KR20200057422A - 초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 - Google Patents
초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 Download PDFInfo
- Publication number
- KR20200057422A KR20200057422A KR1020180141816A KR20180141816A KR20200057422A KR 20200057422 A KR20200057422 A KR 20200057422A KR 1020180141816 A KR1020180141816 A KR 1020180141816A KR 20180141816 A KR20180141816 A KR 20180141816A KR 20200057422 A KR20200057422 A KR 20200057422A
- Authority
- KR
- South Korea
- Prior art keywords
- diamond
- powder
- sintering
- particle size
- manufacturing
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/6303—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/427—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Abstract
본 발명은 다결정 다이아몬드의 소결 과정에서 발생하는 비정상 입성장을 억제하는 소결 방법에 관한 것이다. 본 발명은 최소한 2 개의 입도 피크를 갖고 평균입도(D50)가 0.5 ~ 1 ㎛인 제1 다이아몬드 분말을 제공하는 단계; 상기 제1 다이아몬드 분말을 결합제 분말과 혼합하여 성형하는 단계; 및 초경기판 상에서 상기 성형된 성형체를 고온고압 소결하는 단계를 포함하는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법을 제공한다. 본 발명에 따르면, 추가적인 물질의 투입 없이 PCD 입자의 입도를 제어함으로써 다이아몬드 입자의 비정상 입자 성장을 억제하는 PCD 소결체의 제조 방법을 제공할 수 있게 된다.
Description
본 발명은 다결정 다이아몬드의 소결 방법에 관한 것으로, 보다 상세하게는 다결정 다이아몬드의 소결 과정에서 발생하는 비정상 입성장을 억제하는 소결 방법에 관한 것이다.
WC/Co계 초경기판에 다결정다이아몬드(polycrystalline diamond; PCD) 고경도층을 형성한 고경도 소결체는 공구재료로서 많이 쓰이고 있다. 종래의 고경도 소결체는 WC/Co계 초경기판 상에 다이아몬드분말과 코발트를 주성분으로 하는 결합재분말을 혼합한 원료 분말을 올려놓고, 2000℃ 이상의 고융점재료(예컨대 Ta, Mo, Nb 등)로 이루어진 내화금속도가니에 장입하여 다이아몬드가 안정한 고온고압하에서 소결되어 제조된다.
PCD 소결층의 주된 결합재는 초경기판으로부터 확산되어 들어오거나, 원료분말의 결합재분말에 포함되어 있던 코발트이다. 코발트는 상기 소결온도 및 압력 하에서 용융하여 액상을 이루는데, 이러한 액상 코발트는 PCD 형성반응의 촉매역할을 하게 된다. 즉, 액상 코발트 내에서 다이아몬드의 활동도는 매우 높아지므로, 상기 액상의 코발트 내로 확산된 다이아몬드입자의 성장 및 결합반응이 활발하게 일어나서 다결정을 이루게 된다.
한편, 상기 도가니는 2000℃ 이상의 고융점재료로 이루어져 있어, PCD 소결과정에서 용융되지 않고 안정하게 유지된다.
그러나, 이러한 종래의 제조방법에 의하면, 소결과정에서 초경기판에 인접한 다이아몬드 표면 부근의 입자가 비정상적으로 성장하는 문제점이 있었다.
다이아몬드가 입자성장을 일으키게 되면, 목표한 입도의 미세결정을 가지는 소결체를 제작할 수 없다. 또한, 비정상적인 입자성장이 일어난 소결체로 제작된 공구로 피삭재를 절단하면, 피삭재 절단면의 조도가 나빠지는 문제점이 있다.
특히, 다이아몬드 입자가 100㎛ 이상으로 비정상 성장할 경우에는, 소결체를 공구로 제작하기 위한 EDM(Electrical Discharge Machine) 와이어 방전가공이 불가능하게 되는 문제가 있다.
이러한 다이아몬드의 비정상적인 입자성장을 방지하기 위하여, 다이아몬드 입자의 입계에 위치하여 다이아몬드입자성장을 방해하는 4A~6A족 금속의 탄화물, 질화물, 붕화물이나 이들의 혼합분말을 원료분말에 넣고 소결하는 방법이 제안된 바 있다.
그러나, 상기 방법의 경우 추가적인 물질을 첨가해야 하므로 원가가 상승하고 이들을 혼합분쇄하는 추가적인 공정이 필요할 뿐 아니라, 코발트 외의 다른 물질이 다이아몬드 사이를 채우게 되어 소결치밀도가 떨어진다는 문제가 있다. 또한, 상기 탄화물 등은 소결체 내에서 편석을 일으킬 수 있어, 소결체의 기계적특성의 균질도를 떨어뜨리게 되는 부작용도 있었다.
그 밖에 다이아몬드와 초경기판 사이에 Co 함침을 줄이기 위해 WC 또는 TiC 코팅층을 추가하고자 하는 시도 또한 마찬가지의 부작용에 봉착하게 된다.
상기 기술적 과제를 달성하기 위하여 본 발명은, 추가적인 물질의 투입 없이 다이아몬드 입자의 비정상 입자 성장을 억제하는 PCD 소결체의 제조 방법을 제공하는 것을 목적으로 한다.
상기 기술적 과제를 달성하기 위하여 본 발명은, 최소한 2 개의 입도 피크를 갖고 평균입도(D50)가 0.5 ~ 1 ㎛인 제1 다이아몬드 분말을 제공하는 단계; 상기 제1 다이아몬드 분말을 결합제와 혼합하고 성형하는 단계; 및 초경기판 상에서 상기 성형된 성형체를 고온고압 소결하는 단계를 포함하는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법을 제공한다.
본 발명에서 상기 제1 다이아몬드 분말은 D90 < 2 ㎛인 것이 바람직하다. 또한, 상기 제1 다이아몬드 분말의 입도분포 상의 제1 피크는 0.1 ㎛ 미만이고, 제2 피크는 1.0 ㎛ 이상인 것이 바람직하다.
또한, 상기 제1 다이아몬드 분말 제공 단계는, 0.5~1 ㎛의 평균입경(D50)을 갖는 제2 다이아몬드 분말과 1~2 ㎛의 평균입경(D50)을 갖는 제3 다이아몬드 분말을 혼합하는 단계를 포함할 수 있다.
이 때, 상기 제2 다이아몬드 분말은, 0.1 ㎛ 미만의 입도 피크와 0.1~1.0 ㎛ 미만의 입도 피크를 갖는 바이모달 분포일 수 있다.
본 발명에서 상기 소결 단계는 1300~1400℃의 온도 및 5~6Gpa의 압력에서 수행될 수 있다.
또한, 본 발명에서 상기 혼합 및 성형 단계의 결합제는 IVB, VB 또는 VIB 족 금속의 탄화물, 질화물 또는 탄질화물을 포함하지 않는다.
본 발명에서 상기 결합제 분말의 D50은 상기 제1 다이아몬드 분말의 D50 보다 같거나 작은 것이 바람직하다.
본 발명에 따르면, 추가적인 물질의 투입 없이 PCD 입자의 입도를 제어함으로써 다이아몬드 입자의 비정상 입자 성장을 억제하는 PCD 소결체의 제조 방법을 제공할 수 있게 된다.
도 1은 본 발명의 일실시예에 따라 제조된 PCD 소결체를 관찰한 전자현미경 사진이다.
도 2는 본 발명의 일실시예에 따른 다이아몬드 분말의 전자현미경 사진이고, 도 3은 그 입도분포도이다.
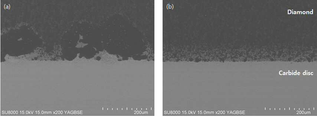
도 4는 본 발명의 일실시예에 따라 제조된 PCD 소결체의 단면을 촬영한 사진이다.
도 5는 본 발명의 일실시예에 따라 제조된 PCD 소결체 공구의 절삭 테스트 후 사진이다.
도 2는 본 발명의 일실시예에 따른 다이아몬드 분말의 전자현미경 사진이고, 도 3은 그 입도분포도이다.
도 4는 본 발명의 일실시예에 따라 제조된 PCD 소결체의 단면을 촬영한 사진이다.
도 5는 본 발명의 일실시예에 따라 제조된 PCD 소결체 공구의 절삭 테스트 후 사진이다.
이하 도면을 참조하여 본 발명의 바람직한 실시에를 설명함으로써 본 발명을 상술한다.
일반적으로, PCD 소결체 공구의 제조 시 비정상 입성장은 200 nm 이하의 IVB, VB 또는 VIB 족 금속의 탄화물, 질화물 또는 탄질화물의 비정상 입성장 억제제의 사용에 의해 얻어진다.
비정상 입성장의 메커니즘에 대해서는 명확히 밝혀진 바는 없지만, 소위 오스트발트 라이프닝(Oswald Ripening)이라고 부르는 입자 성장 메커니즘에 따르면 입자의 크기 차는 입성장의 구동력을 제공한다. 따라서, 주위에 비해 높은 곡률 반경을 갖는 작은 입자는 비정상 입자로 성장할 가능성이 높은 것으로 이해된다. 이에 따라, 좁은 범위의 균일한 입도 분포를 갖는 분말이 비정상 입자 성장을 억제하는 데에 보다 바람직한 출발 원료의 상태로 여겨지고 있다.
그러나, 본 발명의 발명자들은 다이아몬드 출발 원료 분말의 입도 분포에 대하여 연구한 결과 특정한 조건의 넓은 입도분포를 갖는 출발 분말 구체적으로는 바이모달 분포와 같은 입도분포의 분말이 비정상 입성장을 억제하는 데에 유리함을 발견하였다.
본 발명의 일실시예에서 다이아몬드 출발 원료는 둘 이상의 입도 분포를 갖는 분말의 혼합물(mixture)일 수 있다. 혼합 다이아몬드 분말은 체적%로 표현되는 입도 분포 상에서 복수의 입도 피크를 갖는다. 바람직하게는 적어도 하나의 낮은 입도의 피크는 1 ㎛ 미만에 존재하고, 적어도 하나의 높은 입도의 피크는 1 ㎛ 이상에서 존재한다. 더 바람직하게는 적어도 하나의 낮은 입도의 피크는 0.1 ㎛ 미만에 존재하고, 적어도 하나의 높은 입도의 피크는 1 ㎛ 이상에서 존재한다.
본 발명에서 입도를 나타내는 Dxx는 입자의 체적 누적백분율이 xx%에 도달할 때의 입도를 의미한다. D50은 체적 누적 백분율이 50%에 도달할 때의 입도를 말한다. 이하 본 발명의 명세서에서 D50은 평균입도로 표현한다.
본 발명에서 출발원료로서의 다이아몬드 분말의 D50은 결합제로 포함되는 금속 입자의 D50에 비해 같거나 큰 것이 바람직하다. 예컨대, D50=0.8 ㎛인 Co 결합제를 출발 원료로 포함하는 경우 다이아몬드 분말의 D50 = 0.8 ㎛인 것이 좋다.
결합제의 평균 입경 보다 낮은 평균입경을 갖는 다이아몬드 분말은 국부적인 바인더의 응집을 초래하며, 비정상 입성장의 발생 가능성을 높일 수 있다.
이하에서는 본 발명의 PCD 소결 공구의 제조 방법의 일례를 설명한다.
먼저, 출발 물질로서 다이아몬드 분말과 결합제 분말이 준비된다.
본 발명에서 다이아몬드 분말은 넓은 입도분포, 예컨대 바이모달 또는 멀티모달 분포를 갖는 것이 사용되는 것이 바람직하다. 이를 위하여, 2 종의 입도분포를 갖는 다이이몬드 분말이 혼합될 수 있다. 후술하는 본 발명의 실시예에 나타난 바와 같이, 평균입경(D50)이 0.5~1 ㎛인 다이아몬드 분말, 평균입경(D50)이 1~2 ㎛인 다이아몬드 분말의 혼합물이 출발 원료로 사용될 수 있다. 원하는 입도 분포의 출발 원료를 얻기 위하여 두 분말은 적절한 비율로 혼합될 수 있다.
결합제 분말은 바람직하게는 코발트 분말인 것이 좋으나, 이에 한정되지 않는다. 예컨대, Fe, Ni 등의 금속 분말 또는 그 혼합물이 결합제 분말로 사용될 수 있다.
이어서, 다이아몬드 분말과 결합제 분말이 혼합된다. 혼합은 IPA를 분산매로 초경 볼을 이용한 볼 밀에 의해 적절히 수행될 수 있다. 예컨대 혼합은 60~80 rpm의 속도로 2~4 시간 동안 수행될 수 있다.
다음, 혼합된 분말을 건조하고 적절한 압력으로 프레싱하여 성형한다. 성형체는 적절한 치구를 통해 고압고온(HPHT) 소결장비에서 소결된다. 본 발명에서 소결 조건은 1300~1400℃, 5~6Gpa 하에서 1시간 동안 소결하는 것이 바람직하다.
<입자크기에 따른 바인더 분산성 테스트>
평균입경에 따른 다이아몬드 입자의 바인더 분산성을 테스트하였다. 바인더 평균입경이 0.5 ㎛미만인 다이아몬드 입자와 평균입경이 1~2㎛인 입자를 1:1의 중량비로 혼합하고 여기에 코발트 분말을 혼합하여 소결원료분말로 하였다. 이 때, 다이아몬드 분말과 코발트 분말의 배합비는 중량비로 94:6으로 하였다. 혼합은 초경볼을 사용하여 70 rpm의 속도로 3시간 동안 혼합하였다. 혼합된 분말을 건조한 후 프레싱하여 성형체를 제조하였다. 비교를 위하여 평균입경이 0.5~1 ㎛인 다이아몬드 입자와 평균입경이 1~2㎛인 입자를 1:1의 중량비로 혼합하여 동일한 방식으로 성형체 샘플을 제조하였다.
WC-10wt% Co 초경기판에 성형체를 올려 놓은 후 상기 혼합원료 분말과 기판을 Ta Cup에 장입하여 Cup 조립체를 만들고, MgO 압분체 도가니에 Cup 조립체를 장입한 후 벨트형의 고압장비를 사용하여 1300~1400℃, 5~6Gpa 하에서 1시간 동안 소결하였다.
도 1은 제조된 PCD 소결체를 관찰한 전자현미경 사진이다. 먼저, 도 1의 (a)는 평균입경 0.5 ㎛미만인 다이아몬드 입자와 평균입경이 1~2㎛인 입자를 혼합하여 제조한 소결체 샘플의 사진이고, 도 2의 (b)는 평균입경 0.5~1 ㎛인 다이아몬드 입자와 평균입경이 1~2㎛인 입자를 혼합하여 제조한 소결체 샘플의 사진이다.
각 사진에서 상단 사진은 SE 모드에서의 사진이고, 하단 사진은 BSE 모드에서의 사진인데, 도 1의 (a)에 도시된 바와 같이, 평균입경 0.5 ㎛미만인 다이아몬드 입자를 사용한 경우에는 Co 바인더의 응집 현상이 관찰되어 PCD 제조에는 부적합한 크기임을 알 수 있다. 반면, 평균입경이 0.5~1 ㎛인 다이아몬드 입자의 경우에는 이와 같은 응집 현상이 관찰되지 않았다.
<혼합 다이아몬드 입자의 제조>
평균 입경(d50)이 0.60 ㎛인 다이아몬드 입자 샘플 #1과 평균 입경(d50)이 1.40 ㎛인 다이아몬드 입자 샘플 #2를 중량비 5:5로 혼합하여 다이아몬드 입자 혼합 샘플 #3을 제조하였다. 각 다이아몬드 입자의 입도 분포는 아래 표 1과 같다. 아래 L.P는 Large Paticle의 약자로 D99.9와 동일한 의미이다.
| 구분 | d5 | d10 | d50 | d90 | d95 | L.P |
| #1 | 0.07 | 0.08 | 0.60 | 1.21 | 1.40 | 1.88 |
| #2 | 0.69 | 0.80 | 1.40 | 2.33 | 2.61 | 3.44 |
| #3 | 0.07 | 0.09 | 0.83 | 1.86 | 2.20 | 3.12 |
도 2의 (a) 내지 (c)는 각 샘플 #1~#3의 전자현미경 사진이고, 도 3의 (a) 내지 (c)는 입도분포도이다. 입도분포는 Malvern사의 Mastersizer3000 장비를 이용하여, 레이저 산란법(Laser light scattering)으로 측정하였다.
도 3을 참조하면, 혼합 샘플 #3은 바이모달 분포를 나타내는데, 제1 피크는 0.1 ㎛ 미만인 지점, 제2 피크는 1.0 ㎛ 이상인 지점에서 관찰되고 있다.
<PCD의 제조>
입자 샘플 #2 및 #3의 다아이몬드 분말에 코발트 분말을 혼합하여 소결원료분말로 하였다. 이 때, 다이아몬드 분말과 코발트 분말의 배합비는 중량비로 94:6으로 하였다. 혼합은 초경볼을 사용하여 70 rpm의 속도로 3시간 동안 혼합하였다. 혼합된 분말을 건조한 후 프레싱하였다.
WC-10wt% Co 초경기판에 성형체를 올려 놓은 후 상기 혼합원료 분말과 기판을 Ta Cup에 장입하여 Cup 조립체를 만들고, MgO 압분체 도가니에 Cup 조립체를 장입한 후 벨트형의 고압장비를 사용하여 1300~1400℃, 5~6Gpa 하에서 1시간 동안 소결하였다.
도 4의 (a) 및 (b)는 각각 입자 샘플 #2 및 입자 샘플 #3로 제조된 PCD 소결체의 단면을 촬영한 사진이다.
도 4의 (a)를 참조하면, 샘플 #2로 제조된 PCD 소결체의 경우 초경기판과의 계면 부근에 0.1 mm 이상의 직경을 갖는 비정상 입자가 발달되어 있음을 알 수 있다. 샘플 #2의 경우 계면 길이 20 mm 범위에서 0.1 mm 이상의 직경을 갖는 비정상 입자의 개수는 약 37개였다. 반면, 입자 샘플 #3로 제조된 PCD 소결체의 경우 비정상 입성장이 관찰되지 않음을 알 수 있다.
<절삭 성능 테스트>
제조된 PCD로 절삭 성능을 테스트하였다. 절삭 성능은 아래의 조건에서 12.74㎞ 절삭 후 마모량을 비교하였다.
[Tool] SPGN120304
[Cutting Condition] vc=800m/min, fr=0.12mm/rev, ap=0.5mm, wet
[Workpiece] A390(Si 17%)
도 5의 (a) 및 (b)는 절삭 테스트 후의 공구를 촬영한 사진이고, 표 2에 공구의 마모량을 측정한 결과를 나타내었다.
| 구분 | 마모량 |
| 샘플 #2 | 230 ㎛ |
| 샘플 #3 | 190 ㎛ |
위 표에 나타낸 바와 같이, 샘플 #3의 경우 샘플 #2 보다 높은 내마모 특성을 가짐을 알 수 있다.
이상 본 발명의 바람직한 실시예에 대하여 설명하였지만, 본 발명의 기술적 사상이 상술한 바람직한 실시예에 한정되는 것은 아니며, 특허청구범위에 구체화된 본 발명의 기술적 사상을 벗어나지 않는 범주에서 다양하게 구현될 수 있다.
Claims (8)
- 최소한 2 개의 입도 피크를 갖고 평균입도(D50)가 0.5 ~ 1 ㎛인 제1 다이아몬드 분말을 제공하는 단계;
상기 제1 다이아몬드 분말을 결합제 분말과 혼합하여 성형하는 단계; 및
초경기판 상에서 상기 성형된 성형체를 고온고압 소결하는 단계를 포함하는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항에 있어서,
상기 제1 다이아몬드 분말은 D90 < 2 ㎛인 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항 또는 제2항에 있어서,
상기 제1 다이아몬드 분말은,
입도분포 상의 제1 피크는 0.1 ㎛ 미만이고, 제2 피크는 1.0 ㎛ 이상인 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항에 있어서,
상기 제1 다이아몬드 분말 제공 단계는,
0.5~1 ㎛의 평균입경(D50)을 갖는 제2 다이아몬드 분말과 1~2 ㎛의 평균입경(D50)을 갖는 제3 다이아몬드 분말을 혼합하는 단계를 포함하는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제4항에 있어서,
상기 제2 다이아몬드 분말은,
0.1 ㎛ 미만의 입도 피크와 0.1~1.0 ㎛ 미만의 입도 피크를 갖는 바이모달 분포인 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항에 있어서,
상기 소결 단계는 1300~1400℃의 온도 및 5~6Gpa의 압력에서 수행되는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항에 있어서,
상기 혼합 및 성형 단계의 결합제는 IVB, VB 또는 VIB 족 금속의 탄화물, 질화물 또는 탄질화물을 포함하지 않는 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법. - 제1항에 있어서,
상기 결합제 분말의 D50은 상기 제1 다이아몬드 분말의 D50 보다 같거나 작은 것을 특징으로 하는 다결정다이아몬드 소결 공구의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180141816A KR20200057422A (ko) | 2018-11-16 | 2018-11-16 | 초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180141816A KR20200057422A (ko) | 2018-11-16 | 2018-11-16 | 초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200057422A true KR20200057422A (ko) | 2020-05-26 |
Family
ID=70915202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180141816A KR20200057422A (ko) | 2018-11-16 | 2018-11-16 | 초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200057422A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220101446A (ko) | 2021-01-11 | 2022-07-19 | 한국야금 주식회사 | 다이아몬드 복합 다결정체 |
| KR20230019364A (ko) * | 2021-07-30 | 2023-02-08 | (주)에디코 | 소결체용 분말, 다결정질 다이아몬드 소결체 및 다결정질 다이아몬드 소결체의 제조방법. |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101457850B1 (ko) | 2011-08-23 | 2014-11-04 | 엘리먼트 씩스 리미티드 | 다이아몬드와 기재 사이에 그레인 성장 억제제 층을 가진 미세 다결정성 다이아몬드 컴팩트 |
-
2018
- 2018-11-16 KR KR1020180141816A patent/KR20200057422A/ko not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101457850B1 (ko) | 2011-08-23 | 2014-11-04 | 엘리먼트 씩스 리미티드 | 다이아몬드와 기재 사이에 그레인 성장 억제제 층을 가진 미세 다결정성 다이아몬드 컴팩트 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220101446A (ko) | 2021-01-11 | 2022-07-19 | 한국야금 주식회사 | 다이아몬드 복합 다결정체 |
| KR20230019364A (ko) * | 2021-07-30 | 2023-02-08 | (주)에디코 | 소결체용 분말, 다결정질 다이아몬드 소결체 및 다결정질 다이아몬드 소결체의 제조방법. |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8490721B2 (en) | Polycrystalline diamond | |
| KR102229047B1 (ko) | 공진 음향 믹서를 사용함으로써 초경합금 또는 서멧 분말을 제조하는 방법 | |
| US20090307987A1 (en) | Abrasive compacts | |
| KR102441723B1 (ko) | 서멧, 절삭 공구, 및 서멧의 제조 방법 | |
| KR20070094032A (ko) | 금속 분말 혼합물 | |
| KR20090097867A (ko) | 피삭성이 향상된 연마 콤팩트 | |
| US20230079359A1 (en) | Sintered Polycrystalline Cubic Boron Nitride Material | |
| KR20110136788A (ko) | 초경질/경질 복합체 물질 | |
| JP2012528780A (ja) | 多結晶ダイヤモンド | |
| JP5289532B2 (ja) | 超硬合金およびそれを用いた回転工具 | |
| CN108145168A (zh) | 细粒度金刚石复合片及其制备方法 | |
| KR20100134781A (ko) | 초경합금 | |
| KR20200057422A (ko) | 초미립 다결정 다이아몬드의 비정상 입자성장 제어 방법 | |
| KR20150024325A (ko) | 절삭 공구 어플리케이션들을 위한 초경질 소결체 및 그 제조 방법 | |
| JPH11302767A (ja) | 機械的特性に優れた超硬合金およびその製法 | |
| JP4331958B2 (ja) | 超硬合金の製造方法 | |
| US5061661A (en) | Method for producing tungsten carbide and cemented tungsten carbide article therefrom having a uniform microstructure | |
| JP4889198B2 (ja) | 超硬合金およびその製造方法、並びにそれを用いた回転工具 | |
| KR100568971B1 (ko) | 고경도 소결체의 제조방법 | |
| JP2017148895A (ja) | 耐折損性にすぐれたwc基超硬合金製ドリル | |
| JP5087776B2 (ja) | 複合ダイヤモンド体を製造する方法 | |
| JP2001198710A (ja) | 超硬合金押出し材料およびその製造方法並びに切削工具 | |
| JPH11181540A (ja) | 超微粒超硬合金 | |
| JP4035045B2 (ja) | スローアウェイチップおよびその製造方法 | |
| US20060159582A1 (en) | Controlling ultra hard material quality |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E601 | Decision to refuse application |