KR20200072948A - 육성용접을 이용한 클래드강의 제조방법 - Google Patents
육성용접을 이용한 클래드강의 제조방법 Download PDFInfo
- Publication number
- KR20200072948A KR20200072948A KR1020180161099A KR20180161099A KR20200072948A KR 20200072948 A KR20200072948 A KR 20200072948A KR 1020180161099 A KR1020180161099 A KR 1020180161099A KR 20180161099 A KR20180161099 A KR 20180161099A KR 20200072948 A KR20200072948 A KR 20200072948A
- Authority
- KR
- South Korea
- Prior art keywords
- welding
- clad steel
- manufacturing
- plate material
- laminate
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/38—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling sheets of limited length, e.g. folded sheets, superimposed sheets, pack rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B15/0007—Cutting or shearing the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K25/00—Slag welding, i.e. using a heated layer or mass of powder, slag, or the like in contact with the material to be joined
- B23K25/005—Welding for purposes other than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K28/00—Welding or cutting not covered by any of the preceding groups, e.g. electrolytic welding
- B23K28/02—Combined welding or cutting procedures or apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
- B23K9/042—Built-up welding on planar surfaces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
본 발명은 육성용접을 이용한 클래드강의 제조방법에 관한 것이다.
본 발명의 일 실시형태는 2매의 판재를 준비하는 단계; 상기 2매의 판재의 일면에 각각 육성 용접을 행하는 단계; 상기 육성 용접된 판재의 일면에 분리제를 도포하는 단계; 상기 분리제가 도포된 판재를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체를 얻는 단계; 상기 적층체를 압연하는 단계; 상기 압연된 적층체의 용접부를 제거하는 단계; 및 상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법을 제공한다.
본 발명의 일 실시형태는 2매의 판재를 준비하는 단계; 상기 2매의 판재의 일면에 각각 육성 용접을 행하는 단계; 상기 육성 용접된 판재의 일면에 분리제를 도포하는 단계; 상기 분리제가 도포된 판재를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체를 얻는 단계; 상기 적층체를 압연하는 단계; 상기 압연된 적층체의 용접부를 제거하는 단계; 및 상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법을 제공한다.
Description
본 발명은 육성용접을 이용한 클래드강의 제조방법에 관한 것이다.
현재 전세계 남아있는 유전의 70%가 고유황 또는 고CO2 유전으로써, 이러한 유전의 수송 등을 위해 높은 부식환경을 견딜 수 있는 소재의 적용이 필수적이다. 지속적으로 증가하는 에너지 수요를 감당하기 위해서, 많은 기업들이 현재까지 개발되어 적용 가능한 방법 중에서 가장 경제적인 해법을 찾으려 혈안이 되어있다. 그 중에서 현실적인 대안으로 떠오는 것이 클래드 강관의 적용이며, 향후 개발되는 유전에서 상기 클래드 강관의 사용량이 점차적으로 증가될 것이 예상되고 있다.
따라서, 이러한 클래드 강관을 제조하기 위한 클래드강을 보다 용이하면서도 경제적으로 제조할 수 있는 기술이 상당히 요구되고 있다.
본 발명의 일측면은 육성용접을 이용한 클래드강의 제조방법을 제공하고자 하는 것이다.
본 발명의 일 실시형태는 2매의 판재를 준비하는 단계; 상기 2매의 판재의 일면에 각각 육성 용접을 행하는 단계; 상기 육성 용접된 판재의 일면에 분리제를 도포하는 단계; 상기 분리제가 도포된 판재를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체를 얻는 단계; 상기 적층체를 압연하는 단계; 상기 압연된 적층체의 용접부를 제거하는 단계; 및 상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법을 제공한다.
본 발명의 일측면에 따르면, 범용 설비에서 범용적인 압연조건을 이용할 수 있으면서 동시에 실수율 또한 우수한 육성용접을 이용한 클래드강의 제조방법을 제공할 수 있다.
도 1은 본 발명의 일 실시형태에 따른 클래드강의 제조 공정을 설명하기 위한 모식도이다.
도 2는 본 발명의 일 실시형태에 따른 육성 용접된 판재의 사진이다.
도 3은 본 발명의 일 실시예에 따른 발명재의 미세조직을 광학현미경으로 관찰한 사진이다.
도 4는 본 발명의 일 실시예에 따른 비교재의 미세조직을 광학현미경으로 관찰한 사진이다.
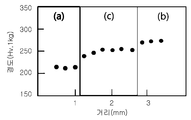
도 5는 본 발명의 일 실시예에 따른 발명재의 각 지점에 따른 경도를 나타내는 그래프이다.
도 6은 본 발명의 일 실시예에 따른 비교재의 각 지점에 따른 경도를 나타내는 그래프이다.
도 2는 본 발명의 일 실시형태에 따른 육성 용접된 판재의 사진이다.
도 3은 본 발명의 일 실시예에 따른 발명재의 미세조직을 광학현미경으로 관찰한 사진이다.
도 4는 본 발명의 일 실시예에 따른 비교재의 미세조직을 광학현미경으로 관찰한 사진이다.
도 5는 본 발명의 일 실시예에 따른 발명재의 각 지점에 따른 경도를 나타내는 그래프이다.
도 6은 본 발명의 일 실시예에 따른 비교재의 각 지점에 따른 경도를 나타내는 그래프이다.
이하, 본 발명의 육성용접을 이용한 클래드강의 제조방법에 대하여 설명한다.
본 발명의 일 실시형태는 2매의 판재를 준비하는 단계; 상기 2매의 판재의 일면에 각각 육성 용접을 행하는 단계; 상기 육성 용접된 판재의 일면에 분리제를 도포하는 단계; 상기 분리제가 도포된 판재를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체를 얻는 단계; 상기 적층체를 압연하는 단계; 상기 압연된 적층체의 용접부를 제거하는 단계; 및 상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법을 제공한다.
도 1은 본 발명의 일 실시형태에 따른 클래드강의 제조 공정을 설명하기 위한 모식도이다. 도 1에 나타난 바와 같이, 우선, 2매 이상의 판재(10, 10')를 준비한다. 상기 판재로는 슬라브, 바 플레이트 및 후판으로 이루어지는 그룹으로부터 선택된 1종 이상을 이용할 수 있다. 한편, 상기 판재는 본 발명에 바람직하게 적용될 수 있는 두께를 갖는 것이라면 그대로 후공정을 진행하여도 무방하다. 다만, 상기 판재가 상당히 두꺼운 경우라면 상기 판재를 사이징 압연할 수 있다. 사이징 압연이란 판재의 두께를 줄이는 압연을 의미한다. 예를 들어, 통상의 압연 설비가 300mm 두께의 슬라브를 수용할 수 있는 것이라 가정할 때, 슬라브를 두께가 150mm가 되도록 사이징 압연한 뒤, 이 슬라브를 2매 겹쳐 용접하여 총 두께가 300mm가 되도록 한 뒤, 후공정을 수행하도록 하는 것이다. 본 발명에서는 상기 판재가 통상의 압연 설비에서 압연될 수 있는 것이라면 그 두께에 대하여 특별히 한정하지 않는다. 다만, 상기 판재는 40~200mm의 두께를 갖는 것이 바람직한데, 상기 판재가 40mm 미만의 두께를 가지기 위해서는 제조 자체가 어려울 수 있을 뿐만 아니라, 사이징 압연에 많은 공정이 소모되고, 용접 판재의 제작을 위해 용접공정이 과도하게 필요하게 되어 공정의 효율성이 현저히 떨어지게 된다. 또한, 상기 판재가 200mm를 초과하는 경우에는 과도한 두께로 인하여 통상의 압연설비로는 압연이 불가능하게 되는 단점이 있다.
상기와 같이 판재가 준비되면, 육성 용접을 행하기 전, 상기 판재의 일면에 존재하는 표면 스케일을 제거하는 공정을 수행할 수 있다. 상기 표면 스케일 제거는 육성용접시 스케일이 모재와 육성용접부 계면에 남아 계면접착력을 약화시키거나 슬래그 혼입(Slag inclusion)과 같은 용접결함으로 발생되어 UT불합격으로 이어지는 것을 방지하기 위한 것이다. 본 발명에서는 상기 표면 스케일 제거 방법에 대해서는 특별히 한정하지 않으며, 예를 들면 숏 블라스팅(Shot Blasting)을 이용할 수 있다.
상기와 같이 판재가 준비되면, 상기 2매의 판재의 일면에 각각 육성 용접을 행한다. 본 발명에서는 원하는 두께가 될 때까지 다층으로 육성 용접을 수행할 수 있다. 본 발명에서는 상기 육성 용접 방법에 대하여 특별히 한정하지 않으며, 당해 기술분야에서 사용되는 방법들을 모두 이용할 수 있으나, 바람직하게는, 스트립을 이용한 육성 용접 방법을 적용할 수 있다. 상기 스트립을 이용한 육성 용접 방법이란 통상의 용접에서 이용되는 용접봉을 대신하여 스트립을 이용하여 용접하는 것이다. 즉, 상기 스트립이 용융되어 상기 판재에 융착됨으로써 클래드강을 형성하게 된다. 상기와 같이 용접봉 대신 스트립을 이용하여 육성 용접을 행하는 경우에는, 용접효율 및 생산성이 수십배 이상 증대되는 이점을 얻을 수 있다. 한편, 판재와 스트립의 경도 차이가 심할 경우에는 급격한 경도증가에 따른 계면파단위험을 제거함으로써 제품불량율을 낮추기 위하여, 상기 육성용접 전 상기 판재와 스트립의 사이에 버퍼층을 삽입할 수도 있으며, 상기 버퍼층 또한 육성 용접에 의해 형성될 수 있다.
아울러, 상기 육성 용접은 ESW(Electro Slag Welding) 또는 SAW(submerged arc welding)를 이용할 수 있으며, ESW가 저항발열만을 이용하므로 SAW에 비하여 대량의 입열량을 부여할 수 있어 용접효율 및 생산성이 높으며, 용접부 비드외관도 미려하므로, ESW를 이용하는 것이 보다 바람직하다.
한편, 본 발명에서는 상기 육성용접시 구체적인 용접 조건에 대하여 특별히 한정하지 않으며, 당해 기술분야에서 통상의 지식을 가진 자라면 판재 및 스트립의 종류 및 두께, 용접 속도, 용접 전류 등의 적절한 제어를 통해 별다른 어려움없이 수행할 수 있다. 다만, 예를 들면, 상기 육성 용접시 ESW를 이용하는 경우, 스트립의 두께가 0.4mm이고 폭이 60mm인 경우, 1000A의 용접 전류를 인가하고, 스트립의 두께가 0.4mm이고 폭이 150mm인 경우, 3000A의 용접 전류를 인가하여 육성 용접을 수행할 수 있다.
한편, 본 발명에서는 상기 스트립의 종류에 대해서 특별히 한정하지 않으나, 예를 들면, STS, Ni계 합금, Ti계 합금 중 하나를 이용할 수 있다. 상기 STS로는 STS304, STS316, STS347 등을 이용할 수 있으며, Ni계 합금으로는 인코넬(Inconel), 하스테로이(Hastelloy) 등을 이용할 수 있다.
또한, 상기 스트립의 폭은 40~150mm인 것이 바람직하다. 상기 스트립의 폭이 150mm를 초과하는 경우에는 인가할 수 있는 용접파워의 한계로 인해 용접이 제대로 이루어지지 않을 수 있으며, 40mm 미만인 경우에는 생산성이 저하되는 단점이 있다. 한편, 통상적으로 판재의 폭은 스트립의 폭 보다 넓기 때문에 상기 스트립을 여러 개 사용하여 용접을 수행할 수 있다.
이후, 상기 육성 용접된 판재(10, 10')의 일면에 분리제(20)를 도포한다. 후술하는 바와 같이, 본 발명에서는 상기 2매의 판재를 적층한 뒤, 용접하는 과정을 거친다. 따라서, 상기 판재가 적층되는 영역, 즉, 상기 판재와 판재가 접하는 영역에 분리제를 도포하는 것이 바람직하다. 상기 분리제는 용접 판재가 압연에 의해 기계적인 결합이 되지 않도록 하기 위한 것이며, 용접 및 압연된 판재를 서로 용이하게 분리되도록 하는 수단이다. 상기 분리제는 2매의 판재 모두에 도포될 수 있으나, 분리제의 도포 용이성 등을 고려하면, 2매의 판재 중 상대적으로 하부에 위치하는 판재(10')의 상면에 상기 분리제가 도포되는 것이 바람직하다. 한편, 상기 분리제로는 Al2O3, SiO2, TiO2, Cr2O3, Fe2O3, Fe3O4 등의 금속산화물과, MnS, 산성계 플럭스(flux)로 등으로 이루어지는 그룹으로부터 선택된 1종 이상을 이용할 수 있다. 한편, 상기 판재(10, 10')의 육성 용접된 면이 아닌 다른 일면에 분리제를 도포하고, 이 분리제가 도포된 다른 일면이 마주하도록 상기 판재를 적층한 뒤, 압연하게 되는 경우에는, 클래드재의 높은 고온 강도에 의해 판재(모재)와 클래드재에 연신되는 양이 달라져 최종 제품의 형상 품질이 불량해질 수 있으며, 클래드재의 높은 고온 강도에 의해 압연롤이 파손되는 문제가 발생할 수 있다.
이후, 상기 분리제가 도포된 판재(10, 10')를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체(30) 즉, 용접 판재를 얻는다. 본 발명에서는 상기 용접시 그 방법에 대해서는 특별히 한정하지 않는다. 다만, 상기 용접은 2매의 판재가 서로 맞닿는 부분의 외주면 모두에 대하여 행하여지는 것이 바람직하다. 만일, 모서리 부분만 용접이 되거나, 일부 용접이 이루어지지 않는 영역이 있을 경우에는 압연시 상기 분리제가 밖으로 새는 문제가 발생할 수 있다. 따라서, 본 발명에서는 판재가 서로 맞닿는 외주면 모두, 즉 4면을 용접하는 것이 바람직하다. 아울러, 본 발명에서는 매우 두꺼운 판재가 상대적으로 박물인 클래드강으로 제조되는 것이기 때문에, 상기 판재에 상당한 압하량이 부여되고, 이로 인해, 변형량이 많아 상기 용접이 깨지는 문제가 발생할 수도 있으므로, 용접량을 적절히 제어하는 것이 바람직하며, 본 발명에서는 통상의 기술자라면 별다른 어려움 없이 상기 용접량을 적절히 제어하여 적용할 수 있다.
이후, 상기 적층체(30)를 압연한다. 본 발명에서는 상기 압연 공정으로서 통상의 TMCP 공정을 이용할 수 있다. 아울러, 통상의 압연 공정을 이용하여 박판으로도 제조할 수 있다. 한편, 상기 압연 공정 전에는 상기 적층체를 가열하는 공정을 수행할 수 있으며, 상기 압연 공정은 통상의 조압연 및 사상압연 공정을 포함할 수 있다. 또한, 상기 사상압연 후에는 형상 교정 등의 공정을 수행할 수 있다.
이후, 상기 압연된 적층체의 용접부를 제거한다. 상기 용접부 제거 방식은 여러 가지가 있을 수 있겠으나, 본 발명에서는 사이드 트리밍을 이용할 수 있다. 상기 사이드 트리밍으로는 가스 절단 또는 기계적 절단 방식 등을 이용할 수 있다. 상기 사이드 트리밍을 통해 용접부를 제거함은 물론, 판재 끝단부의 형상 불량 등의 문제를 해결할 수 있다.
이후, 상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는다. 본 발명에서는 클래드강의 미세조직 종류에 대해서 특별히 한정하지 않으나, 본 발명에서는 상기 클래드강 중 판재(모재)에 해당하는 영역이 애시큘러 페라이트 또는 베이나이트 중 하나 이상을 주조직으로 포함할 수 있다.
전술한 바와 같이 제공되는 본 발명의 클래드강 제조방법에 의하면, 전통적인 클래드강 제조방법인 롤 본딩(Roll-Bonding) 방법과 비교하여 여러 가지 면에서 유리한 장점이 있다. 롤 본딩(Roll-Bonding) 방법은 압연시 압하력을 이용하여 클래드재와 모재의 계면접착력을 확보해야 하기 때문에 계면을 경면처리해야 하며, 또한 클래드재를 반드시 Ni 도금을 해야 접착력을 가질수 있다. 또한, 상기 롤 본딩(Roll-Bonding) 방법의 경우에는 본 발명의 용접 판재를 이용한 압연, 용접 및 분리를 이용하더라도 슬라브 조립시 클린룸(Clean room)과 같은 청정공간에서 해야 하며, 슬라브 조립 및 용접한 후 슬라브 내 충분한 진공도를 확보해야 한다. 이와 같은 전처리 공정은 매우 높은 가공비를 소요하기 때문에 롤 본딩(Roll-Bonding) 방법은 제조원가를 상승시키는 원인이 된다. 그러나, 본 발명의 육성 용접 방법은 클래드재를 미리 모재에 용접하여 접합이 된 상태로 슬라브를 제작하기 때문에 계면접착력 확보를 위한 일련의 전처리 공정이 필요없게 된다. 또한, 롤 본딩(Roll-Bonding) 방법에 요구되는 진공을 완벽하게 만드는 것이 어려움에 따라 계면이 산화되어 발생되는 불량이 전혀 없으며, 수율이 거의 100%에 육박하게 된다. 그리고 가장 중요한 장점으로는 롤 본딩(Roll-Bonding)에서 요구되는 슬라브 제조 전처리를 위한 설비의 투자가 필요 없으므로 설비투자에 의한 감가상각을 염려할 필요가 없어 원가를 절감시킬 수 있다.
이하, 실시예를 통해 본 발명을 보다 상세히 설명한다. 다만, 하기 실시예는 본 발명을 보다 상세하게 설명하기 위한 예시일 뿐, 본 발명의 권리범위를 한정하지는 않는다.
(실시예)
두께가 100mm인 ASTM A516 강종의 판재와 두께가 0.4mm, 폭이 80mm인 STS 347 스트립과 STS 316 스트립을 준비한 뒤, 상기 판재를 숏 블라스팅 처리하여 표면 스케일을 제거한 후, 상기 판재 상에 버퍼층으로서 STS 347 스트립을 5mm의 두께로 적층시킨 후 육성 용접하고, 이 위에 STS 316 스트립을 5mm의 두께로 적층시킨 후 육성 용접하여 도 2와 같은 육성 용접된 판재를 제조하였다. 이 때, 상기 육성 용접시 용접 방법으로는 ESW를 이용하였으며, 용접 조건은 용접 전류: 1200~1350A, 용접 속도: 160~250(mm/min), 용접 입열량: 97~108KJ/cm였다. 이와 같이 제조된 육성 용접된 판재를 2매 준비한 뒤, 상기 육성 용접된 판재의 표면에 Al2O3 분리제를 도포한 후, 상기 육성 용접된 판재를 적층 및 용접하여 용접부가 형성된 적층제를 얻었다. 이 적층체를 1200℃로 가열한 후, 압연한 뒤, 사이드 트리밍을 통해 상기 용접부를 제거하고, 분리함으로써 최종적으로 두께가 20mm인 클래드강(발명재)을 제조하였다.
이와 같이 제조된 육성 용접된 클래드강과, 롤 본딩(Roll-Bonding) 방법에 의해 제조된 JSW(Japan Steel Works)사의 STS 클래드강(비교재)에 대하여 미세조직을 광학현미경으로 관찰한 뒤, 그 결과를 도 3 및 4에 나타내었다. 또한, 도 3 및 4에 표시된 점들의 경도를 측정한 뒤, 그 결과를 도 5 및 6에 나타내었다. 한편, 상기 STS 클래드강은 모재가 ASTM A516-70이였으며, 클래드재는 STS 316L였다.
도 3 내지 6을 통해 알 수 있듯이, 본 발명이 제안하는 육성 용접을 통해 제조된 클래드강의 경우에는 계면간의 경도 차이가 심하지 않은 반면, 롤 본딩 방법에 의해 제조된 클래드강의 경우에는 계면간의 경도 차이가 심하여 계면파단 위험성이 높음을 알 수 있다.
10, 10': 판재
20: 분리제
30: 적층체
20: 분리제
30: 적층체
Claims (10)
- 2매의 판재를 준비하는 단계;
상기 2매의 판재의 일면에 각각 육성 용접을 행하는 단계;
상기 육성 용접된 판재의 일면에 분리제를 도포하는 단계;
상기 분리제가 도포된 판재를 상기 분리제가 도포된 면을 향하도록 겹친 후, 상기 판재가 결합되도록 외주면을 용접하여 적층체를 얻는 단계;
상기 적층체를 압연하는 단계;
상기 압연된 적층체의 용접부를 제거하는 단계; 및
상기 용접부가 제거된 적층체를 분리하여 클래드강을 얻는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 판재는 슬라브, 바 플레이트 및 후판으로 이루어지는 그룹으로부터 선택된 1종 이상인 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 판재를 준비하는 단계는 상기 판재를 사이징 압연하는 단계를 포함하는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 판재는 40~200mm의 두께를 갖는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 육성 용접을 행하기 전, 상기 판재의 일면에 존재하는 표면 스케일을 제거하는 단계를 추가로 포함하는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 육성 용접시, 용접봉 대신 스트립을 이용하는 것을 특징으로 하는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 육성 용접은 ESW 또는 SAW를 이용하는 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 스트립의 폭은 40~150mm인 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 분리제는 Al2O3, SiO2, TiO2, Cr2O3, Fe2O3, Fe3O4, MnS, 산성계 플럭스(flux)로 이루어지는 그룹으로부터 선택된 1종 이상인 육성용접을 이용한 클래드강의 제조방법.
- 청구항 1에 있어서,
상기 용접부의 제거는 상기 압연된 판재를 사이드 트리밍하는 육성용접을 이용한 클래드강의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180161099A KR20200072948A (ko) | 2018-12-13 | 2018-12-13 | 육성용접을 이용한 클래드강의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180161099A KR20200072948A (ko) | 2018-12-13 | 2018-12-13 | 육성용접을 이용한 클래드강의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200072948A true KR20200072948A (ko) | 2020-06-23 |
Family
ID=71137985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180161099A KR20200072948A (ko) | 2018-12-13 | 2018-12-13 | 육성용접을 이용한 클래드강의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200072948A (ko) |
-
2018
- 2018-12-13 KR KR1020180161099A patent/KR20200072948A/ko not_active Application Discontinuation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1132380A (en) | Welded structrue having improved mechanical strength and process for making same | |
| CN109694989B (zh) | 一种825/x70镍基合金复合板及其生产方法 | |
| JPS63158B2 (ko) | ||
| CN107009090A (zh) | 一种不锈钢复合板的生产方法 | |
| WO2022110708A1 (zh) | 一种高耐蚀容器用n08825复合钢板及其制备方法 | |
| RU178157U1 (ru) | Многослойная заготовка для горячей прокатки | |
| CN113522972A (zh) | 一种表面耐蚀不锈钢复合板的生产工艺 | |
| JP2004203040A (ja) | 突合せ溶接された金属層のラミネート | |
| CN110756951A (zh) | 一种h型钢生产焊接工艺 | |
| CN110253207A (zh) | 一种卷曲炉卷筒裂缝修复方法 | |
| KR102164307B1 (ko) | 클래드강의 제조방법 | |
| KR20200072948A (ko) | 육성용접을 이용한 클래드강의 제조방법 | |
| CN104923935A (zh) | 一种高合金含量、大厚度板坯的焊接方法 | |
| JP2021169114A (ja) | 抵抗溶接部材の製造方法 | |
| JPS60221173A (ja) | クラツド管の製造方法 | |
| CN115876567A (zh) | 一种轧制容器复合板焊接裂纹敏感性评价方法 | |
| JPH06269961A (ja) | 複合材の製造方法 | |
| KR102200160B1 (ko) | 초박물 광폭 강판의 제조방법 | |
| CN113522975A (zh) | 一种表面耐蚀镍基复合钢板的生产工艺 | |
| KR20200134595A (ko) | 초박물 광폭 강판의 제조방법 | |
| RU2225781C2 (ru) | Способ получения крупногабаритных плакированных листов | |
| JPS60244491A (ja) | 銅又は銅合金クラツド鋼板の製造方法 | |
| KR102245230B1 (ko) | 박물 광폭 강판의 제조방법 | |
| JPH031114B2 (ko) | ||
| JP2023114166A (ja) | スポット溶接継手の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E601 | Decision to refuse application |