KR20170094210A - 성형장치 및 성형방법 - Google Patents
성형장치 및 성형방법 Download PDFInfo
- Publication number
- KR20170094210A KR20170094210A KR1020177016029A KR20177016029A KR20170094210A KR 20170094210 A KR20170094210 A KR 20170094210A KR 1020177016029 A KR1020177016029 A KR 1020177016029A KR 20177016029 A KR20177016029 A KR 20177016029A KR 20170094210 A KR20170094210 A KR 20170094210A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- metal pipe
- pipe material
- gas
- cavity
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/035—Deforming tubular bodies including an additional treatment performed by fluid pressure, e.g. perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/041—Means for controlling fluid parameters, e.g. pressure or temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/047—Mould construction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
원하는 형상의 플랜지부 및 파이프부를 용이하게 성형 가능한 성형장치 및 성형방법을 제공한다. 제어부의 제어에 의하여, 서브캐비티부(SC1, SC2) 내에 금속파이프재료(14)의 일부를 팽창시키도록 기체공급부로부터 금속파이프재료(14) 내에 기체를 공급시킨 후, 팽창된 금속파이프재료(14)의 일부(14a, 14b)를 상형(12) 및 하형(11)으로 압압하여 플랜지부(100b, 100c)를 성형하도록 구동기구를 구동시킨다. 또, 제어부의 제어에 의하여, 메인캐비티부(MC) 내에 파이프부(100a)를 성형시키도록, 기체공급부로부터, 플랜지부(100b, 100c)가 성형된 후의 금속파이프재료(14) 내에 기체를 공급시킨다. 이와 같이 제어부가 기체공급부 및 구동기구를 제어함으로써, 원하는 형상의 플랜지부(100b, 100c) 및 파이프부(100a)를 용이하게 성형 가능하게 한다.
Description
본 발명은, 성형장치 및 성형방법에 관한 것이다.
종래, 가열한 금속파이프재료 내에 기체를 공급하여 팽창시킴으로써, 파이프부 및 플랜지부를 갖는 금속파이프의 성형을 행하는 성형장치가 알려져 있다. 예를 들면, 특허문헌 1에 나타내는 성형장치는, 서로 쌍이 되는 상형 및 하형과, 상형 및 하형의 사이에 유지된 금속파이프재료 내에 기체를 공급하는 기체공급부와, 상기 상형 및 하형이 합쳐짐으로써 형성되어, 파이프부를 성형하는 제1 캐비티부(메인캐비티), 및 제1 캐비티부에 연통하여 플랜지부를 성형하는 제2 캐비티부(서브캐비티)를 구비하고 있다. 이 성형장치에서는, 금형끼리를 폐쇄함과 함께 금속파이프재료 내에 기체를 공급하여 금속파이프재료를 팽창시킴으로써, 상기 파이프부와 상기 플랜지부를 동시에 성형 가능하다.
그러나, 상기 성형장치로 파이프부와 플랜지부를 동시에 성형할 때에, 플랜지부가 되는 금속파이프재료의 일부가 너무 팽창되어, 플랜지부가 과도하게 커지는 경우가 있다. 이 경우, 플랜지부의 두께가 너무 얇아지는 경우 및 플랜지부가 휘는 경우가 있어, 원하는 형상의 플랜지부를 얻을 수 없게 되는 문제가 있다.
한편 플랜지부가 되는 금속파이프재료의 일부가 너무 팽창되지 않도록 금속파이프재료 내에 기체를 공급한 경우, 파이프부가 충분히 팽창되지 않게 되는 경우가 있어, 원하는 형상의 금속파이프를 얻을 수 없게 되는 문제가 있다.
본 발명의 일 양태는, 원하는 형상의 플랜지부 및 파이프부를 용이하게 성형 가능한 성형장치 및 성형방법을 제공하는 것을 목적으로 한다.
본 발명의 일 양태에 의한 파이프부 및 플랜지부를 갖는 금속파이프를 성형하는 성형장치는, 서로 쌍이 되는 제1 금형 및 제2 금형과, 제1 금형 및 제2 금형 중 적어도 일방을, 금형끼리가 합쳐지는 방향으로 이동시키는 구동기구와, 제1 금형 및 제2 금형의 사이에 유지되어 가열된 금속파이프재료 내에 기체를 공급하는 기체공급부와, 구동기구의 구동 및 기체공급부의 기체공급을 각각 제어하는 제어부를 구비하고, 제1 금형 및 제2 금형은, 파이프부를 성형하기 위한 제1 캐비티부, 및 제1 캐비티부와 연통하여 플랜지부를 성형하기 위한 제2 캐비티부를 구성하며, 제어부는, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시키도록 기체공급부로부터 금속파이프재료 내에 기체를 공급시키고, 팽창된 금속파이프재료의 일부를 제1 금형 및 제2 금형으로 압압하여 플랜지부를 성형하도록 구동기구를 구동시키며, 제1 캐비티부 내에 파이프부를 성형시키도록, 기체공급부로부터, 플랜지부가 성형된 후의 금속파이프재료 내에 기체를 공급시킨다.
이와 같은 성형장치에 의하면, 제어부의 제어에 의하여, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시키도록 기체공급부로부터 금속파이프재료 내에 기체를 공급시킨 후, 팽창된 금속파이프재료의 일부를 제1 금형 및 제2 금형으로 압압하여 플랜지부를 성형하도록 구동기구를 구동시킬 수 있다. 또, 제어부의 제어에 의하여, 제1 캐비티부 내에 파이프부를 성형시키도록, 기체공급부로부터, 플랜지부가 성형된 후의 금속파이프재료 내에 기체를 공급시킬 수 있다. 이와 같이 금속파이프에 있어서의 플랜지부와 파이프부를 별개로 성형하도록 제어부가 기체공급부 및 구동기구를 제어함으로써, 원하는 형상의 플랜지부 및 파이프부를 용이하게 성형 가능하다.
여기에서, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시킬 때의 기체의 압력은, 제1 캐비티부 내에 파이프부를 성형시킬 때의 기체의 압력보다 낮아도 된다. 이 경우, 저압의 기체로 플랜지부를 원하는 크기로 성형할 수 있음과 함께, 플랜지부에 관계 없이 고압의 기체로 원하는 형상의 파이프부를 성형할 수 있다. 따라서, 원하는 형상의 플랜지부 및 파이프부를 한층 더 용이하게 성형 가능하다.
본 발명의 다른 일 양태에 의한 파이프부 및 플랜지부를 갖는 금속파이프를 성형하는 성형방법으로서, 가열된 금속파이프재료를, 제1 금형 및 제2 금형의 사이에 준비하고, 제1 금형 및 제2 금형 중 적어도 일방을 금형끼리가 합쳐지는 방향으로 이동시킴으로써, 파이프부를 성형하기 위한 제1 캐비티부 및 제1 캐비티부에 연통하여 플랜지부를 성형하기 위한 제2 캐비티부를, 제1 금형 및 제2 금형의 사이에 형성하며, 기체공급부에 의하여 금속파이프재료 내에 기체를 공급함으로써, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시키고, 제1 금형 및 제2 금형 중 적어도 일방을 금형끼리가 합쳐지는 방향으로 이동시킴으로써, 팽창된 금속파이프재료의 일부를 제1 금형 및 제2 금형으로 압압하여 플랜지부를 성형하며, 기체공급부에 의하여, 플랜지부가 성형된 후의 금속파이프재료 내에 기체를 공급함으로써, 제1 캐비티부 내에 파이프부를 성형한다.
이와 같은 성형방법에 의하면, 기체공급부에 의하여 금속파이프재료 내에 기체를 공급함으로써, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시킨다. 그리고, 제1 금형 및 제2 금형 중 적어도 일방을 금형끼리가 합쳐지는 방향으로 이동시킴으로써, 팽창된 금속파이프재료의 일부를 제1 금형 및 제2 금형으로 압압하여 플랜지부를 성형할 수 있다. 그 후, 기체공급부에 의하여, 플랜지부가 성형된 후의 금속파이프재료 내에 기체를 공급함으로써, 제1 캐비티부 내에 파이프부를 성형할 수 있다. 이와 같이 금속파이프에 있어서의 플랜지부와 파이프부를 별개로 성형함으로써, 원하는 형상의 플랜지부 및 파이프부를 용이하게 성형 가능하다.
