KR20170105332A - 피스톤 링 제조용 구상화 흑연 주철합금 - Google Patents
피스톤 링 제조용 구상화 흑연 주철합금 Download PDFInfo
- Publication number
- KR20170105332A KR20170105332A KR1020160028424A KR20160028424A KR20170105332A KR 20170105332 A KR20170105332 A KR 20170105332A KR 1020160028424 A KR1020160028424 A KR 1020160028424A KR 20160028424 A KR20160028424 A KR 20160028424A KR 20170105332 A KR20170105332 A KR 20170105332A
- Authority
- KR
- South Korea
- Prior art keywords
- cast iron
- piston
- carbide
- piston ring
- graphite cast
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/06—Cast-iron alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/062—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on B4C
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/04—Cast-iron alloys containing spheroidal graphite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J1/00—Pistons; Trunk pistons; Plungers
- F16J1/01—Pistons; Trunk pistons; Plungers characterised by the use of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J9/00—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction
- F16J9/26—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction characterised by the use of particular materials
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 탄화철과 함께 탄화 크롬, 탄화 몰리브덴, 탄화 바나듐 및 탄화 보론 중 적어도 어느 하나를 포함하는 탄화 금속물, 및 철 화합물 중 적어도 어느 하나로 스테다이트형 공정조직을 석출시킨 구상(球狀) 흑연 주철 및 충상(蟲狀) 흑연 주철 중 적어도 어느 하나로 이루어진 것을 특징으로 한다.
이에 의하여, 크롬 도금 공정이 없이도 복합 탄화물 및 금속 간 화합물을 형성한 공정조직을 형성하여 내마모성을 갖는 덕타일 주철이나 충상 흑연 주철로 된 피스톤 및 피스톤 링을 제조하면, 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있다.
이에 의하여, 크롬 도금 공정이 없이도 복합 탄화물 및 금속 간 화합물을 형성한 공정조직을 형성하여 내마모성을 갖는 덕타일 주철이나 충상 흑연 주철로 된 피스톤 및 피스톤 링을 제조하면, 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있다.
Description
본 발명은 피스톤 및 피스톤 링 제조용 주철합금에 관한 것으로, 더욱 상세하게는 엔진 부품으로 사용되는 피스톤과 피스톤 링의 제조시 주요소재로 사용되는 피스톤 및 피스톤 링 제조용 주철합금에 관한 것이다.
내연기관과 같은 동력발생장치의 엔진에는 실린더와 실린더의 내부에서 직선으로 왕복운동을 하는 피스톤이 구비된다.
피스톤에는 실린더와의 마찰을 최소화하고 기밀(또는 수밀)을 유지하기 위하여 피스톤 링이 장착된다.
이러한 피스톤과 피스톤 링의 일 예가 대한민국 특허공개번호 제10-2015-0099104호(2015년08월31일자 공개, 이하 '특허문헌 1'이라 함) 등에 개시되어 있다.
한편, 피스톤 링(10)은, 도 1에 도시된 바와 같이, 일반적으로 실린더의 내부에서 왕복 되는 피스톤(20)의 외주면에 결합되어 실린더 라이너(30)의 내벽을 따라 왕복 되게 구비된다.
종래기술에 따른 피스톤과 피스톤 링은 엔진 실린더 라이너의 내벽과 마찰하며 마모되기 때문에 엔진의 연소가스가 하부의 크랭크 실 내부로 유입될 수 있으며, 이렇게 연소가스가 누출되면 연소 압력은 저하되고 크랭크 실로 유입되는 가스에 의해 엔진의 출력도 저하된다.
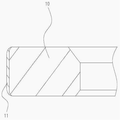
따라서, 도 1 및 도 2에 도시된 바와 같이, 피스톤(20)과 피스톤 링(10) 중 적어도 피스톤 링(10)의 외주면에는 대략 0.20 ~ 0.35 mm 정도의 두께로 경질 크롬 도금층(11)을 형성하여 이를 방지하도록 한다.
그러나, 종래기술에 따른 피스톤(20)의 외주면에 결합된 피스톤 링(10)은 크롬의 도금과정에서의 환경문제로 인해 크롬 도금을 위한 제조 시설의 설치와 운영이 점차 규제되고 있어 크롬 도금 공정을 수행하기 어려워지고 있고, 도금 공정에 따른 비용이 증가 되며, 피스톤(20)의 왕복 동작 시 피스톤 링(10)의 크롬 도금층(11)과 실린더 라이너(30) 간의 마찰과정에서 크롬 분진 등의 환경 이물질을 발생시킬 수 있다는 문제점이 있다.
또한, 종래기술에 따른 피스톤(20)은 왕복 동작 시 피스톤 링(10)의 크롬 도금층(11)이 마모됨에 따라 박리 되는 미세 크롬 입자들이 배기가스를 통해 외부로 배출되기 때문에 환경오염을 일으킬 수 있고, 또한 폐 엔진오일의 처리도 곤란해질 수 있다는 문제점이 있다.
본 발명의 목적은, 크롬 도금 공정이 없이도 내마모성을 갖도록 하여 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있는 친환경적인 소재로서의 피스톤 및 피스톤 링 제조용 주철합금을 제공하는 것이다.
또한, 미세 크롬 입자들이 배기가스를 통해 외부로 배출될 염려가 없어지기 때문에 환경오염을 방지할 수 있고, 엔진 오일에 미세 크롬 입자들이 섞일 가능성도 없어지기 때문에 폐 엔진오일의 처리도 용이 해질 수 있는 소재로서의 피스톤 및 피스톤 링 제조용 주철합금을 제공하는 것이다.
상기 목적을 달성하기 위해 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 탄화철과 함께 탄화 크롬, 탄화 몰리브덴, 탄화 바나듐 및 탄화 보론 중 적어도 어느 하나를 포함하는 탄화 금속물, 및 철 화합물 중 적어도 어느 하나로 스테다이트형 공정조직을 석출시킨 구상(球狀) 흑연 주철 및 충상(蟲狀) 흑연 주철 중 적어도 어느 하나로 이루어진 것을 특징으로 한다.
여기서, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 크롬, 몰리브덴, 인, 보론 및 바나듐 중 적어도 어느 하나의 특수금속으로 상기 탄화 금속물 또는 상기 철 화합물을 이루도록 하여 스테다이트형 공정조직을 형성시킨 것이 바람직하다.
그리고, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 상기 탄화 금속물 또는 상기 철 화합물에 마그네슘을 첨가하되, 마그네슘의 첨가비율에 따라 구상 흑연 주철 또는 충상 흑연 주철의 석출 비율이 조절되어 마련된 것이 바람직하다.
본 발명에 따르면, 크롬 도금 공정이 없이도 복합 탄화물 및 금속 간 화합물을 형성한 공정조직에 의해 내마모성을 갖도록 하여 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있는 친환경적인 소재로서의 피스톤 및 피스톤 링 제조용 주철합금을 제공할 수 있다.
또한, 미세 크롬 입자들이 배기가스를 통해 외부로 배출될 염려가 없어지기 때문에 환경오염을 방지할 수 있고, 엔진 오일에 미세 크롬 입자들이 섞일 가능성도 없어지기 때문에 폐 엔진오일의 처리도 용이 해질 수 있는 소재로서의 피스톤 및 피스톤 링 제조용 주철합금을 제공할 수 있다.
도 1은 일반적인 피스톤과 피스톤 링을 도시한 도면,
도 2는 종래기술에 따른 피스톤 링의 일부 단면도,
도 3은 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 제조방법을 도시한 공정 흐름도,
도 4는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 구상 흑연 주철 조직을 각각 50배율과 100배율로 촬영한 현미경 조직 사진,
도 5는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 충상 흑연 주철 조직을 200배율로 촬영한 현미경 조직 사진이다.
도 2는 종래기술에 따른 피스톤 링의 일부 단면도,
도 3은 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 제조방법을 도시한 공정 흐름도,
도 4는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 구상 흑연 주철 조직을 각각 50배율과 100배율로 촬영한 현미경 조직 사진,
도 5는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 충상 흑연 주철 조직을 200배율로 촬영한 현미경 조직 사진이다.
이하에서는 첨부된 도면을 참조하여 본 발명에 대해 상세히 설명한다.
본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은, 도 4 및 도 5에 도시된 바와 같이, 탄화철(Fe3C)과 함께 탄화 크롬(Cr4C, Cr3C2, Cr2C2), 탄화 몰리브덴(Mo2C), 탄화 바나듐(V5C, V4C3) 및 탄화 보론(B6C) 중 적어도 어느 하나를 포함하는 탄화 금속물, 및 철 화합물 중 적어도 어느 하나로 스테다이트형(steadite type) 공정조직을 석출시킨 구상(球狀) 흑연 주철(일명, 덕타일 주철: ductile cast iron)(300) 및 충상(蟲狀) 흑연 주철(일명, CV 주철: vermicular graphite cast iron)(400) 중 적어도 어느 하나로 이루어진다.
좀더 구체적으로, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 펄라이트 기지(pearlite matrix)(200)에 구상 흑연 주철(300) 및 충상 흑연 주철(400) 중 적어도 어느 하나가 석출된 스테다이트형 공정조직을 포함하는 재질로 이루어져 실린더의 내부에서 직선으로 왕복운동을 하는 피스톤과 피스톤의 외주면에 구비되어 실린더 라이너의 내벽을 따라 왕복 되는 피스톤 링의 소재로 사용된다. 이때, 본 발명의 일실시예로서, 구상 흑연 주철(300)은 피스톤 소재로 사용되고, 충상 흑연 주철(400)은 피스톤 링 소재로 사용되도록 하는 것이 바람직하다. 그러나, 피스톤 링의 소재로는 엔진의 특성에 따라 구상 흑연 주철이나 충상 흑연 주철을 사용할 수 있다.
이에 따라, 종래의 크롬 도금 공정이 없이도 복합 탄화물 및 금속 간 화합물을 형성한 공정조직에 의해 높은 경도와 내마모성을 갖도록 하여 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있는 친환경적인 소재로서의 피스톤 및 피스톤 링 제조용 덕타일 주철합금을 제공할 수 있다.
좀더 구체적으로, 도 4에 도시된 바와 같이, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금이 구상 흑연 주철(300) 조직을 포함하는 재질로 이루어진 경우에는 피스톤은 충분한 강성을 유지하여야 하고 피스톤 링은 충분한 스프링 탄성 계수를 나타내도록 하되, 사용중에도 탄성 계수의 변화가 없는 필요조건을 만족시켜야 하는데, 본 발명에 따르면 이러한 탄성 계수의 변화가 거의 없어지게 되어 오랜 기간 동안 사용되더라도 장력 감퇴가 거의 발생 되지 않도록 할 수 있다. 또한, 종래처럼 크롬 도금 공정을 거쳐 크롬 도금 층을 따로 형성시킬 필요없이 경도와 내마모성이 충분히 부여되도록 함으로써, 피스톤과 피스톤 링이 실린더 라이너의 내벽을 따라 왕복 동작시 마모되는 것을 방지하고 실린더 라이너와 피스톤 링 사이에 형성되는 윤활유층이 양측에 모두 습윤(濕潤) 되어 붕괴 되지 않고 잘 보존되도록 하여 상대 부품의 마모를 방어해 줄뿐만 아니라 유막(油膜)이 폭발압력을 갖는 가스가 크랭크 실로 누출되는 것(엔진의 블로우바이 현상)을 억제할 수 있어 엔진 성능 개선에도 유리해질 수 있다.
한편, 도 5에 도시된 바와 같이, 본 발명에 따른 피스톤 링 제조용 주철합금이 충상 흑연 주철(400) 조직을 포함하는 재질로 이루어진 경우에는 충상 흑연 주철(400)이 편상 흑연 주철과 구상 흑연 주철의 중간 위치에 해당 되기 때문에 강도, 인성, 내열성이 편상 흑연 주철보다 더욱 우수한 특성을 나타내고 주조성, 열전도성, 감쇠능이 구상 흑연 주철보다 더욱 양호한 특성을 나타내도록 할 수 있다.
또한, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금에 의하면 왕복 동작시 유막 형성이 이루어져 오일 필름 위에서 왕복동작이 원활하게 수행되어 마모가 더욱 방지되도록 하며, 엔진의 연소가스가 하부의 크랭크 실 내부로 유입되는 것을 효과적으로 차단할 수 있어, 연소 압력이 일정하게 유지되고 엔진의 출력도 향상되며 엔진의 수명도 연장되도록 할 수 있다.
본 발명의 일실시예로서, 피스톤 및 피스톤 링 제조용 주철합금은 펄라이트 기지 단면적비 93 ~ 97 %에 스테다이트형 조직이 단면적비 3 ~ 7 % 석출된 구상 흑연 주철(300) 및 스테다이트형 조직이 단면적비 3 ~ 7 % 석출된 충상 흑연 주철(400) 조직 중 적어도 어느 하나를 포함하는 것이 바람직하다. 이때, 구상화율은 대략 87% 이상 달성되고, 페라이트(ferrite) 함유량은 1% 이하로 나타나게 된다. 여기서, ‘단면적비 %’라 함은 피스톤 링(100) 재질의 조직을 현미경 촬영시 일정한 단면적 범위 안에서 해당 조직이 차지하는 비율을 의미한다.
도 4의 (a)는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금이 구상 흑연 주철(300) 조직을 주로 포함하는 재질로 이루어진 경우 이를 50배율로 촬영한 현미경 조직 사진이고, 도 4의 (b)는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금이 구상 흑연 주철(300) 조직을 주로 포함하는 재질로 이루어진 경우 이를 100배율로 촬영한 현미경 조직 사진이다.
도 4의 (b)와 도 5를 살펴보면, 검은 색으로 동그란 형태를 띠는 것이 구상 흑연 주철(300)이고, 검은 색으로 벌레처럼 구불구불한 모양을 띠는 것이 충상 흑연 주철(400)이다. 충상 흑연 주철(400)은 구상 흑연 주철(300)보다 마그네슘의 함유량이 적게 포함되도록 하여 그 형태가 구상을 이루지 못하고 찌그러져 충상이 되도록 한 것으로서, 구상 흑연 주철보다 내부에 윤활유와 같은 기름이 잘 스며들도록 하여 피스톤 링뿐만 아니라 실린더 라이너나 피스톤 등에도 유막이 잘 형성되어 블로우바이 현상이 방지되며 내마모에도 유리해질 수 있다.
도 4의 (a)에 도시된 바와 같이, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 구상 흑연 주철(300) 조직을 살펴보면 펄라이트 기지(200)에 스테다이트형 조직이 단면적비 3 % 이상 골고루 분포되어 있는 것을 확인할 수 있다.
이에 따라, 인성이 강화된 구상 흑연 주철(300)의 다량의 페라이트 조직이 석출되는 약점을 보완하기 위하여 내마모성을 목표로 적절한 경도를 갖도록 탄화철, 인화철 및 탄화크롬 철의 3원 공정조직의 스테다이트형 조직(HmV1100 이상)이 가장 효과적으로 석출되도록 하고 여기에 레이저 표면 열처리 또는 인덕션 하드닝을 하여 표면 경화 Hrc 60 이상(복합탄화물의 스테다이트형 조직 HmV 1100 이상)으로 된 내마모성 소재가 되도록 하여 피로하중에도 강하고 고내열성, 고장력, 고강도 및 고 내마모성 재질의 피스톤이나 피스톤 링이 제조되도록 할 수 있다.
한편, 도 5는 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금이 충상 흑연 주철(400) 조직을 주로 포함하는 재질로 이루어진 경우 이를 200배율로 촬영한 현미경 조직 사진으로서, 이를 좀더 자세히 살펴보면 펄라이트 기지(200)에 충상 흑연 주철(400)의 탄화물을 포함한 스테다이트형 조직이 단면적비 3 % 이상 골고루 분포되어 있는 것을 확인할 수 있다.
본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 크롬(Cr), 몰리브덴(Mo), 인(P), 보론(B) 및 바나듐(V) 중 적어도 어느 하나의 특수금속으로 상기 탄화 금속물 또는 상기 철 화합물을 이루도록 하여 스테다이트형 공정조직인 특수합금 공정조직(500)을 형성시킨 것이 바람직하다.
좀더 구체적으로, 도 4 및 도 5에 도시된 바와 같이, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 스테다이트형 조직에는 탄화 크롬(Cr4C, Cr3C2, Cr2C2), 탄화 몰리브덴(Mo2C), 탄화 규소(SiC), 탄화 보론(B6C) 및 탄화 바나듐(V5C, V4C3) 중 적어도 어느 하나를 포함하는 탄화 금속물과, 철 화합물 계 인화철(Fe3P) 및 보론화 철(FeB, Fe2B) 중 적어도 어느 하나를 포함하는 철 화합물 중 적어도 어느 하나를 포함하는 특수합금 공정조직(500)이 또 다른 스테다이트형 조직으로서 석출되도록 한 것이 바람직하다.
도 4의 (b)와 도 5를 살펴보면, 하얀 색으로 드문드문 넓게 골고루 퍼져 형성된 것이 특수합금 공정조직(500)이다.
이에 따라, 스테다이트형 조직이 구상화 흑연 주철(300)이나 충상 흑연 주철(400)로 된 경우에 내부에 윤활유와 같은 기름이 잘 스며들어 습윤성이 강화된 상태에서 피스톤 왕복 동작시 유막 위에서 작동하게 되어 마모를 방지하고 또한 특수합금 공정조직(500)에 의해 경도가 강화되어 더욱 마모를 억제할 수 있게 된다. 특히, 비커스 경도 Hv 상으로 1300까지도 경도 특성을 갖는 조직이 내마모에도 유리한 조직을 갖는 소재가 되도록 피스톤 링의 조직을 형성하여 경도가 도금 공정이 없이도 개선되도록 개발할 수 있다.
좀더 구체적으로, 구상 흑연 주철(300) 또는 충상 흑연 주철(400)이 석출되는 스테다이트형 조직 중에 탄화 크롬(Cr4C, Cr3C2, Cr2C2), 탄화 철(Fe3C), 탄화 보론과 같은 탄화금속과 인화철(Fe3P), 보론화 철(FeB) 등의 특수합금 공정조직(500)을 형성하면 내마모성의 탄화물 금속과 인화철, 보론화 철 등으로 구성된 내마모 소재를 얻을 수 있다. 이와 같은 공정조직을 단면적비 3 ~ 7 % 석출시키면 내마모성이 매우 우수한 스테다이트형 조직의 소재가 되어 강성이 높고 장력 감퇴에 강한 소재를 얻을 수 있어 도금하지 않고 사용할 수 있는 피스톤 링 소재를 얻을 수 있게 되며, 또한 오일링의 코일 스프링이 필요없는 오일링도 제조할 수 있다. 전술한 특수 원소금속 이외에도 SiC, Mo2V, V6C, V4C3와 같은 탄소 화합물로도 특수합금 공정조직(500)을 석출할 수 있다.
본 발명의 일실시예로서, 특수합금 공정조직(500)은 인(P)의 함유량이 0.15~0.30일 때에 탄소(C) 3.30~3.70, 규소(Si) 1.80~2.40, 망간(Mn) 0.40~0.70, 마그네슘(Mg) 0.03~0.04, 황(S) 0.01 이하, 크롬(Cr) 0.15~0.30, 몰리브덴(Mo) 0.25~0.35, 구리(Cu) 또는 니켈(Ni) 0.25~0.35, 보론(B) 0.030~0.040의 혼합비율이 되도록 탄화 금속물과 철 화합물 중 적어도 어느 하나를 포함하는 특수금속들을 전기로와 같은 용해로에서 구상 흑연 주철(300) 및 충상 흑연 주철(400) 중 적어도 어느 하나가 되는 주물에 용해시켜 복합 탄화물 공정조직이 석출되도록 하는 것이 바람직하다.
이에 따라, 본 발명에 따른 피스톤 링(100) 소재에 특수합금 공정조직(500)이 석출되도록 한 구상 흑연 주철로, 인장강도는 대략 607 N/㎟정도, 항복강도는 대략 466 N/㎟정도, 연신율은 2.1%정도, HB 경도는 대략 HB 302 정도의 특성이 나타나도록 할 수 있다.
또한, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 구상화 흑연 주철은 상기 탄화 금속물 또는 상기 철 화합물에 마그네슘을 첨가하되, 마그네슘의 첨가비율에 따라 구상 흑연 주철(300) 또는 충상 흑연 주철(400)의 석출 비율이 조절되어 마련된 것이 바람직하다.
이에 따라, 마그네슘의 첨가비율이 높아지도록 적절히 조절하여 구상 흑연 주철(300)이 주로 많이 석출된 피스톤 및 피스톤 링 제조용 주철합금이 만들어지도록 하거나 마그네슘의 첨가비율이 낮아지도록 적절히 조절하여 구상 흑연 주철(300)보다는 충상 흑연 주철(400)이 주로 많이 석출된 피스톤 및 피스톤 링 제조용 주철합금이 만들어지도록 할 수 있다.
본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금은 엔진의 피스톤이나 피스톤 링의 주요소재로 사용되는 것으로 설명하지만, 피스톤이나 피스톤 링 외에도 그밖에 다른 다양한 종류의 기계부품의 소재로도 사용될 수 있음은 물론이다.
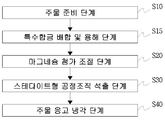
한편, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 제조방법은, 도 3 내지 도 5에 도시된 바와 같이, 탄화철에 탄화 크롬, 탄화 몰리브덴 및 탄화 바나듐 중 적어도 어느 하나를 포함하는 탄화 금속물 또는 철 화합물을 형성하기 위하여 특수금속 원소 첨가한 주물을 준비하는 단계(S10)와, 단계 10에서 준비된 주물을 냉각 경화시켜 구상 흑연 주철(300) 또는 충상 흑연 주철(400)이 포함된 스테다이트형 공정조직을 석출시키는 단계(S30)를 포함한다.
이에 따라, 크롬 도금 공정이 없이도 높은 경도와 내마모성을 갖도록 하여 도금 공정에 따른 비용을 절감할 수 있고, 생산성이 향상될 수 있으며, 왕복 동작 시 실린더 라이너와의 마찰과정에서도 크롬 분진 등의 환경 이물질의 발생을 방지할 수 있는 친환경적인 소재로서의 피스톤 및 피스톤 링 제조용 주철합금이 제조되도록 할 수 있다.
상기 단계 10은 크롬, 몰리브덴, 인, 보론 및 바나듐 중 적어도 어느 하나의 특수금속을 상기 탄화철 용탕에 첨가하여 특수합금 공정조직(500)이 석출되도록 상기 탄화 금속물 또는 상기 철 화합물을 이루도록 배합 및 용해하는 단계(S15)를 포함하는 것이 바람직하다.
단계 15는 상기 탄화 금속물과 상기 철 화합물 중 적어도 어느 하나를 포함하는 특수금속들을 용해로에서 합금한 후 구상 흑연 주철(300) 또는 충상 흑연 주철(400)이 석출되는 Mg을 접종하고 스테다이트형 조직이 석출 되도록 냉각속도를 관리하는 합금하여 용해하는 단계를 포함한다.
이에 따라, 본 발명에 따른 특수합금 공정조직(500)에 의해 경도가 더욱 강화되어 내마모성이 더욱 향상되도록 할 수 있다.
한편, 단계 15와 단계 30의 사이에는 마그네슘의 첨가비율에 따라 구상 흑연 주철(300) 또는 충상 흑연 주철(400)의 석출 비율이 조절되도록 상기 탄화 금속물 또는 상기 철 화합물에 마그네슘의 첨가비율을 조절하여 마그네슘을 첨가하는 단계(S20)를 더 포함하는 것이 바람직하다.
이에 따라, 본 발명에 따른 피스톤 및 피스톤 링 제조용 주철합금의 제조방법에 의해 주철합금이 소재로 사용될 제품의 용도에 따라 구상 흑연 주철(300)이 주로 많이 석출되도록 할지 아니면 충상 흑연 주철(400)이 주로 많이 석출되도록 할지를 미리 디자인하여 설계 강도에 맞는 주철합금이 제조되도록 할 수 있다.
마지막으로, 단계 30 이후에는 스테다이트형 공정조직이 석출된 주물을 응고시키는 과정인 주물 응고 단계(S40)가 더 포함될 수 있다.
이에, 본 발명에 따르면, 미세 크롬 입자들이 배기가스를 통해 외부로 배출될 염려가 없어지기 때문에 환경오염을 방지할 수 있고, 엔진 오일에 미세 크롬 입자들이 섞일 가능성도 없어지기 때문에 폐 엔진오일의 처리도 용이 해질 수 있는 소재로서의 피스톤 및 피스톤 링 제조용 주철합금을 제공할 수 있다.
상기에 의해 설명되고 첨부된 도면에서 그 기술적인 면이 기술되었으나, 본 발명의 기술적인 사상은 그 설명을 위한 것이고, 그 제한을 두는 것은 아니며 본 발명의 기술분야에서 통상의 기술적인 지식을 가진 자는 본 발명의 기술적인 사상을 이하 후술 될 특허청구범위에 기재된 기술영역으로부터 벗어나지 않는 범위 내에서 본 발명을 다양하게 수정 및 변경시킬 수 있음을 이해할 수 있을 것이다
200 : 펄라이트 기지 300 : 구상 흑연 주철
400 : 충상 흑연 주철 500 : 특수합금 공정조직
400 : 충상 흑연 주철 500 : 특수합금 공정조직
Claims (3)
- 탄화철과 함께 탄화 크롬, 탄화 몰리브덴, 탄화 바나듐 및 탄화 보론 중 어도 어느 하나를 포함하는 탄화 금속물, 및 철 화합물 중 적어도 어느 하나로 스테다이트형 공정조직을 석출시킨 구상(球狀) 흑연 주철 및 충상(蟲狀) 흑연 주철 중 적어도 어느 하나로 이루어진 것을 특징으로 하는 피스톤 및 피스톤 링 제조용 주철합금.
- 제1항에 있어서,
크롬, 몰리브덴, 인, 보론 및 바나듐 중 적어도 어느 하나의 특수금속으로 상기 탄화 금속물 또는 상기 철 화합물을 이루도록 하여 스테다이트형 공정조직을 형성시킨 것을 특징으로 하는 피스톤 및 피스톤 링 제조용 주철합금.
- 제1항 또는 제2항에 있어서,
상기 탄화 금속물 또는 상기 철 화합물에 마그네슘을 첨가하되, 마그네슘의 첨가비율에 따라 구상 흑연 주철 또는 충상 흑연 주철의 석출 비율이 조절되어 마련된 것을 특징으로 하는 피스톤 및 피스톤 링 제조용 주철합금.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160028424A KR101790051B1 (ko) | 2016-03-09 | 2016-03-09 | 피스톤 링 제조용 구상화 흑연 주철합금 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160028424A KR101790051B1 (ko) | 2016-03-09 | 2016-03-09 | 피스톤 링 제조용 구상화 흑연 주철합금 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170105332A true KR20170105332A (ko) | 2017-09-19 |
| KR101790051B1 KR101790051B1 (ko) | 2017-10-30 |
Family
ID=60033270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160028424A KR101790051B1 (ko) | 2016-03-09 | 2016-03-09 | 피스톤 링 제조용 구상화 흑연 주철합금 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101790051B1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101999048B1 (ko) * | 2018-01-15 | 2019-07-10 | 신진정공 주식회사 | 고 내마모성 gcd450을 이용한 인디케이터 제수밸브 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI101816B1 (fi) | 1991-07-27 | 1998-08-31 | Man B & W Diesel Ag | Polttomoottorikoneen sylinterin hylsy |
| JP4557731B2 (ja) | 2005-01-31 | 2010-10-06 | 日本ピストンリング株式会社 | 耐食性と耐摩耗性に優れた鋳鉄 |
-
2016
- 2016-03-09 KR KR1020160028424A patent/KR101790051B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| KR101790051B1 (ko) | 2017-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5227035B2 (ja) | 高い炭化物含有率を有し、均一に分布する黒鉛の形態を示すレデブライト性鋳鉄 | |
| JP5669392B2 (ja) | ピストンリングおよびシリンダライナの製造のための高珪素成分を含む鋼材 | |
| KR101939340B1 (ko) | 질화 가능한 스틸 피스톤 링 및 스틸 실린더 라이너, 및 이의 제조를 위한 주조 방법 | |
| US8580048B2 (en) | Steel material composition for producing piston rings and cylinder sleeves | |
| US20110311391A1 (en) | Steel material composition for producing piston rings and cylinder sleeves | |
| US9850846B1 (en) | Cylinder liner and method of forming the same | |
| US20090045586A1 (en) | Method For Producing Rotary and/or Stationary Seal Rings of a Mechanical Face Seal by Means of Laser Hardening | |
| US10371085B2 (en) | Cylinder liner and method of forming the same | |
| US8882937B2 (en) | Steel material composition for producing piston rings and cylinder sleeves | |
| KR101677169B1 (ko) | 내마모성을 향상시킨 피스톤 링 | |
| KR20010093259A (ko) | 보호용 피복의 제조 방법 및 보호용 피복을 구비하는부품을 적어도 하나 포함하는 엔진 | |
| KR20120022827A (ko) | 질화 가능한 피스톤 링 | |
| KR101790051B1 (ko) | 피스톤 링 제조용 구상화 흑연 주철합금 | |
| JP4840026B2 (ja) | 耐焼付き性鋳鉄 | |
| JP6784869B2 (ja) | ピストンリング | |
| JP2000080451A (ja) | 耐摩環用焼結体および耐摩環 | |
| JPS5817251B2 (ja) | 焼結合金製シリンダライナ材 | |
| Pacha-Gołębiowska et al. | Key determinants for high-alloyed cast irons for mechanical engineering | |
| JP2000282192A (ja) | 耐摩耗性のすぐれた遊離黒鉛析出鉄系焼結材料製ピストンリング耐摩環 | |
| JP2000282166A (ja) | 耐摩耗性および熱伝導性のすぐれた遊離黒鉛析出鉄系焼結材料製ピストンリング耐摩環 | |
| JPH11335796A (ja) | 耐摩耗性のすぐれたアルミニウム真空溶浸鉄系焼結材料製ピストンリング耐摩環 | |
| Betz | Materials and Their Selection | |
| JPH11335797A (ja) | 耐摩耗性のすぐれた相手攻撃性の低いアルミニウム真空溶浸鉄系焼結材料製ピストンリング耐摩環 | |
| JPH11279720A (ja) | 高温耐摩耗性のすぐれた遊離黒鉛析出鉄系焼結材料製ピストンリング耐摩環 | |
| JP2000282193A (ja) | 耐摩耗性および熱伝導性のすぐれた遊離黒鉛析出鉄系焼結材料製ピストンリング耐摩環 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |