KR20180098550A - 에어로졸 발생 물품용 인입식 열원 - Google Patents
에어로졸 발생 물품용 인입식 열원 Download PDFInfo
- Publication number
- KR20180098550A KR20180098550A KR1020187017270A KR20187017270A KR20180098550A KR 20180098550 A KR20180098550 A KR 20180098550A KR 1020187017270 A KR1020187017270 A KR 1020187017270A KR 20187017270 A KR20187017270 A KR 20187017270A KR 20180098550 A KR20180098550 A KR 20180098550A
- Authority
- KR
- South Korea
- Prior art keywords
- heat source
- aerosol
- tubular body
- combustible heat
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F47/00—Smokers' requisites not otherwise provided for
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/17—Filters specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/10—Devices with chemical heating means
-
- A24F47/006—
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/60—Constructional details
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/06—Inhaling appliances shaped like cigars, cigarettes or pipes
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Pulmonology (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Feeding And Controlling Fuel (AREA)
- Catching Or Destruction (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Toys (AREA)
- Prostheses (AREA)
- Looms (AREA)
- Fluidized-Bed Combustion And Resonant Combustion (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Description
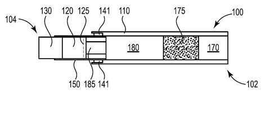
도 2는 인입된 위치에서 도 1의 예시적인 에어로졸 발생 물품(100)의 개략도이다.
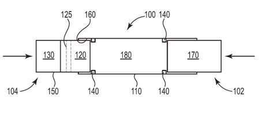
도 3은 연장된 위치에서 다른 예시적인 에어로졸 발생 물품(100)의 개략도이다.
도 4는 인입된 위치에서 도 3의 예시적인 에어로졸 발생 물품(100)의 개략도이다.
도 5는 연장된 위치에서 다른 예시적인 에어로졸 발생 물품(100)의 개략도이다.
도 6은 연장된 위치에서 다른 예시적인 에어로졸 발생 물품(100)의 개략도이다.
도 7은 연장된 위치에서 예시적인 에어로졸 발생 물품(100)의 사시도이다.
도 8은 인입된 위치에서 도 7의 에어로졸 발생 물품(100)의 사시도이다.
Claims (19)
- 근위 단부 및 원위 단부를 갖는 에어로졸 발생 물품으로서:
상기 에어로졸 발생 물품의 상기 근위 단부에 위치되고 상기 원위 단부로 연장되는 관형 바디;
상기 에어로졸 발생 물품의 상기 원위 단부에 위치된 가연성 열원; 및
상기 가연성 열원의 하류에 있는 에어로졸 형성 기재;
상기 가연성 열원은 제1 물품 길이를 갖는 연장된 위치로부터 상기 제1 물품 길이보다 작은 제2 물품 길이를 갖는 인입된 위치로 슬라이딩 가능하고, 상기 가연성 열원의 상기 전체 길이는 상기 인입된 위치에서 상기 관형 바디로 인입하는, 에어로졸 발생 물품. - 제1항에 있어서, 상기 관형 바디는, 충분한 힘이 보유 요소를 극복하고 상기 가연성 열원을 상기 인입된 위치로 상기 관형 바디로 인입할 때까지 상기 연장된 위치를 유지하는 보유 요소를 포함하는, 에어로졸 발생 물품.
- 제1항 또는 제2항에 있어서, 상기 가연성 열원을 유지하는 내부 관형 요소를 더 포함하고, 상기 내부 관형 요소는 상기 관형 바디의 원위 단부 내에 적어도 부분적으로 배치되고, 상기 내부 관형 요소는 상기 연장된 위치로부터 상기 인입된 위치로 슬라이딩 가능한, 에어로졸 발생 물품.
- 제3항에 있어서, 상기 에어로졸 형성 기재는 상기 내부 관형 요소 내에 적어도 부분적으로 배치되고, 상기 연장된 위치로부터 상기 인입된 위치로 슬라이딩 가능한, 에어로졸 발생 물품.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 관형 바디의 근위 단부 내에 배치된 필터 요소를 더 포함하는, 에어로졸 발생 물품.
- 제5항에 있어서, 상기 필터 요소는 상기 관형 바디의 상기 근위 단부 내에 부분적으로 배치되고, 노출된 부분은 상기 관형 바디의 상기 근위 단부를 지나 연장되는, 에어로졸 발생 물품.
- 제6항에 있어서, 상기 필터 요소는 연장된 필터 위치로부터 인입된 필터 위치로 슬라이딩 가능하고, 상기 필터 요소는 상기 인입된 위치에서 상기 관형 바디로 적어도 부분적으로 인입하는, 에어로졸 발생 물품.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 관형 바디는 전달 요소 및 에어로졸 냉각 요소를 함유하는, 에어로졸 발생 물품.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 제2 물품 길이는 상기 제1 물품 길이의 약 90% 이하이거나, 상기 제1 물품 길이의 약 80% 이하이거나, 상기 제1 물품 길이의 약 70% 이하인, 에어로졸 발생 물품.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 관형 바디의 상기 근위 단부는 마우스피스 및 필터 요소를 포함하는, 에어로졸 발생 물품.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 관형 바디는 상기 인입된 위치에서 상기 가연성 열원으로부터의 열에 응답하여 변형하도록 구성되는 열 반응성 재료를 포함하는 내부 표면을 가져, 상기 관형 바디는 상기 가연성 열원에 대해 밀착 결합되는, 에어로졸 발생 물품.
- 제10항에 있어서, 상기 반응성 재료는 포비성 재료를 포함하는, 에어로졸 발생 물품.
- 제11항 또는 제12항에 있어서, 상기 반응성 재료는 상기 가연성 열원 주위를 적어도 부분적으로 밀봉하도록 구성되는 열 수축 재료를 포함하는, 에어로졸 발생 물품.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 관형 바디는: 금속; 금속 산화물; 세라믹; 흑연; 또는 스톤 중 적어도 하나인 불연성 재료로 라이닝되는, 에어로졸 발생 물품.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 관형 바디는, 충분한 열 및 힘이 접착제를 극복하고 상기 가연성 열원을 상기 인입된 위치에서 상기 관형 바디로 인입할 때까지 상기 연장된 위치를 유지하는 접착제를 포함하는, 에어로졸 발생 물품.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 가연성 열원은 탄소질 열원이고, 상기 에어로졸 형성 기재는 담배를 포함하는, 에어로졸 발생 물품.
- 제3항에 있어서, 상기 탄소질 열원, 에어로졸 형성 기재 및 제1 전달 요소는 내부 관형 요소 내에 함유되는, 에어로졸 발생 물품.
- 제17항에 있어서, 상기 제2 전달 요소는 상기 관형 바디 내에 함유되고, 상기 연장된 위치에서 공극 공간에 의해 상기 제1 전달 요소로부터 분리되는, 에어로졸 발생 물품.
- 제3항 내지 제18항 중 어느 한 항에 있어서, 상기 보유 요소는 상기 내부 관형 요소와의 상기 관형 바디의 접합부와 오버래핑하는 외부 래퍼를 포함하고, 상기 관형 바디 및 상기 내부 관형 요소 둘 모두에 고정되는, 에어로졸 발생 물품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15203127.4 | 2015-12-30 | ||
| EP15203127 | 2015-12-30 | ||
| PCT/IB2016/057579 WO2017115196A1 (en) | 2015-12-30 | 2016-12-13 | Retractable heat source for aerosol generating article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098550A true KR20180098550A (ko) | 2018-09-04 |
Family
ID=55027588
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187017270A Ceased KR20180098550A (ko) | 2015-12-30 | 2016-12-13 | 에어로졸 발생 물품용 인입식 열원 |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US11690399B2 (ko) |
| EP (1) | EP3397094B1 (ko) |
| JP (1) | JP7004657B2 (ko) |
| KR (1) | KR20180098550A (ko) |
| CN (1) | CN108289514A (ko) |
| AR (1) | AR107256A1 (ko) |
| AU (1) | AU2016381391A1 (ko) |
| BR (1) | BR112018011365B1 (ko) |
| CA (1) | CA3008992A1 (ko) |
| IL (1) | IL259941A (ko) |
| MX (1) | MX2018007735A (ko) |
| PH (1) | PH12018501198A1 (ko) |
| RU (1) | RU2713242C1 (ko) |
| SG (1) | SG11201805507UA (ko) |
| TW (1) | TW201729697A (ko) |
| UA (1) | UA124421C2 (ko) |
| WO (1) | WO2017115196A1 (ko) |
| ZA (1) | ZA201803663B (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210104403A (ko) * | 2020-02-17 | 2021-08-25 | 주식회사 케이티앤지 | 흡착제를 포함하는 에어로졸 발생 물품 및 시스템 |
| KR20220051748A (ko) | 2020-10-19 | 2022-04-26 | 주식회사 케이티앤지 | 흡연 물품 |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3892125A3 (en) | 2011-09-06 | 2022-01-05 | Nicoventures Trading Limited | Heating smokable material |
| PL2753202T3 (pl) | 2011-09-06 | 2016-11-30 | Podgrzewanie materiału przeznaczonego do palenia | |
| GB201207039D0 (en) | 2012-04-23 | 2012-06-06 | British American Tobacco Co | Heating smokeable material |
| GB201500582D0 (en) * | 2015-01-14 | 2015-02-25 | British American Tobacco Co | Apparatus for heating or cooling a material contained therein |
| WO2016050706A1 (en) * | 2014-09-29 | 2016-04-07 | Philip Morris Products S.A. | Slideable extinguisher |
| GB201511349D0 (en) | 2015-06-29 | 2015-08-12 | Nicoventures Holdings Ltd | Electronic aerosol provision systems |
| GB201511361D0 (en) | 2015-06-29 | 2015-08-12 | Nicoventures Holdings Ltd | Electronic vapour provision system |
| US11924930B2 (en) | 2015-08-31 | 2024-03-05 | Nicoventures Trading Limited | Article for use with apparatus for heating smokable material |
| US20170055584A1 (en) | 2015-08-31 | 2017-03-02 | British American Tobacco (Investments) Limited | Article for use with apparatus for heating smokable material |
| US20170119046A1 (en) | 2015-10-30 | 2017-05-04 | British American Tobacco (Investments) Limited | Apparatus for Heating Smokable Material |
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| DK3187057T3 (en) * | 2015-12-31 | 2018-05-28 | Philip Morris Products Sa | AEROSOL GENERATING ITEMS INCLUDING A HEAT CONDUCTIVE ELEMENT AND A SURFACE TREATMENT |
| MX2018007730A (es) * | 2015-12-31 | 2018-08-15 | Philip Morris Products Sa | Articulo generador de aerosol quebradizo. |
| JP7307678B2 (ja) * | 2016-12-21 | 2023-07-12 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 消火手段を備える喫煙物品 |
| CN109996456B (zh) | 2016-12-21 | 2021-12-03 | 菲利普莫里斯生产公司 | 具有熄灭装置的吸烟制品 |
| EP3453268B1 (en) | 2017-09-07 | 2019-12-11 | Philip Morris Products S.a.s. | Aerosol-generating article with improved outermost wrapper |
| CN107647482A (zh) * | 2017-10-24 | 2018-02-02 | 谢宏林 | 电子烟 |
| EP3720305B1 (en) * | 2017-12-07 | 2022-02-23 | Philip Morris Products S.A. | Aerosol generating article with heat-expandable centering element |
| WO2019141373A1 (de) * | 2018-01-19 | 2019-07-25 | Hauni Maschinenbau Gmbh | Bausatzsystem für einen hnb-rauchartikel, modulträger für einen hnb-rauchartikel und hnb-rauchartikel |
| EP3513666A1 (en) | 2018-01-23 | 2019-07-24 | Philip Morris Products S.a.s. | Container for aerosol-generating articles with extinguishing means |
| PL3752012T3 (pl) | 2018-02-16 | 2022-06-20 | Philip Morris Products S.A. | Wzór papieru owijającego do wyrobu do wytwarzania aerozolu |
| JP7381473B2 (ja) * | 2018-02-16 | 2023-11-15 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 格納式熱源を有するエアロゾル発生物品 |
| US10798969B2 (en) | 2018-03-16 | 2020-10-13 | R. J. Reynolds Tobacco Company | Smoking article with heat transfer component |
| BR112020021046A2 (pt) * | 2018-05-17 | 2021-01-19 | Philip Morris Products S.A. | Componente multissegmentado com revestimento intumescente |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| KR102947055B1 (ko) * | 2018-07-26 | 2026-04-03 | 필립모리스 프로덕츠 에스.에이. | 에어로졸을 형성하기 위한 물품 |
| JP7528069B2 (ja) * | 2018-10-12 | 2024-08-05 | ジェイティー インターナショナル エスエイ | エアロゾル発生装置及びそのための加熱チャンバ |
| CN109691697B (zh) * | 2019-03-01 | 2021-07-30 | 南通醋酸纤维有限公司 | 一种气溶胶生成制品、制备方法及应用 |
| GB201904843D0 (en) | 2019-04-05 | 2019-05-22 | Nicoventures Holdings Ltd | Aerosol provision system |
| US12022859B2 (en) | 2019-07-18 | 2024-07-02 | R.J. Reynolds Tobacco Company | Thermal energy absorbers for tobacco heating products |
| US12075819B2 (en) * | 2019-07-18 | 2024-09-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with consumable cartridge |
| US12082607B2 (en) | 2019-07-19 | 2024-09-10 | R.J. Reynolds Tobacco Company | Aerosol delivery device with clamshell holder for cartridge |
| US12232542B2 (en) | 2019-07-19 | 2025-02-25 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding sleeve |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US12569004B2 (en) | 2019-07-19 | 2026-03-10 | R.J. Reynolds Tobacco Company | Aerosol delivery device with separable heat source and substrate |
| KR102341841B1 (ko) | 2019-08-08 | 2021-12-21 | 주식회사 케이티앤지 | 열 전도성 래퍼를 포함하는 에어로졸 생성 물품 |
| CN115135178A (zh) * | 2020-02-20 | 2022-09-30 | 菲利普莫里斯生产公司 | 具有带有反射因数的桥接元件的气溶胶生成制品 |
| US12484610B2 (en) | 2020-04-16 | 2025-12-02 | R.J. Reynolds Tobacco Company | Aerosol delivery device including a segregated substrate |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| US12433340B2 (en) | 2021-04-02 | 2025-10-07 | R. J. Reynolds Tobacco Company | Aerosol delivery device consumable unit |
| US12250969B2 (en) | 2021-04-02 | 2025-03-18 | R. J. Reynolds Tobacco Company | Aerosol delivery device with modular lighter |
| US12426634B2 (en) | 2021-04-02 | 2025-09-30 | R. J. Reynolds Tobacco Company | Aerosol delivery device with integrated lighter |
| US12426633B2 (en) | 2021-04-02 | 2025-09-30 | R. J. Reynolds Tobacco Company | Aerosol delivery device with integrated inductive heater |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
| EP4082364A1 (en) * | 2021-04-26 | 2022-11-02 | BIC Violex Single Member S.A. | A heat transfer assembly |
| AT524684B1 (de) * | 2021-05-12 | 2022-08-15 | Tannpapier Gmbh | Mundstückbelagpapier |
| WO2023012921A1 (ja) * | 2021-08-04 | 2023-02-09 | 日本たばこ産業株式会社 | 香味発生物品および喫煙システム |
| US12426637B2 (en) | 2021-08-17 | 2025-09-30 | Rai Strategic Holdings, Inc. | Inductively heated aerosol delivery device consumable |
| JP2025506897A (ja) * | 2022-03-01 | 2025-03-13 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 熱収縮性ラッパーを有するエアロゾル発生物品 |
| EP4309526A1 (en) * | 2022-07-22 | 2024-01-24 | JT International SA | Heating unit with intumescent material insulation for an aerosol-generating device |
| US12357024B2 (en) | 2022-08-30 | 2025-07-15 | R. J. Reynolds Tobacco Company | Aerosol delivery device with static ignitor contacts |
| US12329199B2 (en) | 2022-08-30 | 2025-06-17 | R.J. Reynolds Tobaco Company | Aerosol delivery device with improved mouthpieces |
| US12564221B2 (en) | 2022-12-14 | 2026-03-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with deflectable or collapsible housing |
| US12564220B2 (en) | 2022-12-14 | 2026-03-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with automatic consumable loading and ejecting |
| US12471639B2 (en) | 2022-12-14 | 2025-11-18 | R.J. Reynolds Tobacco Company | Aerosol delivery device with improved cartridge loading |
| CN116035280B (zh) * | 2023-01-05 | 2026-04-17 | 深圳市赛尔美电子科技有限公司 | 发热结构的制作装置、发热结构的制作方法及发热结构 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2779340A (en) * | 1954-08-16 | 1957-01-29 | Mansfield Lee | Cigarette holder |
| JPS52143167A (en) * | 1976-05-21 | 1977-11-29 | Kanichi Itakura | Selffextinguishing smoking pipe |
| JPS5419997Y2 (ko) * | 1976-06-22 | 1979-07-20 | ||
| US4116204A (en) | 1976-11-15 | 1978-09-26 | Kline James E | Collapsible telescopic water pipe |
| US5033483A (en) * | 1985-10-28 | 1991-07-23 | R. J. Reynolds Tobacco Company | Smoking article with tobacco jacket |
| JPS6363395U (ko) * | 1986-10-16 | 1988-04-26 | ||
| US5040552A (en) | 1988-12-08 | 1991-08-20 | Philip Morris Incorporated | Metal carbide heat source |
| US5285798A (en) | 1991-06-28 | 1994-02-15 | R. J. Reynolds Tobacco Company | Tobacco smoking article with electrochemical heat source |
| US5468266A (en) | 1993-06-02 | 1995-11-21 | Philip Morris Incorporated | Method for making a carbonaceous heat source containing metal oxide |
| JP2000004865A (ja) * | 1998-06-25 | 2000-01-11 | Yasuyuki Moriyama | シガレットの付属消火装置 |
| CN2478371Y (zh) * | 2001-03-05 | 2002-02-27 | 胡湘克 | 一种自熄烟头的香烟 |
| CN1382402A (zh) * | 2001-04-25 | 2002-12-04 | 于万盛 | 熄烟烟套 |
| MX2010001649A (es) | 2007-08-10 | 2010-03-11 | Philip Morris Prod | Articulo para fumar basado en destilacion. |
| CN201467987U (zh) * | 2009-08-27 | 2010-05-19 | 李智钊 | 便携式熄烟器 |
| ES2681834T5 (es) * | 2010-03-26 | 2022-10-04 | Japan Tobacco Inc | Artículo para fumar |
| EP2625974A1 (en) * | 2012-02-13 | 2013-08-14 | Philip Morris Products S.A. | Aerosol-generating article having a flavour-generating component |
| EP2954792B2 (en) * | 2013-03-08 | 2022-06-29 | Japan Tobacco, Inc. | Package |
| CN103720037A (zh) * | 2013-12-30 | 2014-04-16 | 广东中烟工业有限责任公司 | 一种自主调节卷烟烟气浓度的方法及伸缩式卷烟 |
| CN103932390A (zh) * | 2014-05-04 | 2014-07-23 | 徐亦隽 | 一种自熄灭香烟及其应用方法 |
| CN106455684B (zh) * | 2014-05-30 | 2019-12-10 | 菲利普莫里斯生产公司 | 用于熄灭吸烟制品的罩 |
| CN204393346U (zh) * | 2014-12-12 | 2015-06-17 | 方雨辰 | 灭烟器 |
-
2016
- 2016-12-13 RU RU2018123700A patent/RU2713242C1/ru active
- 2016-12-13 JP JP2018534701A patent/JP7004657B2/ja active Active
- 2016-12-13 BR BR112018011365-4A patent/BR112018011365B1/pt not_active IP Right Cessation
- 2016-12-13 CA CA3008992A patent/CA3008992A1/en active Pending
- 2016-12-13 US US16/066,914 patent/US11690399B2/en active Active
- 2016-12-13 WO PCT/IB2016/057579 patent/WO2017115196A1/en not_active Ceased
- 2016-12-13 AU AU2016381391A patent/AU2016381391A1/en not_active Abandoned
- 2016-12-13 UA UAA201805887A patent/UA124421C2/uk unknown
- 2016-12-13 MX MX2018007735A patent/MX2018007735A/es unknown
- 2016-12-13 EP EP16819373.8A patent/EP3397094B1/en active Active
- 2016-12-13 CN CN201680070487.8A patent/CN108289514A/zh active Pending
- 2016-12-13 KR KR1020187017270A patent/KR20180098550A/ko not_active Ceased
- 2016-12-13 SG SG11201805507UA patent/SG11201805507UA/en unknown
- 2016-12-27 TW TW105143353A patent/TW201729697A/zh unknown
- 2016-12-29 AR ARP160104069A patent/AR107256A1/es active IP Right Grant
-
2018
- 2018-06-01 ZA ZA2018/03663A patent/ZA201803663B/en unknown
- 2018-06-06 PH PH12018501198A patent/PH12018501198A1/en unknown
- 2018-06-11 IL IL259941A patent/IL259941A/en unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210104403A (ko) * | 2020-02-17 | 2021-08-25 | 주식회사 케이티앤지 | 흡착제를 포함하는 에어로졸 발생 물품 및 시스템 |
| KR20220051748A (ko) | 2020-10-19 | 2022-04-26 | 주식회사 케이티앤지 | 흡연 물품 |
Also Published As
| Publication number | Publication date |
|---|---|
| UA124421C2 (uk) | 2021-09-15 |
| ZA201803663B (en) | 2019-07-31 |
| AU2016381391A1 (en) | 2018-06-28 |
| EP3397094A1 (en) | 2018-11-07 |
| CN108289514A (zh) | 2018-07-17 |
| CA3008992A1 (en) | 2017-07-06 |
| BR112018011365B1 (pt) | 2021-11-16 |
| IL259941A (en) | 2018-07-31 |
| US11690399B2 (en) | 2023-07-04 |
| MX2018007735A (es) | 2018-11-09 |
| WO2017115196A1 (en) | 2017-07-06 |
| JP7004657B2 (ja) | 2022-01-21 |
| AR107256A1 (es) | 2018-04-11 |
| TW201729697A (zh) | 2017-09-01 |
| RU2713242C1 (ru) | 2020-02-04 |
| SG11201805507UA (en) | 2018-07-30 |
| EP3397094B1 (en) | 2020-02-05 |
| JP2019506852A (ja) | 2019-03-14 |
| PH12018501198A1 (en) | 2019-01-28 |
| US20190000142A1 (en) | 2019-01-03 |
| BR112018011365A2 (pt) | 2018-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098550A (ko) | 에어로졸 발생 물품용 인입식 열원 | |
| EP3397084B1 (en) | Breakable aerosol generating article | |
| JP6961597B2 (ja) | エアロゾル発生物品用ホルダー | |
| US10595558B2 (en) | Smoking article comprising a wrapper with a plurality of projections provided on an inner surface thereof | |
| KR102506834B1 (ko) | 마찰 발화 가능 가연성 탄소질 열원을 포함하는 흡연 물품 | |
| KR102384544B1 (ko) | 비-중첩하며, 반경 방향으로 분리된, 이중 열 전도 요소를 구비한 흡연 물품 | |
| WO2017115188A1 (en) | Extinguisher for aerosol generating article | |
| KR102305797B1 (ko) | 개선된 최외곽 래퍼를 갖는 에어로졸 발생 물품 | |
| KR20170066335A (ko) | 슬라이딩 가능한 소화기 | |
| KR20180099656A (ko) | 에어로졸 발생 물품용 홀더 | |
| WO2017115183A1 (en) | Apparatus for aerosol generating article | |
| KR20210009314A (ko) | 팽창성 코팅을 갖는 다중-세그먼트 구성요소 | |
| HK1262070A1 (en) | Retractable heat source for aerosol generating article | |
| HK1262070B (en) | Retractable heat source for aerosol generating article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180618 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211117 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240201 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20240408 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20240201 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |