KR20200063455A - 전기 자동차 조립 생산 시스템 - Google Patents
전기 자동차 조립 생산 시스템 Download PDFInfo
- Publication number
- KR20200063455A KR20200063455A KR1020180149138A KR20180149138A KR20200063455A KR 20200063455 A KR20200063455 A KR 20200063455A KR 1020180149138 A KR1020180149138 A KR 1020180149138A KR 20180149138 A KR20180149138 A KR 20180149138A KR 20200063455 A KR20200063455 A KR 20200063455A
- Authority
- KR
- South Korea
- Prior art keywords
- electric vehicle
- assembly
- type
- sub
- frame
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 42
- 238000000034 method Methods 0.000 title claims description 9
- 239000000463 material Substances 0.000 claims abstract description 23
- 238000007689 inspection Methods 0.000 claims abstract description 11
- 238000000429 assembly Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- 238000011056 performance test Methods 0.000 description 3
- 239000002826 coolant Substances 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
- B62D65/18—Transportation, conveyor or haulage systems specially adapted for motor vehicle or trailer assembly lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
- B62D65/022—Transferring or handling sub-units or components, e.g. in work stations or between workstations and transportation systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
- B62D65/024—Positioning of sub-units or components with respect to body shell or other sub-units or components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2200/00—Type of vehicle
- B60Y2200/10—Road Vehicles
- B60Y2200/14—Trucks; Load vehicles, Busses
- B60Y2200/141—Light trucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2200/00—Type of vehicle
- B60Y2200/90—Vehicles comprising electric prime movers
- B60Y2200/91—Electric vehicles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
이러한 본 발명은 서로 동일한 프레임이 적용되는 제1차종 전기 자동차와 제2차종 전기 자동차를 혼류 조립 생산하기 위한 것으로, 상기 프레임과 함께 상기 제1차종 전기 자동차의 부품이 서로 구분되게 보관되는 자재창고; 상기 제1차종 전기 자동차의 부품 중에서 서브섀시부품이 조립되어 제1차종 섀시서브어셈블리를 준비하는 제1차종 서브섀시조립라인; 상기 제2차종 전기 자동차의 부품 중에서 서브섀시부품이 조립되어 제2차종 섀시서브어셈블리를 준비하는 제2차종 서브섀시조립라인; 상기 제1차종 전기 자동차의 부품 중에서 서브전장부품이 조립되어 제1차종 전장서브어셈블리를 준비하는 제1차종 서브전장조립라인; 상기 제2차종 전기 자동차의 부품 중에서 서브전장부품이 조립되어 제2차종 전장서브어셈블리를 준비하는 제2차종 서브전장조립라인; 상기 프레임이 상부에 안착된 상태로 복수 개의 구간으로 구분하면서 안내궤도를 따라 전방으로 이송하는 이송대차; 상기 제1차종 전기 자동차와 상기 제2차종 전기 자동차 중의 하나로 기선택된 전기 자동차의 섀시서브어셈블리와 전장서브어셈블리가 운반수단에 의해 상기 이동대차의 상부로 운반되어 상기 이송대차에 의해 이송되는 상기 프레임에 상기 구간별로 구분해가면서 기설정된 조립순서에 대응되게 조립되어 상기 전기 자동차를 완성하는 메인조립라인; 및 완성된 상기 전기 자동차의 주행 및 배터리 성능을 검사하여 출고 여부를 판정하는 검사라인;을 포함하여 구성되는 것을 특징으로 하는 전기 자동차 조립 생산 시스템을 기술적 요지로 한다.
Description
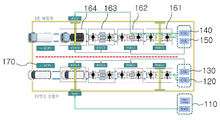
도 2는 본 발명의 바람직한 실시예에 따른 전기 자동차 조립 생산 시스템을 통한 전기 자동차의 조립 생산 과정을 도시한 모식도이다.
도 3은 본 발명의 바람직한 실시예에 따른 전기 자동차 조립 생산 방법을 도시한 순서도이다.
110: 자재창고
120: 제1차종 서브섀시조립라인
130: 제1차종 서브전장조립라인
140: 제2차종 서브섀시조립라인
150: 제2차종 서브전장조립라인
160: 메인조립라인
161: 제1조립구간
162: 제2조립구간
163: 제3조립구간
164: 제4조립구간
170: 검사라인
171: 주행성능 검사라인
172: 배터리성능 검사라인
Claims (5)
- 서로 동일한 프레임이 적용되는 제1차종 전기 자동차와 제2차종 전기 자동차를 혼류 조립 생산하기 위한 것으로,
상기 프레임과 함께 상기 제1차종 전기 자동차의 부품이 서로 구분되게 보관되는 자재창고;
상기 제1차종 전기 자동차의 부품 중에서 서브섀시부품이 조립되어 제1차종 섀시서브어셈블리를 준비하는 제1차종 서브섀시조립라인;
상기 제2차종 전기 자동차의 부품 중에서 서브섀시부품이 조립되어 제2차종 섀시서브어셈블리를 준비하는 제2차종 서브섀시조립라인;
상기 제1차종 전기 자동차의 부품 중에서 서브전장부품이 조립되어 제1차종 전장서브어셈블리를 준비하는 제1차종 서브전장조립라인;
상기 제2차종 전기 자동차의 부품 중에서 서브전장부품이 조립되어 제2차종 전장서브어셈블리를 준비하는 제2차종 서브전장조립라인;
상기 프레임이 상부에 안착된 상태로 복수 개의 구간으로 구분하면서 안내궤도를 따라 전방으로 이송하는 이송대차;
상기 제1차종 전기 자동차와 상기 제2차종 전기 자동차 중의 하나로 기선택된 전기 자동차의 섀시서브어셈블리와 전장서브어셈블리가 운반수단에 의해 상기 이동대차의 상부로 운반되어 상기 이송대차에 의해 이송되는 상기 프레임에 상기 구간별로 구분해가면서 기설정된 조립순서에 대응되게 조립되어 상기 전기 자동차를 완성하는 메인조립라인; 및
완성된 상기 전기 자동차의 주행 및 배터리 성능을 검사하는 검사라인;을 포함하여 구성되는 것을 특징으로 하는 전기 자동차 조립 생산 시스템. - 제1항에 있어서,
상기 제1차종의 전기 자동차와 제2차종의 전기 자동차는 각각 1톤 화물차와 12인승 승합차인 것을 특징으로 하는 전기 자동차 조립 생산 시스템. - 제1항에 있어서,
상기 제1차종의 전기 자동차와 제2차종의 전기 자동차는 각각 2.5톤 화물차와 15~35인승 승합차인 것을 특징으로 하는 전기 자동차 조립 생산 시스템. - 제2항 또는 제3항에 있어서,
상기 기선택된 전기 자동차가 상기 승합차인 경우 상기 승합차의 바디는 상기 자재창고에 보관된 상태에서 상기 프레임이 상기 이동대차에 의해 상기 메인조립라인을 따라 이송될 때 상기 운반수단에 의해 상기 이동대차의 상부로 이동되어 상기 프레임에 조립되는 것을 특징으로 하는 전기 자동차 조립 생산 시스템. - 서로 동일한 프레임이 적용되는 제1차종의 전기 자동차와 제2차종의 전기 자동차를 혼류 조립 생산하기 위한 것으로,
상기 프레임과 함께 상기 제1차종 전기 자동차와 상기 제2차종 전기 자동차의 부품을 서로 구분되게 자재창고에 보관하는 단계;
상기 자재창고에 보관된 상기 제1차종 전기 자동차와 상기 제2차종 전기 자동차의 부품을 조립하여 섀시서브어셈블리와 전장서브어셈블리를 각각 준비하는 단계;
상기 프레임을 이동대차의 상부에 안착시키는 단계;
상기 이동대차를 안내궤도를 따라 복수 개의 구간별로 구분하여 이동시키는 단계;
상기 이동대차가 이동되는 과정에서 상기 제1차종 전기 자동차와 상기 제2차종 전기 자동차 중의 어느 하나로 기선택된 전기 자동차의 상기 섀시서브어셈블리와 전장서브어셈블리를 상기 프레임에 기설정된 조립순서에 대응되게 각각 조립하여 상기 전기 자동차를 완성하는 단계; 및
완성된 상기 전기 자동차의 주행 및 배터리 성능을 검사하여 출고 여부를 판정하는 단계;를 포함하여 구성되는 것을 특징으로 하는 전기 자동차 조립 생산 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180149138A KR102134736B1 (ko) | 2018-11-28 | 2018-11-28 | 전기 자동차 조립 생산 시스템 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180149138A KR102134736B1 (ko) | 2018-11-28 | 2018-11-28 | 전기 자동차 조립 생산 시스템 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200063455A true KR20200063455A (ko) | 2020-06-05 |
| KR102134736B1 KR102134736B1 (ko) | 2020-07-16 |
Family
ID=71088895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180149138A KR102134736B1 (ko) | 2018-11-28 | 2018-11-28 | 전기 자동차 조립 생산 시스템 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102134736B1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112026960A (zh) * | 2020-08-28 | 2020-12-04 | 东风设计研究院有限公司 | 一种新能源商用车总装车间线路布局 |
| CN114056458A (zh) * | 2020-07-30 | 2022-02-18 | 丰田自动车株式会社 | 车辆用部件的组装方法及车辆用部件的组装装置 |
| US20230128973A1 (en) * | 2021-10-25 | 2023-04-27 | Hyundai Motor Company | Smart factory system for vehicles |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0924870A (ja) * | 1995-07-12 | 1997-01-28 | Mitsubishi Motors Corp | 異種車両の混流生産装置 |
| KR19980030338A (ko) * | 1996-10-29 | 1998-07-25 | 양재신 | 다차종 복합연속 생산 시스템 |
| KR20040051881A (ko) | 2002-12-13 | 2004-06-19 | 현대자동차주식회사 | 자동차 공장의 생산 시스템 및 방법 |
| KR20090110638A (ko) | 2008-04-18 | 2009-10-22 | 기아자동차주식회사 | 자동차 조립라인 및 그 제어방법 |
| JP2011110636A (ja) * | 2009-11-25 | 2011-06-09 | Daihatsu Motor Co Ltd | 自動車組立設備 |
-
2018
- 2018-11-28 KR KR1020180149138A patent/KR102134736B1/ko active IP Right Grant
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0924870A (ja) * | 1995-07-12 | 1997-01-28 | Mitsubishi Motors Corp | 異種車両の混流生産装置 |
| KR19980030338A (ko) * | 1996-10-29 | 1998-07-25 | 양재신 | 다차종 복합연속 생산 시스템 |
| KR20040051881A (ko) | 2002-12-13 | 2004-06-19 | 현대자동차주식회사 | 자동차 공장의 생산 시스템 및 방법 |
| KR20090110638A (ko) | 2008-04-18 | 2009-10-22 | 기아자동차주식회사 | 자동차 조립라인 및 그 제어방법 |
| JP2011110636A (ja) * | 2009-11-25 | 2011-06-09 | Daihatsu Motor Co Ltd | 自動車組立設備 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114056458A (zh) * | 2020-07-30 | 2022-02-18 | 丰田自动车株式会社 | 车辆用部件的组装方法及车辆用部件的组装装置 |
| CN114056458B (zh) * | 2020-07-30 | 2024-03-15 | 丰田自动车株式会社 | 车辆用部件的组装方法及车辆用部件的组装装置 |
| CN112026960A (zh) * | 2020-08-28 | 2020-12-04 | 东风设计研究院有限公司 | 一种新能源商用车总装车间线路布局 |
| CN112026960B (zh) * | 2020-08-28 | 2024-04-09 | 东风设计研究院有限公司 | 一种新能源商用车总装车间线路布局 |
| US20230128973A1 (en) * | 2021-10-25 | 2023-04-27 | Hyundai Motor Company | Smart factory system for vehicles |
| US11827297B2 (en) * | 2021-10-25 | 2023-11-28 | Hyundai Motor Company | Smart factory system for vehicles |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102134736B1 (ko) | 2020-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220055701A1 (en) | Manufacturing process for electric vehicle platform | |
| KR102134736B1 (ko) | 전기 자동차 조립 생산 시스템 | |
| US9352794B2 (en) | Method for assembling motor vehicles | |
| JP5822280B2 (ja) | 自動車の組立て方法 | |
| UA126934C2 (uk) | Кузовна платформа автомобіля (варіанти) | |
| CN108609049A (zh) | 一种电动汽车下车体框架 | |
| US2208709A (en) | Motor vehicle | |
| CN205345039U (zh) | 一种中型电动客车底盘轻量化车架结构 | |
| US20210086702A1 (en) | Modular utility insert for a vehicle | |
| EP4175843A1 (en) | Modular vehicle structure | |
| KR20230010721A (ko) | 자동차 그룹 | |
| WO2017144905A1 (en) | Vehicle drivetrains | |
| CN114555455A (zh) | 低地板公共汽车 | |
| CN112319615A (zh) | 车辆的下车身以及具有其的车辆 | |
| US20050227539A1 (en) | Bus construction | |
| JP2009531228A (ja) | 車両の積層壁 | |
| CN207433316U (zh) | 车载充电机安装架及机动车 | |
| CN114611210A (zh) | 一种乘用车和商用车通用化平台及其设计方法 | |
| KR20050100436A (ko) | 화물 운반용 전기자동차 | |
| CN204586472U (zh) | 一种五座电动轿车布局结构 | |
| GB2504997A (en) | Sports car and range of sports cars | |
| CN219172523U (zh) | 车辆组装模块和车辆 | |
| KR102506239B1 (ko) | 전기자동차용 차체 구조 | |
| CN212354150U (zh) | 一种车辆 | |
| CN203805998U (zh) | 一种全承载式纯电动客车的车架结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181128 |
|
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20191219 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200624 |
|
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200710 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200710 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20240704 Start annual number: 5 End annual number: 5 |