KR20170136592A - 물체 상에 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기 및 인쇄 방법 - Google Patents
물체 상에 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기 및 인쇄 방법 Download PDFInfo
- Publication number
- KR20170136592A KR20170136592A KR1020177032438A KR20177032438A KR20170136592A KR 20170136592 A KR20170136592 A KR 20170136592A KR 1020177032438 A KR1020177032438 A KR 1020177032438A KR 20177032438 A KR20177032438 A KR 20177032438A KR 20170136592 A KR20170136592 A KR 20170136592A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- printing mechanism
- printing
- heating element
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007639 printing Methods 0.000 title claims abstract description 158
- 238000000034 method Methods 0.000 title claims abstract description 41
- 230000007246 mechanism Effects 0.000 claims abstract description 104
- 238000010438 heat treatment Methods 0.000 claims abstract description 79
- 230000000750 progressive effect Effects 0.000 claims abstract description 20
- 238000000151 deposition Methods 0.000 claims abstract 4
- 239000003086 colorant Substances 0.000 claims description 10
- 238000004804 winding Methods 0.000 claims description 8
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 230000001276 controlling effect Effects 0.000 claims 1
- 239000012528 membrane Substances 0.000 abstract description 71
- 239000003570 air Substances 0.000 description 47
- 239000000463 material Substances 0.000 description 33
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 22
- 230000008569 process Effects 0.000 description 14
- 239000007864 aqueous solution Substances 0.000 description 7
- 239000000126 substance Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 229920002261 Corn starch Polymers 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 239000008120 corn starch Substances 0.000 description 3
- 238000007641 inkjet printing Methods 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- 235000005979 Citrus limon Nutrition 0.000 description 1
- 244000131522 Citrus pyriformis Species 0.000 description 1
- XFXPMWWXUTWYJX-UHFFFAOYSA-N Cyanide Chemical compound N#[C-] XFXPMWWXUTWYJX-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 241000233805 Phoenix Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 239000003124 biologic agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 150000002632 lipids Chemical class 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000007928 solubilization Effects 0.000 description 1
- 238000005063 solubilization Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/001—Handling wide copy materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0022—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using convection means, e.g. by using a fan for blowing or sucking air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0022—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using convection means, e.g. by using a fan for blowing or sucking air
- B41J11/00224—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using convection means, e.g. by using a fan for blowing or sucking air comprising movable shutters, e.g. for redirection of an air flow
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ink Jet (AREA)
- Printing Methods (AREA)
- Printing Plates And Materials Therefor (AREA)
Abstract
Description
도 2는 박리 배면부를 가지는 막의 횡단면도이다.
도 3은 하부 표면 상에 배면 재료가 통합된 막의 횡단면도이다.
도 4는, 제1 및 제2 가열 요소를 보여주는 부분 절개도를 포함하는, 도 1에 도시된 인쇄기의 측면도이다.
도 5는 개방 위치에서 도시된 덮개를 가지는 인쇄 메커니즘의 사시도이다.
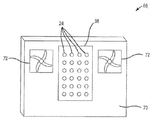
도 6은 관통 형성된 개구, 배플, 및 개구의 외부에 고정된 커버, 그리고 개구의 내부에 고정된 팬을 보여주는 가동형 덮개의 부분 측면도이다.
도 7은 커버의 사시도이다.
도 8은 복수의 제1 크기의 개구부가 관통 형성된 배플의 상면도이다.
도 9는 복수의 제2 크기의 개구부가 관통 형성된 배플의 상면도이다.
도 10은 복수의 제3 크기의 개구부가 관통 형성된 제3 배플의 상면도이다.
도 11은 인쇄 헤드의 대향 측면들 상에 배치된 축방향 팬의 쌍을 보여주는, 인쇄 커서 조립체(print cursor assembly)의 내부의 사시도이다.
Claims (15)
- 추후에 물체 상으로 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기이며:
a) 프레임;
b) 상기 프레임 상에 장착되고 외부 표면을 가지는 인쇄 메커니즘으로서, 막의 선행 연부를 수용하기 위한 유입구, 상기 막을 상기 인쇄 메커니즘을 통해서 제어된 속력으로 진행시키기 위한 진행 수단, 진행 막 위에 위치된 레일 상에서 왕복될 수 있고 상기 진행 막 상으로 복수의 잉크 액적을 피착시킬 수 있는 인쇄 헤드, 및 상기 인쇄된 막이 상기 인쇄 메커니즘을 빠져 나올 수 있게 하는 배출구를 가지는, 인쇄 메커니즘;
c) 상기 막이 덮이는 폐쇄 위치와 상기 막이 노출되는 개방 위치 사이에서 이동될 수 있는, 상기 인쇄 메커니즘에 고정된 덮개;
d) 유입 공기를 가열하는 상기 덮개에 고정된 제1 가열 요소;
e) 상기 가열된 공기를 상기 진행 막 상에 피착된 복수의 잉크 액적 상으로 지향시키는, 상기 제1 가열 요소에 인접 배치된 제1 팬;
f) 상기 제1 팬과 정렬되는 상기 인쇄 메커니즘의 외부 표면 내에 형성된 유입구 개구;
g) 상기 유입구 개구 위에 배치된 커버로서, 상기 개구 커버는 개방 면적을 생성하는 적어도 하나의 관통 형성된 개구부를 가지는, 커버;
h) 상기 커버 아래에 배치되고 복수의 관통 형성된 개구부를 가지는 배플로서, 상기 유입구 개구를 통해서 상기 제1 팬에 전달되는 공기의 부피를 조절하는, 배플;
i) 상기 인쇄 헤드 주위의 공기 온도를 조절하기 위해 상기 인쇄 헤드의 양 측면 상에 배치된 제2 팬의 쌍; 및
j) 상기 제1 가열 요소의 온도를 조절하는 가열기 제어 유닛을 포함하는, 인쇄기. - 제1항에 있어서,
상기 인쇄 메커니즘의 외부 표면에 고정된 디지털 판독 장치를 더 포함하고, 상기 디지털 판독 장치는 상기 진행 막 위의 공기 온도를 기록하는, 인쇄기. - 제1항에 있어서,
제2 가열 요소가 상기 진행 막 아래에 배치되는, 인쇄기. - 제3항에 있어서,
상기 제1 가열 요소는 상기 제2 가열 요소 보다 높은 온도에서 동작되는, 인쇄기. - 제4항에 있어서,
상기 제1 가열 요소는 상기 유입 공기를 적어도 약 160 ℉의 온도로 가열할 수 있는, 인쇄기. - 제1항에 있어서,
상기 제1 가열 요소 아래에서 상기 덮개 내에 배치된 세장형 슬롯을 더 포함하고, 상기 세장형 슬롯을 통해서 가열된 공기가 상기 복수의 잉크 액적 상으로 지향되는, 인쇄기. - 제1항에 있어서,
상기 인쇄 메커니즘은 시간당 약 600 피트 내지 시간당 약 1,000 평방 피트를 인쇄할 수 있고, 상기 진행 막 위의 공기 온도는 약 170 ℉ 내지 약 220 ℉의 범위를 가지는, 인쇄기. - 제1항에 있어서,
상기 인쇄 메커니즘은 4개의 상이한 색채를 동시에 인쇄할 수 있고, 상기 인쇄 메커니즘은 약 40% 내지 약 60% 범위의 습도에서 동작되는, 인쇄기. - 제1항에 있어서,
상기 배플을 통해서 형성된 개구부는, 상기 커버를 통해서 형성된 개구부에 의해서 생성된 개방 면적 보다 작은 개방 면적을 생성하는, 인쇄기. - 추후에 물체 상으로 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기이며:
a) 프레임;
b) 상기 프레임 상에 장착되고 외부 표면을 가지는 인쇄 메커니즘으로서, 막의 선행 연부를 수용하기 위한 유입구, 상기 막을 상기 인쇄 메커니즘을 통해서 제어된 속력으로 그리고 간헐적으로 진행시키기 위한 진행 수단, 진행 막 위에 위치된 레일 상에서 왕복될 수 있고 상기 진행 막 상으로 복수의 잉크 액적을 피착시킬 수 있는 인쇄 헤드, 및 상기 인쇄된 막이 상기 인쇄 메커니즘을 빠져 나올 수 있게 하는 배출구를 가지는, 인쇄 메커니즘;
c) 상기 막이 덮이는 폐쇄 위치와 상기 막이 노출되는 개방 위치 사이에서 이동될 수 있는, 상기 인쇄 메커니즘에 고정된, 덮개;
d) 상기 덮개에 고정된 제1 가열 요소의 쌍으로서, 상기 제1 가열 요소의 쌍의 각각이 유입 공기를 가열할 수 있는, 제1 가열 요소의 쌍;
e) 상기 제1 가열 요소의 쌍 아래에서 상기 덮개 내에 배치되는 세장형 슬롯;
f) 상기 가열된 공기를 상기 세장형 슬롯을 통해서 그리고 상기 진행 막 상에 피착된 복수의 잉크 액적 상으로 지향시키는, 상기 제1 가열 요소의 쌍에 인접 배치된 적어도 2개의 제1 팬;
g) 상기 인쇄 메커니즘의 외부 표면 내에 형성된 적어도 2개의 유입구 개구로서, 상기 유입구 개구의 각각은 상기 적어도 2개의 제1 팬 중 하나와 정렬되는, 적어도 2개의 유입구 개구;
h) 상기 적어도 2개의 유입구 개구의 하나 위에 각각 배치되는 커버의 쌍으로서, 상기 커버의 쌍의 각각은 관통 형성된 적어도 하나의 개구부를 가지는, 커버의 쌍;
i) 상기 각각의 커버 아래에 배치되고 복수의 관통 형성된 개구부를 가지는 배플로서, 상기 적어도 2개의 제1 팬의 각각에 전달되는 공기의 부피를 각각 조절하는, 배플;
j) 상기 인쇄 헤드 주위의 공기 온도를 조절하기 위해 상기 인쇄 헤드의 양 측면 상에 배치된 제2 팬의 쌍; 및
k) 상기 제1 가열 요소의 쌍의 온도를 조절하는 가열기 제어 유닛을 포함하는, 인쇄기. - 제10항에 있어서,
상기 막은 공급 롤로부터 인출되고 상기 인쇄 메커니즘을 통해서 권취 롤로 진행되며, 상기 제1 가열 요소의 쌍은 상기 유입 공기를 적어도 약 160 ℉의 온도까지 가열할 수 있는, 인쇄기. - 제10항에 있어서,
제2 슬롯이 상기 세장형 슬롯의 하류에서 상기 덮개 내에 형성되고, 상기 세장형 슬롯을 통해서 그리고 상기 제2 슬롯을 통해서 상기 제1 가열 요소의 쌍을 빠져 나오는 가열된 공기는 상기 진행 막 상에 피착된 복수의 잉크 액적이 약 15초 이내에 건조되게 하는, 인쇄기. - 막을 인쇄하는 방법이며:
a) 막을 공급 롤로부터, 프레임에 장착되고 상기 막을 인쇄하는 인쇄 메커니즘을 통해서 진행시키고 상기 인쇄된 막을 권취 롤 상에서 회수하는 단계로서, 상기 인쇄 메커니즘은 외부 표면을 가지고, 상기 인쇄 메커니즘은 상기 막의 선행 연부를 수용하기 위한 유입구, 상기 막을 상기 인쇄 메커니즘을 통해서 제어된 속력으로 진행시키기 위한 진행 수단, 진행 막 위에 위치된 레일 상에서 왕복될 수 있고 상기 진행 막 상으로 복수의 잉크 액적을 피착시킬 수 있는 인쇄 헤드, 및 상기 인쇄된 막이 상기 인쇄 메커니즘을 빠져 나갈 수 있게 하는 배출구를 포함하는, 단계;
b) 상기 막이 덮이는 폐쇄 위치와 상기 막이 노출되는 개방 위치 사이에서 이동될 수 있는 덮개를 상기 인쇄 메커니즘에 고정하는 단계;
c) 유입 공기를 가열할 수 있는 제1 가열 요소를 상기 덮개에 고정하는 단계;
d) 상기 가열된 공기를 상기 진행 막 상에 피착된 복수의 잉크 액적 상으로 지향시키는 제1 팬을 상기 제1 가열 요소에 인접 배치하는 단계;
e) 상기 제1 팬과 정렬되는 상기 인쇄 메커니즘의 외부 표면 내에 유입구 개구를 형성하는 단계;
f) 관통 형성된 적어도 하나의 개구부를 갖는 커버를 상기 유입구 개구 위에 배치하는 단계;
g) 상기 제1 팬을 통과하는 공기의 부피를 조절하는 복수의 관통 형성된 개구부를 가지는 배플을 상기 커버 아래에 배치하는 단계;
h) 상기 인쇄 헤드 주위의 공기 온도를 조절하기 위해서 제2 팬의 쌍을 상기 인쇄 헤드의 양 측면 상에 배치하는 단계; 및
i) 상기 제1 가열 요소의 온도를 조절하기 위해서 가열기 제어 유닛을 이용하는 단계를 포함하는, 방법. - 제13항에 있어서,
상기 제1 가열 요소 아래에서 상기 덮개 내에 세장형 슬롯을 형성하는 단계를 더 포함하고, 상기 세장형 슬롯을 통해서 상기 가열된 공기가 상기 진행 막 상에 피착된 복수의 잉크 액적 상으로 지향되는, 방법. - 제13항에 있어서,
상기 제1 가열 요소는 상기 유입 공기를 약 160 ℉ 내지 약 220 ℉의 온도로 가열할 수 있고, 상기 복수의 잉크 액적은 약 15초 이내에 건조되는, 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562147114P | 2015-04-14 | 2015-04-14 | |
| US62/147,114 | 2015-04-14 | ||
| US15/079,963 US9676178B2 (en) | 2015-04-14 | 2016-03-24 | Printer for printing a film that can be hydrographically printed onto an object and a method of printing |
| US15/079,963 | 2016-03-24 | ||
| PCT/US2016/027218 WO2016168252A1 (en) | 2015-04-14 | 2016-04-13 | A printer for printing a film that can be hydrographically printed onto an object and a method of printing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170136592A true KR20170136592A (ko) | 2017-12-11 |
| KR102512892B1 KR102512892B1 (ko) | 2023-03-21 |
Family
ID=55863215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177032438A Active KR102512892B1 (ko) | 2015-04-14 | 2016-04-13 | 물체 상에 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기 및 인쇄 방법 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US9676178B2 (ko) |
| EP (1) | EP3283302B1 (ko) |
| KR (1) | KR102512892B1 (ko) |
| CN (1) | CN108055836B (ko) |
| CY (1) | CY1123812T1 (ko) |
| DE (1) | DE202016008987U1 (ko) |
| DK (1) | DK3283302T3 (ko) |
| ES (1) | ES2849898T3 (ko) |
| HR (1) | HRP20210270T1 (ko) |
| HU (1) | HUE053992T2 (ko) |
| LT (1) | LT3283302T (ko) |
| PL (1) | PL3283302T3 (ko) |
| PT (1) | PT3283302T (ko) |
| RS (1) | RS61494B1 (ko) |
| SI (1) | SI3283302T1 (ko) |
| SM (1) | SMT202100124T1 (ko) |
| WO (1) | WO2016168252A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160368277A1 (en) * | 2015-06-16 | 2016-12-22 | American Hydrographics | Film for printed hydrographics and methods of making and using the same |
| JP6479082B2 (ja) | 2017-04-05 | 2019-03-06 | ローランドディー.ジー.株式会社 | インクジェットプリンタ |
| CN113787833B (zh) * | 2021-08-20 | 2022-11-15 | 杭州伊美源实业有限公司 | 一种数码印花面料加工设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6832831B2 (en) * | 2002-02-14 | 2004-12-21 | Noritsu Koki Co., Ltd. | Image forming apparatus |
| JP2011020318A (ja) | 2009-07-15 | 2011-02-03 | Seiko I Infotech Inc | インクジェット記録装置及びその記録方法 |
| US20130050370A1 (en) | 2011-08-22 | 2013-02-28 | Seiko Epson Corporation | Recording apparatus |
| US20140009547A1 (en) | 2009-08-11 | 2014-01-09 | Seiko Epson Corporation | Recording apparatus |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US923242A (en) | 1908-08-22 | 1909-06-01 | William Briggs | Apparatus for printing transfer-designs on paper in two or more colors or mediums. |
| US2499572A (en) * | 1947-02-14 | 1950-03-07 | Paul H Dunakin | Ink drier for printing presses |
| US2724907A (en) * | 1951-08-20 | 1955-11-29 | Monforts Fa A | Driers operating in conjunction with printing machines |
| US4340893A (en) * | 1980-11-05 | 1982-07-20 | Xerox Corporation | Scanning dryer for ink jet printers |
| US4841903A (en) * | 1987-06-24 | 1989-06-27 | Birow, Inc. | Coating and printing apparatus including an interstation dryer |
| US5117562A (en) | 1989-04-14 | 1992-06-02 | Robert C. Dulay | Radiant energy ink drying device |
| JPH0356349A (ja) | 1989-07-24 | 1991-03-11 | Canon Inc | 記録装置 |
| JP2584555B2 (ja) | 1991-09-09 | 1997-02-26 | 株式会社竹中工務店 | 地下構造物の排水構造とそれに用いる防水シート |
| US5296873A (en) * | 1992-05-01 | 1994-03-22 | Hewlett-Packard Company | Airflow system for thermal ink-jet printer |
| US20020112628A1 (en) * | 2001-02-20 | 2002-08-22 | David Irick | Drying unit for printing presses |
| JP2004532750A (ja) * | 2001-03-30 | 2004-10-28 | エル アンド ピー プロパティ マネジメント カンパニー | インクジェットプリントのための方法および装置 |
| AU2003286397A1 (en) * | 2002-12-03 | 2004-06-23 | Objet Geometries Ltd. | Process of and apparatus for three-dimensional printing |
| JP4612884B2 (ja) | 2005-10-19 | 2011-01-12 | キヤノン株式会社 | 給紙カセット及び画像形成装置 |
| JP4769527B2 (ja) | 2005-09-13 | 2011-09-07 | キヤノン株式会社 | 画像加熱装置 |
| ES2394977T3 (es) | 2006-02-22 | 2013-02-07 | Mutoh Industries Ltd. | Impresora de chorro de tinta |
| CN101259803A (zh) | 2007-03-09 | 2008-09-10 | 王锡荣 | 全自动卷对卷网版印刷机生产陶瓷小膜花纸的方法 |
| GB0711052D0 (en) | 2007-06-08 | 2007-07-18 | Ici Plc | Thermal transfer printing |
| CN100581836C (zh) * | 2007-09-11 | 2010-01-20 | 林其武 | 以打印机制作图案的水转印纸的制作方法 |
| CN201109230Y (zh) | 2007-10-25 | 2008-09-03 | 比亚迪股份有限公司 | 水转印设备 |
| US8186272B2 (en) * | 2007-12-28 | 2012-05-29 | Pitney Bowes Inc. | Method and system for drying ink on a substrate material |
| JP2009175339A (ja) | 2008-01-23 | 2009-08-06 | Fujifilm Corp | 平版印刷版原版の処理方法及び平版印刷版原版の自動現像機 |
| CN101638023B (zh) | 2008-08-01 | 2011-05-25 | 王勇 | 炊具表面水转印的制作方法 |
| JP5134678B2 (ja) | 2009-12-24 | 2013-01-30 | キヤノンファインテック株式会社 | 定着装置及びそれを備えた画像形成装置 |
| JP5465081B2 (ja) * | 2010-04-30 | 2014-04-09 | キヤノン株式会社 | インクジェット記録装置および方法 |
| GB201013877D0 (en) | 2010-08-19 | 2010-09-29 | Redbox Technology Ltd | 3d printing process |
| CN102463746B (zh) | 2010-11-19 | 2014-04-02 | 山东新北洋信息技术股份有限公司 | 打印头组件及使用该组件的打印机 |
| JP5235977B2 (ja) | 2010-12-16 | 2013-07-10 | 富士フイルム株式会社 | 画像形成装置及び画像形成方法 |
| JP5563508B2 (ja) | 2011-03-28 | 2014-07-30 | 武藤工業株式会社 | ハトメなどの突起付きのメディア用プリンタ |
| CN102229294A (zh) | 2011-05-07 | 2011-11-02 | 广州市昌成陶瓷有限公司 | 一种复合转印方法 |
| CN202450376U (zh) * | 2012-02-24 | 2012-09-26 | 杭州飞乐印刷材料有限公司 | 水转印纸涂布生产线 |
| KR20130103941A (ko) | 2012-03-12 | 2013-09-25 | 양태준 | 미끄럼방지 장갑용 원단과 이러한 장갑원단의 제조방법 |
| CN202656622U (zh) * | 2012-06-06 | 2013-01-09 | 郑州新世纪数码打印科技有限公司 | 宽幅烘干器的电热风装置 |
| US8807736B1 (en) * | 2013-01-31 | 2014-08-19 | Ricoh Company, Ltd. | Low-temperature gas flow insertion in printing system dryers |
| CN203472271U (zh) | 2013-08-27 | 2014-03-12 | 垫江县和欣钢质门有限公司 | 改制热转印机 |
| CN203472388U (zh) * | 2013-08-27 | 2014-03-12 | 詹英祺 | 数字印刷印花纸 |
| CN204109589U (zh) * | 2014-07-22 | 2015-01-21 | 陈炯垯 | 一种可打印制备的转印膜 |
-
2016
- 2016-03-24 US US15/079,963 patent/US9676178B2/en active Active
- 2016-04-13 EP EP16719998.3A patent/EP3283302B1/en active Active
- 2016-04-13 LT LTEP16719998.3T patent/LT3283302T/lt unknown
- 2016-04-13 SI SI201631087T patent/SI3283302T1/sl unknown
- 2016-04-13 RS RS20210187A patent/RS61494B1/sr unknown
- 2016-04-13 HU HUE16719998A patent/HUE053992T2/hu unknown
- 2016-04-13 ES ES16719998T patent/ES2849898T3/es active Active
- 2016-04-13 KR KR1020177032438A patent/KR102512892B1/ko active Active
- 2016-04-13 SM SM20210124T patent/SMT202100124T1/it unknown
- 2016-04-13 WO PCT/US2016/027218 patent/WO2016168252A1/en active Application Filing
- 2016-04-13 CN CN201680034836.0A patent/CN108055836B/zh active Active
- 2016-04-13 PT PT167199983T patent/PT3283302T/pt unknown
- 2016-04-13 HR HRP20210270TT patent/HRP20210270T1/hr unknown
- 2016-04-13 PL PL16719998T patent/PL3283302T3/pl unknown
- 2016-04-13 DK DK16719998.3T patent/DK3283302T3/da active
- 2016-04-13 DE DE202016008987.1U patent/DE202016008987U1/de active Active
-
2021
- 2021-02-15 CY CY20211100124T patent/CY1123812T1/el unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6832831B2 (en) * | 2002-02-14 | 2004-12-21 | Noritsu Koki Co., Ltd. | Image forming apparatus |
| JP2011020318A (ja) | 2009-07-15 | 2011-02-03 | Seiko I Infotech Inc | インクジェット記録装置及びその記録方法 |
| US20140009547A1 (en) | 2009-08-11 | 2014-01-09 | Seiko Epson Corporation | Recording apparatus |
| US20130050370A1 (en) | 2011-08-22 | 2013-02-28 | Seiko Epson Corporation | Recording apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| PT3283302T (pt) | 2021-02-18 |
| EP3283302B1 (en) | 2020-11-18 |
| DK3283302T3 (da) | 2021-02-22 |
| LT3283302T (lt) | 2021-03-10 |
| CN108055836B (zh) | 2020-01-14 |
| WO2016168252A1 (en) | 2016-10-20 |
| SI3283302T1 (sl) | 2021-04-30 |
| RS61494B1 (sr) | 2021-03-31 |
| HUE053992T2 (hu) | 2021-08-30 |
| CN108055836A (zh) | 2018-05-18 |
| US20160303846A1 (en) | 2016-10-20 |
| KR102512892B1 (ko) | 2023-03-21 |
| ES2849898T3 (es) | 2021-08-23 |
| CY1123812T1 (el) | 2022-05-27 |
| US9676178B2 (en) | 2017-06-13 |
| DE202016008987U1 (de) | 2021-04-21 |
| PL3283302T3 (pl) | 2021-05-04 |
| HRP20210270T1 (hr) | 2021-04-02 |
| SMT202100124T1 (it) | 2021-05-07 |
| EP3283302A1 (en) | 2018-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6530657B2 (en) | Ink jet printer with a piezo printing head for ejecting lactate ink onto an uncoated printing medium | |
| CN103660629B (zh) | 介质输送装置、介质输送装置的控制方法以及记录装置 | |
| JP5034816B2 (ja) | 液体噴射装置 | |
| JP6511778B2 (ja) | 印刷装置 | |
| US10576757B2 (en) | Dryer, liquid discharge apparatus, drying method, and inkjet recording apparatus | |
| JP2009544504A (ja) | 加熱基体印刷 | |
| JPH11268307A (ja) | マルチカラ―液体インクプリンタ及び印刷方法 | |
| JP2001334647A (ja) | インクジェットプリンタ及びプリント方法 | |
| JP2019162870A (ja) | 乾燥装置、液体吐出装置、乾燥方法、及びインクジェット記録装置 | |
| JP2021104633A (ja) | 記録装置 | |
| KR20170136592A (ko) | 물체 상에 하이드로그래픽적으로 인쇄될 수 있는 막을 인쇄하기 위한 인쇄기 및 인쇄 방법 | |
| JP2009073012A (ja) | 液体噴射装置 | |
| JP4903065B2 (ja) | ノズルプレート及びその製造方法、並びに液体吐出ヘッド及び画像形成装置 | |
| JP2002059565A (ja) | 画像記録方法及び装置 | |
| JP5448973B2 (ja) | 画像形成装置 | |
| CN107405917B (zh) | 印刷装置和印刷方法 | |
| US20140132690A1 (en) | Liquid ejecting apparatus | |
| HK1255574B (en) | A printer for printing a film that can be hydrographically printed onto an object and a method of printing | |
| HK1255574A1 (en) | A printer for printing a film that can be hydrographically printed onto an object and a method of printing | |
| US8684492B2 (en) | Recording apparatus and recording method | |
| JP2009073013A (ja) | 液体噴射装置 | |
| JP2014162052A (ja) | 液体噴射装置 | |
| CN115402012A (zh) | 用于打印具有纹理的文档的系统和方法 | |
| JP4977414B2 (ja) | ノズルプレートの製造方法 | |
| JP3933884B2 (ja) | 印刷装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20171109 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210201 Comment text: Request for Examination of Application |
|
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220920 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230106 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20230317 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20230317 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |