KR20190120719A - 진동 용접 장치, 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 진동 용접 장치의 제조 방법 - Google Patents
진동 용접 장치, 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 진동 용접 장치의 제조 방법 Download PDFInfo
- Publication number
- KR20190120719A KR20190120719A KR1020190044141A KR20190044141A KR20190120719A KR 20190120719 A KR20190120719 A KR 20190120719A KR 1020190044141 A KR1020190044141 A KR 1020190044141A KR 20190044141 A KR20190044141 A KR 20190044141A KR 20190120719 A KR20190120719 A KR 20190120719A
- Authority
- KR
- South Korea
- Prior art keywords
- vibration
- unit
- tool
- heads
- units
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/06—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding
- B29C65/0609—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using friction, e.g. spin welding characterised by the movement of the parts to be joined
- B29C65/0618—Linear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/06—Soldering, e.g. brazing, or unsoldering making use of vibrations, e.g. supersonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/10—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating making use of vibrations, e.g. ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/951—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/95—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94
- B29C66/951—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools
- B29C66/9513—Measuring or controlling the joining process by measuring or controlling specific variables not covered by groups B29C66/91 - B29C66/94 by measuring or controlling the vibration frequency and/or the vibration amplitude of vibrating joining tools, e.g. of ultrasonic welding tools characterised by specific vibration frequency values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3008—Instrument panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3044—Bumpers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/747—Lightning equipment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
본 발명은 기계적으로 연결되는 복수의 진동자를 갖는 진동 용접 장치에 대한 것이다. 이 진동 용접 장치 내에서, 개별 진동 유닛의 제 1 진동 방향이 공구의 길이 방향 축선에 대해 대략 횡방향으로 배향되도록 복수의 진동 유닛이 기다란 공구에 대해 배치되고, 따라서 진동 용접 과정 동안에, 2개의 부품은 부품의 길이 방향과는 다른 방향의 진동으로 서로에 용접될 수 있다.
Description
본 발명은 기계적으로 연결되는 복수의 진동자를 갖는 진동 용접 장치에 관한 것이다. 더욱이, 본 발명은 적어도 2개의 기다란 부품을 용접하기 위한 진동 용접 장치의 용도, 진동 용접 장치의 도움으로 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 복수의 전기 기계적인 진동자가 기계적으로 연결되는 진동 용접 장치의 제조 방법에 관한 것이다.
플라스틱 결합에서, 진동 용접이 알려져 있는 방법이다. 두 플라스틱 부품은 마찰 및 이에 의해 발생되는 열에 의해 연결된다. 일반적으로, 한 플라스틱 부품은 고정적으로 유지되고 다른 플라스틱 부품은 다른 플라스틱 부품에 접촉하여 압력을 받으면서 선형적으로 또는 궤도 운동으로 움직이게 된다.
선형적인 진동 용접에서, 서로 접촉하는 플라스틱 부품 사이의 상대 운동은 진동하는 부품의 기하학적 구조의 긴 측을 따라 일어난다. 운동이 경사지는 것을 방지하기 위해, 극히 평평한 용접 표면이 운동 방향으로 생기도록 부품들이 공구에 의해 기계에 유지된다.
기다란 부품의 경우, 용접 이음부 설계의 구성은 용접 방향이 부품의 가장 긴 측의 방향이 되도록 선택된다.
부품이 길이 방향으로 큰 경사를 갖는 경우, 또는 예컨대 직사각형, 즉 L-형의 윤곽 변화가 있는 경우, 길이 방향의 진동이 불가능하게 된다. 이는 예컨대 범퍼, 코너 주위에 있는 후방 라이트, 및 계기판을 갖는 자동차 산업에서의 경우이다.
현재, 추세는 코너에 주위에 이르는 후방 라이트로 향하고 있다. 후방 라이트는, 전형적으로 20 cm 미만의 X-방향 깊이에서 거의 2 m 이상의 Y-방향 길이에 이르고 또한 U 형상을 갖는 부품이다.
현재, 이들 용례는 다음과 같이 용접된다.
제 1 대안에 따르면, Y 방향의 길이 방향 연장을 기다란 부품을 용접하기 위해 Y 방향의 진동 방향을 갖는 표준 용접 기계가 사용된다. 부품은 90°회전되어, 그 부품의 짧은 X 축선이 용접 기계의 Y 진동 방향으로 배향된다. 진동 헤드를 90°만큼 회전시키고 부품의 정렬을 유지해도 이렇게 될 것이다. 이 경우, 부품은 측면까지 밖으로 연장되며, 이와 관련된 질량 분포로 인해 부품의 비대칭 진동(또는 흔들림)이 일어나게 된다. 이에 따라 용접 이음부/결합부에 결함이 생기게 된다. 기계에 대한 로딩 및 언로딩을 위한 인간 공학적인 부분이 또한 문제가 되고 에러 발생이 쉽다.
제 2 대안에서, 2개의 진동 헤드가 제 1 대안에서와 동일한 배향으로 사용된다. 이러한 배치는 두 진동 헤드가 매우 넓은 조절로 동상(in-phase)으로만 진동한다는 단점이 있다. 다른 단점은, 사용되는 진동 헤드의 진동 진폭의 차로 인한 것이다. 진폭이 다르면, 용접 결과가 고르지 않게 된다. 이러한 경우에, 용접될 부품 또는 부품 홀더(상측 공구)는 어떤 가요성을 가질 필요가 있는데, 이 또한 용접 결과에 부정적인 영향을 주게 된다.
더욱이, 서로 인접하여 배치되는 2개의 진동 헤드는, Y 방향으로 더 큰 길이를 갖는 플라스틱 부품이 진동자에 최적으로 적합하게 되지 않을 정도로 너무 작은 기다란 부품에 대한 구조적 폭을 형성한다. 부품은 문제가 되게 진동 헤드를 넘어 Y 방향으로 연장되고 진동 거동에 부정적인 영향을 주게 된다(흔들리는 경향이 있음). 한편, Y 방향으로 서로 멀리 떨어져 있는 두 진동 헤드는 조절하기가 어려운데, 이는 X 방향의 원하는 진동 거동에 부정적인 영향을 준다.
제 3 대안에서, 복수의 진동 헤드가 전자적으로 연결된다. 이러한 배치는 EP 1 772 253 B1("진동 용접 장치 및 방법")에 기재되어 있다. 이 경우, N(N = 2 이상)개의 진동 헤드가 서로에 인접하여 배치되고 전자적으로 연결되며, 한 진동 헤드는 마스터로서 역할하고 다른 진동 헤드는 슬레이브로서 역할한다. 슬레이브는 마스터의 진폭과 위상으로 조절되어, 모든 진동 유닛이 같은 위상과 진폭으로 진동하게 된다.
이 방법의 이점은, 각 진동 헤드는 개별적인 유닛으로 생각되고 또한 진동 헤드의 최대 수는 조절 속도에 의해서만 제한된다는 것이다. 개별적인 진동 헤드의 이러한 배치로, 각 진동 헤드 배치는 개별적인 공구를 갖는다. 단점은, 모든 공구는 진동 헤드의 동등한 진동수를 얻기 위해 거의 동일한 중량과 기하학적 구조를 가져야 한다는 것이다. 진동 헤드는 특히 중량에 의존하는 공진 진동수로 또는 그에 가까운 진동수로 항상 작동된다. 공진 진동수는 모든 진동 헤드에 대해 동일하거나 적어도 충분히 비슷하여, 공통적인 진동수로 공통적인 조절이 가능하다. 그러나, 100 Hz의 진동수의 경우에 개별적인 진동 헤드의 조절에 단지 0.1 Hz의 편차만 있더라도, 단지 5 초 후에 개별적인 진동 헤드의 위상 역전이 일어나게 된다. 진동수가 최적으로 조절 또는 제어되더라도, 진동의 시작 및 중단시 작은 진폭 편차가 생긴다. 개별적인 진동 헤드 또는 전체 시스템에서 그 자체는 문제가 되지 않는다. 그러나, 이는 플라스틱 부품의 어떤 가요성을 필요로 하는데, 이는 최종 분석에서 이들 편차를 수용해야 하고, 이 때문에 더 나쁜 용접 결과가 나타나게 된다.
그러므로, 기다란 U-형 도는 L-형 부품을 진동 용접으로 연결할 수 있는 진동 용접 장치의 대안적인 구성을 제공해야 하는 기술적인 과제가 존재한다.
위의 과제는, 독립 청구항 1에 따른 진동 용접 장치, 독립 청구항 6에 따른 진동 용접 장치의 용도, 독립 청구항 7에 따른, 진동 용접 장치에 의해 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 독립 청구항 9에 따른 진동 용접 장치의 제조 방법으로 해결된다. 본 발명의 유리한 실시 형태 및 추가 개량예는 이하의 설명, 첨부 도면 및 첨부된 청구 범위에서 알 수 있다.
기계적으로 연결되는 복수의 진동자를 갖는 본 발명에 따른 진동 용접 장치는, 서로 마주하는 적어도 한 쌍의 전자기 코일로 이루어지는 적어도 3개의 진동 유닛(상기 전자기 코일 사이에 배치되는 스프링 지지식 진동자가 전자기 코일에 의해 제 1 방향으로 선형 진동을 할 수 있음); 및 용접될 부품을 움직일 수 있게 해주고 모든 진동 유닛에 기계적으로 연결되는 기다란 공구를 포함하고, 개별 진동 유닛의 제 1 진동 방향이 공구의 길이 방향 축선에 대해 대략 횡방향으로 배향되도록 상기 진동 유닛이 기다란 공구에 대해 배치되고, 따라서 진동 용접 과정 동안에, 2개의 부품은 부품의 길이 방향과는 다른 방향, 특히 길이 방향에 대해 횡방향의 진동으로 서로에 용접될 수 있다.
바람직하게 U-형 또는 L-형을 갖는 기다란 부품을 진동 용접하는 경우, 진동 용접 분야에서 알려져 있는 복수의 진동 유닛(이 경우, 적어도 3개의 진동 유닛)이 그의 진동 방향이 서로에 용접될 기다란 부품의 길이 방향에 대략 수직이 되도록 배치되는 것이 유리한 것으로 입증되었다. 복수의 진동 유닛은, 그의 배치로 인해, 서로에 결합될 부품이 부품의 길이 방향 축선에 대해 횡방향으로 상대적으로 진동하게 만든다. 적어도 3개의 진동 유닛이 공통 공구 또는 이 공구와 진동 유닛 사이의 대응하는 커플링 요소에 의해 서로에 기계적으로 연결되기 때문에, 진폭과 진동수와 같은 진동 유닛의 진동 특성이 바람직하게 서로 조화될 수 있다. 대응적으로, 기계적으로 서로에 연결되는 이 복수의 진동 유닛 또는 진동 헤드는, 기계적으로 연결되는 복수의 진동자로부터 바람직하게 기계적으로 두번 연결된다(아래 참조). 이러한 구성에 의해, 적어도 3개의 진동 유닛 또는 진동 헤드의 균일한 횡방향 진동이 서로 연결될 부품에 공구에 의해 전달될 수 있고, 그래서, 길이 방향으로 일어나지 않는 진동에도 불구하고 부품들이 신뢰적으로 서로에 연결된다. 더욱이, 적어도 3개의 진동 유닛을 사용하면, 서로 연결될 부품을 그의 길이 방향으로 충분히 연장할 수 있어, 예컨대 움직이는 부분의 흔들림이 충분히 감소된다.
본 발명의 바람직한 실시 형태에 따르면, 적어도 3개의 진동 유닛이 스프링 지지 방식으로 공통 브리지에 체결된다,
또한, 바람직하게, 적어도 3개의 진동 유닛 또는 진동 헤드(아래 참조)는 공통 브리지 또는 진동 헤드를 연결하는 부품에서 공구의 길이 방향에 걸쳐 고르게 분산되어 있다. 이러한 고른 분산 배치 때문에, 진동은 공구의 길이 방향 축선에 대해 대략 횡방으로 공구에 연결 가능한 부품의 전체 길이 방향 연장에 공구에 의해 균일하게 전달된다.
진동을 발생시키기 위한 공지된 진동 유닛은 서로 마주하여 배치되는 전술한 적어도 한 쌍의 전자기 코일 및 이들 코일 사이에 배치되는 스프링 지지식 진동자로 이루어진다. 진동자는 스프링 패키지에 의해 브리지에 유지되고, 이 브리지는 바람직하게 전자기 코일을 연결한다. 브리지로부터 멀어지는 방향으로 향하는 진동자의 측에는, 상측 공구가 진동자에 직접 또는 커플링 요소에 의해 체결된다. 적어도 3개의 진동 유닛 사이의 진동을 조화시키기 위해서는, 개별적인 진동 유닛을 단지 하나의 공통 브리지로 서로에 연결하는 것이 유리한 것으로 입증되었다. 이와 유사하게(아래 참조), 복수의 진동 헤드가 단지 하나의 진동 헤드로서 기능하기 위해 서로에 기계적으로 연결된다. 각 진동 유닛에 개별적으로 제공되어 있는 이 공통 브리지는 모든 진동 유닛 및 이에 체결되는 스프링 패키지에 대한 동시적인 기부를 형성한다. 이 경우, 기부는 개별적인 진동 유닛 각각에 제공되는 하나의 전체적인 진동체에 추가되는 개별 브리지의 질량의 이익을 얻는다.
개별적인 진동 유닛 또는 진동 헤드의 진동의 바람직한 의도하는 조화, 안정화 및 통일에 추가로, 전체 진동은 특히 고르게 분산 배치된 진동 유닛 또는 진동 헤드에 의해 공구 및 부품에 전달된다. 이때, 진동 유닛 또는 진동 헤드는 바람직하게 공구의 길이 방향 연장과 함께 서로에 대해 옆에서 바람직하게 고르게 이격되어 배치된다. 이러한 배치에 의해, 기계적으로 연결되는 진동 유닛 또는 진동 헤드는 고른 진동을 도와주고 또한 부품 흔들림을 줄이기 위해 공구의 전체 길이 방향 영역에서 횡방향 진동을 전달한다.
본 발명의 다른 바람직한 실시 형태에 따르면, 복수의 진동 유닛 중의 하나는 마스터 진동 유닛을 형성하고, 나머지 진동 유닛 각각은 마스터 진동 유닛에 대한 슬레이브 진동 유닛을 형성하여, 모든 진동 유닛이 동기적으로 작동될 수 있다.
복수의 진동 유닛에 대한 이러한 종류의 조화된 제어는 EP 1 772 253 B1에 알려져 있고, 이는 그러한 마스터/슬레이브 제어의 실시 형태에 대해 특별히 참조된다.
복수의 진동 유닛 및/또는 진동 헤드의 전술한 기계적 연결 및 동기화에 바람직한 추가로, 진동 유닛 또는 진동 헤드는 전자적으로 연결된다. 이를 위해 마스터/슬레이브 회로가 사용된다. 이에 대응적으로 마스터/슬레이브 회로는 복수의 진동 유닛 및/또는 진동 헤드의 조화된 작동에 대한 추가적인 안전 레벨을 형성한다. 이렇게 해서, 용접 과정 동안에 작업물이 흔들릴 잠재적인 잔류 가능성이 감소된다.
다른 실시 형태에 따르면, 진동 용접 장치는 기계적으로 연결된 복수의 진동자를 형성하는 적어도 3개의 진동 헤드를 갖는 것이 바람직하다. 이들 진동 헤드 각각은 서로 마주하여 배치되는 적어도 한쌍의 전자기 코일을 포함하고, 이들 코일 사이에는 진동자가 배치된다. 진동자는 항상 스프링 패키지에 의해 브리지에 진동가능하게 체결된다. 이 바람직한 실시 형태는, 복수의 진동 헤드의 브리지는 서로에 기계적으로 연결되고 진동 헤드는 더욱이 기다란 공구에 의해 서로에 연결되는 것에 특징이 있다.
복수의 진동 유닛의 전술한 조합과 유사하게, 일 개체로서 얻어질 수 있는 기존의 진동 헤드를 서로에 연결하는 것이 또한 바람직하다. 본 발명의 아이디어에 대응하여, 적어도 3개의 진동 헤드는 바람직하게 두 측에 기계적으로 연결된다. 이 경우, 한 카플링 측은 이들 진동 헤드의 개별 브리지에 대한 기계적인 연결을 형성한다. 다른 커플링 측은 진동 헤드를 연결하는 공구 또는 공구와 진동 헤드 사이에 배치되는 커플링 요소에 의해 형성된다.
단지 하나의 진동 헤드로서 작용하는 물리적인 유닛은, 브리지를 서로에 공동으로 연결하고/연결하거나 진동 유닛을 서로에 공동으로 연결하여 N 개의 진동 헤드로 형성되고, 이는 공구가 나사 결합되는 공통 기부 판 또는 공구 그 자체에 의한 것이다. 이 결과, 단지 하나의 공진 진동수 및 하나의 진동 방향이 나타난다. 그래서, 진동 유닛의 전체 질량이 새로운 진동체를 형성하기 때문에 공구의 중량이 N개의 진동 판에 걸쳐 고르게 분산되는지는 중요하지 않다. 대응적으로, 복수의 진동 헤드의 이러한 기계적 연결에 의해, 복수의 진동 헤드는 동상으로 또한 더욱이 같은 진폭으로 진동할 수 있다.
진동 헤드의 질량 관련 치수가 진동 방향에 대한 횡방향 보다 진동 방향으로 더 길게 구성되어 있을 때 진동 헤드는 더 양호하게, 즉 에너지 소비가 적게 또한 흔들리는 경향이 작게 진동하는 것으로 나타났다. 전술한 진동 용접 장치의 다른 설계의 다른 바람직한 실시 형태에 따르면, 복수의 진동 유닛 또는 복수의 진동 헤드는 A/B≥1.0의 변 비를 갖는 대략 직사각형의 윤곽을 형성하는 기계적인 전체 유닛을 형성하고, 여기서 1은 하한 임계치가 된다. 이와 관련하여, 진동 장치의 설계 및 인간 공학적인 욥션과 관련하여 변 비를 가능한 한 크게 선택하는 것이 또한 바람직하다.
이와 관련하여, A 및 B는 전체 유닛의 질량에 실질적으로 기여하는 전체 유닛의 변 길이다. 장치를 덮는 하우징 부분만이 전체 유닛의 질량에 실질적으로 기여 하는 것은 아니라고 가정한다. 대신에, 연결된 브리지, 기부 판, 공구, 진동 유닛 등이 전체 질량에 실질적으로 기여한다. 이 경우, 변(A)은 진동 유닛 또는 진동 헤드의 제 1 진동 방향에 거의 평행하고, 변(B)은 공구의 길이 방향 축선에 거의 평행하다.
위의 치수에 따른 전체 유닛의 크기 및 배치가 서로에 연결되어 있는 복수의 진동 유닛 또는 진동 헤드의 진동 거동을 기계적으로 도와주는 것으로 밝혀졌다. 특히, 그로 인해, 서로에 기계적으로 연결되어 있는 복수의 진동 유닛 또는 진동 헤드는 단일의 진동 헤드로서 작용하게 된다. 이와 관련하여, 전체 유닛의 변 비의크기가 특히 관련 있다. 변 비가 클수록, 전체 시스템이 제 1 방향으로, 즉 변(A)에 평행하게 진동하는 경향이 더욱 현저하게 된다. 전체 유닛의 구성과 관련된 영향에 의해 바람직하게, 서로에 연결되어 있는 진동 유닛 또는 진동 헤드의 조화된 진동이 동일한 진동수, 위상 및 진폭으로 일어날 수 있다.
본 발명의 바람직한 실시 형태에 따르면, 그러므로 공동 진동체를 갖는 연결된 진동 유닛 또는 진동 헤드의 대략 직사각형의 윤곽은 A/B≥2.0의 변 비를 갖는다.
본 진동 용접 장치의 다른 바람직한 실시 형태에서, 부품을 수용하기 위한 공구는 적어도 1 m의 길이, 바람직하게는 ≥2 m의 길이를 갖는다. 공구 길이는, 횡방향으로 진동하고 또한 기다란 공구와 기계적으로 연결되어 있는 복수의 진동 헤드 또는 진동 유닛의 조합은 공구 또는 부품 길이에 대해 횡방향의 안정적인 진동 용접에 도움을 준다는 사실을 부각한다.
본 발명은 또한 짧은 변에 대한 긴 변의 변 비가 1 보다 큰 적어도 2개의 기다란 부품을 용접하기 위한 전술한 실시 형태에 따른 진동 용접 장치의 용도를 또한 포함하는데, 용접 진동은 서로에 연결되는 부품의 짧은 변에 거의 평행하게 배향된다.
더욱이, 본 발명은 특히 전술한 실시 형태 중의 하나에 따른 진동 용접 장치를 사용하는 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법을 포함한다. 본 발명에 따른 진동 용접 방법은 다음과 같은 단계, 즉, 진동 용접 장치의 기계적으로 서로에 연결되는 적어도 3개의 진동 유닛 또는 기계적으로 서로에 연결되는 적어도 3개의 진동 헤드에 기계적으로 연결되는 공구에 기다란 부품을 고정시키는 단계, 제 1 진동 방향이 부품의 길이 방향 축선과는 다른 방향, 바람직하게는 부품의 길이 방향 축선에 대해 횡방향으로 배향되도록, 진동 유닛 또는 진동 헤드에 연결되는 공구에 의해 부품의 진동을 발생시키는 단계, 및 진동하는 제 1 부품과 제 2 부품을 서로에 대해 가압하여 적어도 2개의 부품을 연결하는 단계를 포함한다.
이와 관련하여, 기다란 부품이 그의 길이에도 불구하고 다른 부품에의 연결을 위해 길이 방향 축선에 대해 횡방향의 신뢰적인 횡방향 진동을 발생시키도록, 서로에 연결되어 있는 복수의 진동 유닛 또는 진동 헤드의 진동을 기다란 부품에 전달하는 것이 유리한 것으로 입증되었다. 이는 구체적으로 발생되어, 복수의 진동 유닛 또는 복수의 진동 헤드를 기계적으로 서로에 연결된다. 바람직하게, 제 1 연결은 공구에 추가로 진동 유닛 또는 진동 헤드 각각에의 동시적인 연결을 이루는 공구 또는 그에 사용되는 커플링 요소에 의해 이루어진다. 이와 더불어, 진동 유닛 또는 진동 헤드는 그의 브리지로 서로에 연결하는 것이 바람직하다. 대응적으로, 진동 헤드로서 기능하는 장치가 얻어지며, 이러한 장치는 횡방향 진동을 전달하여 다른 부품에 연결하기 위해 기다란 부품의 충분한 길이 방향 부분을 덮는다.
더욱이, 전술한 바로 알 수 있는 바와 같이, 진동 유닛 또는 진동 헤드는 바람직하게 기계적으로 서로에 두번 연결되는데, 즉 공구 측과 브리지 측에서 연결된다.
본 발명에 따르면, 진동을 발생시키는 코일은 바람직하게 전력 공급부에 의해 충전되고, 연결된 진동 유닛은 단일 진동 유닛으로서 기능한다.
복수의 진동 유닛을 기계적으로 연결하는 것에 추가로, 진동 용접 방법은 추가적인 단계, 즉 적어도 하나의 진동 유닛을 마스터 진동 유닛으로서 제어하거나 적어도 하나의 진동 헤드를 마스터 진동 헤드로서 제어하는 단계, 및 나머지 진동 유닛을 마스터 진동 유닛에 대한 슬레이브 진동 유닛으로서 제어하거나 또는 모든 나머지 진동 헤드를 마스터 진동 헤드에 대한 슬레이브 진동 헤드로서 제어하는 단계를 갖는다. 이 바람직한 절차에 근거하여, 진동 유닛 및/또는 진동 헤드를 물리적으로 연결하여 기계적으로 조화시키는 것에 추가로, 전자 커플링이 바람직하다(전술한 바 참조요). 마스터/슬레이브 제어에 의한 전자 커플링은 바람직하게 복수의 진동 유닛 및/또는 진동 헤드의 동기화된 작동을 위한 추가적인 지지부를 형성한다.
본 발명은 또한 진동 용접 장치의 제조 방법을 포함하고, 이 방법은, 스프링 지지식 진동자를 사이에 두고 서로 마주하는 적어도 한 쌍의 전자기 코일로 이루어지는 적어도 3개의 진동 유닛 또는 진동 헤드를 제공하는 단계, 및 용접될 부품을 움직이게 할 수 있는 기다란 공구에 의해 적어도 3개의 진동 유닛 또는 진동 헤드를 연결하는 단계를 포함하고, 진동 유닛 또는 진동 헤드의 제 1 진동 방향이 기다란 공구의 길이 방향 축선과 다르게 배향되도록 상기 기다란 공구가 적어도 3개의 진동 유닛에 대해 배치된다.
이 제조 방법과 관련하여, 더욱이, 적어도 3개의 진동 유닛을 평행 배치로 공통 브리지에 체결하는 것이 바람직하다. 다른 대안예에 따르면, 적어도 3개의 진동 헤드를 평행 배치로 그의 브리지로 서로에 기계적으로 연결하는 것이 바람직하다. 이리하여, 서로 조합되는 복수의 진동 유닛 또는 진동 헤드가 단일 진동 헤드로서 기능하게 되는 이미 전술한 효과가 얻어진다.
본 발명의 다른 바람직한 실시 형태에 따르면, 제조 방법은, 진동 유닛 또는 진동 헤드를 연결하여, 바람직하게는 A/B≥1.0의 변 비를 갖는 대략 직사각형의 윤곽을 규정하는 기계적인 전체 유닛을 형성하는 추가 단계를 포함하며, 여기서 A는 진동 유닛 또는 진동 헤드의 제 1 진동 방향에 평행하게 배치되고 B는 공구의 길이 방향 축선에 평행하게 배치된다.
첨부 도면을 참조하여 본 발명의 바람직한 실시 형태를 더 상세히 설명한다.
도 1은 진동 헤드의 바람직한 실시 형태를 개략적으로 나타낸다.
도 2a는 서로 용접될 2개의 L-형 부품이 서로 상하로 배치되어 있는 것을 개략적으로 나타낸다.
도 2b는 서로 용접될 2개의 U-형 부품을 개략적으로 나타낸다.
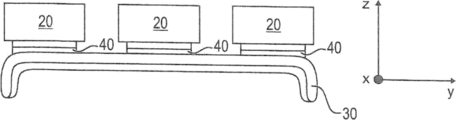
도 3은 공통 공구에 의해 서로에 기계적으로 연결되는 3개의 진동 유닛을 갖는 진동 용접 장치의 바람직한 실시 형태를 나타낸다.
도 4는 U-형 부품을 공구를 갖는 도 5에 따른 진동 장치를 사시도로 개략적으로 나타낸다.
도 5는 공통 공구 및 공통 브리지에 의해 서로에 물리적으로 연결되는 3개의 진동 유닛을 갖는 진동 용접 장치의 바람직한 실시 형태를 개략적으로 나타낸다.
도 6은 도 7에 따른 진동 용접 장치의 바람직한 실시 형태를 사시도로 나타낸다.
도 7은 공통 공구 및 공통 브리지에 의해 서로에 연결되는 3개의 진동 헤드로 이루어지는 진동 용접 장치의 바람직한 실시 형태의 개략적인 측면도를 나타낸다.
도 8은 도 4의 바람직한 실시 형태의 사시도를 나타내고, 이 경우 공구는 나타나 있지 않다.
도 9는 본 발명의 제조 방법의 바람직한 실시 형태의 흐름도를 나타낸다.
도 10은 본 발명에 따른 제조 방법의 바람직한 실시 형태의 흐름도를 나타낸다.
도 2a는 서로 용접될 2개의 L-형 부품이 서로 상하로 배치되어 있는 것을 개략적으로 나타낸다.
도 2b는 서로 용접될 2개의 U-형 부품을 개략적으로 나타낸다.
도 3은 공통 공구에 의해 서로에 기계적으로 연결되는 3개의 진동 유닛을 갖는 진동 용접 장치의 바람직한 실시 형태를 나타낸다.
도 4는 U-형 부품을 공구를 갖는 도 5에 따른 진동 장치를 사시도로 개략적으로 나타낸다.
도 5는 공통 공구 및 공통 브리지에 의해 서로에 물리적으로 연결되는 3개의 진동 유닛을 갖는 진동 용접 장치의 바람직한 실시 형태를 개략적으로 나타낸다.
도 6은 도 7에 따른 진동 용접 장치의 바람직한 실시 형태를 사시도로 나타낸다.
도 7은 공통 공구 및 공통 브리지에 의해 서로에 연결되는 3개의 진동 헤드로 이루어지는 진동 용접 장치의 바람직한 실시 형태의 개략적인 측면도를 나타낸다.
도 8은 도 4의 바람직한 실시 형태의 사시도를 나타내고, 이 경우 공구는 나타나 있지 않다.
도 9는 본 발명의 제조 방법의 바람직한 실시 형태의 흐름도를 나타낸다.
도 10은 본 발명에 따른 제조 방법의 바람직한 실시 형태의 흐름도를 나타낸다.
도 1 은 바람직한 진동 유닛(20)을 갖는 공지된 진동 헤드(2)를 나타낸다. 진동 유닛(20)은 서로 마주하여 배치되는 한쌍의 전자기 코일(22)을 포함한다. 이때, 서로 마주하여 배치되는 복수 쌍의 전자기 코일(22)을 사용하는 것도 바람직하다. 코일(22)이 번갈아 대전되면, 코일 사이에 배치되어 있는 진동자(24)가 선형적으로 진동하게 된다. 진동자(24)의 진동을 돕기 위해, 진동자는 스프링 패키지(26)에 의해 브리지(28)에 체결된다. 진동자(24)는 공구(30)에 연결된다. 이 공구(30)는 진동자(24)의 진동을 부품에 전달하기 위해 그 부품을 수용하는 역할을 한다. 진동하는 부품이 다른 부품에 가압되면, 진동으로 발생되는 마찰열에 의해, 두 부품이 연결된다. 코일(22)의 배치에 대응하여, 진동자(24)와 공구(30)가 진동자(24)의 길이 방향으로 진동하게 된다(도 1에서 이중 화살표 참조).
일반적으로, 부품(B1, B2)을 진동 용접으로 연결하기 위해 이들 부품은 길이 방향으로, 즉 Y-방향으로 진동하게 된다. 도 2a 및 2b에서 부품(B1, B2)이 바람직하게 L-형 및 U-형인 경우에 그들 부품이 손상될 것이다. 손상을 방지하기 위해, 부품(B1, B2)은 바람직하게 X-방향, 즉 바람직하게는 부품(B1, B2)의 길이 방향 축선에 대해 횡방향으로 진동한다.
U-형 또는 L-형으로 Y-방향으로 연장되어 있는 기다란 부품(B1, B2)을 신뢰적으로 용접하기 위해, 그 기다란 부품은 길이 방향 축선에 대해 횡방향으로, 즉 X-방향으로 진동한다. 이를 위해, 적어도 3개의 진동 유닛(20) 또는 적어도 3개의 진동 헤드(2)가 거의 균일하게 진동하기 위해 서로에 기계적으로 연결된다. 이와 관련하여 진동 유닛(20)은 코일(22), 진동자(24), 스프링 패키지(26) 및 브리지(28)로 이루어진 조합체를 말한다.
적어도 3개의 진동 유닛(20)의 진동 방향은 X-방향에 평행하게, 그래서 부품(B1, B2)의 길이 방향에 대해 횡방향으로 배치된다. 더욱이, 도 3에서 알 수 있는 바와 같이 진동 유닛(20)은 서로 평행하게 배치된다.
적어도 3개의 진동 유닛(20)이, 진동을 가능한 한 균일하게 전체 부품 길이 또는 부품 길이의 대부분에 전달하기 위해 부품(B1, B2)의 길이 방향으로 고르게 분산되어 있다. 그러므로, 평행하게 배치되는 3개 이상의 진동 유닛(20), 예컨대 4개, 5개 또는 6개의 진동 유닛(20) 또는 진동 헤드(2)를 사용하는 것이 바람직하다.
진동 유닛(20)은 모두 바람직하게 동일한 공구(30)에 직접 또는 공통 커플링 요소(40)에 의해 간접적으로 연결된다. 이는 복수의 진동 유닛(20)이 대략 동일한 진동수와 진폭으로 바람직하게 작동하는데 도움이 된다. 이렇게 해서 신뢰적인 진동 결과가 얻어진다.
복수의 진동 유닛(20)이 공통 공구(30)에 의해 기계적으로 연결되면, 진동 용접 장치는 단일 진동 헤드처럼 작용한다.
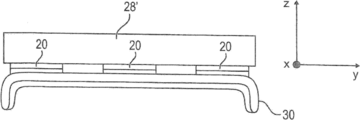
본 발명의 다른 바람직한 실시 형태에 따르면, 적어도 3개의 헤드(20)의 공동 작동은, 진동 유닛(20)이 공통 브리지(28')에 체결되어 있어 추가적으로 개선된다. 대응적으로, 공통 브리지(28')는 복수의 스프링 패키지(26), 코일 쌍(22) 및 복수의 진동 유닛(20)의 진동자(24)를 지지하고 유지시킨다. 이는 도 4에 개략적으로 나타나 있다. 따라서, 적어도 3개의 진동 유닛(20)은 2번, 즉 바람직하게 연속적으로 연장되어 있는 공구(30)와 공통 브리지(28')에 의해 서로에 기계적으로 연결된다.
단순화된 표현을 위해, 커플링 요소(40)는 개략적인 도 4 및 5에 나타나 있다. 그럼에도, 커플링 요소(40)는 진동 유닛(20)과 공구(30)를 연결하기 위해 바람직하게 사용된다.
도 6 및 7은 본 발명의 다른 바람직한 실시 형태를 나타낸다. 전술한 진동 유닛(20) 대신에, 적어도 3개의 진동 헤드(2)가 평행 배치로 서로에 기계적으로 연결된다. 바람직한 대안예에 따르면, 기계적인 연결은 연속적인 공구(30)에 의해 이루어진다. 이를 위해, 공구(30)는 바람직한 커플링 요소(40)(나타나 있지 않음)에 의해 각 설정 헤드(2)에 연결된다.
도 6를 참조하여 알 수 있는 바와 같이, 각 진동 헤드(2)는 도 1에 따른 종래 기술에 알려져 있는 바와 같은 하위 부품으로서 진동 유닛(20)을 포함한다.
진동 헤드(2)의 공동 작동을 지원하기 위해, 진동 헤드는 바람직하게 연결 요소(50)에 의해 기계적으로 연결된다. 그리하여 연결 요소(50)는 전술한 공통 브리지(28')와 동일한 기능을 수행한다.
도 4에서의 배치와 동일한 방식으로, 공구(30)와 공통 브리지(28') 또는 연결 요소(50)에 의한 기계적인 연결은 X-방향으로, 즉 공구(30) 또는 부품(1, 2)의 길이 방향 축선에 대해 횡방향으로의 진동 용접 진동 거동을 지원하는 기능을 한다. 기계적인 전체 유닛(60)은 공구(30)와 공통 브리지(28') 또는 연결 요소(50)에 의한 진동 유닛(20) 또는 설정 헤드(2)의 이중 기계적 연결로 얻어진다. 이 전체적인 유닛(60)은 바람직하게 변(A, B)을 갖는 대략 직사각형의 윤곽을 갖는다. 변(B)은 Y-방향 또는 공구(30)와 부품(B1, B2)의 길이 방향 축선에 평행하다. 변(A)은 진동 용접 장치의 진동 방향, 즉 X-방향으로 배향된다.
X-방향의 진동 거동을 기계적으로 지원하기 위해, 변(A)의 길이를 전체 유닛(60)의 변(B)의 길이 보다 크게 또는 적어도 그와 동일한 크기로 조절하는 것이 바람직하다. 변(B)에 대한 변(A)의 변 비가 클 수 록, 전체 시스템(60)이 X-방향으로 안정적으로 진동하는 기계적 경향이 더 현저하게 된다. 대부분의 경우, 동일한 진동수, 위상 및 진폭에서의 조화 진동은 이러한 이유로 진동 용접 동안에 일어나고, 이에 따라 전체 유닛(60)의 기하학적 구조가 적절히 선택된다.
그러므로, 전체 유닛(60)의 변 비(A/B)는 A/B≥1.0의 바람직한 범위에 있다.
예컨대 기다란 라이트, 계기판 및 가구 패널의 연결과 제조 및/또는 패키징 설계를 위한 본 발명의 다른 바람직한 실시 형태에 따르면, 전체 유닛(60)의 변 비(A/B)는 A/B≥2.0의 바람직한 범위에 있다.
더욱이, 연결된 진동 유닛 또는 진동 헤드(아래 참조)를 적어도 1 m, 바람직하게는 ≥ 2 m의 길이를 갖는 공구에 연결하는 것이 바람직하다. 공구 길이에 의해, 횡방향으로 진동하고 기계적으로 연결되는 복수의 진동 유닛 또는 진동 헤드의 조합체의 횡방향 진동은 부품의 전체 길이에 균일하게 전달될 수 있다. 이를 위해, 복수의 진동 유닛 또는 진동 헤드를 공구의 길이에 걸쳐 고르게 분산 배치되는 것이 유리하다.
본 발명의 다른 바람직한 실시 형태에 따르면, 복수의 진동 유닛(20) 중의 하나 또는 복수의 진동 헤드(2) 중의 하나는 EP 1 772 253 B1에 기재되어 있는 바와 같이 마스터로서 작동된다. 대응적으로, 적어도 2개의 다른 진동 유닛 또는 진동 헤드(2)는 슬레이브로서 제어된다. 특정한 마스터/슬레이브에 대해서는, 참조로 관련되어 있는 EP 1 772 253 B1를 참조하면 된다. 또한 바람직하게는, 처리되는 마스터/슬레이브 제어가 주어지면, 비조화적인 진동이 조화되는데, 이러한 진동은 서로에 연결될 공구 또는 부품이 흔들리는 것을 바람직하게 방지한다. 이와 관련하여, 바람직하게, 중간에 배치되는 진동 유닛(20) 또는 중간에 배치되는 진동 헤드(2)는 마스터 진동 유닛 또는 마스터 진동 헤드로서 각각 사용된다.
진동 용접 장치의 전술한 바람직한 실시 형태는 바람직하게 기다란 부품을 진동 용접하는데 사용된다. 기다란 부품은 바람직하게 라이트, 범퍼 및 계기판 또는 자동차 분야 이외의 다른 분야에 사용되는 것이다. 이들 기다란 부품은 짧은 부품 변에 대한 긴 부품 변의 변 비가 1 보다 큰 것에 특징이 있다. 전술한 바에 대응하여, 이들 부품을 진동 용접하기 위한 진동은 기다란 부품의 짧은 변에 평행하게 일어난다.
진동 용접을 이용하는 적어도 2개의 기다란 부품에 대한 본 발명에 따른 진동 방법이 도 9의 흐름도에 요약되어 있다. 제 1 단계 S1에서, 기다란 부품(B1)이 공구(30)에 클램핑된다, 진동 용접 장치의 전술한 바람직한 실시 형태에 따르면, 공구는 진동 용접 장치의 적어도 3개의 진동 유닛(20) 또는 적어도 3개의 진동 헤드(2)에 기계적으로 연결된다.
이어서, 단계 S2에서, 서로에 연결될 부품은 진동 유닛(20) 또는 진동 헤드(2)에 연결되는 공구(3)의 상대적인 진동을 받게 된다. 이들 상대적인 진동은 부품의 길이 방향 축선과 다르게, 바람직하게는 부품의 길이 방향 축선에 대해 횡방향으로 배향된다.
본 연결 방법의 바람직한 실시 형태에 따르면, 적어도 하나의 진동 유닛 또는 적어도 하나의 진동 헤드(2)는 단계 S3에서 마스터 진동 유닛 또는 마스터 진동 헤드로서 제어된다. 더욱이, 바람직한 단계 S4에서, 나머지 진동 유닛(20)은 슬레이브 진동 유닛으로서 제어되고, 또는 나머지 진동 헤드(2)는 마스터 진동 유닛 또는 마스터 진동 헤드에 대해 슬레이브 진동 헤드로서 제어된다. 그런 다음, 단계 S5에서 적어도 2개의 부품은 제 1 진동 부품을 제 2 진동 부품(B2)에 접촉시켜 연결된다.
더욱이, 본 발명은 도 10의 흐름도를 참조하여 설명한 진동 용접 장치의 제조 방법을 포함한다. 이 제조 방법은 다음과 같은 단계를 갖는데, 먼저, 단계 H1에서, 전술한 구성적 설계를 갖는 적어도 3개의 진동 유닛(20) 또는 진동 헤드(2)가 제공된다. 다음, 단계 H2에서 적어도 3개의 진동 유닛(20) 또는 진동 헤드(2)가 기다란 공구(30)에 의해 서로에 연결된다. 이때, 진동 유닛(20) 또는 진동 헤드(2)의 제 1 진동 방향이 기다란 공구(30)의 길이 방향 축선과 다르게 정렬되도록 공구(30)가 진동 유닛(20) 또는 진동 헤드(2)에 연결된다.
다음 단계 H3에서, 적어도 3개의 진동 유닛(20) 또는 진동 헤드(2)이 평행 배치로 공통 브리지(28') 또는 전술한 연결 요소(50)에 체결된다. 공구(30) 및 공통 브리지(28') 또는 연결 요소(50)에 의한 적어도 3개의 진동 유닛(20) 또는 적어도 3개의 진동 헤드(2)의 바람직한 기계적 연결로 진동 용접 장치의 기계적인 전체 유닛(60)이 얻어진다. 이 기계적인 전체 유닛(60)은, 바람직하게 A/B≥1.0, 더 바람직하게는 A/B≥2의 변 비를 갖는 대략 직사각형의 윤곽을 갖는다. 전체 유닛(60)의 측면(A, B)은 전술한 바에 따라 배향된다. 따라서, 전체 유닛(60)의 조화로운 진동 거동을 지원하기 위해, 그러한 전체 유닛(60)의 설계에 대응하는 진동 유닛(20) 또는 진동 헤드(2)를 서로에 연결하는 것이 바람직하다(단계 H4).
2 진동 헤드
20 진동 유닛
22 코일
24 진동자
26 스프링 패키지
28 브리지
28' 복수의 진동 유닛(20)의 공통 브리지
30 공구
40 커플링 요소
50 연결 요소
B1, B2 부품
20 진동 유닛
22 코일
24 진동자
26 스프링 패키지
28 브리지
28' 복수의 진동 유닛(20)의 공통 브리지
30 공구
40 커플링 요소
50 연결 요소
B1, B2 부품
Claims (11)
- 기계적으로 연결되는 복수의 진동자를 갖는 진동 용접 장치로서,
서로 마주하는 적어도 한 쌍의 전자기 코일로 이루어지는 적어도 3개의 진동 유닛 - 상기 전자기 코일 사이에 배치되는 스프링 지지식 진동자가 전자기 코일에 의해 제 1 방향으로 선형 진동을 할 수 있음 -; 및
용접될 부품을 움직일 수 있게 해주고 모든 진동 유닛에 기계적으로 연결되는 기다란 공구를 포함하고,
개별 진동 유닛의 제 1 진동 방향이 공구의 길이 방향 축선에 대해 대략 횡방향으로 배향되도록 상기 진동 유닛이 기다란 공구에 대해 배치되고, 따라서 진동 용접 과정 동안에, 2개의 부품은 부품의 길이 방향과는 다른 방향, 특히 길이 방향에 대해 횡방향의 진동으로 서로에 용접될 수 있는, 진동 용접 장치. - 제 1 항에 있어서,
적어도 3개의 진동 유닛이 스프링 지지 방식으로 공통 브리지에 체결되는, 진동 용접 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 진동 유닛 중의 하나는 마스터 진동 유닛을 형성하고, 나머지 진동 유닛 각각은 마스터 진동 유닛에 대한 슬레이브 진동 유닛을 형성하여, 모든 진동 유닛이 동기적으로 작동될 수 있는, 진동 용접 장치. - 제 1 항에 있어서,
기계적으로 연결되는 복수의 진동자는 적어도 3개의 진동 헤드를 가지며, 각 진동 헤드는 진동자를 사이에 두고 서로 마주하여 배치되는 한 쌍의 전자기 코일을 포함하고, 진동자는 각 경우에 스프링 패키지를 통해 브리지에 진동 가능하게 부착되고,
복수의 진동 헤드의 브리지는 서로에 기계적으로 연결되고,
상기 용접 헤드는 상기 기다란 공구에 의해 서로에 연결되는, 진동 용접 장치. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
서로에 기계적으로 연결되는 상기 진동 유닛 또는 진동 헤드는, A/B≥1.0, 바람직하게는 A/B≥2의 변 비를 갖는 대략 직사각형의 윤곽을 규정하는 공동 진동체를 갖는 기계적인 전체 유닛을 형성하고, 여기서 A는 진동 유닛의 제 1 진동 방향에 평행하게 배치되고 B는 공구의 길이 방향 축선에 평행하게 배치되는, 진동 용접 장치. - 짧은 변에 대한 긴 변의 변 비가 1 보다 큰 적어도 2개의 기다란 부품을 용접하기 위한 제 1 항 내지 제 5 항 중 어느 한 항에 따른 진동 용접 장치의 용도로서, 상기 용접 진동은 상기 부품의 짧은 변에 거의 평행하게 배향되는, 진동 용접 장치의 용도.
- 특히 제 1 항 내지 제 5 항 중 어느 한 항에 따른 진동 용접 장치를 사용하는 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법으로서,
진동 용접 장치의 기계적으로 서로에 연결되는 적어도 3개의 진동 유닛 또는 기계적으로 서로에 연결되는 적어도 3개의 진동 헤드에 기계적으로 연결되는 공구에 기다란 부품을 고정시키는 단계,
제 1 진동 방향이 상기 부품의 길이 방향 축선과는 다른 방향, 특히 부품의 길이 방향 축선에 대해 횡방향으로 배향되도록, 진동 유닛 또는 진동 헤드에 연결되는 공구에 의해 부품의 진동을 발생시키는 단계, 및
진동하는 제 1 부품과 제 2 부품을 서로에 대해 가압하여 적어도 2개의 부품을 연결하는 단계를 포함하는, 기다란 부품을 연결하기 위한 방법. - 제 7 항에 있어서,
적어도 하나의 진동 유닛을 마스터 진동 유닛으로서 제어하거나 적어도 하나의 진동 헤드를 마스터 진동 헤드로서 제어하는 단계, 및
모든 나머지 진동 유닛을 마스터 진동 유닛에 대한 슬레이브 진동 유닛으로서 제어하거나 또는 모든 나머지 진동 헤드를 마스터 진동 헤드에 대한 슬레이브 진동 헤드로서 제어하는 단계를 더 포함하는, 기다란 부품을 연결하기 위한 방법. - 진동 용접 장치의 제조 방법으로서,
스프링 지지식 진동자를 사이에 두고 서로 마주하는 한 쌍의 전자기 코일로 이루어지는 적어도 3개의 진동 유닛 또는 진동 헤드를 제공하는 단계(H1), 및
용접될 부품을 움직이게 할 수 있는 기다란 공구에 의해 적어도 3개의 진동 유닛 또는 진동 헤드를 연결하는 단계(H2)를 포함하고,
상기 진동 유닛 또는 진동 헤드의 제 1 진동 방향이 기다란 공구의 길이 방향 축선과 다르게 배향되도록 상기 기다란 공구가 적어도 3개의 진동 유닛 또는 진동 헤드에 대해 배치되는, 진동 용접 장치의 제조 방법. - 제 9 항에 있어서,
상기 적어도 3개의 진동 유닛 또는 진동 헤드를 평행 배치로 공통 브리지 또는 연결 요소에 체결하는 단계(H3)를 더 포함하는, 진동 용접 장치의 제조 방법. - 제 9 항 또는 제 10 항에 있어서,
서로에 기계적으로 연결되는 상기 진동 유닛 또는 진동 헤드를 A/B≥1.0의 변 비를 갖는 대략 직사각형의 윤곽을 규정하는 기계적인 전체 유닛으로서 제공하는 추가 단계를 포함하고, 여기서 A는 진동 유닛의 제 1 진동 방향에 평행하게 배치되고 B는 공구의 길이 방향 축선에 평행하게 배치되는, 진동 용접 장치의 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018108979.1 | 2018-04-16 | ||
| DE102018108979.1A DE102018108979A1 (de) | 2018-04-16 | 2018-04-16 | Vibrationsschweißvorrichtung, Verfahren zum Verbinden von mindestens zwei länglichen Bauteilen mittels Vibrationsschweißen sowie ein Herstellungsverfahren für die Vibrationsschweißvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190120719A true KR20190120719A (ko) | 2019-10-24 |
| KR102138088B1 KR102138088B1 (ko) | 2020-07-28 |
Family
ID=65995502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190044141A KR102138088B1 (ko) | 2018-04-16 | 2019-04-16 | 진동 용접 장치, 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 진동 용접 장치의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11065821B2 (ko) |
| EP (1) | EP3556540B1 (ko) |
| JP (1) | JP6792664B2 (ko) |
| KR (1) | KR102138088B1 (ko) |
| CN (1) | CN110253895B (ko) |
| DE (1) | DE102018108979A1 (ko) |
| ES (1) | ES2910040T3 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10737353B2 (en) | 2018-09-19 | 2020-08-11 | Apci, Llc | Torque controlled linear friction welder system |
| ES2954592T3 (es) | 2020-10-14 | 2023-11-23 | Branson Ultraschall Niederlassung Der Emerson Tech Gmbh & Co Ohg | Cabezal oscilante de un dispositivo de soldadura por vibración, un bastidor de un dispositivo de soldadura por vibración, un dispositivo de soldadura por vibración, así como un kit de actualización y un método de actualización |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20070038436A (ko) * | 2005-10-05 | 2007-04-10 | 브랜슨울트라쉬홀나이더라숭데에머슨테크놀로지스게엠베하앤드코.오하게 | 진동 용접 장치 및 방법 |
| US20080265004A1 (en) * | 2005-10-10 | 2008-10-30 | Schunk Ultraschalltechnik Gmbh | Method for Producing a Welded Joint Between Electrical Conductors by Means of an Ultrasonic Welding Method |
| TW201006661A (en) * | 2008-08-11 | 2010-02-16 | Shinwa Giken Co Ltd | Diffusion bonding method and device thereof |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6178626A (ja) * | 1984-09-26 | 1986-04-22 | Inoue Japax Res Inc | 樹脂加工装置 |
| JP3040494B2 (ja) * | 1990-12-25 | 2000-05-15 | 三菱樹脂株式会社 | プラスチック製充填材の超音波加工方法 |
| JPH0651355B2 (ja) * | 1991-07-30 | 1994-07-06 | 雅文 櫻中 | 複合振動を用いた溶着方法及び装置 |
| US5614057A (en) * | 1992-02-19 | 1997-03-25 | Mim Industries, Inc. | Automatic ultrasonic fusing system |
| US5421925A (en) * | 1992-12-07 | 1995-06-06 | Ford Motor Company | Welded foam panels |
| US5828156A (en) * | 1996-10-23 | 1998-10-27 | Branson Ultrasonics Corporation | Ultrasonic apparatus |
| DE19938100A1 (de) | 1999-08-12 | 2001-02-15 | Exama Maschinen Gmbh | Mehrkopf-Reibschweißverfahren |
| JP2001096623A (ja) * | 1999-09-28 | 2001-04-10 | Seidensha Electronics Co Ltd | 超音波接合方法およびその装置 |
| US6797089B2 (en) * | 2002-02-20 | 2004-09-28 | Branson Ultrasonics Corporation | Energy management system and welding process therefor |
| JP2006062164A (ja) * | 2004-08-26 | 2006-03-09 | Aisin Seiki Co Ltd | 振動溶着装置 |
| JP2008238111A (ja) * | 2007-03-28 | 2008-10-09 | Iwasaki Seisakusho:Kk | 振動方法、拡散接合方法およびそれらの装置 |
| US9090021B2 (en) * | 2012-08-02 | 2015-07-28 | Frito-Lay North America, Inc. | Ultrasonic sealing of packages |
| JP6012348B2 (ja) * | 2012-09-12 | 2016-10-25 | 日本プラスト株式会社 | 車両用樹脂製品 |
| EP2789450A1 (de) * | 2013-04-09 | 2014-10-15 | Telsonic Holding AG | Vorrichtung zum Verschweissen mittels Ultraschall |
| US9688017B2 (en) * | 2013-05-14 | 2017-06-27 | Dukan IAS, LLC | Vibration welders with high frequency vibration, position motion control, and delayed weld motion |
| JP6600552B2 (ja) * | 2015-12-22 | 2019-10-30 | 花王株式会社 | パンツ型吸収性物品の製造方法 |
| CN206811305U (zh) * | 2017-06-21 | 2017-12-29 | 巩义市广大焊业有限责任公司 | 一种焊接机的焊接头 |
-
2018
- 2018-04-16 DE DE102018108979.1A patent/DE102018108979A1/de not_active Withdrawn
-
2019
- 2019-03-27 EP EP19165435.9A patent/EP3556540B1/de active Active
- 2019-03-27 ES ES19165435T patent/ES2910040T3/es active Active
- 2019-04-15 US US16/384,344 patent/US11065821B2/en active Active
- 2019-04-15 CN CN201910300561.6A patent/CN110253895B/zh active Active
- 2019-04-16 KR KR1020190044141A patent/KR102138088B1/ko active IP Right Grant
- 2019-04-16 JP JP2019077547A patent/JP6792664B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20070038436A (ko) * | 2005-10-05 | 2007-04-10 | 브랜슨울트라쉬홀나이더라숭데에머슨테크놀로지스게엠베하앤드코.오하게 | 진동 용접 장치 및 방법 |
| US20080265004A1 (en) * | 2005-10-10 | 2008-10-30 | Schunk Ultraschalltechnik Gmbh | Method for Producing a Welded Joint Between Electrical Conductors by Means of an Ultrasonic Welding Method |
| TW201006661A (en) * | 2008-08-11 | 2010-02-16 | Shinwa Giken Co Ltd | Diffusion bonding method and device thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| US11065821B2 (en) | 2021-07-20 |
| ES2910040T3 (es) | 2022-05-11 |
| DE102018108979A1 (de) | 2019-10-17 |
| CN110253895A (zh) | 2019-09-20 |
| US20190315068A1 (en) | 2019-10-17 |
| CN110253895B (zh) | 2021-07-02 |
| EP3556540A1 (de) | 2019-10-23 |
| KR102138088B1 (ko) | 2020-07-28 |
| JP2019181951A (ja) | 2019-10-24 |
| EP3556540B1 (de) | 2022-01-05 |
| JP6792664B2 (ja) | 2020-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100886878B1 (ko) | 전자부품의 본딩 장치 및 전자부품의 본딩 툴 | |
| JP5442629B2 (ja) | 振動切削装置及び振動切削方法 | |
| KR102138088B1 (ko) | 진동 용접 장치, 진동 용접으로 적어도 2개의 기다란 부품을 연결하기 위한 방법, 및 진동 용접 장치의 제조 방법 | |
| KR102345276B1 (ko) | 바이브레이션 장치, 바이브레이션 방법 및 스크린 인쇄 장치 | |
| KR101049248B1 (ko) | 본딩 장치 및 본딩 툴 | |
| JP2012505083A5 (ko) | ||
| JP5677783B2 (ja) | 振動式部品搬送装置 | |
| TW201529447A (zh) | 振動式輸送裝置 | |
| JP2006239749A (ja) | 超音波接合方法および超音波接合装置 | |
| JP6539909B2 (ja) | 集束超音波発生装置 | |
| JP6163343B2 (ja) | 振動式部品搬送装置 | |
| CN102530494A (zh) | 振动式碗状送料器 | |
| CN107380923B (zh) | 零件供料机 | |
| JP2022178497A (ja) | 振動式部品搬送装置 | |
| JP2000334384A (ja) | 超音波フルイ装置 | |
| JP2020040297A (ja) | 樹脂シート接合装置、樹脂シート接合物の製造装置、および樹脂シート接合物の製造方法 | |
| JPH0725411B2 (ja) | 振動式部品供給装置 | |
| JP2013095596A (ja) | 振動式部品搬送装置 | |
| JP2003170116A (ja) | 超音波振動発振器、及び部品接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |