KR20230096051A - 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법 - Google Patents
용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법 Download PDFInfo
- Publication number
- KR20230096051A KR20230096051A KR1020237017728A KR20237017728A KR20230096051A KR 20230096051 A KR20230096051 A KR 20230096051A KR 1020237017728 A KR1020237017728 A KR 1020237017728A KR 20237017728 A KR20237017728 A KR 20237017728A KR 20230096051 A KR20230096051 A KR 20230096051A
- Authority
- KR
- South Korea
- Prior art keywords
- steel pipe
- heating
- core
- welded steel
- position detection
- Prior art date
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 171
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 142
- 239000010959 steel Substances 0.000 title claims abstract description 142
- 238000001514 detection method Methods 0.000 title claims description 71
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 238000003908 quality control method Methods 0.000 title claims description 12
- 238000003384 imaging method Methods 0.000 claims abstract description 65
- 238000012545 processing Methods 0.000 claims abstract description 36
- 230000001678 irradiating effect Effects 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 66
- 238000005520 cutting process Methods 0.000 claims description 23
- 238000003466 welding Methods 0.000 claims description 21
- 238000006073 displacement reaction Methods 0.000 claims description 17
- 238000000137 annealing Methods 0.000 claims description 16
- 239000011324 bead Substances 0.000 claims description 8
- 238000005259 measurement Methods 0.000 claims description 8
- 230000005855 radiation Effects 0.000 claims description 7
- 239000000463 material Substances 0.000 description 15
- 230000003287 optical effect Effects 0.000 description 15
- 238000010586 diagram Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 12
- 230000004048 modification Effects 0.000 description 10
- 238000012986 modification Methods 0.000 description 10
- 230000008859 change Effects 0.000 description 7
- 230000035945 sensitivity Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 239000003086 colorant Substances 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004020 luminiscence type Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000008685 targeting Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images













Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/03—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by measuring coordinates of points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
- B23K31/027—Making tubes with soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0807—Tube treating or manipulating combined with, or specially adapted for use in connection with tube making machines, e.g. drawing-off devices, cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0807—Tube treating or manipulating combined with, or specially adapted for use in connection with tube making machines, e.g. drawing-off devices, cutting-off
- B21C37/0811—Tube treating or manipulating combined with, or specially adapted for use in connection with tube making machines, e.g. drawing-off devices, cutting-off removing or treating the weld bead
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/12—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to investigating the properties, e.g. the weldability, of materials
- B23K31/125—Weld quality monitoring
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
- C21D8/105—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D79/00—Methods, machines, or devices not covered elsewhere, for working metal by removal of material
- B23D79/02—Machines or devices for scraping
- B23D79/021—Machines or devices for scraping for removing welding, brazing or soldering burrs, e.g. flash, on pipes or rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/10—Pipe-lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2261/00—Machining or cutting being involved
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Quality & Reliability (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
용접 강관의 심부 및 가열부의 위치 검출 장치는, 용접 강관의 심부의 위치와, 가열부의 위치를 검출하는 위치 검출 장치로서, 심부 및 가열부에, 제 1 파장역의 광을 조사하는 광원과, 광원에 의해서 광이 조사된 심부 및 가열부를 촬상하는 촬상 장치와, 촬상 장치에 의해서 촬상된 화상을 처리하여, 심부 및 가열부의 위치를 검출하는 화상 처리 장치를 구비하고, 촬상 장치가, 제 1 파장역의 광을 수광 가능한 제 1 채널과, 가열부로부터의 방사광에 대응하는 제 2 파장역의 광을 수광 가능한 제 2 채널을 갖는다.
Description
본 발명은 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법에 관한 것이다.
철강 프로세스에 있어서의 용접 강관 (예를 들어 전봉관) 의 제조 라인에서는, 판상의 강판을 프레스하고, 양단을 상부에서 맞대어 용접함으로써 용접 강관을 제조한다. 이 때, 모재가 되는 강판은, 제조 과정에서 온도 이력의 제어 등의 재질의 정세한 마무리가 행해지고 있기 때문에, 요구 스펙을 충족하는 재질 특성이 된다. 그러나, 용접부에서는 철이 용융되는 온도까지 모재를 가열하기 때문에, 결정립이 조대화하여 재질 특성이 저하된다.
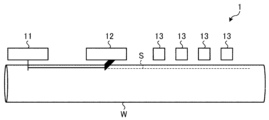
그 때문에, 예를 들어 도 1 에 나타내는 바와 같이, 모재가 되는 강판을 평행하게 접속하여 용접기 (11) 에 의해서 용접한 후, 다시 표면에 형성된 형상 불량부 (이하,「비드부」라고 한다) 를 절삭기 (12) 에 의해서 절삭한다. 그리고 그 후에, 절삭된 용접부를 다시 가열하는 소둔 (어닐링) 을 실시함으로써, 심부의 재질 특성을 향상시킨다.
어닐링은, 유도 가열에 의해서 복수 회에 걸쳐서 실시되는 경우가 많고, 가열 장치 (어닐러 가열자) 에 의해서, 모재에 영향을 주지 않고 심부에만 양호한 정밀도로 위치 맞춤하여 가열하는 것이 중요하다. 그러나, 용접 강관의 패스 라인 변동이나 비틀림이 발생되기 때문에, 현재는 오퍼레이터가 가끔 용접 강관의 주행 상태와 심부 및 가열부의 어긋남을 육안으로 관찰하여, 적절히 수동으로 위치 맞춤을 실시하고 있다.
여기에서, 본 명세서에 있어서는, 심부란, 용접에 의해서 모판이 접합되어 있는 부위, 즉 용접부의 것을 가리킨다. 가열 공정 (어닐 공정 또는 소둔 공정) 에서는, 가열하는 범위의 중심이 심부와 일치하도록 가열하는 것이 이상적이다. 한편, 심부를 외관에 의해서 식별하는 것은 곤란하다. 그 때문에, 통상적으로는 비드부의 절삭에 의해서 주위의 모재 부분보다 광택이 증가되어 있는 절삭부를 심부로 간주하고, 그 심부의 위치와, 가열부 즉 어닐러 가열자의 위치가 일치하고 있는지의 여부를, 오퍼레이터 (작업원) 가 육안으로 확인하여 조업을 행하고 있었다.
그러나 이 경우, 가열에 의해서 심부에 산화 피막이 부착되어 광택이 없어지고, 심부가 가열부로 되어 적열 발광하기 때문에 시인이 어려워지며, 적열 발광된 표면을 항상 응시하는 것이 오퍼레이터에게 있어서 가혹한 등의 문제가 발생된다. 또, 심부를 양호한 정밀도로 감시하고자 하면, 반송 중의 조업 라인에 가까워지거나, 일시적으로 조업 라인을 정지시킬 필요가 있지만, 전자의 경우에는 안전성에 문제가 있고, 후자의 경우에는 능률성이 저하된다는 문제가 있다.
이러한 문제들을 해결하기 위해서, 종래부터 전자기적 수법, 마킹 방식, 화상 방식, 광학적 수법에 의한 용접 강관의 심부의 위치 검출 방법이 다양하게 제안되어 있다. 먼저 전자기적 수법은, 심부의 위치를 직접 검지하기 위한 방법이다. 전자기적 수법에서는, 예를 들어 특허문헌 1 에 개시되어 있는 바와 같이, 심부와 소재부의 재질의 차이를, 와류 센서, 누설 자속 센서 등에 의해서 검출한다. 또, 절삭부를 심으로서 검출하는 방법도 다수 제안되어 있다.
마킹 방식에서는, 예를 들어 특허문헌 2 에 개시되어 있는 바와 같이, 용접 강관의 용접 직후의, 심부의 위치가 이미 알려진 라인 위치에 있어서, 용접 강관의 측면 등의, 심부의 위치와 이미 알려져 있는 기하학적 관계에 있는 둘레 방향의 관 표면에 도료 등의 마킹을 행한다. 그리고, 하류 공정에서 심부의 위치를 파악하고자 하는 장소에 있어서, 예를 들어 ITV (Industrial Television) 나 수광 소자를 사용하여, 마커의 둘레 방향 위치를 판독함으로써, 당해 라인 위치에 있어서의 심부의 위치를 검출한다.
또, 화상 방식에서는, 예를 들어 특허문헌 3 에 개시되어 있는 바와 같이, 심부와 소재부의 광택의 차를, CCD 카메라 등의 화상 검출 수단에 의해서 검출한다. 또, 광학적 수법으로서, 레이저광의 산란 현상을 이용한 수법이 제안되어 있다. 이 수법에서는, 레이저의 광원 파면의 등위상성에 의해서, 물체 표면의 미세한 요철의 방향성이 반사광의 2 차원 분포의 차이로 되어 나타내는 것을 이용하여, 심부의 위치를 검출한다.
특허문헌 4 에서는, 용접 강관의 소재부에서는 대략 등방적인 반사 패턴이 발생되는 것에 비해서, 심부에 남는 관축 방향으로 대략 평행한 절삭흔에 의해서, 심부에서는 반사 패턴이 횡단 방향으로 확산된다는 성질을 이용하여, 심부와 소재부를 구별하는 수법이 제안되어 있다. 또, 특허문헌 5 에서는, 특허문헌 4 의 문제점을 해결하기 위해서, 레이저광의 파장 및 입사각을 한정하여, 레이저 산란에 의한 심 위치 검출을 적확하게 행하는 수법이 제안되어 있다. 또, 특허문헌 6 에서는, 반사 패턴 화상으로부터 수평, 수직 방향의 임계값 처리를 반복함으로써 최대 신호폭을 산출하여, 심부 (절삭부) 의 위치 검출을 행하는 수법이 제안되어 있다.
특허문헌 1 에서 제안된 수법은, 결정 입경 등의 조직의 차에서 기인한 투자율이나 전기 전도도의 차가 자속 분포의 차로서 나타나는 현상을 감지하는 것이다. 그 때문에, 관 표면의 스크래치 등, 표면의 줄무늬상의 형상 불균일의 영향을 쉽게 받고, 또, 어닐에 의해서 재질이 균일해진 경우에는 심부의 위치 검출이 곤란해진다는 문제가 있다. 또한, 투자율이나 전기 전도도는, 온도에 따라서 크게 변화되기 때문에, 어닐 후의 용접 강관과 같이, 관의 둘레 방향에서 온도 분포가 발생되어 있는 경우에는, 그것이 외란이 된다는 문제도 있다.
특허문헌 2 에서 제안된 마킹 방식에서는, 심부의 어닐 등의 용접 강관을 재가열하는 공정이 존재하면, 마킹 도료가 벗겨지고 떨어져나가 검출의 신뢰성이 저하되는 경우가 있다. 또, 마킹 장치 또는 ITV 등의 판독 장치의 방향과, 관 중심축에 위치 어긋남이 있을 경우, 당해 위치 어긋남이 검출 오차에 직결된다는 문제가 있었다.
또한, 종래 제안된 수법에서는, 심부의 위치 검출 정밀도에 있어서도 문제가 있다. 예를 들어 특허문헌 3 에서 제안된 화상 방식에서는, 어닐링 후의 고온이 되는 대상의 적열에서 기인하는 외란이 추가되어, 심부의 검출이 곤란하다는 문제가 있다.
또, 특허문헌 4 ∼ 6 에서 제안된 수법은, 모두 광학적 수법이고, 레이저에 의한 반사나 화상, 형상 계측을 사용하여 심 위치의 가열 장치에 대한 상대 위치를 산출하고자 하는 것이다. 그러나, 용접 강관은, 가열 장치에 대해서 폭 방향으로 수 ㎜ 정도 완만하게 변동되는 것이 알려져 있다. 이 경우, 검출 장치와 어닐러 가열자의 위치에서의 패스 라인 변동량이 동일하다고는 한정되지 않고, 검출 장치에 대해서 양호한 정밀도로 심부의 위치 관계를 산출하였다고 해도, 심부의 가열 위치와 어긋남이 발생되는 등의 문제점이 있다.
또, 용접 강관의 심부 부근의 레이저광의 반사 패턴은, 입사 각도에 따라서는, 표면에 존재하는 산화 피막의 영향을 받기 쉬운 것에 비해서, 특허문헌 4 에서 제안된 수법에서는, 레이저광의 파장, 입사광이나 반사광에 관한 적합 범위가 규정되어 있지 않다. 또, 특허문헌 4 에서 제안된 수법에서는, 절삭부 및 모재부의 식별을, 수광면의 폭 방향 양단에 배치된 1 쌍의 수광 소자에 의한 반사광 검지의 유무로 판별하려고 하고 있다. 그러나, 실제의 용접 강관의 심부 주변에 발생될 수 있는 산화 피막이나 찰상 등에 따라서는, 산란 패턴이 발생된 경우여도, 수광 강도가 약해져, 적절히 심부의 위치를 검출할 수 없다는 문제가 있다.
또, 특허문헌 5 에서 제안된 수법에서는, 레이저광의 파장이나 입사각을 한정하고 있지만, 심부를 특정하기 위한 반사 패턴 화상의 특징량의 구체적인 산출 방법이 명확하게 되어 있지 않다. 그 때문에, 그대로는 심부를 자동적으로 검출할 수 없다는 문제가 있다.
또, 특허문헌 6 에서 제안된 수법에서는, 최대 신호폭을 얻기까지, 적정 주사선 선별을 위한 실험식, 최대 진폭을 얻기 위한 임계값 처리의 파라미터 등, 화상 처리의 과정에서 설정해야 할 파라미터가 다수 존재한다. 그러나, 이들 파라미터는, 재질, 강관의 규격 등에 따라서 상이하다. 그 때문에, 운용상 번잡할 뿐만 아니라, 적절한 설정 파라미터를 취득하기 위해서 장기간의 확성 (確性) 시험이 필요하거나, 혹은 산란 패턴이 화상의 경사 방향으로 방향성을 가졌을 경우에 적절한 검출을 할 수 없다는 문제가 있었다.
또, 특허문헌 4 ∼ 6 에서 제안된 수법은, 모두 레이저광의 반사 패턴을 사용하는 방법이기 때문에, 대대적인 설비가 필요하게 되어, 비용이나 메인터넌스면에서 과제가 있었다.
본 발명은 상기한 것을 감안하여 이루어진 것으로서, 용접 강관의 제조 공정에 있어서, 용접 강관의 심부 및 가열부의 위치를 양호한 정밀도로 검출할 수 있는 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법을 제공하는 것을 목적으로 한다.
상기 서술한 과제를 해결하여, 목적을 달성하기 위해서, 본 발명에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치는, 용접 강관의 심부의 위치와, 상기 심부 및/또는 심부 근방이 가열됨으로써 발생되는 가열부의 위치를 검출하는 위치 검출 장치로서, 상기 심부 및 상기 가열부에, 제 1 파장역의 광을 조사하는 광원과, 복수의 상이한 채널을 갖고, 상기 광원에 의해서 광이 조사된 상기 심부 및 상기 가열부를 촬상하는 촬상 장치와, 상기 촬상 장치에 의해서 촬상된 화상을 처리하여, 상기 심부 및 상기 가열부의 위치를 검출하는 화상 처리 장치를 구비하고, 상기 촬상 장치가, 상기 제 1 파장역의 광을 수광 가능한 제 1 채널과, 상기 가열부로부터의 방사광에 대응하는 제 2 파장역의 광을 수광 가능한 제 2 채널을 갖는다.
또, 본 발명에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치는, 상기 발명에 있어서, 상기 광원과 상기 제 1 채널을 갖는 상기 촬상 장치가, 상기 심부를 포함하는 측정 지점에 대해서, 정반사 조건이 되는 위치에 배치된다.
상기 서술한 과제를 해결하여, 목적을 달성하기 위해서, 본 발명에 관련된 용접 강관의 제조 설비는, 통상으로 성형된 강판의 맞댐부를 용접하는 용접기와, 용접 후의 비드부를 절삭하는 절삭기와, 절삭 후의 심부를 가열하는 1 개 또는 복수의 어닐러 가열자와, 상기 어닐러 가열자 중 어느 1 개의 뒤에 형성된, 상기한 용접 강관의 심부 및 가열부의 위치 검출 장치를 구비하고, 상기 위치 검출 장치가, 상기 심부의 위치와, 상기 어닐러 가열자에 의해서 발생된 가열부의 위치를 검출한다.
상기 서술한 과제를 해결하여, 목적을 달성하기 위해서, 본 발명에 관련된 용접 강관의 심부 및 가열부의 위치 검출 방법은, 용접 강관의 심부의 위치와, 상기 심부 및/또는 심부 근방이 가열됨으로써 발생되는 가열부의 위치를 검출하는 위치 검출 방법으로서, 상기 심부 및 상기 가열부에, 제 1 파장역의 광을 조사하는 조사 공정과, 복수의 상이한 채널을 갖는 촬상 장치에 의해서, 광이 조사된 상기 심부 및 상기 가열부를 촬상하는 촬상 공정과, 상기 촬상 공정에 의해서 촬상된 화상을 처리하여, 상기 심부 및 상기 가열부의 위치를 검출하는 화상 처리 공정을 포함하고, 상기 촬상 장치가, 상기 제 1 파장역의 광을 수광 가능한 제 1 채널과, 상기 가열부로부터의 방사광에 대응하는 제 2 파장역의 광을 수광 가능한 제 2 채널을 갖는다.
상기 서술한 과제를 해결하여, 목적을 달성하기 위해서, 본 발명에 관련된 용접 강관의 제조 방법은, 통상으로 성형된 강판의 맞댐부를 용접하는 용접 공정과, 용접 후의 비드부를 절삭하는 절삭 공정과, 절삭 후의 심부를, 어닐러 가열자에 의해서 가열하는 가열 공정을 포함하고, 상기 가열 공정이, 상기한 용접 강관의 심부 및 가열부의 위치 검출 방법에 의해서, 상기 심부의 위치와, 상기 어닐러 가열자에 의해서 발생된 가열부의 위치를 검출하는 위치 검출 공정을 포함한다.
또, 본 발명에 관련된 용접 강관의 제조 방법은, 상기 발명에 있어서, 상기 가열 공정이, 상기 위치 검출 공정에 의해서 검출된 상기 심부의 위치에 대한 상기 가열부의 위치의 어긋남량에 기초하여, 상기 어닐러 가열자의 위치를 제어하는 가열자 위치 제어 공정을 포함한다.
상기 서술한 과제를 해결하여, 목적을 달성하기 위해서, 본 발명에 관련된 용접 강관의 품질 관리 방법은, 상기한 용접 강관의 심부 및 가열부의 위치 검출 방법에 의해서 검출된, 상기 심부의 위치에 대한 상기 가열부의 위치의 어긋남량에 기초하여, 상기 용접 강관의 품질을 관리한다.
본 발명에서는, 광원으로부터 심부에 조사된 광의 반사광을 수광하는 채널과, 가열부의 적열에 의한 방사광을 수광하는 채널을 갖는 촬상 장치에 의해서 용접 강관을 촬상한다. 이로써, 본 발명에 의하면, 저비용이며 또한 간이한 구성으로 할 수 있음과 함께, 심부 및 가열부의 위치를 양호한 정밀도로 검출할 수 있다.
도 1 은, 용접 강관의 제조 설비의 개략적인 구성을 나타내는 도면이다.
도 2 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 구성을 나타내는 도면이다.
도 3 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 있어서, 청색 광원 및 녹색 광원의 배치의 일례를 나타내는 도면이다.
도 4 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 있어서, 청색 광원 및 녹색 광원의 배치의 일례를 나타내는 도면이다.
도 5 는, 베이어 방식의 컬러 카메라의 원리를 설명하기 위한 도면이다.
도 6 은, 프리즘 방식의 컬러 카메라의 원리를 설명하기 위한 도면이다.
도 7 은, 어닐링 전후에 있어서의 심부를, 정반사 조건 및 확산 반사 조건에서 촬상한 결과의 일례를 나타내는 도면이다.
도 8(a) 는, 심부 및 심부 이외의 부분에 있어서의 산화 피막의 부착량과 정반사 휘도의 관계를 나타내는 도면이고, 도 8(b) 는, 심부 및 심부 이외의 부분에 있어서의 산화 피막의 부착량과 확산 반사 휘도의 관계를 나타내는 도면이다.
도 9 는, 정반사의 정보와 확산 반사의 정보를 조합하여 심부 (S) 의 위치를 검출하는 플로 차트의 일례를 나타내는 도면이다.
도 10 은, 촬상 장치의 적색 채널에서 얻어지는 휘도 프로파일의 일례를 나타내는 도면이다.
도 11 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 의한 검출 결과의 표시 방법의 일례를 나타내는 도면이다.
도 12 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 의한 검출 결과의 표시 방법의 일례를 나타내는 도면이다.
도 13 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 1 의 구성을 나타내는 도면이다.
도 14 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 2 의 구성을 나타내는 도면이다.
도 15 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 2 의 구성을 나타내는 도면이다.
도 16 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 3 의 구성을 나타내는 도면이다.
도 17 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 실시예이고, 위치 검출 장치에 의해서 검출한 심부 및 가열부의 위치를 나타내는 그래프이다.
도 2 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 구성을 나타내는 도면이다.
도 3 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 있어서, 청색 광원 및 녹색 광원의 배치의 일례를 나타내는 도면이다.
도 4 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 있어서, 청색 광원 및 녹색 광원의 배치의 일례를 나타내는 도면이다.
도 5 는, 베이어 방식의 컬러 카메라의 원리를 설명하기 위한 도면이다.
도 6 은, 프리즘 방식의 컬러 카메라의 원리를 설명하기 위한 도면이다.
도 7 은, 어닐링 전후에 있어서의 심부를, 정반사 조건 및 확산 반사 조건에서 촬상한 결과의 일례를 나타내는 도면이다.
도 8(a) 는, 심부 및 심부 이외의 부분에 있어서의 산화 피막의 부착량과 정반사 휘도의 관계를 나타내는 도면이고, 도 8(b) 는, 심부 및 심부 이외의 부분에 있어서의 산화 피막의 부착량과 확산 반사 휘도의 관계를 나타내는 도면이다.
도 9 는, 정반사의 정보와 확산 반사의 정보를 조합하여 심부 (S) 의 위치를 검출하는 플로 차트의 일례를 나타내는 도면이다.
도 10 은, 촬상 장치의 적색 채널에서 얻어지는 휘도 프로파일의 일례를 나타내는 도면이다.
도 11 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 의한 검출 결과의 표시 방법의 일례를 나타내는 도면이다.
도 12 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치에 의한 검출 결과의 표시 방법의 일례를 나타내는 도면이다.
도 13 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 1 의 구성을 나타내는 도면이다.
도 14 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 2 의 구성을 나타내는 도면이다.
도 15 는, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 2 의 구성을 나타내는 도면이다.
도 16 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 변형예 3 의 구성을 나타내는 도면이다.
도 17 은, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치의 실시예이고, 위치 검출 장치에 의해서 검출한 심부 및 가열부의 위치를 나타내는 그래프이다.
본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법에 대해서, 도면을 참조하면서 설명한다.
[용접 강관의 제조 설비와 제조 방법]
먼저, 용접 강관의 제조 설비의 구성에 대해서, 도 1 을 참조하면서 설명한다. 아울러, 용접 강관의 제조 방법에 대해서도 설명한다. 제조 설비 (1) 는, 용접기 (11) 와, 절삭기 (12) 와, 복수의 어닐러 가열자 (13) 로 이루어지는 가열 장치를 구비하고 있다.
용접기 (11) 는, 통상으로 성형된 강판의 맞댐부를 용접한다 (용접 공정). 절삭기 (12) 는, 용접기 (11) 에 의한 용접 후에 형성된 용접 강관 (W) 의 비드부 (B) 를 절삭한다 (절삭 공정). 복수의 어닐러 가열자 (13) 는, 절삭기 (12) 에 의한 절삭 후의 심부 (S) 를 표적으로 하여 가열한다 (가열 공정).
또한, 도 1 에서는 설치의 일례로서 복수의 어닐러 가열자 (13) 의 경우를 나타내고 있지만, 어닐러 가열자 (13) 를 1 개만 설치하는 것도 가능하다. 여기에서, 본 명세서에서는, 가열 공정 중 또는 가열 공정 후에, 심부 (S) 를 표적으로 하여 가열한 결과 발생되는, 고온이 된 영역을 가열부로 부르기로 한다. 가열부는 고온 때문에, 적열 광 혹은 적외광을 발하고 있다.
통상적으로 어닐러 가열자 (13) 가 심부 (S) 에 맞는 위치에 있으면, 심부 (S) 와 가열부는 일치한다. 그러나, 1 개 또는 복수의 어닐러 가열자 (13) 의 위치가 어긋나 있는 경우에는, 그 어긋남량만 심부 (S) 로부터 벗어나 가열하게 된다. 바꾸어 말하면, 심부 (S) 만이 아니고, 심부 (S) 근방도 함께 가열하게 된다. 또, 어닐러 가열자 (13) 의 어긋남량이 큰 경우에는, 심부 (S) 로부터 완전히 벗어나, 심부 (S) 근방만을 가열하게 된다. 따라서, 가열부는, 실제로는 심부 및/또는 심부 근방이 가열 공정에서 가열됨으로써 발생된다고도 말할 수 있다.
[위치 검출 장치와 위치 검출 방법]
다음으로, 본 발명의 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치와 위치 검출 방법에 대해서, 도 2 를 참조하면서 설명한다. 위치 검출 장치 (2) 는, 어닐러 가열자 (13) 에 의한 가열 중 또는 가열 후에 있어서, 용접 강관 (W) 의 심부 (S) 의 위치와, 어닐러 가열자 (13) 에 의해서 심부 (S) 가 표적으로 하여 가열됨으로서 발생되는 가열부의 위치를 검출한다 (위치 검출 공정). 여기에서, 심부 (S) 및 가열부의 위치는, 어느 쪽이나 용접 강관 (W) 의 표면 상에서의 위치가 된다. 위치 검출 장치 (2) 는, 복수의 어닐러 가열자 (13) 를 구비하는 제조 설비 (1) 에 적용되는 경우, 어느 하나의 어닐러 가열자 (13) 의 뒤에 설치되면 된다. 또, 위치 검출 장치 (2) 는, 광원 (21) 과, 촬상 장치 (22) 와, 화상 처리 장치 (23) 와, 표시 장치 (24) 를 구비하고 있다. 또, 위치 검출 장치 (2) 는, 용접 강관 (W) 의 외부로부터, 당해 용접 강관 (W) 의 표면 상에 있어서의 심부 (S) 의 위치와 가열부의 위치를 측정한다. 이 위치 검출 공정은, 어닐러 가열자 (13) 에 의한 가열 중 또는 가열 후에 있어서 행해지는 점에서, 가열 공정 중에 행해지게 된다. 바꿔 말하면, 위치 검출 공정은 가열 공정에 포함된다.
광원 (21) 은, 용접 강관 (W) 의 관 외측에 배치되고, 용접 강관 (W) 의 심부 (S) 및 가열부에, 제 1 파장역의 광을 조사한다. 제 1 파장역은, 후기하는 제 2 파장역과 간섭하지 않는 파장역이다. 통상적으로 어닐러 가열자 (13) 에 의해서 가열되는 온도는, 최대 1100 ℃ 정도이고, 이 제 1 파장역으로는, 예를 들어 550 ㎚ 이하의 파장역이, 1100 ℃ 의 자발광으로 감도가 거의 없고, 자발광의 영향을 받지 않는다는 이유에서 바람직하다. 특히 바람직한 것이, 일반적으로 컬러 카메라의 파랑 채널이나 초록 채널의 파장역인 450 ㎚ ∼ 550 ㎚ 의 범위이다. 또, 광원 (21) 으로는, 구체적으로는 청색 광원이나 녹색 광원을 사용하는 것이 바람직하다.
또, 여기에서 설명하는 청색 광원이나 녹색 광원은, LED 광원을 사용해도 된다. 또, 메탈 할라이드 광원, 크세논 광원, 할로겐 광원 등의 광대역의 광원에 대해서, 청색이나 녹색만을 투과시키는 필터 및 필름을 사용해도 된다. 또한, 청색이나 녹색의 파장을 갖는 레이저 광원 앞에, 확산판 등의 광선을 확산시키는 성질을 갖는 광학 소자를 놓음으로써, 해당 부위를 조사 가능한 광원을 사용해도 된다.
촬상 장치 (22) 는, 용접 강관 (W) 의 관 외측에 배치되고, 광원 (21) 에 의해서 광이 조사된 용접 강관 (W) 의 심부 (S) 및 가열부를 촬상한다. 여기에서 촬상하는 촬상 영역은, 정확하게 심부 (S) 와 가열부뿐일 필요는 없고, 측정하고자 하는 심부 (S) 와 가열부를 포함하고 있다면, 더욱 넓은 영역이어도 된다. 단, 지나치게 넓으면 실제의 계측에 사용하지 않는 영역이 증가하고, 카메라의 소자수가 유한하기 때문에, 1 화소당 분해능이 저하된다. 또, 지나치게 좁으면, 가열부나 심부 (S) 의 변동이나 강관 직경의 변화에 의해서, 대상이 되는 가열부나 심부 (S) 가 시야 영역으로부터 벗어나 버려, 계측 불능이 된다. 따라서, 촬상 범위를 안정적으로 가열부나 심부 (S) 를 촬상할 수 있는 범위 내에서, 가능한 한 고분해능으로 하는 것이 바람직하다. 촬상 장치 (22) 는, 복수의 상이한 채널을 갖고 있고, 적어도 제 1 채널 및 제 2 채널을 갖고 있다.
제 1 채널은, 광원 (21) 에 의해서 조사되는 제 1 파장역의 반사광을 수광 가능한 채널이다. 또, 제 2 채널은, 용접 강관 (W) 의 심부 (S) 의 적열에 의해서 발생되는 방사광에 대응하는 제 2 파장역의 반사광을 수광 가능한 채널이다. 그 때문에, 이 제 2 파장역으로는, 예를 들어 600 ㎚ 이상의 파장역이 바람직하다. 특히, 600 ㎚ ∼ 1000 ㎚ 의 범위로 하면, 통상적으로 저렴하게 입수 가능한 Si 소자의 감도 범위 내이기 때문에, 더욱 바람직하다.
촬상 장치 (22) 로서, 앞서 설명한 제 1 파장역을 수신할 수 있는 제 1 채널과, 제 2 파장역을 수신할 수 있는 제 2 채널을 구비하는 촬상 장치를 사용한다. 촬상 장치 (22) 로는, 예를 들어, 적색 채널, 청색 채널 및 녹색 채널을 갖는 컬러 카메라를 사용하는 것이 바람직하다. 이 경우, 제 1 채널은 청색 채널과 녹색 채널, 제 2 채널은 적색 채널에 상당한다. 가열 공정 등에 있어서의 어닐링의 가열 온도는, 예를 들어 800 ∼ 1100 ℃ 이고, 적열에 의한 방사광에 대한 청색 채널 (예를 들어 450 ㎚ 전후의 파장대의 광) 의 수광 감도는 거의 0 이다. 한편, 적색 채널 (예를 들어 650 ㎚ 전후의 파장대의 광) 에서는, 적열에 의한 방사광에 대해서 충분한 수광 감도를 갖고 있다.
그 때문에, 상기한 광원 (21) 으로서, 청색 채널의 수광 감도가 되는 파장역을 갖는 청색 광원을 사용하고, 촬상 장치 (22) 로서, 컬러 카메라를 사용한다. 그리고, 광원 (21) 에 의해서 대상의 용접 강관 (W) 에 있는 가열되어 적열 상태의 심부 (S) 를 조사하고, 촬상 장치 (22) 에 의해서 광원 (21) 에 의해서 조사된 심부 (S) 및/또는 심부 (S) 근방을 촬상한다. 이로써, 광학적으로 위치 맞춤된 상태에서, 적색 채널에는 적열에 의한 방사광만을 수광시키고, 청색 채널에는 청색 광원의 반사광만을 수광시키는 것이 가능해진다.
이와 같이, 용접 강관 (W) 의 심부 (S) 를 육안으로 확인할 수 있는 투수광의 광학계를 사용함으로써, 심부 (S) 의 반사 화상을, 가열에 의한 적열의 방사 화상과 광학적으로 위치 맞춤된 상태에서 취득하는 것이 가능해진다. 또한,「반사 화상」이란, 심부 (S) 에 대해서 광원 (21) 의 광이 반사된 화상의 것을 나타내고 있다. 또,「방사 화상」이란, 심부 (S) 를 표적으로 하여 가열함으로써 발생되는 가열부로부터의 방사광에 의한 화상의 것을 나타내고 있다.
또한, 광학적으로 위치 맞춤된 상태로 하려면, 방사 화상과 반사 화상을 동축의 광학계에서 취득하는 것이 바람직하다. 또, 촬상 장치 (22) 로서 일반적인 컬러 카메라를 사용함으로써, 위치 검출 장치 (2) 의 저비용화를 도모할 수 있다. 또, 본 실시형태와 같이, 제 1 채널은 1 개 또는 복수의 채널을 갖는 것이 가능하다. 마찬가지로, 제 2 채널도 1 개 또는 복수의 채널을 갖는 것이 가능하다. 또, 제 1 채널과 제 2 채널이 각각 복수 채널을 가질 경우, 채널마다 상이한 파장역에 대해서 감도를 갖고 있어도 되고, 동일한 파장역에 대해서 감도를 갖고 있어도 된다.
촬상 장치 (22) 는, 이차원의 시야를 갖는 것이어도 되고, 혹은 일차원의 시야를 갖는 것이어도 된다. 촬상 장치 (22) 가 일차원의 시야를 가질 경우, 용접 강관 (W) 의 둘레 방향으로 시야를 갖도록 할 필요가 있다.
여기에서, 본 실시형태에서는, 광원 (21) 으로서 청색 광원을 사용하고, 촬상 장치 (22) 로서 컬러 카메라를 사용하는 것을 전제로 설명한다. 단, 적열에 의한 방사광의 파장역과, 대상의 용접 강관 (W) 에 조사되는 광의 파장역을 분리할 수 있는 구성이면, 상기 이외의 조합이어도 실현될 수 있는 것은 말할 것도 없다.
또, 용접 강관 (W) 의 반사광으로부터 심부 (S) 를 검출할 때에, 1 세트의 광학계 (청색 광원 및 청색 채널) 만으로는 검출이 곤란한 경우, 예를 들어 제 3 파장역인 녹색 광원과 녹색 채널을 추가하여, 2 가지의 반사 화상을 취득해도 된다. 이 경우, 예를 들어 도 3 에 나타내는 바와 같이, 용접 강관 (W) 의 관축 방향으로 청색 광원 (21A) 및 녹색 광원 (21B) 을 배치한다. 그리고, 이와 함께, 심부 (S) 및 가열부에 대해서, 청색 광원 (21A) 을 정반사 조건이 되도록 배치하고, 녹색 광원 (21B) 을 확산 반사 조건이 되도록 배치할 수 있다.
혹은, 정반사 조건은 아니지만, 도 4 에 나타내는 바와 같이, 용접 강관 (W) 의 둘레 방향의 심부 (S) 에 대해서 서로 대칭이 되는 위치에 청색 광원 (21A) 및 녹색 광원 (21B) 을 배치하고, 2 방향으로부터 광을 조사해도 된다. 이렇게 함으로써, 만약에 가령, 심부 (S) 에 요철이 있었다고 해도, 청색 광원 (21A) 과 녹색 광원 (21B) 에서 조사 방향이 상이하기 때문에 그림자의 방향이 반대가 되고, 화상 처리에 의해서 심부 (S) 를 양호한 정밀도로 검출하는 것이 가능해진다. 또한, 도 3 및 도 4 에 있어서의 청색 광원 (21A) 및 녹색 광원 (21B) 의 위치 관계는, 서로 바뀌여도 된다. 이와 같이, 2 세트의 광학계를 사용함으로써, 심부 (S) 의 검출 정밀도를 향상시킬 수 있다.
(컬러 카메라의 정밀도 및 종류)
다음으로, 촬상 장치 (22) 로서 사용하는 컬러 카메라의 정밀도 및 종류에 대해서 설명한다. 먼저, 용접 강관 (W) 의 심부 (S) 와 가열부의 위치 맞춤의 요구 정밀도에 대해서, 분해능을 설정할 필요가 있다. 예를 들어 0.5 ㎜ 의 정밀도가 필요하면, 화소 분해능 이상으로 올바르게 위치를 추정하는 것은 곤란하기 때문에, 적어도 0.5 ㎜/화소 이상의 분해능이 필요해진다.
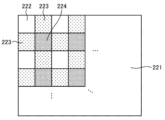
컬러 카메라의 종류로는, 주로 베이어 방식과 프리즘 방식이 존재한다. 베이어 방식은, 예를 들어 도 5 에 나타내는 바와 같이, 각 화소를 구성하는 촬상 소자 (221) 앞에, 각 색의 필터 (빨강 필터 (222), 초록 필터 (223), 파랑 필터 (224)) 를 균등하게 배치하고, 화상을 취득한다. 그리고, 그 중에서 각 채널의 화상으로 분리하면, 각 채널은 각 색의 필터가 존재하는 화소만 화소값이 얻어지고, 그 밖에는 이가 빠진 것과 같은 상태가 된다. 따라서, 업 샘플링 처리에 의해서 다른 색의 필터의 화소값을 보완함으로써, 3 채널분의 화상을 생성할 수 있다. 베이어 방식은, 간이한 구성으로 실현할 수 있기는 하지만, 얻어진 화상만큼의 분해능이 없고, 각 채널도 소자 사이즈 오더로 위치가 어긋난다는 특징이 있다.
한편, 프리즘 방식은, 도 6 에 나타내는 바와 같이, 적색용, 녹색용 및 청색용의 3 장의 촬상 소자 (221) 를 준비하고, 그것을 프리즘 (225) 에 의해서 엄밀하게 위치 맞춤하면서, 색을 분리한다. 이와 같은 기능을 갖는 프리즘 (225) 을,「다이크로익 프리즘」이라고 부른다. 프리즘 방식은, 베이어 방식과 같은 업 샘플링이 불필요하고, 서브 픽셀 이하의 정밀도로 각 채널간의 위치 정밀도를 보일 수 있기 때문에, 베이어 방식과 비교하여 높은 계측 정밀도가 얻어진다는 특징이 있다.
(광원 및 촬상 장치의 배치)
다음으로, 용접 강관 (W) 의 심부 (S) 의 화상을 촬상하기 위한 광원 (21) 및 촬상 장치 (22) 의 적절한 배치 위치에 대해서 설명한다. 도 7 은, 심부 (S) 의 어닐링 전후에 있어서의 화상이고, (a) 는 가열 전에 정반사 조건에서 촬상한 화상, (b) 는 가열 후에 정반사 조건에서 촬상한 화상, (c) 는 가열 전에 확산 반사 조건에서 촬상한 화상, (d) 는 가열 후에 확산 반사 조건에서 촬상한 화상이다. 정반사 조건에서 촬상하는 경우, 주로 정반사광을 수광한 화상이 얻어지고, 확산 반사 조건에서 촬상하는 경우, 주로 확산 반사광, 즉 산란광을 수광한 화상이 얻어진다.
상기한 바와 같이, 비드부 (B) 를 절삭한 직후의 심부 (S) 는, 경면성이 매우 높다. 이 상태에서 어닐링이 행해지면, 표면에 산화 피막 (흑피 산화 피막) 이 생성된다. 그리고, 가열을 행함으로써 산화 피막의 부착량이 증대되고, 이 산화 피막의 부착량에 따라서 표면 조도가 증가하며, 그 결과, 심부 (S) 의 경면성은 저하되고, 확산성은 높아져 간다.
정반사 조건에서 촬상했을 경우, 가열 전의 경면성이 높은 상태에서는, 예를 들어 도 7(a) 에 나타내는 바와 같이, 심부 (S) 가 그 밖의 부분보다 밝게 비쳐 보인다. 한편, 가열 후에는 산화 피막의 부착에 의해서 경면성이 저하되고 확산성이 높아지기 때문에, 예를 들어 동 도면의 (b) 에 나타내는 바와 같이, 산화 피막의 부착량에 따라서, 심부 (S) 가 그 이외의 부분과 비교하여 어둡게 비쳐 보인다. 이와 같이, 정반사 조건에서 촬상했을 경우, 가열 전후에 있어서 휘도의 차가 크기 때문에, 심부 (S) 의 비쳐 보이는 것에도 현저한 차가 발생된다.
확산 반사 조건에서 촬상했을 경우, 가열 전의 경면성이 높은 상태에서는, 예를 들어 도 7(c) 에 나타내는 바와 같이, 심부 (S) 가 그 밖의 부분보다 어둡게 비쳐 보인다. 한편, 가열 후에는, 예를 들어 동 도면의 (d) 에 나타내는 바와 같이, 심부 (S) 와 그 밖의 부분의 구별이 잘 되지 않게 된다. 이와 같이, 확산 반사 조건에서 촬상했을 경우, 정반사 조건에서 촬상했을 경우만큼, 심부 (S) 의 비쳐 보이는 것에도 현저한 차는 발생되지 않는다.
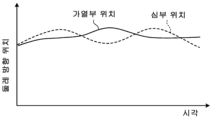
심부 (S) 및 그 밖의 부분에 있어서의 산화 피막의 부착량과 정반사 휘도의 관계, 심부 (S) 및 그 밖의 부분에 있어서의 산화 피막의 부착량과 확산 반사 휘도의 관계를 정리하면, 각각 도 8(a), (b) 와 같이 된다.
도 8(a) 는, 산화 피막의 부착량과 정반사 휘도의 관계를 모식화하여 나타내고 있다. 도 8(a) 에 있어서, 실선은 심부 (S) 의 정반사 휘도의 변화, 파선은 심부 (S) 이외의 정반사 휘도의 변화, 가로축은 심부 (S) 에 있어서의 산화 피막의 부착량, 세로축은 정반사 휘도를 나타내고 있다. 한편, 도 8(b) 는, 산화 피막의 부착량과 확산 반사 휘도의 관계를 모식화하여 나타내고 있다. 도 8(b) 에 있어서, 실선은 심부 (S) 의 확산 반사 휘도의 변화, 파선은 심부 (S) 이외의 확산 반사 휘도의 변화, 가로축은 심부 (S) 에 있어서의 산화 피막의 부착량, 세로축은 확산 반사 휘도를 나타내고 있다. 또, 도 8(a) 와 (b) 에서, 동일한 부착량에 대해서는 동일한 가로축의 위치가 되도록, 가로축의 위치를 대체로 맞추어 놓고 있다. 또, 세로의 일점 쇄선은, 심부 (S) 의 산화 피막이 동일 부착량이 되는, 어느 시점을 나타내고 있다.
정반사 조건의 화상에서는, 심부 (S) 에 산화 피막이 별로 부착되어 있지 않은 경우, 즉 도 8(a) 의 가로축에 대해서 좌측은 심부 (S) 가 심부 (S) 이외의 것과 비교하여 밝아진다. 그리고 그 후, 산화 피막의 부착량이 증가함에 따라서, 심부 (S) 의 휘도가 저하되고, 최종적으로는 심부 (S) 이외의 것과 비교하여 어두워진다. 한편, 확산 반사 조건의 화상에서는, 심부 (S) 에 산화 피막이 별로 부착되어 있지 않은 경우, 즉 도 8(b) 의 가로축에 대해서 좌측은 심부 (S) 가 심부 (S) 이외의 것과 비교하여 어두워진다. 그리고 그 후, 산화 피막의 부착량이 증가함에 따라서, 심부 (S) 의 휘도가 높아지고, 최종적으로는 심부 (S) 이외의 것과 구별이 잘 되지 않게 되어 간다.
단, 산화 피막의 부착량의 정도에 따라서는, 심부 (S) 의 정반사 휘도와 심부 (S) 이외의 정반사 휘도의 차가 작아져, 정반사 휘도에서는 심부 (S) 의 검출은 곤란해질 가능성이 있다. 이것은, 도 8(a) 중에 있어서는 원 표시 (●) 로 나타낸 상태이다. 이 때의 도 8(a) 와 동일한 산화 피막의 부착량 (일점 쇄선으로 도시) 에 있어서, 도 8(b) 의 확산 반사 조건에서는, 심부 (S) 의 확산 반사 휘도는 원 표시 (●), 심부 (S) 이외의 확산 반사 휘도는 엑스 표시 (×) 가 된다. 그 때문에, ● 표시와 × 표시 사이에 확산 반사 휘도의 차가 발생되어 있을 가능성이 높다. 이와 같이, 정반사 휘도에 있어서, 심부 (S) 와 심부 (S) 이외의 휘도의 차가 작아도, 확산 반사 조건에 있어서, 심부 (S) 의 확산 반사 휘도와 심부 (S) 이외의 확산 반사 휘도의 차가 명확하게 발생되어 있으면, 확산 반사 휘도로부터 심부 (S) 의 검출이 가능해진다. 요컨대, 정반사의 정보와 확산 반사의 정보를 조합하면, 심부 (S) 의 검출이 보다 확실해져, 보다 바람직하다.
정반사의 정보와 확산 반사의 정보를 조합하여 심부 (S) 의 위치를 검출하는 플로 차트의 일례를, 도 9 에 나타낸다. 먼저, 정반사 조건에 있어서, 심부 (S) 와 심부 (S) 이외의 부분을 비교하여, 정반사 휘도에 차가 있는지의 여부를 판정한다 (스텝 S1). 정반사 휘도에 차가 있고, 심부 (S) 를 검출할 수 있을 경우 (스텝 S1 에서 Yes), 정반사 화상의 휘도차를 이용하여 임계값 처리 등에 의해서 심부 (S) 를 산출한다 (스텝 S2). 한편, 정반사 휘도에 차가 없고, 심부 (S) 를 검출할 수 없을 경우 (스텝 S1 에서 No), 심부 (S) 가 확산 반사의 휘도치로 밝게 또는 어둡게 보이는 것을 이용하여 심부 (S) 를 산출한다 (스텝 S3). 이와 같이 하면, 임계값 처리 등에 의해서 산화 피막의 부착에 의존하지 않고 심부 (S) 를 안정적으로 검출할 수 있다. 또한, 도 9 는, 심부 (S) 를 안정적으로 검출하기 위한 플로 차트의 일례이다. 단, 본 예와 관계없이, 정반사 화상과 확산 반사 화상으로부터, 사칙 연산, 임계값 처리, AND 처리, OR 처리, 또는 이들 처리의 조합 등을 사용하여 직접 심부 (S) 를 추출해도 된다.
이상을 기초로 하여, 제 1 파장역의 광을 조사하는 광원 (21) (본 실시형태에서는 청색 광원) 과, 제 1 채널을 갖는 촬상 장치 (22) (본 실시형태에서는 컬러 카메라) 를, 심부 (S) 를 포함하는 측정 지점 c 에 대해서, 정반사 조건이 되도록 배치하는 것이 바람직하다. 예를 들어, 관축 방향으로 배치하는 경우에서는, 광원 (21) 및 촬상 장치 (22) 를, 도 2 에 나타내는 바와 같이 설치하는 것이 바람직하다. 이 경우에는, 광원 (21) 및 촬상 장치 (22) 를, 용접 강관 (W) 의 심부 (S) 를 포함하는 측정 지점 c 의 법선 벡터 n 에 대해서, 광원 (21) 에 의한 광의 조사 각도 α 와 촬상 장치 (22) 에 의한 광의 수광 각도 β 가 동등해지는 위치에 각각 설치하는 것이 바람직하다. 이로써, 어닐링 전후에 있어서, 심부 (S) 를 양호한 정밀도로 검출할 수 있다. 또한, 심부 (S) 를 적절히 검출할 수 있다면, 광원 (21) 및 촬상 장치 (22) 를 상기한 배치 이외로 해도 되는 것은 말할 것도 없다. 이하, 위치 검출 장치 (2) 의 구성의 설명으로 되돌아간다.
화상 처리 장치 (23) 는, 촬상 장치 (22) 에 의해서 촬상된 화상을, 주지의 화상 처리 기술에 의해서 처리하여, 용접 강관 (W) 의 심부 (S) 의 위치 및 가열부의 위치 (양자의 위치 관계) 를 각각 검출한다. 또, 화상 처리 장치 (23) 는, 검출된 심부 (S) 및 가열부의 위치에 더하여, 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량을 검출 (산출) 해도 된다. 또한, 상기한「어긋남량」이란, 구체적으로는 용접 강관 (W) 의 둘레 방향에 있어서의 어긋남량의 것을 나타내고 있다.
여기에서, 촬상 장치 (22) 의 적색 채널에서 얻어지는 가열부의 화상은, 도 10 에 나타내는 휘도 프로파일과 같이, 가열부의 위치가 고휘도로 되어 있다. 그 때문에, 고휘도가 되는 위치를 산출함으로써, 가열부의 위치를 검출할 수 있다. 가열부의 위치는, 예를 들어 폭 방향의 무게 중심 위치, 최고 휘도가 되는 위치, 임계값 처리에 의한 2 치화 후 중심 위치나 무게 중심 위치 등에 기초하여 검출할 수 있다.
또, 촬상 장치 (22) 의 청색 채널에서 얻어지는 용접 강관 (W) 의 정반사 화상은, 표면의 산화 피막의 부착량이 적을 때에는 밝게 보이고 (도 7(a) 참조), 산화 피막이 충분히 부착되어 있을 때에는 어둡게 보인다 (동 도면의 (b) 참조). 따라서, 적색 채널의 경우와 동일한 생각에 의해서, 밝아지는 부분의 위치 및 어두워지는 부분의 위치를 산출한다.
또한, 화상의 세로 방향 또는 가로 방향과, 용접 강관 (W) 의 반송 방향이 엄밀하게 일치하고 있지 않을 경우, 화상을 회전시키는 등의 전처리를 행하는 것이 바람직하다. 또, 주파수 필터 등에 의해서 고주파 성분을 제거하고, 용접 강관 (W) 의 관축 방향으로 적산·평균화·중앙치 처리를 연산하는 등의 전처리에 의해서 노이즈를 저감시키는 것이 바람직하다.
또, 화상 처리 장치 (23) 에 의한 화상 처리에 의해서도 심부 (S) 를 양호한 정밀도로 산출하기가 어려우며, 또한 화상을 육안으로 보았을 때 심부 (S) 를 판정할 수 있는 경우에는, 예를 들어 가열부의 화상 및 심부 (S) 의 화상을, 표시 장치 (24) 를 통해서 오퍼레이터에게 시각적으로 표시해도 된다.
표시 장치 (24) 는, 화상 처리 장치 (23) 에 의한 처리 결과를 표시함으로써, 오퍼레이터에 대해서 가이던스를 행한다. 표시 장치 (24) 는, 예를 들어 화상 처리 장치 (23) 에 의해서 검출된 용접 강관 (W) 의 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량을 수치로서 표시할 수 있다. 또, 표시 장치 (24) 는, 심부 (S) 의 위치 및 가열부의 위치를, 화상으로서 표시해도 된다.
심부 (S) 의 위치 및 가열부의 위치를 화상으로서 표시할 경우, 예를 들어 촬상 장치 (22) 의 청색 채널에서 수광한 화상과, 적색 채널에서 수광한 화상을 중첩하여 표시해도 된다. 혹은, 도 11 에 나타내는 바와 같이, 심부 (S) 의 위치를 나타내는 화상과, 가열부의 위치를 나타내는 화상을, 용접 강관 (W) 의 반송 방향으로 나열하여 표시해도 된다. 또, 심부 (S) 의 자동 검출을 양호한 정밀도로 행할 수 없을 경우에는, 예를 들어 도 12 에 나타내는 바와 같이, 어닐러 가열자 (13) 의 위치로부터 추정한 가열부의 위치를, 심부 (S) 상에 중첩하여 표시해도 된다. 이와 같이, 심부 (S) 의 위치 및 가열부의 위치를 화상으로서 표시함으로써, 오퍼레이터가 심부 (S) 의 위치 및 가열부의 위치를, 직감적으로 파악하는 것이 가능해진다.
또한, 위치 검출 장치 (2) 는, 심부 (S) 의 위치와 가열부의 위치 사이에, 미리 정한 임계값 이상의 거리가 있을 경우에, 알람에 의해서 통지하는 통지 수단을 구비하고 있어도 된다. 또, 위치 검출 장치 (2) 는, 화상 처리 장치 (23) 에 의해서 처리된 화상을 축적하고, 가열 상황의 추이를 기록하는 기록 수단을 구비하고 있어도 된다.
[변형예 1]
상기한 위치 검출 장치 (2) 에서는, 용접 강관 (W) 의 심부 (S) 및 가열부의 위치 검출 결과를 표시 장치 (24) 에 표시하고 있었다. 한편, 예를 들어 도 13 에 나타내는 바와 같이, 화상 처리 장치 (23) 에 의해서 검출한 심부 (S) 및 가열부의 위치의 어긋남량에 기초하여, 어닐러 가열자 (13) 의 위치를 제어해도 된다. 동 도면에 나타낸 위치 검출 장치 (2A) 는, 도 2 에 나타낸 위치 검출 장치 (2) 의 구성에 더하여, 가열자 위치 제어 장치 (25) 를 구비하고 있다.
가열자 위치 제어 장치 (25) 는, 위치 검출 장치 (2A) 의 화상 처리 장치 (23) 에 의해서 검출된 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량에 기초하여, 어닐러 가열자 (13) 의 위치를 제어한다. 즉, 가열자 위치 제어 장치 (25) 는, 심부 (S) 에 대해서 가열부를 일치시키도록, 어닐러 가열자 (13) 의 위치를 용접 강관 (W) 의 둘레 방향으로 이동시킨다. 이와 같이, 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량에 기초하여 어닐러 가열자 (13) 의 위치를 제어함으로써, 심부 (S) 를 양호한 정밀도로 가열하는 것이 가능해진다.
또, 어닐러 가열자 (13) 가 복수 있을 경우에는, 본 발명에 관련된 위치 검출 장치 (2A) 보다 전 및/또는 후에 있는 어닐러 가열자 (13) 의 위치를 제어할 수 있다. 위치 검출 장치 (2A) 보다 전에 있는 어닐러 가열자 (13) 의 위치를 제어하는 경우에는, 피드 백이 되어, 안정적인 가열 공정의 제어가 가능해진다. 한편, 위치 검출 장치 (2A) 보다 후에 있는 어닐러 가열자 (13) 의 위치를 제어하는 경우에는, 피드 포워드가 되어, 보다 반응이 좋은 제어가 됨과 함께, 어긋나 가열된 심부 (S) 도, 위치 검출 장치 (2A) 보다 후에서는 올바르게 가열되게 된다. 보다 바람직한 것은, 위치 검출 장치 (2A) 의 전후에 있는 어닐러 가열자 (13) 의 위치를 제어하는 것이고, 피드 백과 피드 포워드의 양방의 이점을 얻을 수 있다. 또, 가장 바람직한 것은, 위치 검출 장치 (2A) 의 전후에 있는 모든 어닐러 가열자 (13) 의 위치를 제어하는 것이고, 목적으로 하는 가열 공정에서의 효과가, 보다 확실하게 얻어지는 것이 된다.
또, 용접 강관 (W) 이 가열 과정에서 비틀려, 각 어닐러 가열자 (13) 의 위치마다 심부 (S) 의 위치가 상이한 경우에는, 반대로 위치 검출 장치 (2A) 를 각 어닐러 가열자 (13) 의 전후에 복수 설치하는 것이 바람직하다. 이와 같이 배치함으로써, 어닐러 가열자 (13) 마다의 가열부와 심부 (S) 의 위치 관계를 파악할 수 있게 되어, 비틀림이 발생되었다고 해도 위치 제어 성능이 향상된다. 보다 많은 위치 검출 장치 (2A) 를 설치하는 것이 바람직하지만, 가장 바람직한 것은, 모든 어닐러 가열자 (13) 의 전후에서 가열부와 심부 (S) 의 위치 관계를 파악하는 것이고, 비틀림의 영향을 완전히 제외하는 것이 가능해진다.
[변형예 2]
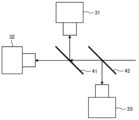
본 발명의 변형예 2 에 대해서 설명한다. 변형예 2 에서는, 도 14 에 나타내는 바와 같이, 컬러 카메라 대신에, 동일한 광학 특성을 갖는 2 대의 카메라 (31, 32) 와, 빔 스플리터 (41) 를 사용한다. 또한, 빔 스플리터 (41) 대신에 프리즘을 사용해도 된다. 그리고, 2 대의 카메라 (31, 32) 에 대해서, 빔 스플리터 (41) 를 사용하여 광축 맞춤을 행하여, 대상 시야가 동일해지도록 조정한다.
여기에서 설명하는 광학 특성이란, 시야 및 분해능을 가리킨다. 각 카메라 (31, 32) 앞에는, 예를 들어 제 1 파장역만을 투과하는 필터와, 제 2 파장역만을 투과하는 필터를 설치한다. 이로써, 위치 맞춤된 상태에서 반사 화상과 방사 화상을 얻는 것이 가능해져, 컬러 카메라를 사용한 경우와 동일한 효과를 얻을 수 있다. 또 이 때, 광축의 어긋남이나 렌즈의 셰이딩에 의해서 다소의 위치 어긋남이 발생해도, 예를 들어 화상간에서 촬상 대상의 동일 위치가 되도록 소자간의 대응이 미리 판명되어 있을 경우, 화상 처리에 의해서 위치 맞춤해도 된다. 또, 빔 스플리터 (41) 나 프리즘 대신에, 파장역에 의해서, 반사 방향을 제어하거나, 투과시키거나 하는 특성을 갖는 다이크로익 미러를 사용해도 된다.
또, 예를 들어 3 대의 카메라 (31, 32, 33) 를 사용하여, 2 조건의 반사 화상을 촬상할 경우, 도 15 에 나타내는 바와 같이, 2 대의 빔 스플리터 (41, 42) 를 사용하여 광축 맞춤을 행함으로써, 컬러 카메라를 사용한 경우와 동일한 효과를 얻을 수 있다.
[변형예 3]
본 발명의 변형예 3 에 대해서 설명한다. 변형예 3 에서는, 도 16 에 나타내는 바와 같이, 컬러 카메라 (34) 와, 하프 미러 (43) 를 사용한다. 예를 들어 배치 제약에 의해서, 어닐러 가열자 (13) 간에 거의 미미한 스페이스밖에 없을 경우, 후기하는 실시예와 같이, 정반사 조건이나 확산 반사 조건에서 조사하는 것이 곤란하다.
그래서, 이와 같은 경우에는, 도 16 에 나타내는 바와 같은 동축 낙사 광학계를 채용해도 된다. 즉, 하프 미러 (43) 를 개재하여, 제 1 파장역의 광선을 용접 강관 (W) 의 표면에 조사하고, 그 반사광을 하프 미러 (43) 에 투과시켜, 컬러 카메라 (34) 에 의해서 수광한다. 또, 제 2 파장역의 광은, 하프 미러 (43) 를 개재하여 수광할 수 있기 때문에, 반사광의 수광, 자발광의 수광 및 조사를, 동축에서 실시하는 것이 가능해져, 스페이스 절약화를 기대할 수 있다.
[품질 관리 방법]
용접 강관 (W) 의 품질 관리 방법은, 위치 검출 장치 (2, 2A) 에 의해서 검출된 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량에 기초하여, 용접 강관 (W) 의 품질을 관리한다. 품질 관리 방법에서는, 예를 들어 상기한 어긋남량이 미리 정한 임계값 이상인 경우, 용접 강관 (W) 의 품질 (예를 들어 인성 등) 이, 미리 정해진 요구 스펙을 만족하는지의 여부를 검사하는 검사 공정을 실시한다. 그리고, 검사 공정의 결과에 기초하여, 당해 용접 강관 (W) 을 그레이드 하향으로 하여 재이용할지, 혹은 NG 품으로서 폐기할지를 결정한다. 이와 같이, 심부 (S) 의 위치에 대한 가열부의 위치의 어긋남량에 기초하여 용접 강관 (W) 을 분류함으로써, 품질이 우수한 용접 강관 (W) 을 제공할 수 있다.
이상 설명한 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법에 의하면, 아래와 같은 효과를 얻는다. 즉, 광원 (21) 으로부터 심부 (S) 에 조사된 광의 반사광을 수광하는 채널과, 가열부의 적열에 의한 방사광을 수광하는 채널을 갖는 촬상 장치 (22) 에 의해서 용접 강관 (W) 을 촬상함으로써, 저비용이며 또한 간이한 구성으로 할 수 있다. 또, 심부 및 가열부의 위치를 양호한 정밀도로 검출할 수 있다.
또, 실시형태에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법에 의하면, 아래와 같은 효과도 얻는다. 즉, 종래 오퍼레이터에 의한 실물의 육안에 의존하고 있던 심부 (S) 와 가열부의 위치 관계의 위치 어긋남 방지 대책을, 가시화 및 자동화하는 것이 가능해진다.
이상, 본 발명에 관련된 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법에 대해서, 발명을 실시하기 위한 형태 및 실시예에 의해서 구체적으로 설명하였다. 단, 본 발명의 취지는 이것들의 기재에 한정되는 것이 아니고, 청구범위의 기재에 기초하여 넓게 해석되어야만 한다. 또, 이것들의 기재에 기초하여 다양하게 변경, 개변하거나 한 것도 본 발명의 취지에 포함되는 것은 말할 것도 없다.
[실시예]
본 발명의 실시예에 대해서 설명한다. 본 실시예에서는, 도 2 와 동일한 위치 검출 장치를 구축하고, 심부 및 가열부의 위치를 검출하였다. 촬상 장치로서 640 × 480 화소의 컬러 카메라를 사용하고, 광원으로서 청색의 광만 조사할 수 있는 스폿 광원을 사용하였다. 또, 촬상 장치와 광원의 배치는, 정반사 조건으로 하고, 광의 조사각을 5 도로 설정하였다. 얻어진 화상으로부터 무게 중심 처리에 의해서 심부 및 가열부의 위치를 산출한 결과를 도 17 에 나타낸다. 동 도면에 나타내는 바와 같이, 심부에 대해서 가열부를 양호한 정밀도로 추종할 수 있는 것을 알 수 있다.
또한, 본 실시예에서는, 촬상 장치로서 베이어 방식의 컬러 카메라를 사용했지만, 프리즘 방식의 컬러 카메라를 사용해도 된다. 또, 본 실시예에서는, 정반사 조건에서 촬상했지만, 심부와 심부 이외의 부분의 차를 화상의 특징으로서 검지할 수 있다면, 확산 반사 조건에서 촬상해도 되고, 혹은 도 3 및 도 4 에 나타낸 광학계를 사용하여 촬상해도 된다.
1 : 제조 설비
11 : 용접기
12 : 절삭기
13 : 어닐러 가열자
2, 2A : 위치 검출 장치
21 : 광원
21A : 청색 광원
21B : 녹색 광원
22 : 촬상 장치
221 : 촬상 소자
222 : 빨강 필터
223 : 초록 필터
224 : 파랑 필터
225 : 프리즘
23 : 화상 처리 장치
24 : 표시 장치
25 : 가열자 위치 제어 장치
31, 32, 33 : 카메라
34 : 컬러 카메라
41, 42 : 빔 스플리터
43 : 하프 미러
S : 심부
W : 용접 강관
n : 법선 벡터
α : 조사 각도
β : 수광 각도
c : 측정 지점
11 : 용접기
12 : 절삭기
13 : 어닐러 가열자
2, 2A : 위치 검출 장치
21 : 광원
21A : 청색 광원
21B : 녹색 광원
22 : 촬상 장치
221 : 촬상 소자
222 : 빨강 필터
223 : 초록 필터
224 : 파랑 필터
225 : 프리즘
23 : 화상 처리 장치
24 : 표시 장치
25 : 가열자 위치 제어 장치
31, 32, 33 : 카메라
34 : 컬러 카메라
41, 42 : 빔 스플리터
43 : 하프 미러
S : 심부
W : 용접 강관
n : 법선 벡터
α : 조사 각도
β : 수광 각도
c : 측정 지점
Claims (7)
- 용접 강관의 심부의 위치와, 상기 심부 및/또는 심부 근방이 가열됨으로써 발생되는 가열부의 위치를 검출하는 위치 검출 장치로서,
상기 심부 및 상기 가열부에, 제 1 파장역의 광을 조사하는 광원과,
복수의 상이한 채널을 갖고, 상기 광원에 의해서 광이 조사된 상기 심부 및 상기 가열부를 촬상하는 촬상 장치와,
상기 촬상 장치에 의해서 촬상된 화상을 처리하여, 상기 심부 및 상기 가열부의 위치를 검출하는 화상 처리 장치를 구비하고,
상기 촬상 장치는,
상기 제 1 파장역의 광을 수광 가능한 제 1 채널과,
상기 가열부로부터의 방사광에 대응하는 제 2 파장역의 광을 수광 가능한 제 2 채널을 갖는 용접 강관의 심부 및 가열부의 위치 검출 장치. - 제 1 항에 있어서,
상기 광원과 상기 제 1 채널을 갖는 상기 촬상 장치가, 상기 심부를 포함하는 측정 지점에 대해서, 정반사 조건이 되는 위치에 배치되는 용접 강관의 심부 및 가열부의 위치 검출 장치. - 통상으로 성형된 강판의 맞댐부를 용접하는 용접기와,
용접 후의 비드부를 절삭하는 절삭기와,
절삭 후의 심부를 가열하는 1 개 또는 복수의 어닐러 가열자와,
상기 어닐러 가열자 중 어느 하나의 뒤에 형성된, 제 1 항 또는 제 2 항에 기재된 용접 강관의 심부 및 가열부의 위치 검출 장치를 구비하고,
상기 위치 검출 장치는, 상기 심부의 위치와, 상기 어닐러 가열자에 의해서 발생된 가열부의 위치를 검출하는 용접 강관의 제조 설비. - 용접 강관의 심부의 위치와, 상기 심부 및/또는 심부 근방이 가열됨으로써 발생되는 가열부의 위치를 검출하는 위치 검출 방법으로서,
상기 심부 및 상기 가열부에, 제 1 파장역의 광을 조사하는 조사 공정과,
복수의 상이한 채널을 갖는 촬상 장치에 의해서, 광이 조사된 상기 심부 및 상기 가열부를 촬상하는 촬상 공정과,
상기 촬상 공정에 의해서 촬상된 화상을 처리하여, 상기 심부 및 상기 가열부의 위치를 검출하는 화상 처리 공정을 포함하고,
상기 촬상 장치는,
상기 제 1 파장역의 광을 수광 가능한 제 1 채널과,
상기 가열부로부터의 방사광에 대응하는 제 2 파장역의 광을 수광 가능한 제 2 채널을 갖는 용접 강관의 심부 및 가열부의 위치 검출 방법. - 통상으로 성형된 강판의 맞댐부를 용접하는 용접 공정과,
용접 후의 비드부를 절삭하는 절삭 공정과,
절삭 후의 심부를, 어닐러 가열자에 의해서 가열하는 가열 공정을 포함하고,
상기 가열 공정은, 제 4 항에 기재된 용접 강관의 심부 및 가열부의 위치 검출 방법에 의해서, 상기 심부의 위치와, 상기 어닐러 가열자에 의해서 발생된 가열부의 위치를 검출하는 위치 검출 공정을 포함하는 용접 강관의 제조 방법. - 제 5 항에 있어서,
상기 가열 공정은, 상기 위치 검출 공정에 의해서 검출된 상기 심부의 위치에 대한 상기 가열부의 위치의 어긋남량에 기초하여, 상기 어닐러 가열자의 위치를 제어하는 가열자 위치 제어 공정을 포함하는 용접 강관의 제조 방법. - 제 4 항에 기재된 용접 강관의 심부 및 가열부의 위치 검출 방법에 의해서 검출된, 상기 심부의 위치에 대한 상기 가열부의 위치의 어긋남량에 기초하여, 상기 용접 강관의 품질을 관리하는 용접 강관의 품질 관리 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020201226 | 2020-12-03 | ||
| JPJP-P-2020-201226 | 2020-12-03 | ||
| PCT/JP2021/033008 WO2022118515A1 (ja) | 2020-12-03 | 2021-09-08 | 溶接鋼管のシーム部および加熱部の位置検出装置、溶接鋼管の製造設備、溶接鋼管のシーム部および加熱部の位置検出方法、溶接鋼管の製造方法および溶接鋼管の品質管理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230096051A true KR20230096051A (ko) | 2023-06-29 |
Family
ID=81854109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237017728A KR20230096051A (ko) | 2020-12-03 | 2021-09-08 | 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240017358A1 (ko) |
| EP (1) | EP4257260A4 (ko) |
| JP (1) | JP7151912B1 (ko) |
| KR (1) | KR20230096051A (ko) |
| CN (1) | CN116547085A (ko) |
| CA (1) | CA3199400A1 (ko) |
| WO (1) | WO2022118515A1 (ko) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5225687A (en) | 1975-08-21 | 1977-02-25 | Nippon Steel Corp | Method of detecting weld zones of seamwelded steel pipes |
| JPS5633542A (en) | 1979-08-27 | 1981-04-04 | Nippon Steel Corp | Detecting device for seam of electro-unite tube |
| JPS59108903A (ja) | 1982-12-14 | 1984-06-23 | Kawasaki Steel Corp | 電縫管のシ−ム位置検出方法 |
| JPS6242004A (ja) | 1985-08-19 | 1987-02-24 | Kawasaki Steel Corp | 電縫管のシ−ム位置検出装置 |
| JPH05240844A (ja) | 1991-11-29 | 1993-09-21 | Nippon Steel Corp | 電縫管溶接部探傷装置の倣い方法 |
| JPH10170228A (ja) | 1996-12-13 | 1998-06-26 | Sumitomo Metal Ind Ltd | 電縫管シーム部検出装置及び方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3204141B2 (ja) * | 1997-01-06 | 2001-09-04 | 住友金属工業株式会社 | 溶接におけるずれ量計測方法及び装置並びにシーム倣い制御方法及び装置 |
| DE19852302A1 (de) * | 1998-11-12 | 2000-05-25 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zum Bearbeiten von Werkstücken mit Hochenergiestrahlung |
| JP3603843B2 (ja) * | 2001-02-23 | 2004-12-22 | 日産自動車株式会社 | レーザー溶接部の品質モニタリング方法およびその装置 |
| JP4591201B2 (ja) * | 2004-09-29 | 2010-12-01 | Jfeスチール株式会社 | 電縫管のシーム位置検出方法、装置、及び、電縫管の製造方法、設備 |
| JP2007120985A (ja) * | 2005-10-25 | 2007-05-17 | Jfe Steel Kk | 電縫管のシームアニーラ位置ずれ検出方法、装置、及び、シームアニーラの加熱子位置制御方法、装置 |
| CA2854097C (en) * | 2011-11-09 | 2015-11-24 | Nippon Steel & Sumitomo Metal Corporation | Monitoring apparatus, method, program, and storage medium for electric resistance welding operation |
| JP5842851B2 (ja) * | 2013-03-29 | 2016-01-13 | トヨタ自動車株式会社 | 溶接部の検査装置とその検査方法 |
| JP6232734B2 (ja) * | 2013-04-26 | 2017-11-22 | 株式会社ジェイテクト | 光学非破壊検査装置及び光学非破壊検査方法 |
| EP3022615B1 (en) * | 2013-07-18 | 2021-08-25 | Toyota Motor Europe | Systems and methods for assuring and improving process quality |
| WO2015152059A1 (ja) * | 2014-04-03 | 2015-10-08 | 新日鐵住金株式会社 | 溶接状態監視システム及び溶接状態監視方法 |
| US20160193681A1 (en) * | 2015-01-07 | 2016-07-07 | Illinois Tool Works Inc. | Synchronized image capture for welding machine vision |
| JP6159005B1 (ja) * | 2016-11-21 | 2017-07-05 | 株式会社中田製作所 | 溶接管製造装置および溶接管製造方法 |
| CN111315531B (zh) * | 2017-08-01 | 2022-09-30 | 西格马实验室公司 | 用于在增材制造操作期间测量辐射热能的系统和方法 |
| EP3712296A4 (en) * | 2017-11-14 | 2021-08-11 | Dai Nippon Printing Co., Ltd. | METAL PLATE FOR THE MANUFACTURE OF VAPOR SEPARATING MASKS, METAL PLATE MANUFACTURING METHODS, STEAM SEPARATING MASK, MANUFACTURING METHODS FOR VAPOR SEPARATING MASK AND STEAM SEPARATING MASK DEVICE WITH STEAM SHIELDING DEVICE |
| WO2019142350A1 (ja) * | 2018-01-22 | 2019-07-25 | 日本製鉄株式会社 | 溶接操業監視システムおよび溶接操業監視方法 |
| EP3753667B1 (en) * | 2018-02-16 | 2022-06-22 | Panasonic Intellectual Property Management Co., Ltd. | Laser welding device and laser welding method |
| JP7203306B2 (ja) * | 2018-02-16 | 2023-01-13 | パナソニックIpマネジメント株式会社 | レーザ溶接装置及びレーザ溶接方法 |
| CN114643367A (zh) * | 2018-02-21 | 2022-06-21 | 西格马实验室公司 | 用于在增材制造操作期间测量辐射热能的系统和方法 |
| CN113260479B (zh) * | 2018-12-20 | 2024-09-24 | Etxe-Tar有限公司 | 用光束加工物体的方法和加工系统 |
| JP7247876B2 (ja) * | 2019-12-10 | 2023-03-29 | トヨタ自動車株式会社 | 溶着ビード切削装置および溶着ビード切削方法 |
| JP7555043B2 (ja) * | 2020-03-05 | 2024-09-24 | パナソニックIpマネジメント株式会社 | ビード外観検査装置、ビード外観検査方法、プログラムおよびビード外観検査システム |
| JP7353221B2 (ja) * | 2020-03-09 | 2023-09-29 | 株式会社アマダ | レーザ溶接モニタリング装置及びレーザ溶接モニタリング方法 |
| CN112091480B (zh) * | 2020-08-06 | 2022-02-11 | 苏州实创德光电科技有限公司 | 用于直缝管轴向焊缝识别的辅助内照明系统及焊接方法 |
| WO2022181061A1 (ja) * | 2021-02-25 | 2022-09-01 | パナソニックIpマネジメント株式会社 | 推定モデル生成装置および加工状態推定装置 |
-
2021
- 2021-09-08 US US18/037,178 patent/US20240017358A1/en active Pending
- 2021-09-08 KR KR1020237017728A patent/KR20230096051A/ko unknown
- 2021-09-08 CA CA3199400A patent/CA3199400A1/en active Pending
- 2021-09-08 CN CN202180081081.0A patent/CN116547085A/zh active Pending
- 2021-09-08 WO PCT/JP2021/033008 patent/WO2022118515A1/ja active Application Filing
- 2021-09-08 EP EP21900271.4A patent/EP4257260A4/en active Pending
- 2021-09-08 JP JP2021570286A patent/JP7151912B1/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5225687A (en) | 1975-08-21 | 1977-02-25 | Nippon Steel Corp | Method of detecting weld zones of seamwelded steel pipes |
| JPS5633542A (en) | 1979-08-27 | 1981-04-04 | Nippon Steel Corp | Detecting device for seam of electro-unite tube |
| JPS59108903A (ja) | 1982-12-14 | 1984-06-23 | Kawasaki Steel Corp | 電縫管のシ−ム位置検出方法 |
| JPS6242004A (ja) | 1985-08-19 | 1987-02-24 | Kawasaki Steel Corp | 電縫管のシ−ム位置検出装置 |
| JPH05240844A (ja) | 1991-11-29 | 1993-09-21 | Nippon Steel Corp | 電縫管溶接部探傷装置の倣い方法 |
| JPH10170228A (ja) | 1996-12-13 | 1998-06-26 | Sumitomo Metal Ind Ltd | 電縫管シーム部検出装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA3199400A1 (en) | 2022-06-09 |
| EP4257260A4 (en) | 2024-05-15 |
| JPWO2022118515A1 (ko) | 2022-06-09 |
| WO2022118515A1 (ja) | 2022-06-09 |
| JP7151912B1 (ja) | 2022-10-12 |
| CN116547085A (zh) | 2023-08-04 |
| EP4257260A1 (en) | 2023-10-11 |
| US20240017358A1 (en) | 2024-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8890023B2 (en) | Method of verifying seam quality during a laser welding process | |
| EP3168613B1 (en) | Ultrasonic flaw detection device and ultrasonic flaw detection method | |
| US20140175071A1 (en) | Method for Detecting Defects During a Laser-Machining Process and Laser-Machining Device | |
| KR20050044429A (ko) | 작업편들 상의 접합 영역의 평가 방법 및 장치 | |
| US11055858B2 (en) | Method and apparatus for measuring meandering amount of strip, and method and apparatus for detecting abnormal meandering of strip | |
| KR20090021717A (ko) | 원형 선재 광학결함 검출장치 및 방법 | |
| JP2017148841A (ja) | 溶接処理システム及び溶接不良検知方法 | |
| JP4591201B2 (ja) | 電縫管のシーム位置検出方法、装置、及び、電縫管の製造方法、設備 | |
| JP2007120985A (ja) | 電縫管のシームアニーラ位置ずれ検出方法、装置、及び、シームアニーラの加熱子位置制御方法、装置 | |
| JP2012236215A (ja) | 溶削済み鋼材の表面検査方法および表面検査装置 | |
| JP2018020356A (ja) | 電縫鋼管の溶接工程の溶接監視方法及び溶接監視装置 | |
| KR20230096051A (ko) | 용접 강관의 심부 및 가열부의 위치 검출 장치, 용접 강관의 제조 설비, 용접 강관의 심부 및 가열부의 위치 검출 방법, 용접 강관의 제조 방법 및 용접 강관의 품질 관리 방법 | |
| JP7318817B2 (ja) | 溶接鋼管のシーム部および加熱部の位置検出装置、溶接鋼管の製造設備、溶接鋼管のシーム部および加熱部の位置検出方法、溶接鋼管の製造方法および溶接鋼管の品質管理方法 | |
| JP2001321829A (ja) | 鋼板の製造方法および製造装置 | |
| US6822188B1 (en) | Method for shaping materials with plasma-inducing high-energy radiation | |
| KR102536439B1 (ko) | 용접 이상 진단 장치 | |
| JP2007139630A (ja) | 表面検査装置および方法 | |
| JP6418005B2 (ja) | アンダーカット欠陥の検出方法、アンダーカット欠陥の検出装置、及び、隅肉アーク溶接方法 | |
| JP2024063549A (ja) | 溶接鋼管の熱処理設備、溶接鋼管の製造設備、溶接鋼管の熱処理方法および溶接鋼管の製造方法 | |
| JPS5948937B2 (ja) | 溶接部処理装置 | |
| JPH0577062A (ja) | 熱間電縫管溶接部の監視方法とその装置 | |
| JP2008175577A (ja) | 電縫溶接管溶接部監視方法及び監視装置並びに電縫溶接管の製造方法 | |
| JPH01113175A (ja) | 溶接異常検出方法 | |
| JP2010210388A (ja) | コイル状鋼帯の側面撮像方法および側面観察装置 |