KR20200106974A - 프레스 부품의 제조 방법, 프레스 성형 장치 및 프레스 성형용의 금속판 - Google Patents
프레스 부품의 제조 방법, 프레스 성형 장치 및 프레스 성형용의 금속판 Download PDFInfo
- Publication number
- KR20200106974A KR20200106974A KR1020207024098A KR20207024098A KR20200106974A KR 20200106974 A KR20200106974 A KR 20200106974A KR 1020207024098 A KR1020207024098 A KR 1020207024098A KR 20207024098 A KR20207024098 A KR 20207024098A KR 20200106974 A KR20200106974 A KR 20200106974A
- Authority
- KR
- South Korea
- Prior art keywords
- top plate
- shape
- press
- longitudinal direction
- curved
- Prior art date
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D25/00—Working sheet metal of limited length by stretching, e.g. for straightening
Abstract
길이 방향을 따라 천판부측으로 볼록해지도록 만곡한 형상을 갖는 프레스 부품을 균열이나 주름, 치수 정밀도 저하와 같은 성형 불량을 저감한다. 측면에서 보아, 만곡부(1A)가 되는 영역의 길이 방향 중앙부를 굽힘 위치로 하여 면 외로 굽혀짐과 함께 천판부(2) 및 종벽부(3)가 되는 영역에 장출부(30A)를 갖는 중간 성형품(30)에, 금속판(10)을 프레스 성형하는 제1 성형 공정(9A)과, 목적의 프레스 부품 형상(1)으로 하는 제2 성형 공정(9B)을 갖는다. 면 외로의 굽힘의 각도는, 플랜지부가 되는 영역에 있어서, 프레스 부품 형상(1)에 있어서의 만곡부(1A)에서 플랜지부(4)가 이루는 각도 이하이다. 장출부(30A)는, 측면에서 보아 만곡부(1A)가 되는 영역의 길이 방향 중앙부에서 가장, 장출 높이가 높고, 천판부(2)가 되는 영역에서의 길이 방향의 길이가, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이와, 일치 혹은 근접하도록 설정된다.
Description
본 발명은, 측면에서 보아 길이 방향을 따라 천판부측으로 볼록해진 만곡부를 가짐과 함께 해트형(hat-shaped) 단면 형상의 프레스 부품의 제조에 관한 기술이다. 본 발명은, 특히, 측면에서 볼 때 천판부측으로 만곡한 부분을 갖는 자동차 골격 부품의 제조에 적합한 기술이다.
자동차 골격 부품은, 예를 들면, 천판부와, 그에 연속하는 종벽부 및 플랜지부를 갖고, 또한, 측면에서 보았을 때에 길이 방향을 따라 만곡한 부분을 갖는 형상으로 되어 있다. 이러한 자동차 골격 부품을 금속판으로부터 프레스 성형으로 제조하는 경우, 부품의 일부에 균열이나 주름이 생겨, 성형 불량을 일으킬 가능성이 있다. 또한, 이형 후의 성형품이 탄성 회복에 의해 치수 정밀도가 저하하는 등의 문제도 생길 우려가 있다. 특히, 최근의 자동차 골격 부품에는, 차체 경량화와 충돌 안전성의 양쪽을 함께 달성하기 위해, 프레스 성형용의 금속판으로서 박육(薄肉)의 고장력 강판의 사용이 증가하고 있다. 그러나, 금속판의 재료 강도가 증가함에 따라 금속판의 연성은 저하하고, 프레스 성형 후의 제품에서 스프링 백이 커진다. 이 때문에, 고장력 강판을 단순하게 프레스 성형한 경우, 균열이나 주름, 스프링 백과 같은 문제가 현재화하고 있다.
예를 들면, 천판부와, 그에 연속하는 종벽부 및 플랜지부를 갖고, 또한, 측면에서 보았을 때에 천판부측으로 볼록해지도록 만곡한 형상을 적어도 1개소 이상 갖는 프레스 부품 형상에서는, 천판부측에서의 재료의 부족에 따라 균열이 발생하거나, 플랜지부측에서 재료가 남음으로써 큰 주름이 발생하거나 할 가능성이 있다. 또한, 스프링 백에 수반하는 단면의 벌어짐과 함께, 천판부와 플랜지부에 발생하는 길이 방향의 응력차에 기인하여, 측면에서 볼 때의 만곡이 완만해지는(만곡의 곡률이 작아지는) 방향으로 부품 길이 방향의 단부가 들어올려지는 바와 같은, 치수 정밀도의 불량도 발생하기 쉽다. 이들 성형 불량의 발생에 대하여, 종래, 다음과 같은 대책 기술이 제안되어 있다.
즉, 측면에서 보아 천판부측으로 볼록해지도록 길이 방향에서 만곡한 형상을 적어도 1개소 이상 갖는 최종 부품 형상에 있어서의, 천판부의 균열 및 플랜지부의 주름으로의 대책으로서, 예를 들면 특허문헌 1에 기재된 기술이 있다. 특허문헌 1에는, 천판부를 패드와 펀치로 협압(挾壓)한 상태에서 드로잉 성형을 행함으로써, 부품의 종벽부로 전단 변형을 발생시켜, 천판부의 재료의 부족 및 플랜지부의 재료의 여분을 해소하는 것이 제안되어 있다.
또한, 이형 시의 스프링 백의 요인 응력이 되는 천판부의 길이 방향의 인장 응력을 저감시키는 방법으로서, 예를 들면 특허문헌 2에 기재된 기술이 있다. 특허문헌 2에 기재된 기술에서는, 최종 부품 형상보다도 천판부의 곡률 반경을 작게 하여 여분으로 장출된 중간 성형품을 제1 성형 공정에서 제작하고, 제2 성형 공정에서 그 중간 성형품의 여분으로 장출된 천판부를 최종 부품 형상에서 짓누르도록 성형한다. 이에 따라, 특허문헌 2에 기재된 기술에서는, 부품의 길이 방향으로 압축 응력을 발생시킴으로써 스프링 백의 요인이 되는 응력을 저감시키는 대책을 취하고 있다.
추가로 특허문헌 3에서는, 제1 성형 공정에서, 최종 부품 형상보다도 천판부의 길이 방향의 선 길이가 최종 부품 형상보다도 일정량 길어지도록 요철 형상을 부여한 중간 성형품을 제작하여 여분으로 선 길이를 벌어 두고, 제2 성형 공정에서 최종 부품 형상으로 성형함으로써, 천판부에 불필요한 인장 변형을 더하지 않는 바와 같은 제안이 이루어지고 있다.
그러나, 특허문헌 1에 기재된 방법에서는, 종벽부로 전단 변형이 작용함으로써 전단 주름이 발생할 가능성이 있어, 다른 부품과의 접합이 어려워질 가능성이 있다. 또한 특허문헌 1에 기재된 방법은, 종벽부로 굽힘·굽힘되돌림 변형을 수용하는 드로잉 성형이기 때문에, 고강도 강판에서는 종벽이 크게 휘어, 치수 정밀도의 악화로 이어진다.
특허문헌 2 및 특허문헌 3에 기재된 방법에서는, 천판부에 작용하는 길이 방향의 인장 응력을 저감하는 것은 가능하지만, 천판부에 오목 형상을 부여할 필요가 있기 때문에, 부품 형상을 변경하지 않으면 안 될 가능성이 있다. 또한, 특허문헌 2 및 특허문헌 3에 기재된 방법에서는, 단면 방향의 벌어짐을 억제하는 효과가 없기 때문에, 치수 정밀도의 개선에는 한계가 있다.
본 발명은, 상기와 같은 과제에 착목하여 이루어진 것으로서, 측면에서 보았을 때에, 길이 방향을 따라 천판부측으로 볼록해지도록 만곡한 형상을 적어도 1개소 이상 갖는 형상의 프레스 부품을, 균열이나 주름, 치수 정밀도 저하와 같은 성형 불량을 저감하여 제조할 수 있는 프레스 부품의 제조 기술을 제공하는 것을 목적으로 한다.
본 발명자는, 천판부와, 그에 연속하는 종벽부 및 플랜지부를 갖고, 또한, 측면에서 보았을 때에, 천판부측으로 볼록해지도록 만곡한 형상을 적어도 1개소 이상 갖는 최종 부품 형상에 대해서, 균열이나 주름 없이 성형할 수 있고, 또한, 스프링 백을 억제 가능한 프레스 성형 방법에 대해서, 예의 검토를 행했다. 그 검토의 결과, 본 발명자는, 균열이나 주름, 스프링 백의 발생 요인 응력인 천판부의 재료의 부족 및 플랜지부의 재료의 여분은, 최종 부품 형상으로 성형하는 공정의 전(前) 공정에 있어서, 소정의 장소에 미리 장출 성형을 행하고, 재료의 부족이 상정되는 선 길이를 벌어 둠으로써 저감 가능하다고 하는 인식을 얻었다.
본 발명은, 이러한 인식에 기초하여 이루어진 것이다.
과제를 해결하기 위해, 본 발명의 일 태양인 프레스 부품의 제조 방법은, 천판부의 폭 방향 양측으로 종벽부 및 플랜지부를 갖는 단면 해트형 형상이고, 또한, 상기 천판부의 길이 방향을 따른 1 또는 2 이상의 개소에, 측면에서 보아 상기 천판부측으로 볼록해지도록 만곡한 만곡부를 갖는 프레스 부품 형상의 프레스 부품을, 금속판을 프레스 성형하여 제조하는 프레스 부품의 제조 방법으로서, 측면에서 보아, 상기 만곡부가 되는 영역에서의 길이 방향 중앙부를 굽힘 위치로 하여 상기 만곡부가 되는 영역이 상기 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 상기 플랜지부가 되는 영역에 대하여, 상대적으로 상기 천판부 및 상기 종벽부가 되는 영역이 상기 볼록해지는 방향으로 장출하여 이루어지는 장출부를 갖는 중간 성형품에, 상기 금속판을 프레스 성형하는 제1 성형 공정과, 상기 중간 성형품에 굽힘 가공을 실시하고, 상기 프레스 부품 형상에서의 상기 천판부와 종벽부와의 사이의 능선 및 상기 종벽부와 플랜지부의 사이의 능선을 형성하는 제2 성형 공정을 갖고, 상기 제1 성형 공정에서의 상기 면 외로 굽혀지는 각도는, 상기 플랜지부가 되는 영역에 있어서, 측면에서 보아, 상기 프레스 부품 형상에 있어서의 만곡부에서 플랜지부가 이루는 각도 이하가 되도록 설정하고, 상기 제1 성형 공정에서의 상기 장출부는, 측면에서 보아 상기 만곡부가 되는 영역의 길이 방향 중앙부로부터 당해 길이 방향을 따라 상기 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 상기 천판부가 되는 영역에서의 길이 방향의 길이와, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이와의 차가, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이의 1할 이하가 되도록 설정되는 것을 요지로 한다.
또한, 본 발명의 일 태양인 프레스 성형 장치는, 본 발명의 일 태양인 프레스 부품의 제조 방법에 있어서의, 제2 성형 공정에서 사용하는 프레스 성형 장치로서, 금속판을 능선부 위치에서 굽혀 종벽부 및 플랜지부를 굽힘 성형하기 위한 굽힘날을 갖는 상형(上型)과, 펀치를 갖는 하형(下型)을 갖고, 상기 굽힘날은, 프레스 방향에 대하여 0도 이상 90도 이하의 범위로부터 선택한 각도로 이동하여, 상기 굽힘 성형을 행하는 구성인 것을 요지로 한다.
또한, 본 발명의 일 태양인 프레스 성형용의 금속판은, 천판부의 폭 방향 양측으로 종벽부 및 플랜지부를 갖는 단면 해트형 형상이고, 또한, 상기 천판부의 길이 방향을 따른 1 또는 2 이상의 개소에, 측면에서 볼 때 상기 천판부측으로 볼록해지도록 만곡한 만곡부를 갖는 프레스 부품 형상으로 성형되는, 프레스 성형용의 금속판으로서, 측면에서 보아, 상기 만곡부가 되는 영역의 길이 방향 중앙부를 굽힘 위치로 하여 상기 만곡부가 되는 영역이 상기 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 상기 플랜지부가 되는 영역에 대하여 상기 천판부 및 상기 종벽부가 되는 영역을 상기 볼록해지는 방향으로 장출하여 이루어지는 장출부가 형성되고, 상기 면 외로 굽혀지는 각도는, 상기 플랜지부가 되는 영역에 있어서, 측면에서 보아, 상기 프레스 부품 형상에 있어서의 상기 만곡부에서 플랜지부가 이루는 각도 이하이고, 상기 장출부는, 측면에서 보아 상기 만곡부가 되는 영역의 길이 방향 중앙부로부터 당해 길이 방향을 향하여 당해 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 상기 천판부가 되는 영역에서의 길이 방향의 길이와, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이와의 차가, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이의 1할 이하가 되도록 설정되어 있는 것을 요지로 한다.
본 발명의 태양에 의하면, 측면에서 보았을 때에, 길이 방향을 따라 천판부측으로 볼록해지도록 만곡한 형상을 적어도 1개소 이상 갖는 해트형 단면 형상의 프레스 부품의 제조에 있어서, 균열이나 주름, 치수 정밀도 저하와 같은 성형 불량을 저감하는 것이 가능하게 된다.
예를 들면, 치수 정밀도 저하에 의한 형성 불량으로서는, 예를 들면 천판부와 플랜지부의 길이 방향의 응력차에 기인하는 스프링 백이 있다. 본 발명의 태양에 의하면, 그러한 스프링 백을 작게 억제하는 것이 가능하게 된다.
도 1은 측면에서 보아 천판부가 위로 볼록하게 길이 방향으로 만곡한 최종 부품 형상과 형상 파라미터를 나타내는 도면이고, (a)는 사시도, (b)는 단면도, (c)는 측면도이다.
도 2는 본 발명의 적용이 가능한 그 외의 프레스 부품 형상의 예를 나타내는 도면이다.
도 3은 본 발명에 기초하는 실시 형태에 따른 성형 공정을 설명하는 도면이다.
도 4는 비드 형상을 형성한 금속판의 예를 나타내는 도면이다.
도 5는 중간 성형품의 일 예를 나타내는 도면이다.
도 6은 장출부의 형상의 일 예를 나타내는 측면도이다.
도 7은 장출부의 프로필 형상의 다른 예를 나타내는 측면도이다.
도 8은 장출부의 프로필 형상의 다른 예를 나타내는 측면도이다.
도 9는 제1 성형 공정에 있어서의 장출 형상의 설계 방법을 나타내는 도면이다.
도 10은 제2 성형 공정에 있어서의 장출 형상의 설계 방법을 나타내는 도면이다.
도 11은 제2 성형 공정에 있어서의 굽힘 성형 금형의 움직임을 나타내는 도면이다.
도 12는 실시예에 있어서의, 종래의 굽힘 성형에 있어서의 금형의 구성을 나타내는 도면이다.
도 13은 실시예에 있어서의, 종래의 드로잉 성형에 있어서의 금형의 구성을 나타내는 도면이다.
도 14는 실시예에 있어서의, 종래의 드로잉 성형에 의해 성형한 하사점(bottom dead center)에 있어서의 길이 방향의 축력(axial force) 분포를 나타내는 도면이다.
도 15는 실시예에 있어서의, 본 개발 수법으로 성형한 하사점에 있어서의 길이 방향의 축력 분포를 나타내는 도면이다.
도 2는 본 발명의 적용이 가능한 그 외의 프레스 부품 형상의 예를 나타내는 도면이다.
도 3은 본 발명에 기초하는 실시 형태에 따른 성형 공정을 설명하는 도면이다.
도 4는 비드 형상을 형성한 금속판의 예를 나타내는 도면이다.
도 5는 중간 성형품의 일 예를 나타내는 도면이다.
도 6은 장출부의 형상의 일 예를 나타내는 측면도이다.
도 7은 장출부의 프로필 형상의 다른 예를 나타내는 측면도이다.
도 8은 장출부의 프로필 형상의 다른 예를 나타내는 측면도이다.
도 9는 제1 성형 공정에 있어서의 장출 형상의 설계 방법을 나타내는 도면이다.
도 10은 제2 성형 공정에 있어서의 장출 형상의 설계 방법을 나타내는 도면이다.
도 11은 제2 성형 공정에 있어서의 굽힘 성형 금형의 움직임을 나타내는 도면이다.
도 12는 실시예에 있어서의, 종래의 굽힘 성형에 있어서의 금형의 구성을 나타내는 도면이다.
도 13은 실시예에 있어서의, 종래의 드로잉 성형에 있어서의 금형의 구성을 나타내는 도면이다.
도 14는 실시예에 있어서의, 종래의 드로잉 성형에 의해 성형한 하사점(bottom dead center)에 있어서의 길이 방향의 축력(axial force) 분포를 나타내는 도면이다.
도 15는 실시예에 있어서의, 본 개발 수법으로 성형한 하사점에 있어서의 길이 방향의 축력 분포를 나타내는 도면이다.
(발명을 실시하기 위한 형태)
다음으로, 본 발명의 실시 형태에 대해서 도면을 참조하면서 설명한다.
여기에서, 이하의 설명에서는, 도 1에 나타내는 바와 같은, 천판부(2)와, 천판부(2)의 폭 방향 양측으로 각각 연속하는 종벽부(3) 및 플랜지부(4)를 갖는 해트형 단면 형상으로서, 또한, 측면에서 보았을 때에, 천판부(2)의 길이 방향을 따라 천판부(2)측으로 볼록해지도록 만곡한 만곡부(1A)를 1개소, 갖는 최종 부품 형상(프레스 부품 형상(1))에, 금속판(10)을 프레스 성형하는 경우를 예로 들어 설명한다.
본 발명은, 도 1에 나타낸 바와 같은, 측면에서 보았을 때에 천판부(2)측으로 볼록해지도록 만곡한 만곡부(1A)를 1개소만 갖는 형상에만 한정되지 않는다. 본 발명은, 천판부(2)측으로 볼록해지는 만곡 형상과 플랜지부측으로 볼록해지는 만곡 형상을 모두 갖는 복합한 부품 형상이나, 길이 방향을 따라, 천판부(2)측으로 볼록해지는 만곡부(1A)가 2개소 이상 존재하는 부품 형상에 대해서도 유효한 기술이다. 도 2에, 본 발명을 적용 가능한 프레스 부품 형상(1)의 일 예를 나타낸다.
<금속판>
본 실시 형태의 프레스 성형에서 이용하는 금속판의 형상에 특별히 제약은 없고, 예를 들면, 최종의 프레스 부품 형상(1)을 평면으로 전개한 전개 형상의 금속판이나, 단순한 장방형의 형상을 갖는 금속판을 사용한다.
이하의 설명에서는, 프레스 성형용의 금속판으로서, 평탄한 장방형의 금속판을 사용한 경우의 예로 설명한다.
또한, 금속판의 재질에 대해서도 특별히 한정은 없지만, 본 실시 형태는, 고강도재, 특히 재료의 인장 강도가 590㎫ 이상의 강재로 이루어지는 금속판인 경우에 적합하게 효과를 가져온다.
<성형 방법>
본 실시 형태에 따른 프레스 부품의 제조 방법은, 도 3에 나타내는 바와 같이, 제1 성형 공정(9A)과 제2 성형 공정(9B)을 갖는다. 본 실시 형태에서는, 금속판(10)에 장방형 형상의 판재를 이용하기 위해, 제2 성형 공정(9B) 후에, 트리밍 공정을 갖는다. 금속판(10)으로서 전개 형상의 판재를 사용한 경우에는, 반드시 트리밍 공정은 필요하지는 않다.
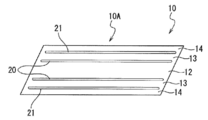
또한, 제2 성형 공정(9B)에서의 굽힘 성형의 정밀도를 향상시키는 목적으로, 제2 성형 공정(9B)보다도 전의 처리로서, 금속판(10)에 대하여, 능선에 대응하는 위치의 적어도 1개의 위치에 대하여 비드 형상 또는 절목(折目) 형상을 형성하는 능선 전(前) 가공 공정을 가져도 좋다. 구체적으로는, 능선 전 가공 공정은, 도 4에 나타내는 바와 같이, 천판부(2)와 종벽부(3)와의 사이의 능선(6)에 대응하는 위치 및 종벽부(3)와 플랜지부(4)의 사이의 능선(7)에 대응하는 위치의 적어도 1개의 위치에 대하여, 대응하는 능선(6, 7)을 따른 방향으로 연장되는 비드 형상(20, 21) 혹은 절목 형상을 적어도 1개 이상 형성하는 공정이다. 이 능선 전 가공 공정은, 제1 성형 공정(9A) 시에 행해도 좋고, 제1 성형 공정(9A)의 전후의 다른 공정으로서 설정해도 좋다.
도 4에서는, 비드 형상을 부여하는 경우를 예시하고 있지만, 비드 형상(20, 21) 대신에, 전술한 바와 같이 절목 형상을 형성해도 좋다. 또한, 일부에 비드 형상(20, 21)을 형성하고, 다른 부분에 절목 형상을 형성하도록, 비드 형상(20, 21)과 절목 형상을 병용해도 좋다. 또한, 능선(6, 7) 위치 중 일부의 능선(6, 7)에만 비드 형상(20, 21)을 형성해도 좋다. 또한, 비드 형상 또는 절목 형상은, 1개의 능선(6, 7)의 전체 길이에 걸쳐 형성할 필요는 없고, 능선(6, 7)의 위치를 따라 단속적으로 형성해도 좋다. 능선(6, 7)의 위치의 전체 길이의 일부에 비드 형상(20, 21) 또는 절목 형상을 형성하는 경우에는, 예를 들면 합산한 비드 형상(20, 21) 또는 절목 형상의 길이가, 대응하는 능선(6, 7)의 전체 길이의 1/3 이상이 되도록 하는 것이 바람직하다.
또한, 치수 정밀도를 더욱 높이고자 하는 경우나, 부품에 대하여 필요한 형상(엠보스 형상 등)을 부여하고자 하는 경우에는, 제2 성형 공정(9B)의 다음 공정으로서, 예를 들면 리스트라이크를 목적으로 한 성형 공정을 추가해도 상관없다.
<제1 성형 공정(9A)>
제1 성형 공정(9A)은, 평탄한 금속판(10)에 장출 성형을 행하고 나서, 제2 성형 공정(9B)에서 사용하는 금속판(10)으로서의 중간 성형품(30)을 취득하는 공정이다.
제1 성형 공정(9A)에서는, 도 5에 나타내는 바와 같이, 측면에서 보아, 천판부(2)측으로 볼록한 만곡부(1A)가 되는 영역에서의 길이 방향 중앙부를 굽힘 위치(31)로 하여 상기 만곡부(1A)가 되는 영역을 상기 볼록해지는 방향으로 면 외로 굽혀진 형상의 장출부(30A)를 장출 성형하여 이루어지는 중간 성형품(30)에, 금속판(10)을 프레스 성형한다. 장출부(30A)의 형상은, 플랜지부(4)가 되는 영역(플랜지부 형성 위치(14))에 대하여, 상대적으로, 천판부(2) 및 종벽부(3)가 되는 영역(천판부 형성 위치(12) 및 종벽부 형성 위치(13))이 상기 볼록해지는 방향으로 장출된 형상으로 되어 있다. 즉, 장출부(30A)는, 측면에서 볼 때, 폭 방향 중앙부측(천판부가 되는 영역측)에서의 길이 방향을 따른 장출의 각도가, 폭 방향 단부측(플랜지부가 되는 영역측)에서의 길이 방향을 따른 장출의 각도보다도 작아져 있다.
여기에서, 본 실시 형태에서는, 플랜지부(4)가 되는 영역(플랜지부 형성 위치(14))에 있어서의, 면 외로 굽혀지는 각도 β(면 외로의 굽힘의 각도 β)는, 측면에서 보아, 프레스 부품 형상(1)에 있어서의 만곡부(1A)에서 플랜지부(4)가 이루는 각도 α(도 1(c) 참조)와 동일해지도록 설정한다. 단, 면 외로의 굽힘의 각도 β는, 측면에서 보아, 프레스 부품 형상(1)에 있어서의 만곡부(1A)에서 플랜지부(4)가 이루는 각도 α보다 작아도 좋다(도 6 참조). 면 외로의 굽힘의 각도 β의 하한값은, 그 굽힘에 의해 균열이 발생한다고 추정되는 각도보다도 큰 각도이고, 각도 β는 예를 들면 90도 이상이다. 여기에서, 면 외로의 굽힘의 각도 β는, 플랜지부(4)측에서의 각도이기 때문에, 180도 미만의 둔각의 각도이다.
장출부(30A)는, 측면에서 보아 상기 만곡부(1A)가 되는 영역에서의 길이 방향 중앙부로부터 당해 길이 방향을 향하여 당해 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이다(도 5, 도 6 참조). 즉, 측면에서 보아 만곡부(1A)가 되는 영역의 길이 방향 중앙부(P1의 위치)의 장출 높이가 가장 크다. 장출 높이는, 플랜지부 형성 위치(14)를 기준으로 하고, 예를 들면 그 플랜지부 형성 위치(14)의 위치로부터 수직 방향을 향하는 방향에서의 높이로 한다. 높이는, 연직 방향에서의 높이라도 좋다.
또한, 장출부(30A)에 있어서의 천판부 형성 위치(12)에서의 장출 높이는, 천판부(2)가 되는 영역에 있어서의 길이 방향의 길이와, 목적의 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이와의 차가, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이의 1할 이하가 되도록, 장출부(30A)의 형상을 설정한다. 본 실시 형태에서는, 이 길이의 차가 제로가 되도록 설계했다.
이와 같이 설계하면, 목적의 프레스 부품 형상(1)에 있어서 천판부(2)의 폭 방향의 높이가 동일한(평탄한) 경우라면, 장출부(30A)에 있어서의 천판부 형성 위치(12)의 폭 방향의 높이도 동일한(평탄한) 형상으로 설정된다.
또한, 장출부(30A)에 있어서의 종벽부 형성 위치(13)에서의 장출 높이는, 폭 방향을 따라, 플랜지부 형성 위치(14)로부터 천판부 형성 위치(12)를 향함에 따라 서서히 높아지는 바와 같은 경사면으로 설정된다(도 5, 도 6 참조).
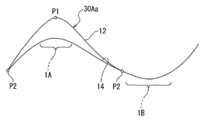
여기에서, 장출부(30A)의 길이 방향을 따른 형성 위치는, 만곡부(1A)가 되는 영역뿐만이 아니라, 그 길이 방향 양측의 직선부가 되는 위치에도 연재하도록 형성되는 것이 바람직하다. 상기와 같이, 면 외로의 굽힘 성형을 행함으로써, 만곡부(1A)가 되는 영역의 길이 방향 중앙부에 위치하는 장출 정점(P1)의 장출 높이 h를 높게 설정 가능하지만, 장출부(30A)에 있어서의 길이 방향 좌우의 자락을 길게 함으로써, 만곡부(1A)가 되는 영역의 길이 방향 중앙부에 위치하는 장출 정점(P1)으로부터, 좌우 길이 방향을 향하는 프로필(30Aa)의 구배가 커지는 것을 억제할 수 있다.
다음으로, 측면에서 본 장출부(30A)의 천판부 형성 위치(12)에서의 프로필(30Aa)(길이 방향의 프로필)의 설정예에 대해서 도 6을 참조하면서 설명한다.
즉, 도 6에 나타내는 바와 같이, 플랜지부 형성 위치(14)를 기준으로 한, 측면에서 보아 장출부(30A)에 있어서의 천판부 형성 위치(12)에서의 길이 방향을 따른 장출 높이를, 다음과 같이 설정한다.
여기에서, 측면에서 보아, 만곡부(1A)가 되는 영역의 길이 방향 중앙부에 위치하는 장출 정점(P1)에서의 장출 높이를 h(㎜)로 하고, 금속판(10)의 길이 방향 단부를 단점(端点)(P2)으로 하고, 그 단점(P2)에서의 장출 높이를 0(㎜)으로 하고, 장출 정점(P1)과 좌우의 각 단점(P2)과의 중간점(P3)에서의 장출 높이를 h'(㎜)라고 정의한다. 중간점(P3)은, 플랜지부 형성 위치에서의 중점으로부터의 수선 상에 존재한다.
그리고, 상기의 장출 정점(P1), 중간점(P3), 단점(P2)을 매끄럽게 연결하는 곡선을, 측면에서 본 장출부(30A)의 천판부 형성 위치(12)에서의 프로필(30Aa)로 한다. 이 프로필(30Aa) 곡선은, 예를 들면 스플라인 곡선으로 한다.
이때, 천판부(2)가 되는 영역(천판부 형성 위치(12))에 있어서의 길이 방향의 길이와, 목적의 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이와의 차가 제로가 되도록, 장출 높이 h 및 h'를 구한다.
중간점(P3)에서의 장출 높이 h'가, 하기 (1)식 만족하도록 설정하는 것이 바람직하다.
(1/3)·h ≤ h' ≤(1/2)·h …(1)
설정하는 단점(P2)은, 금속판(10)의 길이 방향 단부보다도 장출 정점(P1)측에 가까운 위치로 설정해도 좋다.
또한, 서로 이웃하는 만곡부(1B)가 존재하는 경우에는, 설정하는 단점(P2)은, 금속판(10)의 단부 위치 대신에, 대상으로 하는 만곡부(1A)와 서로 이웃하는 만곡부(1B)와의 사이의 미리 설정한 위치로 설정해도 좋다.
대상으로 하는 만곡부(1A)와 서로 이웃하는 만곡부(1B)가 플랜지부측으로 볼록한 만곡부 형상인 경우, 예를 들면, 도 7에 나타내는 바와 같이, 그 옆의 만곡부(1B) 형상과 인접하는 직선부와의 경계 위치에 단점(P2)을 설정한다.
또한, 도 8에 나타내는 바와 같이, 대상으로 하는 만곡부(1A)와 서로 이웃하는 만곡부(1B)가 천판부(2)측으로 볼록한 만곡부 형상인 경우, 예를 들면, 그의 서로 이웃하는 만곡부(1B)의 길이 방향 중앙부에 단점(P2)을 설정한다. 대상으로 하는 만곡부(1A)와 서로 이웃하는 만곡부(1B)가 모두 천판부(2)측으로 볼록한 만곡부 형상인 경우에는, 금속판(10)의 단부에 단점(P2)을 설정해도 좋다. 이 경우에는, 1개의 장출부(30A)에 있어서 장출 정점(P1)이 2개소가 되고, 그 2개의 장출 정점(P1) 사이의 프로필은, 예를 들면, 그 2개의 장출 정점(P1)을 연결하는 직선 형상이라도 좋고, 2개의 장출 정점(P1)의 사이에 상기의 중간점(P3)을 설정하거나 하여, 현수 곡선으로 연결한 프로필(30Aa) 형상으로 해도 좋다(부호 30Ab를 참조).
(제1 성형 공정(9A)에서의 성형 방법)
다음으로, 제1 성형 공정(9A)에서의 성형 방법의 예에 대해서 설명한다.
제1 성형 공정(9A)에서는, 금속판(10)을 장출 성형한다.
이때, 우선, 평탄한 형상을 갖는 금속판(10)을 면 외로 굽힐 때의 각도 β를 설정한다. 본 실시 형태에서는, 최종 부품 형상을 측면에서 보았을 때에 플랜지부(4)가 이루는 각도 α와 동일한 각도로 굽히지만, 각도 β로서, 그보다도 작은 각도로 굽혀도 좋다.
또한 본 실시 형태에서는, 우선 장출부(30A)를 장출 성형으로 형성할 때에 있어서의, 목적하는 프레스 부품 형상(1)에 있어서의 천판부(2)와 플랜지부(4)에서 발생하는 길이 방향의 재료의 과부족분만큼 벌 필요가 있는 선 길이를 구한다.
도 1(c)에 나타내는 바와 같이, 측면에서 보아, 천판부(2)측으로 만곡한 부품인 경우, 천판부(2)의 길이 방향의 선 길이와, 플랜지부(4)의 길이 방향의 선 길이와의 차는, 만곡부(1A)의 위치에서 발생한다. 이때, 목적의 프레스 부품 형상(1)으로부터, 천판부(2)측의 만곡부(1A)에서의 길이 방향의 선 길이(l1)는, 다음의 식으로 구할 수 있다. 여기에서, R(㎜)은, 천판부(2)에서의 만곡부(1A)의 곡률 반경을, α(도)는, 길이 방향으로 만곡한 플랜지부(4)가 이루는 각도를, H(㎜)는 종벽부(3)의 높이를 나타낸다.
l1=2πR×(180-α)/360
마찬가지로, 플랜지부(4)측에서의 만곡부(1A)의 길이 방향의 선 길이 l2는, 다음의 식으로 구할 수 있다.
l2=2π(R-H)×(180-α)/360
따라서, 벌 필요가 있는 선 길이 Δl(㎜)은 이하의 식으로 구할 수 있다.
Δl=l2-l1=2πH×(180-α)/360
이어서, 상기의 선 길이 Δl을 벌기 위한 제1 성형 공정(9A)에 있어서의 장출 형상을 설계한다. 우선, 길이 방향의 만곡부(1A)의 중앙에서 가장 장출 높이가 높아지는 바와 같은 형상을 설계한다. 이때, 도 6에 나타내는 바와 같이, 길이 방향의 만곡부(1A)의 플랜지부 형성 위치(14)에서의 중앙으로부터 수직으로 h(㎜)만큼 떨어진 점을 장출 정점(P1)으로 한다. 여기에서, 수직이란, 플랜지부 형성 위치(14)의 면에 대하여 수직을 의미한다.
또한, 굽혀진 금속판(10)의 길이 방향의 단부를 각각 단점(P2)으로 한다. 또한, 플랜지부 형성 위치(14)에 있어서의 상기 길이 방향 만곡부(1A)의 중앙과 상기 단점(P2)과의 중점으로부터 수직으로 h'(㎜)만큼 떨어진 점을 각각 중간점(P3)으로 한다. 이상과 같이 설정한 5점을, 단점(P2), 중간점(P3), 장출 정점(P1), 중간점(P3), 단점(P2)의 순서로 매끄럽게 연결한 볼록 형상을 천판부 형성 위치(12)에서의 장출 형상으로서 설계한다. 이때, 천판부 형성 위치(12)에 있어서의, 선 길이의 증가분이 선 길이 Δl이 되도록, 높이(h) 및 높이(h')(<h)를 설정한다.
이상의 수법에 따라 설계된 제1 성형 공정(9A)에서 사용하는 드로잉 성형 금형의 일 예를 도 9에 나타낸다. 다이(40)의 하면(프레스면)은, 상측으로 볼록해지도록 면 외 굽힘 형상으로 되어 있음과 함께, 그 굽힘 위치와 교차하는 방향으로 연재하도록 하여, 설계한 장출 형상의 볼록 형상(40A)이 형성되어 있다. 펀치(42)의 상단부는, 그 장출 형상의 볼록 형상을 모방하도록 설정되어 있다. 주름 누름(41)은, 플랜지부 형성 위치(14)를 누르는 부품으로서, 상측으로 볼록해지는 바와 같은 면 외 굽힘 형상이 부여되어 있다.
그리고, 다이(40)와 주름 누름(41)에서, 금속판(10)의 플랜지부 형성 위치(14)를 협압함으로써, 금속판(10)에 면 외 굽힘이 부여되고, 이어서, 펀치(42)를 상대적으로 상방으로 들어올림으로써, 금속판(10)의 천판부 형성 위치(12) 및 종벽부 형성 위치(13)에 장출 형상이 드로잉 성형되어 장출부(30A)가 부여된다.
이에 따라, 제2 성형 공정(9B)에서 프레스 성형되는 금속판(10)으로서의, 도 5와 같은 중간 성형품(30)이 제작된다.
<제2 성형 공정(9B)>
제2 성형 공정(9B)은, 제1 성형 공정(9A)으로 성형된 중간 성형품(30)에 굽힘 가공을 실시하고, 목적으로 하는 프레스 부품 형상(1)에서의 천판부(2)와 종벽부(3)와의 사이의 능선(6) 및 종벽부(3)와 플랜지부(4)의 사이의 능선(7)을 형성하여, 중간 성형품(30)을 목적의 프레스 부품 형상(1)으로 성형하는 공정이다.
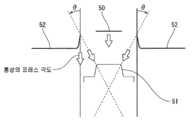
제2 성형 공정(9B)에서는, 예를 들면 도 10에 나타나는 바와 같은 능선부 위치를 굽힘 가공하는 다이(50) 및 굽힘날(52)로 구성되는 상형과 펀치(51)로 구성되는 하형을 갖는 굽힘 성형 금형을 사용한다.
이 굽힘 성형 금형에서는, 펀치(51)와 다이(50)로 금속판(10)의 천판부 형성 위치(12)를 협압한 상태에서, 좌우의 굽힘날(52)을 펀치(51)를 향하여 성형 하사점까지 이동시킴으로써, 종벽부(3) 및 종벽부(3)를 굽힘 성형한다.
이때, 굽힘날(52)은, 도 11에 나타내는 바와 같이, 통상의 프레스 각도에 대하여, 펀치(51)로부터 떨어지는 방향을 향하여 0도 이상 90도 이하, 바람직하게는 0도 이상 45도의 범위의 각도로 이동함으로써 성형을 행하도록 구성하는 것이 바람직하다.
(작용 그 외)
(1) 본 실시 형태의 프레스 부품의 제조 방법은, 측면에서 보아, 만곡부(1A)가 되는 영역에서의 길이 방향 중앙부를 굽힘 위치(31)로 하여 만곡부(1A)가 되는 영역이 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 플랜지부(4)가 되는 영역에 대하여 천판부(2) 및 종벽부(3)가 되는 영역을 볼록해지는 방향으로 장출하여 이루어지는 장출부(30A)를 갖는 중간 성형품(30)에, 금속판(10)을 프레스 성형하는 제1 성형 공정(9A)과, 중간 성형품(30)에 굽힘 가공을 실시하고, 프레스 부품 형상(1)에서의 천판부(2)와 종벽부(3)와의 사이의 능선(6, 7) 및 종벽부(3)와 플랜지부(4)의 사이의 능선(6, 7)을 형성하는 제2 성형 공정(9B)을 갖는다.
그리고, 제1 성형 공정(9A)에서의 면 외로 굽혀지는 각도 β는, 플랜지부(4)가 되는 영역(14)에 있어서, 측면에서 보아, 프레스 부품 형상(1)에 있어서의 만곡부(1A)에서 플랜지부(4)가 이루는 각도 α 이하가 되도록 설정한다.
제1 성형 공정(9A)에서의 장출부(30A)는, 측면에서 보아 만곡부(1A)가 되는 영역의 길이 방향 중앙부로부터 길이 방향을 향하여 당해 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 천판부(2)가 되는 영역에 있어서의 장출부(30A)를 포함하는 길이 방향의 길이와, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이와의 차가, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이의 1할 이하가 되도록 설정한다.
이 구성에 의하면, 측면에서 보았을 때에, 길이 방향을 따라 천판부(2)측으로 볼록해지도록 만곡한 형상을 적어도 1개소 이상 갖는 형상을 갖는 해트형 단면 형상의 프레스 부품의 제조에 있어서, 균열이나 주름, 치수 정밀도 저하와 같은 성형 불량을 저감할 수 있다. 예를 들면, 치수 정밀도 불량으로서는, 천판부(2)와 플랜지부(4)의 길이 방향의 응력차에 기인하는 스프링 백이 있지만, 본 발명의 태양에 의하면, 그러한 스프링 백을 작게 억제하는 것이 가능하게 된다.
여기에서, 중간 성형품(30)에 장출부(30A)를 형성하여 천판부 형성 위치(12) 및 종벽부 형성 위치(13)의 선 길이를 벌 때에, 면 외 굽힘을 부여함으로써, 장출부(30A)에서, 보다 길게 선 길이를 버는 것이 가능하게 된다.
(2) 본 실시 형태에서는, 장출부(30A)에 있어서의 천판부 형성 위치(12)에서의 장출 높이는, 측면에서 보아, 만곡부(1A)가 되는 영역의 길이 방향 중앙부에 위치하는 장출 정점(P1)에서의 장출 높이를 h(㎜)로 하고, 대상으로 하는 만곡부(1A)와 서로 이웃하는 만곡부(1A)가 존재하는 경우에 있어서의 그 2개의 만곡부(1A) 사이에 미리 설정한 위치 혹은 금속판(10)의 길이 방향 단부를 단점(P2)으로 하고, 그 단점(P2)에서의 장출 높이를 0(㎜)으로 하고, 장출 정점(P1)과 단점(P2)과의 중간점(P3)에서의 장출 높이를 h'(㎜)로 했을 때에, 장출 높이 h'가, 하기식 만족하도록 설정한다.
(1/3)·h ≤ h' ≤(1/2)·h
이 구성에 의하면, 적절한 장출부(30A)의 형상을 부여 가능하게 된다.
(3) 본 실시 형태에서는, 제2 성형 공정(9B)보다도 전의 처리에서, 천판부(2)와 종벽부(3)와의 사이의 능선(6)에 대응하는 위치 및 종벽부(3)와 플랜지부(4)의 사이의 능선(7)에 대응하는 위치의 적어도 1개의 위치에 대하여, 대응하는 능선(6, 7)을 따른 방향으로 연장되는 비드 형상(20, 21) 혹은 절목 형상을, 적어도 1개 이상 형성한다.
이 구성에 의하면, 제2 성형 공정(9B)에 있어서, 보다 확실하게 능선 형성 위치에서 굽힘 성형이 가능해져, 성형성이 향상한다.
(4) 본 실시 형태에 있어서의 제2 성형 공정(9B)에서 사용하는 프레스 성형 장치는, 금속판(10)을 능선부 위치에서 굽혀 종벽부(3) 및 플랜지부(4)를 굽힘 성형하기 위한 굽힘날(52)을 갖는 상형과, 펀치(51)를 갖는 하형을 갖고, 굽힘날(52)은, 프레스 방향에 대하여 0도 이상 90도 이하의 어느 것의 각도로 이동하여, 굽힘 성형을 행하는 구성이다. 바람직하게는 0도 이상 45도 이하, 보다 바람직하게는 5도 이상 40도 이하이다.
이 구성에 의하면, 제2 성형 공정(9B)에 있어서 성형성 좋게, 굽힘 성형이 행해진다.
(5) 본 실시 형태에서는, 천판부(2)의 폭 방향 양측으로 종벽부(3) 및 플랜지부(4)를 갖는 단면 해트형 형상이고, 또한, 천판부(2)의 길이 방향을 따른 1 또는 2 이상의 개소에, 측면에서 볼 때 천판부(2)측으로 볼록해지도록 만곡한 만곡부(1A)를 갖는 프레스 부품 형상(1)으로 프레스되는, 프레스 성형용의 금속판(10)으로서, 측면에서 보아, 만곡부(1A)가 되는 영역의 길이 방향 중앙부를 굽힘 위치로 하여 만곡부(1A)가 되는 영역이 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 플랜지부(4)가 되는 영역에 대하여 천판부(2) 및 종벽부(3)가 되는 영역을 볼록해지는 방향으로 장출하여 이루어지는 장출부(30A)가 형성되고, 면 외로 굽혀지는 각도는, 플랜지부(4)가 되는 영역에 있어서, 측면에서 보아, 프레스 부품 형상(1)에 있어서의 만곡부(1A)에서 플랜지부(4)가 이루는 각도 이하이고, 장출부(30A)는, 측면에서 보아 만곡부(1A)가 되는 영역의 길이 방향 중앙부로부터 길이 방향을 향하여 당해 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 천판부(2)가 되는 영역에 있어서의 장출부(30A)를 포함하는 길이 방향의 길이와, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이와의 차가, 프레스 부품 형상(1)에서의 천판부(2)의 길이 방향의 길이의 1할 이하가 되도록 설정된 금속판(10)을 이용해도 좋다.
이 금속판(10)을 사용함으로써, 통상의 굽힘 성형이라도, 성형성을 향상시키는 것이 가능하게 된다.
실시예
다음으로 본 발명의 실시예를 설명한다.
금속판(10)으로서 1180㎫급 냉연 강판(판두께 1.4㎜)를 상정하고, 도 1에 나타내는 바와 같은 형상을 갖는 부품의 프레스 성형 해석을 행했다. 본 실시예에 있어서, 프레스 부품 형상(1)을 규정하는 형상 파라미터는 이하와 같이 설정했다.
<단면 형상 파라미터>
천판부 폭 W: 100㎜
종벽 높이 h: 50㎜
종벽 각도 θ: 10도
플랜지 길이 f: 30㎜
<평면에서 볼 때 굽힘 파라미터>
굽힘 각도 α: 150도
천판부(2)의 곡률 반경 R: 200㎜
직선 단면 길이 L1: 200㎜
직선 단면 길이 L2: 200㎜
또한, 성형에 사용하는 금속판(10)은 길이 480㎜, 폭 260㎜의 장방형으로 했다.
다음으로, 제1 성형 공정(9A)에 있어서, 평탄한 금속판(10)을 면 외로 굽힐 때의 굽힘 각도 β는, 최종으로 하는 목적의 프레스 부품 형상(1)보다도 작은 120도로 했다. 이 프레스 부품 형상에 있어서, 최종 부품 형상의 천판부(2)에 대응하는 위치(12)에 장출 성형하여 벌 필요가 있는 선 길이 ΔL은 전술의 식으로부터 ΔL=26.2㎜였다.
상기 계산으로 구한 선 길이를 벌기 위해, 도 6에서 나타낸 장출 정점(P1)의 높이(h)는 24㎜, 중간점(P3)의 높이(h')는 10㎜로 하고, 금속판(10)의 단부에 단점(P2)을 설정하고, 중간점(P3), 장출 정점(P1), 중간점(P3), 단점(P2)의 순서로 스플라인 곡선으로 매끄럽게 연결한 형상(프로필)을 장출 형상으로서 설계했다.
상기에서 설계한 형상을 갖는 다이(40)로 구성되는 상형과 펀치(42) 및 주름 누름(41)으로 구성되는 하형에 의해 드로잉 성형 해석을 행하고, 중간 성형품(30)을 취득했다. 이 드로잉 성형에 있어서, 주름 누름력은 50ton으로 설정했다.
다음으로 제2 성형 공정(9B)에 있어서, 중간 성형품(30)을 도 10에 나타내는 굽힘 성형 금형에서 굽힘 성형 해석을 실시했다. 본 성형에서는, 능선(6, 7)을 굽히는 굽힘날(52)은, 프레스 방향에 대하여 30도 기운 각도 θ로 굽히는 캠 기구를 이용하여 성형 해석했다.
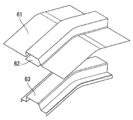
또한, 개발 방법의 비교로서, 종래부터 행해지고 있는 굽힘 성형 및 드로잉 성형을 이용한 성형 해석도 함께 실시했다. 굽힘 성형 해석에서 사용한 금형을 도 12, 드로잉 성형 해석에서 사용한 금형을 도 13에 나타낸다.
굽힘 성형 금형은 다이(61) 및 패드(62)로 구성되는 상형과, 펀치(63)로 구성되는 하형을 갖고, 상형을 하강시켜, 최종 부품 형상에 있어서의 천판부(2)를 패드(62)와 펀치(63)에 의해 협압한 상태에서 굽힘 성형을 행했다. 이때의 패드 압력은 10ton으로 했다. 또한, 드로잉 성형 금형은 다이(71)로 구성되는 상형과 펀치(73) 및 주름 누름(72)으로 구성되는 하형을 갖고, 상형을 하강시켜, 최종 부품 형상에 있어서의 종벽부(3)와 플랜지부(4)를 다이(71)와 주름 누름(72)으로 협압하면서 드로잉 성형을 행했다. 이때의 주름 누름력은 50ton으로 했다.
상기 조건에서 성형 해석을 실시하고, 종래 굽힘 성형, 종래 드로잉 성형 및, 본 발명에 기초하는 성형 방법에서의 성형 하사점에 있어서의 판두께 감소율 분포를 각각 구해 보았다.
종래 굽힘 성형에 의해 성형하면, 최종 부품 형상의 플랜지부(4)에 있어서, 재료가 과도하게 남아 버리기 때문에, 길이 방향 만곡부(1A) 부근의 2개소에서 주름이 겹쳐 버려, 성형이 곤란했다.
한편, 종래 드로잉 성형에서는, 최종 부품 형상에 있어서의 종벽부(3)와 플랜지부(4)를 다이(71)와 주름 누름(72)으로 협압하고 있기 때문에, 플랜지부(4)에 있어서 주름이 없이 성형할 수 있었다.
또한, 본 발명에 기초하는 성형 방법에서는 최종적으로 굽힘 가공했음에도 불구하고, 플랜지부(4)에 주름은 발생하지 않았다. 또한, 본 대상 형상에 있어서 어느 성형 방법에서도 균열은 발생하지 않았다.
다음으로, 종래 드로잉 성형 및 본 발명에 기초하는 성형 방법에서의 성형 하사점에 있어서의 길이 방향의 판두께 중심 응력 분포를 각각 도 14, 도 15에 나타낸다.
도 14에 나타나는 바와 같이, 종래 드로잉 성형에 있어서, 천판부(2)에는 큰 인장 응력이 작용하고, 반대로 플랜지부(4)에는 큰 압축 응력이 발생했다.
한편으로, 도 15에 나타내는 바와 같이, 본 발명에 기초하는 성형 방법에서는, 천판부(2)에 인장 응력이 작용하지만, 플랜지부(4)에 있어서도 동(同)정도의 인장 응력이 발생했다. 도 14에 나타낸 종래 드로잉 성형과 같이, 천판부(2)와 플랜지부(4)에서 각각 발생한 큰 인장 응력과 압축 응력은 이형 후의 스프링 백의 발생 요인이 된다.
이어서, 종래 드로잉 성형 및 본 발명에 기초하는 성형 방법에서의 이형 후에 있어서의 최종 부품 형상으로부터의 괴리량 분포를 각각 구해 보았다. 종래의 드로잉 성형으로 성형한 부품에서는, 천판부(2)와 플랜지부(4)에서 길이 방향의 판두께 중심 응력에 큰 차가 발생하고 있던 것에 기인하여, 길이 방향의 단부가 좌측에서 3.3㎜, 우측에서 2.5㎜ 들어올려지도록 크게 스프링 백했다.
한편으로, 본 발명에 기초하는 성형 방법에서는, 천판부(2)와 플랜지면의 길이 방향의 판두께 중심 응력에 거의 차가 발생하고 있지 않기 때문에, 길이 방향 단부가 들어올려지는 바와 같은 스프링 백은 거의 발생시키는 일 없이(길이 방향의 양단부의 들어올림이 각각 0.9㎜ 미만으로) 성형 가능했다.
여기에서, 본원이 우선권을 주장하는, 일본국 특허출원 2018-034570(2018년 2월 28일 출원)의 전체 내용은, 참조에 의해 본 명시된 일부를 이룬다. 여기에서는, 한정된 수의 실시 형태를 참조하면서 설명했지만, 권리 범위는 그들에 한정되는 것이 아니라, 상기의 개시에 기초하는 각 실시 형태의 개변은 당업자에게 있어서 자명한 것이다.
1 : 프레스 부품 형상
1A : 만곡부
2 : 천판부
3 : 종벽부
4 : 플랜지부
6, 7 : 능선
9A : 제1 성형 공정
9B : 제2 성형 공정
10 : 금속판
12 : 천판부 형성 위치
13 : 종벽부 형성 위치
14 : 플랜지부 형성 위치
20, 21 : 비드 형상
30 : 중간 성형품
30A : 장출부
30Aa : 프로필
31 : 굽힘 위치
40 : 다이
40A : 볼록 형상
42 : 펀치
50 : 다이
51 : 펀치
52 : 굽힘날
P1 : 장출 정점
P2 : 단점
P3 : 중간점
β : 굽힘 각도
1A : 만곡부
2 : 천판부
3 : 종벽부
4 : 플랜지부
6, 7 : 능선
9A : 제1 성형 공정
9B : 제2 성형 공정
10 : 금속판
12 : 천판부 형성 위치
13 : 종벽부 형성 위치
14 : 플랜지부 형성 위치
20, 21 : 비드 형상
30 : 중간 성형품
30A : 장출부
30Aa : 프로필
31 : 굽힘 위치
40 : 다이
40A : 볼록 형상
42 : 펀치
50 : 다이
51 : 펀치
52 : 굽힘날
P1 : 장출 정점
P2 : 단점
P3 : 중간점
β : 굽힘 각도
Claims (7)
- 천판부의 폭 방향 양측으로 종벽부 및 플랜지부를 갖는 단면 해트형(hat-shaped) 형상이고, 또한, 상기 천판부의 길이 방향을 따른 1 또는 2 이상의 개소에, 측면에서 보아 상기 천판부측으로 볼록해지도록 만곡한 만곡부를 갖는 프레스 부품 형상의 프레스 부품을, 금속판을 프레스 성형하여 제조하는 프레스 부품의 제조 방법으로서,
측면에서 보아, 상기 만곡부가 되는 영역에서의 길이 방향 중앙부를 굽힘 위치로 하여 상기 만곡부가 되는 영역이 상기 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 상기 플랜지부가 되는 영역에 대하여, 상대적으로 상기 천판부 및 상기 종벽부가 되는 영역이 상기 볼록해지는 방향으로 장출하여 이루어지는 장출부를 갖는 중간 성형품에, 상기 금속판을 프레스 성형하는 제1 성형 공정과,
상기 중간 성형품에 굽힘 가공을 실시하고, 상기 프레스 부품 형상에서의 상기 천판부와 종벽부와의 사이의 능선 및 상기 종벽부와 플랜지부의 사이의 능선을 형성하는 제2 성형 공정을 갖고,
상기 제1 성형 공정에서의 상기 면 외로 굽혀지는 각도는, 상기 플랜지부가 되는 영역에 있어서, 측면에서 보아, 상기 프레스 부품 형상에 있어서의 만곡부에서 플랜지부가 이루는 각도 이하가 되도록 설정하고,
상기 제1 성형 공정에서의 상기 장출부는, 측면에서 보아 상기 만곡부가 되는 영역의 길이 방향 중앙부로부터 당해 길이 방향을 따라 상기 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 상기 천판부가 되는 영역에서의 길이 방향의 길이와, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이와의 차가, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이의 1할 이하가 되도록 설정되는 것을 특징으로 하는 프레스 부품의 제조 방법. - 제1항에 있어서,
상기 장출부에 있어서의 천판부 형성 위치에서의 장출 높이는,
측면에서 보아, 상기 만곡부가 되는 영역의 길이 방향 중앙부에 위치하는 장출 정점에서의 장출 높이를 h(㎜)로 하고, 대상으로 하는 만곡부와 서로 이웃하는 만곡부가 존재하는 경우에 있어서의 그 2개의 만곡부 사이에 미리 설정한 위치 혹은 상기 금속판의 길이 방향 단부를 단점으로 하고, 당해 단점에서의 장출 높이를 0(㎜)으로 하고, 상기 장출 정점과 상기 단점과의 중간점에서의 장출 높이를 h'(㎜)로 했을 때에, 장출 높이 h'가, 하기 (1)식을 만족하도록 설정한 것을 특징으로 하는 프레스 부품의 제조 방법.
(1/3)·h ≤ h' ≤(1/2)·h …(1) - 제1항 또는 제2항에 있어서,
상기 제2 성형 공정보다도 전(前)의 처리에서, 상기 천판부와 상기 종벽부와의 사이의 능선에 대응하는 위치 및 상기 종벽부와 상기 플랜지부의 사이의 능선에 대응하는 위치의 적어도 1개의 위치에 대하여, 대응하는 능선을 따른 방향으로 연장되는 비드 형상 혹은 절목(折目) 형상을, 적어도 1개 이상 형성하는 것을 특징으로 하는 프레스 부품의 제조 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 성형되는 금속판은, 인장 강도가 590㎫ 이상의 강재인 것을 특징으로 하는 프레스 부품의 제조 방법. - 제1항 내지 제4항 중 어느 한 항에 기재된 프레스 부품의 제조 방법에 있어서의, 제2 성형 공정에서 사용하는 프레스 성형 장치로서,
금속판을 능선부 위치에서 굽혀 종벽부 및 플랜지부를 굽힘 성형하기 위한 굽힘날을 갖는 상형(上型)과, 펀치를 갖는 하형(下型)을 갖고,
상기 굽힘날은, 프레스 방향에 대하여 0도 이상 90도 이하의 범위에서 설정된 각도로 이동하여, 상기 굽힘 성형을 행하는 구성인 것을 특징으로 하는 프레스 성형 장치. - 천판부의 폭 방향 양측으로 종벽부 및 플랜지부를 갖는 단면 해트형 형상이고, 또한, 상기 천판부의 길이 방향을 따른 1 또는 2 이상의 개소에, 측면에서 볼 때 상기 천판부측으로 볼록해지도록 만곡한 만곡부를 갖는 프레스 부품 형상으로 성형되는, 프레스 성형용의 금속판으로서,
측면에서 보아, 상기 만곡부가 되는 영역의 길이 방향 중앙부를 굽힘 위치로 하여 상기 만곡부가 되는 영역이 상기 볼록해지는 방향으로 면 외로 굽혀진 형상으로서, 상기 플랜지부가 되는 영역에 대하여 상기 천판부 및 상기 종벽부가 되는 영역을 상기 볼록해지는 방향으로 장출하여 이루어지는 장출부가 형성되고,
상기 면 외로 굽혀지는 각도는, 상기 플랜지부가 되는 영역에 있어서, 측면에서 보아, 상기 프레스 부품 형상에 있어서의 상기 만곡부에서 플랜지부가 이루는 각도 이하이고,
상기 장출부는, 측면에서 보아 상기 만곡부가 되는 영역의 길이 방향 중앙부로부터 당해 길이 방향을 향하여 상기 중앙부로부터 떨어짐에 따라 장출 높이가 작아지는 형상이고, 또한, 상기 천판부가 되는 영역에서의 길이 방향의 길이와, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이와의 차가, 상기 프레스 부품 형상에서의 천판부의 길이 방향의 길이의 1할 이하가 되도록 설정되어 있는 것을 특징으로 하는 프레스 성형용의 금속판. - 제6항에 기재된 금속판에 굽힘 가공을 실시하고, 상기 프레스 부품 형상에서의 상기 천판부와 상기 종벽부와의 사이의 능선 및 상기 종벽부와 상기 플랜지부의 사이의 능선을 성형하는 프레스 부품의 제조 방법으로서,
상기 금속판을 능선부 위치에서 굽혀 상기 종벽부 및 상기 플랜지부를 굽힘 성형하기 위한 굽힘날을, 프레스 방향에 대하여 0도 이상 90도 이하의 범위에서 설정된 각도로 이동시키는 것을 특징으로 하는 프레스 부품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018034570 | 2018-02-28 | ||
| JPJP-P-2018-034570 | 2018-02-28 | ||
| PCT/JP2019/006552 WO2019167792A1 (ja) | 2018-02-28 | 2019-02-21 | プレス部品の製造方法、プレス成形装置及びプレス成形用の金属板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200106974A true KR20200106974A (ko) | 2020-09-15 |
| KR102361285B1 KR102361285B1 (ko) | 2022-02-09 |
Family
ID=67805817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207024098A KR102361285B1 (ko) | 2018-02-28 | 2019-02-21 | 프레스 부품의 제조 방법, 프레스 성형 장치 및 프레스 성형용의 금속판 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11628486B2 (ko) |
| EP (1) | EP3760331A4 (ko) |
| JP (1) | JP6631759B1 (ko) |
| KR (1) | KR102361285B1 (ko) |
| CN (1) | CN111727089B (ko) |
| MX (1) | MX2020008953A (ko) |
| WO (1) | WO2019167792A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6733772B1 (ja) * | 2019-04-22 | 2020-08-05 | Jfeスチール株式会社 | プレス成形方法 |
| JP7126079B2 (ja) * | 2020-03-09 | 2022-08-26 | Jfeスチール株式会社 | プレス部品の製造方法、プレス成形用の金属板、及び高張力鋼板 |
| JP7283439B2 (ja) * | 2020-05-08 | 2023-05-30 | Jfeスチール株式会社 | プレス部品の製造方法、及び金属板 |
| CN113414263B (zh) * | 2021-08-23 | 2021-11-19 | 江苏德励达新材料股份有限公司 | 一种板材折弯系统及板材折弯方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353329Y2 (ko) | 1972-02-08 | 1978-12-20 | ||
| JP2004174531A (ja) * | 2002-11-26 | 2004-06-24 | Nisshin Steel Co Ltd | 薄鋼板のプレス成形方法およびその金型装置 |
| JP5733475B2 (ja) | 2012-09-12 | 2015-06-10 | 新日鐵住金株式会社 | 湾曲部品の製造方法及び湾曲部品の製造装置 |
| WO2016075937A1 (ja) * | 2014-11-12 | 2016-05-19 | 新日鐵住金株式会社 | プレス成形品の製造方法および製造装置 |
| WO2018030240A1 (ja) * | 2016-08-09 | 2018-02-15 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51119537A (en) | 1975-04-11 | 1976-10-20 | Matsushita Electric Ind Co Ltd | Water controller |
| JP4709659B2 (ja) | 2006-02-23 | 2011-06-22 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
| JP5353329B2 (ja) | 2009-03-12 | 2013-11-27 | 日産自動車株式会社 | 形状凍結性に優れたプレス成形方法とプレス成形装置並びに同プレス成形装置の製造方法 |
| JP5794025B2 (ja) * | 2011-07-29 | 2015-10-14 | Jfeスチール株式会社 | 金型設計方法及びプレス成形方法 |
| MX361127B (es) | 2013-01-07 | 2018-11-28 | Nippon Steel & Sumitomo Metal Corp | Método para producir artículo moldeado a presión. |
| JP5649696B1 (ja) | 2013-07-12 | 2015-01-07 | 三菱電機株式会社 | エネルギーマネジメントシステム、端末装置、端末装置の制御方法、及び、プログラム |
| CN105792956B (zh) | 2013-12-26 | 2017-09-08 | 新日铁住金株式会社 | 帽形截面构件的制造方法 |
| CA2971554C (en) * | 2014-12-22 | 2019-04-02 | Nippon Steel & Sumitomo Metal Corporation | Hat-shaped cross-section component manufacturing method |
| MX369681B (es) | 2016-03-01 | 2019-11-15 | Jfe Steel Corp | Método para la fabricación de producto moldeado por prensado. |
| JP6504130B2 (ja) * | 2016-08-03 | 2019-04-24 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| JP6633478B2 (ja) | 2016-08-30 | 2020-01-22 | 株式会社日立製作所 | 信号保安システムおよび信号保安方法 |
-
2019
- 2019-02-21 EP EP19760333.5A patent/EP3760331A4/en active Pending
- 2019-02-21 US US16/970,579 patent/US11628486B2/en active Active
- 2019-02-21 WO PCT/JP2019/006552 patent/WO2019167792A1/ja unknown
- 2019-02-21 KR KR1020207024098A patent/KR102361285B1/ko active IP Right Grant
- 2019-02-21 MX MX2020008953A patent/MX2020008953A/es unknown
- 2019-02-21 JP JP2019536617A patent/JP6631759B1/ja active Active
- 2019-02-21 CN CN201980013263.7A patent/CN111727089B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353329Y2 (ko) | 1972-02-08 | 1978-12-20 | ||
| JP2004174531A (ja) * | 2002-11-26 | 2004-06-24 | Nisshin Steel Co Ltd | 薄鋼板のプレス成形方法およびその金型装置 |
| JP5733475B2 (ja) | 2012-09-12 | 2015-06-10 | 新日鐵住金株式会社 | 湾曲部品の製造方法及び湾曲部品の製造装置 |
| WO2016075937A1 (ja) * | 2014-11-12 | 2016-05-19 | 新日鐵住金株式会社 | プレス成形品の製造方法および製造装置 |
| WO2018030240A1 (ja) * | 2016-08-09 | 2018-02-15 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6631759B1 (ja) | 2020-01-15 |
| EP3760331A1 (en) | 2021-01-06 |
| EP3760331A4 (en) | 2021-04-14 |
| MX2020008953A (es) | 2020-10-15 |
| CN111727089A (zh) | 2020-09-29 |
| JPWO2019167792A1 (ja) | 2020-04-16 |
| KR102361285B1 (ko) | 2022-02-09 |
| CN111727089B (zh) | 2022-06-14 |
| US11628486B2 (en) | 2023-04-18 |
| WO2019167792A1 (ja) | 2019-09-06 |
| US20210114076A1 (en) | 2021-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI448338B (zh) | 具有l字狀形狀之零件的壓製成形方法 | |
| KR20200106974A (ko) | 프레스 부품의 제조 방법, 프레스 성형 장치 및 프레스 성형용의 금속판 | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| JP5281519B2 (ja) | プレス成形方法 | |
| US11712729B2 (en) | Production method for pressed components, press forming device, and metal sheet for press forming | |
| KR102339921B1 (ko) | 프레스 성형용의 금속판, 프레스 성형 장치 및 프레스 부품의 제조 방법 | |
| JP2011045905A5 (ko) | ||
| KR102023541B1 (ko) | 신장 플랜지 성형 부품의 제조 방법 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| KR102356422B1 (ko) | 프레스 부품의 제조 방법, 프레스 성형 장치 및, 프레스 성형용의 금속판 | |
| JP7302747B2 (ja) | プレス成形品の製造方法及びプレス成形装置 | |
| KR102450454B1 (ko) | 프레스 성형 방법 | |
| JP2021164954A (ja) | プレス部品の製造方法、曲げ戻し用の金型、プレス部品の成形方法及び高強度鋼板 | |
| JP6319382B2 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP7448464B2 (ja) | 鋼部品の製造方法 | |
| KR102449292B1 (ko) | 프레스 성형 부품 및 그 제조 방법 | |
| JP7243670B2 (ja) | プレス部品の製造方法、及び金属板 | |
| JP7283439B2 (ja) | プレス部品の製造方法、及び金属板 | |
| KR20220134017A (ko) | 프레스 부품의 제조 방법, 프레스 성형용의 금속판, 및 고장력 강판 | |
| JP6330766B2 (ja) | プレス成形方法 | |
| JP2021091005A (ja) | プレス成形方法、中間成形用プレス成形金型およびプレス成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |