KR20200090228A - 핸드레일 또는 다른 세장형 물품에 스플라이스 조인트를 형성하기 위한 몰드 조립체 - Google Patents
핸드레일 또는 다른 세장형 물품에 스플라이스 조인트를 형성하기 위한 몰드 조립체 Download PDFInfo
- Publication number
- KR20200090228A KR20200090228A KR1020207018204A KR20207018204A KR20200090228A KR 20200090228 A KR20200090228 A KR 20200090228A KR 1020207018204 A KR1020207018204 A KR 1020207018204A KR 20207018204 A KR20207018204 A KR 20207018204A KR 20200090228 A KR20200090228 A KR 20200090228A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- mold assembly
- core
- thermal
- central
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/04—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/84—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks by moulding material on preformed parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/30—Mounting, exchanging or centering
- B29C33/301—Modular mould systems [MMS], i.e. moulds built up by stacking mould elements, e.g. plates, blocks, rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/30—Mounting, exchanging or centering
- B29C33/303—Mounting, exchanging or centering centering mould parts or halves, e.g. during mounting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/76—Cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/04—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0003—Discharging moulded articles from the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/02—Deburring or deflashing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7897—Means for discharging the joined articles from the joining apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C2033/023—Thermal insulation of moulds or mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
- B29C2035/1616—Cooling using liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/709—Articles shaped in a closed loop, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B23/00—Component parts of escalators or moving walkways
- B66B23/22—Balustrades
- B66B23/24—Handrails
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Steps, Ramps, And Handrails (AREA)
Abstract
코어 몰드 요소는 제1 및 제2 몰드부 사이에 장착될 수 있다. 제1 및 제2 몰드부 및 코어 몰드 요소는 제1 및 제2 서멀 플래튼 사이에 장착될 수 있다. 서멀 플래튼은 몰드 조립체 내에서 원하는 압력을 유지하기 위해 프레스에 장착하기 위한 대체로 평면형 면을 가질 수 있다. 서멀 플래튼은 몰드 조립체의 가열 및 냉각을 제공할 수 있고, 각각은 중앙 부분과 단부 부분을 포함할 수 있으며, 중앙 부분과 단부 부분 사이에 서멀 브레이크가 있다. 보어는 가열 요소 및 냉각 유체용 파이프를 수용하기 위해 중앙 부분 및 단부 부분을 통해 연장될 수 있다. 단부 부분은 단부 부분을 냉각시키기 위한 냉각 유체용 보어를 포함할 수 있다.
Description
관련 출원에 대한 상호 참조
본 출원은 2017년 11월 29일자로 출원된 미국 가출원 제62/591,971호에 대한 우선권을 주장하며, 그 전체 내용은 본 명세서에 참조로 포함된다.
기술분야
본 개시내용은 전반적으로 핸드레일 또는 일정한 단면의 다른 세장형 물품에 스플라이스 조인트(spliced joint)를 형성하기 위한 몰드 조립체에 관한 것이다.
다음의 단락은 이 단락에서 설명된 어떤 것이 종래 기술이거나 본 기술 분야의 숙련자의 지식의 일부라는 것을 인정하는 것은 아니다.
미국 특허 제6,086,806호는 에스컬레이터 또는 이동 통로용 핸드레일에 조인트를 형성하는 몰드 및 방법을 개시하고 있다. 핸드레일은 내부의 대체로 T자형 슬롯을 한정하는 대체로 C자형 단면을 가질 수 있다. 핸드레일은 압출에 의해 형성되며 T자형 슬롯 둘레에서 연장되는 열가소성 물질의 제1 층을 포함한다. 열가소성 물질의 제2 층은 제1 층의 외부 둘레에서 연장되고 핸드레일의 외부 프로파일을 한정한다. 활주층(slider layer)은 T자형 슬롯에 안감으로 덧대어지고(line) 제1 층에 접합된다. 연신 억제물(stretch inhibitor)은 제1 층 내에서 연장된다. 제1 층은 제2 층보다 더 경질인 열가소성 물질로 형성될 수 있다. 미국 특허 제6,086,806호의 전체 내용은 본 명세서에 참조로 포함된다.
다음의 단락은 독자에게 청구된 주제를 한정하거나 제한하지 않는 다음의 보다 상세한 설명을 소개하기 위한 것이다.
본 개시내용의 제1 양태에 따르면, 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체가 제공되며, 몰드 조립체는: 제1 몰드부; 제2 몰드부; 제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소; 제1 서멀 플래튼(thermal platen); 및 제2 서멀 플래튼을 포함하고, 제1 및 제2 몰드부 및 코어 몰드 요소는 제1 서멀 플래튼과 제2 서멀 플래튼 사이에 장착된다.
본 개시내용의 다른 양태에 따르면, 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체가 제공되며, 몰드 조립체는: 제1 몰드부; 제2 몰드부; 및 제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소를 포함하고, 코어 몰드 요소 및 제1 몰드부는 코어 몰드 요소의 적어도 중앙 부분과 제1 몰드부 사이의 간격을 유지하여 그 사이의 열 전달을 감소시키도록 구성된다.
코어 몰드 요소는 중앙 부분 및 중앙 부분의 양단부에 단부 부분을 포함할 수 있고, 제1 몰드부는 중앙 피스 및 측면 피스를 포함하며, 측면 피스는 제2 몰드부와 정합하기 위한 제1 표면을 한정하고 중앙 피스는 제1 표면으로부터 멀리 변위된다.
본 개시내용의 다른 양태는 핸드레일 또는 다른 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체를 제공하며, 몰드 조립체는: 제1 프레스 플래튼; 제1 절연 패드; 제1 서멀 플래튼; 제1 몰드부; 제2 몰드부; 제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소; 제2 서멀 플래튼 - 제1 및 제2 서멀 플래튼은 몰드부들을 가열 및 냉각시킴 -; 제2 절연 패드; 제2 프레스 플래튼을 포함하고, 제1 프레스 플래튼, 제1 절연 패드, 제1 서멀 플래튼, 및 제1 몰드부는 함께 고정되며, 제2 몰드부, 제2 서멀 플래튼, 제2 절연 패드, 및 제2 프레스 플래튼이 함께 고정된다.
본 개시내용의 다른 양태에 따르면, 몰드 조립체를 사용하여 핸드레일 또는 다른 세장형 물품의 조립된 조인트를 몰딩하는 방법이 제공되며, 이 방법은: 몰드 조립체의 코어 요소를 조립된 조인트의 T자형 슬롯에 끼워맞춤하는 단계; 코어 요소 및 끼워맞춤된 조인트를 몰드 조립체의 제1 몰드부와 제2 몰드부 사이에 배치하는 단계; 제1 및 제2 몰드부에 압력을 인가하여 몰드 조립체를 폐쇄하고 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 증가시키는 단계; 가열 페이즈(phase) 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하면서, 가열 페이즈 전체에 걸쳐 몰드 조립체 및 스플라이스 조인트에 열을 인가하여 몰드 조립체 내의 온도를 주위 온도로부터 소킹 온도(soak temperature)로 증가시키는 단계; 가열 페이즈 후에, 몰드 조립체 내의 온도를 적어도 소킹 온도로 유지하고, 소킹 페이즈 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하는 단계; 소킹 페이즈 후에, 냉각 페이즈 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하면서, 냉각 페이즈 전체에 걸쳐 몰드 조립체 및 스플라이스 조인트로부터 열을 제거함으로써 몰드 조립체 내의 온도를 주위 온도로 감소시키는 단계; 몰드 내의 압력을 폐쇄 압력으로부터 낮춤으로써 몰드 조립체로부터 코어 요소 및 끼워맞춤된 스플라이스 조인트를 제거하는 단계; 및 몰딩된 스플라이스 조인트의 T자형 슬롯으로부터 코어 요소를 제거하는 단계를 포함한다.
본 명세서에 개시된 교시의 다른 양태 및 특징은 본 개시내용의 특정 예에 대한 다음의 설명을 검토하면 본 기술 분야의 숙련자에게 명백해질 것이다.
본 명세서에 포함된 도면은 본 개시내용의 장치 및 방법의 다양한 예를 설명하기 위한 것이며 어떠한 방식으로든 교시된 것의 범위를 제한하도록 의도되지 않는다. 도면에서:
도 1은 분해된 구성으로 도시된, 상부 및 하부 플래튼이 생략된 몰드 조립체의 요소를 도시하는 사시도이다.
도 2a는 분해된 구성으로 도시된, 도 1의 몰드 조립체의 단부도이다.
도 2b는 폐쇄된 구성으로 도시된, 도 1의 몰드 조립체의 단부도이다.
도 3은 코어 몰드 요소의 사시도이다.
도 4는 코어 몰드 요소의 단부도이다.
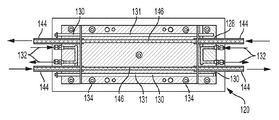
도 5는 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 사시도이다.
도 6은 하부 서멀 플래튼, 하부 절연 패드, 하부 프레스 플래튼, 및 하부 몰드부의 사시도이다.
도 7은 상부 서멀 플래튼, 상부 절연 패드, 상부 프레스 플래튼, 및 상부 몰드부의 사시도로서, 활성화된 코어 이젝터를 도시한다.
도 8은 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 사시도이다.
도 9는 도 10의 선 9-9를 따라 가열 및 냉각 기능을 도시하는 하부 서멀 플래튼의 단면도이다.
도 10은 도 9의 단면도의 위치를 도시하기 위해 하부 서멀 플래튼, 절연 패드, 및 프레스 플래튼의 측면도이다.
도 11은 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 사시도로서, 코어 이젝터를 도시한다.
도 12는 도 11의 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 측면도이다.
도 13a는 분해된 구성으로 도시된, 몰드 조립체의 코어 이젝터, 상부 프레스 플래튼, 상부 절연 패드, 상부 서멀 플래튼, 상부 몰드부, 코어 몰드 요소, 하부 몰드부, 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 사시도이다.
도 13b는 분해된 구성으로 도시된, 몰드 조립체의 코어 이젝터, 상부 프레스 플래튼, 상부 절연 패드, 상부 서멀 플래튼, 상부 몰드부, 코어 몰드 요소, 하부 몰드부, 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 측면도이다.
도 14a 및 도 14b는 스플라이스 핸드레일 조인트의 개략도이다.
도 15는 몰드 작동 중에 온도 및 압력의 변화를 도시하는 그래프이다.
도 1은 분해된 구성으로 도시된, 상부 및 하부 플래튼이 생략된 몰드 조립체의 요소를 도시하는 사시도이다.
도 2a는 분해된 구성으로 도시된, 도 1의 몰드 조립체의 단부도이다.
도 2b는 폐쇄된 구성으로 도시된, 도 1의 몰드 조립체의 단부도이다.
도 3은 코어 몰드 요소의 사시도이다.
도 4는 코어 몰드 요소의 단부도이다.
도 5는 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 사시도이다.
도 6은 하부 서멀 플래튼, 하부 절연 패드, 하부 프레스 플래튼, 및 하부 몰드부의 사시도이다.
도 7은 상부 서멀 플래튼, 상부 절연 패드, 상부 프레스 플래튼, 및 상부 몰드부의 사시도로서, 활성화된 코어 이젝터를 도시한다.
도 8은 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 사시도이다.
도 9는 도 10의 선 9-9를 따라 가열 및 냉각 기능을 도시하는 하부 서멀 플래튼의 단면도이다.
도 10은 도 9의 단면도의 위치를 도시하기 위해 하부 서멀 플래튼, 절연 패드, 및 프레스 플래튼의 측면도이다.
도 11은 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 사시도로서, 코어 이젝터를 도시한다.
도 12는 도 11의 상부 서멀 플래튼, 상부 절연 패드, 및 상부 프레스 플래튼의 측면도이다.
도 13a는 분해된 구성으로 도시된, 몰드 조립체의 코어 이젝터, 상부 프레스 플래튼, 상부 절연 패드, 상부 서멀 플래튼, 상부 몰드부, 코어 몰드 요소, 하부 몰드부, 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 사시도이다.
도 13b는 분해된 구성으로 도시된, 몰드 조립체의 코어 이젝터, 상부 프레스 플래튼, 상부 절연 패드, 상부 서멀 플래튼, 상부 몰드부, 코어 몰드 요소, 하부 몰드부, 하부 서멀 플래튼, 하부 절연 패드, 및 하부 프레스 플래튼의 측면도이다.
도 14a 및 도 14b는 스플라이스 핸드레일 조인트의 개략도이다.
도 15는 몰드 작동 중에 온도 및 압력의 변화를 도시하는 그래프이다.
청구된 발명 각각의 일 실시예를 제공하기 위해, 이하에서 다양한 장치 또는 방법이 설명된다. 이하에서 설명되는 실시예는 어떠한 청구된 발명도 제한하지 않으며, 임의의 청구된 발명은 이하에서 설명된 것과 상이한 장치 또는 방법을 포함할 수도 있다. 청구된 발명은 이하에서 설명되는 임의의 한 장치 또는 방법의 특징 모두를 갖는 장치 또는 방법이나 이하에서 설명되는 다수 또는 모든 장치 또는 방법에 공통되는 특징으로 제한되지 않는다. 이하에서 설명되는 장치 또는 방법은 임의의 청구된 발명의 실시예가 아닐 수 있다. 본 명세서에서 청구되지 않는 이하에서 설명된 장치 또는 방법에 개시된 임의의 발명은 다른 보호 수단, 예를 들어 연속 특허 출원의 주제일 수 있고, 본 출원인(들), 발명자(들) 및/또는 소유자(들)는 임의의 그러한 발명을 본 명세서에서의 그 개시내용에 의해 포기하거나 청구 포기하거나 공중에 헌납하려는 의도는 없다.
본 개시내용에서, 다양한 요소 또는 구성요소는 '제1' 및 '제2' 또는 대안적으로 '상부' 및 '하부'로 지정될 수 있다. 일반적으로, 몰드 조립체 및 다른 구성요소는 임의의 배향으로 사용될 수 있으며, '상부' 및 '하부'에 대한 언급은 편의를 위한 것이라는 것이 이해될 것이다. 몰드 조립체는 핸드레일을 반전 위치에서 몰딩하기 위해 설명될 수 있지만, 핸드레일의 조인트는 일반적으로 핸드레일 및 몰드의 구성요소와 함께 임의의 배향으로 형성될 수 있다는 것이 이해될 것이다.
게다가, 몰드 조립체 및 핸드레일의 다양한 구성요소가 '하부' 및 '상부'와 같은 배향을 나타내는 설명으로 식별될 수 있지만, 이는 이해를 용이하게 하기 위한 것일뿐, 이들 구성요소가 해당 배향으로 사용되거나 존재하는 것이 필수는 아니다. 특히, 핸드레일은 파지되도록 이용 가능한 정상 사용시에 상단 표면인 표면을 갖지만, 스플라이스 조인트를 몰딩할 때, 핸드레일은 아래에서 상세히 설명되는 바와 같이 반전된다. 어떤 경우든, 핸드레일 설치시, 핸드레일은 회귀 운전(return run)에서 반전된다.
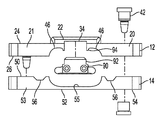
몰드 조립체(10)가 도 1, 도 2a, 도 2b 및 도 3에 도시되어 있다. 몰드 조립체(10)는 상부 몰드부(12) 및 하부 몰드부(14)를 포함한다. 코어 몰드 요소(16)는 상부 및 하부 몰드부(12, 14) 사이에 제공된다.
상부 몰드부(12)는 융기된 중앙 피스(22)에 의해 함께 연결되는 제1 측면 피스(20) 및 제2 측면 피스(21)를 포함한다. 측면 피스(20, 21)는 평면형이고 하단 표면(26)(도 2a)에 평행한 공통의 상단 표면(24)을 갖는다. 하단 표면(26)은 아래에서 상세히 설명되는 바와 같이 하부 몰드부(14)의 대응하는 상단 표면(50)과 정합하도록 의도된다.
각각의 측면 피스(20, 21)는 서멀 브레이크(thermal break)(32)에 의해 중앙 부분(28)으로부터 분리된 2개의 단부 부분(30)을 갖는다.
융기된 중앙 피스(22)는 측면 피스(20, 21)에 연결되고, 측면 피스(20, 21) 사이에서 연장되는, 도 1 및 도 2a에서 가장 잘 확인되는 바와 같이, 직사각형 채널(34)을 한정한다.
융기된 중앙 피스(22)에는 또한 코어 몰드 요소(16)를 토출하기 위한, 아래에서 상세히 설명되는, 코어 이젝터에 대한 액세스를 제공하기 위해 복수의 개구(36)가 마련된다.
몰드부(12, 14)를 함께 부착하기 위해, 측면 피스(20, 21)는 정렬 핀을 위한 개구(38, 40)를 포함하고, 예시적인 정렬 또는 리더 핀(42)이 상보적인 부싱(43)과 맞물리도록 개구(38) 중 하나를 통해 연장되는 것으로 도시되어 있다. 개구(38 및 40)는 반대 방향으로부터 삽입되는 정렬 또는 리더 핀들을 위해 의도된다.
도시된 바와 같이, 상부 몰드부(12)에는 핸드레일의 스플라이스 조인트에서 립 영역을 한정하기 위해 만곡된 부분(46)이 제공된다.
하부 몰드부(14)는 상부 몰드부(12)에 대응하고, 하단 표면(26)에 대응하는 상단 표면(50)을 포함한다. 하부 몰드부(14)는 핸드레일의 상단 표면에 대응하는 형상의 중앙 채널(55)을 제공하는 중앙 부분(52), 및 측면 부분(53, 54)을 갖는다. 측면 부분(53, 54) 각각은 과도한 열가소성 물질의 오버플로우를 받아들이기 위한 오버플로우 채널로서 의도된 채널(56)을 포함한다.
상부 몰드부(12)의 경우와 같이, 측면 부분(53, 54) 각각은 서멀 브레이크(62)에 의해 분리된 중앙 부분(58) 및 단부 부분(60)을 포함한다.
하부 몰드부(14)는 개구(38, 40)에 대응하여 정렬 핀을 위한 개구(68, 70)를 포함한다. 몰드부(12, 14)를 서멀 플래튼에 고정하는 볼트를 위한 개구(72)가 제공된다.
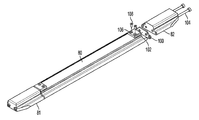
주로 도 2a, 도 2b, 도 3 및 도 4를 참조하면, 코어 몰드 요소(16)는 중앙 부분(80) 및 단부 부분(81 및 82)을 포함한다. 이들 부분(80, 81 및 82)은 모두 핸드레일의 T자형 슬롯에 대응하는 프로파일을 갖는다. 도 4에 도시된 바와 같이, 부분(80, 81 및 82) 각각은 평탄한 하단 표면(84)의 라운딩된, 대체로 반원형 외부 에지면(88)을 갖는다. 부분(80, 81 및 82) 각각은 이어서 단차부를 통해 내부 수직 표면(92)까지 계속되는 외부 수직 표면(90)을 갖는다. 내부 수직 표면(92)은 직사각형 채널(34)의 측면에 대응한다. 조립된 상태에서 외부 수직 표면(90)은 만곡된 부분(46)의 연장부로서 표면(94)의 연속을 제공한다.
도시된 바와 같이, 각각의 단부에서, 중앙 부분(80)과 단부 부분(81, 82) 사이에 절연 피스(100)가 제공될 수 있다. 중앙 부분(80)과 단부 부분(81, 82)을 정렬시키기 위해, 보어 및 대응하는 기계 도웰(102)이 제공된다. 세장형 나사(104)는 단부 부분(81, 82)의 보어를 통해 중앙 부분(80)의 나사형 보어로 연장된다.
적어도 사이클의 단부에서 상단 몰드 절반부로부터 코어의 분리를 돕기 위해, 푸시-오프 판(push-off plate)(106)이 볼트 또는 나사(108)에 의해 중앙 부분(80)의 단부에 고정될 수 있다. 단부 부분(81, 82)에는 도 1에 도시된 바와 같이 푸시-오프 판(106)이 부착되는 중앙 부분(80)에 대응하는 단면 프로파일이 제공되고, 즉, 단부 부분(81, 82)은 판(106) 없이 중앙 부분(80)보다 깊다. 푸시-오프 판(106) 사이의 간격은 상부 몰드부(12)의 융기된 중앙 피스(22)의 길이에 대응한다.
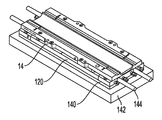
도 5 및 도 6을 참조하면, 120으로 지시된 하부 서멀 플래튼이 도시되어 있다. 하부 서멀 플래튼(120)은 중앙 부분(122) 및 단부 부분(123 및 124)을 포함하며, 각각은 직사각형 직육면체이다.
단부 부분(123, 124) 각각은 각각의 단부 부분 및 하부 절연 패드 또는 받침대(140)를 하부 프레스 플래튼(142) 상에 고정하기 위한 접시머리 개구(countersunk opening)(126)를 포함한다. 도 9 및 도 10에 도시된 바와 같이, 각각의 단부 부분(123, 124)은 냉각 유체용 파이프를 위한 한 쌍의 보어(128) 및 가열 요소(131)를 위한 보어(130)를 포함한다. 각각의 단부 부분(123, 124)은 또한 각각의 단부 부분을 냉각시키기 위한 냉각제를 위한 한 쌍의 개구(132)를 갖는다.
중앙 부분(122)은, 단부 부분의 경우와 같이, 중앙 부분 및 절연 패드 또는 받침대(140)를 하부 프레스 플래튼(142)에 고정하기 위한 접시머리 개구(134)를 갖는다. 중앙 부분(122)은 또한 하부 몰드부(14)를 제자리에 고정시키기 위해 하부 몰드부(14)의 개구에 대응하는 나사형 보어(138)를 갖는다.
중앙 부분(122)은 그 길이를 연장시키고 각각 냉각 유체용 파이프 및 가열 요소를 위한 보어(128 및 130)에 대응하는 세장형 보어(146, 148)를 포함한다. 냉각 유체용 파이프는 144로 개략적으로 도시되어 있다.
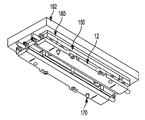
상부 서멀 플래튼(150), 상부 절연 패드 또는 받침대(180) 및 상부 몰드부(12)의 조립체가 도 7에 도시되어 있고 전체 구성은 하부 프레스 플래튼(142), 하부 절연 패드(140), 하부 서멀 플래튼(120) 및 하부 몰드부(14)에 대응하며, 도 8은 상부 몰드부(12)가 없는 유사한 도면을 도시한다.
상부 서멀 플래튼(150)은 중앙 부분(152) 및 단부 부분(153 및 154)을 포함한다.
각각의 단부 부분(153, 154)에는 접시머리 개구(156)가 제공된다. 단부 부분(153, 154)은 냉각 유체용 파이프를 위한 보어(158) 및 가열 요소를 위한 보어(160)를 갖는다. 단부 부분(153, 154)용 냉각 유체를 위한 추가의 개구(162)가 제공된다.
중앙 부분(152)은 접시머리 개구(164), 정렬을 위한 개구(166), 및 볼트를 연결하기 위한 나사형 보어(168)를 갖는다. 냉각 파이프 및 가열 요소를 위해 세장형 보어(도시되지 않음)가 각각 제공된다. 다시, 예시적인 냉각 파이프가 174로 도시되어 있다.
상부 및 하부 몰드부(12 및 14)의 정렬을 보장하기 위해, 4개의 정렬 핀(170)(도 7에 2개가 도시됨)이 제공된다.
하부 서멀 플래튼(120)과 달리, 상부 서멀 플래튼(150)에는 상부 몰드부(12)의 융기된 중앙 피스(22)에 대응하는 중앙 리세스(176)가 중앙 부분(152)에 제공된다. 중앙 리세스는 상부 몰드부(12)의 융기된 중앙 피스(22)로부터 이격될 수 있다. 게다가, 코어의 단부 부분(81, 82)의 상단 표면에 대응하여, 중앙 리세스로부터 단부 부분(153, 154)으로 연장되는 얕은 직사각형 홈(178)이 제공된다.
사용시에, 상부 몰드부(12)의 융기된 중앙 피스(22)는 코어 몰드 요소(16)의 평탄한 하단 표면(84)이 상부 서멀 플래튼(150)과 직접 접촉하게 되는 것을 방지한다. 융기된 중앙 피스(22)는 상단 몰드 표면이 상부 서멀 플래튼(150)과 접촉하고 코어 요소(16)와는 접촉하지 않게 한다. 그 사상은 몰드의 열 질량을 최소화하고 코어 요소(16)를 단열하여, 가능한 빨리 가열 및 냉각시키는 것이다. 스플라이스를 외측 표면으로부터 대부분 냉각하는 것이 유리할 수 있다. 이로 인해, 스플라이스 조인트가 냉각됨에 따라 열가소성 물질에 응력 구배가 생겨서, 스플라이스에서 핸드레일의 프로파일은 몰드가 개방된 후 열리는 경향이 없다. 달리 말하면, 이는 핸드레일의 립 강도를 증가시키고, 동일한 효과를 갖는 제조 동안 핸드레일에 적용된 냉각에 대응할 수 있다.
도 11 및 도 12에 도시된 바와 같이, 상부 프레스 플래튼(182)의 외부에 장착된 3개의 공압 액추에이터(190)가 제공되고, 각각의 공압 액추에이터에는, 도 7 및 도 13b에 도시된 바와 같이, 상부 몰드부(12)로 그리고 상부 몰드부를 통해 연장되는 이젝터 핀(192)이 제공된다. 도 8에 도시된 바와 같이, 공압 액추에이터를 위한 개구(194 및 196)는 상부 서멀 플래튼(150)의 중앙 부분(152)의 중앙 및 단부에 각각 제공된다. 중앙 개구(194)는 상부 몰드부(12)의 개구(36)와 정렬된다.
이젝터 핀(192)은 몰드가 개방될 때 사이클의 단부에서 코어 요소(16)를 아래로 푸시하기 위해 사용된다. 핀(192)은 또한 열 사이클 동안 코어 요소(16)의 에지를 아래로 푸시하는 데에 사용되며, 이는 제품의 몰딩된 섹션과 몰딩되지 않은 섹션 사이에 보다 양호한 천이를 제공할 수 있다.
도 13a 및 도 13b는 각각 사시도 및 측면도로 몰드 조립체의 분해된 구성을 도시한다.
사용시, 도 14a 및 도 14b에 250으로 개략적으로 나타낸 스플라이스 핸드레일 조인트는 핸드레일의 T자형 슬롯 내에 위치된 코어 요소(16)와 조립된다. 이어서, 도시된 바와 같이 반전 위치에서, 핸드레일 스플라이스 조인트는, 이미 제위치에 위치되고 하부 서멀 플래튼(120)에 고정된 하부 몰드부(14) 상에 배치된다. 그 다음, 상부 몰드부(12)는 하부 몰드부(14)의 상단에 위치되고, 상부 서멀 플래튼(150)은 상부 몰드부(12)의 상단에 위치된다. 2개의 플래튼(120, 150)과 몰드부(12, 14)는 이어서 함께 고정된다.
볼트(184 및 186)는 하부 서멀 플래튼(120)의 중앙 부분과 단부 부분을 절연 패드(140)와 함께 하부 프레스 플래튼(142)에 고정시키는 데에 사용된다. 하부 몰드부(14)를 하부 서멀 플래튼(120)에 고정시키기 위해 추가의 볼트(188)가 사용된다. 볼트의 대응하는 구성이 조립체의 상부 요소에 제공되고 볼트(189)는 상부 몰드부(12)를 제위치에 고정시키기 위해 도시되어 있다.
이어서, 프레스가 사용되어 플래튼(120, 150) 및 몰드부(12, 14)에 압력을 인가한다. 이제, 스플라이스 프로세스 사이클을 도시하는 도 15를 참조한다. 몰딩되지 않고 조립된 스플라이스 조인트는, 예를 들어 2017년 11월 29일자로 출원된 미국 가출원 제62/591,954호 및 발명의 명칭이 핸드드릴 또는 다른 세장형 물품에서 스플라이스 조인트를 형성하는 방법(METHOD OF FORMING A SPLICED JOINT IN A HANDRAIL OR OTHER ELONGATE ARTICLE)인 대응 국제 출원에 개시된 바와 같이 마련될 수 있고, 각각의 전체 내용은 본 명세서에 참조로 포함된다.
완성된 스플라이스 조인트가 조립되고, 코어 요소(16)는, 필요에 따라, 코어 요소(16)의 삽입을 가능하게 하기 위해 조인트의 립을 굴곡시킴으로써, 스플라이스 조인트에 끼워맞춤된다. 코어 요소(16)는 몰드의 다른 요소에 고정되지 않는다는 점에서 부동(浮動) 위치에 장착된다. 코어 요소(16)를 갖는 스플라이스 조인트는 도시된 바와 같이 프레스 플래튼(142, 182)에 이미 장착된 상부 및 하부 몰드부(12, 14) 사이에 위치된다.
이어서, 프레스 플래튼(142, 182)에 압력이 인가되고; 도 15에 도시된 바와 같이, 압력은, 예를 들어 도 15의 254에 나타낸 바와 같이 적어도 1000 psig의 압력을 생성한다. 이후, 상부 및 하부 몰드부(12, 14)의 가열 요소가 구동되어 몰드 및 스플라이스 조인트를 가열한다. 플롯(256, 258)에 의해 나타낸 바와 같이, 상부 및 하부 몰드부(12, 14)의 온도는 유사한 프로파일을 따르며, 50℃ 초과의 초기 온도로부터 170℃를 초과하는 온도까지 증가된다. 몰드는 사이클 사이에서 약 40 내지 50℃로 예열되어 사이클 시간을 단축시키고 이전 사이클로부터의 응축을 제거할 수 있으며, 이는 몰드를 약 10 내지 15℃에 이르게 할 수 있다.
도 15에 나타낸 바와 같이, 사이클의 가열 페이즈는 260으로 표시되는데, 압력은 254로 나타낸 바와 같이 유지되며; 원하는 온도에 도달할 때, 온도는 도시된 바와 같이 적어도 30 초의 시구간의 소킹 페이즈(262) 동안 몰딩에 필요한 온도 이상으로 유지되며, 이에 의해 다양한 열가소성 물질 성분이 용융되고 함께 결합하여, 완성된 스플라이스 조인트를 형성하고, 몰드에서 제거하기 전에 조립된 스플라이스 조인트를 냉각시킨다. 소킹 페이즈의 종료시에, 가열 요소가 턴오프되고, 냉각이 냉각 페이즈(264)에서 개시될 수 있다.
도시된 바와 같이, 가열, 소킹 및 냉각 페이즈(260, 262, 264) 동안, 압력(254)은 요구되는 최소값 이상으로 유지된다. 몰드는 1000 psig 유압으로 폐쇄되고 몰딩된 부품이 팽창하기 때문에 가열하는 동안 압력이 증가된다. 부품이 용융됨에 따라 압력이 강하되고, 이는 유압 시스템이 턴온되게 하여 압력을 설정점으로 다시 증가시킨다. 몰드가 폐쇄되면, 압력은 안정화된다. 냉각이 시작되면, 모든 구성요소가 수축되어 압력이 감소되게 하고, 유압 시스템은 필요에 따라 다시 구동되어 압력을 유지한다.
대안 실시예는 프로세스 동안 가동되는 유압 시스템을 갖지 않는다. 이 경우, 몰드는 약 1000 psig로 폐쇄되고 유압 펌프는 차단된다. 그 후, 몰드가 폐쇄될 때 예하중이 가해지는 대형 스프링 세트로 이동이 제어된다. 이 경우, 가열 동안 압력이 약 1200 psi로 상승하고 냉각 사이클의 종료시에 800 psi로 강하된다.
냉각은 위에서 상세히 설명된 바와 같이 냉각 유체를 냉각 채널을 통과시킴으로써 달성된다.
위에서 상세히 설명된 바와 같이, 몰딩 작업 동안, 공압 액추에이터(190)를 사용하여 부동 코어 요소(16)에 압력이 인가될 수 있으며, 이는 몰딩된 조인트에 개선된 특성을 제공할 수 있다. 냉각 페이즈(264) 동안, 냉각 유체는 위에서 상세히 설명된 바와 같이 냉각 덕트를 통해 공급된다. 냉각 페이즈(264)의 종료시에, 압력이 프레스 플래튼(142 및 182)으로부터 제거될 수 있고 몰드가 개방된다. 몰드를 개방하는 동안, 공압 액추에이터(190)는 코어 요소(16)를 상부 몰드부(12)로부터 멀리 변위시키는 데에 추가로 사용되며, 스플라이스 조인트는 하부 몰드부(14)로부터 제거되고 코어 요소(16)는 핸드레일로부터 취출될 수 있다.
이어서, 완성된 조인트는 임의의 결점이나 결함이 있는지 검사를 받는다. 몰딩 프로세스 동안 압출되었을 수 있는 미소한 초과량의 열가소성 물질은 필요에 따라 트리밍될 수 있다.
위의 설명은 하나 이상의 장치 또는 방법의 예를 제공하며, 다른 장치 또는 방법이 첨부된 청구범위의 범주 내에 있을 수 있음이 이해될 것이다.
Claims (47)
- 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체로서,
제1 몰드부;
제2 몰드부;
제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소;
제1 서멀 플래튼(thermal platen); 및
제2 서멀 플래튼을 포함하고,
상기 제1 및 제2 몰드부 및 코어 몰드 요소는 제1 서멀 플래튼과 제2 서멀 플래튼 사이에 장착되는, 몰드 조립체. - 제1항에 있어서, 상기 제2 서멀 플래튼은 대체로 평면형 하단면을 갖고, 상기 제1 서멀 플래튼은 몰드 조립체 내에 원하는 압력을 유지하기 위해 프레스에 장착하기 위한 대체로 평면형 상단면을 갖는, 몰드 조립체.
- 제1항 또는 제2항에 있어서, 상기 제1 및 제2 서멀 플래튼은 몰드 조립체의 가열 및 냉각을 제공하는, 몰드 조립체.
- 제3항에 있어서, 상기 제1 서멀 플래튼 및 제2 서멀 플래튼 각각은 중앙 부분 및 단부 부분을 포함하고, 중앙 부분과 단부 부분 사이에는 서멀 브레이크가 있는, 몰드 조립체.
- 제4항에 있어서, 상기 제1 및 제2 서멀 플래튼 각각에 대해, 보어는 가열 요소 및 냉각 유체용 파이프를 수용하기 위해 중앙 부분 및 단부 부분을 통해 연장되는, 몰드 조립체.
- 제5항에 있어서, 상기 제1 및 제2 서멀 플래튼 각각에 대해, 그 단부 부분에는 단부 부분을 냉각시키기 위한 냉각 유체용 보어가 제공되는, 몰드 조립체.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 제1 및 제2 몰드부 각각은 그 중앙 부분과 단부 부분 사이에 서멀 브레이크가 제공되는, 몰드 조립체.
- 제7항에 있어서, 상기 제1 몰드부는 상부 몰드부이며, 2개의 측면 피스 및 융기된 중앙 피스를 포함하고, 상기 측면 피스 각각은 중앙 부분 및 2개의 단부 부분을 포함하고, 그 중앙 부분과 단부 부분 사이에 서멀 브레이크가 있으며, 상기 융기된 중앙 피스는 측면 피스 위에서 연장되어 측면 피스의 중앙 부분을 연결하는, 몰드 조립체.
- 제8항에 있어서, 상기 측면 피스 사이에 세장형 직사각형 채널이 한정되어 상기 제1 몰드부의 융기된 중앙 피스로 연장되는, 몰드 조립체.
- 제9항에 있어서, 상기 세장형 물품은 핸드레일이고, 상기 코어 몰드 요소는 중앙 부분 및 단부 부분을 포함하며, 각각은 핸드레일의 내부 T자형 슬롯에 대응하는 단면을 갖는, 몰드 조립체.
- 제10항에 있어서, 상기 단부 부분은 핸드레일의 T자형 슬롯으로의 삽입을 용이하게 하도록 테이퍼진 표면을 갖는, 몰드 조립체.
- 제10항 또는 제11항에 있어서, 상기 코어 몰드 요소의 중앙 부분과 단부 부분 사이에 절연 피스를 포함하는, 몰드 조립체.
- 제10항 내지 제12항 중 어느 한 항에 있어서, 상기 코어 몰드 요소의 중앙 부분은 중간 섹션의 양 측면 상에 융기된 피스를 포함하고, 상기 중간 섹션은 상기 제1 몰드부의 융기된 중앙 피스의 직사각형 채널에 끼워맞춤되는, 몰드 조립체.
- 제13항에 있어서, 상기 융기된 피스는 코어 몰드 요소의 중앙 부분에 부착되어 푸시-오프(push-off) 기능을 제공하는 별개의 판을 포함하고, 상기 코어 몰드 요소의 단부 부분은 융기된 피스와 수평을 이루는, 몰드 조립체.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 제2 몰드부는 서멀 브레이크, 세장형 물품의 상단 표면을 한정하는 중앙 채널, 및 중앙 채널의 양 측면 상에 있고 열가소성 물질의 오버플로우를 위한 오버플로우 채널을 포함하는, 몰드 조립체.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 제1 및 제2 몰드부와 하단 및 제1 서멀 플래튼 사이의 정렬 핀을 위한 보어를 포함하는, 몰드 조립체.
- 제1항 내지 제16항 중 어느 한 항에 있어서, 상기 코어 몰드 요소의 단부 부분은 나사에 의해 그 중앙 부분에 고정되고, 코어 몰드 요소의 중앙 부분과 단부 부분을 정렬시키기 위해 도웰 핀이 제공되는, 몰드 조립체.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 상기 제2 서멀 플래튼의 중앙 부분 및 단부 부분은 각각 대체로 직사각형이고, 제2 서멀 플래튼에는 제2 몰드부의 하단 표면에 맞닿도록 평탄한 상단 표면이 제공되는, 몰드 조립체.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 상기 제1 서멀 플래튼은 상부 서멀 플래튼이고 평면형 하부 표면이 제공되며, 상기 제1 몰드부의 융기된 중앙 피스를 수용하기 위한 중앙 리세스, 및 상기 코어 몰드 요소를 수용하도록 상기 중앙 리세스에서 상기 중앙 부분으로부터 단부 부분을 통해 연장되는 얕은 직사각형 채널을 포함하는, 몰드 조립체.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 제1 및 제2 프레스 플래튼, 및 제1 서멀 플래튼과 프레스 플래튼 사이 및 제2 서멀 플래튼과 프레스 플래튼 사이의 절연 패드를 포함하는, 몰드 조립체.
- 제1항 내지 제20항 중 어느 한 항에 있어서, 상기 코어 요소는 부동형이고 상기 제1 및 제2 몰드 요소에 부착되지 않는, 몰드 조립체.
- 제21항에 있어서, 코어 요소에 압력을 인가하기 위한 액추에이터를 포함하는, 몰드 조립체.
- 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체로서,
제1 몰드부;
제2 몰드부; 및
제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소를 포함하고,
코어 몰드 요소 및 제1 몰드부는 코어 몰드 요소의 적어도 중앙 부분과 제1 몰드부 사이의 간격을 유지하여 그 사이의 열 전달을 감소시키도록 구성되는, 몰드 조립체. - 제23항에 있어서, 상기 코어 몰드 요소는 중앙 부분 및 상기 중앙 부분의 양 단부에 단부 부분을 포함하고, 상기 제1 몰드부는 중앙 피스 및 측면 피스를 포함하며, 측면 피스는 제2 몰드부와 정합하기 위한 제1 표면을 한정하고 중앙 피스는 제1 표면으로부터 멀리 변위되는, 몰드 조립체.
- 제24항에 있어서, 상기 코어 몰드 요소의 단부 부분은 제1 몰드부의 중앙 피스의 양 측면 상에 끼워맞춤하기 위해 그 중앙 부분보다 깊은, 몰드 조립체.
- 제25항에 있어서, 상기 코어 몰드 요소의 중앙 부분은, 그 단부 부분에 인접하고, 중앙 부분에 그 단부 부분과 유사한 프로파일을 제공하며, 제1 몰드부의 중앙 피스의 양 측면 상에 끼워맞춤하도록 치수 결정된 판을 포함하는, 몰드 조립체.
- 제23항 내지 제26항 중 어느 한 항에 있어서, 상기 제1 몰드부는 상부 몰드부를 포함하고 제2 몰드부는 하부 몰드부를 포함하는, 몰드 조립체.
- 제27항에 있어서, 제1 및 제2 서멀 플래튼을 포함하고, 제1 서멀 플래튼은 제1 몰드부의 중앙 피스를 수용하기 위한 중앙 리세스, 및 코어 몰드 요소를 수용하기 위한 양 단부의 홈을 포함하는, 몰드 조립체.
- 핸드레일 또는 다른 세장형 물품에서 조인트를 몰딩하기 위한 몰드 조립체로서,
제1 프레스 플래튼;
제1 절연 패드;
제1 서멀 플래튼;
제1 몰드부;
제2 몰드부;
제1 몰드부와 제2 몰드부 사이에 장착하기 위한 코어 몰드 요소;
제2 서멀 플래튼 - 제1 및 제2 서멀 플래튼은 몰드부들을 가열 및 냉각시킴 -;
제2 절연 패드; 및
제2 프레스 플래튼을 포함하고,
상기 제1 프레스 플래튼, 제1 절연 패드, 제1 서멀 플래튼, 및 제1 몰드부는 함께 고정되며, 제2 몰드부, 제2 서멀 플래튼, 제2 절연 패드, 및 제2 프레스 플래튼이 함께 고정되는, 몰드 조립체. - 제29항에 있어서, 상기 제1 및 제2 몰드 조립체를 정렬하기 위한 정렬 핀을 포함하는, 몰드 조립체.
- 제29항 또는 제30항에 있어서, 상기 코어 몰드 요소의 적어도 중앙 부분은 그 사이의 열 전달을 감소시키기 위해 제1 몰드부로부터 이격되어 유지되는, 몰드 조립체.
- 몰드 조립체를 사용하여 핸드레일 또는 다른 세장형 물품의 조립된 조인트를 몰딩하는 방법으로서,
a) 몰드 조립체의 코어 요소를 조립된 조인트의 T자형 슬롯에 끼워맞춤하는 단계;
b) 코어 요소 및 끼워맞춤된 조인트를 몰드 조립체의 제1 몰드부와 제2 몰드부 사이에 배치하는 단계;
c) 제1 및 제2 몰드부에 압력을 인가하여 몰드 조립체를 폐쇄하고 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 증가시키는 단계;
d) 가열 페이즈 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하면서, 가열 페이즈 전체에 걸쳐 몰드 조립체 및 스플라이스 조인트에 열을 인가하여 몰드 조립체 내의 온도를 주위 온도로부터 소킹 온도로 증가시키는 단계;
e) 가열 페이즈 후에, 몰드 조립체 내의 온도를 적어도 소킹 온도로 유지하고, 소킹 페이즈 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하는 단계;
f) 소킹 페이즈 후에, 냉각 페이즈 전체에 걸쳐 몰드 조립체 내의 압력을 실질적으로 폐쇄 압력으로 유지하면서, 냉각 페이즈 전체에 걸쳐 몰드 조립체 및 스플라이스 조인트로부터 열을 제거함으로써 몰드 조립체 내의 온도를 주위 온도로 감소시키는 단계;
g) 몰드 내의 압력을 폐쇄 압력으로부터 낮춤으로써 몰드 조립체로부터 코어 요소 및 끼워맞춤된 스플라이스 조인트를 제거하는 단계; 및
h) 몰딩된 스플라이스 조인트의 T자형 슬롯으로부터 코어 요소를 제거하는 단계를 포함하는, 방법. - 제32항에 있어서, 단계 a)에서, 조립된 스플라이스 조인트의 립은 코어 요소를 조립된 조인트의 T자형 슬롯에 끼워맞춤할 수 있도록 굴곡되는, 방법.
- 제32항 또는 제33항에 있어서, 단계 c)에서, 폐쇄 압력은 적어도 1000 psig인, 방법.
- 제32항 내지 제34항 중 어느 한 항에 있어서, 단계 c)에서, 상기 폐쇄 압력은 유압 시스템에 의해 인가되는, 방법.
- 제32항 내지 제34항 중 어느 한 항에 있어서, 단계 d), e) 및 f)에서, 몰드 내의 압력은 유압 시스템에 의해 실질적으로 폐쇄 압력으로 유지되는, 방법.
- 제32항 내지 제36항 중 어느 한 항에 있어서, 단계 d)에서, 제1 및 제2 몰드부의 가열 요소에 의해 몰드 조립체 및 스플라이스 조인트에 열이 인가되는, 방법.
- 제32항 내지 제37항 중 어느 한 항에 있어서, 단계 d)에서, 소킹 온도는 적어도 섭씨 170도인, 방법.
- 제38항에 있어서, 상기 스플라이스 조인트는 적어도 30 초의 시구간 동안 소킹 온도로 유지되며, 이에 따라 다양한 열가소성 물질 성분이 용융되고 함께 결합하여 완성된 스플라이스 조인트를 형성하는, 방법.
- 제37항 내지 제39항 중 어느 한 항에 있어서, 단계 f)에서, 가열 요소를 비활성화함으로써 몰드 조립체로부터 열이 제거되는, 방법.
- 제32항 내지 제40항 중 어느 한 항에 있어서, 단계 f)에서, 제1 및 제2 몰드부의 냉각 채널을 통과하는 냉각 유체에 의해 몰드 조립체로부터 열이 제거되는, 방법.
- 제32항 내지 제41항 중 어느 한 항에 있어서, 가열 페이즈, 소킹 페이즈 및/또는 냉각 페이즈 전체에 걸쳐, 몰드 조립체의 공압 액추에이터는 코어 요소 상에 코어 압력을 인가하여 스플라이스 조인트의 특성을 개선시키는, 방법.
- 제32항 내지 제42항 중 어느 한 항에 있어서, 단계 g)에서, 몰드 조립체의 공압 액추에이터는 코어 요소를 제1 몰드 요소로부터 멀리 변위시키고 코어 요소 및 스플라이스 조인트는 제2 몰드부로부터 제거되는, 방법.
- 제32항 내지 제43항 중 어느 한 항에 있어서, i) 스플라이스 조인트의 T자형 슬롯으로부터 코어 요소를 제거한 후에, 몰딩된 스플라이스 조인트를 임의의 결함이 있는지 검사하는 단계를 더 포함하는, 방법.
- 제44항에 있어서, j) 몰딩된 스플라이스 조인트로부터 과도한 열가소성 물질을 트리밍하는 단계를 더 포함하는, 방법.
- 제32항 내지 제45항 중 어느 한 항에 있어서, 프레스에 의해 맞물리도록 프레스 플래튼 사이에 몰드 조립체를 장착하는 단계, 및 프레스 플래튼과 몰드 조립체 사이의 열 전달을 감소시키도록 프레스 플래튼과 몰드 조립체 사이에 절연 패드를 장착하는 단계를 포함하는, 방법.
- 위에서 설명된 및/또는 위에서 청구된 및/또는 도면에 도시된 특징들 중 하나 이상의 특징의 임의의 조합을 포함하는 장치 또는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762591971P | 2017-11-29 | 2017-11-29 | |
| US62/591,971 | 2017-11-29 | ||
| PCT/CA2018/051523 WO2019104435A1 (en) | 2017-11-29 | 2018-11-29 | Mould assembly for forming a spliced joint in a handrail or other elongate article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200090228A true KR20200090228A (ko) | 2020-07-28 |
Family
ID=66663697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207018204A KR20200090228A (ko) | 2017-11-29 | 2018-11-29 | 핸드레일 또는 다른 세장형 물품에 스플라이스 조인트를 형성하기 위한 몰드 조립체 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11383408B2 (ko) |
| EP (1) | EP3710240B1 (ko) |
| JP (1) | JP7242671B2 (ko) |
| KR (1) | KR20200090228A (ko) |
| CN (1) | CN111741843B (ko) |
| BR (1) | BR112020010184A2 (ko) |
| CA (1) | CA3083139A1 (ko) |
| MX (1) | MX2020005593A (ko) |
| RU (1) | RU2020120874A (ko) |
| WO (1) | WO2019104435A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11383408B2 (en) | 2017-11-29 | 2022-07-12 | Ehc Canada, Inc. | Mould assembly for forming a spliced joint in a handrail, or other elongate article |
| WO2019104434A1 (en) | 2017-11-29 | 2019-06-06 | Ehc Canada, Inc. | Method of forming a spliced joint in a handrail or other elongate article |
| US11975943B2 (en) | 2018-05-07 | 2024-05-07 | Ehc Canada, Inc. | Composite handrails with reduced density carcass |
| CN111227462A (zh) * | 2020-02-20 | 2020-06-05 | 福建优安纳伞业科技有限公司 | 一种自动定位嵌合伞骨的模具结构 |
| RU2751702C1 (ru) * | 2020-06-22 | 2021-07-15 | Акционерное общество "Национальный центр вертолетостроения им. М.Л. Миля и Н.И. Камова" (АО "НЦВ Миль и Камов") | Пресс-форма для изготовления лопасти |
| CN115071116B (zh) * | 2022-08-23 | 2022-11-15 | 四川航天拓达玄武岩纤维开发有限公司 | 一种玄武岩纤维复合管制备用芯模 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6086806A (en) | 1996-04-05 | 2000-07-11 | Ronald H. Ball | Method of splicing thermoplastic articles |
| US6241153B1 (en) * | 1998-03-17 | 2001-06-05 | Cardxx, Inc. | Method for making tamper-preventing, contact-type, smart cards |
| JP2000351570A (ja) | 1999-06-14 | 2000-12-19 | Hitachi Building Systems Co Ltd | 乗客コンベア移動手摺の予備成形装置および予備成形方法 |
| JP2001328790A (ja) | 2000-05-18 | 2001-11-27 | Hitachi Building Systems Co Ltd | 乗客コンベア移動手摺の加熱加圧装置 |
| JP2002205316A (ja) * | 2000-11-10 | 2002-07-23 | Tejima Giken Kk | 樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン |
| JP2004224504A (ja) | 2003-01-22 | 2004-08-12 | Mitsubishi Electric Corp | 乗客用コンベアーの移動手摺 |
| AT500085B1 (de) | 2003-05-28 | 2007-01-15 | Semperit Ag Holding | Spleisskonstruktion für längsprofile |
| DE10344468A1 (de) | 2003-09-25 | 2005-04-14 | New-York Hamburger Gummi-Waaren Compagnie Ag | Verfahren und Vorrichtung zur Endlosverbindung von Handläufen für Fahrtreppen und Fahrsteige |
| JP4381230B2 (ja) | 2004-06-08 | 2009-12-09 | 三菱電機ビルテクノサービス株式会社 | 乗客コンベアの移動手摺接続装置 |
| KR100644926B1 (ko) * | 2005-08-30 | 2006-11-10 | 강명호 | 분리형 금형을 구비한 사출장치 및 그 제어방법 |
| FR2920508B1 (fr) | 2007-08-31 | 2010-01-22 | Ficap | Procede de jonction d'une boucle de traction, notamment d'une main courante d'escalier mecanique ou de trottoir roulant |
| WO2009033270A1 (en) | 2007-09-10 | 2009-03-19 | Ehc Canada, Inc. | Method and apparatus for extrusion of thermoplastic handrail |
| JP4937215B2 (ja) | 2008-09-01 | 2012-05-23 | 三菱電機株式会社 | 熱可塑性樹脂製長尺体の接続方法 |
| DE112014002137B4 (de) | 2013-04-24 | 2020-03-26 | Mitsubishi Electric Corp. | Endloser Handlauf für eine Rolltreppe und Rolltreppe |
| KR101862969B1 (ko) | 2014-05-30 | 2018-05-31 | 미쓰비시덴키 가부시키가이샤 | 엔드리스 핸드레일의 제조 방법, 엔드리스 핸드레일 및 에스컬레이터 |
| CN203959626U (zh) | 2014-06-02 | 2014-11-26 | 依合斯电梯扶手(上海)有限公司 | 扶手带接头结构 |
| CN203957349U (zh) | 2014-06-02 | 2014-11-26 | 依合斯电梯配件(上海)有限公司 | 聚氨酯扶手带手工接头工具用加热平台 |
| JP6070745B2 (ja) | 2015-03-17 | 2017-02-01 | 三菱電機ビルテクノサービス株式会社 | 移動手摺の製造方法 |
| CN105415561A (zh) | 2015-10-30 | 2016-03-23 | 依合斯电梯扶手(上海)有限公司 | 聚氨酯扶手带现场模压装置及其系统 |
| EP3384179B1 (en) * | 2015-12-03 | 2021-07-21 | Flexible Steel Lacing Company | Belt splicing apparatus |
| US11383408B2 (en) | 2017-11-29 | 2022-07-12 | Ehc Canada, Inc. | Mould assembly for forming a spliced joint in a handrail, or other elongate article |
| WO2019104434A1 (en) | 2017-11-29 | 2019-06-06 | Ehc Canada, Inc. | Method of forming a spliced joint in a handrail or other elongate article |
-
2018
- 2018-11-29 US US16/766,396 patent/US11383408B2/en active Active
- 2018-11-29 EP EP18884455.9A patent/EP3710240B1/en active Active
- 2018-11-29 BR BR112020010184-2A patent/BR112020010184A2/pt not_active Application Discontinuation
- 2018-11-29 MX MX2020005593A patent/MX2020005593A/es unknown
- 2018-11-29 JP JP2020529334A patent/JP7242671B2/ja active Active
- 2018-11-29 WO PCT/CA2018/051523 patent/WO2019104435A1/en unknown
- 2018-11-29 KR KR1020207018204A patent/KR20200090228A/ko unknown
- 2018-11-29 CA CA3083139A patent/CA3083139A1/en active Pending
- 2018-11-29 RU RU2020120874A patent/RU2020120874A/ru unknown
- 2018-11-29 CN CN201880076830.9A patent/CN111741843B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2020120874A (ru) | 2021-12-29 |
| CN111741843A (zh) | 2020-10-02 |
| MX2020005593A (es) | 2020-12-10 |
| WO2019104435A1 (en) | 2019-06-06 |
| US11383408B2 (en) | 2022-07-12 |
| EP3710240C0 (en) | 2023-10-11 |
| EP3710240B1 (en) | 2023-10-11 |
| JP7242671B2 (ja) | 2023-03-20 |
| EP3710240A1 (en) | 2020-09-23 |
| BR112020010184A2 (pt) | 2020-11-03 |
| CN111741843B (zh) | 2022-05-31 |
| US20210370551A1 (en) | 2021-12-02 |
| EP3710240A4 (en) | 2021-08-18 |
| JP2021504195A (ja) | 2021-02-15 |
| CA3083139A1 (en) | 2019-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200090228A (ko) | 핸드레일 또는 다른 세장형 물품에 스플라이스 조인트를 형성하기 위한 몰드 조립체 | |
| JP6444630B2 (ja) | インサート成形用金型構造 | |
| JP2021504195A5 (ko) | ||
| US20060246166A1 (en) | Injection molding system and method for using the same | |
| US20170349472A1 (en) | Device for molding glass curved surface and method for molding glass curved surface by using same | |
| EP3526009B1 (en) | Sidewall bonder and method for bonding sidewalls to thermoplastic belts | |
| KR20080069026A (ko) | 사출성형장치 | |
| WO2015076013A1 (ja) | 樹脂成形品及びその製造方法とそれを実施するための射出成形装置、射出成形金型及び射出成形方法 | |
| JP7030196B2 (ja) | 射出成形用金型、および成形品の製造方法 | |
| US8632335B2 (en) | Injection molding apparatus with heat insulation assembly | |
| KR20190075797A (ko) | 수지 성형 장치 및 수지 성형품의 제조 방법 | |
| US20180154564A1 (en) | Molding die, molded product production device, and molded product production method | |
| CN104203534A (zh) | 塑料透镜的制造方法和光学透镜成形用模具的制造方法 | |
| US11192178B2 (en) | Mold | |
| US20140264983A1 (en) | Systems And Methods For Light Lens Hot Stamping | |
| KR20140132270A (ko) | 수지 광학 렌즈를 몰딩하기 위한 방법 및 이에 따라 제조된 광학 렌즈 | |
| JP4383322B2 (ja) | 光学素子の成形装置及び成形方法 | |
| JP5356452B2 (ja) | 溶融微細転写成形方法及び溶融微細転写成形装置 | |
| KR101778001B1 (ko) | 급속가열 및 급속냉각을 위한 이동형 금형 및 성형방법 | |
| KR20170044369A (ko) | 콘텍트렌즈 성형장치 | |
| KR20230077855A (ko) | 사출 성형용 금형 | |
| JPH09131744A (ja) | プラスチック成形装置 | |
| JPH04115913A (ja) | 成形用金型装置 | |
| JPH07329100A (ja) | トランスファー成形装置 | |
| US20090324769A1 (en) | Lens mold |