 합성 부직 텍스타일의 중심면으로부터 멀어지는 방향으로 연장되는, 합성 부직 텍스타일.
항목 209. 항목 207 내지 208 중 어느 하나에 있어서, 제2 면의 섬유 말단 단부는 제2 면으로부터 멀어지는 방향 및 합성 부직 텍스타일의 중심면으로부터 멀어지는 방향으로 연장되는, 합성 부직 텍스타일.
항목 210. 제207 내지 제209 중 어느 하나에 있어서, 제1 면은 제2 면에 비해 더 큰 밀도의 섬유 루프를 포함하는, 합성 부직 텍스타일.
본원 개시의 양태들은 제한적이기 보다는 예시적인 의도로 설명되었다. 그 범위를 벗어나지 않는 대안의 양태들은 당업자에게 명백해질 것이다. 통상의 기술자라면 본원 개시의 범위에서 벗어나지 않으면서 전술한 개선예들을 구현하는 대안의 수단을 개발할 수 있다.
특정 특징들 및 하위 조합들은 유용하고, 다른 특징들 및 하위 조합들을 참조하지 않고도 채용될 수 있으며, 청구범위의 범위에서 고려되는 것으로 이해될 것이다. 다양한 도면들에 열거된 모든 단계는 설명한 특성 순서로 수행되지 않아도 된다.
Claims (120)
- 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브(web)로서, 상기 제1 면은 복수의 별개의 화학 결합 부위를 포함하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고, 상기 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
- 제1항에 있어서, 상기 별개의 화학 결합 부위가 상기 제2 면에 존재하지 않는, 합성 부직 텍스타일.
- 제1항 내지 제2항 중 어느 한 항에 있어서, 상기 복수의 별개의 화학 결합 부위는 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제 및 이들의 조합을 조성적으로 포함하는, 합성 부직 텍스타일.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 복수의 별개의 화학 결합 부위에서 적어도 상기 제1 얽힘형 섬유 웨브의 섬유가 함께 접착되는, 합성 부직 텍스타일.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 제1 면이 제1 색상을 포함하고 상기 복수의 별개의 화학 결합 부위가 상기 제1 색상과 다른 제2 색상을 포함하는, 합성 부직 텍스타일.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 복수의 별개의 화학 결합 부위 각각의 크기는 약 0.1mm 내지 약 1mm 범위인, 합성 부직 텍스타일.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 복수의 별개의 화학 결합 부위의 인접한 결합 부위 사이의 거리는 약 0.5mm 내지 약 6mm 범위인, 합성 부직 텍스타일.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
- 제9항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 제1 얽힘형 섬유 웨브의 섬유 및 상기 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 탄성중합체 층은 열가소성 폴리우레탄 멜트블로운(meltblown) 층 또는 열가소성 폴리에테르 에스테르 탄성체 스펀본드(spunbond) 층 중 하나 이상을 포함하는, 합성 부직 텍스타일.
- 적어도 부분적으로 외측 표면을 형성하는 제1 얽힘형 섬유 웨브로서, 상기 외측 표면은 부직 의복 물품의 제1 위치에 배치된 복수의 제1 별개의 화학 결합 부위를 포함하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 내측 표면을 형성하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 외측 표면 및 반대쪽 내측 표면을 갖는 부직 의복 물품으로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부와 얽힌, 부직 의복 물품.
- 제12항에 있어서, 상기 별개의 화학 결합 부위가 상기 내측 표면에 존재하지 않는, 부직 의복 물품.
- 제12항 내지 제13항 중 어느 한 항에 있어서, 상기 외측 표면은 상기 부직 의복의 제2 위치에 위치하는 복수의 제2 별개의 화학 결합 부위를 더 포함하고, 상기 제2 위치는 상기 제1 위치와 상이한, 부직 의복 물품.
- 제14항에 있어서, 상기 복수의 제1 별개의 화학 접착 부위의 밀도는 상기 복수의 제2 별개의 화학 접착 부위의 밀도와 상이한, 부직 의복 물품.
- 제12항 내지 제15항 중 어느 한 항에 있어서, 상기 복수의 제1 별개의 화학 결합 부위는 폴리우레탄 결합제의 유성 분산액, 실리카를 함유하는 분산액 내의 폴리우레탄 결합제 및 이들의 조합을 조성적으로 포함하는, 부직 의복 물품.
- 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 합성 부직 텍스타일의 피니싱 방법으로서, 상기 합성 부직 텍스타일은 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고, 상기 제2 얽힘형 섬유 웨브의 섬유와 얽히고, 상기 합성 부직 텍스타일의 상기 제1 면에 미리 정해놓은 패턴으로 화학 결합제를 도포하여 상기 합성 부직 텍스타일의 제1 면에 복수의 별개의 화학 결합 부위를 생성하는 단계를 포함하는, 합성 부직 텍스타일의 피니싱 방법.
- 제17항에 있어서, 상기 화학 결합제는 로토 그라비어 공정을 사용하여 도포되는, 합성 부직 텍스타일의 피니싱 방법.
- 제17항 또는 제18항에 있어서, 상기 화학 결합제는 디지털 인쇄 공정을 사용하여 도포되는, 합성 부직 텍스타일의 피니싱 방법.
- 제17항 내지 제19항 중 어느 한 항에 있어서, 상기 화학 결합제는 합성 부직 텍스타일의 제2 면에 도포되지 않는, 합성 부직 텍스타일의 피니싱 방법.
- 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있고; 복수의 별개의 열 결합 부위 각각은 상기 제1 면과 상기 제2 면 사이에 위치하는 열 결합 구조를 포함하고, 상기 제1 얽힘형 섬유 웨브의 섬유가 각각의 제1 열 결합 구조로부터 연장되는, 합성 부직 텍스타일.
- 제21항에 있어서, 상기 각각의 열 결합 구조는 상기 제1 면에 대하여 상기 제2 면을 향하여 연장되는 방향으로 오프셋되고, 상기 각각의 열 결합 구조는 상기 제1 면을 향하여 연장되는 방향으로 상기 제2 면에 대하여 오프셋되는, 합성 부직 텍스타일.
- 제21항 또는 제22항에 있어서, 제1 면에 대한 오프셋의 제1 평균 깊이가 제2 면에 대한 오프셋의 제2 평균 깊이와 상이한, 합성 부직 텍스타일.
- 제21항 내지 제23항 중 어느 한 항에 있어서, 상기 각각의 열 결합 구조는 적어도 상기 제1 얽힘형 섬유 웨브의 섬유를 필름 형태로 포함하는, 합성 부직 텍스타일.
- 제21항 내지 제24항 중 어느 한 항에 있어서, 상기 각각의 열 결합 구조는 필름 형태의 상기 제2 얽힘형 섬유 웨브의 섬유 및 필름 형태의 탄성중합체 층의 일부 중 하나 이상을 포함하는, 합성 부직 텍스타일.
- 제21항 내지 제25항 중 어느 한 항에 있어서, 인접한 상기 별개의 열 결합 부위 사이의 거리가 적어도 상기 제1 얽힘형 섬유 웨브의 섬유 길이보다 작은, 합성 부직 텍스타일.
- 적어도 부분적으로 외측 표면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 내측 표면을 형성하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 외측 표면과 반대쪽 내측 표면을 갖는 부직 의복 물품으로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부와 얽혀 있고; 부직 의복 물품 상의 제1 위치에 배치된 복수의 제1 별개의 열 결합 부위로서 상기 복수의 제1 별개의 열 결합 부위 각각은 내측 표면을 향해 연장되는 방향으로 외측 표면에 대해 상대적으로 오프셋되는 제1 열 결합 구조를 포함하며, 상기 제1 열 결합 구조 각각은 필름 형태의 제1 얽힘형 섬유 웨브의 섬유를 포함하는, 부직 의복 물품.
- 제27항에 있어서, 상기 외측 표면은 상기 부직 의복 물품의 제2 위치에 위치하는 복수의 제2 별개의 열 결합 부위를 더 포함하며, 상기 제2 위치는 상기 제1 위치와 상이한, 부직 의복 물품.
- 제28항에 있어서, 상기 제1 복수의 별개의 열 결합 부위의 밀도는 상기 복수의 제2 별개의 열 결합 부위의 밀도와 상이한, 부직 의복 물품.
- 제27항 내지 제29항 중 어느 한 항에 있어서, 상기 제1 열 결합 구조의 외측 표면에 대한 오프셋의 제1 평균 깊이가 상기 제1 열 결합 구조의 내측 표면에 대한 제2 평균 오프셋의 깊이와 상이한, 부직 의복 물품.
- 제27항 내지 제30항 중 어느 한 항에 있어서, 상기 제1 얽힘형 섬유 웨브의 섬유가 각각의 제1 열 결합 구조로부터 연장되는, 부직 의복 물품.
- 제27항 내지 제31항 중 어느 한 항에 있어서, 상기 각각의 제1 열 결합 구조는 필름 형태의 제2 얽힘형 섬유 웨브의 섬유 및 필름 형태의 탄성중합체 층의 일부 중 하나 이상을 포함하는, 부직 의복 물품.
- 제27항 내지 제32항 중 어느 한 항에 있어서, 상기 복수의 제1 별개의 열 결합 부위의 인접한 별개의 열 결합 부위 사이의 거리가 적어도 상기 제1 얽힘형 섬유 웨브의 섬유의 길이보다 작은, 부직 의복 물품.
- 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 섬유의 제1 얽힘형 웨브; 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일의 피니싱 방법으로서, 복수의 별개의 열 결합 부위를 미리 정해놓은 제1 패턴으로 형성하는 단계로서, 상기 복수의 별개의 열 결합 부위 각각은 제2 면을 향해 연장되는 방향으로 제1 면에 대해 상대적으로 오프셋된 열 결합 구조를 포함하고, 상기 열 결합 구조 각각은 적어도 제1 얽힘형 섬유 웨브의 섬유를 필름 형태로 포함하는 것인 단계를 포함하는, 합성 부직 텍스타일의 피니싱 방법.
- 제34항에 있어서, 상기 복수의 별개의 열 결합 부위는 인상 롤러 및 초음파 혼을 포함하는 초음파 결합 시스템을 사용하여 형성되는, 합성 부직 텍스타일의 피니싱 방법.
- 제35항에 있어서, 상기 합성 부직 텍스타일의 제1 면이 인상 롤러와 접촉하고 상기 합성 부직 텍스타일의 제2 면이 초음파 혼과 접촉하도록 상기 합성 부직 텍스타일이 초음파 결합 시스템 내에 배치되는, 합성 부직 텍스타일의 피니싱 방법.
- 제35항에 있어서, 상기 합성 부직 텍스타일의 제2 면이 인상 롤러와 접촉하고 상기 합성 부직 텍스타일의 제1 면이 초음파 혼과 접촉하도록 상기 합성 부직 텍스타일이 초음파 결합 시스템 내에 배치되는, 합성 부직 텍스타일의 피니싱 방법.
- 제34항 내지 제37항 중 어느 한 항에 있어서, 상기 제1 얽힘형 섬유 웨브의 섬유는 각각의 열 결합 구조로부터 연장되는, 합성 부직 텍스타일의 피니싱 방법.
- 제34항 내지 제38항 중 어느 한 항에 있어서, 상기 각각의 열 결합 구조는 상기 제1 면을 향해 연장되는 방향으로 제2 면에 대하여 오프셋되는, 합성 부직 텍스타일의 피니싱 방법.
- 제39항에 있어서, 제1 면에 대한 오프셋의 제1 평균 깊이가 제2 면에 대한 오프셋의 제2 평균 깊이와 상이한, 합성 부직 텍스타일의 피니싱 방법.
- 제1 데니어를 갖는 cm2당 제1 개수의 섬유 및 제2 데니어를 갖는 cm2당 제2 개수의 섬유를 갖는 제1 얽힘형 섬유 웨브로서, 상기 제1 데니어 및 상기 제2 데니어의 비율은 약 1.5:1 내지 약 2:1의 범위이고, 상기 제1 얽힘형 섬유 웨브는 적어도 부분적으로 제1 면을 형성하는, 제1 얽힘형 섬유 웨브; 제3 데니어를 갖는 cm2당 제3 개수의 섬유 및 제4 데니어를 갖는 cm2당 제4 개수의 섬유를 갖는 제2 얽힘형 섬유 웨브로서, 상기 제3 데니어 및 상기 제4 데니어의 비율은 약 0.3:1 내지 약 0.7:1의 범위이고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 제2 면을 형성하는, 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 비대칭면 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
- 제41항에 있어서, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
- 제41항 또는 제42항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
- 제43항에 있어서, 상기 제3 얽힘형 섬유 웨브는 제5 데니어를 갖는 cm2당 제5 개수의 섬유 및 제6 데니어를 갖는 cm2당 제6 개수의 섬유를 갖고, 상기 제5 데니어와 제6 데니어의 비율은 약 1.5:1 내지 약 2:1 범위 내에 있는, 비대칭면 합성 부직 텍스타일.
- 제43항 내지 제44항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제1 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제43항 내지 제44항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제2 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제43항 내지 제46항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일.
- 제43항 내지 제47항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 제1 얽힘형 섬유 웨브의 섬유 및 상기 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
- 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제1 섬유 개수 및 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제2 섬유 개수를 갖는 제1 얽힘형 섬유 웨브로서, 상기 cm2당 제1 섬유 개수는 상기 cm2당 제2 섬유 개수보다 크고, 제1 얽힘형 섬유 웨브는 적어도 부분적으로 제1 면을 형성하는, 제1 얽힘형 섬유 웨브; 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제3 섬유 개수 및 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제4 섬유 개수를 갖는 제2 얽힘형 섬유 웨브로서, 상기 cm2당 제3 섬유 개수는 상기 cm2당 제4 섬유 개수보다 크고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 제2 면을 형성하는, 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 비대칭면 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
- 제49항에 있어서, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
- 제49항 또는 제50항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
- 제51항에 있어서, 상기 제3 얽힘형 섬유 웨브는 약 1.2D 내지 약 3.5D의 데니어를 갖는 cm2당 제5 섬유 개수 및 약 0.6D 내지 약 1D의 데니어를 갖는 cm2당 제6 섬유 개수를 포함하며, 상기 cm2당 제5 섬유 개수는 상기 cm2당 제6 섬유 개수보다 큰, 비대칭면 합성 부직 텍스타일.
- 제51항 또는 제52항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제1 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제51항 또는 제52항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제2 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제51항 내지 제54항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일.
- 제51항 내지 제55항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 제1 얽힘형 섬유 웨브의 섬유 및 상기 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
- 약 1.2D 내지 약 3.5D의 데니어를 갖는 제1 섬유 웨브 및 약 0.6D 내지 약 1D의 데니어를 갖는 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계; 및 상기 제1 섬유 웨브의 복수의 섬유와 상기 제2 섬유 웨브의 복수의 섬유를 기계적으로 얽히게 하여, 상기 제1 섬유 웨브가 상기 제1 얽힘형 섬유 웨브가 되도록 하고 상기 제2 섬유 웨브가 상기 제2 얽힘형 섬유 웨브가 되도록 하는 기계적 얽힘 단계를 포함하는 비대칭면 합성 부직 텍스타일의 제조 방법으로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부 및 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계가 상기 기계적 얽힘 단계에 후속되고, 및 상기 제1 얽힘형 섬유 웨브는 적어도 부분적으로 상기 비대칭면 합성 부직 텍스타일의 제1 면을 형성하고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 상기 비대칭면 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제57항에 있어서, 상기 제1 섬유 웨브의 복수의 섬유와 상기 제2 섬유 웨브의 복수의 섬유를 기계적으로 얽히게 하기 전에, 상기 제1 섬유 웨브와 상기 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 상기 제3 섬유 웨브가 제3 얽힘형 섬유 웨브가 되도록 상기 제3 섬유 웨브의 복수의 섬유를 상기 제1 섬유 웨브의 섬유 및 상기 제2 섬유 웨브의 섬유와 기계적으로 얽게 하는 단계를 더 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제58항에 있어서, 상기 제3 섬유 웨브는 약 1.2D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제58항 또는 제59항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 적어도 부분적으로 제1 면을 형성하는 제1 얽힘형 섬유 웨브; 적어도 부분적으로 제2 면을 형성하는 제2 얽힘형 섬유 웨브로서, 제2 얽힘형 섬유 웨브 내의 섬유의 적어도 일부는 실리콘 코팅 섬유를 포함하는 제2 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 탄성중합체 층을 포함하는, 제1 면과 반대쪽 제2 면을 갖는 합성 부직 텍스타일로서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
- 제61항에 있어서, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브의 섬유와 얽힌, 합성 부직 텍스타일.
- 제61항 또는 제62항에 있어서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일.
- 제61항 내지 제63항 중 어느 한 항에 있어서, 상기 제2 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수가 상기 제1 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수보다 큰, 합성 부직 텍스타일.
- 제61항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하고, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브 및 상기 제2 얽힘형 섬유 웨브 중 하나 이상의 섬유와 얽힌, 합성 부직 텍스타일.
- 제65항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유의 적어도 일부가 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일.
- 제65항 또는 제66항에 있어서, 상기 제3 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수가 상기 제2 얽힘형 섬유 웨브의 cm2당 실리콘 코팅 섬유의 수보다 적은, 합성 부직 텍스타일.
- 둘 이상의 얽힘형 섬유 웨브; 및 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 상기 둘 이상의 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고, 상기 합성 부직 텍스타일의 약 10중량% 내지 약 25중량%가 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일.
- 제68항에 있어서, 상기 둘 이상의 얽힘형 섬유 웨브는 적어도 부분적으로 합성 부직 텍스타일의 제1 면을 형성하는 제1 얽힘형 섬유 웨브 및 적어도 부분적으로 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는 제2 얽힘형 섬유 웨브를 포함하는, 합성 부직 텍스타일.
- 제69항에 있어서, 상기 탄성중합체 층은 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치되는, 합성 부직 텍스타일.
- 제68항 내지 제70항 중 어느 한 항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
- 제71항에 있어서, 상기 제3 얽힘형 섬유 웨브는 상기 제2 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 위치하는, 합성 부직 텍스타일.
- 합성 부직 텍스타일의 제조 방법으로서, 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계로서, 상기 제2 섬유 웨브의 약 10중량% 내지 약 100중량%가 실리콘 코팅 섬유를 포함하는 단계; 및 상기 제1 섬유 웨브의 섬유 중 적어도 일부와 상기 제2 섬유 웨브의 섬유 중 적어도 일부를 기계적으로 얽히게 하여, 상기 제1 섬유 웨브가 제1 얽힘형 섬유 웨브가 되고 제2 섬유 웨브가 제2 얽힘형 섬유 웨브가 되도록 하는 단계를 포함하고, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는 단계가 기계적 얽힘 단계에 후속되고, 및 상기 제1 얽힘형 섬유 웨브는 적어도 부분적으로 상기 합성 부직 텍스타일의 제1 면을 형성하고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 상기 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 합성 부직 텍스타일의 제조 방법.
- 제73항에 있어서, 상기 제1 섬유 웨브는 실리콘 코팅 섬유를 포함하지 않는, 합성 부직 텍스타일의 제조 방법.
- 제73항 또는 제74항에 있어서, 상기 실리콘 코팅 섬유는 폴리에틸렌 테레프탈레이트(PET) 실리콘 코팅 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
- 제73항 내지 제75항 중 어느 한 항에 있어서, 상기 제1 섬유 웨브의 섬유 중 적어도 일부와 상기 제2 섬유 웨브의 섬유 중 적어도 일부를 기계적으로 얽히게 하기 전에, 상기 제1 섬유 웨브와 상기 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 상기 제3 섬유 웨브의 섬유 중 적어도 일부를 상기 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유와 기계적으로 얽히게 하여 상기 제3 섬유 웨브가 제3 얽힘형 섬유 웨브가 되도록 하는 단계를 더 포함하는, 합성 부직 텍스타일의 제조 방법.
- 제76항에 있어서, 상기 제3 섬유 웨브는 상기 제2 섬유 웨브와 탄성중합체 층 사이에 위치하는, 합성 부직 텍스타일의 제조 방법.
- 제76항 내지 제77항 중 어느 한 항에 있어서, 제3 섬유 웨브는 실리콘 코팅 섬유를 포함하지 않는, 합성 부직 텍스타일의 제조 방법.
- 제76항 내지 제78항 중 어느 한 항에 있어서, 제3 섬유 웨브는 폴리에틸렌-테레프탈레이트(PET) 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
- 제73항 내지 제79항 중 어느 한 항에 있어서, 제1 섬유 웨브는 폴리에틸렌-테레프탈레이트(PET) 섬유를 포함하는, 합성 부직 텍스타일의 제조 방법.
- 적어도 하나의 섬유 웨브와 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 평방미터당 약 40그램에서 약 250그램의 기본 중량; 약 55RCT에서 약 90RCT까지의 열 저항; 정지 길이의 약 10% 이하인 기계 방향으로의 성장; 정지 폭의 약 10% 이하인 기계 횡 방향으로의 성장; 그리고 기계 방향과 기계 횡 방향 모두에서 정지 길이 및 정지 폭의 약 10% 이내의 회복을 갖는, 합성 부직 텍스타일.
- 제81항에 있어서, 상기 기본 중량은 약 150gsm 내지 약 190gsm인, 합성 부직 텍스타일.
- 제81항 또는 제82항에 있어서, 상기 적어도 하나의 섬유 웨브는 적어도 제1 얽힘형 섬유 웨브, 제2 얽힘형 섬유 웨브를 포함하며, 상기 탄성중합체 층은 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는, 합성 부직 텍스타일.
- 제83항에 있어서, 상기 적어도 하나의 섬유 웨브는 상기 제2 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
- 제83항 또는 제84항에 있어서, 상기 제1 얽힘형 섬유 웨브는 적어도 부분적으로 상기 합성 부직 텍스타일의 제1 면을 형성하고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 상기 합성 부직 텍스타일의 반대쪽 제2 면을 형성하는, 합성 부직 텍스타일.
- 제83항 내지 제85항 중 어느 한 항에 있어서, 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부 및 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되는, 합성 부직 텍스타일.
- 제81항 내지 제86항 중 어느 한 항에 있어서, 두께가 약 1.5mm 내지 약 3mm인 것을 더 포함하는, 합성 부직 텍스타일.
- 제81항 내지 제87항 중 어느 한 항에 있어서, 약 0.1Kgf 내지 약 0.4Kgf의 강성을 더 갖는, 합성 부직 텍스타일.
- 적어도 하나의 섬유 웨브와 탄성중합체 층을 포함하는 합성 부직 텍스타일로서, 약 1.5mm 내지 약 3mm의 두께; 약 55RCT 내지 약 90RCT의 열 저항; 정지 길이의 약 10% 이하인 기계 방향으로의 성장; 정지 폭의 약 10% 이하인 기계 횡 방향으로의 성장; 그리고 기계 방향과 기계 횡 방향 모두에서 정지 길이 및 정지 폭의 약 10% 이내의 회복을 갖는, 합성 부직 텍스타일.
- 제89항에 있어서, 평방미터당 약 40그램(gsm)에서 약 250그램 사이의 기본 중량을 더 갖는, 합성 부직 텍스타일.
- 제90항에 있어서, 상기 기본 중량은 약 150gsm 내지 약 190gsm인, 합성 부직 텍스타일.
- 제89 내지 제91항 중 어느 한 항에 있어서, 약 0.1Kgf 내지 약 0.4Kgf의 강성을 더 갖는, 합성 부직 텍스타일.
- 제89항 내지 제92항 중 어느 한 항에 있어서, 상기 적어도 하나의 섬유 웨브는 적어도 제1 얽힘형 섬유 웨브 및 제2 얽힘형 섬유 웨브를 포함하며, 상기 탄성중합체 층은 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는, 합성 부직 텍스타일.
- 제93항에 있어서, 상기 적어도 하나의 섬유 웨브가 상기 제1 얽힘형 섬유 웨브와 상기 탄성중합체 층 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 합성 부직 텍스타일.
- 적어도 제1 섬유 웨브와 제2 섬유 웨브 사이에 탄성중합체 층을 배치하는 단계; 기본 중량이 평방 미터당 약 40그램(gsm)에서 약 250gsm 사이이고 열 저항이 약 55RCT에서 약 90RCT 사이인 합성 부직 텍스타일을 생성하기 위한 얽힘 파라미터를 선택하는 단계; 및 선택된 얽힘 파라미터에 따라 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유를 기계적으로 얽는 단계를 포함하는, 합성 부직 텍스타일의 제조 방법.
- 제95항에 있어서, 기계적 얽힘 단계 이전에 제1 섬유 웨브와 제2 섬유 웨브 사이에 제3 섬유 웨브를 배치하는 단계; 및 선택된 얽힘 파라미터에 따라 제3 섬유 웨브의 섬유를 제1 섬유 웨브의 섬유 및 제2 섬유 웨브의 섬유와 기계적으로 얽히게 하는 단계를 더 포함하는, 합성 부직 텍스타일의 제조 방법.
- 제96항에 있어서, 탄성중합체 층, 제1 섬유 웨브, 제2 섬유 웨브 및 제3 섬유 웨브 각각의 기준 중량은 평방 미터당 약 20그램(gsm)에서 약 150gsm인, 합성 부직 텍스타일의 제조 방법.
- 제95항 내지 제97항 중 어느 한 항에 있어서, 상기 얽힘 파라미터는 약 0.1Kgf 내지 약 0.4Kgf의 강성을 달성하도록 추가로 선택되는, 합성 부직 텍스타일의 제조 방법.
- 제95항 내지 제98항 중 어느 한 항에 있어서, 상기 얽힘 파라미터는 약 1.5mm 내지 약 3mm의 두께를 달성하도록 추가로 선택되는, 합성 부직 텍스타일의 제조 방법.
- 제95항 내지 제99항 중 어느 한 항에 있어서, 상기 제1 섬유 웨브의 섬유 중 적어도 일부 및 상기 제2 섬유 웨브의 섬유 중 적어도 일부가 기계적 얽힘 단계에 이어 상기 탄성중합체 층을 통해 연장되는, 합성 부직 텍스타일의 제조 방법.
- 비대칭면 합성 부직 텍스타일로서, 적어도 부분적으로는 제1 얽힘형 섬유 웨브로부터 형성된 제1 면으로서, 제1 색상 특성 및 상기 제1 색상 특성과 다른 제2 색상 특성을 갖는 제1 면; 적어도 부분적으로는 제2 얽힘형 섬유 웨브로부터 형성된 반대쪽 제2 면으로서, 제1 색상 특성 및 제2 색상 특성을 갖는 제2 면; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 탄성중합체 층을 포함하고, 상기 제2 색상 특성을 갖는 섬유가 제1 면 또는 제2 면 중 하나에서 반대쪽 면에 비해 단위 면적당 더 많은 개수로 존재하고; 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고, 상기 제2 얽힘형 섬유 웨브의 섬유와 얽혀 있으며, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부는 상기 탄성중합체 층을 통해 연장되고 상기 제1 얽힘형 섬유 웨브의 섬유와 얽혀 있는, 비대칭면 합성 부직 텍스타일.
- 제101항에 있어서, 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 배치된 제3 얽힘형 섬유 웨브를 더 포함하는, 비대칭면 합성 부직 텍스타일.
- 제102항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제102항 또는 제103항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 탄성중합체 층을 통해 연장되고 상기 제2 얽힘형 섬유 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
- 제102항 내지 제104항 중 어느 한 항에 있어서, 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 제1 얽힘형 섬유 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
- 제101항 내지 제105항 중 어느 한 항에 있어서, 상기 탄성중합체 층은 제1 색상 특성을 갖는, 비대칭면 합성 부직 텍스타일.
- 적어도 부분적으로는 제1 얽힘형 섬유 웨브로부터 형성된 제1 면으로서, 제1 색상 특성 및 상기 제1 색상 특성과 다른 제2 색상 특성을 갖는 제1 면; 적어도 부분적으로는 제2 얽힘형 섬유 웨브로부터 형성된 반대쪽 제2 면으로서, 제1 색상 특성 및 제2 색상 특성을 갖는 제2 면; 상기 제1 얽힘형 섬유 웨브 및 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 제3 얽힘형 섬유 웨브; 및 상기 제1 얽힘형 섬유 웨브와 상기 제2 얽힘형 섬유 웨브 사이에 위치하는 탄성중합체 층을 포함하는, 비대칭면 합성 부직 텍스타일로서, 상기 제2 색상 특성을 갖는 섬유가 제1 면 또는 제2 면 중 하나에서 반대쪽 면에 비해 단위 면적당 더 많은 개수로 존재하고; 상기 제1 얽힘형 섬유 웨브의 섬유 중 적어도 일부, 상기 제2 얽힘형 섬유 웨브의 섬유 중 적어도 일부, 및 상기 제3 얽힘형 섬유 웨브의 섬유 중 적어도 일부가 상기 탄성중합체 층을 통해 연장되고, 각각의 다른 얽힘형 웨브의 섬유와 얽힌, 비대칭면 합성 부직 텍스타일.
- 제107항에 있어서, 상기 제3 얽힘형 섬유 웨브가 상기 제2 얽힘형 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일.
- 제1 색상 속성을 갖는 제1 섬유 웨브와 제1 색상 속성을 갖는 제2 섬유 웨브 사이에 제2 색상 속성을 갖는 제3 섬유 웨브를 배치하는 단계; 제1 색상 속성을 갖는 탄성중합체 층을 제1 섬유 웨브와 제2 섬유 웨브 사이에 배치하는 단계; 제1 섬유 개수의 제3 섬유 웨브의 섬유를 제1 섬유 웨브의 섬유 중 적어도 일부와 기계적으로 얽고, 제2 섬유 개수의 제3 섬유 웨브의 섬유를 제2 섬유 웨브의 섬유 중 적어도 일부와 기계적으로 얽는 단계를 포함하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항에 있어서, 상기 제3 섬유 웨브는 상기 제2 섬유 웨브와 탄성중합체 층 사이에 위치하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제110항 중 어느 한 항에 있어서, 상기 제3 섬유 웨브의 섬유는 약 1.2D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제111항 중 어느 한 항에 있어서, 상기 제1 섬유 웨브의 섬유는 약 1.2D 내지 약 3.5D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제112항 중 어느 한 항에 있어서, 상기 제2 섬유 웨브의 섬유는 약 0.6D 내지 약 1D의 데니어를 갖는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제113항 중 어느 한 항에 있어서, 상기 제1 섬유 웨브, 제2 섬유 웨브 및 제3 섬유 웨브 각각의 섬유는 제1 섬유 웨브의 섬유가 제1 색상 특성을 가지도록, 제2 섬유 웨브의 섬유가 제1 색상 특성을 가지도록, 그리고 제3 섬유 웨브의 섬유가 제2 색상 특성을 갖도록 도핑 염색되는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제114항 중 어느 한 항에 있어서, 상기 제1 섬유 웨브, 상기 제2 섬유 웨브 및 상기 제3 섬유 웨브 각각의 섬유는 폴리에틸렌 테레프탈레이트(PET) 섬유인, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제115항 중 어느 한 항에 있어서, 상기 비대칭면 합성 부직 텍스타일은 조각 염색되지 않는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제109항 내지 제116항 중 어느 한 항에 있어서, 상기 기계적 얽힘은 니들 펀칭을 포함하는, 비대칭면 합성 부직 텍스타일 제조 방법.
- 제109항 내지 제117항 중 어느 한 항에 있어서, 상기 기계적 얽힘 단계 이후에, 상기 제1 섬유 웨브는 제1 스티치 밀도를 갖는 제1 얽힘형 섬유 웨브가 되고, 상기 제2 섬유 웨브는 상기 제1 스티치 밀도보다 작은 제2 스티치 밀도를 갖는 제2 얽힘형 섬유 웨브가 되는, 비대칭면 합성 부직 텍스타일 제조 방법.
- 제118항에 있어서, 상기 제1 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제1 면을 형성하고, 상기 제2 얽힘형 섬유 웨브는 적어도 부분적으로 비대칭면 합성 부직 텍스타일의 제2 면을 형성하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
- 제119항에 있어서, 상기 기계적 얽힘 단계 이후에, 상기 제1 면은 제1 색상 특성 및 제2 색상 특성을 가지며, 상기 제2 면은 제1 색상 특성 및 제2 색상 특성을 가지며, 상기 제2 색상 특성을 갖는 섬유가 상기 제1 면 또는 제2 면 중 하나에서 반대쪽 면에 비해 단위 면적당 더 많은 개수로 존재하는, 비대칭면 합성 부직 텍스타일의 제조 방법.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202063108042P | 2020-10-30 | 2020-10-30 | |
| US63/108,042 | 2020-10-30 | ||
| US202063125720P | 2020-12-15 | 2020-12-15 | |
| US63/125,720 | 2020-12-15 | ||
| US202163218070P | 2021-07-02 | 2021-07-02 | |
| US63/218,070 | 2021-07-02 | ||
| PCT/US2021/055822 WO2022093594A2 (en) | 2020-10-30 | 2021-10-20 | Asymmetric faced composite nonwoven textile and methods of manufacturing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230097123A true KR20230097123A (ko) | 2023-06-30 |
Family
ID=81379832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237018070A KR20230097123A (ko) | 2020-10-30 | 2021-10-20 | 비대칭면 합성 부직 텍스타일 및 그 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (6) | US20220136157A1 (ko) |
| EP (5) | EP4338950A2 (ko) |
| JP (1) | JP2023551364A (ko) |
| KR (1) | KR20230097123A (ko) |
| CN (12) | CN217556435U (ko) |
| CA (1) | CA3199781A1 (ko) |
| MX (1) | MX2023005052A (ko) |
| TW (7) | TWI811827B (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4338950A2 (en) * | 2020-10-30 | 2024-03-20 | NIKE Innovate C.V. | Asymmetric faced composite nonwoven textile and methods of manufacturing the same |
| WO2024049958A1 (en) * | 2022-08-31 | 2024-03-07 | Nike Innovate C.V. | Garment with composite nonwoven textile |
Family Cites Families (84)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1560815A1 (de) * | 1964-01-04 | 1969-10-02 | Schuller Gmbh Glaswerk | Vlies aus Stapelfasern aus Glas oder anderen mineralischen Stoffen |
| US3435500A (en) * | 1964-10-14 | 1969-04-01 | Xerox Corp | Pressure roll and method of manufacturing |
| GB1133312A (en) * | 1965-11-15 | 1968-11-13 | Du Pont | Nonwoven fibrous sheet |
| US3476626A (en) * | 1968-05-29 | 1969-11-04 | West Point Pepperell Inc | Method of making a needled composite sheet |
| FR2437935A1 (fr) * | 1978-10-05 | 1980-04-30 | Bouhaniche Marc | Piece composite de materiaux souples et son procede de fabrication |
| JPS5929157A (ja) * | 1982-08-11 | 1984-02-16 | 東レ・ダウコーニング・シリコーン株式会社 | シリコーンエラストマー被覆布の製造方法 |
| JPS6131155A (ja) * | 1984-07-25 | 1986-02-13 | 花王株式会社 | 吸収性物品 |
| JP2534272B2 (ja) * | 1987-09-04 | 1996-09-11 | 株式会社クラレ | 多成分繊維絡合不織布の製造法 |
| US4970104A (en) * | 1988-03-18 | 1990-11-13 | Kimberly-Clark Corporation | Nonwoven material subjected to hydraulic jet treatment in spots |
| US4879170A (en) * | 1988-03-18 | 1989-11-07 | Kimberly-Clark Corporation | Nonwoven fibrous hydraulically entangled elastic coform material and method of formation thereof |
| CA2029491C (en) * | 1990-03-30 | 2001-12-18 | David C. Strack | Flat laminations of textiles and nonwoven elastomeric webs |
| US5393599A (en) * | 1992-01-24 | 1995-02-28 | Fiberweb North America, Inc. | Composite nonwoven fabrics |
| US5334446A (en) * | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
| US5382400A (en) * | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US6468931B1 (en) * | 1993-09-03 | 2002-10-22 | Fiberweb North America, Inc. | Multilayer thermally bonded nonwoven fabric |
| US5458944A (en) * | 1994-04-15 | 1995-10-17 | Fiberweb North America, Inc. | Stretchable tufted carpet and stretchable nonwoven carpet backing therefor |
| US5582907A (en) * | 1994-07-28 | 1996-12-10 | Pall Corporation | Melt-blown fibrous web |
| JP3358356B2 (ja) * | 1994-12-26 | 2002-12-16 | 王子製紙株式会社 | 開孔模様を有する複合不織布および複合不織布の製造方法 |
| FR2733520B1 (fr) * | 1995-04-26 | 1997-06-06 | Fiberweb Sodoca | Structure composite biodegradable non tisse/film |
| JP4128312B2 (ja) * | 1999-02-24 | 2008-07-30 | 株式会社クラレ | 表面立毛を有する皮革様シート |
| DE19917275B4 (de) * | 1999-04-16 | 2004-02-26 | Carl Freudenberg Kg | Reinigungstuch |
| US6306234B1 (en) * | 1999-10-01 | 2001-10-23 | Polymer Group Inc. | Nonwoven fabric exhibiting cross-direction extensibility and recovery |
| US20020039867A1 (en) * | 1999-12-21 | 2002-04-04 | The Procter & Gamble Company | Substance encapsulating laminate web |
| JP3927748B2 (ja) * | 2000-01-19 | 2007-06-13 | ユニ・チャーム株式会社 | 繊維シートのヒートシール方法およびヒートシール装置 |
| SE0001929L (sv) * | 2000-05-23 | 2001-12-21 | Christian Hoegfors | Förfarande för framställning av en härdplastinnehållande fiberbana, en sådan fiberbana, och en armerad härdplastkomposit innefattande fiberbanan |
| US6740385B2 (en) * | 2001-03-28 | 2004-05-25 | Bp Corporation North America Inc. | Tuftable and tufted fabrics |
| US6984276B2 (en) * | 2001-12-21 | 2006-01-10 | Invista North America S.Arl. | Method for preparing high bulk composite sheets |
| JP3625804B2 (ja) * | 2002-02-25 | 2005-03-02 | 花王株式会社 | 立体シート材料 |
| US6888046B2 (en) * | 2002-02-25 | 2005-05-03 | Kao Corporation | Topsheet for absorbent article |
| US20060035555A1 (en) * | 2004-06-22 | 2006-02-16 | Vasanthakumar Narayanan | Durable and fire resistant nonwoven composite fabric based military combat uniform garment |
| US20060057924A1 (en) * | 2004-09-10 | 2006-03-16 | Kenneth Cheng | Breathable elastic film and elastic nonwoven multilayer laminate and method for making same |
| US7390760B1 (en) * | 2004-11-02 | 2008-06-24 | Kimberly-Clark Worldwide, Inc. | Composite nanofiber materials and methods for making same |
| US20060128247A1 (en) * | 2004-12-14 | 2006-06-15 | Kimberly-Clark Worldwide, Inc. | Embossed nonwoven fabric |
| CN101166859B (zh) * | 2005-04-25 | 2010-09-29 | 花王株式会社 | 伸缩性无纺布及其制造方法 |
| WO2006127781A2 (en) * | 2005-05-24 | 2006-11-30 | Advanced Design Concept Gmbh | Garments containing elastic nonwovens |
| US20070124870A1 (en) * | 2005-12-06 | 2007-06-07 | Nike, Inc. | Printed textile element |
| JP4845587B2 (ja) * | 2006-05-15 | 2011-12-28 | 花王株式会社 | 伸縮性不織布 |
| CN101454493B (zh) * | 2006-05-31 | 2011-08-31 | 花王株式会社 | 伸缩性无纺布 |
| EP2102402A4 (en) * | 2006-11-29 | 2010-12-08 | Sca Hygiene Prod Ab | WATER-IRRADIZED LIQUID |
| US20080241476A1 (en) * | 2007-03-30 | 2008-10-02 | 3M Innovative Properties Company | Asymmetric elastic film nonwoven laminate |
| CN101848807B (zh) * | 2007-09-07 | 2014-05-28 | 因维斯塔技术有限公司 | 多层可变拉伸性非织造织物复合材料 |
| EP2034057A1 (en) * | 2007-09-10 | 2009-03-11 | ALBIS Spa | Elastic spunbonded nonwoven and elastic nonwoven fabric comprising the same |
| JP2011509358A (ja) * | 2008-01-08 | 2011-03-24 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 耐水性かつ水蒸気透過性の衣類 |
| GB0818186D0 (en) * | 2008-10-06 | 2008-11-12 | 3M Innovative Properties Co | Scouring material comprising natural fibres |
| BRPI0923754A2 (pt) * | 2008-12-30 | 2016-01-19 | 3M Innovative Properties Co | mantas fibrosas de não-tecido elástico e métodos para fabricação e uso das mesmas |
| US8429764B2 (en) * | 2009-01-30 | 2013-04-30 | Joseph Riccelli | Composite fabric material and apparel made therefrom |
| EP2401147B1 (en) * | 2009-02-27 | 2015-06-24 | ExxonMobil Chemical Patents Inc. | Biaxially elastic nonwoven laminates having inelastic zones |
| JP5663189B2 (ja) * | 2010-01-21 | 2015-02-04 | 出光興産株式会社 | ポリプロピレン系不織布 |
| JP6195518B2 (ja) * | 2010-04-29 | 2017-09-13 | スリーエム イノベイティブ プロパティズ カンパニー | 電子ビームで硬化されるシリコーン処理された繊維状ウェブ |
| US20130137331A1 (en) * | 2010-06-15 | 2013-05-30 | Galen C. Richeson | Nonwoven Fabrics Made From Polymer Blends And Methods For Making Same |
| DE202011103915U1 (de) * | 2011-07-30 | 2011-10-28 | Norafin Industries (Germany) Gmbh | Verbindung von Vliesmaterialien mittels Wasserstrahlverfestigung bzw. Nadeltechnologie |
| US20130288553A1 (en) * | 2012-04-25 | 2013-10-31 | David PENSAK | Fabrics comprising inorganic fibers and uses in garments and coverings |
| US20130288554A1 (en) * | 2012-04-27 | 2013-10-31 | Mallen Industries, Inc. | Laminated Composite Material and Method of Making Same |
| KR101433322B1 (ko) * | 2013-01-22 | 2014-08-22 | 주식회사 유일 | 시트용 쿠션재의 제조방법 및 이를 이용한 차량용 시트의 제조방법 |
| US10745836B2 (en) * | 2013-03-15 | 2020-08-18 | Georgia-Pacific Nonwovens LLC | Multistrata nonwoven material |
| MX2015013185A (es) * | 2013-03-15 | 2016-04-20 | Buckeye Technologies Inc | Material no tejido multicapa. |
| US20140358101A1 (en) * | 2013-05-30 | 2014-12-04 | The Procter & Gamble Company | Nonwoven Web Material Having Enhanced Glide Softness And Good Strength Attributes, And Method For Manufacturing |
| CN203567274U (zh) * | 2013-07-02 | 2014-04-30 | 中山市广升粘合材料有限公司 | 热熔胶点粘合式丙纶布 |
| US20160228297A1 (en) * | 2013-10-04 | 2016-08-11 | 3M Innovative Properties Company | Multi-component fibers, nonwoven webs, and articles comprising a polydiorganosiloxane polyamide |
| JP6637431B2 (ja) * | 2014-02-14 | 2020-01-29 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及びその使用方法 |
| WO2016073727A1 (en) * | 2014-11-06 | 2016-05-12 | The Procter & Gamble Company | Absorbent articles comprising garment-facing laminates |
| US10793983B2 (en) * | 2014-11-10 | 2020-10-06 | The North Face Apparel Corp. | Footwear and other articles formed by jet extrusion processes |
| US20160168774A1 (en) * | 2014-12-16 | 2016-06-16 | Nike, Inc. | Nonwoven Material, Method Of Making Same, And Articles Incorporating The Nonwoven Material |
| MX2017006620A (es) * | 2014-12-19 | 2017-08-10 | Kimberly Clark Co | Compuesto no tejido extensible en la direccion transversal a la maquina (cd). |
| CN104818579B (zh) * | 2015-04-13 | 2018-03-02 | 武汉纺织大学 | 一种蜂巢结构的高弹非织造布及其制备方法 |
| JP6082055B2 (ja) * | 2015-06-03 | 2017-02-15 | ポリプラスチックス株式会社 | 環状オレフィン系樹脂含有サーマルボンド不織布 |
| CN205035594U (zh) * | 2015-09-25 | 2016-02-17 | 大源非织造(苏州)有限公司 | 一种高厚度复合双层热风非织造布 |
| MX2018006133A (es) * | 2015-12-02 | 2018-08-15 | Kimberly Clark Co | Laminado de distribucion de adquisicion mejorado. |
| JP2019508603A (ja) * | 2016-01-15 | 2019-03-28 | ファースト クオリティ ノンウーヴンズ、インコーポレイテッド | 天然繊維ウェブ層を含む不織複合体及びその形成方法 |
| WO2018020688A1 (ja) * | 2016-07-29 | 2018-02-01 | ユニ・チャーム株式会社 | 吸収性物品の液透過性シート用の積層不織布、並びに上記積層不織布の、吸収性物品の液透過性シートへの使用 |
| US10294596B2 (en) * | 2016-11-21 | 2019-05-21 | Milliken & Company | Process for forming a nonwoven composite |
| CN108608790A (zh) * | 2017-01-24 | 2018-10-02 | 北京康得新功能材料有限公司 | 透气型除臭装饰贴膜 |
| US20200008514A1 (en) * | 2017-02-03 | 2020-01-09 | Nike, Inc. | Fiber-Bound Engineered Materials Formed as a Synthetic Leather |
| US10703068B2 (en) * | 2017-02-03 | 2020-07-07 | Nike, Inc. | Fiber-round engineered materials formed using element scrims |
| US20190366680A1 (en) * | 2017-02-03 | 2019-12-05 | Nike, Inc. | Fiber-bound engineered materials formed using continuous scrims |
| TWI659137B (zh) * | 2017-11-06 | 2019-05-11 | 三芳化學工業股份有限公司 | 複合布料 |
| US11207874B2 (en) * | 2017-12-26 | 2021-12-28 | The Procter & Gamble Company | Methods of making fibrous structures with shaped polymer particles |
| US10857756B2 (en) * | 2018-01-26 | 2020-12-08 | The Procter & Gamble Company | Process of making a multi-ply fibrous water soluble product |
| BR112020017102A2 (pt) * | 2018-02-23 | 2021-03-23 | The Lycra Company Uk Limited | compósito de não tecido elástico ou pano elastizado, processo para fabricar um compósito de não tecido elástico ou pano elastizado e artigo de fabricação |
| EP3552814B1 (en) * | 2018-04-09 | 2021-03-03 | SHPP Global Technologies B.V. | Fiber-reinforced composites including and/or formed in part from fibrous non-woven layers |
| AU2019275949A1 (en) * | 2018-05-31 | 2020-12-24 | Xefco Pty Ltd | Improved water repellent substrate and application method therefor |
| EP3960025B1 (en) * | 2019-04-26 | 2024-02-21 | Kuraray Kuraflex Co., Ltd. | Fiber layered body and production method therefor |
| CN111048262B (zh) * | 2019-12-17 | 2021-07-09 | 东莞市骏豪电线科技有限公司 | 一种耐高温防火电线的制作方法及其电线 |
| EP4338950A2 (en) * | 2020-10-30 | 2024-03-20 | NIKE Innovate C.V. | Asymmetric faced composite nonwoven textile and methods of manufacturing the same |
-
2021
- 2021-10-20 EP EP24154064.0A patent/EP4338950A2/en active Pending
- 2021-10-20 EP EP24154056.6A patent/EP4338948A2/en active Pending
- 2021-10-20 MX MX2023005052A patent/MX2023005052A/es unknown
- 2021-10-20 EP EP24154059.0A patent/EP4338949A2/en active Pending
- 2021-10-20 CA CA3199781A patent/CA3199781A1/en active Pending
- 2021-10-20 EP EP21806576.1A patent/EP4237610A2/en active Pending
- 2021-10-20 JP JP2023526243A patent/JP2023551364A/ja active Pending
- 2021-10-20 EP EP24154071.5A patent/EP4338951A2/en active Pending
- 2021-10-20 KR KR1020237018070A patent/KR20230097123A/ko active Search and Examination
- 2021-10-22 US US17/508,315 patent/US20220136157A1/en active Pending
- 2021-10-25 US US17/509,945 patent/US20220134716A1/en active Pending
- 2021-10-25 US US17/509,995 patent/US20220134702A1/en active Pending
- 2021-10-26 US US17/511,173 patent/US20220136154A1/en active Pending
- 2021-10-26 US US17/511,110 patent/US20220136155A1/en active Pending
- 2021-10-27 US US17/512,149 patent/US20220136150A1/en active Pending
- 2021-10-29 CN CN202122628534.7U patent/CN217556435U/zh active Active
- 2021-10-29 CN CN202311415071.3A patent/CN117468165A/zh active Pending
- 2021-10-29 CN CN202122628508.4U patent/CN217479700U/zh not_active Withdrawn - After Issue
- 2021-10-29 CN CN202111275369.XA patent/CN114525623B8/zh active Active
- 2021-10-29 TW TW110140227A patent/TWI811827B/zh active
- 2021-10-29 TW TW110140224A patent/TWI814120B/zh active
- 2021-10-29 CN CN202111272375.XA patent/CN114457506A/zh active Pending
- 2021-10-29 TW TW112126771A patent/TW202341887A/zh unknown
- 2021-10-29 CN CN202122625610.9U patent/CN216585498U/zh active Active
- 2021-10-29 CN CN202311388634.4A patent/CN117468164A/zh active Pending
- 2021-10-29 CN CN202111275403.3A patent/CN114606644B/zh active Active
- 2021-10-29 CN CN202122628536.6U patent/CN217628844U/zh active Active
- 2021-10-29 TW TW110140223A patent/TWI814119B/zh active
- 2021-10-29 CN CN202111275288.XA patent/CN114622343B/zh active Active
- 2021-10-29 CN CN202122625609.6U patent/CN218090034U/zh not_active Withdrawn - After Issue
- 2021-10-29 CN CN202111272425.4A patent/CN114622342B/zh active Active
- 2021-10-29 TW TW112130769A patent/TW202346676A/zh unknown
- 2021-10-29 TW TW110140226A patent/TWI829029B/zh active
- 2021-10-29 TW TW112129529A patent/TW202348862A/zh unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN217479700U (zh) | 复合非织造织物和非织造服装制品 | |
| WO2022093594A2 (en) | Asymmetric faced composite nonwoven textile and methods of manufacturing the same | |
| TWI839655B (zh) | 服裝製品及製造服裝製品的方法 | |
| TWI835401B (zh) | 具有不同旦數的可回收的非對稱飾面的複合非織造織物及製造非對稱飾面的複合非織造織物的方法 | |
| CN116669940A (zh) | 非对称饰面的复合非织造织物及其制造方法 | |
| TW202412654A (zh) | 具有有機矽塗層纖維的可回收的非對稱飾面的複合非織造織物及製造複合非織造織物的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |