KR20190025721A - 작업물을 레이저 가공하는 레이저 가공 장치 및 방법 - Google Patents
작업물을 레이저 가공하는 레이저 가공 장치 및 방법 Download PDFInfo
- Publication number
- KR20190025721A KR20190025721A KR1020197004389A KR20197004389A KR20190025721A KR 20190025721 A KR20190025721 A KR 20190025721A KR 1020197004389 A KR1020197004389 A KR 1020197004389A KR 20197004389 A KR20197004389 A KR 20197004389A KR 20190025721 A KR20190025721 A KR 20190025721A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- pulse
- laser
- laser pulse
- less
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/3568—Modifying rugosity
- B23K26/3576—Diminishing rugosity, e.g. grinding; Polishing; Smoothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/56—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26 semiconducting
Abstract
제1 표면과, 제1 표면 반대편의 제2 표면을 갖는 작업물 가공 방법은 500 kHz를 초과하는 펄스 반복률에서 200 ps 미만의 펄스 지속기간을 갖는 제1 레이저 펄스 빔을 생성하는 것, 작업물에 교차하는 빔 축을 따라 제1 레이저 펄스 빔을 지향시키는 것, 및 가공 궤적을 따라 빔 축을 스캔하는 것을 포함한다. 빔 축은 작업물의 제1 표면에 피처를 형성하기 위하여 연속적으로 지향된 레이저 펄스가 0이 아닌 바이트 크기로 작업물에 충돌하도록 스캔된다. 피처가 1.0 μm 이하의 평균 표면 거칠기(Ra)를 갖는 가공된 작업물 표면을 가짐을 보장하도록 바이트 크기, 펄스 지속기간, 펄스 반복률, 레이저 펄스 스폿 크기 및 레이저 펄스 에너지와 같은 하나 이상의 파라미터가 선택된다.
Description
연관된 출원에 대한 상호 참조
본 출원은 2016년 7월 28일 출원되고, 그 전체가 참조로 통합되는 미국 가출원 제62/368,053호의 이익을 주장한다.
기술분야
본 개시는 일반적으로, 펄스 레이저(pulsed lasers) 및 높은 반복률의 펄스 레이저를 이용하여 재료를 기계 가공하는 것에 관한 것이다.
예를 들어, 얇은 실리콘 웨이퍼 다이싱(dicing), 인쇄 회로 기판(PCB) 드릴링, 태양전지 제조 및 평판 디스플레이 제조를 포함하는 수개의 재료 가공 응용은 유사한 재료 가공 기법 및 문제를 수반한다. 초창기의 해결책은 기계적 및 석판술(lithographic) 가공 기법을 포함하였다. 하지만, 디바이스 크기의 감소, 증가된 디바이스 복잡도 및 화학적 처리의 환경 비용은 레이저 가공 방법에 대한 산업을 변화시켰다. 1 μm의 통상적인 파장을 갖는 고전력 다이오드 펌핑된 고체 상태 레이저(high power diode-pumped solid state lasers), 또는 녹색 또는 UV 파장을 갖는 주파수 변환된 버전이 현재 활용된다. 일부 응용에 활용되는 한 가지 방법은 상대적으로 높은 스캐닝 속도의 반복적인 패스를 통해 작업물을 점진적으로 절단하는 것을 포함한다. 일부 응용에서, 세 개의 주요 문제: (a) 가공 장소(processing site)에서 또는 그 근처에서 잔해(debris)의 발생 및 누적; (b) 큰 열-영향부(HAZ, heat-affected zone)의 생성; 및 (c) 상업적으로 실행 가능하도록 충분히 높은 체적의 재료 제거 속도를 달성하는 것이 있다. 본원에서 사용되는 "잔해(debris)"란 용어는 레이저 가공 동안 가공 장소로부터 (고체, 액체 또는 기체 형태 중 어느 것으로) 분출되는 작업물 재료를 지칭할 것이며, 또한, 보통 재구성(recast), 슬래그(slag), 재증착 등과 같은 다른 용어를 사용하여 서술된다. HAZ는 레이저 가공 동안 발생된 열에 의해 변경되는 그 미세구조 또는 다른 화학적, 전기적 또는 물리적 특성을 갖는 작업물의 영역을 지칭한다.
상대적으로 긴 펄스 폭을 갖는 레이저 펄스에 비해 적은 잔해를 발생시키고, 작업물에 상대적으로 작은 HAZ를 발생시키는, 높은 반복률에서 초단 펄스 지속기간을 갖는 레이저 펄스를 생성하기 위한 레이저의 사용을 포함하는, 작업물의 효율적이고 고품질의 레이저 기반 기계 가공을 위한 다양한 옵션이 제안되고 있다. 그렇지만, 높은 반복률에서 생성된 초단 레이저 펄스의 사용을 수반하는 기법은 여전히 잔해를 발생시킨다. 특정 응용에서, 발생된 잔해의 누적은, 잔해가 바람직하지 않게 거칠거나 고르지 않은 표면을 생성하는 경우, 잔해가 바람직하지 않은 응력 집중부(stress concentrators)를 생성하는 경우 등 문제가 있을 수 있다.
통상적으로, 누적된 잔해는 가공된 작업물을 화학적 에천트(chemical etchant)에 노출시킴으로써, 가공된 작업물을 (예를 들어, 정제수(DI water)의) 초음파 세척기(ultrasonic bath)내에서 세척 등을 함으로써 제거될 수 있다. 문제점은 또한, 재료의 희생 층(sacrificial layer)으로 작업물을 코팅함으로써 다루어질 수 있으며, 레이저 가공 동안 발생된 잔해는 희생 층 위에 누적되고, 이는 레이저 가공이 완료된 후 제거될 수 있다. 하지만, 이러한 기법은 추가적인 가공 단계와 추가적인 소비 재료를 추가함으로써 처리량을 감소시키고 비용을 증가시킨다. 이처럼, 바람직한 해결책은 이러한 잔해 제거에 대한 필요성을 없애는 것일 것이다.
본 발명의 일 실시예는 제1 표면, 및 제1 표면의 반대편의 제2 표면을 갖는 작업물을 제공하는 것, 500 kHz를 초과하는 펄스 반복률에서 200 ps 미만의 펄스 지속기간을 갖는 제1 레이저 펄스 빔을 생성하는 것, 제1 레이저 펄스 빔을 작업물과 교차하는 빔 축을 따라 지향시키는 것, 및 가공 궤적을 따라 빔 축을 스캔하는 것을 포함하는 방법으로 특징지어질 수 있다. 빔 축은 작업물의 제1 표면에 피처(feature)를 형성하기 위하여, 연속적으로 지향되는 레이저 펄스가 0이 아닌 바이트 크기로 작업물에 충돌하도록 스캔된다. 바이트 크기, 펄스 지속기간, 펄스 반복률, 레이저 펄스 스폿 크기 및 레이저 펄스 에너지와 같은 하나 이상의 파라미터는 피처가 1.0 μm 이하의 평균 표면 거칠기(Ra)를 갖는 가공된 작업 표면을 가짐을 보장하도록 선택된다.
일부 실시예에서, 제1 레이저 펄스 빔에서 레이저 펄스의 각각의 펄스 지속기간은 1 ps 이하, 800 fs 이하, 750 fs 이하, 700 fs 이하, 650 fs 이하, 또는 600 fs 이하이다.
일부 실시예에서, 제1 레이저 펄스 빔에서 레이저 펄스의 펄스 반복률은 1200 kHz 초과, 1250 kHz 초과, 1300 kHz 초과, 1400 kHz 초과, 1500 kHz 초과, 1600 kHz 초과, 1700 kHz 초과, 1800 kHz 초과, 1900 kHz 초과, 2000 kHz 초과, 또는 3000 kHz을 초과한다.
일부 실시예에서, 평균 표면 거칠기(Ra)는 0.75 μm 이하, 0.5 μm 이하, 0.4 μm 이하, 0.3 μm 이하, 0.25 μm 이하, 0.2 μm 이하, 0.15 μm 이하 등 또는 이들 값 중 어느 것 사이이다.
일 실시예에서, 방법은 (피처가 작업물의 제1 표면에 형성된 후에) 제2 레이저 펄스 빔을 발생시키는 것, 빔 웨이스트(beam waist)를 생성하기 위해 제2 레이저 펄스 빔 내에 레이저 펄스를 집속하는 것, 빔 웨이스트가 작업물 내에 또는 작업물의 제2 표면에 배열되도록, 집속된 제2 레이저 펄스 빔을 가공된 작업물 표면과 교차하는 빔 축을 따라 지향시키는 것, 및 빔 웨이스트에서 또는 그 근처에서 작업물을 가공하는 것의 행위를 더 포함하는 것으로 더 특징지어질 수 있다. 일 실시예에서, 작업물은 제1 레이저 펄스 빔 내의 레이저 펄스의 파장보다, 제2 레이저 펄스 빔 내의 레이저 펄스의 파장에 대해 더욱 투명하다.
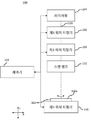
도 1은 본 발명의 일 실시예에 따른, 작업물 가공 장치를 개략적으로 도시한다.
도 2 및 도 3은 실리콘 웨이퍼의 표면에 형성된 트렌치(trenches)의 (평면도로 촬영된) 현미경 사진을 도시한다.
도 4는 각각 실리콘 웨이퍼의 표면에 형성된 교차하는 스크라이브 라인(scribe lines)의 세트를 포함하는, 레이저 가공된 피처의 (평면도로 촬영된) 현미경 사진을 도시한다.
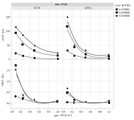
도 5는 레이저 펄스를 상이한 펄스 반복률로 스캔된 빔 축을 따라 전파시킴으로써 실리콘 웨이퍼 내에 형성된 트렌치에서, 가공된 작업물 표면의 평균 표면 거칠기(Ra) 및 트렌치 형성 가공 동안 상이한 펄스 반복률 사이의 관계를 바이트 크기 및 플루엔스의 함수로 나타내는 그래프의 세트를 도시한다.
도 6은 특정 특징을 갖는 가공된 작업물 표면의 형성을 초래하는 실리콘 웨이퍼 내에 트렌치를 형성하는 가공 윈도우(process windows)를 나타내는 그래프의 세트를 도시한다.
도 7은 매끄럽게 가공된 작업물 표면을 생성하는(yields) 방식으로 트렌치를 형성하도록 가공된 실리콘 웨이퍼의 현미경 사진(측단면도로 촬영됨)을 도시한다.
도 8a 및 도 8b는 실리콘 웨이퍼가 실리콘 웨이퍼 내의 트렌치 균열을 형성하도록 더 가공된 후의, 도 7에 도시된 가공된 실리콘 웨이퍼의 현미경 사진(측단면도로 촬영됨)을 도시한다. 도 8a는 도 7에 도시된 트렌치의 폭을 가로지르는 도면을 도시한다. 도 8b는 도 7에 도시된 트렌치의 길이를 따르는 도면을 도시한다.
도 9a 내지 도 9d는 일부 실시예에 따른, 작업물 가공 방법을 도시한다.
도 2 및 도 3은 실리콘 웨이퍼의 표면에 형성된 트렌치(trenches)의 (평면도로 촬영된) 현미경 사진을 도시한다.
도 4는 각각 실리콘 웨이퍼의 표면에 형성된 교차하는 스크라이브 라인(scribe lines)의 세트를 포함하는, 레이저 가공된 피처의 (평면도로 촬영된) 현미경 사진을 도시한다.
도 5는 레이저 펄스를 상이한 펄스 반복률로 스캔된 빔 축을 따라 전파시킴으로써 실리콘 웨이퍼 내에 형성된 트렌치에서, 가공된 작업물 표면의 평균 표면 거칠기(Ra) 및 트렌치 형성 가공 동안 상이한 펄스 반복률 사이의 관계를 바이트 크기 및 플루엔스의 함수로 나타내는 그래프의 세트를 도시한다.
도 6은 특정 특징을 갖는 가공된 작업물 표면의 형성을 초래하는 실리콘 웨이퍼 내에 트렌치를 형성하는 가공 윈도우(process windows)를 나타내는 그래프의 세트를 도시한다.
도 7은 매끄럽게 가공된 작업물 표면을 생성하는(yields) 방식으로 트렌치를 형성하도록 가공된 실리콘 웨이퍼의 현미경 사진(측단면도로 촬영됨)을 도시한다.
도 8a 및 도 8b는 실리콘 웨이퍼가 실리콘 웨이퍼 내의 트렌치 균열을 형성하도록 더 가공된 후의, 도 7에 도시된 가공된 실리콘 웨이퍼의 현미경 사진(측단면도로 촬영됨)을 도시한다. 도 8a는 도 7에 도시된 트렌치의 폭을 가로지르는 도면을 도시한다. 도 8b는 도 7에 도시된 트렌치의 길이를 따르는 도면을 도시한다.
도 9a 내지 도 9d는 일부 실시예에 따른, 작업물 가공 방법을 도시한다.
첨부 도면을 참조로 예시적인 실시예가 여기에서 설명된다. 달리 명시하지 않는 한, 도면에서 구성요소, 피처(features), 요소 등의 크기, 위치 등과 이들 사이의 어느 거리는 축적대로 도시된 것은 아니고, 명료화를 위해 과장된다.
본원에 사용되는 용어는 예시적인 특정 실시예만을 설명하기 위함이며, 제한하고자 함이 아니다. 본원에 사용된 단수 형태인 "하나의(a, an)", 및 "그(the)"는 문맥상 달리 명확하게 지시하지 않는 한, 복수 형태도 포함하는 것으로 의도된다. 본 명세서에서 사용될 때 "포함하다" 및/또는 "포함하는"이란 용어는 서술된 피처, 정수, 단계, 동작, 요소 및/또는 구성요소의 존재를 명시하지만, 하나 이상의 다른 피처, 정수, 단계, 동작, 요소, 구성요소 및/또는 이들의 그룹의 존재 또는 추가를 배제하지 않음이 인식되어야 한다. 달리 명시되지 않는 한, 인용되는 값의 범위는 그 범위의 상한치와 하한치 둘 다는 물론, 이들 사이의 어느 하위 범위를 포함한다. 달리 지시되지 않는 한, "제1", 제2" 등과 같은 용어는 하나의 요소를 다른 요소와 구분하기 위해서만 사용된다. 예를 들어, 하나의 노드는 "제1 노드"로 칭할 수 있고, 마찬가지로 다른 노드는 "제2 노드"로 칭할 수 있으며 그 역으로도 가능하다. 본원에 사용된 섹션 제목은 오직 구조적인 목적이며, 서술되는 주제를 제한하는 것으로 해석되지 않아야 한다.
달리 지시되지 않는 한, "약", "대략" 등의 용어는 양, 크기, 제형(formulations), 파라미터 및 다른 수량과 특징이 정확하지 않고 정확할 필요도 없으나, 바람직한 경우, 반영 공차(reflecting tolerances), 변환 인자, 반올림, 측정 오차 등, 그리고 이 분야의 기술자에게 알려진 다른 인자에 대한 근사치이거나 및/또는 이보다 크거나 작을 수 있음을 의미한다.
"아래의(below)", "아래쪽의(beneath)", "낮은(lower)", "위의(above)" 및 "높은(upper)" 등과 같은 공간적으로 상대적인 용어는 도면에 도시된 것처럼, 하나의 요소 또는 피처와 다른 요소 또는 피처의 관계를 서술하는 설명의 용이함을 위해 본원에서 사용될 수 있다. 공간적으로 상대적인 용어가 도면에 도시된 배향에 부가하여 상이한 배향도 포괄할 수 있음을 인식해야 한다. 예를 들어, 도면에서 객체가 회전되면, 다른 요소 또는 피처 "아래의" 또는 "아래쪽"으로 서술된 요소는 다른 요소 또는 특징의 "위"로 배향될 것이다. 따라서, "아래의"란 예시적인 용어는 위 및 아래의 배향 양자를 포괄할 수 있다. 객체는 다르게 배향될 수 있고(예를 들어, 90도 회전 또는 다른 배향), 본원에서 사용되는 공간적 관련 서술자는 그에 따라 해석될 수 있다.
전체에 걸쳐, 유사한 부호는 유사한 요소를 지칭한다. 따라서, 동일하거나 유사한 부호는, 대응하는 도면에서 언급되거나 서술되지 않더라도, 다른 도면을 참조로 서술될 수 있다. 또한, 참조 부호로 표기되지 않은 요소도 다른 도면을 참조로 서술될 수 있다.
본 개시의 사상 및 교시를 벗어나지 않고 다수의 상이한 형태 및 실시예가 가능할 수 있음이 인식될 것이고, 따라서 본 개시는 본원에 제시된 예시적인 실시예로 제한되는 것으로 해석되지 않아야 한다. 오히려, 이들 예시 및 실시예는 본 개시가 철저하고 완전하며, 이 기술분야의 기술자에게 본 개시의 범주를 전달하도록 제공된다.
1. 개요
본원에 서술된 실시예는 일반적으로 레이저 기반 기계가공(또한, 본원에서 작업물의 레이저-가공, 레이저 가공, 또는 가장 간단하게는 "가공"으로 지칭됨)을 위한 방법 및 장치에 관한 것이다. 일반적으로, 가공은 작업물을 가열, 융해, 기화, 삭마, 균열(crack), 연마 등을 하기 위하여, 레이저 광선으로 작업물을 조사함으로써 그 전체가 또는 부분적으로 달성된다. 도시된 장치에 의해 수행될 수 있는 가공의 특정 예시는 비아 드릴링(via drilling), 스크라이빙(scribing), 다이싱(dicing), 인그레이빙(engraving) 등을 포함한다. 따라서, 가공의 결과로 작업물 상에 또는 작업물 내에 형성될 수 있는 피처는 개구부, 비아(예를 들어, 블라인드 비아, 관통 비아, 슬롯 비아), 홈, 트렌치, 스크라이브 라인, 커프(kerfs), 리세스된(recessed) 영역 등 또는 이들의 어느 조합을 포함할 수 있다.
가공될 수 있는 작업물은 일반적으로, 금속, 폴리머, 세라믹, 또는 이들의 어느 조합으로 특징지어질 수 있다. 가공될 수 있는 작업물의 특정 예시는 집적 회로(ICs), IC 패키지(ICPs), 발광 다이오드(LEDs), LED 패키지, 반도체 웨이퍼, 전자 또는 광학 디바이스 기판(예를 들어, Al2O3, AlN, BeO, Cu, GaAs, GaN, Ge, InP, Si, SiO2, SiC, Si1-xGex (여기서 0.0001 < x < 0.9999) 등 또는 이들의 어느 조합 또는 합금으로 형성된 기판), 플라스틱, 유리(예를 들어, 열적으로, 화학적으로, 또는 다른 방식으로 강화되거나 강화되지 않음), 석영, 사파이어, 플라스틱, 실리콘 등으로 형성된 물품을 포함한다. 따라서, 가공될 수 있는 재료는 하나 이상의 금속(예를 들어, Al, Ag, Au, Cu, Fe, In, Mg, Pt, Sn, Ti 등 또는 이들의 조합 또는 합금), 전도성 금속 산화물(예를 들어, ITO 등), 투명한 전도성 폴리머, 세라믹, 왁스(waxes), 수지, 기판 재료(예를 들어, Al2O3, AlN, BeO, Cu, GaAs, GaN, Ge, InP, Si, SiO2, SiC, Si1-xGex 등, 또는 이들의 조합 또는 합금), (예를 들어, 산화규소, 질화규소, 산질화규소 등 또는 이들의 어느 조합과 같은 중간층 유전체 구조로 사용되는) 무기 유전 재료, 로우-k(low-k) 유전 재료(예를 들어, 메틸 실세스퀴옥산 (MSQ), 하이드로겐 실세스퀴옥산(HSQ), 플루오르화 테트라에틸 오소실리케이트 (FTEOS) 등 또는 이들의 어느 조합), 유기 유전 재료(예를 들어, (도우(Dow) 사에서 제조된) 실크(SILK), 벤조시클로부텐, 노틸러스(Nautilus), (듀퐁(DuPont) 사에서 제조된) 폴리플루오로테트라에틸렌, (얼라이드 케미컬(Allied Chemical) 사에서 제조된) FLARE 등 또는 이들의 어느 조합), 유리 섬유, 폴리머 재료(폴리아미드, 폴리이미드, 폴리에스테르, 폴리아세탈, 폴리카보네이트, 변성 폴리페닐렌 에테르, 폴리부틸렌 테레프탈레이트, 폴리페닐렌 설파이드, 폴리에테르 술폰, 폴리에테르 이미드, 폴리에테르 에테르 케톤, 액정 폴리머, 아크릴로니트릴 부타디엔 스티렌 및 이들의 어느 화합물, 조성물 또는 합금) 등 또는 이들의 어느 조합을 포함한다.
II. 시스템 - 개요
도 1은 본 발명의 일 실시예에 따른, 작업물 가공 장치를 개략적으로 도시한다.
도 1에 도시된 실시예를 참조하면, 작업물(102)을 가공하는 장치(100)는 레이저 펄스를 생성하는 레이저원(104), 제1 위치 지정기(106), 제2 위치 지정기(108), 제3 위치 지정기(110), 스캔 렌즈(112) 및 제어기(114)를 포함한다. 후속하는 서술을 고려하여, 장치가 제2 위치 지정기(108)를 포함하는 경우, 제1 위치 지정기(106)의 포함은 선택적임(즉, 장치(100)가 제1 위치 지정기(106)를 포함할 필요가 없음)이 인식되어야 한다. 마찬가지로, 장치가 제1 위치 지정기(106)를 포함하는 경우, 제2 위치 지정기(108)의 포함은 선택적임(즉, 장치(100)가 제2 위치 지정기(108)를 포함할 필요가 없음)이 인식되어야 한다. 마지막으로, 유사하게 제3 위치 지정기(110)의 포함이 선택적임(즉, 장치(100)가 제3 위치 지정기(108)를 포함할 필요가 없음)이 인식되어야 한다.
도시되진 않았지만, 장치(100)는 레이저원(104)에 의해 생성된 레이저 펄스를 하나 이상의 빔 경로(예를 들어, 빔 경로(116))를 따라 스캔 렌즈(112)로 집속, 확장, 시준(collimate), 성형(shape), 편광, 필터링, 분할, 결합, 크롭(crop) 또는 다른 방식으로 변형, 조절(condition) 또는 지향하기 위해, 하나 이상의 광학 구성요소(예를 들어, 빔 익스팬더(beam expanders), 빔 성형기(shapers), 개구, 고조파 발생 결정(crystals), 필터, 시준기(collimators), 렌즈, 미러, 편광기, 파장판, 회절 광학 요소 등 또는 이들의 어느 조합)을 더 포함한다. 전술한 구성요소 중 하나 이상이 제공될 수 있거나, 또는 장치(100)가 미국특허 제4,912,487호, 제5,633,747호, 제5,638,267호, 제5,751,585호, 제5,847,960호, 제5,917,300호, 제6,314,473호, 제6,430,465, 제6,700,600호, 제6,706,998호, 제6,706,999호, 제6,816,294호, 제6,947,454호, 제7,019,891호, 제7,027,199호, 제7,133,182호, 제7,133,186호, 제7,133,187호, 제7,133,188호, 제7,245,412호, 제7,259,354호, 제7,611,745호, 제7,834,293호, 제8,026,158호, 제8,076,605호, 제8,158,493호, 제8,288,679호, 제8,404,998호, 제8,497,450호, 제8,648,277호, 제8,680,430호, 제8,847,113호, 제8,896,909호, 제8,928,853호, 또는 전술한 미국특허출원 공개번호 제2014/0026351호, 제2014/0197140호, 제2014/0263201호, 제2014/0263212호, 제2014/0263223호, 제2014/0312013호, 또는 독일특허 제DE102013201968B4호, 또는 국제특허출원 공개번호 제WO2009/087392호, 또는 이들의 어느 조합에 개시된 추가적인 구성요소를 더 포함할 수 있음이 더 인식될 것이고, 이들 각각은 그 전체가 본원에 참조로 통합된다.
스캔 렌즈(112)를 통해 송신된 레이저 펄스는 작업물(102)로 전달되도록 빔 축을 따라 전파한다. 작업물(102)로 전달되는 레이저 펄스는 가우시안 또는 성형된(예를 들어, "탑 햇(top-hat)") 공간적 강도 프로파일을 갖는 것으로 특징지어질 수 있다. 공간적 강도 프로파일은 원형, 타원형, 직사각형, 삼각형, 육각형, 링형 등일 수 있거나 또는 임의로 성형될 수 있는, 빔 축(또는 빔 경로(106))을 따라 전파하는 레이저 펄스의 단면 형태로 더 특징지어질 수 있다. 또한, 이러한 전달된 레이저 펄스는 2 μm 내지 200 μm의 범위 내에 있는 스폿 크기로 작업물(102)에 충돌할 수 있다. 본원에서 사용되는 "스폿 크기"란 용어는 빔 축이, 전달된 레이저 펄스에 의해 가공될 작업물(102)의 영역을 횡단하는 위치(또한, "가공 장소", "가공 스폿", "스폿 위치" 또는 더 간단하게는 "스폿")에서 전달된 레이저 펄스의 직경 또는 공간적 폭을 지칭한다. 본원에서 논의의 목적으로, 스폿 크기는 빔 축으로부터 광 강도가 빔 축에서 광 강도의 1/e2로 떨어지는 곳까지의 방사 또는 횡단 거리로 측정된다. 일반적으로, 레이저 펄스의 스폿 크기는 빔 웨이스트에서 최소일 것이다. 하지만, 스폿 크기는 2 μm보다 작거나, 또는 200 μm보다 크게 생성될 수 있음이 인식될 것이다. 따라서, 작업물(102)로 전달되는 적어도 하나의 레이저 펄스는 2 μm, 3 μm, 5 μm, 7 μm, 10 μm, 15 μm, 30 μm, 35 μm, 40 μm, 45 μm, 50 μm, 55 μm, 80 μm, 100 μm, 150 μm, 200 μm 등의 미만이거나, 이를 초과하거나, 또는 이와 동일하거나 또는 이들 값 중 어느 값 사이의 스폿 크기를 가질 수 있다. 일 실시예에서, 작업물(102)로 전달되는 레이저 펄스는 25 μm 내지 60 μm의 범위 내에 있는 스폿 크기를 가질 수 있다. 다른 실시예에서, 작업물(102)로 전달되는 레이저 펄스는 35 μm 내지 50 μm의 범위 내에 있는 스폿 크기를 가질 수 있다.
A. 레이저원
일반적으로, 레이저원(104)은 레이저 펄스를 생성하도록 동작한다. 이처럼, 레이저원(104)은 펄스 레이저원, QCW 레이저원 또는 CW 레이저원을 포함할 수 있다. 레이저원(104)이 QCW 또는 CW 레이저원을 포함하는 경우, 레이저원(104)은 QCW 또는 CW 레이저원으로부터 출력된 레이저 방사의 빔을 시간적으로 변조하기 위한 펄스 게이팅(pulse gating) 유닛(예를 들어, 음향 광학(AO) 변조기(AOM), 빔 초퍼(beam chopper) 등)을 더 포함할 수 있다. 도시되진 않았지만, 장치(100)는 경우에 따라, 레이저원(104)에 의해 출력된 광의 파장을 변환하도록 구성된 하나 이상의 고조파 발생 결정(또한, "파장 변환 결정"으로 알려짐)을 포함할 수 있다. 따라서, 작업물(102)에 최종적으로 전달되는 레이저 펄스는 전자기 스펙트럼의 자외선(UV), 가시광선(예를 들어, 녹색), 적외선(IR), 근적외선(NIR), 단파장 IR(SWIR), 중간 파장 IR(MWIR), 또는 장파장 IR(LWIR) 범위 또는 이들의 어느 조합을 갖는 것으로 특징지어질 수 있다.
레이저원(104)에 의해 출력되는 레이저 펄스는 30 fs 내지 500 ps의 범위 내에 있는 (즉, 광 전력 대 시간의 반치 전폭(full-width at half-maximum, FWHM)을 기초로 하는) 펄스 폭 또는 지속기간을 가질 수 있다. 하지만, 펄스 지속기간은 10 fs 보다 짧거나, 또는 500 ps보다 길게 생성될 수 있음이 인식될 것이다. 따라서, 레이저원(104)에 의해 출력되는 적어도 하나의 레이저 펄스는 10 fs, 15 fs, 30 fs, 50 fs, 75 fs, 100 fs, 150 fs, 200 fs, 300 fs, 500 fs, 700 fs, 750 fs, 800 fs, 850 fs, 900 fs, 1 ps, 2 ps, 3 ps, 4 ps, 5 ps, 7 ps, 10 ps, 15 ps, 25 ps, 50 ps, 75 ps, 100 ps, 200 ps, 500 ps 등의 미만이거나, 이를 초과하거나, 또는 이에 동일하거나, 또는 이들 값 중 어느 것 사이의 펄스 지속기간을 가질 수 있다. 일 실시예에서, 레이저원(104)에 의해 출력되는 레이저 펄스는 10 fs 내지 1 ps의 범위 내에 있는 펄스 지속기간을 갖는다. 다른 실시예에서, 레이저원(104)에 의해 출력되는 레이저 펄스는 500 fs 내지 900 fs의 범위 내에 있는 펄스 지속기간을 갖는다.
레이저원(104)에 의해 출력되는 레이저 펄스는 100 mW 내지 50 kW의 범위 내에 있는 평균 전력을 가질 수 있다. 하지만, 평균 전력은 100 mW보다 작거나, 50 kW 보다 높게 생성될 수 있음이 인식될 것이다. 따라서, 레이저원(104)에 의해 출력되는 레이저 펄스는 100 mW, 300 mW, 500 mW, 800 mW, 1 W, 2 W, 3 W, 4 W, 5 W, 6 W, 7 W, 10 W, 15 W, 25 W, 30 W, 50 W, 60 W, 100 W, 150 W, 200 W, 250 W, 500 W, 2 kW, 3 kW, 20 kW, 50 kW 등의 이상이거나 또는 이들 값 중 어느 것 사이의 평균 전력을 가질 수 있다.
레이저 펄스는 레이저원(104)에 의해 5 kHz 내지 1 GHz의 범위 내에 있는 펄스 반복률로 출력될 수 있다. 하지만, 펄스 반복률은 5 kHz 미만이거나, 또는 1 GHz를 초과할 수 있음이 인식될 것이다. 따라서, 레이저 펄스는 레이저원(104)에 의해, 5 kHz, 50 kHz, 100 kHz, 250 kHz, 500 kHz, 800 kHz, 900 kHz, 1 MHz, 1.5 MHz, 1.8 MHz, 1.9 MHz, 2 MHz, 2.5 MHz, 3 MHz, 4 MHz, 5 MHz, 10 MHz, 20 MHz, 50 MHz, 70 MHz, 100 MHz, 150 MHz, 200 MHz, 250 MHz, 300 MHz, 350 MHz, 500 MHz, 550 MHz, 700 MHz, 900 MHz, 2 GHz, 10 GHz 등의 미만이거나, 이를 초과하거나, 또는 이와 동일하거나, 또는 이들 값 중 어느 것 사이의 펄스 반복률로 출력될 수 있다. 일부 실시예에서, 펄스 반복률은 1.5 MHz 내지 10 MHz의 범위 내에 있을 수 있다.
파장, 펄스 지속기간, 평균 전력 및 펄스 반복률에 부가하여, 작업물(102)로 전달된 레이저 펄스는 하나 이상의 바람직한 특징을 갖는 하나 이상의 피처를 형성하기 위하여, 가공 스폿에서 작업물(102) 또는 그의 구성요소를 가공하는데 충분한 (W/cm2로 측정되는) 광 강도와 (J/cm2로 측정되는) 플루엔스(fluence) 등으로 작업물(102)에 방사하도록 하나 이상의 다른 파라미터를 기초로 선택될 수 있는 펄스 에너지, 피크 전력 등과 같은 하나 이상의 다른 특징에 의해 특징지어질 수 있다. 이러한 다른 파라미터의 예시는 파장, 펄스 지속기간, 평균 전력 및 펄스 반복률 뿐만 아니라, 작업물(102)의 재료 특성, 바이트 크기, 바람직한 가공 처리량 등 또는 이들의 어느 조합과 같은 전술한 특징 중 하나 이상을 포함한다. 본원에서 사용된 "바이트 크기"란 용어는 연속적으로 전달된 레이저 펄스에 의해 조사되는 스폿 면적 사이의 중심간 거리를 지칭한다.
예를 들어, 작업물(102)로 전달되는 레이저 펄스는 1 μJ 내지 20 μJ의 범위 내에 있는 펄스 에너지를 가질 수 있다. 일 실시예에서, 어느 전달된 레이저 펄스는 2 μJ 내지 10 μJ의 범위 내에 있는 펄스 에너지를 가질 수 있다. 다른 실시예에서, 어느 전달된 레이저 펄스는 3 μJ 내지 6 μJ의 범위 내에 있는 펄스 에너지를 가질 수 있다. 하지만, 전달된 레이저 펄스의 펄스 에너지는 1 μJ 미만이거나, 20 μJ를 초과할 수 있음이 인식될 것이다. 다른 예시에서, 작업물(102)로 전달된 레이저 펄스는 1 μJ 내지 20 μJ의 범위 내에 있는 플루엔스를 가질 수 있다. 일 실시예에서, 어느 전달된 레이저 펄스는 2 μJ 내지 10 μJ의 범위 내에 있는 펄스 에너지를 가질 수 있다. 다른 실시예에서, 어느 전달된 레이저 펄스는 2 μJ to 6 μJ의 범위 내에 있는 펄스 에너지를 가질 수 있다. 하지만, 전달된 레이저 펄스의 펄스 에너지는 1 μJ 미만이거나, 20 μJ를 초과할 수 있음이 인식될 것이다.
레이저 타입의 예시들은 레이저원(104)이 기체 레이저(예를 들어, 이산화탄소 레이어, 일산화탄소 레이저, 엑시머 레이저 등), 고체 상태 레이저(예를 들어, Nd:YAG 레이저 등), 로드(rod) 레이저, 파이버(fiber) 레이저, 광결정 로드/파이버 레이저(photonic crystal rod/fiber lasers), 수동형 모드 록 고체 상태 벌크 또는 파이버 레이저(passively mode-locked solid-state bulk or fiber lasers), 다이(dye) 레이저, 모드-록(mode-locked) 다이오드 레이저, 펄스 레이저(예를 들어, ms-, ns-, ps-, fs-펄스 레이저), CW레이저, QCW레이저 등 또는 이들의 어느 조합으로서 특징지어질 수 있다. 레이저원(104)으로서 제공될 수 있는 레이저원의 특정 예시는 EOLITE 사에서 제조된 BOREAS, HEGOA, SIROCCO 또는 CHINOOK 레이저 시리즈; PYROPHOTONICS 사에서 제조된 PYROFLEX 레이저 시리즈; COHERENT 사에서 제조된 PALADIN Advanced 355 또는 DIAMOND 레이저 시리즈; TRUMPF 사에서 제조된 TRUFLOW 레이저 시리즈(예를 들어, TRUFLOW 2000, 2700, 3200, 3600, 4000, 5000, 6000, 7000, 8000, 10000, 12000, 15000, 20000), 또는 TRUDISK-, TRUPULSE-, TRUDIODE-, TRUFIBER-, 또는 TRUMICRO 레이저 시리즈; IMRA AMERICA 사에서 제조된 FCPA μJEWEL 또는 FEMTOLITE 레이저 시리즈; AMPLITUDE SYSTEMES 사에서 제조된 TANGERINE 및 SATSUMA 시리즈 레이저( 및 MIKAN 및 T-PULSE 시리즈 발진기); IPG PHOTONICS 사에서 제조된 CL-, CLPF-, CLPN-, CLPNT-, CLT-, ELM-, ELPF-, ELPN-, ELPP-, ELR-, ELS-, FLPN-, FLPNT-, FLT-, GLPF-, GLPN-, GLR-, HLPN-, HLPP-, RFL-, TLM-, TLPN-, TLR-, ULPN-, ULR-, VLM-, VLPN-, YLM-, YLPF-, YLPN-, YLPP-, YLR-, YLS-, FLPM-, FLPMT-, DLM-, BLM-, 또는 DLR- 레이저 시리즈(예를 들어, GPLN-100-M, GPLN-500-QCW, GPLN-500-M, GPLN-500-R, GPLN-2000-S 등을 포함함) 등 또는 이들의 어느 조합과 같은 하나 이상의 레이저원을 포함한다.
B. 제1 위치 지정기
제1 위치 지정기(106)는 빔 경로(116)에 배치되고, 스캔 렌즈(112)에 대한 빔 경로(116)의 이동을, 따라서 작업물(102)에 대한 빔 축의 이동을 제공하도록, 레이저원(104)에 의해 생성된 레이저 펄스를 회절, 반사, 굴절 등 또는 이들의 어느 조합을 하도록 동작한다. 일반적으로, 제1 위치 지정기(106)는 작업물(102)에 대해 X 및 Y축(또는 방향)을 따른 빔 축의 이동을 제공하도록 구성된다. 도시되진 않았지만, Y축(또는 Y 방향)은 도시된 X 및 Z축(또는 방향)에 직교하는 축(또는 방향)을 지칭하는 것으로 이해될 것이다.
제1 위치 지정기(106)에 의해 제공된 작업물(102)에 대한 빔 축의 이동은 일반적으로, 가공 스폿이 X 및 Y 방향으로 0.01 mm 내지 4.0 mm 사이로 연장하는 제1 스캔 필드 또는 "제1 스캐닝 범위" 내로 스캔, 이동 또는 다른 방식으로 위치 지정될 수 있도록 제한된다. 하지만, 제1 스캐닝 범위는 X 또는 Y 방향 중 어느 방향으로도 (예를 들어, 제1 위치 지정기(106)의 구성, 빔 경로(116)를 따른 제1 위치 지정기(106)의 위치, 제1 위치 지정기(106)에 입사하는 레이저 펄스의 빔 크기, 스폿 크기 등과 같은 하나 이상의 인자에 의존하여) 0.01 mm 미만으로 또는 4.0 mm를 초과하여 연장할 수 있음이 인식될 것이다. 따라서, 제1 스캐닝 범위는 X 및 Y 방향 중 어느 방향으로도, 0.04 mm, 0.1 mm, 0.5 mm, 1.0 mm, 1.4 mm, 1.5 mm, 1.8 mm, 2 mm, 2.5 mm, 3.0 mm, 3.5 mm, 4.0 mm, 4.2 mm 등 이상의 또는 이들 값 중 어느 값 사이의 거리만큼 연장할 수 있다. 본원에서 사용된 "빔 크기"란 용어는 레이저 펄스의 직경 또는 폭을 지칭하고, 빔 축으로부터, 광 강도가 빔 축에서 광 강도의 1/e2로 떨어지는 곳까지의 방사 또는 횡단 거리로 측정될 수 있다.
일반적으로, 제1 위치 지정기(106)가 빔 축을 이동시킬 수 있고, 따라서 가공 스폿을 위치시킬 수 있는 대역폭(즉, 제1 위치 지정 대역폭)은 50 kHz(또는 그 즈음) 내지 10 MHz(또는 그 즈음)의 범위 내에 있다. 따라서, 제1 위치 지정기(106)는 20 μs(또는 그 즈음) 당 하나의 스폿 위치 내지 0.1 μs(또는 그 즈음) 당 하나의 스폿 위치의 범위 내에 있는 위치 지정 속도(제1 위치 지정 대역폭으로부터 안출됨)로 제1 스캐닝 범위 내의 어느 위치에 가공 스폿을 위치시킬 수 있다. 위치 지정 속도의 역수는 본원에서 "위치 지정 주기"로 지칭되고, 제1 스캐닝 범위 내의 일 위치로부터 제1 스캐닝 범위 내의 다른 어느 위치로 가공 스폿의 위치를 변경하는 데 필요한 시간 주기로 지칭된다. 따라서, 제1 위치 지정기(106)는 20 μs(또는 그 즈음) 내지 0.1 μs(또는 그 즈음)의 범위 내에 있는 위치 지정 주기에 의해 특징지어질 수 있다. 일 실시예에서, 제1 위치 지정 대역폭은 100 kHz(또는 그 즈음) 내지 2 MHz(또는 그 즈음)의 범위 내에 있다. 예를 들어, 제1 위치 지정 대역폭은 1 MHz(또는 그 즈음)이다.
제1 위치 지정기(106)는 초소형 정밀 기계 시스템(micro-electro-mechanical-system, MEMS) 미러 또는 미러 어레이, AO 편향기(AOD) 시스템, 전자 광학 편향기(EOD) 시스템, 압전 액추에이터, 전왜 액추에이터(electrostrictive actuator), 음성 코일 액추에이터 등을 포함하는 고속 조향 미러(FSM) 요소 등 또는 이들의 어느 조합으로 제공될 수 있다. 일 실시예에서, 제1 위치 지정기(106)는 적어도 하나의(예를 들어, 한 개, 두 개 등) 단일 요소(single-element) AOD 시스템, 적어도 하나의(예를 들어, 한 개, 두 개 등) 위상 어레이 AOD 시스템 등 또는 이들의 어느 조합을 포함하는 AOD 시스템으로서 제공된다. AOD 시스템 양자는 결정질 Ge, PbMoO4, 또는 TeO2, 유리질 SiO2, 석영, As2S3 등과 같은 재료로 형성된 AO 셀을 포함하지만, 전자는 AO 셀에 음향적으로 연결된 단일 초음파 변환기(ultrasonic transducer)를 포함하는 한편, 후자는 보통 AO 셀에 음향적으로 연결된 적어도 두 개의 초음파 변환기 요소의 위상 어레이를 포함한다.
AOD 시스템 중 어느 것이라도 빔 경로(116)를 편향시킴으로써, (예를 들어, 단일 방향을 따른 빔 축의 이동을 제공하도록 구성된) 단일 축 AOD 시스템, 또는 (예를 들어, 다중 방향, 예를 들어, X 및 Y 방향을 따른 빔 축의 이동을 제공하도록 구성된) 다중 축 AOD 시스템으로서 제공될 수 있다. 일반적으로, 다중 축 AOD 시스템은 다중 셀 시스템 또는 단일 셀 시스템으로서 제공될 수 있다. 다중 셀, 다중 축 시스템은 통상적으로, 상이한 축을 따른 빔 축의 이동을 제공하도록 각각 구성된 다수의 AOD 시스템들을 포함한다. 예를 들어, 다중 셀, 다중 축 시스템은 X 방향을 따른 빔 축의 이동을 제공하도록 구성된 (예를 들어, "X축 AOD 시스템") 제1 AOD 시스템(예를 들어, 단일 요소 또는 위상 어레이 AOD 시스템), 및 Y 방향을 따른 빔 축의 이동을 제공하도록 구성된(예를 들어, "Y축 AOD 시스템") 제2 AOD 시스템(예를 들어, 단일 요소 또는 위상 어레이 AOD 시스템)을 포함할 수 있다. 단일 셀, 다중 축 시스템(예를 들어, "X/Y 축 AOD 시스템")은 통상적으로, X 및 Y 방향을 따른 빔 축의 이동을 제공하도록 구성된 단일 AOD 시스템을 포함한다. 예를 들어, 단일 셀 시스템은 공통 AOD 셀의 상이한 평면, 면(facets), 측면(sides) 등에 음향 연결된 적어도 두 개의 초음파 변환기 요소를 포함할 수 있다.
C. 제2 위치 지정기
제1 위치 지정기(106)와 유사하게, 제2 위치 지정기(108)는 빔 경로(116)에 배치되고, 스캔 렌즈(112)에 대한 빔 경로(116)의 이동을 통해 작업물(102)에 대한 (예를 들어, X 및 Y 방향을 따른) 빔 축의 이동을 제공하기 위하여, 레이저원(104)에 의해 생성되고 제1 위치 지정기(106)에 의해 통과된 레이저 펄스를 회절, 반사, 굴절 등 또는 이들의 어느 조합으로 처리하도록 동작한다. 제2 위치 지정기(108)에 의해 제공된, 작업물(102)에 대한 빔 축의 이동은 일반적으로, 가공 스폿이 제2 스캔 필드 내에 또는, 제1 스캐닝 범위보다 큰 면적에 걸쳐, X 및/또는 Y 방향으로 연장하는 "스캐닝 범위" 내에서 스캔, 이동 또는 다른 방식으로 위치 지정될 수 있도록 제한된다. 본원에 서술된 구성을 고려하여, 제1 위치 지정기(106)에 의해 주어진 빔 축의 이동은 제2 위치 지정기(108)에 의해 제공된 빔 축의 이동에 겹쳐질 수 있음이 인식되어야 한다. 따라서, 제2 위치 지정기(108)는 제2 스캐닝 범위 내의 제1 스캐닝 범위를 스캔하도록 동작한다.
일 실시예에서, 제2 스캐닝 범위는 X 및/또는 Y 방향으로 1 mm 내지 50 mm만큼 연장한다. 하지만, 제2 위치 지정기(108)는 제2 스캐닝 범위가 X 또는 Y 방향 중 어느 방향으로 1 mm 미만 또는 50 mm를 초과하여 연장하도록 구성될 수 있음이 인식될 것이다. 따라서, 일부 실시예에서, 제2 스캐닝 범위(예를 들어, X 또는 Y 방향 또는 다른 방식으로)의 최대 치수는 작업물(102)에 형성될 피처(예를 들어, 비아, 트렌치, 스크라이브 라인, 리세스된 영역, 전도성 트레이스 등)의 (X-Y 평면에서 측정됨) 대응하는 최대 치수 이상일 수 있다. 하지만, 다른 실시예에서, 제2 스캐닝 범위의 최대 치수는 형성될 피처의 최대 치수 미만일 수 있다.
일반적으로, 제2 위치 지정기(108)가 빔 축을 이동시킬 수 있는, 따라서 가공을 위치시킬 수 있는(따라서, 제2 스캐닝 범위 내에서 제1 스캐닝 범위를 스캔할 수 있는) 대역폭(즉, 제2 위치 지정 대역폭)은 제1 위치 지정 대역폭보다 작다. 일 실시예에서, 제2 위치 지정 대역폭은 900 Hz 내지 5 kHz 범위 내에 있다. 다른 실시예에서, 제1 위치 지정 대역폭은 2 kHz 내지 3 kHz 범위 내(예를 들어, 약 2.5 kHz)에 있다. 예를 들어, 제2 위치 지정기(108)는 하나의 검류계 미러 구성요소가 작업물(102)에 대해 X 방향을 따른 빔 축의 이동을 제공하도록 배열되고, 다른 검류계 미러 구성요소가 작업물(102)에 대해 Y 방향을 따른 빔 축의 이동을 제공하도록 배열된 두 개의 검류계 미러 구성요소를 포함하는 검류계 미러 시스템으로서 제공된다. 하지만, 다른 실시예에서, 제2 위치 지정기(108)는 회전하는 다각형 미러 시스템 등으로서 제공될 수 있다. 따라서, 제2 위치 지정기(108) 및 제1 위치 지정기(106)의 특정 구성에 의존하여, 제2 위치 지정 대역폭은 제1 위치 지정 대역폭 이상일 수 있음이 인식될 것이다.
D. 제3 위치 지정기
제3 위치 지정기(110)는 스캔 렌즈(112)에 대한 작업물(102)의 이동, 따라서 빔 축에 대한 작업물(102)의 이동을 제공하도록 동작한다. 빔 축에 대한 작업물(102)의 이동은 일반적으로, 가공 스폿이 제2 스캐닝 범위를 초과하는 면적에 걸쳐 X 및/또는 Y 방향으로 연장하는 제3 스캔 필드 또는 "스캐닝 범위" 내에서 스캔, 이동 또는 다른 방식으로 위치될 수 있도록 제한된다. 일 실시예에서, 제3 스캐닝 범위는 X 및/또는 Y 방향으로 25 mm 내지 2 m만큼 연장한다. 다른 실시예에서, 제2 스캐닝 범위는 X 및/또는 Y 방향으로 0.5 m 내지 1.5 m만큼 연장한다. 일반적으로, (예를 들어, X 또는 Y 방향 또는 다른 방식으로) 제3 스캐닝 범위의 최대 치수는 작업물(102)에 형성될 어느 피처의 (X-Y 평면에서 측정된) 대응하는 최대 치수 이상일 것이다. 경우에 따라, 제3 위치 지정기(110)는 빔 축에 대해 작업물(102)을 (예를 들어, 1 mm 내지 50 mm의 범위에 걸쳐) Z 방향으로 연장하는 스캐닝 범위 내로 이동시키도록 구성될 수 있다. 따라서, 제3 스캐닝 범위는 X, Y 및/또는 Z 방향을 따라 연장할 수 있다.
본원에 서술된 구성을 고려하여, 제1 위치 지정기(106) 및/또는 제2 위치 지정기(108)에 의해 제공된 빔 축의 이동이 제3 위치 지정기(110)에 의해 제공된 작업물(102)의 이동에 의해 겹칠 수 있음이 인식되어야 한다. 따라서, 제3 위치 지정기(110)는 제3 스캐닝 범위 내에서 제1 스캐닝 범위 및/또는 제2 스캐닝 범위를 스캔하도록 동작한다. 일반적으로, 제3 위치 지정기(110)가 가공 스폿을 위치시킬 수 있는(따라서, 제3 스캐닝 범위 내에서 제1 및/또는 제2 스캐닝 범위를 스캔할 수 있는) 대역폭(즉, 제3 위치 지정 대역폭)은 제2 위치 지정 대역폭 미만(예를 들어, 10 Hz, 또는 그 즈음, 또는 그 미만)이다.
일 실시예에서, 제3 위치 지정기(110)는 (예를 들어, 각각 X, Y 및/또는 Z 방향을 따라 작업물(102)에 대한 선형 이동(translational) 움직임을 제공할 수 있는) 하나 이상의 선형 스테이지, (예를 들어, 각각 X, Y 및/또는 Z 방향에 평행한 축에 대해 작업물(102)에 대한 회전 이동을 제공할 수 있는) 하나 이상의 회전형 스테이지 등, 또는 이들의 어느 조합으로 제공된다. 일 실시예에서, 제3 위치 지정기(110)는 작업물(102)을 X 방향을 따라 이동시키는 X 스테이지, 및 작업물(102)을 Y 방향을 따라 이동시키기 위해 X 스테이지에 의해 지지되는 (따라서, X 스테이지에 의해 X 방향을 따라 이동 가능한) Y 스테이지를 포함한다. 도시되진 않았지만, 장치(100)는 작업물(102)이 클램핑, 고정, 유지(held), 채움(secured) 또는 다른 방식으로 지지될 수 있는, 제3 위치 지정기(110)에 연결된 선택적인 척(chuck)을 포함할 수 있다. 도시되진 않았지만, 장치(100)는 제3 위치 지정기(110)를 지지하는 선택적인 베이스(base)를 더 포함할 수 있다.
따라서 앞서 서술된 바와 같이, 장치(100)는 소위 "스택형(stacked)" 위치 지정 시스템을 채용하고, 이 시스템에서 제1 위치 지정기(106), 제2 위치 지정기(108), 스캔 렌즈(112) 등과 같은 구성요소의 위치는 제3 위치 지정기(110)를 통해 이동되는 작업물(102)에 대해 장치(100) 내에서 (예를 들어, 이 기술분야에서 알려진 바와 같이 하나 이상의 지지부, 프레임 등을 통해) 정적으로 유지된다. 다른 실시예에서, 제3 위치 지정기(110)는 제1 위치 지정기(106), 제2 위치 지정기(108), 스캔 렌즈(112) 등과 같은 하나 이상의 구성요소를 이동시키도록 배열 및 구성될 수 있고, 작업물(102)은 정적으로 유지될 수 있다. 또 다른 실시예에서, 장치(100)는 제1 위치 지정기(106), 제2 위치 지정기(108), 스캔 렌즈(112) 등과 같은 하나 이상의 구성요소가 하나 이상의 선형 또는 회전형 스테이지에 의해 운반되는 분할 축(split-axis) 위치 지정 시스템, 및 작업물(102)을 이동시키도록 배열 및 구성된 하나 이상의 선형 또는 회전형 스테이지를 채용할 수 있다. 따라서, 제3 위치 지정기(110)는 작업물(102)의 이동뿐만 아니라, 제1 위치 지정기(106), 제2 위치 지정기(108), 스캔 렌즈(112) 등 중 하나 이상의 이동을 제공한다. 장치(100)에 유리하게 또는 이롭게 채용될 수 있는 분할 축 위치 지정 시스템의 일부 예시는 각각 그 전체가 본원에 참조로 통합되는, 미국특허번호 제5,751,585호, 제5,798,927호, 제5,847,960호, 제6,706,999호, 제7,605,343호, 제8,680,430호, 제8,847,113호, 또는 미국특허출원 공개번호 제2014/0083983호, 또는 이들의 어느 조합에 개시된 것 중 어느 것이라도 포함한다.
다른 실시예에서, 제1 위치 지정기(106), 제2 위치 지정기(108), 스캔 렌즈(112) 등과 같은 하나 이상의 구성요소는 관절이 있는 다중 축 로봇암(예를 들어, 2-, 3-, 4-, 5-, 또는 6-축 암)에 의해 운반될 수 있다. 이러한 실시예에서, 제2 위치 지정기(108) 및/또는 스캔 렌즈(112)는 경우에 따라, 로봇 암의 엔드 이펙터(end effector)에 의해 운반될 수 있다. 또 다른 실시예에서, 작업물(102)은 관절이 있는 다중 축 로봇 암의 엔드 이펙터 상에 직접(즉, 제3 위치 지정기(110) 없이) 탑재될 수 있다. 또 다른 실시예에서, 제3 위치 지정기(110)는 관절이 있는 다중 축 로봇 암의 엔드 이펙터 상에 탑재될 수 있다.
D. 스캔 렌즈
(예를 들어, 단순 렌즈(simple lens) 또는 복합 렌즈로 제공되는) 스캔 렌즈(112)는 통상적으로 바람직한 가공 위치에 위치될 수 있는 빔 웨이스트(beam waist)를 생성하기 위해, 빔 경로를 따라 지향된 레이저 에너지를 집속하도록 일반적으로 구성된다. 스캔 렌즈(112)는 f-세타 렌즈(f-theta lens), 텔레센트릭 렌즈, 액시콘 렌즈(axicon lens)(이 경우, 빔 축을 따라 서로 이격된 복수의 가공 스폿을 생성하는 일련의 빔 웨이스트가 생성됨), 등 또는 이들의 어느 조합으로 제공될 수 있다.
E. 제어기
일반적으로, 제어기(114)는 (예를 들어, USB, 이더넷, 파이어와이어(Firewire), Wi-Fi, RFID, NFC, 블루투스, Li-Fi 등 또는 이들의 어느 조합과 같은 하나 이상의 유선 또는 무선 통신 링크들을 통해) 레이저원(104), 제1 위치 지정기(106), 제2 위치 지정기(108), 제3 위치 지정기(110), 렌즈 액추에이터(lens actuator) 등과 같은 장치(100)의 하나 이상의 구성요소에 통신 가능하게 연결되며, 따라서, 이 구성요소는 제어기(114)에 의해 출력된 하나 이상의 제어 신호에 응답하여 동작한다.
예를 들어, 제어기(114)는 작업물(102) 내의 궤적(또한, 본원에서 "가공 궤적"으로 지칭됨)을 따라 가공 스폿과 작업물(102) 사이의 상대적 이동을 야기하기 위해 가공 스폿과 작업물 사이의 상대적 이동을 제공하도록, 제1 위치 지정기(106), 제2 위치 지정기(108) 또는 제3 위치 지정기(110)의 동작을 제어할 수 있다. 이들 위치 지정기 중 어느 두 개 또는 이들 위치 지정기 중 세 개 모두, 두 개의 위치 지정기(예를 들어, 제1 위치 지정기(106)와 제2 위치 지정기(108), 제1 위치 지정기(106)와 제3 위치 지정기(110), 또는 제2 위치 지정기(108)와 제3 위치 지정기(110)) 또는 세 개의 위치 지정기 모두가 가공 스폿과 작업물(102) 사이의 상대적 이동을 동시에 제공하도록(이를 통해, 빔 축과 작업물 사이에 "복합 상대적 이동(compound relative movement)"을 제공하도록) 제어될 수 있다. 물론, 언제라도, 가공 스폿과 작업물(102) 사이의 상대적 이동을 제공하기 위해(이를 통해, 빔 축과 작업물 사이의 "비-복합 상대적 이동"을 제공함으로써) 하나의 위치 지정기(예를 들어, 제1 위치 지정기(106), 제2 위치 지정기(108) 또는 제3 위치 지정기(110)) 만을 제어하는 것이 가능할 수 있다. 복합 또는 비복합 상대적 이동을 지시하기 위한 제어 신호는 사전 계산될 수 있거나, 다른 방식으로 실시간으로 결정될 수 있다.
일반적으로, 제어기(114)는 명령을 실행할 때 전술한 제어 신호를 생성하도록 구성된 하나 이상의 프로세서를 포함한다. 프로세서는 명령을 실행하도록 구성된 (예를 들어, 하나 이상의 범용 컴퓨터 프로세서, 마이크로프로세서, 디지털 신호 프로세서 등 또는 이들의 어느 조합을 포함하는) 프로그램 가능(programmable) 프로세서로 제공될 수 있다. 프로세서(들)에 의해 실행 가능한 명령은 소프트웨어, 펌웨어 등, 또는 PLD(programmable logic devices), FPGA(field-programmable gate arrays), FPOA(field-programmable object arrays), ASIC(application-specific integrated circuits) - 디지털, 아날로그 및 혼합된 아날로그/디지털 회로를 포함함 - 등, 또는 이들의 어느 조합을 포함하는 어느 적합한 회로의 형태로 구현될 수 있다. 명령의 실행은 디바이스 내에서 또는 디바이스의 네트워크를 통해, 하나의 프로세서 상에서 수행되거나, 프로세서 사이에 분산되거나, 프로세서를 통해 병렬로 이루어지는 등, 또는 이들의 조합으로 될 수 있다.
일 실시예에서, 제어기(114)는 (예를 들어, 하나 이상의 유선 또는 무선 통신 링크를 통해) 프로세서에 의해 액세스 가능한 컴퓨터 메모리와 같은 유형 매체를 포함한다. 본원에 사용된 "컴퓨터 메모리"는 자기 매체(예를 들어, 자기 테이프, 하드 디스크 드라이브 등), 광디스크, 휘발성 또는 비휘발성 반도체 메모리(예를 들어, RAM, ROM, NAND형 플래쉬 메모리, NOR형 플래쉬 메모리, SONOS 메모리 등) 등을 포함하고, 로컬로, 원격으로(예를 들어, 네트워크를 통해), 또는 이들의 조합으로 액세스될 수 있다. 일반적으로, 명령은 본원에 제공된 서술로부터 기술자에게 쉽게 창시될(authored) 수 있는 예를 들어, C, C++, Visual Basic, Java, Python, Tel, Perl, Scheme, Ruby 등으로 기록될 수 있는 컴퓨터 소프트웨어(예를 들어, 실행 가능한 코드, 파일, 명령어 등, 라이브러리 파일 등)으로 저장될 수 있다. 컴퓨터 소프트웨어는 주로 컴퓨터 메모리에 의해 전달되는 하나 이상의 데이터 구조로 저장된다.
도시되진 않았지만, 하나 이상의 드라이버(예를 들어, RF 드라이버, 서보 드라이버, 라인 드라이버, 전원 등)은 레이저원(104), 제1 빔 위치 지정기(106), 제2 위치 지정기(108), 제3 위치 지정기(110), 렌즈 액추에이터 등과 같은 하나 이상의 구성요소의 입력에 통신 가능하게 연결될 수 있다. 일 실시예에서, 각 드라이버는 통상적으로, 제어기(114)가 통신 가능하게 연결되는 입력을 포함하고 따라서, 제어기(114)는 장치(100)의 하나 이상의 구성요소와 연관된 하나 이상의 드라이버의 입력(들)로 송신될 수 있는 하나 이상의 제어 신호(예를 들어, 트리거 신호 등)을 생성하도록 동작한다. 따라서, 레이저원(104), 제1 위치 지정기(106), 제2 위치 지정기(108), 제3 위치 지정기(110), 렌즈 액추에이터 등과 같은 구성요소는 제어기(114)에 의해 생성된 제어 신호에 응답한다.
다른 실시예에서, 도시되진 않았지만 하나 이상의 추가적인 제어기(예를 들어, 구성요소 특정 제어기)는 경우에 따라, 레이저원(104), 제1 위치 지정기(106), 제2 위치 지정기(108), 제3 위치 지정기(110), 렌즈 액추에이터 등과 같은 구성요소에 통신 가능하게 연결된 드라이버(따라서, 구성요소와 연관된)의 입력에 통신 가능하게 연결될 수 있다. 이 실시예에서, 각 구성요소 특정 제어기는 제어기(114)에 통신 가능하게 연결될 수 있고, 제어기(114)로부터 수신된 하나 이상의 제어 신호에 응답하여, 이후에 통신 가능하게 연결된 드라이버(들)의 입력(들)으로 송신될 수 있는 하나 이상의 제어 신호(예를 들어, 트리거 신호 등)을 생성하도록 동작할 수 있다. 이 실시예에서, 구성요소 특정 제어기는 제어기(114)에 대해 서술된 것과 유사하게 구성될 수 있다.
하나 이상의 구성요소 특정 제어기가 제공되는 다른 실시예에서, 하나의 구성요소(예를 들어, 레이저원(104))와 연관된 구성요소 특정 제어기는 하나의 구성요소(예를 들어, 빔 위치 지정기(106) 등)와 연관된 구성요소 특정 제어기에 통신 가능하게 연결될 수 있다. 이 실시예에서, 구성요소 특정 제어기 중 하나 이상은 하나 이상의 다른 구성요소 특정 제어기로부터 수신된 하나 이상의 제어 신호에 응답하여 하나 이상의 제어 신호(예를 들어, 트리거 신호 등)을 생성하도록 동작할 수 있다.
III. 작업물 재료의 제거에 대한 실험 결과
일부 실시예에 따라, 그리고 아래에서 더 상세히 논의되는 바와 같이, 장치(100)는 하나 이상의 피처(예를 들어, 개구부, 슬롯, 비아, 홈, 트렌치, 스크라이브 라인, 커프, 리세스된 영역 등 또는 이들의 어느 조합)를 형성하기 위하여, 작업물(102)의 일부를 제거함으로써 작업물(102)을 가공하도록 구성된 레이저원(104)을 구비한다. 가공 결과로 생성된 표면은 이하에서 "가공된 작업물 표면"으로 지칭되며, 측벽, 바닥 표면 등 또는 어느 부분 또는 이들의 조합을 포함할 수 있다. 이들 실시예에서, 재료는 초단 펄스 지속기간(ultrashort pulse duration)을 갖는 레이저 펄스를 높은 반복률로 작업물(102)로 전달함으로써 작업물(102)로부터 제거된다.
다양한 연구는 (수 십 ps 미만의 펄스 지속기간을 갖는 레이저 펄스를 이용한) 초단 펄스(ultrashort-pulse) 방식의 레이저 재료 가공이 더욱 긴 펄스에 비하여 다수의 장점을 가짐을 나타낸다. 피코초 및 펨토초 레이저 상호 작용의 열 영향(thermal impact)은 매우 제한적이며, 레이저 에너지 손실을 최소의 부수적인(collateral) 손상을 갖는 작은 광학 침투 깊이(optical penetration depths)로 국한시킨다. 이 정밀하게 국한된 레이저 '가열'은 아래에 있는 벌크 재료로의 에너지 손실을 최소화하며, 효율적이고 제어 가능한 삭마 가공을 제공한다. 초단 펄스 지속기간은 레이저 에너지의 상당한 부분이 상당한 삭마 플룸(ablation plume) 및/또는 플라즈마의 발생 전에 작업물(102)로 전달됨을 보장한다; 이러한 효율적인 에너지 커플링(energy coupling)은 플라즈마 반사, 플라즈마 및 플룸 산란(plume scattering) 및 플룸 가열로 인하여, 더욱 긴 펄스 지속기간의 레이저 펄스에 대해 이용 가능하지 않다. 또한, 일반적으로 초단 레이저 펄스가 높은 펄스 반복률(즉, 100 kHz를 초과)로 전달될 때, 이전에 가공 스폿으로 전달된 레이저 펄스에 의해 발생된 열은 스폿으로부터 완전히 소멸되지 않을 것이고, 열 중 적어도 일부는 다음 레이저 펄스가 전달될 때까지 스폿의 부근에서 작업물(102) 내에 존재할 것임이 알려진다. 따라서, 열은 이전에 조사된 가공 스폿 근처의 작업물(102)의 영역 내에 열을 누적시켜서, 연속적으로 전달된 레이저 펄스는 작업물(102)의 가열된 영역으로 전달될 수 있다. 초단 레이저 펄스가 가열된 영역으로 이후에 전달될 때, 증가된 온도는 잔해의 발생 감소에 도움을 주면서, 레이저 재료 상호작용에 긍정적인 영향을 미쳐 효율적인 재료 제거를 개선시키는데 도움을 줄 수 있다.
하지만, 본 발명자는 초단의 높은 펄스 반복률 방식 내에서, 플루엔스, 평균 전력, 펄스 에너지, 바이트 크기 및 스폿 크기(또한, 펄스 반복률)과 같은 특정 파라미터와 이들 파라미터 중 두 개 이상의 다양한 조합이 가공된 작업물 표면의 표면 모폴로지(morphology)에 영향을 미치고, 일부 경우에서 가공 동안 잔해의 발생에 영향을 미칠 수 있음을 발견하였다. 아래에 후속하는 것은 본 발명자의 광범위한 실험 연구의 과정에서 발견된 새롭고 예측되지 않은 관계의 예시이다. 이들 실험에서, 가공되는 작업물(102)의 재료는 전달된 레이저 펄스에서 광의 파장에 대해 "투명"하지 않았다(또는 "불투명하였다"). 이 맥락에서, 재료는 전달된 레이저 펄스의 특정 대역폭 내의 선형 흡수 스펙트럼과 두께를 갖는 경우, 재료를 통해(즉, 빔 축을 따라) 투과된 광의 백분율이 99% 미만, 97% 미만, 95% 미만, 90% 미만, 75% 미만, 50% 미만, 25% 미만, 15% 미만, 10% 미만, 5% 미만, 또는 1% 미만 이도록, "불투명한" 것으로 간주된다.
A. 바이트 크기와 잔해 발생 사이의 관계
도 2는 레이저 펄스가 좌측으로부터 우측으로 연장하는 가공 궤적을 따라 전달되도록, 빔 축과 작업물(102) 사이의 상대적인 이동을 야기하는 동안 레이저 펄스가 전달되는, 본원에서 실리콘 웨이퍼로서 제공되는, 작업물(102)의 표면에 형성되는 트렌치 (a) 내지 (e)의 현미경 사진(평면도로 촬영됨)을 도시한다. 따라서, 각 트렌치의 선단은 현미경 사진의 좌측에 도시된 열에 나타나고, 트렌치 (a) 내지 (c)의 말단은 우측에 도시된 열에 나타난다. 트렌치 (d) 및 (e)의 말단의 외형은 트렌치 (c)의 말단의 외형과 실질적으로 동일하였다.
각 트렌치 (a) 내지 (e)는 35 μm의 스폿 크기, 800 fs의 펄스 지속기간, 및 6 μJ의 펄스 에너지를 갖는 레이저 펄스를 1855 kHz의 펄스 반복률로 빔 축을 따라 전파시킴으로써 형성되었다. 빔 축과 작업물(102) 사이의 상대적인 이동은 연속적으로 전달된 레이저 펄스가 트렌치 (a)에 대해 0.5 μm의 바이트 크기로, 트렌치 (b)에 대해 0.475 μm의 바이트 크기로, 트렌치 (c)에 대해 0.5 μm의 바이트 크기로, 트렌치 (d)에 대해 0.425 μm의 바이트 크기로, 및 트렌치 (e)에 대해 0.4 μm의 바이트 크기로, 작업물(102)에 충돌하도록 수행되었다. 트렌치 (a) 내지 (e)는 전달된 레이저 펄스를 가공 궤적을 따라 단일 패스로 스캔함으로써 형성되었다.
도 2에 도시된 바와 같이, 트렌치 (a)를 형성하도록 선택된 파라미터는 상당히 주목할 만한(noticeable) 잔해를 트렌치의 내부 및 외부 양자에 형성하였고, 거칠게 가공된 작업물 표면뿐만 아니라, 트렌치 엣지를 따라 가공된 면적 외부에 거친 작업물 표면을 초래하였다. 바이트 크기를 0.5 μm로부터 0.475 μm로 감소시킬 때, 트렌치 형성 가공은 트렌치 (b)의 길이 중 대부분을 따라 잔해를 생성하고, 다만 트렌치 (b)의 단부 또는 그 근처에는 잔해가 검출되지 않음이 관찰된다. 트렌치 (b)의 형성이 시작된 후, 어느 주목할 만한 잔해의 발생이 중단될 때까지 약 850 μs가 경과한 것으로 추정된다(즉, 잔해 트랜지션(transition) 주기는 약 850 μs이었다). 트렌치 (c), (d) 및 (e)의 형성 동안 바이트 크기를 각각 0.45 μm, 0.425 μm, 0.4 μm로 더 감소시킬 때, 잔해 트랜지션 주기는 각각 약 600 μs, 약 320 μs 및 약 305 μs로 감소된다.
어느 특정 이론으로 제한되는 것을 바라지 않으면서, 본 발명자는 레이저 펄스가 연속적으로 전달되는 작업물 내의 공간적 영역이 감소하기 때문에, 바이트 크기의 감소와 함께(스폿 크기, 펄스 지속기간, 펄스 에너지 및 펄스 반복률을 일정하게 유지하면서) 잔해 트랜지션 주기가 감소하는 것으로 간주한다. 이는 조사된 가공 스폿을 로컬로 둘러싸는 작업물(102) 내의 영역이 열을 누적하게 한다. 잔해 트랜지션 주기가 경과한 후에, 이들 영역(즉, 가공 궤적을 따라 위치된 영역) 중 일부의 온도는 상승된 상태로(즉, 제거될 재료의 기화 온도와 융해 온도 사이로) 유지된다. 작업물(102)의 이들 영역 내에 남아있는 잔여 열은 어느 주목할 만한 잔해를 생성하지 않으면서, 그 안의 재료의 효율적인 삭마를 가능케 한다.
B. 펄스 에너지와 잔해 발생 사이의 관계
도 3은 좌측으로부터 우측으로 연장하는 가공 궤적을 따라 레이저 펄스가 전달되도록, 빔 축과 작업물(102) 사이의 상대적인 이동을 야기하는 동안 레이저 펄스가 전달되는, 본원에서 실리콘 웨이퍼로서 제공되는 작업물(102)의 표면 내에 형성된 트렌치 (a) 내지 (e)의 현미경 사진(평면도로 촬영됨)을 도시한다. 각 트렌치의 선단만이 도시된다.
각 트렌치 (a) 내지 (e)는 35 μm의 스폿 크기, 800 fs의 펄스 지속기간을 갖는 레이저 펄스를 1979 kHz의 펄스 반복률로 빔 축을 따라 전파시킴으로써 형성되었다. 빔 축과 작업물(102) 사이의 상대적인 이동은 연속적으로 전달된 레이저 펄스가 각 트렌치에 대해 0.5 μm의 바이트 크기에서 작업물(102)에 충돌하도록 수행되었다. 작업물(102)로 전달된 레이저 펄스는 트렌치 (a)의 형성 동안 6 μJ의 펄스 에너지, 트렌치 (b)에 대해 5 μJ의 펄스 에너지, 트렌치 (c)에 대해 4 μJ의 펄스 에너지, 트렌치 (d)에 대해 3 μJ의 펄스 에너지 및 트렌치 (e)에 대해 2 μJ의 펄스 에너지를 구비하였다. 트렌치 (a)-(e)는 전달된 레이저 펄스를 가공 궤적을 따라 단일 패스로 스캔함으로써 형성된다.
도 3에 도시된 바와 같이, 트렌치 (a)로부터 선택된 파라미터는 상당히 주목할 만한 잔해를 트렌치 외부의 선단 근처에 형성하였고, 가공된 면적 외부에 (선단으로부터 더 멀리 떨어진 트렌치를 따라 덜 주목할 만한) 거친 작업물 표면이지만 트렌치 내에서 상대적으로 매끄럽게 가공된 작업물 표면을 초래하였다. 펄스 에너지를 6 μJ로부터 5 μJ로 감소시킬 때, 트렌치 형성 가공은 트렌치 외부의 선단 근처에 상당히 주목할 만한 잔해(그리고, 선단으로부터 멀리 떨어진 트렌치를 따라 주목할 만한 잔해)를 발생시키며, 가공된 면적 외부의 거친 작업물 표면을 초래한다. 트렌치 (b) 내의 가공된 작업물 표면은 트렌치 (a) 내의 가공된 작업물 표면 보다 덜 매끄러운 것으로 관찰되었다. 펄스 에너지를 4 μJ로 더 감소시킬 때, 트렌치 형성 가공은 트렌치 (c)의 선단에 상당히 주목할 만한 잔해를 발생시키고, 가공된 면적 외부의 거친 작업물 표면을 뿐만 아니라, 트렌치 (c) 내에 거칠게 가공된 작업물 표면을 초래한다. 잔해는 또한, 트렌치 (a) 내지 (c)의 세로 방향(longitudinal) 면을 따라, 선단으로부터 말단까지 재구성 재료(recast material)의 릿지(ridge)의 형태로 있다. 펄스 에너지를 3 μJ로 더 감소시킬 때, 트렌치 형성 가공이 트렌치 (d)의 선단에 및 그 주위에 주목할 만한 잔해를 발생시키며, 가공된 면적 외부에 거친 작업물 표면뿐만 아니라, 트렌치 (d) 내에 거친 작업물 표면을 초래한다; 하지만, 상대적으로 짧은 잔해 트랜지션 주기 이후에, 주목할만한 잔해 발생은 관찰되지 않았다. 재구성 재료의 릿지는 또한, 트렌치 (d)의 선단으로부터 거리가 증가함에 따라 사라졌다. 2 μJ로 펄스 에너지를 더 감소시킬 때, 트렌치 형성 가공은 트렌치 (e)의 선단에서 또는 그 근처에서 트렌치 (e) 외부에 매우 적은 양의 잔해를 발생시키고, 트렌치 내에는 주목할 만한 잔해를 발생시키지 않는다. 하지만, 트렌치 (e) 내의 가공된 작업물 표면은 상당한 잔해가 관찰되지 않고, 매끄럽게 나타났다. 트렌치 (e) 외부에서 재구성 재료의 릿지는 관찰되지 않았다.
C. 잔해 발생에서 크기 조정(Scaling)의 결과
도 4는 각각 본원에서 실리콘 웨이퍼로 제공된 작업물(102)의 표면에 형성된 교차하는 스크라이브 라인의 세트를 포함하는, 레이저 가공된 피처 (a) 및 (b)의 현미경 사진(평면도로 촬영됨)을 도시한다.
피처 (a) 및 (b)를 형성하기 위하여, 레이저 펄스가 각 스크라이브 라인에 대해 세 개의 평행한 스캔 라인을 포함하는 가공 궤적을 따라 전달되고, 각 스캔 라인이 단일 패스에서 다루어지도록, 빔 축과 작업물(102) 사이의 상대적인 이동을 야기하는 동안 레이저 펄스가 작업물(102)에 전달되었다. 각 피처 (a) 및 (b)는 800 fs의 펄스 지속기간을 갖는 레이저 펄스를 1855 kHz의 펄스 반복률로 빔 축을 따라 전파시킴으로써 형성되었다. 피처 (a)의 형성 동안 작업물(102)로 전달된 레이저 펄스는 25 μm의 스폿 크기와 3.14 μJ의 펄스 에너지를 가졌고, 빔 축과 작업물(102) 사이의 상대적인 이동은 연속적으로 전달된 레이저 펄스가 0.1 μm의 바이트 크기로 작업물(102)에 충돌하도록 수행되었다. 피처 (b)의 형성 동안 작업물(102)로 전달된 레이저 펄스는 35 μm의 스폿 크기와 6.16 μJ의 펄스 에너지를 가졌고, 빔 축과 작업물(102) 사이의 상대적인 이동은 연속적으로 전달된 레이저 펄스가 0.25 μm의 바이트 크기로 작업물(102)에 충돌하도록 수행되었다.
도 4로부터 명백한 바와 같이, 피처 (a)의 형성 동안 상당한 양의 잔해가 발생되고, 눈에 보이는 피트(pit) 및 다른 손상을 갖는 거칠게 가공된 작업물 표면을 갖는 스크라이브 라인을 초래한다. 대조적으로, 피처 (b)의 형성 동안 잔해가 실질적으로 발생하지 않았으며, 생성된 스크라이브 라인은 실질적으로 누적된 잔해가 없는 매끄럽게 가공된 작업물 표면을 나타냈다. 주석: 점선 타원에 의해 둘러싸인 피처 (b)의 영역 내에는 상당한 잔해가 발생되었고 누적되었다. 이 영역은 두 번 가공된 피처의 영역에 대응한다.
D. 바이트 크기, 플루엔스 및 펄스 반복률과, 표면 거칠기 및 재료 제거 속도의 관계
도 5는 전달된 레이저 펄스를 가공 궤적을 따라 단일 패스로 스캔하는 동안, 레이저 펄스를 빔 축을 따라 두 개의 펄스 반복률(즉, ~927 kHz 및 ~1855 kHz) 중 하나로 전파시킴으로써 본원에서 실리콘 웨이퍼로서 제공된 작업물(102)에 형성된 트렌치 내의 가공된 작업물 표면의 평균 표면 거칠기(Ra)와, 트렌치 형성 가공 동안 재료 제거 속도(um2-면적(Area)) 사이의 관계를, (μm로 측정된) 바이트 크기 및 (J/cm2로 측정된) 플루엔스의 함수로 도시하는 그래프의 세트이다. 평균 표면 거칠기(Ra)는 대상체를 50배로 확대하는 Keyence 3D 공초점 현미경(confocal microscope)을 사용하여 측정되었다.
도 5로부터 명백해지는 바와 같이, 가공된 작업물 표면의 평균 표면 거칠기는 0.2 μm를 초과하는 바이트 크기에서, 약 0.25 μm 아래로 떨어지며, 미러처럼 매끄러운 표면 마감(mirror-smooth surface finish)에 도달한다. ~1855 kHz의 펄스 반복률로 전달된 레이저 펄스를 사용하여 형성된 가공된 작업물 표면의 평균 표면 거칠기는, 시험된 모든 바이트 크기 및 플루엔스 수준에 대해, ~927 kHz의 펄스 반복률로 전달된 레이저 펄스를 사용하여 형성된 대응하는 가공된 작업물 표면보다 일반적으로 낮다. um2-면적 값은 스크라이브의 횡단 면적을 나타내고, 바이트 크기가 증가함에 따라 재료 제거 속도가 감소함을 나타낸다. ~927 kHz의 펄스 반복률에서 트렌치의 형성 동안 획득된 재료 제거 속도는 ~1855 kHz의 펄스 반복률에서 트렌치의 형성 동안 획득된 재료 제거 속도와 유사하다.
E. 바이트 크기, 플루엔스, 펄스 반복률 및 평균 전력과 잔해 발생의 관계
도 6은 i) 주목할만하게 발생한 잔해 없이, 가공된 작업물 표면의 형성을 초래하고(즉, 도 2 내지 도 5에 대하여 논의된 바와 같이, 그 위에 주목할 만하게 누적된 잔해가 없는 가공된 작업물 표면을 초래하고), ii) 주목할 만하게 발생한 잔해를 갖는 가공된 작업물 표면의 형성을 초래하는(즉, 도 2 내지 도 5에 대해 논의된 바와 같이, 그 위에 주목할 만한 잔해가 누적된 가공된 작업물 표면을 초래하는), 본원에서 실리콘 웨이퍼로서 제공된 작업물(102)에서 트렌치를 형성하는 가공 윈도우를 도시하는 그래프의 세트를 도시한다. 참조 부호(600)로 표시된 패턴으로 구분된 영역은 주목할만한 잔해의 발생을 초래하는 파라미터 공간을 나타내고, 참조 부호(602)로 표시된 패턴으로 구분된 영역은 주목할 만한 잔해의 발생을 초래하지 않는 파라미터 공간을 나타낸다. 관찰된 트렌치는 전달된 레이저 펄스를 가공 궤적을 따라 단일 패스로 스캔하는 동안, 레이저 펄스를 다섯 개의 펄스 반복률 (i.e., 927.55 kHz, 1264 kHz, 1855 kHz, 2022 kHz 및 3051 kHz) 중 하나로 빔 축을 따라 전파시킴으로써 형성되었다. 각 펄스 반복률에서, 다수의 트렌치가 형성되었고, 각 트렌치는 (μm로 측정된) 바이트 크기, (J/cm2로 측정된) 플루엔스 및 (W로 측정된) 평균 전력의 상이한 조합을 사용하여 형성되었다.
도 6에 도시된 바와 같이, 927.55 kHz 및 1264 kHz에서, 시험된 바이트 크기, 플루엔스 및 평균 전력 값의 모든 조합은 적당한 내지 상당한 양의 잔해를 발생시키는 것으로 관찰된 한편, 1855 kHz, 2022 kHz 및 3051 kHz에서 파라미터 값의 일부(전체가 아님) 조합은 적은 잔해 내지 누적된 잔해가 없는 가공된 작업물 표면을 생성하는 것으로 확인되었다. 이 결과는 가공될 특정 재료에 대해, 그 밑으로는 잔해 발생이 회피될 수 없는 임계 펄스 반복률이 존재함을 나타낸다. 하지만, 임계 펄스 반복률을 초과하여, 일부 다른 일반적인 관찰이 이루어질 수 있다: 상대적으로 낮은 플루엔스 또는 평균 전력 값에서, 적당하거나 상당한 양의 잔해를 발생시키지 않으면서 피처를 형성하도록 상대적으로 넓은 범위의 바이트 크기를 사용하여 작업물(102)이 가공될 수 있다; 그리고, 플루엔스 또는 평균 전력이 증가할 때 이 범위의 바이트 크기는 감소한다.
영역(600 및 602)이 중첩되는 일부 파라미터 공간이 있다. 예를 들어, 참조 부호(604)로 표시된 패턴에 의해 구분된 영역을 참조한다. 이 중첩은 (1) 상당하거나 주목할만한 잔해 발생과 상당하지 않거나 주목할 만하지 않은 잔해 발생 사이의 트랜지션이 있거나; 또는 (2) 주어진 플루엔스, 전력 및 바이트 크기에 대해, 깨끗하고 매끄러운 피처 또는 잔해 발생에 의해 동반될 수 있는 피처를 생성할 수 있는 가공이 있음을 나타내는 것으로 일반적으로 이해될 수 있다. 1855 kHz에서의 예시로서, 전력 및 플루엔스에 매칭하는 공정에 대하여, 상이한 결과(즉, 깨끗하고 매끄러운 피처 또는 잔해의 발생이 동반되는 피처)를 생성하는 스폿 크기 및 펄스 에너지의 조합이 있다. 달리 말하자면, 영역(600 및 602)이 중첩되는 파라미터 공간 내의 주어진 좌표에서, 깨끗하고 매끄러운 표면을 갖는 피처 또는 잔해의 발생이 동반되는 피처는 전달된 레이저 펄스의 스폿 크기 및 펄스 에너지에 의존하여 형성될 수 있다.
IV. 실험 결과에 기반한 예시적인 실시예
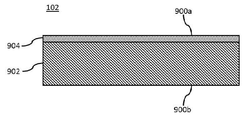
섹션 III, 하위 섹션 A 내지 E에서 상술한 실험의 결과를 기초로, 본 발명의 일 실시예는 제거 가공 동안, (작업물(102)로 전달된 레이저 펄스에서 광의 파장에 대해 투명하지 않은) 재료를 제거함으로써, 작업물(102)에 피처(예를 들어, 스크라이브 또는 다른 트렌치 또는 리세스 등)를 형성하는 레이저 가공으로 특징지어질 수 있다. 예를 들어, 그리고 도 9a에 도시된 실시예를 참조하면, 작업물(102)은 상부 표면(예를 들어, 표면(900a)) 및 상부 표면 반대편의 하부 표면(예를 들어, 표면(900b))을 갖는 반도체 웨이퍼로서 제공될 수 있다. 반도체 웨이퍼는 (예를 들어, 실리콘, 게르마늄, Si1-xGex(여기서, 0.0001 < x < 0.9999), GaAs, GaN, InP 등 또는 이들의 어느 조합과 같은 재료로 형성되는) 기판(902), 및 (예를 들어, 하나 이상의 전계 효과 트랜지스터, 유전체 층, 상호 연결 금속 배선 구조(interconnect metallization structures), 패시베이션 층(passivation layers) 등 또는 이들의 어느 조합으로 형성된) 디바이스 층(904)을 포함할 수 있다. 작업물(102)은 위에서 논의한 반도체 웨이퍼와는 다른 어느 방식으로 제공될 수 있음이 인식되어야 한다. 예를 들어, 작업물(102)은 (예를 들어, Al2O3, AlN, BeO, Cu, GaAs, GaN, Ge, InP, Si, SiO2, SiC, Si1-xGex (여기서 0.0001 < x < 0.9999) 등 또는 이들의 어느 조합 또는 합금으로 형성된 기판(예를 들어, 전자 기판, 반도체 기판, 광학 기판 등), 플라스틱, 유리(예를 들어, 열적으로, 화학적으로, 또는 다른 방식으로 강화되거나 강화되지 않음), 석영, 사파이어, 플라스틱, 실리콘 등으로 형성된 물품, 하나 이상의 금속(예를 들어, Al, Ag, Au, Cu, Fe, In, Mg, Pt, Sn, Ti 등, 또는 이들의 조합 또는 합금), 전도성 금속 산화물(예를 들어, ITO 등), 투명한 전도성 폴리머, 세라믹, 왁스, 수지, (예를 들어, 산화규소, 질화규소, 산질화규소 등 또는 이들의 어느 조합과 같은 중간층 유전체 구조로 사용되는) 무기 유전 재료, 로우-k 유전 재료(예를 들어, 메틸 실세스퀴옥산(MSQ), 하이드로겐 실세스퀴옥산(HSQ), 플루오르화 테트라에틸 오소실리케이트(FTEOS) 등 또는 이들의 어느 조합), 유기 유전 재료(예를 들어, (모두 도우 사에서 제조된) SILK, 벤조시클로부텐, 노틸러스, (듀퐁 사에서 제조된) 폴리플루오로테트라에틸렌, (얼라이드 케미컬 사에서 제조된) FLARE 등 또는 이들의 어느 조합), 유리 섬유, 폴리머 재료(폴리아미드, 폴리이미드, 폴리에스테르, 폴리아세탈, 폴리카보네이트, 변성 폴리페닐렌 에테르, 폴리부틸렌 테레프탈레이트, 폴리페닐렌 설파이드, 폴리에테르 술폰, 폴리에테르 이미드, 폴리에테르 에테르 케톤, 액정 폴리머, 아크릴로니트릴 부타디엔 스티렌 및 이들의 어느 화합물, 조성물 또는 합금) 등 또는 이들의 어느 조합을 포함하는 어느 단일 또는 다중 층 구조로 제공될 수 있다.
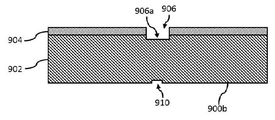
작업물(102)의 일부가 다음: 가공 동안 잔해의 최소 발생 또는 발생 없음; 매끄럽게 가공된 작업물 표면의 생성; 감소된 수의 결함, 흠(flaws) 또는 균열을 갖는 가공된 작업물 표면의 생성; 가공된 작업물 표면에 인접한 작업물(102)의 균일한 HAZ의 생성 중 하나 이상을 이롭게 달성하는 방식으로 제거됨을 보장하기 위하여, 제거 가공의 파라미터들(예를 들어, 플루엔스, 평균 전력, 펄스 반복률, 펄스 에너지, 스폿 크기, 바이트 크기 등 중 하나 이상)이 선택되거나, 제어되거나, 또는 다른 방식으로 설정된다. 예를 들어, 제거 가공 동안, 작업물(102)의 상부 표면(900a)에 피처(예를 들어, 리세스, 트렌치 등일 수 있는, 도 9b에 도시된 피처(906))를 형성하기 위해, 레이저 펄스 빔은 작업물(102)과 교차하는 빔 축을 따라 지향될 수 있고, 레이저 펄스 빔은 연속적으로 지향된 레이저 펄스가 0이 아닌 바이트 크기로 작업물(102) 위에 충돌하도록 스캔될 수 있다.
도 9b에 도시된 실시예에서, 피처(906)는 디바이스 층(904)을 통해 완전히, 그리고 기판(902)내로 부분적으로 (예를 들어, 기판(902)의 상부 표면으로부터 측정된 깊이 (d) 만큼) 연장한다. 일부 실시예에서, 깊이(d)는 5 μm(또는 그 즈음) 내지 22 μm(또는 그 즈음)의 범위 내에 있을 수 있다. 예를 들어, 깊이(d)는 5 μm, 5.5 μm, 6.0 μm, 6.5 μm, 7.0 μm, 7.5 μm, 8.0 μm, 8.5 μm, 10 μm, 12 μm, 15 μm, 17 μm, 20 μm, 22 μm 등, 또는 이들 값 중 어느 것 사이일 수 있다. 그렇지만, 깊이(d)가 5 μm 미만이거나, 22 μm를 초과할 수 있음이 인식되어야 한다. 다른 실시예에서, 피처(906).
파라미터가 충분히 매끄러운 가공된 작업물 표면(예를 들어, 가공된 작업물 표면(906))을 생성하도록 선택된 경우, 가공된 작업물 표면은 작업물(102)의 초기 가공, 작업물(102)의 관통 작업물 가공 등 또는 이들의 어느 조합과 같은 후속 가공을 용이하게 하도록 사용될 수 있다. 가공된 작업물 표면(예를 들어, 가공된 작업물 표면(906))은 가공된 작업물 표면이 1.0 μm 이하의 평균 표면 거칠기(Ra)를 갖는 경우 후속 가공을 용이하게 하도록 "충분히 매끄러운" 것으로 간주될 수 있다. 일부 실시예에서, 가공된 작업물 표면은 1.0 μm 미만, 0.75 μm 미만, 0.5 μm 미만, 0.4 μm 미만, 0.3 μm 미만, 0.25 μm 미만, 0.2 μm 미만, 0.15 μm 미만 등 또는 이들 값 중 어느 것 사이의 평균 표면 거칠기(Ra)를 갖는다.
작업물(102)의 내부 가공은 처음에 가공된 작업물 표면을 통해, 그 후 작업물로 통과하도록 다른 레이저 펄스 빔을 지향시킴으로써 수행될 수 있다. 이 경우, 지향된 레이저 펄스 빔은 레이저 펄스의 빔 웨이스트가 작업물(102) 내부에 위치되도록 집속된다. 작업물(102)의 내부 가공 동안 사용되는 레이저 펄스는 가공된 작업물 표면의 초기 형성 동안 사용되는 파장보다, 가공되고 있는 작업물(102) 내의 재료에 대해 더욱 투명한 파장을 갖는다. 이러한 내부 가공과 연관된 파라미터(예를 들어, 플루엔스, 평균 전력, 펄스 반복률, 펄스 에너지, 스폿 크기, 바이트 크기 등 중 하나 이상)는 작업물(102) 내의 재료에 의해 지향된 레이저 펄스의 비선형 흡수를 유도하여, 그를 통해 전달된 레이저 펄스의 빔 웨이스트에 또는 그 근처에 있는 작업물(102) 내의 재료 중 일 부분(예를 들어, 도 9c에 도시된 부분(908))을 가공하도록 (예를 들어, 융해, 기화, 삭마, 균열, 변색 등을 하도록, 또는 화학적 조성, 결정 구조, 전자 구조, 미세 구조, 나노 구조, 밀도, 속도, 굴절률, 투자율, 유전 상수 등과 같은 하나 이상의 특성 또는 특징을 다른 방식으로 변경하도록) 선택된다. 예를 들어, 실리콘 웨이퍼와 같은 작업물(102)에 트렌치가 형성된 후에, 충분히 매끄럽게 가공된 작업물 표면(예를 들어, 도 7의 현미경 사진에 도시됨)을 생성하기 위해, 실리콘 웨이퍼 내부에 일련의 균열(예를 들어, 도 8a 및 도 8b의 현미경 사진에 도시됨 - 도 8a는 도 7에 도시된 트렌치의 폭을 가로지르는 도면을 도시하고, 도 8b는 도 7에 도시된 트렌치의 길이를 따른 도면을 도시함 -)을 형성하도록 상술한 내부 가공이 수행될 수 있다.
도 9d를 참조하면, 작업물(102)의 관통 작업물 가공은 처음에 가공된 작업물 표면(예를 들어, 가공된 작업물 표면(906a))을 통해, 그 후 작업물로 통과하도록 다른 레이저 펄스 빔을 지향시킴으로써 수행될 수 있다. 지향된 레이저 펄스 빔은, 레이저 펄스의 빔 웨이스트가 작업물(102)의 하부 표면(900b)에 또는 그 근처에 위치되도록 집속된다. 작업물(102)의 내부 가공 동안 사용된 레이저 펄스는 가공된 작업물 표면의 초기 형성 동안 사용되는 파장 보다, 가공되고 있는 작업물(102) 내의 재료에 대해 더욱 투명한 파장을 갖는다. 이러한 관통 작업물 가공과 연관된 파라미터(예를 들어, 플루엔스, 평균 전력, 펄스 반복률, 펄스 에너지, 스폿 크기, 바이트 크기 등 중 하나 이상)는 하부 표면(900b)에서 작업물(102)의 재료에 의해 지향된 레이저 펄스의 선형 또는 비선형 흡수를 야기하여, 전달된 레이저 펄스의 빔 웨이스트에 또는 그 근처에 있는 작업물(102) 중 일부를 가공하도록(예를 들어, 하부 표면(900b)에 트렌치 또는 리세스(910)를 형성하도록) 선택된다. 수행될 수 있는 작업물(102)의 관통 작업물 가공의 일부 예시는 그 전체가 본원에 참조로 통합되는, 미국특허번호 제9,610,653호에 서술된다.
V. 결론
전술한 것은 본 발명의 실시예 및 예시를 예시하는 것일 뿐, 본 발명을 제한하는 것으로 해석되어서는 안 된다. 수개의 특정한 실시예 및 예시가 도면을 참조로 서술되었지만, 이 분야의 기술자는 본 발명의 새로운 교시와 장점을 실질적으로 벗어나지 않으면서, 개시된 실시예 및 예시는 물론 다른 실시예에 대한 다수의 변형이 가능함을 쉽게 인식할 것이다.
예를 들어, 위의 섹션 III에서 논의된 실험이 그저 실리콘 웨이퍼 상에서만 수행되었더라도, 가공될 재료가 전달된 레이저 펄스의 파장에 대해 투명하지 않는 한, 초단 레이저 펄스를 사용하여 (실리콘 웨이퍼 이외의) 재료를 포함하는 작업물을 가공할 때 유사한 결과가 관찰될 수 있음이 인식되어야 한다. 따라서, 전술한 실시예는 실리콘, 전자 또는 광학 디바이스 기판(예를 들어, Al2O3, AlN, BeO, Cu, GaAs, GaN, Ge, InP, Si, SiO2, SiC, Si1-xGex (여기서 0.0001 < x < 0.9999) 등 또는 이들의 어느 조합 또는 합금으로 형성된 기판), 플라스틱, 유리(예를 들어, 열적으로, 화학적으로, 또는 다른 방식으로 강화되거나 강화되지 않음), 석영, 사파이어, 플라스틱, 실리콘 등으로 형성된 물품, 하나 이상의 금속(예를 들어, Al, Ag, Au, Cu, Fe, In, Mg, Pt, Sn, Ti 등, 또는 이들의 조합 또는 합금), 전도성 금속 산화물(예를 들어, ITO 등), 투명한 전도성 폴리머, 세라믹, 왁스, 수지, (예를 들어, 산화규소, 질화규소, 산질화규소 등 또는 이들의 어느 조합과 같은 중간층 유전체 구조로 사용되는) 무기 유전 재료, 로우-k 유전 재료(예를 들어, 메틸 실세스퀴옥산(MSQ), 하이드로겐 실세스퀴옥산(HSQ), 플루오르화 테트라에틸 오소실리케이트(FTEOS) 등 또는 이들의 어느 조합), 유기 유전 재료(예를 들어, (모두 도우 사에서 제조된) SILK, 벤조시클로부텐, 노틸러스, (듀퐁 사에서 제조된) 폴리플루오로테트라에틸렌, (얼라이드 케미컬 사에서 제조된) FLARE 등 또는 이들의 어느 조합), 유리 섬유, 폴리머 재료(폴리아미드, 폴리이미드, 폴리에스테르, 폴리아세탈, 폴리카보네이트, 변성 폴리페닐렌 에테르, 폴리부틸렌 테레프탈레이트, 폴리페닐렌 설파이드, 폴리에테르 술폰, 폴리에테르 이미드, 폴리에테르 에테르 케톤, 액정 폴리머, 아크릴로니트릴 부타디엔 스티렌 및 이들의 어느 화합물, 조성물 또는 합금) 등 또는 이들의 어느 조합 이외의 재료로 형성된 반도체 웨이퍼를 가공하는데 이롭게 채택될 수 있음이 인식되어야 한다.
따라서, 이러한 모든 변형은 청구항으로 한정된 본 발명의 범위 내에 포함되는 것으로 의도된다. 예를 들어, 기술자는 어느 문장, 단락, 예시 또는 실시예의 주제가 그 조합이 상호 배타적인 경우를 제외하고, 다른 문장, 단락, 예시 또는 실시예 중 일부 또는 전체의 주제와 조합될 수 있다는 점을 인식할 것이다. 그러므로, 본 발명의 범위는 다음의 청구범위에 의해 결정되어야 하고, 청구범위의 균등물도 그 안에 포함될 것이다.
Claims (15)
- 제1 표면 및, 상기 제1 표면 반대편의 제2 표면을 갖는 작업물을 제공하는 것;
500 kHz를 초과하는 펄스 반복률, 스폿 크기 및 펄스 에너지에서 200 ps 미만의 펄스 지속기간을 갖는 제1 레이저 펄스 빔을 생성하는 것; 및
상기 작업물에 교차하는 빔 축을 따라 상기 제1 레이저 펄스 빔을 지향시키는 것;
상기 작업물의 상기 제1 표면에 피처(feature)를 형성하기 위해 연속적으로 지향된 레이저 펄스가 0이 아닌 바이트 크기로 상기 작업물에 충돌하고, 1.0 μm 미만의 평균 표면 거칠기(Ra)를 갖는 가공된 작업물 표면을 갖는 것으로 상기 피처가 특징지어지도록, 가공 궤적을 따라 상기 빔 축을 스캔하는 것을 포함하는 방법. - 제1항에 있어서, 상기 펄스 지속기간은 1 ps 이하인 방법.
- 제1항 또는 제2항에 있어서, 상기 펄스 지속기간은 800 fs 이하인 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 펄스 반복률은 1264 kHz를 초과하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 펄스 반복률은 1800 kHz 이상인 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 펄스 반복률은 1900 kHz 이상인 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 펄스 반복률은 2000 kHz 이상인 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 펄스 반복률은 3000 kHz 이상인 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 평균 표면 거칠기(Ra)는 0.75 μm 미만인 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 평균 표면 거칠기(Ra)는 0.5 μm 미만인 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 평균 표면 거칠기(Ra)는 0.4 μm 미만인 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 평균 표면 거칠기(Ra)는 0.3 μm 미만인 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 평균 표면 거칠기(Ra)는 0.25 μm 미만인 방법.
- 제1항 내지 제13항 중 어느 한 항에 있어서,
제2 레이저 펄스 빔을 생성하는 것;
빔 웨이스트(beam waist)를 생성하기 위하여 상기 제2 레이저 펄스 빔 내에 레이저 펄스를 집속하는 것;
상기 빔 웨이스트가 상기 작업물 내에 또는 상기 작업물의 제2 표면에 배열되도록, 상기 집속된 제2 레이저 펄스 빔을 상기 가공된 작업물 표면과 교차하는 빔 축을 따라 지향시키는 것; 및
상기 빔 웨이스트에서 상기 작업물을 가공하는 것을 더 포함하는 방법. - 제14항에 있어서, 상기 작업물은 상기 제1 레이저 펄스 빔 내의 레이저 펄스의 파장보다, 상기 제2 레이저 펄스 빔 내의 레이저 펄스의 파장에 대해 더욱 투명한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662368053P | 2016-07-28 | 2016-07-28 | |
| US62/368,053 | 2016-07-28 | ||
| PCT/US2017/043229 WO2018022441A1 (en) | 2016-07-28 | 2017-07-21 | Laser processing apparatus and methods of laser-processing workpieces |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190025721A true KR20190025721A (ko) | 2019-03-11 |
Family
ID=61016598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197004389A KR20190025721A (ko) | 2016-07-28 | 2017-07-21 | 작업물을 레이저 가공하는 레이저 가공 장치 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3490750A4 (ko) |
| JP (1) | JP2019532815A (ko) |
| KR (1) | KR20190025721A (ko) |
| CN (1) | CN109862991A (ko) |
| TW (1) | TW201803674A (ko) |
| WO (1) | WO2018022441A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7366045B2 (ja) * | 2018-03-22 | 2023-10-20 | アプライド マテリアルズ インコーポレイテッド | 半導体デバイスの製造に使用される加工構成要素のセラミック表面のレーザ研磨 |
| JP7336465B2 (ja) * | 2018-05-08 | 2023-08-31 | ラム リサーチ コーポレーション | テレセントリックレンズ、光ビーム折り畳みアセンブリ、またはポリゴンスキャナを有するレンズ回路を含む原子層エッチングおよび原子層堆積の処理システム |
| EP3774166A4 (en) * | 2018-06-05 | 2022-01-19 | Electro Scientific Industries, Inc. | LASER PROCESSING DEVICE, METHOD OF OPERATION THEREOF AND METHOD OF PROCESSING WORKPIECES USING SAME |
| CN113412453A (zh) * | 2019-02-19 | 2021-09-17 | Asml控股股份有限公司 | 激光粗加工:工程化突节顶部的粗糙度 |
| CN113977099B (zh) * | 2021-12-07 | 2023-12-19 | 北京卫星制造厂有限公司 | 一种用于纤维复合材料的超快激光铣方法 |
| TWI826980B (zh) * | 2022-03-25 | 2023-12-21 | 國立陽明交通大學 | 液晶配向電極製作方法及其液晶盒製作方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2009514C (en) * | 1990-02-07 | 1995-04-25 | Mahmud U. Islam | Laser rough and finish machining of hard materials |
| JP2005116844A (ja) * | 2003-10-09 | 2005-04-28 | Matsushita Electric Ind Co Ltd | 半導体装置の製造方法 |
| US20060000814A1 (en) * | 2004-06-30 | 2006-01-05 | Bo Gu | Laser-based method and system for processing targeted surface material and article produced thereby |
| US20060039419A1 (en) * | 2004-08-16 | 2006-02-23 | Tan Deshi | Method and apparatus for laser trimming of resistors using ultrafast laser pulse from ultrafast laser oscillator operating in picosecond and femtosecond pulse widths |
| JP2007021527A (ja) * | 2005-07-15 | 2007-02-01 | Matsushita Electric Ind Co Ltd | レーザ加工方法 |
| US9138913B2 (en) * | 2005-09-08 | 2015-09-22 | Imra America, Inc. | Transparent material processing with an ultrashort pulse laser |
| FI20060177L (fi) * | 2006-02-23 | 2007-08-24 | Picodeon Ltd Oy | Menetelmä tuottaa hyvälaatuisia pintoja ja hyvälaatuisen pinnan omaava tuote |
| CN105583526B (zh) * | 2008-03-21 | 2018-08-17 | Imra美国公司 | 基于激光的材料加工方法和系统 |
| GB2459669A (en) * | 2008-04-30 | 2009-11-04 | Xsil Technology Ltd | Dielectric layer pulsed laser scribing and metal layer and semiconductor wafer dicing |
| US20110287217A1 (en) * | 2010-05-21 | 2011-11-24 | Prantik Mazumder | Superoleophobic substrates and methods of forming same |
| JP2012156168A (ja) * | 2011-01-21 | 2012-08-16 | Disco Abrasive Syst Ltd | 分割方法 |
| US8685599B1 (en) * | 2011-02-24 | 2014-04-01 | Sandia Corporation | Method of intrinsic marking |
| US10357850B2 (en) * | 2012-09-24 | 2019-07-23 | Electro Scientific Industries, Inc. | Method and apparatus for machining a workpiece |
| EP3077149A4 (en) * | 2013-12-05 | 2017-09-20 | Electro Scientific Industries, Inc. | Method and apparatus for internally marking a substrate having a rough surface |
| US9850160B2 (en) * | 2013-12-17 | 2017-12-26 | Corning Incorporated | Laser cutting of display glass compositions |
| CN105108343B (zh) * | 2015-09-22 | 2017-08-22 | 武汉金顿激光科技有限公司 | 一种集装箱焊缝的表面处理工艺 |
| CN105468873B (zh) * | 2015-12-24 | 2018-08-14 | 中北大学 | 硅基光波导激光表面光滑化仿真方法 |
-
2017
- 2017-07-21 EP EP17835014.6A patent/EP3490750A4/en not_active Withdrawn
- 2017-07-21 CN CN201780054282.5A patent/CN109862991A/zh not_active Withdrawn
- 2017-07-21 JP JP2019504698A patent/JP2019532815A/ja active Pending
- 2017-07-21 KR KR1020197004389A patent/KR20190025721A/ko not_active Application Discontinuation
- 2017-07-21 WO PCT/US2017/043229 patent/WO2018022441A1/en unknown
- 2017-07-27 TW TW106125299A patent/TW201803674A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201803674A (zh) | 2018-02-01 |
| EP3490750A4 (en) | 2020-04-29 |
| JP2019532815A (ja) | 2019-11-14 |
| EP3490750A1 (en) | 2019-06-05 |
| WO2018022441A1 (en) | 2018-02-01 |
| CN109862991A (zh) | 2019-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210316400A1 (en) | Laser processing apparatus, methods of laser-processing workpieces and related arrangements | |
| KR20190025721A (ko) | 작업물을 레이저 가공하는 레이저 가공 장치 및 방법 | |
| Knowles et al. | Micro-machining of metals, ceramics and polymers using nanosecond lasers | |
| JP6220775B2 (ja) | ピコ秒レーザパルスを用いた高いパルス繰り返し周波数でのレーザダイレクトアブレーション | |
| JP5432285B2 (ja) | 面取りした端部を有する形状にガラスをレーザ加工する方法 | |
| US6676878B2 (en) | Laser segmented cutting | |
| JP7146770B2 (ja) | レーザ加工装置における光学部品の寿命を延ばすための方法及びシステム | |
| TWI647187B (zh) | 自載體分離玻璃片的方法 | |
| JP2010536576A (ja) | 短パルスレーザを用いた固体材料切断方法およびシステム | |
| US20210331273A1 (en) | Laser processing apparatus and methods of laser-processing workpieces | |
| Karnakis et al. | High power DPSS laser micromachining of silicon and stainless steel | |
| Bovatsek et al. | Ultrashort pulse micromachining with the 10-μJ FCPA fiber laser | |
| KR20030077598A (ko) | 반도체의 마이크로구조에 대한 자외선 레이저 절제 패터닝 | |
| Vanttaja et al. | Laser applications in electronics industry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |