KR20230074714A - Flat work accumulation method and flat work accumulation device - Google Patents
Flat work accumulation method and flat work accumulation device Download PDFInfo
- Publication number
- KR20230074714A KR20230074714A KR1020237007211A KR20237007211A KR20230074714A KR 20230074714 A KR20230074714 A KR 20230074714A KR 1020237007211 A KR1020237007211 A KR 1020237007211A KR 20237007211 A KR20237007211 A KR 20237007211A KR 20230074714 A KR20230074714 A KR 20230074714A
- Authority
- KR
- South Korea
- Prior art keywords
- flat
- work
- conveyor
- partition
- conveying
- Prior art date
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/24—Pile receivers multiple or compartmented, e.d. for alternate, programmed, or selective filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/34—Apparatus for squaring-up piled articles
- B65H31/36—Auxiliary devices for contacting each article with a front stop as it is piled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/30—Other features of supports for sheets
- B65H2405/33—Compartmented support
- B65H2405/331—Juxtaposed compartments
- B65H2405/3312—Juxtaposed compartments for storing articles vertically or inclined (>45)
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Attitude Control For Articles On Conveyors (AREA)
Abstract
본 발명은 순차 반송되는 복수의 평판 워크를 집적해서 회수할 수 있는 평판 워크의 집적 방법에 관한 것이다. 그 방법은 복수 열 또한 복수 행으로 나열된 복수의 평판 워크(1)를 컨베이어(3)로 반송하고, 상기 컨베이어(3)의 외측에 배치된 칸막이부(5)의 상면(5a)에 상기 평판 워크(1)를 진행시키고, 그 평판 워크(1)를 스토퍼부(7)에 닿게 함으로써, 이웃하는 칸막이부(5) 간에 설치된 수용부(42)에 상기 평판 워크(1)를 낙하시켜서 집적한다.The present invention relates to a flat work accumulation method capable of collecting and collecting a plurality of flat work pieces sequentially conveyed. The method conveys a plurality of flat works 1 arranged in a plurality of rows and rows on a conveyor 3, and attaches the flat work to the upper surface 5a of a partition 5 disposed outside the conveyor 3. (1) is advanced, and the flat workpiece 1 is brought into contact with the stopper portion 7 so that the flat workpiece 1 is dropped into the accommodating portion 42 provided between the adjacent partitioning portions 5 and accumulated.
Description
본 발명은 복수의 평판 워크를 반송하고, 수용부에 순차 집적하는 평판 워크의 집적 방법 및 그 집적 장치에 관한 것이다.[0001] The present invention relates to a method for integrating flat works and an integrating device for conveying a plurality of flat works and sequentially stacking them in a housing unit.
종래, 액정 표시 장치나 유기 EL 표시 장치 등의 화상 표시 장치에, 광학 필름이 사용되고 있다. 상기 광학 필름으로서는 편광자를 포함하는 편광 필름, 위상차 필름, 광확산 필름 등이 열거된다. 또한, 편광 필름 등은 편광 선글래스, 조광창 등과 같은 화상 표시 장치 이외의 용도에도 사용되고 있다.BACKGROUND OF THE INVENTION Conventionally, optical films are used for image display devices such as liquid crystal display devices and organic EL display devices. Examples of the optical film include a polarizing film including a polarizer, a retardation film, and a light diffusion film. In addition, polarizing films and the like are also used for applications other than image display devices such as polarizing sunglasses and light control windows.
이러한 광학 필름은 상기 화상 표시 장치의 화면 등에 조립하기 위해서, 그 화면 등과 합치하도록, 소정의 평면시 형상의 평판 워크로 형성된다. 예를 들면, 광학 필름 원반(장척 띠 형상의 광학 필름 또는 대형의 광학 필름)을 절단 칼날로 절단함으로써 복수의 평판 워크(소정의 평면시 형상으로 형성된 매엽 형상의 광학 필름)가 연속적으로 복수 형성된다. 연속적으로 형성되는 평판 워크는 컨베이어로 반송되고, 순차 모아서 다음 공정으로 보내진다.In order to assemble such an optical film to a screen or the like of the image display device, it is formed into a flat plate work having a predetermined planar view shape so as to match the screen or the like. For example, by cutting an optical film master (a long strip-shaped optical film or a large-sized optical film) with a cutting blade, a plurality of flat works (sheet-shaped optical films formed into a predetermined planar view shape) are continuously formed in plurality. . The continuously formed flat plate work is conveyed by a conveyor, collected sequentially, and sent to the next process.
특허문헌 1에는 연속적으로 형성되는 평판 워크를 회수부에 집적하기 위해서, 비스듬히 연장되는 하류단 가장자리를 갖는 워크 반송대를 구비하는 시스템이 개시되어 있다. 구체적으로는 특허문헌 1의 시스템은 평판 워크를 반송방향을 따라서 상류측으로부터 하류측으로 반송하는 워크 반송면을 구비하는 반송대로서, 워크 반송면의 하류단 가장자리의 연장 방향이 상기 워크의 반송방향과 비직교로 구성되어 있는 반송대를 구비하고 있다.
특허문헌 1의 시스템은 원활하게 평판 워크를 집적해서 회수할 수 있으므로, 기능적으로 바람직하다. 그러나, 비스듬하게 연장되는 하류단 가장자리를 갖는 워크 반송대는 비교적 대면적이기 때문에, 그 설치 스페이스가 커진다. 따라서, 특허문헌 1의 시스템은 어느 정도 넓은 장소에 설치하지 않으면 안된다고 하는 설비 장소의 제약을 받는다.The system of
한편, 기술의 다양화의 관점에서, 특허문헌 1과는 다른 방식으로, 순차 반송되는 평판 워크를 원활하게 집적하는 것도 요구되고 있다.On the other hand, from the viewpoint of diversification of technology, it is also required to smoothly accumulate flat workpieces that are sequentially conveyed in a manner different from that in
본 발명의 목적은 순차 반송되는 복수의 평판 워크를 집적해서 회수할 수 있는 평판 워크의 집적 방법 및 평판 워크의 집적 장치를 제공하는 것이다.An object of the present invention is to provide a method for accumulating flat works and an apparatus for accumulating flat works, which can accumulate and collect a plurality of flat works that are sequentially conveyed.
본 발명의 평판 워크의 집적 방법은 복수의 평판 워크를 상류측으로부터 하류측으로 반송하는 컨베이어와, 상기 컨베이어의 하류측 엣지의 외측에 배치된 복수의 칸막이부와, 상기 칸막이부의 하류측에 배치된 스토퍼부를 갖는 장치를 사용하고, 상기 컨베이어의 반송면 상에, 상기 평판 워크가 폭방향으로 복수 열 또한 상기 폭방향과 직교하는 방향인 반송방향으로 복수 행 나열된 상태에서, 상기 각 평판 워크를 순차 반송하고, 상기 컨베이어의 반송에 의해 상기 하류측 엣지의 외측으로 나가는 각 평판 워크를, 상기 칸막이부의 상면 위를 미끄러지면서 진행시키고, 상기 평판 워크를 상기 스토퍼부에 닿게 하면서 상기 평판 워크를 상기 칸막이부의 상면으로부터 낙하시켜서 상기 이웃하는 칸막이부 사이의 수용부에 순차 집적한다.The flat work accumulation method of the present invention includes a conveyor for conveying a plurality of flat workpieces from an upstream side to a downstream side, a plurality of partitions disposed outside the downstream edge of the conveyor, and a stopper disposed on the downstream side of the partitions. Using a device having a section, on the conveying surface of the conveyor, in a state in which the flat work is arranged in multiple rows in the width direction and in a plurality of rows in the conveying direction, which is a direction orthogonal to the width direction, the flat work is sequentially conveyed, , Each flat workpiece going outward of the downstream edge by the conveyance of the conveyor is advanced while sliding on the upper surface of the partitioning part, and the flat workpiece is moved from the upper surface of the partitioning part while bringing the flat workpiece into contact with the stopper part They are dropped and sequentially accumulated in the accommodating parts between the neighboring partitions.
본 발명의 바람직한 집적 방법은 상기 평판 워크를, 수평에 대하여 경사시킨 상태에서 상기 수용부에 순차 집적한다.In a preferred integrating method of the present invention, the flat workpiece is sequentially integrated into the accommodating portion in a state of being inclined with respect to the horizontal.
본 발명의 바람직한 집적 방법은 상기 경사진 상태에서 수용부에 집적한 후, 그 집적물을 다음 공정으로 반송한다.In a preferred method of accumulation of the present invention, after the accumulation is carried out in the accommodating portion in the inclined state, the accumulation is conveyed to the next step.
본 발명의 바람직한 집적 방법은 상기 평판 워크가 상기 스토퍼부에 닿은 후, 상기 평판 워크가 회전해서 상기 칸막이부의 상면으로부터 낙하해서 상기 수용부에 순차 집적된다.In a preferred stacking method of the present invention, after the flat workpiece touches the stopper portion, the flat workpiece is rotated and dropped from the upper surface of the partition portion to be sequentially stacked on the receiving portion.
본 발명의 바람직한 집적 방법은 상기 복수의 평판 워크의 평면시 형상이, 장축과 단축을 갖는 형상이고, 상기 평판 워크의 장축이 상기 반송방향에 대하여 경사진 상태에서, 상기 복수의 평판 워크가 상기 컨베이어의 반송면 상에 나열되고 있다.In a preferred integration method of the present invention, in a state in which the plan view shape of the plurality of flat workpieces is a shape having a long axis and a short axis, and the long axis of the flat workpiece is inclined with respect to the conveying direction, the plurality of flat workpieces are moved along the conveyor. are listed on the conveying surface of
본 발명의 다른 국면에 의하면, 평판 워크의 집적 장치를 제공한다.According to another aspect of the present invention, an apparatus for integrating flat work is provided.
본 발명의 평판 워크의 집적 장치는 복수의 평판 워크가 폭방향으로 복수 열 또한 상기 폭방향과 직교하는 방향인 반송방향으로 복수 행 나열된 상태에서, 상기 복수의 평판 워크를 반송방향 상류측으로부터 하류측으로 순차 반송하는 컨베이어와, 상기 평판 워크의 각 열에 대응해서 상기 컨베이어의 하류측 엣지의 외측에 배치된 복수의 칸막이부로서, 상기 컨베이어의 반송에 의해 상기 하류측 엣지의 외측으로 나가는 상기 평판 워크를 일시적으로 지지하는 상면을 갖는 칸막이부와, 상기 칸막이부의 하류측에 배치된 스토퍼부로서, 상기 칸막이부의 상면 위를 미끄러지면서 나아가는 상기 평판 워크의 진행을 저지하고, 상기 평판 워크를 상기 이웃하는 칸막이부 간의 수용부로 안내하는 스토퍼부를 갖는다.In the flat work accumulator of the present invention, in a state where a plurality of flat work pieces are arranged in multiple rows in the width direction and in multiple rows in the conveying direction, which is a direction orthogonal to the width direction, the plurality of flat work pieces are moved from the upstream side to the downstream side in the conveying direction. A conveyor that sequentially conveys, and a plurality of partitions arranged outside the downstream edge of the conveyor corresponding to each row of the flat plate work, temporarily transporting the flat plate work to the outside of the downstream edge by conveying the conveyor. A partition portion having an upper surface supported by and a stopper portion disposed on the downstream side of the partition portion to prevent the flat plate work from advancing while sliding on the upper surface of the partition portion, and to move the flat plate work between the neighboring partition parts. It has a stopper portion for guiding to the accommodating portion.
본 발명의 바람직한 집적 장치는 상기 이웃하는 칸막이부의 간격을 변화시키기 위해서, 상기 각 칸막이부가 변위 가능하다.In a preferred integrated device of the present invention, each of the partitions is displaceable in order to change the spacing of the neighboring partitions.
본 발명의 바람직한 집적 장치는 또한, 상기 각 칸막이부의 하방에, 상기 칸막이부의 일방측으로 연장되는 받이부가 각각 설치되고, 상기 받이부가 상기 이웃하는 칸막이부와 상기 받이부에 의해 구획되어 있다.In a preferred integrated device of the present invention, a receiving portion extending to one side of the partitioning portion is provided below each of the partitioning portions, and the receiving portion is partitioned by the adjacent partitioning portion and the receiving portion.
본 발명의 바람직한 집적 장치는 또한, 상기 각 칸막이부의 하방에 상기 칸막이부의 일방측 및 그 반대측으로 연장되는 우측 받이부 및 좌측 받이부가 각각 설치되고, 상기 수용부가 상기 이웃하는 칸막이부와 상기 우측 받이부 및 좌측 받이부에 의해 구획되어 있다.In a preferred integrated device of the present invention, a right receiving part and a left receiving part extending to one side and the opposite side of the partition part are installed under each partition part, and the accommodating part is installed in the adjacent partition part and the right receiving part. And it is partitioned by the left receiving part.
본 발명의 평판 워크의 집적 방법 및 집적 장치에 의하면, 컨베이어에 의해 순차 반송되는 복수의 평판 워크를 효과적으로 집적할 수 있다.According to the method and apparatus for integrating flat work according to the present invention, it is possible to effectively integrate a plurality of flat work pieces sequentially conveyed by a conveyor.
도 1은 평판 워크의 평면도이다.
도 2는 평판 워크의 층 구성의 하나의 예를 나타내는 측면도이다.
도 3은 평판 워크의 층 구성의 다른 하나의 예를 나타내는 측면도이다.
도 4는 본 발명의 집적 장치를 포함하는 시스템의 개략 측면도이다.
도 5는 동 시스템의 개략 평면도이다.
도 6은 컨베이어의 벨트가 변경된 동 시스템의 개략 평면도이다.
도 7은 본 발명의 집적 장치의 평면도이다.
도 8은 동 집적 장치를 도 7의 화살표 VIII방향으로부터 본 우측면도이다.
도 9는 동 집적 장치를 도 7의 화살표 IX방향으로부터 본 정면도이다.
도 10의 (a)는 칸막이부를 갖는 제 1 유지 부재의 평면도, (b)는 동 제 1 유지 부재의 우측면도, (c)는 동 제 1 유지 부재의 정면도이다.
도 11은 도 10의 XI-XI선으로 절단한 확대 단면도이다.
도 12(a)는 칸막이부를 갖는 제 2 유지 부재의 평면도, (b)는 동 제 2 유지 부재의 우측면도, (c)는 동 제 2 유지 부재의 정면도이다.
도 13은 도 12의 XIII-XIII선으로 절단한 확대 단면도이다.
도 14는 이웃하는 유지 부재의 받이부가 겹친 상태를 나타내는 평면도이다.
도 15는 도 14의 XV-XV선으로 절단한 확대 단면도이다.
도 16은 컨베이어로 반송되고 있는 평판 워크를 나타내는 평면도이다.
도 17은 평판 워크가 칸막이부의 상면에 실려 옮겨질 때의 상태를 나타내는 평면도이다.
도 18의 (a)는 도 17의 화살표 XVIII방향으로부터 본 일부 생략 측면도이고, (b)는 평판 워크가 칸막이부의 상면을 미끄러지면서 진행하는 상태를 나타내는 일부 생략 측면도이다.
도 19는 평판 워크가 스토퍼부에 닿았을 때의 상태를 나타내는 평면도이다.
도 20은 평판 워크가 수용부에 들어가는 상태를 나타내는 정면도이다.
도 21은 수용부에 복수의 평판 워크가 집적된 상태를 나타내는 정면도이다.
도 22의 (a)는 칸막이부를 포함하는 유지 부재의 간격을 넓히고, 집적물을 받이부에 실은 상태를 나타내는 정면도이고, (b)는 그 평면도이다.
도 23은 제 2 실시형태의 집적 장치를 사용해서 평판 워크를 집적하는 상태를 나타내는 평면도이다.
도 24는 동 집적 장치에 있어서, 평판 워크가 수용부에 낙하하는 상태를 나타내는 평면도이다.
도 25는 평판 워크가 수용부에 들어가는 상태를 나타내는 정면도이다.
도 26의 (a)는 제 3 실시형태의 유지 부재의 평면도이고, (b)는 동 유지 부재의 정면도이다.
도 27은 제 3 실시형태의 유지 부재를 폭방향으로 복수 나열한 상태를 나타내는 정면도이다.
도 28은 제 4 실시형태의 유지 부재를 갖는 집적 장치의 우측면도이다.
도 29는 제 5 실시형태의 가(假) 저부를 갖는 집적 장치의 우측면도이다.
도 30은 다양한 평면시 형상의 평판 워크를 나타내는 평면도이다.1 is a plan view of a flat plate work.
Fig. 2 is a side view showing one example of the layer configuration of flat plate work.
Fig. 3 is a side view showing another example of the layer configuration of flat plate work.
4 is a schematic side view of a system including an integrated device of the present invention.
5 is a schematic plan view of the system.
Fig. 6 is a schematic plan view of the system with a modified conveyor belt.
7 is a plan view of an integrated device of the present invention.
FIG. 8 is a right side view of the integrated device viewed from the direction of arrow VIII in FIG. 7 .
Fig. 9 is a front view of the integrated device seen from the direction of arrow IX in Fig. 7;
Fig. 10 (a) is a plan view of a first holding member having a partition, (b) is a right side view of the first holding member, and (c) is a front view of the first holding member.
FIG. 11 is an enlarged cross-sectional view taken along line XI-XI in FIG. 10 .
Fig. 12 (a) is a plan view of a second holding member having a partition, (b) is a right side view of the second holding member, and (c) is a front view of the second holding member.
FIG. 13 is an enlarged cross-sectional view taken along line XIII-XIII of FIG. 12 .
Fig. 14 is a plan view showing a state in which receiving portions of adjacent holding members overlap each other.
15 is an enlarged cross-sectional view taken along line XV-XV of FIG. 14;
16 is a plan view showing a flat workpiece conveyed by a conveyor.
Fig. 17 is a plan view showing a state when a flat plate work is carried on the upper surface of the partitioning part.
Fig. 18 (a) is a partially omitted side view viewed from the direction of arrow XVIII in Fig. 17, and (b) is a partially omitted side view showing a state in which the flat plate work slides on the upper surface of the partition portion.
Fig. 19 is a plan view showing a state when a flat plate workpiece touches a stopper part.
Fig. 20 is a front view showing a state in which the flat workpiece enters the accommodating portion.
Fig. 21 is a front view showing a state in which a plurality of flat workpieces are accumulated in the housing part.
Fig. 22 (a) is a front view showing a state in which the interval between the holding members including the partitions is widened and the accumulation is loaded on the receiving part, and (b) is a plan view thereof.
Fig. 23 is a plan view showing a state of integrating flat workpieces using the integrator of the second embodiment.
Fig. 24 is a plan view showing a state in which a flat workpiece falls into an accommodating unit in the same integrator.
Fig. 25 is a front view showing a state in which the flat workpiece enters the accommodating portion.
Fig. 26 (a) is a plan view of the holding member of the third embodiment, and (b) is a front view of the holding member.
27 is a front view showing a state in which a plurality of holding members are arranged in a row in the width direction according to the third embodiment.
Fig. 28 is a right side view of an integrated device having a holding member in a fourth embodiment.
Fig. 29 is a right side view of an integrated device having a temporary bottom according to the fifth embodiment.
30 is a plan view showing flat plate works of various plan view shapes.
본 명세서에 있어서, 「평면시」는 평판 워크 등의 대상물의 표면에 대하여 연직 방향으로부터 본 것을 말하고, 「평면시 형상」은 평판 워크 등의 대상물의 표면에 대하여 연직 방향으로부터 보았을 때의 대상물의 형상 및 도면을 말한다. 또한, 본 명세서에 있어서, 「평면도」는 상방으로부터 하방을 향해 본 도면이고, 「측면도」는 폭방향 일방향으로부터 반대측을 향해 본 도면이고, 「정면도」는 반송방향 하류측으로부터 상류측을 향해 본 도면이다.In this specification, "planar view" refers to a view from a vertical direction with respect to the surface of an object such as a flat workpiece, and "planar view shape" refers to the shape of an object when viewed from a vertical direction with respect to the surface of an object such as a flat workpiece. and drawings. In addition, in this specification, a "planar view" is a view viewed from the top to the bottom, a "side view" is a view viewed from one direction in the width direction toward the opposite side, and a "front view" is a view viewed from the downstream side in the conveying direction toward the upstream side. it is a drawing
또한, 본 명세서에 있어서, 「약」이라고 하는 표현은 본 발명의 기술분야에서 허용되는 범위를 포함하는 것을 의미한다. 또한, 본 명세서에 있어서, 하한값 이상 상한값 이하 등의 수치 범위가 별개로 복수 기재되어 있는 경우, 임의의 하한값과 임의의 상한값을 선택하고, 「임의의 하한값 이상 임의의 상한값 이하」의 수치 범위를 설정할 수 있는 것으로 한다.In addition, in this specification, the expression "about" means including the range accepted in the technical field of this invention. In addition, in this specification, when a plurality of numerical ranges, such as a lower limit value or more and an upper limit value or less, are separately described, an arbitrary lower limit value and an arbitrary upper limit value are selected, and a numerical range of "any lower limit value and an arbitrary upper limit value or less" is set. do what you can
[평판 워크][Reputation work]
도 1은 평판 워크의 평면도를 나타낸다.1 shows a plan view of a flat plate work.
평판 워크(1)의 평면시 형상은 특별히 한정되지 않고, 예를 들면, 대략 직사각형상(대략 직사각형상은 대략 장방형상 또는 대략 정방형상), 대략 삼각형상, 대략 육각형상 등의 대략 다각형상, 대략 원형상, 대략 타원형상, 이것들의 형상이 조합된 이형상 등이 열거된다. 상기 대략 직사각형상, 대략 삼각형상 및 대략 다각형상의 「대략」은 예를 들면, 코너부가 모따기되어 있는 형상, 변의 일부가 약간 올라오거나 또는 들어가 있는 형상, 변이 약간 만곡되어 있는 형상 등이 포함된다. 또한, 상기 대략 원형상 및 대략 타원형상의 「대략」은 예를 들면, 둘레의 일부가 약간 올라오거나 또는 들어가 있는 형상, 둘레의 일부가 약간 직선 또는 사선으로 된 형상 등이 포함된다.The planar view shape of the
도 1에서는 평면시 대략 장방 형상의 평판 워크를 도시하고 있다. 대략 장방형은 장변(장축을 따른 변)과 단변(단축을 따른 변)을 갖는 평면시 형상이다. 또한, 도 1에서는 장방형의 4개의 코너부가 모따기되어 있는 대략 장방형상의 평판 워크를 도시하고 있지만, 코너부가 직각으로 되어 있어도 된다.1 shows a flat plate work having a substantially rectangular shape in plan view. The approximate rectangle is a plan view shape having a long side (a side along the major axis) and a short side (a side along the minor axis). In addition, although Fig. 1 shows a substantially rectangular flat plate work in which four rectangular corner portions are chamfered, the corner portions may be at right angles.
평판 워크는 임의의 웹으로부터 얻어진 것이다.Reputation work is obtained from any web.
상기 평판 워크(및 평판 워크의 근원이 되는 웹)의 종류는 특별히 한정되지 않고, 임의의 합성 수지 필름, 임의의 플라스틱판, 임의의 금속 박판, 및 2종 이상의 임의의 층이 적층된 적층판 등이 열거된다. 예를 들면, 본 발명에 있어서는 광학 필름을 포함하는 평판 워크(및 광학 필름을 포함하는 웹)가 사용된다. 광학 필름을 포함하는 평판 워크는 광학 필름만으로 구성되어 있어도 되고, 광학 필름과 광학 필름 이외의 구성 요소를 갖고 있어도 된다.The type of the flat plate work (and the web underlying the flat plate work) is not particularly limited, and any synthetic resin film, any plastic plate, any thin metal plate, and a laminated plate in which two or more types of arbitrary layers are laminated, etc. are listed For example, in the present invention, a flat plate work containing an optical film (and a web containing an optical film) is used. The flat plate work containing an optical film may be comprised only of an optical film, and may have components other than an optical film and an optical film.
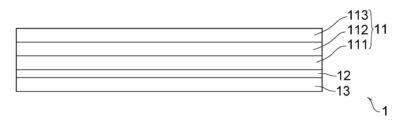
도 2는 광학 필름을 포함하는 평판 워크의 1개의 구성예이고, 도 3은 광학 필름을 포함하는 평판 워크의 다른 하나의 구성예이다.FIG. 2 is one structural example of a flat plate work containing an optical film, and FIG. 3 is another structural example of a flat plate work containing an optical film.
도 2를 참조하여 평판 워크(1)는 광학 필름(11)과, 세퍼레이터 필름(13)과, 광학 필름(11)과 세퍼레이터 필름(13) 간에 개재되어 양 필름(11, 13)을 부착하는 점착제층(12)을 갖는다. 점착제층(12)은 광학 필름(11)에 대하여 강고하게 접착되고, 또한, 세퍼레이터 필름(13)에 대해서는 박리 가능하게 접착되어 있다. 세퍼레이터 필름(13)은 점착제층(12)과의 계면에 있어서 박리될 수 있다. 평판 워크(1)의 사용 시에는 통상, 세퍼레이터 필름(13)을 박리해서 제거된다. 또한, 평판 워크(1)는 상기 점착제층(12) 및 세퍼레이터 필름(13)을 갖고 있지 않아도 된다.Referring to FIG. 2, the
광학 필름(11)은 광학 기능 필름을 포함하고 있다. 상기 광학 기능 필름으로서는 편광자, 위상차 필름, 광확산 필름, 휘도 향상 필름, 방현 필름, 광반사 필름 등이 열거된다. 편광자는 특정한 1개의 방향으로 진동하는 광(편광)을 투과하고, 그 이외의 방향으로 진동하는 광을 차단하는 성질을 갖는 필름이다. 위상차 필름은 광학 이방성을 나타내는 필름이고, 대표적으로는 예를 들면, 아크릴계 수지, 시클로올레핀계 수지, 셀룰로오스계 수지 등의 연신 필름 등이 열거된다. 또한, 광학 필름(11)은 보호 필름을 포함하고 있어도 된다. 보호 필름은 상기 광학 기능 필름을 보호할 목적으로 적층된다. 보호 필름은 전형적으로는 무색 투명한 필름이 사용된다.The
도 2에 예시하는 평판 워크(1)의 광학 필름(11)은 도면 아래로부터 순서대로, 제 1 보호 필름(111)과, 편광자(112)와, 제 2 보호 필름(113)을 갖는다. 상기 각 필름(111 내지 113)이 서로 접착됨으로써, 1개의 적층 필름(광학 필름(11))이 구성되어 있다.The
도 3을 참조하여, 다른 하나의 평판 워크(1)는 광학 필름(11)으로서 위상차 필름(115)을 갖는다. 또한, 상기 광학 필름(11)의 표면(위상차 필름(115)의 표면)에, 점착제층(17)을 개재해서 표면 보호 필름(16)이 적층되어 있다. 표면 보호 필름(16)은 예를 들면, 점착제층(17)을 수반해서 광학 필름(11)(위상차 필름(115))의 표면으로부터 박리될 수 있다. 또한, 도 3에서는 광학 필름(11)의 이면에 점착제층(12) 및 세퍼레이터 필름(13)을 갖지만, 상기 점착제층(12) 및 세퍼레이터 필름(13)을 갖지 않고 있어도 된다. 또한, 광학 필름(11)을 포함하는 평판 워크(1)는 도 2 및 도 3의 층구성에 한정되지 않고, 다양하게 변경할 수 있다. 예를 들면, 평판 워크(1)는 2층 이상의 광학 기능 필름을 포함하고 있어도 되고, 또는 1층의 광학 기능 필름만으로 구성되어 있어도 된다.Referring to FIG. 3 , another
[평판 워크의 집적 장치를 포함하는 시스템의 개요][Overview of System Including Plate Work Accumulator]
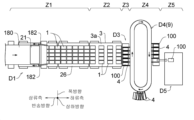
도 4 및 5는 본 발명의 집적 장치를 포함하는 시스템을 나타낸다. 이 도시예의 시스템은 웹으로부터 얻은 평판 워크를 집적해서 회수하고, 다음 공정으로 보낼때까지를 적어도 실시 가능하다.4 and 5 show a system incorporating the integrated device of the present invention. The system of this illustrated example can be implemented at least until the flat work obtained from the web is collected and collected and sent to the next process.
도 4 및 도 5를 참조하여 시스템은, 평판 워크를 제조하는 워크 제조 존(Z1)과, 워크 제조 존(Z1)에서 얻어진 평판 워크(1)를 워크 집적 존(Z3)으로 반송하는 워크 반송 존(Z2)과, 평판 워크(1)를 집적해서 회수하는 워크 집적 존(Z3)과, 워크 집적 존(Z3)에서 집적된 평판 워크(1)의 집적물(100)을 다음 공정으로 반송하는 집적물 반송존(Z4)과, 집적물(100)에 임의의 처리를 행하는 다음 공정 존(Z5)을 갖는다.Referring to FIGS. 4 and 5 , the system comprises a work production zone Z1 for producing flat workpieces, and a work transfer zone for transporting
워크 제조 존(Z1)에는 평판 워크(1)를 하류측으로 반송하는 컨베이어(26)를 포함하는 평판 워크(1)를 형성하는 워크 형성 장치(D1)가 설치되어 있다. 이하, 이 컨베이어(26)를, 「상류측 컨베이어(26)」라고 한다. 상류측 컨베이어(26)는 예를 들면, 엔들리스 형상의 벨트를 갖고, 롤러에 의해 회전된다. 상류측 컨베이어(26)는, 형성된 평판 워크(1)를 후술하는 컨베이어로 이송한다. 워크 형성 장치(D1)는 웹(180)으로부터 평판 워크(1)를 형성한다. 워크 형성 장치(D1)는 예를 들면, 절단 장치이다. 절단 장치(워크 형성 장치(D1))는 웹(180)으로부터 평판 워크(1)를 잘라내기 위한 절단 칼날(21)과, 절단 칼날(21)의 칼끝을 수용하는 칼날 수용 시트(22)와, 칼날 수용 시트(22)의 이면에 배치된 대좌(23)를 갖는다. 칼날 수용 시트(22)는 엔들리스 형상이며, 롤러에 의해 회전된다. 상류측으로부터 이송되어 오는 장척 띠형상의 웹(180)으로 절단 칼날(21)을 압박하여 상기 웹(180)을 절단함으로써, 복수의 평판 워크(1)를 연속적으로 형성할 수 있다. 또한, 통상, 적어도 웹(180)의 폭방향 양 측부는 절단 잔여부(182)(소위, 제거 잔사)로서 회수된다. 웹(180)의 이송 방향 및 절단 잔여부(182)의 회수 방향을 화살표로 나타내고 있다. 웹(180)(및 형성되는 평판 워크(1))은 상술한 바와 같이, 예를 들면, 광학 필름을 포함하는 필름이다. 또한, 도시예에서는 절단 잔여부(182)가 양 측부에만 발생하는 절단 패턴을 예시하고 있다. 이 패턴의 경우, 인접하는 평판 워크(1)의 간극이 절단 칼날(21)의 칼날 두께에 대략 동일한 복수의 평판 워크(1)가 얻어진다. 또한, 인접하는 평판 워크(1) 간에 절단 잔여부가 발생하는 절단 패턴으로 웹(180)을 절단해도 된다. 이 패턴의 경우에는 인접하는 평판 워크(1)의 간극이 칼날 두께보다 충분히 큰 복수의 평판 워크(1)가 얻어진다.In the work production zone Z1, a work forming device D1 for forming a
워크 반송 존(Z2)에는 평판 워크(1)를 상류측으로부터 하류측으로 반송하는 컨베이어(3)가 설치되어 있다. 이 컨베이어(3)는 복수의 평판 워크(1)를 상류측으로부터 하류측으로 순차 반송한다.The
여기에서, 반송방향은 평면시에서, 폭방향과 직교하는 방향이다. 하류측은 상류측과는 반대의 측이다. 하류측은 평판 워크(1)가 반송되어 가는 측을 말한다.Here, the transport direction is a direction orthogonal to the width direction in plan view. The downstream side is the side opposite to the upstream side. The downstream side refers to the side on which the
평판 워크(1)는 폭방향으로 복수 열 또한 반송방향으로 복수 행 나열된 상태에서, 상기 컨베이어(3)로 하류측으로 반송된다. 평판 워크(1)의 열수는 특별히 한정되지 않고, 2열 이상, 바람직하게는 3열 이상이다. 도 5에서는 편의 상, 평판 워크(1)가 웹(180)로부터 5열 형성되어서, 평판 워크(1)가 폭방향으로 5열 나열되어 반송되는 경우를 예시하고 있다. 또한, 열수는 폭방향으로 나열되는 평판 워크(1)의 수를 말한다.The
또한, 도 5에서는 평면시 대략 직사각형상(대략 장방형상)의 평판 워크(1)가 워크 형성 장치(D1)로 형성되는 경우를 예시하고 있다. 단, 형성되는 평판 워크(1)는 대략 직사각형상(대략 장방형상)에 한정되지 않는다.In addition, in FIG. 5, the case where the planar view substantially rectangular (substantially rectangular shape)
또한, 도 5에서는 1변(예를 들면, 장축을 따른 변)이 반송방향과 대략 평행한 상태에서 평면시 대략 직사각형상의 평판 워크(1)가 반송되는 경우를 예시하고 있다. 단, 이것에 한정되지 않고, 1변(예를 들면, 장축을 따른 변)이 반송방향에 대하여 경사진 상태에서, 평판 워크(1)가 반송되어도 된다. 상기 반송방향에 대하여 경사는 대략 평행 및 대략 직각이 아니라는 의미이다. 상기 대략 평행은 엄밀한 평행뿐만 아니라, 오차 범위를 포함하는 의미이다. 예를 들면, 대략 평행은 엄밀한 평행 ±5도의 범위 내이고, 바람직하게는 엄밀한 평행 ±3도의 범위 내이다. 상기 대략 직각은 엄밀한 직각뿐만 아니라, 오차 범위를 포함하는 의미이다. 예를 들면, 대략 직각은 엄밀한 직각 ±5도의 범위 내이고, 바람직하게는 엄밀한 직각 ±3도의 범위 내이다.In addition, in FIG. 5, the case where the planar view substantially rectangular
컨베이어(3)는 평판 워크(1)를 실어서 반송하는 반송면(3a)을 갖는다. 컨베이어(3)는 예를 들면, 엔들리스 형상의 벨트를 갖고, 롤러에 의해 회전된다. 벨트의 상면이, 상기 반송면(3a)을 구성하고 있다. 도 5에서는 상기 벨트로서 띠형상 벨트가 사용되고 있다. 또한, 컨베이어(3)의 벨트로서, 도 6에 나타내는 바와 같이, 선형상 벨트(32)를 사용해도 된다. 선형상 벨트(32)는 반송방향으로 소정 간격(평판 워크(1)가 낙하하지 않는 정도의 간격)을 두고 복수 설치된다. 선형상 벨트(32)를 사용한 경우, 컨베이어(3)의 반송면(3a)은 상기 복수의 선형상 벨트(32)의 상면이 연이어 구성된다.The
컨베이어(3)의 주속은 상류측 컨베이어(26)의 주속과 같은 또는 그것보다도 빠르게 설정된다. 도시예에서는 컨베이어(3)의 주속이 상류측 컨베이어(26)의 주속보다 빨라지고 있다. 따라서, 상류측 컨베이어(26)로부터 컨베이어(3)로 옮겨진 평판 워크(1)는 하류측으로 빠르게 이송된다. 이것 때문에, 상류측 컨베이어(26)에서 반송 도중의 평판 워크(1)의 행간은 빽빽하게 되어 있지만, 컨베이어(3)에서 반송 도중의 평판 워크(1)의 행간은 비교적 커진다. 컨베이어(3)의 주속을 빨리할수록 컨베이어(3)로 반송되는 평판 워크(1)의 행간이 커진다.The circumferential speed of the
워크 집적 존(Z3)에는 평판 워크(1)의 집적 장치(D3)가 설치되어 있다. 집적 장치(D3)는 상기 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치되어 있다. 집적 장치(D3)는 집적물(100)을 유지하는 유지 부재(4)를 갖는다. 집적물(100)은 복수의 평판 워크(1)가 두께 방향으로 겹쳐진 것이다. 집적 장치(D3)의 상세는 후술한다.In the work accumulation zone Z3, the
집적물 반송 존(Z4)에는 상기 집적 장치(D3)의 유지 부재(4)를 이동시키는 반송 장치(D4)가 설치되어 있다. 반송 장치(D4)는 적어도 워크 집적 존(Z3)과 다음공정 존(Z5)을 연결하고 있고, 예를 들면, 도 5에 나타내는 평면시에서, 엔들리스형상(환형상)이다. 반송 장치(D4)는 워크 집적 존(Z3)과 다음 공정 존(Z5)을 포함해서 평면시 환상으로 배치된 통로부(9)와, 통로부(9)에 이동 가능하게 설치된 복수의 이동체(도시 생략)를 갖는다. 집적물(100)(복수의 평판 워크(1))을 실은 유지 부재(4)는 반송 장치(D4)를 통해서 다음 공정 존(Z5)으로 이동하고, 다음 공정 존(Z5)으로 집적물(100)이 인출된다. 빈 유지 부재(4)는 다시 반송 장치(D4)를 통해서 워크 집적 존(Z3)으로 이동하고, 그 유지 부재(4)에 다시 평판 워크(1)가 집적된다. 이것을 반복함으로써, 웹(180)으로부터 연속적으로 제조되는 평판 워크(1)를 집적해서 회수하고, 다음 공정으로 반송한다고 하는 일련의 작업이 행해진다. 도 5 및 도 6에 유지 부재(4)의 이동을 화살표로 나타낸다. 도 5 및 도 6에서는 5개를 1세트로 하는 유지 부재(4)가 반송 장치(D4)에 3개소 분산되어서 배치되어 있는 상태를 도시했지만, 유지 부재(4)의 수는 이것에 한정되는 것은 아니다. 실시 상에서는 다수의 유지 부재(4)가 반송 장치(D4)에 부착되어 있다.A conveyance device D4 for moving the holding
또한, 본 발명에 있어서의 각 장치 및 그것을 구성하는 부재 및 부품의 동작은 컴퓨터를 포함하는 제어부(도시하지 않음)로 제어되고 있는 것은 말할 필요도 없다.In addition, it goes without saying that the operation of each device and members and parts constituting the device in the present invention is controlled by a control unit (not shown) including a computer.
다음 공정 존(Z5)은 집적물(100) 또는 집적물(100)을 구성하는 각 평판 워크(1)에 임의의 처리를 행하는 존이다. 다음 공정으로서는 평판 워크(1)의 검품, 집적물(100)의 상자 포장 등이 열거된다. 부호 D5는 다음 공정의 작업대 등을 나타낸다.The next process zone Z5 is a zone in which an arbitrary process is performed on the accumulated
<제 1 실시형태><First Embodiment>
[평판 워크의 집적 장치][Platform Work Accumulator]
도 7은 집적 장치(D3)의 평면도이고, 도 8은 도 7의 화살표 VIII방향으로부터 본 우측면도이고, 도 9는 도 7의 화살표 IX방향으로부터 본 정면도이다. 각 도면에 있어서, 컨베이어(3)의 상류측은 생략하고 있다. 또한, 도 7에서는 스토퍼부(7) 및 가 저부(8)의 각각의 구동 장치(72, 82)를 도시하지 않고, 도 9에서는 컨베이어(3) 및 반송 장치(D4)를 도시하고 있지 않다.FIG. 7 is a plan view of the integrated device D3, FIG. 8 is a right side view seen from the direction of arrow VIII in FIG. 7, and FIG. 9 is a front view seen from the direction of arrow IX in FIG. In each figure, the upstream side of the
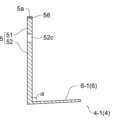
도 7 내지 도 9를 참조하여 컨베이어(3)의 하류측 엣지(3b)의 외측에는 칸막이부(5)를 갖는 유지 부재(4)가 배치되어 있다. 유지 부재(4)는 칸막이부(5)와, 칸막이부(5)의 하방에 설치된 받이부(6)를 갖는다. 받이부(6)는 집적물(100)을 싣는 부분이다. 받이부(6)는 칸막이부(5)의 일방측(폭방향 일방측)으로 연장되어 있다. 상기 받이부(6)를 갖는 유지 부재(4)는 정면시로 대략 L자상을 이루고 있다.Referring to FIGS. 7 to 9 , a holding
칸막이부(5)(유지 부재(4))는 컨베이어(3)로 반송되는 평판 워크(1)의 각 열에 대응해서 적어도 설치되어 있다. 이웃하는 칸막이부(5)는 평판 워크(1)를 집적하는 수용부(42)를 구획하고 있고, 바람직하게는 이웃하는 칸막이부(5)와 그 칸막이부(5) 간의 받이부(6)가 수용부(42)를 구획하고 있다. 수용부(42)는 집적물(100)을 수용하는 공간이다. 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치되는 칸막이부(5)(유지 부재(4))의 최저수는 평판 워크(1)의 열수이다. 이웃하는 칸막이부(5)로 평판 워크(1)를 집적하는 수용부(42)를 확실하게 형성하기 위해서, 컨베이어(3)의 하류측 엣지(3b)의 외측에는 평판 워크(1)의 열수+1의 수의 칸막이부(5)(칸막이부(5)를 갖는 유지 부재(4))가 폭방향으로 간격을 두고 배치되어 있는 것이 바람직하다. 도 7 내지 도 9에서는 컨베이어(3)로 4열의 평판 워크(1)가 반송되는 경우를 예시하고 있고, 따라서 컨베이어(3)의 하류측 엣지(3b)에 5개의 칸막이부(5)(유지 부재(4))가 배치되어 있다. 단, 상술한 바와 같이, 평판 워크(1)의 열수는 한정되는 것은 아니다. 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치되는 칸막이부(5)(유지 부재(4))의 수는 평판 워크(1)의 열수에 따라서 적당히 설정된다.The partition part 5 (holding member 4) is provided at least corresponding to each row of the flat workpiece|
폭방향으로 나열된 복수의 유지 부재(4)는 각각 독립적으로 연결부(91)를 개재해서 반송 장치(D4)의 이동체(도시 생략)에 고정되어 있다. 도시하지 않는 이동체는 반송 장치(D4)의 통로부(9)에 설치되어 있다. 이동체는 통로부(9)의 임의의 위치에서 정지할 수 있고, 통로부(9)를 따라 임의의 속도로 이동할 수 있도록 되어 있다. 따라서, 복수의 유지 부재(4)는 각각 독립적으로, 이동체를 개재해서 통로부(9)에 이동 가능한 상태로 부착되어 있다. 또한, 통로부(9)는 그 설치 장소(장치의 프레임 등)에 고정되어 있다. 칸막이부(5)를 갖는 복수의 유지 부재(4)는 상기이동체에서, 각각 독립적으로 폭방향으로 변위 가능이다. 상기 변위는 임의의 위치에 위치 결정해서 정지하는 것, 정지한 위치를 임의로 변경하는 것을 의미한다. 즉, 각각의 칸막이부(5)(유지 부재(4))는 각각 독립적으로 소정의 위치에 정지할 수 있고, 또한, 소정의 속도로 통로부(9)를 따라 이동할 수 있다. 따라서, 이웃하는 칸막이부(5)(유지 부재(4))의 간격(폭방향에 있어서의 간격)을 임의로 변화시킬 수 있고, 그 간격은 평판 워크(1)의 집적 시나 집적물(100)의 반송 시 등에 적당히 설정된다.A plurality of holding
또한, 반송 장치(D4)에 부착되는 칸막이부(5)(유지 부재(4))의 수는 평판 워크(1)의 열수+1에 한정되지 않고, 실시 상에서는 그것을 크게 초과하는 수의 칸막이부(5)(유지 부재(4))가 반송 장치(D4)에 각각 독립적으로 부착되어 있다.In addition, the number of partitions 5 (holding member 4) attached to the conveying device D4 is not limited to the number of rows of the
각 칸막이부(5)는 컨베이어(3)의 반송에 의해 상기 하류측 엣지(3b)의 외측으로 나가는 평판 워크(1)를 일시적으로 지지하는 상면(5a)을 갖는다. 상기 칸막이부(5)의 상면(5a)은 평탄형상이다. 칸막이부(5)의 상면(5a)은 수평에 대하여 경사져 있어도 되지만, 바람직하게는 수평이다. 또한, 각 칸막이부(5)의 상면(5a)이 컨베이어(3)의 반송면(3a)과 동일 평면 내가 되도록 또는 반송면(3a)보다 약간 하방에 위치하도록 각 칸막이부(5)는 배치된다. 도시예에서는 각 칸막이부(5)의 상면(5a)은 컨베이어(3)의 반송면(3a)보다 약간 하방에 위치하고 있다(도 8 참조). 상기 상면(5a)이 하방에 위치되어 있음으로써 평판 워크(1)가 컨베이어(3)로부터 칸막이부(5)의 상면(5a)으로 원활하게 실려 옮겨지고, 중력에 의해 수용부(42)에 낙하하기 쉬워진다.Each of the
구체적으로는 칸막이부(5)는 도 8에 나타내는 측면시에서, 반송방향으로 연장되는 상면(5a)을 갖는 상부(51)와, 상하 방향으로 연장되는 측벽부를 갖는다. 상기 칸막이부(5)의 상면(5a)에는 필요에 따라서, 미끄러짐 처리가 실시되어 있어도 된다. 미끄러짐 처리로서는 실리콘 등의 미끄러짐제를 칸막이부(5)의 상면(5a)에 도포하거나 또는 미끄러짐 테이프(표면을 갖는 테이프)를 칸막이부(5)에 부착하는 등의 방법이 열거된다. 도시예에서는 미끄러짐 테이프(56)가 칸막이부(5)에 부착되어 있고, 이 경우, 상기 테이프(56)의 상면이 칸막이부(5)의 상면(5a)을 구성한다. 칸막이부(5)의 상면(5a)에 미끄러짐 처리를 실시함으로써, 평판 워크(1)가 그 상면(5a) 위를 원활하게 미끄러지면서 움직이게 된다. 바람직하게는 도전성을 갖는 미끄러짐 테이프(56)가 사용된다. 도전성을 갖는 미끄러짐 테이프(56)를 사용함으로써, 정전기의 발생을 방지할 수 있다. 측벽부는 판형상이어도 된다. 후술하는 가 저부(8)를 받이부(6)의 상방으로 돌출시키기 때문에, 도시예에서는 측벽부는 복수의 봉형상부(52)로 구성되어 있다. 복수의 봉형상부(52)의 상방은 각각 상부(51)에 연결되고, 복수의 봉형상부(52)의 하방에는 각각 받이부(6)가 연결되어 있다. 복수의 봉형상부(52)는 각각 간극(52c)을 두고 상부(51)로 연결되어 있다. 복수의 봉형상부(52)가 간극(52c)을 가지면서 연속함으로써, 그 복수의 봉형상부(52)가 벽을 이루고 있다.Specifically, in the side view shown in FIG. 8 , the
복수의 유지 부재(4)는 동일한 것이어도 되고, 상이한 것이어도 된다. 도시예에서는 받이부(6)가 상이한 2종류의 유지 부재(4)가 폭방향으로 교대로 배치되어 있다. 이하, 설명 상, 2종류의 유지 부재를 구별할 필요가 있는 경우에는 그 일방을 「제 1 유지 부재(4-1)」, 다른 일방을 「제 2 유지 부재(4-2)」라 말하고, 양자를 총칭해서 「유지 부재(4)」라고 한다.The plurality of holding
도 10 및 도 11은 제 1 유지 부재(4-1)를 나타내고 있다.10 and 11 show the first holding member 4-1.
제 1 유지 부재(4-1)는 칸막이부(5)와, 칸막이부(5)의 하방에 설치된 받이부(6)를 갖는다. 제 1 유지 부재(4-1)의 받이부(6)를 「제 1 받이부(6-1)」라고 한다. 칸막이부(5)는 상술한 바와 같이, 미끄러짐 처리된 상면(5a)을 갖는 상부(51)와, 복수의 봉형상부(52)로 이루어지는 측벽부(복수의 봉형상부(52))를 갖는다. 제 1 받이부(6-1)는 복수 설치되어 있고, 각각 봉형상의 부재로 이루어진다. 복수의 제 1 받이부(6-1)가 간극을 가지면서 연속해서 나열되어 있음으로써, 그 복수의 제 1 받이부(6-1)가 수용대를 이루고 있다. 복수의 제 1 받이부(6-1)는 도 10(b)에 나타내는 바와 같이, 서로 동일한 높이 위치(수평)에 배치되어 있다. 또한, 복수의 제 1 받이부(6-1)의 높이 위치에 관해서, 서로 동일한 높이에 한정되지 않고, 도10(b)에 나타내는 지면 좌측의 제 1 받이부(6-1)가 지면 우측의 제 1 받이부(6-1)보다 낮아도 된다.The 1st holding member 4-1 has the
상기 복수의 제 1 받이부(6-1)는 각각, 상기 복수의 봉형상부(52)의 하방으로부터 폭방향 일방측으로 연장되어 설치되어 있다. 제 1 받이부(6-1)의 기부는 봉형상부(52)의 하방으로 연결되고, 제 1 받이부(6-1)의 선단부(기부와는 반대측의 단부)는 자유단으로 되어 있다. 제 1 받이부(6-1)의 외경은 후술하는 제 2 받이부(6-2)의 삽입 구멍(66)에 확실하게 삽입할 수 있도록 하기 위해서, 그 선단부를 향해서 작아지고 있다. 제 1 받이부(6-1)의 길이(연장되는 방향의 길이)는 특별히 한정되지 않고, 집적물(100)을 싣고 또한 그것이 자연 낙하하지 않는 정도 이상이면 된다.Each of the plurality of first receiving portions 6-1 is provided extending from below the plurality of rod-shaped
제 1 받이부(6-1)는 칸막이부(5)(봉형상부(52)로 이루어지는 측벽부)에 대하여 직각으로 연장되도록 이어설치되어 있어도 된다. 또는 집적물(100)을 다음 공정 존(Z5)으로 반송할 때에, 집적물(100)이 부주의로 낙하되지 않도록 하기 위해서, 제 1 받이부(6-1)의 상면은 칸막이부(5)(봉형상부(52))에 대하여 예각을 이루어 연장되어 있어도 된다. 즉, 제 1 받이부(6-1)의 상면과 칸막이부(5)(봉형상부(52)로 이루어지는 측벽부)의 측면이 이루는 각도 α가 예각이 되도록, 제 1 받이부(6-1)는 칸막이부(5)에 대하여 경사져 있어도 된다. 이 경우, 제 1 받이부(6-1)의 선단부는 제 1 받이부(6-1)의 기부보다 상방에 위치하게 된다. 상기 각도 α는 특별히 한정되지 않지만, 너무 90도에 가까워지면 실질적으로 직각으로 변하지 않고, 너무 크면, 다수매의 평판 워크(1)를 집적할 수 없을 우려가 있다. 이러한 관점으로부터, 상기 각도 α는 예를 들면, 0도를 초과하고 20도 이하이며, 또한 0도를 초과하고 5도 이하이다.The 1st receiving part 6-1 may be connected so that it may extend at right angles with respect to the partition part 5 (the side wall part which consists of rod-shaped part 52). Alternatively, when conveying the accumulated
도 12 및 도 13은 제 2 유지 부재(4-2)를 나타내고 있다.12 and 13 show the second holding member 4-2.
제 2 유지 부재(4-2)는 제 1 유지 부재(4-1)와 마찬가지로, 칸막이부(5)와, 칸막이부(5)의 하방에 설치된 받이부(6)를 갖는다. 제 2 유지 부재(4-2)의 받이부(6)를 「제 2 받이부(6-2)」라고 한다. 칸막이부(5)는 상부(51)와 측벽부(복수의 봉형상부(52))를 갖는다. 바람직하게는, 제 2 유지 부재(4-2)의 칸막이부(5)는 제 1 유지 부재(4-1)의 칸막이부(5)와 동일 구성이다. Like the first holding member 4-1, the second holding member 4-2 has a
제 2 받이부(6-2)는 복수 설치되어 있고, 각각 봉형상의 부재로 이루어진다. 복수의 제 2 받이부(6-2)가 간극을 가지면서, 연속해서 나열되어 있음으로써, 그 복수의 제 2 받이부(6-2)가 받이대를 이루고 있다. 복수의 제 2 받이부(6-2)는 도 12(b)에 나타내는 바와 같이, 서로 동일한 높이 위치(수평)에 배치되어 있다. 또한, 복수의 제 2 받이부(6-2)의 높이 위치에 관해서, 서로 동일한 높이에 한정되지 않고, 도 12(b)에 나타내는 지면 좌측의 제 2 받이부(6-2)가 지면 우측의 제 2 받이부(6-2)보다 낮아도 된다. 상기 복수의 제 2 받이부(6-2)는 각각 상기 복수의 봉형상부(52)의 하방으로부터 폭방향 일방측으로 연장되어 설치되어 있다.The 2nd receiving part 6-2 is provided in multiple numbers, and each consists of a rod-shaped member. Since the plurality of second receiving portions 6-2 are continuously arranged with a gap therebetween, the plurality of second receiving portions 6-2 form a receiving base. As shown in Fig. 12(b), the plurality of 2nd receiving parts 6-2 are arrange|positioned at mutually same height positions (horizontal). In addition, regarding the height position of the some 2nd receiving part 6-2, it is not limited to the mutually same height, The 2nd receiving part 6-2 of the left side of the paper sheet shown in FIG. 12(b) is on the right side of the paper sheet It may be lower than the 2nd receiving part 6-2. The plurality of second receiving portions 6-2 are provided extending from below the plurality of rod-shaped
제 2 받이부(6-2)는 그 연장되는 방향으로 제 1 받이부(6-1)가 삽입되는 삽입 공간(64)을 갖는다. 예를 들면, 제 2 받이부(6-2)은 그 연장되는 방향으로 U자형상이 연속하는 가늘고 긴 봉으로 이루어진다(제 2 받이부(6-2)는 상면이 제거된 파이프와 같은 형태로 이루어진다). 제 2 받이부(6-2)의 기부는 봉형상부(52)의 하방으로 연결되고, 제 2 받이부(6-2)의 선단부(기부와는 반대측의 단부)는 자유단으로 되어 있다. 또한, 봉형상부(52)의 하방에는 제 1 받이부(6-1)가 삽입될 수 있도록 삽입 구멍(66)이 개구되어 있다. 제 2 받이부(6-2)의 길이(연장 방향의 길이)는 특별히 한정되지 않고, 집적물(100)을 싣고 또한 그것이 자연 낙하되지 않는 정도이상이면 된다.The second receiving portion 6-2 has an
제 2 받이부(6-2)는 칸막이부(5)(봉형상부(52))에 대하여 직각으로 연장되도록 이어설치되어 있어도 된다. 또는 집적물(100)을 다음 공정 존(Z5)으로 반송할 때에, 집적물(100)이 부주의로 낙하되지 않도록 하기 위해서, 제 2 받이부(6-2)의 상면은 제 1 받이부(6-1)와 마찬가지로, 칸막이부(5)(봉형상부(52))에 대하여 예각을 이루어 연장되어 있어도 된다. 제 2 받이부(6-2)의 각도 α에 대해서도, 제 1 받이부(6-1)와 마찬가지로, 예를 들면, 0도를 초과하고 20도 이하이고, 또한 0도를 초과하고 5도 이하이다.The 2nd receiving part 6-2 may be connected so that it may extend at right angles with respect to the partition part 5 (rod-shaped part 52). Alternatively, when conveying the accumulated
제 1 유지 부재(4-1)와 제 2 유지 부재(4-2)는 폭방향으로 교대로 배치되어 있다. 이웃하는 제 1 유지 부재(4-1)와 제 2 유지 부재(4-2)는 제 1 받이부(6-1)와 제 2 받이부(6-2)를 겹칠 수 있다.The 1st holding member 4-1 and the 2nd holding member 4-2 are arrange|positioned alternately in the width direction. The adjacent 1st holding member 4-1 and the 2nd holding member 4-2 may overlap the 1st receiving part 6-1 and the 2nd receiving part 6-2.
구체적으로는 도 14 및 도 15에 나타내는 바와 같이, 이웃하는 유지 부재(4)의 간격이 작아지도록 각 유지 부재(4)를 이동시킨다. 이 때, 제 1 받이부(6-1)가 제 2 유지 부재(4-2)의 삽입 구멍(66)을 통과해서 제 2 받이부(6-2)의 삽입 공간(64)에 들어가게 된다.Specifically, as shown in FIG. 14 and FIG. 15, each holding
본 발명에 있어서, 이웃하는 유지 부재(4)의 받이부(6)는 동일 구성이어도 된다. 단, 받이부(6)가 동일 구성인 경우, 이웃하는 유지 부재(4)를 서로 가까이 하면, 일방의 유지 부재(4)의 받이부(6)의 선단부가 타방 칸막이부(5)의 받이부(6)의 기부에 간섭한다. 따라서, 받이부(6)가 동일 구성인 경우, 유지 부재(4)(칸막이부(5))의 간격의 최소값은 받이부(6)의 길이가 된다. 이 점, 제 1 유지 부재(4-1)와 제 2 유지 부재(4-2)를 폭방향으로 교대로 배치한 경우, 상술한 바와 같이, 제 1 받이부(6-1)가 제 2 받이부(6-2)의 삽입 공간(64)에 들어가고, 제 1 받이부(6-1)와 제 2 받이부(6-2)가 간섭하지 않고 겹친다. 이것 때문에, 이웃하는 유지 부재(4)를 가까이 하고, 그것들의 유지 부재(4)(칸막이부(5))의 간격을, 받이부(6)의 길이보다 작게 하는 것도 가능하다. 이와 같이 서로의 받이부(6)가 간섭하지 않는 제 1 유지 부재(4-1)와 제 2 유지 부재(4-2)를 교대로 배치함으로써, 도 1 및 도 15에 나타내는 바와 같이, 복수의 유지 부재(4)를 일괄로 하는 것도 가능하다.In this invention, the receiving
유지 부재(4)(제 1 및 제 2 유지 부재(4-1, 4-2))의 형성 재료는 특별히 한정되지 않는다. 유지 부재(4)는 예를 들면, 금속, 경질 수지 등의 강도가 우수한 재료로 형성된다.The forming material of the holding member 4 (the 1st and 2nd holding member 4-1, 4-2) is not specifically limited. The holding
도 7 내지 도 9를 참조하고, 집적 장치(D3)는 스토퍼부(7)를 갖는다. 스토퍼부(7)는 칸막이부(5)의 하류측에 배치되어 있다. 스토퍼부(7)는 칸막이부(5)의 상면(5a) 위를 미끄러지면서 나아가는 평판 워크(1)의 진행을 저지시키기 위해서 설치되어 있다. 스토퍼부(7)는 적어도 이웃하는 칸막이부(5) 간에 각각 설치되어 있다. 도시예에서는 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치된 유지 부재(4)의 수와 동수의 스토퍼부(7)가 설치되어 있다. 스토퍼부(7)는 칸막이부(5)에 접촉되지 않도록 배치되어 있다. 예를 들면, 스토퍼부(7)은 이웃하는 칸막이부의 중간에 각각 배치되어 있다.7 to 9, the integrated device D3 has a
스토퍼부(7)는 도 8에 나타내는 바와 같이, 적어도 칸막이부(5)의 상면(5a)과 동일 평면에 대하여 교차하도록 설치되어 있으면 된다. 예를 들면, 스토퍼부(7)는 판형상체로 구성된다. 판형상체로 이루어지는 스토퍼부(7)는 칸막이부(5)의 상면(5a)과 동일 평면에 대하여 교차하는 부분을 포함하고 또한 그 부분으로부터 상하로 연장되어 있다.As shown in FIG. 8, the
수용부(42)에 집적되는 평판 워크(1)가 하류측으로부터 누락되지 않도록 하기 위해서, 도 8에 나타내는 바와 같이, 스토퍼부(7)는 받이부(6) 부근까지 연장되어 있는 것이 바람직하다. 도시예에서는 스토퍼부(7)의 하단부(7d)가 받이부(6)의 다소 상방에 위치하는 정도까지 스토퍼부(7)가 연장되어 있다. 스토퍼부(7)의 폭방향 길이는 특별히 한정되지 않고, 칸막이부(5)에 접촉하지 않는 정도가 바람직하다.It is preferable that the
스토퍼부(7)의 형성 재료는 특별히 한정되지 않는다. 스토퍼부(7)는 예를 들면, 금속, 경질 수지 등의 강도가 우수한 재료로 형성된다.The material for forming the
각 스토퍼부(7)는 상하 방향으로 이동시킬 수 있다. 예를 들면, 각 스토퍼부(7)는 연결부(71)를 개재해서 구동 장치(72)에 부착되어 있다. 구동 장치(72)는 그 설치 장소(장치의 프레임 등)에 고정되어 있다. 평판 워크(1)의 집적 시에는 각스토퍼부(7)는 칸막이부(5)의 상면(5a)과 동일 평면을 교차하도록 배치되어 있다. 유지 부재(4)를 이동시킬 때에는 유지 부재(4)가 스토퍼부(7)에 간섭되지 않도록 하기 위해서, 구동 장치(72)에 의해 각 스토퍼부(7)를 상방으로 이동시킨다. 예를 들면, 칸막이부(5)의 상면(5a)과 교차되지 않도록, 각 스토퍼부(7)를 칸막이부(5)의 상면(5a)보다 상방으로 대피시킨다.Each
필요에 따라서, 각 스토퍼부(7)를 반송방향으로 이동시킬 수 있도록 구동 장치를 설정해도 된다. 스토퍼부(7)의 이동 방향을 도 8의 굵은 화살표로 나타내고 있다. 평판 워크(1)의 평면시 형상이나 크기에 의해, 칸막이부(5)의 상면(5a) 위를 나아가는 평판 워크(1)가 스토퍼부(7)가 닿지 않을 우려도 있다. 반송방향 하류측 및 상류측에 스토퍼부(7)가 이동 가능하면, 스토퍼부(7)의 위치를 컨베이어(3)의 하류측 엣지(3b)에 가깝게 하거나 또는 하류측 엣지(3b)로부터 멀어지게 할 수 있다. 평판 워크(1)의 평면시 형상이나 크기에 따라서, 스토퍼부(7)의 위치를 적당히 조정함으로써, 진행하는 평판 워크(1)를 스토퍼부(7)에 확실하게 닿게 할 수 있다.If necessary, you may set a driving device so that each
필요에 따라서, 각 스토퍼부(7)를 폭방향으로 이동시킬 수 있도록, 구동 장치를 설정해도 된다. 스토퍼부(7)가 폭방향으로 변위할 수 있음으로써, 이웃하는 칸막이부(5)의 간격에 따라서 각 스토퍼부(7)의 폭방향 위치를 적당히 조정할 수도 있다.If necessary, you may set a driving device so that each
또한, 집적 장치(D3)는 상하동 가능한 가 저부(8)를 갖는다. 가 저부(8)는 수용부(42)에 낙하하는 평판 워크(1)를 일시적으로 지지하는 받이대로서 기능한다.In addition, the integrated device D3 has a
가 저부(8)는 수용부(42)에 진입할 수 있고 또한 수용부(42)로부터 퇴출하도록 설치되어 있다. 예를 들면, 가 저부(8)는 유지 부재(4)의 봉형상부(52)의 간극(52c)이 진입 가능한 판형상체(또는 봉형상체이어도 된다)로 이루어진다. 도시예에서는 가 저부(8)는 모든 봉형상부(52)의 간극(52c)에 진입하는 복수의 판형상체로 구성되어 있다. 가 저부(8)의 형성 재료는 특별히 한정되지 않는다. 가 저부(8)는 예를 들면, 금속, 경질 수지 등의 강도가 우수한 재료로 형성된다. 가 저부(8)의 상단부(8a)는 평탄형상이어도 되지만, 낙하해 오는 평판 워크(1)의 스크래치 방지의 관점에서, 도 8에 나타내는 바와 같이, 아크 형상인 것이 바람직하다. 또한, 가 저부(8)의 상단부(8a)를 고무 등의 완충 재료로 형성해도 되고, 또는 가 저부(8)의 상단부(8a)에 고무 등의 완충 재료를 설치해도 된다(도시 생략).The
복수의 가 저부(8)는 동일한 높이 위치이어도 된다. 즉, 측면시에서, 각 가 저부(8)의 상단부(8a)를 연결한 가상선이 수평이 되도록 복수의 가 저부(8)가 설치되어 있어도 된다. 또는 도 8에 나타내는 바와 같이, 복수의 가 저부(8)는 스토퍼부(7)측(하류측)을 향해서 서서히 낮아지고 것이 바람직하다. 즉, 측면시에서, 각 가 저부(8)의 상단부(8a)를 연결한 가상선이 경사지도록 복수의 가 저부(8)가 설치되어 있는 것이 바람직하다. 각 가 저부의 상단부(8a)가 스토퍼부(7)측으로 낮아지도록 경사져 있음으로써, 수용부(42)에 낙하해서 가 저부(8)의 상단부(8a)에 실린 평판 워크(1)가, 그 경사를 따라 스토퍼부(7)로 이동한다. 이동한 평판 워크(1)는 스토퍼부(7)에 닿아서 정지하기 때문에, 평판 워크(1)가 상하로 가지런해진 상태에서 집적된다. 상기 경사의 정도는 특별히 한정되지 않지만, 너무 작으면 평판 워크(1)가 스토퍼부(7)측으로 이동하기 어려워진다. 가 저부(8)의 상단부(8a)의 경사각도 β는 예를 들면, 5도 이상 20도 이하이고, 바람직하게는 7도 이상 15도 이하이다. 상기 경사 각도 β는 도 8에 나타내는 바와 같이, 각 가 저부(8)의 상단부(8a)를 연결한 가상선과 수평면을 이루는 각을 말한다.The plurality of
복수의 유지 부재(4)의 수용부(42)에 대하여 각각 독립적으로 진입하고 또한 퇴출할 수 있도록 각 유지 부재(4)마다 가 저부(8)가 각각 설치되어 있어도 된다. 또한, 복수의 유지 부재(4)의 수용부(42)에 대하여 동시에 진입하고 또한 퇴출할 수 있도록 가 저부(8)가 설치되어 있어도 된다. 도시예에서는 가 저부(8)는 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치된 복수의 유지 부재(4)의 수용부(42)에 대하여 동시에 진입하고 또한 퇴출할 수 있는 것이다. 이 경우, 가 저부(8)를 구성하는 판형상체는 각 유지 부재(4)를 교차해서 폭방향으로 연장되는 가늘고 긴 형상이다(도 9 참조).A
가 저부(8)는 상하 방향으로 이동시킬 수 있도록 연결부(81)를 개재해서 구동 장치(82)에 부착되어 있다. 구동 장치(82)는 그 설치 장소(장치의 프레임 등)에 고정되어 있다. 평판 워크(1)를 집적할 때에는 가 저부(8)는 이웃하는 봉형상부(52)의 간극(52c)에 진입되고, 유지 부재(4)의 받이부(6)의 상방으로 돌출되어 있다(도 8 및 도 9 참조).The
[평판 워크의 집적 방법][Accumulation method of flat work]
다음에, 평판 워크(1)를 집적해서 회수하는 순서를 설명한다.Next, the procedure of integrating and collecting the
본 발명의 평판 워크(1)의 집적 방법은 복수의 평판 워크(1)를 상류측으로부터 하류측으로 반송하는 컨베이어(3)와, 상기 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치된 복수의 칸막이부(5)와, 상기 칸막이부(5)의 하류측에 배치된 스토퍼부(7)를 갖는 집적 장치(D3)를 사용해서 실시한다.The method of integrating
그 방법은 컨베이어(3)의 반송면(3a) 위에 평판 워크(1)가 폭방향으로 복수 열 또한 폭방향과 직교하는 방향인 반송방향으로 복수 행 나열된 상태에서, 상기 각 평판 워크(1)를 순차 반송하는 공정과, 상기 컨베이어(3)의 반송에 의해 상기 하류측 엣지(3b)의 외측으로 나오는 각 평판 워크(1)를, 상기 칸막이부(5)의 상면(5a) 위를 미끄러지면서 진행시키는 공정과, 상기 평판 워크(1)를 상기 스토퍼부(7)에 닿게 하면서 상기 평판 워크(1)를 상기 칸막이부(5)의 상면(5a)으로부터 낙하시켜서 상기 이웃하는 칸막이부(5) 간의 수용부(42)에 순차 집적하는 공정을 갖는다.The method is a state in which a plurality of
여기에서는 워크 형성 장치(D1)에 의해, 1변(예를 들면, 장축을 따른 변)이 반송방향에 대하여 경사진 상태에서 평판 워크(1)가 형성되고, 그 경사진 상태에서 반송되는 경우를 설명한다.Here, the case where the
도 16은 평판 워크(1)가 상류측 컨베이어(26)로 반송되고 있는 상태 및 컨베이어(3)로 반송되고 있는 상태를 나타내는 평면도이다.16 is a plan view showing a state in which the
도 16을 참조하여 워크 형성 장치(D1)에 의해 형성된 복수의 평판 워크(1)는 행 간 및 열 간이 빽빽한 상태에서 늘어서서 상류측 컨베이어(26)에서 하류측으로 반송된다. 예를 들면, 컨베이어(3)는 상류측 컨베이어(26)보다 주속이 빠르게 되어 있다. 상류측 컨베이어(26)로부터 컨베이어(3)로 옮겨간 각 평판 워크(1)는 반송방향에 대하여 경사진 상태를 유지하면서 행 간 및 열 간이 넓어져서 반송된다.Referring to Fig. 16, a plurality of
한편, 컨베이어(3)의 하류측 엣지(3b)의 외측에는 칸막이부(5)를 포함하는 복수의 유지 부재(4)가 소정 위치에 세트되어 있다. 도 17에 나타내는 바와 같이, 이웃하는 칸막이부(5)의 심(Y, Y)의 간격(W5)이, 열 간으로 이웃하는 평판 워크(1)의 중심(X, X) 간의 거리(W1)와 같도록, 칸막이부(5)를 포함하는 유지 부재(4)가 위치 결정되어서 세트된다. 또한, 각 칸막이부(5)의 심(Y)이 반송되어 오는 각 열의 평판 워크(1)의 중심(X)보다 폭방향 일방향측으로 어긋나도록 칸막이부(5)를 포함하는 유지 부재(4)가 위치 결정되어서 세트된다. 바람직하게는 각 칸막이부(5)의 상면(5a)에, 반송되어 오는 각 열의 평판 워크(1)의 중심(X)이 겹치지 않도록, 칸막이부(5)를 포함하는 유지 부재(4)가 위치 결정되어서 세트된다.On the other hand, outside the
또한, 상기 하류측 엣지(3b)의 외측에 배치되기 전의 복수의 유지 부재(4)는 도 14에 나타내는 바와 같이, 컴팩트하게 정리되어서 반송 장치(D4)에 의해 이동된다. 그리고, 상기 정리된 복수의 유지 부재(4)는 상기 컨베이어(3)의 하류측 엣지(3b)의 외측에 있어서, 각각 펼쳐져서 위치 결정되어, 상술의 간격을 갖고 배치된다.Further, as shown in Fig. 14, the plurality of holding
컨베이어(3)에 의해 반송되는 평판 워크(1)는 하류측 엣지(3b)의 외측으로 나가고, 칸막이부(5)의 상면(5a)에 실려 옮겨진다. 컨베이어(3)의 압출에 의해, 도18(a) 및 (b)에 나타내는 바와 같이, 평판 워크(1)가 칸막이부(5)의 상면(5a) 위를 미끄러지면서 진행한다. 환언하면, 컨베이어(3)는 평판 워크(1)를 칸막이부(5)의 상면(5a) 위를 미끄러지면서 진행시킨다. 상기 평판 워크(1)의 진행 방향 선단 코너부(1d)가 도 19에 나타내는 바와 같이, 스토퍼부(7)에 닿으면서 더욱 압출되면, 평판 워크(1)가 회전한다. 동 도에 있어서, 회전 도중의 평판 워크를 2점 쇄선으로 나타내고 또한 부호 1'을 붙이고 있다. 평판 워크(1)의 중심(X)이 칸막이부(5)의 심(Y)보다 폭방향 일방측으로 벗어나고 있으므로, 평판 워크(1)는 회전하면서 이웃하는 칸막이부(5) 간(중심(X)이 어긋나 있는 측의 수용부(42))에 중력 낙하하게 된다(도 20 참조). 또한, 도 20에서는 스토퍼부(7)를 1점 쇄선으로 나타내고, 구동 장치 및 반송 장치(D4)를 도시하고 있지 않다(도 25와 같음).The
수용부(42)에 낙하한 평판 워크(1)는 수평에 대하여 경사진 상태에서 순차 집적된다. 상세하게는 회전함으로써, 평판 워크(1)는 그 장축이 폭방향을 따른 그 일방의 단변(장축을 따른 변)을 아래로 하여 수용부(42)에 낙하한다. 즉, 자신이 회전함으로써, 평판 워크(1)는 평면시에서, 그 장축이 폭방향과 대략 평행한 상태가 되면서, 수용부(42)에 낙하한다. 낙하한 평판 워크(1)는 그 일방의 단변이 가 저부(8)와 칸막이부(5)로 구획되는 코너에 접촉하고, 평판 워크(1)의 반대측의 단변이 그 이웃의 칸막이부(5)에 접촉한다. 따라서, 평판 워크(1)가 경사져서 수용부(42)에 수용된다. 이와 같이 경사 형상으로 하면, 평판 워크(1)의 양 측의 엣지(일방의 단변 및 반대측의 단변)가 칸막이부(5)에 접촉할 뿐이므로, 평판 워크(1)의 이면 등이 스크래칭되는 것을 방지할 수 있다.The
또한, 가 저부(8)가 설치되어 있으므로, 평판 워크(1)의 낙하 거리를 가급적으로 작게 할 수 있어 평판 워크(1)에 대한 낙하 충격을 작게 할 수 있다. 즉, 본 발명에서는 가 저부(8)는 설치되어 있지 않아도 되지만, 이것이 없는 경우에는 평판 워크(1)는 칸막이부(5)의 상면(5a)으로부터 받이부(6)에까지 일시에 낙하한다. 이 점, 가 저부(8)를 받이부(6)보다 상방에 위치시킴으로써 평판 워크(1)가 일시에 낙하하는 거리를 작게 할 수 있다.In addition, since the
또한, 복수의 가 저부(8)의 상단부(8a)가 경사져 있으므로, 가 저부(8)의 상단부(8a)에 접촉한 평판 워크(1)는 그 경사에 따라 스토퍼부(7)로 이동한다. 이 때문에, 수용부(42) 내에 있어서, 평판 워크(1)는 스토퍼부(7)에 닿은 상태에서 집적되고, 상하의 평판 워크(1)가 가지런히 정리된 집적물이 얻어진다.Further, since the upper ends 8a of the plurality of
이렇게 하여, 컨베이어(3)로 순차 반송되어 오는 각 평판 워크(1)는 각 열에 대응한 칸막이부(5)의 상면(5a) 위에서 회전하고, 각각 수용부(42)에 수용된다. 각 수용부(42)에 수용된 평판 워크(1)가 칸막이부(5)의 상면(5a)보다 상방으로 나오지 않도록 할 필요가 있다. 이것 때문에, 평판 워크(1)의 집적수가 증가되면, 그에 따라서 가 저부(8)는 하강된다. 수용부(42)에 예정수의 평판 워크(1)가 집적되면, 도 21에 나타내는 바와 같이, 가 저부(8)를 내려서 받이부(6)보다 하위로 대피시키고, 또한, 스토퍼부(7)를 상승시켜서 칸막이부(5)의 상면(5a)보다 상위로 대피시킨다. 가 저부(8)를 내리면, 경사형상의 집적물(100)이 받이부(6) 위에 실려 옮겨진다. 가 저부(8) 및 스토퍼부(7)를 대피시킴으로써, 유지 부재(4)를 이동시킬 수 있다. 집적물(100)이 경사형상의 상태에서 유지 부재(4)를 다음 공정으로 반송해도 되지만, 경사형상인채로는 불안정하다. 이것 때문에, 도 21에 나타내는 상태로부터, 각 유지 부재(4)를 폭방향으로 이동시키고, 이웃하는 유지 부재(4)의 간격을 각각 넓힌다. 이렇게 하면, 도 22(a) 및 (b)에 나타내는 바와 같이, 집적물(100)의 이면이 받이부(6) 위를 따라서 실리게 된다. 집적물(100)의 이면이 받이부(6) 위에 접한 상태에서 유지 부재(4)를 이동시키면, 안정적으로 집적물(100)을 다음 공정으로 반송할 수 있다. 특히, 받이부(6)가 칸막이부(5)에 대하여 예각을 이루어 연장되므로, 동 도면에 나타내는 바와 같이, 받이부(6) 위에 접한 집적물(100)은 받이부(6)의 선단부측을 상위로 해서 전체적으로 경사진다. 이것 때문에, 유지 부재(4)에 유지한 집적물(100)을 반송할 때, 평판 워크(1)가 받이부(6)의 선단부측(자유단측)으로부터 탈락하는 것을 방지할 수 있다.In this way, each
집적물(100)을 수용한 유지 부재(4)를 이동시키면, 즉시, 대기하고 있었던 빈 유지 부재(4)가 컨베이어(3)의 하류측 엣지(3b)의 외측에 배치된다. 빈 유지 부재(4)를 배치 후, 스토퍼부(7)를 하강시키고 또한 가 저부(8)를 상승시킴으로써, 도 7 내지 도 9에 나타내는 상태로 세팅된다. 그리고, 마찬가지로, 평판 워크(1)가 수용부(42)에 집적되어 간다. 사후, 이것이 반복되고, 연속적으로 평판 워크(1)를 집적해서 회수하고, 다음 공정으로 순차 반송할 수 있다.When the holding
<제 2 실시형태><Second Embodiment>
상기 <제 1 실시형태>의 란에서는 평판 워크(1)의 1변이 반송방향에 대하여 경사진 상태에서 평판 워크(1)가 반송면(3a) 위에 나열되어 반송되는 경우를 설명했지만, 여기에서는 1변이 반송방향과 대략 평행한 상태에서 평판 워크(1)가 반송되는 경우를 설명한다.In the column of the above <First Embodiment>, the case where the
워크 형성 장치(D1)에 의해 형성된 복수의 평판 워크(1)는 1변이 반송방향과 대략 평행한 상태에서 하류측으로 반송된다(도 5 참조). 예를 들면, 장축이 반송방향과 대략 평행한 상태에서 평판 워크(1)가 반송된다.A plurality of
도 23은 제 2 실시형태의 집적 방법을 실시하는 집적 장치(D3)의 평면도이다.Fig. 23 is a plan view of an integration device D3 implementing the integration method of the second embodiment.
도 23을 참조하여 컨베이어(3)의 하류측 엣지(3b)의 외측에는 칸막이부(5)를 포함하는 복수의 유지 부재(4)가 소정 위치에 세트되어 있다. 각 유지 부재(4)는 상기 제 1 실시형태에서 설명한 바와 같이, 이웃하는 칸막이부(5)의 심(Y)의 간격(W5)이, 열 간으로 이웃하는 평판 워크(1)의 중심(X, X) 간의 거리(W1)와 같게 되고, 또한 각 칸막이부(5)의 심(Y)이 대응하는 평판 워크(1)의 중심(X)으로부터 어긋나도록 칸막이부(5)를 포함하는 유지 부재(4)가 위치 결정되어서 세트된다.Referring to Fig. 23, outside the
컨베이어(3)에 의해 반송되는 평판 워크(1)는 하류측 엣지(3b)의 외측으로 나가고, 칸막이부(5)의 상면(5a)에 실려 옮겨진다. 컨베이어(3)의 압출에 의해, 평판 워크(1)는 칸막이부(5)의 상면(5a)의 연장 방향을 따라서, 칸막이부(5)의 상면(5a)을 미끄러지면서 진행한다.The
도 24 및 도 25에 나타내는 바와 같이, 평판 워크(1)의 진행 방향 선단 엣지가 스토퍼부(7)에 닿으면, 그 충격으로 평판 워크(1)는 밸런스가 무너지고, 평판 워크(1)는 중심(X)이 어긋나 있는 측의 수용부(42)에 중력 낙하한다. 상세하게는 칸막이부(5)의 상면(5a)을 진행하는 평판 워크(1)는 평판 워크(1)의 중심(X)이 칸막이부(5)의 상면(5a)에 겹쳐 있지 않는 것 및 평판 워크(1)가 스토퍼부(7)에 닿음으로써 측방으로 쓰러지도록 낙하한다. 본 실시형태의 경우, 평판 워크(1)는 회전하지 않고, 칸막이부(5)의 상면(5a) 위의 평판 워크(1)는 칸막이부(5)의 상면(5a)에 대하여 중심이 어긋나 있는 측으로 쓰러지고, 그 측의 수용부(42)에 낙하한다. 따라서, 평판 워크(1)는 반송 시와 같은 방향으로 수용부(42)에 수용된다(즉, 장축이 반송방향과 대략 평행한 상태에서, 평판 워크(1)는 수용부(42)에 수용된다).As shown in FIGS. 24 and 25, when the leading edge of the
이웃하는 칸막이부(5)의 간격이 평판 워크(1)의 단축 길이보다 작으므로, 제 1 실시형태와 마찬가지로, 수용부(42)에 낙하한 평판 워크(1)는 수평에 대하여 경사진 상태에서 순차 집적된다. 이렇게 하여, 각 열의 평판 워크(1)는 각 열에 대응한 칸막이부(5)의 상면(5a)으로부터 수용부(42)에 낙하해서 순차 집적되어 간다.Since the distance between the
사후, 제 1 실시형태와 마찬가지로, 수용부(42)에 예정수의 평판 워크(1)가 집적되면, 스토퍼부(7) 및 가 저부(8)를 대피시키고, 집적물(100)을 받이부(6) 상에 접한 상태로 해서, 유지 부재(4)를 다음 공정으로 반송한다.After that, as in the first embodiment, when a predetermined number of
또한, 본 실시형태에 있어서, 장축이 반송방향과 대략 평행한 상태에서 평판 워크(1)가 반송되는 경우를 도시와 함께 설명했지만, 단축이 반송방향과 대략 평행한 상태에서 평판 워크(1)가 반송되는 경우도 마찬가지로 해서 실시할 수 있다.Further, in this embodiment, the case where the
<제 3 실시형태><Third Embodiment>
상기 각 실시형태의 유지 부재(4)는 받이부(6)가 칸막이부(5)의 일방측으로 연장되어 설치되어 있지만, 받이부(6)가 칸막이부(5)의 일방측 및 그 반대측으로 연장되는 유지 부재(4)를 사용해도 된다.In the holding
도 26은 제 3 실시형태의 유지 부재(4)를 나타내고 있다.26 shows the holding
이 유지 부재(4)는 칸막이부(5)와, 칸막이부(5)의 하방에 설치된 우측 받이부(6R) 및 좌측 받이부(6L)를 갖는다. 우측 받이부(6R)는 상기 칸막이부(5)의 폭방향 일방측으로 연장되고, 좌측 받이부(6L)는 그 반대측으로 연장된다. 이러한 우측 받이부(6R) 및 좌측 받이부(6L)는 집적물(100)을 싣는 부분이다. 이 2개의 받이부(6)를 갖는 유지 부재(4)는 정면시에서 역 T자상을 이루고 있다.This holding
우측 받이부(6R) 및 좌측 받이부(6L)는 길게 연장되는 형상이고, 양 받이부(6R, 6L)는 같은 형상이어도 된다. 이웃하는 칸막이부(5)의 간격을 작게 했을 때에, 1개의 유지 부재(4)의 우측 받이부(6R)와 그 이웃의 유지 부재(4)의 좌측 받이부(6L)가 간섭되지 않도록 하기 위해서, 제 1 실시형태와 같은 구성을 채용하는 것이 바람직하다.The
예를 들면, 우측 받이부(6R)는 상기 제 1 실시형태의 제 1 받이부(6-1)와 마찬가지로, 봉형상의 부재로 이루어진다. 좌측 받이부(6L)는 상기 제 1 실시형태의 제 2 받이부(6-2)와 마찬가지로, 삽입 공간(64)을 갖는다. 또한, 우측 받이부(6R) 및 좌측 받이부(6L)의 상면은 칸막이부(5)에 대하여 예각을 이루어 연장되어도 되고, 또는 칸막이부(5)에 대하여 직각(수평)으로 연장되어 있어도 된다.For example, the
도 27은 제 3 실시형태의 유지 부재(4)가 컨베이어(3)의 하류측 엣지(3b)의 외측에 간격을 두고 배치되었을 때의 상태를 나타내고 있다. 단, 컨베이어(3) 등은 생략하고, 유지 부재(4)만을 의미하고 있다.Fig. 27 shows a state when the holding
제 3 실시형태의 유지 부재(4)를 사용한 경우, 수용부(42)는 이웃하는 칸막이부(5)와 우측 받이부(6R) 및 좌측 받이부(6L)에 의해 구획된다. 사용 시에는 이 수용부(42)에 평판 워크(1)가 집적되어 간다.In the case of using the holding
<제 4 실시형태><Fourth Embodiment>
상기 각 실시형태의 유지 부재(4)의 받이부(6)(제 1 받이부(6-1) 및 제 2 받이부(6-2))는 서로 동일한 높이 위치(수평)에 배치되어 있지만, 경사형상으로 배치되어 있어도 된다.Although the receiving part 6 (the 1st receiving part 6-1 and the 2nd receiving part 6-2) of the holding
예를 들면, 도 28에 나타내는 바와 같이, 측면시에서, 복수의 받이부(6)가 스토퍼부(7)측(하류측)을 향해서 서서히 낮아지고 있어도 된다. 즉, 측면시에서, 복수의 받이부(6)의 하단부(6d)를 연결한 가상선이 경사지도록 복수의 받이부(6)가 설치되어 있어도 된다. 복수의 받이부(6)가 스토퍼부(7)측으로 경사져 있음으로써, 수용부(42)에 낙하해서 가 저부(8)의 상단부(8a)에 실린 평판 워크(1)가 그 경사에 따라 스토퍼부(7)로 이동하기 쉬워진다. 복수의 받이부(6)의 경사 각도 γ는 예를 들면, 0도를 초과하고 5도 이하이고, 바람직하게는 0도를 초과하고 3도 이하이다. 상기 경사 각도 γ는 도 28에 나타내는 바와 같이, 받이부(6)의 하단부(6d)를 연결한 가상선과 수평면이 되는 각을 말한다.For example, as shown in FIG. 28, the plurality of receiving
<제 5 실시형태><Fifth Embodiment>
상기 각 실시형태의 복수의 가 저부(8)는 경사져 있지만, 예를 들면, 도 29에 나타내는 바와 같이, 각 가 저부(8)의 상단부(8a)가 동일한 높이 위치이어도 된다. 이 경우, 측면시에서, 각 가 저부(8)의 상단부(8a)를 연결한 가상선은 수평이 된다.Although the plurality of
<제 6 실시형태><Sixth Embodiment>
본 발명에 있어서는 상기 각 실시형태의 설명에 있어서 도시한 평판 워크(1) 이외에도, 다양한 평면시 형상의 평판 워크(1)를 집적할 수 있다.In the present invention, in addition to the
본 발명을 적용할 수 있는 몇몇의 평면시 형상의 평판 워크(1)를 도 30에 나타낸다. 단, 이 도 30의 형상 이외의 평판 워크(1)도, 본 발명의 집적 장치(D3)로 집적할 수 있는 것은 말할 필요도 없다.30 shows
동 도면(a)은 면 내에 관통 구멍(1e)이 형성되어 있는 평판 워크(1-1)이다. 동 도면(b)은 노치(1f)가 형성되어 있는 평판 워크(1-2)이다. 동 도면(c)은 관통 구멍(1e) 및 노치(1f)가 형성되어 있는 평판 워크(1-3)이다. 동 도면(d)은 2개의 원형이 조합된 평면시 형상의 평판 워크(1-4)이다. 동 도면(e)은 3개의 원형이 조합된 평면시 형상의 평판 워크(1-5)이다. 또한, 관통 구멍(1e)의 수 및 노치(1f)의 수는 도시예에 한정되지 않고, 적당히 변경할 수 있다. 또한, 관통 구멍(1e) 및 노치(1f)의 형성 또는 비형성도 적당히 변경할 수 있다.The figure (a) shows a flat plate work 1-1 in which through
또한, 도 30에 나타내는 각 평판 워크(1)는 모두, 장축 및 단축을 갖는 평면시 형상이다(모두, 지면 횡방향을 장축으로 한다).In addition, all of the
1, 1-1, 1-2, 1-3, 1-4, 1-5 평판 워크
3 컨베이어
3a 컨베이어의 반송면
3b 컨베이어의 하류측 엣지
4, 4-1, 4-2 유지 부재
42 수용부
5 칸막이부
5a 칸막이부의 상면
6, 6-1, 6-2 받이부
6R 우측 받이부
6L 좌측 받이부
7 스토퍼부
8 가 저부
D3 평판 워크의 집적 장치1, 1-1, 1-2, 1-3, 1-4, 1-5 plate work
3 conveyor
3a Conveyor's conveying surface
3b Downstream Edge of Conveyor
4, 4-1, 4-2 holding member
42 Receptacle
5 compartments
5a The upper surface of the partition
6, 6-1, 6-2 receiving part
6R right receiving part
6L left receiving part
7 stopper part
8 is bottom
D3 Flat Work Accumulator
Claims (9)
상기 컨베이어의 반송면 위에, 상기 평판 워크가 폭방향으로 복수 열 또한 상기 폭방향과 직교하는 방향인 반송방향으로 복수 행 나열된 상태에서, 상기 각 평판 워크를 순차 반송하고,
상기 컨베이어의 반송에 의해 상기 하류측 엣지의 외측으로 나가는 각 평판 워크를, 상기 칸막이부의 상면 위를 미끄러지면서 진행시키고,
상기 평판 워크를 상기 스토퍼부에 닿게 하면서 상기 평판 워크를 상기 칸막이부의 상면으로부터 낙하시켜서 상기 이웃하는 칸막이부 간의 수용부에 순차 집적하는, 평판 워크의 집적 방법.An apparatus having a conveyor for conveying a plurality of flat workpieces from an upstream side to a downstream side, a plurality of partitions disposed outside the downstream edge of the conveyor, and a stopper unit disposed downstream of the partitions,
On the conveying surface of the conveyor, in a state in which the flat workpieces are arranged in multiple rows in the width direction and in multiple rows in the conveying direction perpendicular to the width direction, each of the flat workpieces is sequentially conveyed,
By the conveyance of the conveyor, each flat workpiece going out of the downstream edge is advanced while sliding on the upper surface of the partition,
A method of accumulating flat work, wherein the flat work is dropped from the top surface of the partitioning part while the flat work is brought into contact with the stopper part, and the flat work is sequentially accumulated in accommodating parts between the neighboring partitioning parts.
상기 평판 워크를 수평에 대하여 경사진 상태에서 상기 수용부에 순차 집적하는, 평판 워크의 집적 방법.According to claim 1,
A method of accumulating a flat work, wherein the flat work is sequentially stacked in the receiving portion in a state inclined with respect to the horizontal.
상기 경사진 상태에서 수용부에 집적한 후, 그 집적물을 다음 공정으로 반송하는, 평판 워크의 집적 방법.According to claim 2,
A method of accumulating a flat workpiece, in which the accumulated material is conveyed to the next step after the accumulated material is accumulated in the housing unit in the inclined state.
상기 평판 워크가 상기 스토퍼부에 닿은 후, 상기 평판 워크가 회전해서 상기 칸막이부의 상면으로부터 낙하해서 상기 수용부에 순차 집적되는, 평판 워크의 집적 방법.According to any one of claims 1 to 3,
The method of accumulating flat work, wherein after the flat work comes into contact with the stopper portion, the flat work is rotated and dropped from the upper surface of the partition portion to be sequentially accumulated in the receiving portion.
상기 복수의 평판 워크의 평면시 형상이 장축과 단축을 갖는 형상이고,
상기 평판 워크의 장축이 상기 반송방향에 대하여 경사진 상태에서, 상기 복수의 평판 워크가 상기 컨베이어의 반송면에 나열되어 있는, 평판 워크의 반송 방법.According to any one of claims 1 to 4,
The plan view shape of the plurality of flat workpieces is a shape having a major axis and a minor axis,
A method for conveying a flat workpiece, wherein the plurality of flat workpieces are arranged on a conveying surface of the conveyor in a state in which a long axis of the flat workpiece is inclined with respect to the conveying direction.
상기 평판 워크의 각 열에 대응해서 상기 컨베이어의 하류측 엣지의 외측에 배치된 복수의 칸막이부로서, 상기 컨베이어의 반송에 의해 상기 하류측 엣지의 외측으로 나가는 상기 평판 워크를 일시적으로 지지하는 상면을 갖는 칸막이부와,
상기 칸막이부의 하류측에 배치된 스토퍼부로서, 상기 칸막이부의 상면 위를 미끄러지면서 나아가는 상기 평판 워크의 진행을 저지시키고, 상기 평판 워크를 상기 이웃하는 칸막이부 간의 수용부로 안내하는 스토퍼부를 갖는, 평판 워크의 집적 장치.A conveyor for sequentially conveying the plurality of flat workpieces from an upstream side to a downstream side in the conveying direction in a state in which a plurality of flat workpieces are arranged in a plurality of rows in a width direction and in a plurality of rows in a conveying direction that is a direction orthogonal to the width direction;
A plurality of partitions disposed outside the downstream edge of the conveyor corresponding to each row of the flat plate work, and having an upper surface temporarily supporting the flat plate work that goes out to the outside of the downstream edge by conveyance of the conveyor. with partitions,
As a stopper portion disposed on the downstream side of the partition portion, stopping the progress of the flat plate work sliding on the upper surface of the partition portion, and guiding the flat work to the accommodating portion between the neighboring partitions Plate work having a stopper portion of the integrated device.
상기 이웃하는 칸막이부의 간격을 변화시키기 위해서, 상기 각 칸막이부가 변위 가능한, 평판 워크의 집적 장치.According to claim 6,
The plate work accumulator device, wherein each of the partitions can be displaced in order to change the spacing of the neighboring partitions.
상기 각 칸막이부의 하방에 상기 칸막이부의 일방측으로 연장되는 받이부가 각각 더 설치되고,
상기 수용부가 상기 이웃하는 칸막이부와 상기 받이부에 의해 구획되어 있는, 평판 워크의 집적 장치.According to claim 6 or 7,
A receiving portion extending to one side of the partition portion is further installed below each of the partition portions,
The plate work accumulator device in which the accommodating portion is partitioned by the adjacent partition portion and the receiving portion.
상기 각 칸막이부의 하방에 상기 칸막이부의 일방측 및 그 반대측으로 연장되는 우측 받이부 및 좌측 받이부가 각각 더 설치되고,
상기 수용부가 상기 이웃하는 칸막이부와 상기 우측 받이부 및 좌측 받이부에 의해 구획되어 있는, 평판 워크의 집적 장치.According to claim 6 or 7,
A right receiving part and a left receiving part extending to one side and the opposite side of the partition part are further installed below each partition part, respectively,
The plate work accumulator device in which the accommodating portion is partitioned by the neighboring partition portion, the right receiving portion, and the left receiving portion.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-162051 | 2020-09-28 | ||
| JP2020162051 | 2020-09-28 | ||
| PCT/JP2021/015041 WO2022064743A1 (en) | 2020-09-28 | 2021-04-09 | Method for stacking flat workpieces and device for stacking flat workpieces |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230074714A true KR20230074714A (en) | 2023-05-31 |
Family
ID=80845138
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237007211A KR20230074714A (en) | 2020-09-28 | 2021-04-09 | Flat work accumulation method and flat work accumulation device |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2022064743A1 (en) |
| KR (1) | KR20230074714A (en) |
| CN (1) | CN116209631A (en) |
| TW (1) | TW202231563A (en) |
| WO (1) | WO2022064743A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7340653B1 (en) | 2022-05-16 | 2023-09-07 | 日東電工株式会社 | Manufacturing method of sheet film |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017077937A (en) | 2015-10-19 | 2017-04-27 | 日東電工株式会社 | Flat plate workpiece transport table, flat plate workpiece cut collection system and flat plate workpiece collection method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0324535Y2 (en) * | 1985-07-01 | 1991-05-28 | ||
| JP5670709B2 (en) * | 2010-11-22 | 2015-02-18 | 大森機械工業株式会社 | Integrated supply system |
-
2021
- 2021-04-09 JP JP2022551130A patent/JPWO2022064743A1/ja active Pending
- 2021-04-09 WO PCT/JP2021/015041 patent/WO2022064743A1/en active Application Filing
- 2021-04-09 CN CN202180064504.8A patent/CN116209631A/en active Pending
- 2021-04-09 KR KR1020237007211A patent/KR20230074714A/en unknown
- 2021-04-19 TW TW110113899A patent/TW202231563A/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017077937A (en) | 2015-10-19 | 2017-04-27 | 日東電工株式会社 | Flat plate workpiece transport table, flat plate workpiece cut collection system and flat plate workpiece collection method |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022064743A1 (en) | 2022-03-31 |
| JPWO2022064743A1 (en) | 2022-03-31 |
| CN116209631A (en) | 2023-06-02 |
| TW202231563A (en) | 2022-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101750570B1 (en) | Determing method of cutting information, manufacturing method of strip-shaped polarizing sheet using the same, manufacturing method of optical display unit, strip-shaped polarizing sheet and raw material for polarizing sheet | |
| CN102520548B (en) | System for manufacturing optical display device | |
| CN107650196B (en) | Optical film cutting and winding method and cutting knife used by same | |
| KR20230074714A (en) | Flat work accumulation method and flat work accumulation device | |
| KR101552410B1 (en) | Optical film roll set, and method for producing optical film roll set | |
| KR20170045718A (en) | Plate work conveying base, cutting and collecting system for plate work, and method for collecting plate work | |
| KR102040250B1 (en) | The system for manufacturing display unit | |
| US20170157911A1 (en) | Methods and apparatus for bonding and de-bonding a highly flexible substrate to a carrier | |
| EP1588832B1 (en) | Device of forming tire reinforcing layer | |
| TW201930089A (en) | Method of manufacturing sheet film | |
| JP2008013206A (en) | Boxing apparatus | |
| TWI651024B (en) | Fitting device and carrying method thereof | |
| JP6152971B2 (en) | Work holding device | |
| KR20170129613A (en) | Optical laminate and method of producing optical film piece using the optical laminate | |
| JP5562760B2 (en) | Method for producing gas barrier film | |
| KR100948862B1 (en) | Apparatus for manufacturing polarization film | |
| CN105990191B (en) | Substrate transfer stage, scribing device, and method of transferring substrate | |
| WO2021157171A1 (en) | Transfer device for optical substrates and transfer method | |
| CN102119356A (en) | Panel loading apparatus and the method of loading panel for manufacturing display panel | |
| KR101694194B1 (en) | Laminating apparatus for manufacturing functional film | |
| KR101267002B1 (en) | Tilting plaform system for glass pannel sorting | |
| TWM618645U (en) | Post-processing apparatus for a semi-finished test paper | |
| TW201925115A (en) | Substrate unloading apparatus capable of efficiently removing residual material of a substrate from a substrate mounting portion | |
| CN111196435A (en) | Multiple rows of carrier tapes with alternating, staggered false pockets | |
| TWI224576B (en) | Substrate transporting device for sequential cassette |