KR20170136660A - 어큐뮬레이터 - Google Patents
어큐뮬레이터 Download PDFInfo
- Publication number
- KR20170136660A KR20170136660A KR1020160067877A KR20160067877A KR20170136660A KR 20170136660 A KR20170136660 A KR 20170136660A KR 1020160067877 A KR1020160067877 A KR 1020160067877A KR 20160067877 A KR20160067877 A KR 20160067877A KR 20170136660 A KR20170136660 A KR 20170136660A
- Authority
- KR
- South Korea
- Prior art keywords
- support
- accumulator
- printed circuit
- circuit board
- loading groove
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0085—Apparatus for treatments of printed circuits with liquids not provided for in groups H05K3/02 - H05K3/46; conveyors and holding means therefor
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1619—Apparatus for electroless plating
- C23C18/1628—Specific elements or parts of the apparatus
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/18—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material
- H05K3/181—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material by electroless plating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/07—Treatments involving liquids, e.g. plating, rinsing
- H05K2203/0703—Plating
- H05K2203/072—Electroless plating, e.g. finish plating or initial plating
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
수직 적재형 무전해 금도금 (Electroless Nickel Immersion Gold) 설비에 적용되는 어큐뮬레이터가 개시된다.
각각에 인쇄회로기판(Printed Circuit Board)이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터에 있어서,
상기 적재홈에 인접하여 지지대 삽입 돌기를 형성하고,
상기 지지대 삽입 돌기에 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대를 삽입한 것을 특징으로 한다.
각각에 인쇄회로기판(Printed Circuit Board)이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터에 있어서,
상기 적재홈에 인접하여 지지대 삽입 돌기를 형성하고,
상기 지지대 삽입 돌기에 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대를 삽입한 것을 특징으로 한다.
Description
본 발명은 인쇄회로기판 제조 공정의 ENIG (Electroless Nickel Immersion Gold) 금도금 설비에서 금도금 완료된 인쇄회로기판(Printed Circuit Board; PCB) 제품을 수세기로 이송시키는 어큐뮬레이터에 관한 것으로서, 특히 수직 적재형 무전해 금도금 (Electroless Nickel Immersion Gold) 설비에 적용되는 어큐뮬레이터에 관한 것이다.
인쇄회로기판 제조에 있어서 ENIG 금도금 공정은 무전해 환원 니켈 치환금을 이용한 금도금 공정을 의미한다.
도 1은 인쇄회로기판 제조에 있어서의 금도금 공정을 도시한다.
인쇄회로기판 제조에 있어서 금도금 공정은 크게 3가지로 나뉜다.
즉, 제트(Jet) 정면기 (S/E,Jet연마,수세건조), ENIG, 최종 수세건조로 이루어져있다.
1) Jet 정면기 : 약품(S/E) 및 물리적 힘(Jet 분사)으로 표면 조도형성 및 이물 제거
2) ENIG : Ni 및 Au 도금
3) 최종 수세건조 : 금 표면 얼룩 제거 및 산화 방지 처리
종래의 ENIG Line에는 건조 단이 없어, PCB 제품 표면의 잔존하는 수분을 제거하기 위해 최종 수세 건조 공정을 거쳐야 한다.
도 2는 ENIG 층구조를 도시한다.
동도금 후, 바로 금도금을 하면 금과 동이 서로 확산되어 성질이 변하기 때문에 금과 섞이지 않는 니켈을 동 위에 한번 입혀 주고 난 후에 금도금을 진행한다.
금도금 완료 후, 금 표면 얼룩 및 산화 방지를 위한 수세 건조를 진행한다. 수세 건조기 투입 시, 적재기(Loader)가 사용된다.
금도금 후, 수세기에 들어가는 시간은 가능하면 빠르면 빠를수록 좋다. 그 이유는 금 표면 물 얼룩(물에 의한 얼룩) 및 산화가 발생할 수 있기 때문이다. 금도금 설비(ENIG 장치)에는 건조 단이 없기 때문에 ENIG 공정 진행 후 PCB 제품의 건조가 늦어질 경우 금 표면에 물에 의한 얼룩이 발생할 수 있다.
로더(Loader)는 로딩 방식에 따라 크게 3가지로 분류된다.
1) 수직 로더(Loader) : PCB 제품 수직 적재 후, 투입
2) 수평 로더(Loader) : PCB 제품 수평 적재 후, 투입
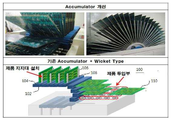
3) 어큐물레이터(Accumulator) : 수직 적재 + 위켓(Wicket) 방식
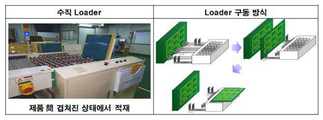
도 3은 종래의 수직 로더(Loader)를 도시한다.
일반적인 수직 로더의 경우 제품과 제품이 서로 겹쳐 있는 상태이다. 금도금 진행 완료 후, 최종 수세기 진행을 할 때 제품에는 수분이 잔존한다. 이로 인하여 금도금 완료 후에는 수직 로더가 부적합하다.
도 4는 종래의 수평 로더를 도시한다.
수평 로더의 경우도 도 3에 도시된 수직 로더와 같이 제품들이 겹쳐진 상태에서 적재가 된다. 차이가 있다면 수직 로더 적재의 경우 제품을 세워놓은 상태이고, 수평의 경우 제품이 눕혀져서 쌓여 있는 형태이다.
도 3 및 도 4를 통하여 알 수 있는 바와 같이, 수직 및 수평 로더타입(Loader Type)은 모두 최종 수세기에 맞지 않는다. (제품 내 수분 잔존에 따른 제품 겹침 발생)
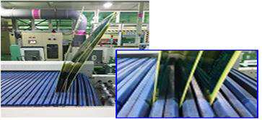
도 5는 종래의 어큐뮬레이터(Accumulator)를 도시한다.
어큐뮬레이터(Accumulator)의 경우 제품간 겹쳐진 상태에서 적재하지 않도록 되어있다. 적재 홈 하나에 제품 한 패널이 적재되도록 한다. 수분의 잔존으로 인한 제품간 겹친 상태에서 수세기에 투입되는 것을 방지한다.
무전해 금도금 설비의 경우 PCB 제품 언로딩 구간에 건조 장치가 없기에 별도의 수세 건조기를 사용하게 된다. 이때 PCB 제품 표면에 수분이 잔존한 상태이기 때문에 일반적인 적재 방식으로 PCB 제품 적재시 PCB 제품 간 접촉이 발생한다. 그렇기 때문에 금도금 후 사용되는 수세 건조기에 수직 및 수평 타입의 로더시스템(Loader System)은 적합하지 않다.
도 6은 금도금 완료 후, PCB 제품 표면을 도시한다.
도 6에서 볼 수 있듯이 종래의 ENIG 설비 자체에 건조 단이 없기 때문에 PCB 제품 내에 수분이 잔존하게 된다.
이렇게 잔존된 수분이 제거되지 않은 상태에서 수직 또는 수평 로더에 적재 시, PCB 제품간 겹침으로 인하여 PCB 제품의 외관 불량을 초래한다.
또한, 장시간 수분 잔존시 PCB 제품 표면에 얼룩 또는 산화를 유발할 수 있으므로 금도금 후 빠른시간 내에 PCB 제품 표면 건조를 진행해야한다.
도 7은 PCB 제품 겹침에 의한 표면 스크래치 불량을 도시한다.
PCB 제품 사이의 마찰 또는 설비와의 마찰에 의해 외관 스크래치(scratch)가 발생한다. 이렇게 PCB 제품에 스크래치가 발생하면, 해당 PCB 제품은 외관 불량으로 폐기 처리되어야 한다. 금도금 공정에 있어서, 외관 관리가 중요하다. 표면 스크래치 및 접촉에 의한 외관 불량 발생 시에 재처리를 할 수 없기 때문이다.
도 8은 금도금 표면 불량을 도시한다.
도 8에 도시되는 바와 같이, 금도금 표면에 물 얼룩 및 산화얼룩이 발생된다면, 표면 실장(SMT) 시에 문제가 될 수 있어, 도 8의 표면 스크래치와 함께 외관불량으로 폐기처리가 된다.
도 9는 종래의 어큐뮬레이터(Accumulator)에 의한 적재 형태를 도시한다.
PCB 제품 적재시 PCB 제품 사이의 겹침이 발생되지 않도록 해야 하므로, 도 10에 보이는 바와 같이 PCB 제품이 적재되는 적재홈 간에 일정한 간격을 유지하도록 하고 있음을 알 수 있다.
그러나 종래의 어큐뮬레이터(Accumulator)를 이용하여 수세단으로 PCB 제품을 이송할 때, PCB 제품 휘어짐에 의한 PCB 제품간 겹침이 발생하게 된다. 특히 PCB 제품의 두께가 얇아짐에 따라 PCB 제품이 휘어지는 경향은 더 심해진다. 이는 어큐물레이터 내에서 PCB 제품을 수직으로 적재하기 때문에 PCB 제품의 얇은 두께가 중력 방향으로 가해지는 힘을 견딜 수 없어서 일어나는 현상이다.
도 10은 어큐물레이터 진행 시에 PCB 제품의 휘어짐을 도시한다.
PCB 제품 두께가 얇아짐으로써, 휘어짐 정도가 심해지고, 이는 PCB 제품 외관 품질저하 뿐만아니라 내층에도 영향을 준다.
두께가 두꺼운 PCB 제품의 경우 두께가 두껍기 때문에 휘어짐이 없어 어큐물레이터에 의한 문제가 없다. 그러나 두께가 얇은 PCB 제품은 휘어짐에 따른 품질 문제가 발생한다.
도 11에서 볼 수 있듯이, 휘어짐 및 제품간 마찰이 생긴다. 이는 PCB 제품간 겹침 및 표면 스크래치를 유발시킬 수 있다. 이 경우, 도 8과 같이 외관 불량이 발생되게 되고 해당 PCB 제품은 폐기된다.
상기의 내용들과 같이 어큐뮬레이터에 의한 공정 내에 불안요소를 방지하기 위한 개선이 필요하다.
[특허문헌]
공개특허공보 10-2004-0110564(2004.12.31.)
본 발명은 ENIG 공정 후, 어큐뮬레이터를 이용하여 인쇄회로기판을 수세건조기로 이송시, 인쇄회로기판 사이의 겹침 및 표면 접촉에 의한 품질 저하를 방지하는 어큐뮬레이터를 제공하는 것을 그 목적으로 한다.
상기의 목적을 달성하는 본 발명에 따른 어큐뮬레이터의 일 실시예는
각각에 인쇄회로기판(Printed Circuit Board)이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터(accumulator)에 있어서,
상기 적재홈에 인접하여 지지대 삽입 돌기를 형성하고,
상기 지지대 삽입 돌기에 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대를 삽입한 것을 특징으로 한다.
여기서, 상기 지지대와 상기 인쇄회로기판과의 접촉 면적이 최소가 되도록 상기 지지대는 원기둥인 것을 특징으로 한다.
여기서, 상기 인쇄회로기판의 이송시 충격을 완화하도록 상기 지지대의 상단부가 구형인 것을 특징으로 한다.
상기의 다른 목적을 달성하는 본 발명에 따른 어큐뮬레이터의 다른 실시예는
각각에 인쇄회로기판이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터에 있어서,
상기 적재홈의 일측에 접하도록 상기 적재홈이 연장된 방향을 따라 슬라이드 레일을 설치하고,
상기 슬라이드 레일을 따라 이동하는 지지대 고정대;
상기 지지대 고정대에 형성된 지지대 삽입 돌기; 및
상기 지지대 삽입 돌기에 삽입되어 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대를 포함하는 것을 특징으로 한다.
여기서, 상기 지지대 고정대는
상기 지지대 삽입 돌기가 설치되며 상기 슬라이드 레일을 따라 슬라이드 이동하는 지지대 고정판; 및
상기 지지대 고정판이 상기 슬라이드 레일 상에서 슬라이드 이동 가능하도록 조절하는 고정판 조임휠;
을 포함하는 것을 특징으로 한다.
여기서,
상기 지지대 고정대의 슬라이드 이동을 구속하는 고정핀;을 더 포함하는 것을 특징으로 한다.
여기서, 상기 지지대와 상기 인쇄회로기판과의 접촉 면적이 최소가 되도록 상기 지지대는 원기둥인 것을 특징으로 한다.
여기서, 상기 인쇄회로기판의 이송시 충격을 완화하도록 상기 지지대의 상단부가 구형인 것을 특징으로 한다.
본 발명에 따른 어큐뮬레이터(Accumulator) 개선을 통해 휘어짐에 의한 불량을 방지하면, 상기의 불안요소들을 방지 할 수 있어 외관 품질 불량을 예방할 수 있다. 또한 어큐뮬레이터(Accumulator) 지지대 설치에 따라 작업 능력 향상 효과가 기대한다.
종래의 어큐뮬레이터 운용시 PCB 제품 겹침에 의한 로더에러 즉 설비가 멈추는 (Loader Error) 발생이 빈번하여, 고정 작업자를 배치하여 수시로 점검을 하게 되는데, 지지대 설치를 통한 개선이 이루어질 경우 작업자 운용도 효율적으로 할 수 있게 된다.
도 1은 인쇄회로기판 제조에 있어서의 금도금 공정을 도시한다.
도 2는 ENIG 층구조를 도시한다.
도 3은 종래의 수직 로더(Loader)를 도시한다.
도 4는 종래의 수평 로더(Loader)을 도시한다.
도 5는 종래의 어큐뮬레이터(Accumulator)를 도시한다.
도 6은 금도금 완료 후, PCB 제품 상태를 도시한다.
도 7은 외관 표면 스크래치 불량을 도시한다.
도 8는 금표면 얼룩 불량을 도시한다.
도 9은 종래의 어큐뮬레이터(Accumulator) 적재 방법을 도시한다.
도 10은 PCB 제품 휘어짐을 도시한다.
도 11는 본 발명에 따른 어큐뮬레이터(Accumulator)를 도시한다.
도 12은 본 발명에 따른 어큐뮬레이터의 제1실시예를 도시한다.
도 13는 본 발명에 따른 어큐뮬레이터의 제2실시예를 도시한다.
도 14는 도 13에 도시된 지지대의 삽입 방식을 도시한다.
도 15는 본 발명에 따른 어큐뮬레이터의 제3실시예를 도시한다.
도 16은 도 15에 도시된 지지대에 있어서 PCB 제품 크기에 따라 지지대 위치 변경하는 것을 도시한다.
도 17은 도 16에 도시된 장치에서 지지대 사이의 간격을 조절하는 것을 도시한다.
도 18은 본 발명에 따른 어큐뮬레이터의 제4실시예를 도시한다.
도 19는 본 발명에 따른 어큐뮬레이터의 제5실시예를 도시한다.
도 2는 ENIG 층구조를 도시한다.
도 3은 종래의 수직 로더(Loader)를 도시한다.
도 4는 종래의 수평 로더(Loader)을 도시한다.
도 5는 종래의 어큐뮬레이터(Accumulator)를 도시한다.
도 6은 금도금 완료 후, PCB 제품 상태를 도시한다.
도 7은 외관 표면 스크래치 불량을 도시한다.
도 8는 금표면 얼룩 불량을 도시한다.
도 9은 종래의 어큐뮬레이터(Accumulator) 적재 방법을 도시한다.
도 10은 PCB 제품 휘어짐을 도시한다.
도 11는 본 발명에 따른 어큐뮬레이터(Accumulator)를 도시한다.
도 12은 본 발명에 따른 어큐뮬레이터의 제1실시예를 도시한다.
도 13는 본 발명에 따른 어큐뮬레이터의 제2실시예를 도시한다.
도 14는 도 13에 도시된 지지대의 삽입 방식을 도시한다.
도 15는 본 발명에 따른 어큐뮬레이터의 제3실시예를 도시한다.
도 16은 도 15에 도시된 지지대에 있어서 PCB 제품 크기에 따라 지지대 위치 변경하는 것을 도시한다.
도 17은 도 16에 도시된 장치에서 지지대 사이의 간격을 조절하는 것을 도시한다.
도 18은 본 발명에 따른 어큐뮬레이터의 제4실시예를 도시한다.
도 19는 본 발명에 따른 어큐뮬레이터의 제5실시예를 도시한다.
이하 첨부된 도면을 참조하여 본 발명의 구성 및 동작을 상세히 설명하기로 한다.
PCB 제품 휘어짐 및 겹침에 가장 큰 영향을 주는 것은 PCB 제품의 두께에 있다. 진행되는 PCB 제품의 두께가 얇아짐으로써, 현재 최종 수세건조를 진행 시, PCB 제품의 휘어짐 및 PCB 제품간 마찰은 불가피하다. 이에 어큐뮬레이터(Accumulator) 개조가 필요하다.
어큐뮬레이터(Accumulator)에 지지대가 추가되어 PCB 제품의 휘어짐을 잡아준다면, PCB 제품간 겹침이 줄어들 것이고, 마찰에 의한 표면 어택(Attack)이 개선될 것이다.
이에 따라, 표면 스크래치 및 어텍(Attack)에 의한 불량 발생률이 감소될 것이고, 불량에 의한 비용도 절감될 수 있다.
도 11는 본 발명에 따른 어큐뮬레이터에 의한 동작을 간략하게 보이기 위하여 도시된 것이다.
도 11을 참조하면, 본 발명에 따른 어큐뮬레이터(Accumulator, 100)는 지지대(104)를 설치한 것을 특징으로 하는 것임을 알 수 있다. 어큐뮬레이터(100)는 복수의 적재단(102)이 체인처럼 연속적으로 연결되어 있고 전체적으로 루프(loop) 형상을 하고 있다. 도시되지는 않았지만 연속적으로 연결된 복수의 적재단(102)들은 한 쌍의 구동 롤러(미도시)에 의해 구동되어 컨베이어 방식으로 구동된다.
각각의 적재단(102)에는 PCB 제품(110)이 삽입되는 적재홈(104)이 형성되어 있다. PCB 제품(110)이 삽입되고 또한 쉽게 빠지지 않도록 적재홈(104)은 오목한 형태를 갖는다. 어큐뮬레이터(100)가 구동되면, 일측에 배치된 제품 투입부(미도시)에서 각각의 적재홈(104)에 PCB 제품을 하나씩 삽입한다.
도 11에서 어큐뮬레이터(100)에 설치된 지지대(106)는 PCB 제품이 휘어지더라도 앞뒤의 PCB 제품과 접촉하지 않도록 지지하는 역할을 수행하며, 적재홈(104)의 양쪽으로 각각 하나씩 설치된다.
어큐뮬레이터(Accumulator, 100)는 수세기(미도시) 전단에 설치된다. 어큐뮬레이터(102)에 적재된 PCB 제품의 이송시 지지대(106)에 의해 앞뒤 PCB 제품들과의 마찰이 방지되므로, PCB 제품간 마찰이 발생되는것을 방지하게 된다.
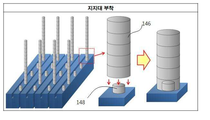
도 12는 본 발명에 따른 어큐뮬레이터의 제1실시예를 도시한다.
도 12를 참조하면, 본 발명에 제1실시예에 따른 어큐뮬레이터(130)는 적재홈(134) 일 측에 인접한 평탄면에 막대형태의 지지대(136; 136a, 136b)를 좌우 양측에 설치한 것을 알 수 있다. 지지대(136)는 평탄면에 설치되는 지지대 삽입 돌기(138)에 끼워져 고정된다.
지지대(136)와 PCB 제품(110)과의 접촉 면적이 넓게 되면 접촉 부위에서 원치 않는 이상이 발생할 수 있으므로 지지대(136)는 최소한의 접촉면을 갖도록 원기둥 형태를 가지는 것이 바람직하다.
또한 지지대(136)의 상단부를 구형으로 가공함으로써 PCB 제품의 이송시 충격을 완화하도록 한다.
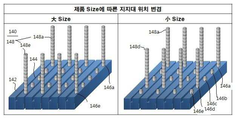
하지만, 종래의 어큐뮬레이터(Accumulator) 설비에 단순히 지지대를 고정으로 부착하게 된다면 일정한 크기의 PCB 제품의 작업시에는 문제가 없지만, 다양한 크기의 PCB 제품 투입시 적재에 대응이 어렵다. 큰 PCB 제품을 기준으로 배치시 내부에 PCB 제품 휨이 발생하게 되고 작은 PCB 제품을 기준으로 배치시 바깥 방향으로 PCB 제품 휨이 발생된다.
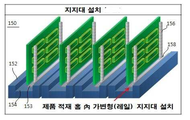
도 13은 본 발명에 따른 어큐뮬레이터의 제2실시예를 도시한다.
도 13을 참조하면, 본 발명의 제2실시예에 따른 어큐뮬레이터(140)는 적재홈(144)의 일측 평탄면에 적재홈(144)이 연장되는 방향으로 복수의 지지대 삽입 돌기(146; 146a~146e)를 설치하고, PCB 제품의 크기에 따라 가변적으로 지지대(146) 사이의 간격을 조정할 수 있도록 한 것임을 알 수 있다.
즉, 복수의 지지대 삽입 돌기(146; 146a~146e)중의 일부를 선택적으로 사용함으로써 지지대(146) 사이의 간격을 조정한다.
도 14는 도 13에 도시된 지지대의 삽입 방식을 도시한다.
먼저, 지지대 삽입 돌기(148)에 지지대(146)를 꽂는 형태이다. 가장 가공이 쉬우며 쉽게 적용할 수 있지만, 장기간 반복 지지대 교체 사용시 이물 유입 및 마모가 발생되어 이동중 지지대(146)가 탈착될 가능성이 높다.
두 번째 형태는 지지대 삽입 돌기(148) 표면에 나사산을 가공하고 지지대(146) 역시 상응하는 나사산을 형성하여 나사 결합하는 방식이다. 이 방식을 사용하게 되면 지지대 고정 효과가 크기 때문에 장기간 반복 사용해도 지지대(146)가 탈착되는 문제가 발생되지 않는다.
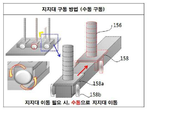
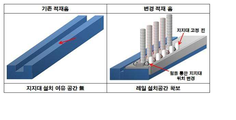
도 15는 본 발명에 따른 어큐뮬레이터의 제3실시예를 도시한다.
도 15에 도시된 바의 본 발명에 따른 제3실시예에 따른 어큐뮬레이터(150)는 적재단(152) 각각에 PCB 제품을 적재하는 적재홈(154)이 설치되어 있고, 적재홈(154)의 바닥면에 가변적으로 이동할 수 있는 지지대(156)를 설치한 형태이다.
PCB 제품을 적재하는 적재홈(154)의 바닥면을 PCB 제품의 두께보다 넓게 형성하고 여유 공간에 가변적으로 움직일 수 있는 슬라이드 레일(153)을 적재홈(154)의 연장 방향을 따라 설치한다. 슬라이드 레일(153)에는 지지대(156)를 고정하기 위한 지지대 고정대(158)가 설치된다.
즉, PCB 제품의 크기에 따라 지지대(156) 사이의 폭을 조절할 수 있게 한 것이다.
도 15에 도시된 본 발명의 제3실시예에 따른 어큐뮬레이터(150)는 가공시 고가의 비용이 소모되는 단점이 있지만 단시간에 가변적인 PCB 제품의 크기에 대응할 수 있다는 점에서 가장 최적의 적재 지지대 형태라 할 수 있다.
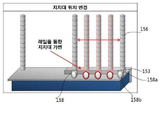
도 16은 도 15에 도시된 어큐뮬레이터에 있어서 PCB 제품 크기에 따라 지지대 위치 변경하는 것을 도시한다.
도 16에 도시된 장치는 적재홈의 바닥면 일측에 적재홈(154)이 연장된 방향을 따라 슬라이드 레일(153)을 설치하고, 슬라이드 레일(153)을 따라 이동하는 지지대 고정대(158)를 설치하고, 지지대 고정대(158)에 지지대(156)를 설치한 것이다.
지지대 고정대(158)는 슬라이드 레일(153)을 따라 슬라이드하는 지지대 고정판(158a) 및 지지대 고정판(158a)의 슬라이드 정도를 조절하는 고정판 조임휠(158b), 지지대(158)를 고정하기 위한 지지대 고정 돌기(미도시)를 포함한다. 지지대 고정 돌기 및 지지대의 설치 및 고정 방법은 도 14에 도시되는 것과 유사하므로 도시 및 설명을 생략하기로 한다.
이 방식의 경우 각 단별 PCB 제품 크기에 대응하여 위치를 가변할 수 있다는 장점이 있으나 각각의 단별 크기를 조정해야 한다는 단점이 있다. 이 경우 보조 막대를 사용하여 일정량의 지지대를 동시에 조정하는 형태로 관리하면 보다 용이하게 조정할 수 있다.
도 17은 도 16에 도시된 장치에서 지지대 사이의 간격을 조절하는 것을 도시한다.
도 17에 도시된 바와 같이, 지지대(156) 이동이 필요할 때, 고정판 조임휠(158b)을 시계 반대 방향으로 돌려서 조임 상태를 풀고, 수동으로 지지대 고정대(158)를 이동시킨다. 지지대 고정대(158)는 슬라이드 레일(153) 상에서 자유롭게 슬라이드 된다. 원하는 위치에 도달한 후, 고정판 조임휠(158b)을 시계 방향으로 돌려서 조임 상태로 만든다. 고정판 조임휠(158b)이 조임 상태로 되면, 지지대 고정대(158)가 슬라이드 레일(153)에 꽉 물려있는 상태가 되어 이동이 불가능하게 된다.
도 18은 본 발명에 따른 어큐뮬레이터의 제4실시예를 도시한다.
도 18에 도시된 장치는 지지대 고정대(158)가 고정될 수 있도록 고정핀(Guide, 159)이 위치한다.
고정핀(159)이 수직 방향으로 세워져 있을 때, 지지대 고정대(158)가 이동가능하고, 고정핀(159)이 직각 방향으로 꺽여져 있을 때, 지지대 고정대(158)는 이동 불가능하게 된다. 직각으로 꺽여진 고정핀(159)이 지지대 고정대(158)를 눌러서 슬라이드 레일(153)에 밀착시키고 있으므로 고정판 조임휠(158b)을 풀더라도 지지대 고정대(158)는 이동하지 못한다.
도 19는 본 발명에 따른 어큐뮬레이터의 제5실시예를 도시한다.
지지대 고정대(158)는 고정판 조임휠(158b)에 의해 위치 변경이 되도록 한다. 포인트마다 고정핀(159)을 설치하여 지지대 고정대(158)가 고정되도록 한다.
도 19에서 포인트마다 고정핀이 자리한다. 도 17에서와 마찬가지로 지지대 이동 후, 고정이 될 수 있도록 한다. 5cm 간격/총 5구간에 고정핀이 설치되며, 제품 크기에 따라 지지대를 이동시킨 후, 고정핀으로 지지대를 고정시킨다.
고정판 조임휠(158b)을 통한 이동을 하고, 고정핀(159)에 의해 고정이 된다. 고정핀(159)의 간격은 5cm로 정한다. 고정 구간은 5 포인트이며, 총 25cm의 간격 조절을 가능토록 한다.
슬라이드 레일(153)은 적재홈(154) 앞쪽에 설치된다. 제품의 휘어짐을 방지해야하는 목적이므로써, 앞쪽에서 제품을 지탱해주도록 한다. 도 16의 b , 도 17에서 볼 수 있듯이 고정판 조임휠(158b)을 통해 지지대(156)가 이동을 하고, 이동 후에는 고정핀(159)에 의해 자리잡게 된다.
본 발명에서 도시된 것과 같이 어큐뮬레이터(Accumulator) 설비에 지지대를 설치하여 PCB 제품의 휘어짐을 방지한다면, PCB 제품 간의 겹침 및 마찰에 의한 외관 품질 저하를 개선할 수 있다.
102, 132, 142, 152...적재단
153...슬라이드 레일
104, 134, 144, 154...적재홈
106, 136, 146, 156...지지대
108, 138, 148...지지대 삽입 돌기
158...지지대 고정대
158a...지지대 고정판 158b...고정판 조임휠
159...고정핀
153...슬라이드 레일
104, 134, 144, 154...적재홈
106, 136, 146, 156...지지대
108, 138, 148...지지대 삽입 돌기
158...지지대 고정대
158a...지지대 고정판 158b...고정판 조임휠
159...고정핀
Claims (8)
- 각각에 인쇄회로기판(Printed Circuit Board)이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터에 있어서,
상기 적재홈에 인접하여 지지대 삽입 돌기를 형성하고,
상기 지지대 삽입 돌기에 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대를 삽입한 것을 특징으로 하는 어큐뮬레이터.
- 제1항에 있어서, 상기 지지대와 상기 인쇄회로기판과의 접촉 면적이 최소가 되도록 상기 지지대는 원기둥인 것을 특징으로 하는 어큐뮬레이터.
- 제2항에 있어서, 상기 인쇄회로기판의 이송시 충격을 완화하도록 상기 지지대의 상단부가 구형인 것을 특징으로 하는 어큐뮬레이터.
- 각각에 인쇄회로기판이 삽입되는 적재홈이 구비된 복수의 적재단들이 구비되고, 상기 복수의 적재단들이 연속적으로 연결되어 컨베이어 방식으로 구동되는 어큐뮬레이터에 있어서,
상기 적재홈의 일측에 접하도록 상기 적재홈이 연장된 방향을 따라 슬라이드 레일을 설치하고,
상기 슬라이드 레일을 따라 슬라이드 이동하는 지지대 고정대;
상기 지지대 고정대에 형성된 지지대 삽입 돌기; 및
상기 지지대 삽입 돌기에 삽입되어 상기 적재홈에 삽입된 상기 인쇄회로기판을 지지하는 지지대; 를 포함하는 것을 특징으로 하는 어큐뮬레이터.
- 제4항에 있어서, 상기 지지대 고정대는
상기 지지대 삽입 돌기가 설치되며 상기 슬라이드 레일을 따라 슬라이드 이동하는 지지대 고정판; 및
상기 지지대 고정판이 상기 슬라이드 레일 상에서 슬라이드 이동 가능하도록 조절하는 고정판 조임휠;
을 포함하는 것을 특징으로 하는 어큐뮬레이터.
- 제4항에 있어서,
상기 지지대 고정대의 슬라이드 이동을 구속하는 고정핀;을 더 포함하는 것을 특징으로 하는 어큐뮬레이터.
- 제4항에 있어서, 상기 지지대와 상기 인쇄회로기판과의 접촉 면적이 최소가 되도록 상기 지지대는 원기둥인 것을 특징으로 하는 어큐뮬레이터.
- 제7항에 있어서, 상기 인쇄회로기판의 이송시 충격을 완화하도록 상기 지지대의 상단부가 구형인 것을 특징으로 하는 어큐뮬레이터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160067877A KR101822849B1 (ko) | 2016-06-01 | 2016-06-01 | 어큐뮬레이터 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160067877A KR101822849B1 (ko) | 2016-06-01 | 2016-06-01 | 어큐뮬레이터 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170136660A true KR20170136660A (ko) | 2017-12-12 |
| KR101822849B1 KR101822849B1 (ko) | 2018-01-30 |
Family
ID=60944017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160067877A KR101822849B1 (ko) | 2016-06-01 | 2016-06-01 | 어큐뮬레이터 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101822849B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111741618A (zh) * | 2020-08-14 | 2020-10-02 | 博敏电子股份有限公司 | 一种pcb台阶槽底部做沉镍金的加工方法 |
| KR20220142672A (ko) * | 2021-04-15 | 2022-10-24 | 주식회사 디에이피 | 건조기 지지대 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW565008U (en) * | 2002-11-13 | 2003-12-01 | Foxsemicon Integrated Tech Inc | Substrate cassette |
| KR20040110564A (ko) * | 2003-06-19 | 2004-12-31 | 주식회사 디에이피 | 히든 플러깅 전용 콘베이어 건조기 |
| KR200457378Y1 (ko) * | 2011-08-11 | 2011-12-16 | 우철식 | 지지구가 구비된 인쇄회로기판 적재용 랙 |
| KR20130118683A (ko) * | 2012-04-20 | 2013-10-30 | 휴앤텍 주식회사 | 컨베이어 파레트 |
| KR101605472B1 (ko) * | 2014-03-06 | 2016-03-22 | 주식회사 엠엠테크 | 기판 적재용 카세트 |
-
2016
- 2016-06-01 KR KR1020160067877A patent/KR101822849B1/ko active IP Right Grant
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111741618A (zh) * | 2020-08-14 | 2020-10-02 | 博敏电子股份有限公司 | 一种pcb台阶槽底部做沉镍金的加工方法 |
| KR20220142672A (ko) * | 2021-04-15 | 2022-10-24 | 주식회사 디에이피 | 건조기 지지대 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101822849B1 (ko) | 2018-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100671251B1 (ko) | 기판 처리 장치 | |
| CN107709014B (zh) | 印刷装置及对基板作业装置 | |
| KR101573365B1 (ko) | 부품 실장 장치, 실장품의 제조 방법 및 콘베이어 장치 | |
| KR101822849B1 (ko) | 어큐뮬레이터 | |
| US6367609B2 (en) | Conveyor apparatus | |
| TW201107215A (en) | Method, holding means, apparatus and system for transporting a flat material to be treated and loading or unloading apparatus | |
| TWI643801B (zh) | Workpiece separation and transportation system and method | |
| EP3102015A1 (en) | Substrate carrier apparatus and substrate work system configured to include same | |
| JP2015158016A (ja) | 表面処理装置 | |
| KR20000011438A (ko) | 전자부품실장장치및전자부품실장방법 | |
| JP6630359B2 (ja) | 部品実装機 | |
| KR101297116B1 (ko) | 인쇄회로기판 등과 같은 편평한 기판을 처리하기 위한 장치 및 방법 | |
| KR102507370B1 (ko) | 반송용 지그 | |
| KR101891349B1 (ko) | 도포 처리 장치 | |
| US5071305A (en) | Device for supporting and turning over board-like objects, to be transported through a continuous circulation oven | |
| JP2008156736A (ja) | 表面処理装置の被処理物搬送装置 | |
| JP7116195B2 (ja) | 搬送装置 | |
| KR20080111205A (ko) | 이동식 연속 도금장치의 인쇄회로기판 지그세트 구조 | |
| KR20160036428A (ko) | 벨트컨베이어용 낙광 방지장치 | |
| EP3624572B1 (en) | Substrate working machine | |
| JP3872840B2 (ja) | 基板位置決め装置 | |
| KR101372272B1 (ko) | Pcb 기판의 제조 공정 중 인쇄 회로 기판에 동을 전기 도금하는 동 도금라인의 도금 조에 설치된 기판 가이드의 작동방법 및 그 장치 | |
| JP2005343586A (ja) | プリント配線板等の薬液処理装置 | |
| KR101669062B1 (ko) | 인쇄회로기판 이송 적재용 지지 장치 | |
| KR101390817B1 (ko) | 트랙형 콘베이어장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |