KR20220029400A - 워크피스 지지 장치 및 워크피스 지지 방법 - Google Patents
워크피스 지지 장치 및 워크피스 지지 방법 Download PDFInfo
- Publication number
- KR20220029400A KR20220029400A KR1020210109315A KR20210109315A KR20220029400A KR 20220029400 A KR20220029400 A KR 20220029400A KR 1020210109315 A KR1020210109315 A KR 1020210109315A KR 20210109315 A KR20210109315 A KR 20210109315A KR 20220029400 A KR20220029400 A KR 20220029400A
- Authority
- KR
- South Korea
- Prior art keywords
- bernoulli chuck
- liquid
- workpiece
- gas
- liquid discharge
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
- B24B37/345—Feeding, loading or unloading work specially adapted to lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/061—Work supports, e.g. adjustable steadies axially supporting turning workpieces, e.g. magnetically, pneumatically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67017—Apparatus for fluid treatment
- H01L21/67028—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like
- H01L21/6704—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing
- H01L21/67046—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing using mainly scrubbing means, e.g. brushes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6838—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping with gripping and holding devices using a vacuum; Bernoulli devices
Abstract
베르누이 척을 사용하여 워크피스를 지지할 때, 흡착력을 유지하면서, 워크피스의 표면의 건조를 방지할 수 있는 워크피스 지지 장치를 제공하는 것을 목적으로 한다.
워크피스 지지 장치(12)는, 기체를 분사함으로써 흡인력을 발생시키는 베르누이 척(14)과, 베르누이 척(14)을 둘러싸도록 배치되고, 베르누이 척(14)의 주위에서 액체를 방출하는 액체 토출 부재(13)를 구비하고 있다.
워크피스 지지 장치(12)는, 기체를 분사함으로써 흡인력을 발생시키는 베르누이 척(14)과, 베르누이 척(14)을 둘러싸도록 배치되고, 베르누이 척(14)의 주위에서 액체를 방출하는 액체 토출 부재(13)를 구비하고 있다.
Description
본 발명은, 워크피스 지지 장치 및 워크피스 지지 방법에 관한 것이다.
근년, 메모리 회로, 로직 회로, 이미지 센서(예를 들어 CMOS 센서) 등의 디바이스는, 보다 고집적화되고 있다. 이들 디바이스를 형성하는 공정에 있어서는, 미립자나 진애 등의 이물이 디바이스에 부착되는 경우가 있다. 디바이스에 부착된 이물은, 배선 사이의 단락이나 회로의 문제를 야기해 버린다. 따라서, 디바이스의 신뢰성을 향상시키기 위해, 디바이스가 형성된 웨이퍼를 세정하여, 웨이퍼 상의 이물을 제거하는 것이 필요해진다.
웨이퍼의 이면(비(非) 디바이스면)에도, 상술한 바와 같은 미립자나 분진 등의 이물이 부착되는 경우가 있다. 이러한 이물이 웨이퍼의 이면에 부착되면, 웨이퍼가 노광 장치의 스테이지 기준면으로부터 이격되거나 웨이퍼 표면이 스테이지 기준면에 대해 기울어, 결과적으로 패터닝의 어긋남이나 초점 거리의 어긋남이 발생하게 된다. 이러한 문제를 방지하기 위해, 웨이퍼의 이면에 부착된 이물을 제거하는 것이 필요해진다.
종래, 웨이퍼 등의 워크피스를 지지하는 기구로서, 베르누이 척이 사용되고 있다. 베르누이 척은, 유체를 분출함으로써 베르누이의 정리를 이용하여 흡인력을 발생시키는 척이며, 유체를 통해 워크피스를 비접촉 상태로 지지한다. 그러나 통상은 유체로서 압축 공기를 사용하므로, 베르누이 척으로 지지하고 있는 워크피스의 표면이 건조하여, 공기 중의 이물이나 연마 처리에 의해 발생한 연마 부스러기 등의 이물이 부착되는 원인이 된다.
워크피스의 표면 건조를 방지하기 위해, 압축 공기 대신에 순수를 베르누이 척에 공급하는 것도 생각할 수 있다. 그러나 베르누이 척에 의한 흡착력은, 압축 공기를 공급하였을 때와 비교하여 약해진다고 하는 문제가 있었다.
본 발명은, 베르누이 척을 사용하여 워크피스를 지지할 때, 흡착력을 유지하면서, 워크피스의 표면 건조를 방지할 수 있는 워크피스 지지 장치를 제공하는 것을 목적으로 한다.
일 양태에서는, 기체를 분사함으로써 흡인력을 발생시키는 베르누이 척과, 상기 베르누이 척을 둘러싸도록 배치되고, 상기 베르누이 척의 주위에서 액체를 방출하는 액체 토출 부재를 구비하고 있는, 워크피스 지지 장치가 제공된다.
일 양태에서는, 상기 액체 토출 부재는, 상기 베르누이 척의 주위에 배열된 복수의 액체 토출구를 갖는다.
일 양태에서는, 상기 베르누이 척은, 해당 베르누이 척의 반경 방향 외측을 향한 복수의 기체 분출구를 구비하고 있고, 상기 복수의 기체 분출구는, 방사상으로 기체를 분사하도록 배치되어 있다.
일 양태에서는, 상기 복수의 액체 토출구는, 상기 액체 토출 부재의 위에서 보았을 때, 상기 베르누이 척의 중심으로부터 상기 복수의 기체 분출구를 통해 연장되는 복수의 직선 상에 위치하고 있다.
일 양태에서는, 상기 액체 토출 부재는, 상기 베르누이 척을 둘러싸는 측벽과, 상기 측벽에 접속된 저부와, 상기 베르누이 척의 외면을 향한 액체 토출구를 구비하고 있고, 상기 액체 토출구는, 액체를 방출하면, 상기 베르누이 척과 상기 액체 토출 부재의 간극으로부터 상기 액체가 상기 워크피스의 표면을 따라 외측으로 흐르도록 배치되어 있다.
일 양태에서는, 상기 액체 토출구는, 상기 저부에 위치하고 있다.
일 양태에서는, 상기 액체 토출구는, 상기 측벽의 내면에 위치하고 있다.
일 양태에서는, 상기 베르누이 척은, 상기 기체를 분출하는 기체 분출구를 구비하고 있고, 상기 기체 분출구는, 상기 베르누이 척의 위에서 보았을 때, 상기 베르누이 척의 반경 방향에 대해 기울어진 방향을 향하고 있고, 기체의 선회류를 형성하도록 배치되어 있다.
일 양태에서는, 워크피스를 처리하기 위한 처리 헤드와, 상기 워크피스를 지지하기 위한, 상기 지지 장치를 구비하고 있는, 워크피스 처리 장치가 제공된다.
일 양태에서는, 워크피스를 지지하기 위한, 상기 지지 장치와, 상기 지지 장치를 이동시키는 이동 장치를 구비하고 있는, 워크피스 반송 장치가 제공된다.
일 양태에서는, 베르누이 척으로부터 기체를 분사함으로써 발생하는 흡인력으로 워크피스를 흡인하면서, 상기 기체의 흐름에 의해 상기 워크피스를 지지하고, 상기 베르누이 척을 둘러싸는 액체 토출 부재로부터, 상기 베르누이 척의 주위에서 액체를 방출하는, 워크피스 지지 방법이 제공된다.
일 양태에서는, 상기 액체는, 상기 베르누이 척의 주위에 배열된 복수의 액체 토출구로부터 상기 워크피스의 표면을 따라 외측으로 흐른다.
일 양태에서는, 상기 기체는, 상기 베르누이 척에 마련된 복수의 기체 분출구로부터 외측을 향해 방사상으로 분사된다.
일 양태에서는, 상기 복수의 액체 토출구는, 상기 액체 토출 부재의 위에서 보았을 때, 상기 베르누이 척의 중심으로부터 상기 복수의 기체 분출구를 통해 연장되는 복수의 직선 상에 위치하고 있다.
일 양태에서는, 상기 액체는, 상기 베르누이 척과 상기 액체 토출 부재의 간극으로부터 상기 워크피스의 표면을 따라 외측으로 흐른다.
일 양태에서는, 상기 기체는, 상기 베르누이 척의 기체 분출구로부터 분사되어 선회류를 형성한다.
일 양태에서는, 베르누이 척으로부터 기체를 분사함으로써 발생하는 흡인력으로 워크피스를 흡인하면서, 상기 기체의 흐름에 의해 상기 워크피스를 지지하고, 상기 베르누이 척을 둘러싸는 액체 토출 부재로부터 상기 베르누이 척의 주위에서 액체를 방출하고, 상기 액체를 상기 워크피스의 처리점에 공급하면서, 상기 워크피스의 상기 처리점을 처리 헤드에서 처리하는, 워크피스 처리 방법이 제공된다.
본 발명에 따르면, 베르누이 척에 의한 워크피스의 흡착력을 유지하면서, 워크피스의 표면에 액체를 공급하여, 워크피스의 건조를 방지할 수 있다.
도 1은 연마 장치의 일 실시 형태를 도시하는 모식도이다.
도 2는 워크피스 보유 지지부에 의해 웨이퍼를 지지하는 모습을 도시하는 평면도이다.
도 3의 (a)는 워크피스 지지 장치의 일 실시 형태를 도시하는 평면도이고, 도 3의 (b)는 도 3의 (a)의 A-A선 단면도이다.
도 4는 도 3의 (a) 및 도 3의 (b)에 도시하는 워크피스 지지 장치가 웨이퍼의 하면을 지지하고 있는 모습을 도시하는 모식도이다.
도 5의 (a)는 워크피스 지지 장치의 다른 실시 형태를 도시하는 평면도이고, 도 5의 (b)는 도 5의 (a)의 B-B선 단면도이다.
도 6의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 6의 (b)는 도 6의 (a)의 C-C선 단면도이다.
도 7의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 7의 (b)는 도 7의 (a)의 D-D선 단면도이다.
도 8의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 8의 (b)는 도 8의 (a)의 E-E선 단면도이다.
도 9는 워크피스 반송 장치의 일 실시 형태를 도시하는 모식도이다.
도 2는 워크피스 보유 지지부에 의해 웨이퍼를 지지하는 모습을 도시하는 평면도이다.
도 3의 (a)는 워크피스 지지 장치의 일 실시 형태를 도시하는 평면도이고, 도 3의 (b)는 도 3의 (a)의 A-A선 단면도이다.
도 4는 도 3의 (a) 및 도 3의 (b)에 도시하는 워크피스 지지 장치가 웨이퍼의 하면을 지지하고 있는 모습을 도시하는 모식도이다.
도 5의 (a)는 워크피스 지지 장치의 다른 실시 형태를 도시하는 평면도이고, 도 5의 (b)는 도 5의 (a)의 B-B선 단면도이다.
도 6의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 6의 (b)는 도 6의 (a)의 C-C선 단면도이다.
도 7의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 7의 (b)는 도 7의 (a)의 D-D선 단면도이다.
도 8의 (a)는 워크피스 지지 장치의 또 다른 실시 형태를 도시하는 평면도이고, 도 8의 (b)는 도 8의 (a)의 E-E선 단면도이다.
도 9는 워크피스 반송 장치의 일 실시 형태를 도시하는 모식도이다.
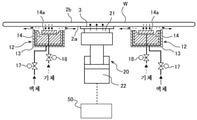
이하, 본 발명의 실시 형태에 대해 도면을 참조하여 설명한다. 도 1은 연마 장치(1)의 일 실시 형태를 도시하는 모식도이다. 도 1에 도시하는 연마 장치(1)는, 워크피스의 일례인 웨이퍼(W)를 보유 지지하고, 그 축심을 중심으로 하여 회전시키는 워크피스 보유 지지부(10)와, 연마구로서의 연마 테이프(3)를 워크피스 보유 지지부(10)에 보유 지지된 웨이퍼(W)의 제1 면(2a)에 접촉시켜 웨이퍼(W)의 제1 면(2a)을 연마하는 연마 헤드(20)와, 연마 테이프(3)를 연마 헤드(20)에 공급하는 연마 테이프 공급 기구(30)를 구비하고 있다. 연마 헤드(20)는, 웨이퍼(W)의 표면을 처리하는 처리 헤드의 일례이다.
워크피스 보유 지지부(10)는, 웨이퍼(W)의 주연부에 접촉 가능한 복수의 롤러(11)와, 웨이퍼(W)의 제1 면(하면)(2a)을 유체로 지지하는 복수의 워크피스 지지 장치(12)를 구비하고 있다. 워크피스 보유 지지부(10)는, 각각의 롤러(11)의 축심을 중심으로 하여 회전시키기 위한 롤러 회전 기구(도시 생략)를 구비하고 있다. 워크피스 지지 장치(12)에 대해서는, 상세를 후술한다.
본 실시 형태에서는, 웨이퍼(W)의 제1 면(2a)은, 디바이스가 형성되어 있지 않거나, 또는 디바이스가 형성될 예정이 없는 웨이퍼(W)의 이면, 즉 비 디바이스면이다. 제1 면(2a)과는 반대측의 웨이퍼(W)의 제2 면(2b)은 디바이스가 형성되어 있거나 또는 디바이스가 형성될 예정인 면, 즉 디바이스면이다. 본 실시 형태에서는, 웨이퍼(W)는, 그 제1 면(2a)이 하향인 상태로, 워크피스 보유 지지부(10)에 수평하게 지지된다.
연마 헤드(20)는, 워크피스 보유 지지부(10)에 보유 지지되어 있는 웨이퍼(W)의 하측에 배치되어 있다. 연마 헤드(20)는, 연마 테이프(3)를 웨이퍼(W)의 제1 면(2a)에 대해 압박하는 압박 부재(21)와, 압박 부재(21)를 상방으로 밀어올리는 가압 기구(22)를 구비하고 있다. 가압 기구(22)는 압박 부재(21)를 상방으로 밀어올리고, 압박 부재(21)는 연마 테이프(3)를 그 이측으로부터 웨이퍼(W)의 제1 면(2a)에 압박함으로써 웨이퍼(W)의 제1 면(2a)을 연마한다.
연마 테이프 공급 기구(30)는, 연마 테이프(3)의 일단이 접속된 테이프 권출 릴(31)과, 연마 테이프(3)의 타단이 접속된 테이프 권취 릴(32)과, 연마 테이프(3)를 그 길이 방향으로 보내는 테이프 이송 장치(40)와, 연마 테이프(3)의 진행 방향을 안내하는 복수의 가이드 롤러(33)를 구비하고 있다. 테이프 이송 장치(40)는 테이프 이송 모터(도시 생략)에 연결된 테이프 이송 롤러(41)와, 연마 테이프(3)를 테이프 이송 롤러(41)에 압박하는 닙 롤러(42)를 구비하고 있다. 연마 테이프(3)는 테이프 이송 롤러(41)와 닙 롤러(42) 사이에 끼워져 있다. 테이프 이송 모터가 테이프 이송 롤러(41)를 회전시키면, 연마 테이프(3)는 그 길이 방향으로 진행한다. 보다 구체적으로는, 연마 테이프(3)는 테이프 권출 릴(31)로부터 연마 헤드(20)를 경유하여 테이프 권취 릴(32)로 진행한다. 복수의 가이드 롤러(33)는, 웨이퍼(W)의 제1 면(2a)과 평행한 방향으로 연마 테이프(3)가 진행하도록 연마 테이프(3)를 가이드한다.
테이프 권출 릴(31) 및 테이프 권취 릴(32)은, 도시하지 않은 모터에 각각 연결되어 있다. 이들 모터는 테이프 권출 릴(31) 및 테이프 권취 릴(32)에 역방향으로 회전하는 토크를 부여하고, 이에 의해 연마 테이프(3)에 텐션을 부여하고 있다.
일 실시 형태에서는, 연마 테이프 공급 기구(30)는, 상술한 구성에 한정되지 않고, 테이프 이송 장치(40)를 구비하는 일 없이, 테이프 권출 릴(31)과, 테이프 권취 릴(32)과, 복수의 가이드 롤러(33)를 구비하고 있어도 된다. 예를 들어, 테이프 권취 릴(32)이 도시하지 않은 모터에 의해 회전되면, 연마 테이프(3)는 테이프 권출 릴(31)로부터 연마 헤드(20)를 경유하여 테이프 권취 릴(32)로 진행하도록 해도 된다. 복수의 가이드 롤러(33)는 웨이퍼(W)의 제1 면(2a)과 평행한 방향으로 연마 테이프(3)가 진행하도록 연마 테이프(3)를 가이드한다. 테이프 권출 릴(31)과 테이프 권취 릴(32)의 위치는 반대로 배치되어도 된다.
연마 장치(1)의 동작은, 동작 제어부(50)에 의해 제어된다. 동작 제어부(50)는 워크피스 보유 지지부(10), 연마 헤드(20), 연마 테이프 공급 기구(30)에 전기적으로 접속되어 있다. 워크피스 보유 지지부(10)의 롤러(11), 워크피스 지지 장치(12), 연마 헤드(20), 연마 테이프 공급 기구(30)의 동작은, 동작 제어부(50)에 의해 제어된다. 동작 제어부(50)는 적어도 하나의 컴퓨터로 구성된다.
도 2는 워크피스 보유 지지부(10)에 의해 웨이퍼(W)를 보유 지지하는 모습을 도시하는 평면도이다. 도 2에서는, 웨이퍼(W)의 주연부는, 4개의 롤러(11)에 보유 지지되고, 웨이퍼(W)의 제1 면(2a)은 6개의 워크피스 지지 장치(12)에 의해 지지되어 있다. 4개의 롤러(11)는, 워크피스 보유 지지부(10)의 기준 중심점 O의 주위에 배열되어 있다. 롤러 회전 기구(도시 생략)는, 4개의 롤러(11)를 동일한 방향으로 동일한 속도로 회전시키도록 구성되어 있다. 웨이퍼(W)의 제1 면(2a)의 연마 중, 웨이퍼(W)의 주연부는 롤러(11)에 의해 파지된다. 웨이퍼(W)는 수평으로 보유 지지되고, 롤러(11)의 회전에 의해 웨이퍼(W)는 그 축심을 중심으로 회전된다. 웨이퍼(W)의 제1 면(2a)의 연마 중, 4개의 롤러(11)는 각각의 축심을 중심으로 회전하는데, 롤러(11) 자체의 위치는 고정이다. 본 실시 형태에서는 롤러(11)는 4개인데, 롤러의 수는 본 실시 형태에 한정되지 않는다. 5개 이상의 롤러가 마련되어도 된다. 일 실시 형태에서는, 웨이퍼(W)는 수평 방향에 대해 기울어지도록 복수의 롤러(11)에 의해 보유 지지되어도 된다.
웨이퍼(W)는 또한 복수의 워크피스 지지 장치(12)에 의해 지지되어 있다. 이들 워크피스 지지 장치(12)는, 연마 테이프(3) 및 압박 부재(21)의 양측에 배열되어 있다. 압박 부재(21)에 지지된 연마 테이프(3)의 한쪽 측에 배치되어 있는 3개의 워크피스 지지 장치(12)는, 연마 테이프(3)를 따라 배열되어 있다. 마찬가지로, 압박 부재(21)에 지지된 연마 테이프(3)의 다른 쪽 측에 배치되어 있는 3개의 워크피스 지지 장치(12)는, 연마 테이프(3)를 따라 배열되어 있다. 6개의 워크피스 지지 장치(12)는, 각각 연마 테이프(3) 및 압박 부재(21)로부터 이격되어 있지만 근접해 있다. 본 실시 형태에서는 워크피스 지지 장치(12)는 6개인데, 워크피스 지지 장치(12)의 수 및 위치는 본 실시 형태에 한정되지 않는다. 1개의 워크피스 지지 장치(12)만이 마련되어도 된다.
워크피스 지지 장치(12)는, 액체 토출 부재(13)와 베르누이 척(14)을 구비하고 있다. 베르누이 척(14)은, 웨이퍼(W)의 제1 면(2a)을 기체의 흐름에 의해 흡인 하고, 또한 비접촉으로 지지한다. 본 명세서에 있어서, 베르누이 척(14)은, 기체를 분출함으로써 베르누이의 정리를 이용하여 흡인력을 발생시키는 척으로 정의된다.
다음으로, 워크피스 지지 장치(12)의 상세에 대해 설명한다. 도 3의 (a)는 워크피스 지지 장치(12)의 일 실시 형태를 도시하는 평면도이고, 도 3의 (b)는 도 3의 (a)의 A-A선 단면도이다. 워크피스 지지 장치(12)는, 액체 토출 부재(13)와 베르누이 척(14)을 구비하고 있다. 액체 토출 부재(13)는, 베르누이 척(14)을 둘러싸도록 배치되어 있다. 액체 토출 부재(13)는, 복수의 액체 토출구(13a)와, 복수의 액체 유로(13b)와, 베르누이 척(14)을 둘러싸는 측벽(13c)과, 측벽(13c)에 접속된 저부(13d)를 갖는다. 측벽(13c)의 내경은, 베르누이 척(14)의 외경보다 크고, 베르누이 척(14)은 액체 토출 부재(13) 내에 배치되어 있다.
액체 토출구(13a)는, 액체 토출 부재(13)의 상면에 형성된 복수의 구멍이며, 이들 액체 토출구(13a)는, 액체 토출 부재(13)의 위에서 보았을 때, 동일 원주 상에 등간격으로 위치하고 있다. 액체 토출구(13a)는, 측벽(13c)의 상면에 형성되어 있고, 베르누이 척(14)을 둘러싸도록 배치되어 있다.
액체 유로(13b)는, 액체 토출구(13a)로부터 측벽(13c) 내를 저부(13d)를 향해 하방으로 연장되어 있고, 또한 저부(13d) 내에서 연장되어 저부(13d)의 중앙 부분에서 합류하고 있다. 액체 유로(13b)는, 액체 토출 부재(13)에 액체를 공급하는 액체 공급 라인(15)과 연통되어 있다. 액체 공급 라인(15)에는, 액체 공급 밸브(17)가 설치되어 있고, 액체 공급 밸브(17)는 동작 제어부(50)와 전기적으로 접속되어 있다. 액체 공급 밸브(17)의 동작은, 동작 제어부(50)에 의해 제어된다. 액체 공급 밸브(17)의 예로서는, 전동 밸브, 전자 밸브 등의 액추에이터형 구동 밸브를 들 수 있다.
베르누이 척(14)은, 상향의 흡인면(14a)을 갖고 있고, 흡인면(14a)은 웨이퍼(W)의 제1 면(하면)(2a)에 대향하고 있다. 베르누이 척(14)은, 흡인면(14a)의 주위에 위치하는 복수의 기체 분출구(14b)와, 이들 기체 분출구(14b)에 연통되는 기체 유로(14c)를 갖고 있다.
기체 분출구(14b)는, 베르누이 척(14)의 흡인면(14a)으로부터 하방으로 연장되는 벽면(14d)에 형성되어 있다. 이들 복수의 기체 분출구(14b)는, 반경 방향 외측을 향하고 있다. 도 3의 (a)에 도시하는 바와 같이, 기체 분출구(14b)는 베르누이 척(14)의 위에서 보았을 때, 동일 원주 상에 등간격으로 위치하고 있다. 액체 토출 부재(13)의 액체 토출구(13a)는, 액체 토출 부재(13)의 위에서 보았을 때, 베르누이 척(14)의 중심 Q로부터 기체 분출구(14b)를 통해 연장되는 복수의 직선 상에 위치하고 있다.
기체 유로(14c)는, 기체 분출구(14b)로부터 베르누이 척(14)의 반경 방향 내측으로 연장되는 복수의 분기 유로를 갖고 있으며, 이들 분기 유로는 베르누이 척(14)의 중앙 부분에서 합류한다. 기체 유로(14c)는, 베르누이 척(14)에 기체(예를 들어, 드라이 에어, 불활성 가스 등)를 공급하는 기체 공급 라인(16)과 연통되어 있다. 기체 공급 라인(16)에는, 기체 공급 밸브(18)가 설치되어 있고, 기체 공급 밸브(18)는 동작 제어부(50)에 전기적으로 접속되어 있다. 기체 공급 밸브(18)의 동작은, 동작 제어부(50)에 의해 제어된다. 기체 공급 밸브(18)의 예로서는, 전동 밸브, 전자 밸브 등의 액추에이터형 구동 밸브를 들 수 있다.
동작 제어부(50)가 액체 공급 밸브(17) 및 기체 공급 밸브(18)를 개방하면, 액체가 액체 토출 부재(13)에, 기체가 베르누이 척(14)에 공급된다. 액체 토출 부재(13)에 공급된 액체는, 액체 유로(13b)를 통해 복수의 액체 토출구(13a)로부터 액체 토출 부재(13)의 외측을 향해 방출된다. 베르누이 척(14)에 공급된 기체는, 기체 유로(14c)를 통해 복수의 기체 분출구(14b)로부터 베르누이 척(14)의 외측을 향해 방사상으로 분사된다. 도 3의 (a) 및 도 3의 (b)에 있어서, 실선으로 나타낸 화살표는 액체의 흐름을 나타내고, 파선으로 나타낸 화살표는 기체의 흐름을 나타내고 있다.
본 실시 형태에서는, 6개의 액체 토출구(13a) 및 12개의 기체 분출구(14b)가 마련되어 있다. 그러나 도 3의 (a) 및 도 3의 (b)에 도시한 액체 토출구(13a) 및 기체 분출구(14b)의 수 및 위치는 일례이며, 특별히 한정되지 않는다.
본 실시 형태의 액체 토출 부재(13)는, 베르누이 척(14)을 둘러싸는 측벽(13c)을 갖고 있지만, 베르누이 척(14)의 주위에서 액체를 방출할 수 있도록 구성되어 있으면, 액체 토출 부재(13)는 이 실시 형태에 한정되지 않는다. 예를 들어, 액체 토출 부재(13)는, 측벽(13c)을 갖지 않고, 대신에 베르누이 척(14)의 주위에서 액체를 방출하는 복수의 액체 노즐을 구비해도 된다.
도 4는 도 3의 (a) 및 도 3의 (b)에 도시하는 워크피스 지지 장치(12)가 웨이퍼의 하면을 지지하고 있는 모습을 도시하는 모식도이다. 워크피스 지지 장치(12)는 웨이퍼(W)의 하방에 배치되어 있다. 동작 제어부(50)가 기체 공급 밸브(18)를 개방하면, 기체는, 기체 공급 라인(16)을 흘러 베르누이 척(14)에 공급되고, 베르누이 척(14)으로부터 외측으로 토출된다. 흡인면(14a)으로부터 외측으로 확산되는 기체의 흐름은, 흡인면(14a)의 중심부와 웨이퍼(W)의 제1 면(2a) 사이의 공간에 부압을 형성한다. 이에 의해, 베르누이 척(14)은, 흡인면(14a)의 중심부에 흡인력을 발생시켜 웨이퍼(W)를 흡인한다. 베르누이 척(14)의 외주부와 웨이퍼(W)의 제1 면(2a) 사이의 공간에는 기체의 흐름이 형성되고, 이 기체의 흐름에 의해 웨이퍼(W)의 제1 면(2a)이 지지된다. 이와 같이, 베르누이 척(14)은 웨이퍼(W)를 흡인하면서 웨이퍼(W)를 비접촉으로 지지할 수 있다. 따라서, 베르누이 척(14)이 웨이퍼(W)를 지지하면서, 워크피스 보유 지지부(10)의 롤러(11)는 웨이퍼(W)를 회전시킬 수 있다.
연마 테이프(3)를 웨이퍼(W)의 제1 면(2a)에 압박하여 웨이퍼(W)의 제1 면(2a)을 연마할 때, 웨이퍼(W)에 대해 상측 방향으로 연마 하중이 가해진다. 본 실시 형태에서는, 베르누이 척(14)에 의해 웨이퍼(W)는 하측 방향의 흡인력을 받는다. 이러한 하측 방향의 흡인력은, 웨이퍼(W)에 가해지는 상측 방향의 연마 하중을 상쇄한다. 따라서, 연마 헤드(20)는, 웨이퍼(W)를 상방으로 휘게 하는 것을 억제하면서, 웨이퍼(W)의 제1 면(2a)에 연마 하중을 가할 수 있다. 또한 웨이퍼(W)는, 베르누이 척(14)의 흡인면(14a)에 비접촉으로 흡인되므로, 웨이퍼(W)의 제1 면(2a)을 청정하게 유지할 수 있다.
베르누이 척(14)은 웨이퍼(W)의 제1 면(2a)을 비접촉으로 흡인하면서, 액체는 액체 토출 부재(13)로부터 방출된다. 베르누이 척(14)으로부터의 기체의 외측으로의 흐름에 의해, 액체는 베르누이 척(14)의 주위로부터 웨이퍼(W)의 제1 면(2a)을 따라 외측으로 흐른다. 웨이퍼(W)는 회전하고 있으므로, 기체의 흐름에 접촉하고 있던 웨이퍼(W)의 부분은 즉시 액체에 접촉하여, 그 부분의 건조가 방지된다. 또한, 도 4에 도시하는 바와 같이, 워크피스 지지 장치(12)를 압박 부재(21)의 근방에 배치시킴으로써, 액체 토출 부재(13)로부터 방출된 액체를 웨이퍼(W)의 처리점(연마점)에 공급할 수 있다. 결과적으로, 연마 처리에 의해 발생한 연마 부스러기를 효과적으로 제거하는 것이 가능하다.
도 5의 (a)는 워크피스 지지 장치(12)의 다른 실시 형태를 도시하는 평면도이고, 도 5의 (b)는 도 5의 (a)의 B-B선 단면도이다. 특별히 설명하지 않는 본 실시 형태의 구성은, 도 3의 (a) 및 도 3의 (b)를 참조하여 설명한 상기 실시 형태와 동일하므로, 그 중복되는 설명을 생략한다.
액체 토출 부재(13)는, 베르누이 척(14)을 둘러싸도록 배치되어 있다. 액체 토출 부재(13)의 내경은, 베르누이 척(14)의 외경보다 크고, 액체 토출 부재(13)의 측벽(13c)과 베르누이 척(14)의 외벽 사이에 간극(13e)이 형성되어 있다. 액체 토출 부재(13) 내에 베르누이 척(14)을 배치하였을 때의 액체 토출 부재(13)의 상면의 높이는, 베르누이 척(14)의 상면의 높이보다 낮아도 되고, 동일해도 된다.
액체 토출구(13a)는, 베르누이 척(14)의 외면을 향하고 있다. 보다 구체적으로는, 액체 토출구(13a)는 베르누이 척(14)의 저부의 외면을 향하고 있다. 액체 토출 부재(13)의 저부(13d)에는, 액체 토출 부재(13)의 중앙 부분으로부터 반경 방향 외측을 향해 연장되는 복수의 액체 유로(13b)가 형성되어 있다. 액체 유로(13b)는, 액체 토출 부재(13)에 액체를 공급하는 액체 공급 라인(15)과 연통되어 있다. 액체 토출구(13a)는, 저부(13d)의 외주를 따른 환상이다. 환상의 액체 토출구(13a)는 저부(13d)에서 액체 유로(13b)와 연통되어 있고, 액체 유로(13b)의 반경 방향 외측에 위치하고 있다. 단, 액체 토출구(13a)의 형상은, 본 실시 형태에 한정되지 않는다. 예를 들어, 복수의 액체 유로(13b)에 각각 접속된 복수의 액체 토출구(13a)가 마련되어도 된다.
베르누이 척(14)의 구성은, 도 3의 (a) 및 도 3의 (b)에 도시하는 실시 형태와 마찬가지이다. 동작 제어부(50)가 액체 공급 밸브(17) 및 기체 공급 밸브(18)를 개방하면, 액체가 액체 토출 부재(13)에, 기체가 베르누이 척(14)에 공급된다. 액체 토출 부재(13)에 공급된 액체는, 액체 유로(13b)를 통해 액체 토출구(13a)로부터 방출되어, 간극(13e)을 상방으로 흐른다. 또한, 액체는, 간극(13e)으로부터 방출되어, 웨이퍼(W)의 제1 면(2a)을 따라 액체 토출 부재(13)의 외측을 향해 흐른다. 베르누이 척(14)에 공급된 기체는, 기체 유로(14c)를 통해 복수의 기체 분출구(14b)로부터 베르누이 척(14)의 외측을 향해 방사상으로 분사된다. 도 5의 (a) 및 도 5의 (b)에 있어서, 실선으로 나타낸 화살표는 액체의 흐름을 나타내고, 파선으로 나타낸 화살표는 기체의 흐름을 나타내고 있다. 도 5의 (a) 및 도 5의 (b)에 도시한 액체 토출구(13a) 및 기체 분출구(14b)의 수 및 위치는 일례이며, 특별히 한정되지 않는다.
도 6의 (a)는 워크피스 지지 장치(12)의 또 다른 실시 형태를 도시하는 평면도이고, 도 6의 (b)는 도 6의 (a)의 C-C선 단면도이다. 도 6의 (a) 및 도 6의 (b)에 도시하는 실시 형태는, 액체 토출구(13a)의 위치가 도 5의 (a) 및 도 5의 (b)를 참조하여 설명한 실시 형태와 다르다. 즉, 액체 토출구(13a)는, 측벽(13c)의 내면에 위치하고 있다. 본 실시 형태의 액체 토출구(13a)도 환상인데, 액체 토출구(13a)의 형상은 환상에 한정되지 않는다. 예를 들어, 복수의 액체 토출구(13a)가 베르누이 척(14)을 둘러싸도록 측벽(13c)의 내면에 형성되어도 된다. 도 6의 (a) 및 도 6의 (b)에 도시하는 실시 형태의, 액체 토출 부재(13) 이외의 구성 및 동작은 도 5의 (a) 및 도 5의 (b)를 참조하여 설명한 실시 형태와 마찬가지이므로, 설명을 생략한다.
도 7의 (a)는 워크피스 지지 장치(12)의 또 다른 실시 형태를 도시하는 평면도이고, 도 7의 (b)는 도 7의 (a)의 D-D선 단면도이다. 특별히 설명하지 않는 본 실시 형태의 구성은, 도 3의 (a) 및 도 3의 (b)를 참조하여 설명한 상기 실시 형태와 동일하므로, 그 중복되는 설명을 생략한다.
액체 토출 부재(13)의 구성은, 도 3의 (a) 및 도 3의 (b)를 참조하여 설명한 실시 형태와 마찬가지이다. 베르누이 척(14)은, 복수의 기체 분출구(14b)와 기체 유로(14c)를 갖고 있다. 복수의 기체 분출구(14b)는, 베르누이 척(14)의 측벽(14e)의 내주면에 형성되어 있고, 측벽(14e)의 내주면을 따라 등간격으로 배열되어 있다. 각 기체 분출구(14b)는, 베르누이 척(14)의 위에서 보았을 때, 베르누이 척(14)의 반경 방향에 대해 기울어진 방향을 향하고 있다. 각 기체 분출구(14b)는, 기체 유로(14c)에 연통되어 있다. 기체 유로(14c)는, 베르누이 척(14)에 기체를 공급하는 기체 공급 라인(16)과 연통되어 있다. 기체 공급 라인(16)에는, 기체 공급 밸브(18)가 설치되어 있고, 기체 공급 밸브(18)는 동작 제어부(50)에 전기적으로 접속되어 있다. 기체 공급 밸브(18)의 동작은, 동작 제어부(50)에 의해 제어된다.
동작 제어부(50)가 액체 공급 밸브(17) 및 기체 공급 밸브(18)를 개방하면, 액체가 액체 토출 부재(13)에, 기체가 베르누이 척(14)에 공급된다. 액체 토출 부재(13)에 공급된 액체는, 액체 유로(13b)를 통해 복수의 액체 토출구(13a)로부터 액체 토출 부재(13)의 외측을 향해 방출된다. 베르누이 척(14)에 공급된 기체는, 기체 유로(14c)를 통해 복수의 기체 분출구(14b)로부터 분사되어, 측벽(14e)의 내주면을 따른 기체의 선회류를 형성한다. 또한, 선회류를 형성하는 기체는, 베르누이 척(14)의 외측으로 흐른다. 도 7의 (a) 및 도 7의 (b)에 있어서, 실선으로 나타낸 화살표는 액체의 흐름을 나타내고, 파선으로 나타낸 화살표는 기체의 흐름을 나타내고 있다. 도 7의 (a) 및 도 7의 (b)에 도시한 액체 토출구(13a) 및 기체 분출구(14b)의 수 및 위치는 일례이며, 특별히 한정되지 않는다.
도 8의 (a)는 워크피스 지지 장치(12)의 또 다른 실시 형태를 도시하는 평면도이고, 도 8의 (b)는 도 8의 (a)의 E-E선 단면도이다. 특별히 설명하지 않는 본 실시 형태의 구성은, 도 5의 (a) 및 도 5의 (b)를 참조하여 설명한 상기 실시 형태와 동일하므로, 그 중복되는 설명을 생략한다. 본 실시 형태에서는, 액체 토출 부재(13)의 구성은, 도 5의 (a) 및 도 5의 (b)를 참조하여 설명한 실시 형태와 마찬가지이고, 베르누이 척(14)의 구성은, 도 7의 (a) 및 도 7의 (b)를 참조하여 설명한 실시 형태와 마찬가지이다.
동작 제어부(50)가 액체 공급 밸브(17) 및 기체 공급 밸브(18)를 개방하면, 액체가 액체 토출 부재(13)에, 기체가 베르누이 척(14)에 공급된다. 액체 토출 부재(13)에 공급된 액체는, 액체 유로(13b)를 통해 액체 토출구(13a)로부터 방출되어, 간극(13e)을 상방으로 흐른다. 또한, 액체는, 간극(13e)으로부터 방출되어, 웨이퍼(W)의 제1 면(2a)을 따라 액체 토출 부재(13)의 외측을 향해 흐른다. 베르누이 척(14)에 공급된 기체는, 기체 유로(14c)를 통해 복수의 기체 분출구(14b)로부터 분사되어, 측벽(14e)의 내주면을 따른 기체의 선회류를 형성한다. 또한, 선회류를 형성하는 기체는, 베르누이 척(14)의 외측으로 흐른다. 도 8의 (a) 및 도 8의 (b)에 있어서, 실선으로 나타낸 화살표는 액체의 흐름을 나타내고, 파선으로 나타낸 화살표는 기체의 흐름을 나타내고 있다. 도 8의 (a) 및 도 8의 (b)에 도시한 액체 토출구(13a) 및 기체 분출구(14b)의 수 및 위치는 일례이며, 특별히 한정되지 않는다. 액체 토출 부재(13)의 구성은, 도 6의 (a) 및 도 6의 (b)를 참조하여 설명한 실시 형태와 마찬가지여도 된다.
베르누이 척(14)에 의한 웨이퍼(W)의 흡착력을 보다 효과적으로 발휘하기 위해서는, 도 3의 (a) 및 도 3의 (b)에 도시하는 바와 같이, 액체 토출구(13a)는 액체 토출 부재(13)의 위에서 보았을 때, 베르누이 척(14)의 중심 Q로부터 복수의 기체 분출구(14b)를 통해 연장되는 복수의 직선 상에 위치하고 있으면 된다. 이러한 배치로 하면, 베르누이 척(14)에 의한 웨이퍼(W)의 흡착력이 향상되는 것이, 실험에 의해 확인되어 있다.
상술한 실시 형태에서는, 웨이퍼(W)를 연마하는 연마 장치(1)의 워크피스 지지 장치(12)가 설명되었지만, 본 발명은 이것에 한정되지 않는다. 본 발명은 워크피스 처리 장치 전반에 적용 가능하다. 워크피스 처리 장치의 다른 예로서, 웨이퍼 등의 워크피스를 세정하는 세정 장치를 들 수 있다. 세정 장치의 처리 헤드의 구체예로서는, 롤 스펀지, 펜형 스펀지 등의 세정구를 들 수 있다.
도 9는 워크피스 반송 장치(60)의 일 실시 형태를 도시하는 모식도이다. 본 발명은, 도 9에 도시하는 워크피스 반송 장치(60)에도 적용 가능하다. 워크피스 반송 장치(60)는, 핸드(62)와, 이동 장치(61)와, 워크피스 지지 장치(12)를 구비하고 있다. 워크피스 지지 장치(12)는, 핸드(62)에 고정되어 있다. 핸드(62)는, 워크피스의 일례인 웨이퍼(W)의 주연부를 지지하고 있고, 또한 도 3, 도 5 내지 도 8을 참조하여 설명한 실시 형태 중 어느 것과 마찬가지인 워크피스 지지 장치(12)에 의해, 웨이퍼(W)의 한쪽 면을 비접촉 상태로 지지하고 있다. 워크피스 반송 장치(60)는, 이동 장치(61)에 의해 핸드(62) 및 워크피스 지지 장치(12)를 이동시킴으로써 웨이퍼(W)를 반송할 수 있다.
상술한 실시 형태에서는, 워크피스의 일례로서 웨이퍼(W)가 설명되었지만, 본 발명은 이것에 한정되지 않는다. 워크피스의 다른 예로서, 각형 기판이나 액정 패널을 들 수 있다.
상술한 실시 형태는, 본 발명이 속하는 기술분야에 있어서의 통상의 지식을 갖는 사람이 본 발명을 실시할 수 있는 것을 목적으로 하여 기재된 것이다. 상기 실시 형태의 다양한 변형예는 당업자라면 당연히 이룰 수 있는 것이며, 본 발명의 기술적 사상은 다른 실시 형태에도 적용할 수 있다. 따라서 본 발명은, 기재된 실시 형태에 한정되지 않고, 청구범위에 의해 정의되는 기술적 사상에 따른 가장 넓은 범위로 해석되어야 한다.
1: 연마 장치
2a: 제1 면
2b: 제2 면
3: 연마 테이프
10: 워크피스 보유 지지부
11: 롤러
12: 워크피스 지지 장치
13: 액체 토출 부재
13a: 액체 토출구
13b: 액체 유로
13c: 측벽
13d: 저부
13e: 간극
14: 베르누이 척
14a: 흡인면
14b: 기체 분출구
14c: 기체 유로
14d: 벽면
14e: 측벽
15: 액체 공급 라인
16: 기체 공급 라인
17: 액체 공급 밸브
18: 기체 공급 밸브
20: 연마 헤드(처리 헤드)
21: 압박 부재
22: 가압 기구
30: 연마 테이프 공급 기구
31: 테이프 권출 릴
32: 테이프 권취 릴
33: 가이드 롤러
40: 테이프 이송 장치
41: 테이프 이송 롤러
42: 닙 롤러
50: 동작 제어부
60: 워크피스 반송 장치
61: 이동 장치
62: 핸드
W: 웨이퍼
2a: 제1 면
2b: 제2 면
3: 연마 테이프
10: 워크피스 보유 지지부
11: 롤러
12: 워크피스 지지 장치
13: 액체 토출 부재
13a: 액체 토출구
13b: 액체 유로
13c: 측벽
13d: 저부
13e: 간극
14: 베르누이 척
14a: 흡인면
14b: 기체 분출구
14c: 기체 유로
14d: 벽면
14e: 측벽
15: 액체 공급 라인
16: 기체 공급 라인
17: 액체 공급 밸브
18: 기체 공급 밸브
20: 연마 헤드(처리 헤드)
21: 압박 부재
22: 가압 기구
30: 연마 테이프 공급 기구
31: 테이프 권출 릴
32: 테이프 권취 릴
33: 가이드 롤러
40: 테이프 이송 장치
41: 테이프 이송 롤러
42: 닙 롤러
50: 동작 제어부
60: 워크피스 반송 장치
61: 이동 장치
62: 핸드
W: 웨이퍼
Claims (17)
- 기체를 분사함으로써 흡인력을 발생시키는 베르누이 척과,
상기 베르누이 척을 둘러싸도록 배치되고, 상기 베르누이 척의 주위에서 액체를 방출하는 액체 토출 부재를 구비하고 있는, 워크피스 지지 장치. - 제1항에 있어서,
상기 액체 토출 부재는, 상기 베르누이 척의 주위에 배열된 복수의 액체 토출구를 갖는, 워크피스의 지지 장치. - 제2항에 있어서,
상기 베르누이 척은, 해당 베르누이 척의 반경 방향 외측을 향한 복수의 기체 분출구를 구비하고 있고, 상기 복수의 기체 분출구는, 방사상으로 기체를 분사하도록 배치되어 있는, 워크피스 지지 장치. - 제3항에 있어서,
상기 복수의 액체 토출구는, 상기 액체 토출 부재의 위에서 보았을 때, 상기 베르누이 척의 중심으로부터 상기 복수의 기체 분출구를 통해 연장되는 복수의 직선 상에 위치하고 있는, 워크피스 지지 장치. - 제1항에 있어서,
상기 액체 토출 부재는, 상기 베르누이 척을 둘러싸는 측벽과, 상기 측벽에 접속된 저부와, 상기 베르누이 척의 외면을 향한 액체 토출구를 구비하고 있고, 상기 액체 토출구는, 액체를 방출하면, 상기 베르누이 척과 상기 액체 토출 부재의 간극으로부터 상기 액체가 상기 워크피스의 표면을 따라 외측으로 흐르도록 배치되어 있는, 워크피스 지지 장치. - 제5항에 있어서,
상기 액체 토출구는, 상기 저부에 위치하고 있는, 워크피스 지지 장치. - 제5항에 있어서,
상기 액체 토출구는, 상기 측벽의 내면에 위치하고 있는, 워크피스 지지 장치. - 제1항에 있어서,
상기 베르누이 척은, 상기 기체를 분출하는 기체 분출구를 구비하고 있고,
상기 기체 분출구는, 상기 베르누이 척의 위에서 보았을 때, 상기 베르누이 척의 반경 방향에 대해 기울어진 방향을 향하고 있고, 기체의 선회류를 형성하도록 배치되어 있는, 워크피스 지지 장치. - 워크피스를 처리하기 위한 처리 헤드와,
상기 워크피스를 지지하기 위한, 제1항 내지 제8항 중 어느 한 항에 기재된 워크피스 지지 장치를 구비하고 있는, 워크피스 처리 장치. - 워크피스를 지지하기 위한, 제1항 내지 제8항 중 어느 한 항에 기재된 워크피스 지지 장치와,
상기 워크피스 지지 장치를 이동시키는 이동 장치를 구비하고 있는, 워크피스 반송 장치. - 베르누이 척으로부터 기체를 분사함으로써 발생하는 흡인력으로 워크피스를 흡인하면서, 상기 기체의 흐름에 의해 상기 워크피스를 지지하고,
상기 베르누이 척을 둘러싸는 액체 토출 부재로부터, 상기 베르누이 척의 주위에서 액체를 방출하는, 워크피스 지지 방법. - 제11항에 있어서,
상기 액체는, 상기 베르누이 척의 주위에 배열된 복수의 액체 토출구로부터 상기 워크피스의 표면을 따라 외측으로 흐르는, 워크피스 지지 방법. - 제12항에 있어서,
상기 기체는, 상기 베르누이 척에 마련된 복수의 기체 분출구로부터 외측을 향해 방사상으로 분사되는, 워크피스 지지 방법. - 제13항에 있어서,
상기 복수의 액체 토출구는, 상기 액체 토출 부재의 위에서 보았을 때, 상기 베르누이 척의 중심으로부터 상기 복수의 기체 분출구를 통해 연장되는 복수의 직선 상에 위치하고 있는, 워크피스 지지 방법. - 제11항에 있어서,
상기 액체는, 상기 베르누이 척과 상기 액체 토출 부재의 간극으로부터 상기 워크피스의 표면을 따라 외측으로 흐르는, 워크피스 지지 방법. - 제11항, 제12항 및 제15항 중 어느 한 항에 있어서,
상기 기체는, 상기 베르누이 척의 기체 분출구로부터 분사되어 선회류를 형성하는, 워크피스 지지 방법. - 베르누이 척으로부터 기체를 분사함으로써 발생하는 흡인력으로 워크피스를 흡인하면서, 상기 기체의 흐름에 의해 상기 워크피스를 지지하고,
상기 베르누이 척을 둘러싸는 액체 토출 부재로부터 상기 베르누이 척의 주위에서 액체를 방출하고,
상기 액체를 상기 워크피스의 처리점에 공급하면서, 상기 워크피스의 상기 처리점을 처리 헤드에서 처리하는, 워크피스 처리 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020144540A JP2022039487A (ja) | 2020-08-28 | 2020-08-28 | ワークピース支持装置およびワークピース支持方法 |
| JPJP-P-2020-144540 | 2020-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220029400A true KR20220029400A (ko) | 2022-03-08 |
Family
ID=77398420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210109315A KR20220029400A (ko) | 2020-08-28 | 2021-08-19 | 워크피스 지지 장치 및 워크피스 지지 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11804398B2 (ko) |
| EP (1) | EP3961683B1 (ko) |
| JP (1) | JP2022039487A (ko) |
| KR (1) | KR20220029400A (ko) |
| CN (1) | CN114102370A (ko) |
| TW (1) | TW202213593A (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018111146A (ja) | 2017-01-10 | 2018-07-19 | 東京エレクトロン株式会社 | 基板処理システムおよび基板処理方法 |
| JP2019077003A (ja) | 2017-10-25 | 2019-05-23 | 株式会社荏原製作所 | 研磨装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100885180B1 (ko) * | 2006-12-27 | 2009-02-23 | 세메스 주식회사 | 기판 지지유닛, 그리고 상기 기판 지지유닛을 구비하는기판처리장치 및 방법 |
| JP5012651B2 (ja) * | 2008-05-14 | 2012-08-29 | 東京エレクトロン株式会社 | 塗布装置、塗布方法、塗布、現像装置及び記憶媒体 |
| US8945341B2 (en) * | 2011-08-22 | 2015-02-03 | Lam Research Ag | Method and device for wet treatment of plate-like articles |
| JP6317106B2 (ja) | 2013-12-27 | 2018-04-25 | 芝浦メカトロニクス株式会社 | 基板保持装置及び基板保持方法 |
| TWI556878B (zh) | 2014-02-26 | 2016-11-11 | 辛耘企業股份有限公司 | 流體加速裝置 |
| CN108177977A (zh) * | 2018-03-01 | 2018-06-19 | 浙江大学 | 吸紧装置 |
-
2020
- 2020-08-28 JP JP2020144540A patent/JP2022039487A/ja active Pending
-
2021
- 2021-08-18 TW TW110130411A patent/TW202213593A/zh unknown
- 2021-08-18 US US17/405,351 patent/US11804398B2/en active Active
- 2021-08-18 EP EP21191826.3A patent/EP3961683B1/en active Active
- 2021-08-19 KR KR1020210109315A patent/KR20220029400A/ko unknown
- 2021-08-25 CN CN202110984857.1A patent/CN114102370A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018111146A (ja) | 2017-01-10 | 2018-07-19 | 東京エレクトロン株式会社 | 基板処理システムおよび基板処理方法 |
| JP2019077003A (ja) | 2017-10-25 | 2019-05-23 | 株式会社荏原製作所 | 研磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114102370A (zh) | 2022-03-01 |
| US20220068695A1 (en) | 2022-03-03 |
| US11804398B2 (en) | 2023-10-31 |
| JP2022039487A (ja) | 2022-03-10 |
| TW202213593A (zh) | 2022-04-01 |
| EP3961683A1 (en) | 2022-03-02 |
| EP3961683B1 (en) | 2023-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI616239B (zh) | 擦洗器 | |
| TW201442092A (zh) | 研磨裝置及研磨方法 | |
| CN107887313B (zh) | 加工装置 | |
| TWI733849B (zh) | 研磨裝置 | |
| JP6129022B2 (ja) | 研削装置の加工室洗浄方法 | |
| KR101995597B1 (ko) | 절삭 장치의 척테이블 | |
| TWI765125B (zh) | 基板處理裝置、基板處理方法、及儲存有程式之儲存媒介 | |
| JP2007005661A (ja) | ベベル研磨方法及びベベル研磨装置 | |
| JP2018113373A (ja) | 加工装置 | |
| KR20220029400A (ko) | 워크피스 지지 장치 및 워크피스 지지 방법 | |
| JP2022036416A (ja) | 基板保持回転機構、基板処理装置 | |
| JP3292639B2 (ja) | 回転保持装置及び方法 | |
| JP2020184581A (ja) | 基板処理装置および基板処理方法 | |
| JP4963411B2 (ja) | 半導体装置または半導体ウェハの製造方法 | |
| US20220203411A1 (en) | Substrate cleaning device and method of cleaning substrate | |
| JP2009262249A (ja) | 研磨装置 | |
| WO2021044694A1 (ja) | 研磨装置、研磨方法、および基板処理装置 | |
| KR20230082677A (ko) | 기판 세정 장치 및 기판 세정 방법 | |
| JP2017174940A (ja) | 研磨装置および研磨方法 | |
| WO2022185865A1 (ja) | ワークピース処理装置およびワークピース処理方法 | |
| US20230182262A1 (en) | Substrate cleaning device and substrate polishing device | |
| US20240100577A1 (en) | Cleaning apparatus | |
| JP2023108931A (ja) | チャックテーブル及び研削装置 | |
| JP2017112255A (ja) | 搬送装置 | |
| JP2023097533A (ja) | 研磨装置および研磨方法 |