여기에서, 제2 캐비티부 내에 금속파이프재료의 일부를 팽창시킬 때의 기체의 압력은, 제1 캐비티부 내에 파이프부를 성형시킬 때의 기체의 압력보다 낮아도 된다. 이 경우, 저압의 기체로 플랜지부를 원하는 크기로 성형할 수 있음과 함께, 플랜지부에 관계 없이 고압의 기체로 원하는 형상의 파이프부를 성형할 수 있다. 따라서, 원하는 형상의 플랜지부 및 파이프부를 한층 더 용이하게 성형 가능하다.
이와 같이 본 발명의 일 양태에 의하면, 원하는 형상의 플랜지부 및 파이프부를 용이하게 성형 가능한 성형장치 및 성형방법을 제공할 수 있다.
도 1은, 성형장치의 개략 구성도이다.
도 2는, 도 1에 나타내는 II-II선을 따른 블로성형금형의 단면도이다.
도 3은, 전극 주변의 확대도로서, (a)는 전극이 금속파이프재료를 유지한 상태를 나타내는 도, (b)는 전극에 시일부재가 맞닿은 상태를 나타내는 도, (c)는 전극의 정면도이다.
도 4는, 성형장치에 의한 제조공정을 나타내는 도로서, (a)는 금형 내에 금속파이프재료가 세팅된 상태를 나타내는 도, (b)는 금속파이프재료가 전극에 유지된 상태를 나타내는 도이다.
도 5는, 성형장치에 의한 블로성형공정의 개요와 그 후의 흐름을 나타내는 도이다.
도 6은, 성형장치에 의한 블로성형공정의 타이밍차트이다.
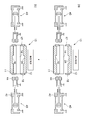
도 7은, 블로성형금형의 동작과 금속파이프재료의 형상의 변화를 나타내는 도이다.
도 8은, 비교예에 관한 블로성형금형의 동작과 금속파이프재료의 형상의 변화를 나타내는 도이다.
도 2는, 도 1에 나타내는 II-II선을 따른 블로성형금형의 단면도이다.
도 3은, 전극 주변의 확대도로서, (a)는 전극이 금속파이프재료를 유지한 상태를 나타내는 도, (b)는 전극에 시일부재가 맞닿은 상태를 나타내는 도, (c)는 전극의 정면도이다.
도 4는, 성형장치에 의한 제조공정을 나타내는 도로서, (a)는 금형 내에 금속파이프재료가 세팅된 상태를 나타내는 도, (b)는 금속파이프재료가 전극에 유지된 상태를 나타내는 도이다.
도 5는, 성형장치에 의한 블로성형공정의 개요와 그 후의 흐름을 나타내는 도이다.
도 6은, 성형장치에 의한 블로성형공정의 타이밍차트이다.
도 7은, 블로성형금형의 동작과 금속파이프재료의 형상의 변화를 나타내는 도이다.
도 8은, 비교예에 관한 블로성형금형의 동작과 금속파이프재료의 형상의 변화를 나타내는 도이다.
이하, 본 발명의 일 양태에 의한 성형장치 및 성형방법의 적합한 실시형태에 대하여 도면을 참조하면서 설명한다. 다만, 각 도면에 있어서 동일 부분 또는 상당 부분에는 동일 부호를 붙여, 중복되는 설명은 생략한다.
<성형장치의 구성>
도 1은, 성형장치의 개략 구성도이다. 도 1에 나타나는 바와 같이, 금속파이프(100)(도 5 참조)를 성형하는 성형장치(10)는, 서로 쌍이 되는 상형(제1 금형)(12) 및 하형(제2 금형)(11)으로 이루어지는 블로성형금형(13)과, 상형(12) 및 하형(11) 중 적어도 일방을 이동시키는 구동기구(80)와, 상형(12)과 하형(11)의 사이에서 금속파이프재료(14)를 유지하는 파이프유지기구(유지부)(30)와, 파이프유지기구(30)로 유지되어 있는 금속파이프재료(14)에 통전(通電)하여 가열하는 가열기구(가열부)(50)와, 상형(12) 및 하형(11)의 사이에 유지되어 가열된 금속파이프재료(14) 내에 고압가스(기체)를 공급하기 위한 기체공급부(60)와, 파이프유지기구(30)로 유지된 금속파이프재료(14) 내에 기체공급부(60)로부터의 기체를 공급하기 위한 한 쌍의 기체공급기구(40, 40)와, 블로성형금형(13)을 강제적으로 수랭시키는 물순환기구(72)를 구비한다. 또, 성형장치(10)는, 상기 구동기구(80)의 구동, 상기 파이프유지기구(30)의 구동, 상기 가열기구(50)의 구동, 및 상기 기체공급부(60)의 기체공급을 각각 제어하는 제어부(70)를 구비하여 구성되어 있다.
하형(제2 금형)(11)은, 큰 기대(基臺)(15)에 고정되어 있다. 하형(11)은, 큰 강철제 블록으로 구성되고, 그 상면에 캐비티(오목부)(16)를 구비한다. 또한 하형(11)의 좌우단(도 1에 있어서의 좌우단) 근방에는 전극수납스페이스(11a)가 마련된다. 성형장치(10)는, 당해 전극수납스페이스(11a) 내에, 액추에이터(도시하지 않음)에 의하여 상하로 진퇴이동 가능하게 구성된 제1 전극(17) 및 제2 전극(18)을 구비하고 있다. 이들 제1 전극(17), 제2 전극(18)의 상면에는, 금속파이프재료(14)의 하측 외주면에 대응한 반원호형상의 오목홈(17a, 18a)이 각각 형성되어 있으며(도 3의 (c) 참조), 당해 오목홈(17a, 18a)의 부분에 정확히 금속파이프재료(14)가 끼워 넣어지도록 재치 가능하게 되어 있다. 또, 제1 전극(17)의 정면(금형의 외측방향의 면)에는 오목홈(17a)을 향하여 주위가 테이퍼형상으로 경사져 파인 테이퍼오목면(17b)이 형성되어 있으며, 제2 전극(18)의 정면(금형의 외측방향의 면)에는 오목홈(18a)을 향하여 주위가 테이퍼형상으로 경사져 파인 테이퍼오목면(18b)이 형성되어 있다. 또, 하형(11)에는 냉각수통로(19)가 형성되며, 대략 중앙에 아래로부터 삽입된 열전대(21)를 구비하고 있다. 이 열전대(21)는 스프링(22)에 의하여 상하이동 가능하게 지지되어 있다.
다만, 하형(11)측에 위치하는 한 쌍의 제1, 제2 전극(17, 18)은 파이프유지기구(30)를 구성하고 있으며, 금속파이프재료(14)를, 상형(12)과 하형(11)의 사이에서 승강 가능하게 지지할 수 있다. 또, 열전대(21)는 측온수단의 일례를 나타내는 것에 지나지 않고, 복사온도계 또는 광온도계와 같은 비접촉형 온도센서여도 된다. 다만, 통전시간과 온도의 상관관계가 얻어지면, 측온수단은 생략하고 구성하는 것도 충분히 가능하다.
상형(제1 금형)(12)은, 하면에 캐비티(오목부)(24)를 구비하고, 냉각수통로(25)를 내장한 큰 강철제 블록이다. 상형(12)은, 상단부가 슬라이드(82)에 고정되어 있다. 그리고, 상형(12)이 고정된 슬라이드(82)는, 가압실린더(26)에 의하여 매달린 구성이 되고, 가이드실린더(27)에 의하여 가로로 흔들리지 않도록 가이드되어 있다.
상형(12)의 좌우단(도 1에 있어서의 좌우단) 근방에는, 하형(11)과 동일한 전극수납스페이스(12a)가 마련된다. 성형장치(10)는, 이 전극수납스페이스(12a) 내에, 하형(11)과 동일하게, 액추에이터(도시하지 않음)에 의하여 상하로 진퇴이동 가능하게 구성된 제1 전극(17)과 제2 전극(18)을 구비하고 있다. 이들 제1, 제2 전극(17, 18)의 하면에는, 금속파이프재료(14)의 상측 외주면에 대응한 반원호형상의 오목홈(17a, 18a)이 각각 형성되어 있으며(도 3의 (c) 참조), 당해 오목홈(17a, 18a)에 정확히 금속파이프재료(14)가 끼워맞춤 가능하게 되어 있다. 또, 제1 전극(17)의 정면(금형의 외측방향의 면)은 오목홈(17a)을 향하여 주위가 테이퍼형상으로 경사져 파인 테이퍼오목면(17b)이 형성되어 있으며, 제2 전극(18)의 정면(금형의 외측방향의 면)은 오목홈(18a)을 향하여 주위가 테이퍼형상으로 경사져 파인 테이퍼오목면(18b)이 형성되어 있다. 따라서, 상형(12)측에 위치하는 한 쌍의 제1, 제2 전극(17, 18)도 파이프유지기구(30)를 구성하고 있으며, 상하 한 쌍의 제1, 제2 전극(17, 18)으로 금속파이프재료(14)를 상하방향으로부터 협지하면, 정확히 금속파이프재료(14)의 외주를 전체둘레에 걸쳐 밀착되게 둘러쌀 수 있도록 구성되어 있다.
구동기구(80)는, 상형(12) 및 하형(11)끼리가 합쳐지도록 상형(12)을 이동시키는 슬라이드(82)와, 상기 슬라이드(82)를 이동시키기 위한 구동력을 발생시키는 구동부(81)와, 상기 구동부(81)에 대한 유체량을 제어하는 서보모터(83)를 구비하고 있다. 구동부(81)는, 가압실린더(26)를 구동시키는 유체(가압실린더(26)로서 유압실린더를 채용하는 경우는 동작유)를 당해 가압실린더(26)에 공급하는 유체공급부에 의하여 구성되어 있다.
제어부(70)는, 구동부(81)의 서보모터(83)를 제어하는 것에 의하여, 가압실린더(26)에 공급하는 유체의 양을 제어함으로써, 슬라이드(82)의 이동을 제어할 수 있다. 다만, 구동부(81)는, 상술과 같이 가압실린더(26)를 통하여 슬라이드(82)에 구동력을 부여하는 것에 한정되지 않는다. 예를 들면, 구동부(81)는, 슬라이드(82)에 구동기구를 기계적으로 접속시켜 서보모터(83)가 발생시키는 구동력을 직접적으로 또는 간접적으로 슬라이드(82)에 부여하는 것이어도 된다. 예를 들면, 편심축과, 편심축을 회전시키는 회전력을 부여하는 구동원(예를 들면, 서보모터 및 감속기 등)과, 편심축의 회전운동을 직선운동으로 변환하여 슬라이드를 이동시키는 변환부(예를 들면, 커넥팅로드 또는 편심슬리브 등)를 갖는 구동기구를 채용해도 된다. 다만, 본 실시형태에서는, 구동부(81)가 서보모터(83)를 구비하고 있지 않아도 된다.
도 2는, 도 1에 나타내는 II-II선을 따른 블로성형금형(13)의 단면도이다. 도 2에 나타나는 바와 같이, 하형(11)의 상면 및 상형(12)의 하면에는, 모두 단차가 마련되어 있다.
하형(11)의 상면에는, 하형(11)의 중앙의 캐비티(16) 표면을 기준라인(LV2)으로 하면, 제1 돌기(11b), 제2 돌기(11c), 제3 돌기(11d), 제4 돌기(11e)에 의한 단차가 형성되어 있다. 캐비티(16)의 우측(도 2에 있어서 우측, 도 1에 있어서 지면(紙面) 안측)에 제1 돌기(11b) 및 제2 돌기(11c)가 형성되고, 캐비티(16)의 좌측(도 2에 있어서 좌측, 도 1에 있어서 지면 앞측)에 제3 돌기(11d) 및 제4 돌기(11e)가 형성되어 있다. 제2 돌기(11c)는, 캐비티(16)와 제1 돌기(11b)의 사이에 위치하고 있다. 제3 돌기(11d)는, 캐비티(16)와 제4 돌기(11e)의 사이에 위치하고 있다. 제2 돌기(11c) 및 제3 돌기(11d)의 각각은, 제1 돌기(11b) 및 제4 돌기(11e)보다 상형(12)측으로 돌출되어 있다. 제1 돌기(11b) 및 제4 돌기(11e)에 있어서 기준라인(LV2)으로부터의 돌출량은 대략 동일하고, 제2 돌기(11c) 및 제3 돌기(11d)에 있어서 기준라인(LV2)으로부터의 돌출량은 대략 동일하다.
한편, 상형(12)의 하면에는, 상형(12)의 중앙의 캐비티(24) 표면을 기준라인(LV1)으로 하면, 제1 돌기(12b), 제2 돌기(12c), 제3 돌기(12d), 제4 돌기(12e)에 의한 단차가 형성되어 있다. 캐비티(24)의 우측(도 2에 있어서 우측)에 제1 돌기(12b) 및 제2 돌기(12c)가 형성되고, 캐비티(24)의 좌측(도 2에 있어서 좌측)에 제3 돌기(12d) 및 제4 돌기(12e)가 형성되어 있다. 제2 돌기(12c)는, 캐비티(24)와 제1 돌기(12b)의 사이에 위치하고 있다. 제3 돌기(12d)는, 캐비티(24)와 제4 돌기(12e)의 사이에 위치하고 있다. 제1 돌기(12b) 및 제4 돌기(12e)의 각각은, 제2 돌기(12c) 및 제3 돌기(12d)보다 하형(11)측으로 돌출되어 있다. 제1 돌기(12b) 및 제4 돌기(12e)에 있어서 기준라인(LV1)으로부터의 돌출량은 대략 동일하고, 제2 돌기(12c) 및 제3 돌기(12d)에 있어서 기준라인(LV1)으로부터의 돌출량은 대략 동일하다.
또, 상형(12)의 제1 돌기(12b)는 하형(11)의 제1 돌기(11b)와 대향하고 있고, 상형(12)의 제2 돌기(12c)는 하형(11)의 제2 돌기(11c)와 대향하고 있으며, 상형(12)의 캐비티(24)는 하형(11)의 캐비티(16)와 대향하고 있고, 상형(12)의 제3 돌기(12d)는 하형(11)의 제3 돌기(11d)와 대향하고 있으며, 상형(12)의 제4 돌기(12e)는 하형(11)의 제4 돌기(11e)와 대향하고 있다. 그리고, 상형(12)에 있어서 제2 돌기(12c)에 대한 제1 돌기(12b)의 돌출량(제3 돌기(12d)에 대한 제4 돌기(12e)의 돌출량)은, 하형(11)에 있어서 제1 돌기(11b)에 대한 제2 돌기(11c)의 돌출량(제4 돌기(11e)에 대한 제3 돌기(11d)의 돌출량)보다 크게 되어 있다. 이로써, 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이, 및 상형(12)의 제3 돌기(12d)와 하형(11)의 제3 돌기(11d)의 사이의 각각에는, 상형(12) 및 하형(11)이 끼워맞춰졌을 때에 공간이 형성된다(도 7의 (c) 참조). 또, 상형(12)의 캐비티(24)와, 하형(11)의 캐비티(16)의 사이에는, 상형(12) 및 하형(11)이 끼워맞춰졌을 때에 공간이 형성된다(도 7의 (c) 참조).
보다 상세하게 설명하면, 블로성형 시에 하형(11)과 상형(12)이 합쳐져 끼워맞춰지기 전의 시점에서, 도 7의 (b)에 나타나는 바와 같이, 상형(12)의 캐비티(24)의 표면(기준라인(LV1)이 되는 표면)과, 하형(11)의 캐비티(16)의 표면(기준라인(LV2)이 되는 표면)의 사이에는, 메인캐비티부(제1 캐비티부)(MC)가 형성된다. 또, 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이에는, 메인캐비티부(MC)에 연통하여, 당해 메인캐비티부(MC)보다 용적이 작은 서브캐비티부(제2 캐비티부)(SC1)가 형성된다. 마찬가지로, 상형(12)의 제3 돌기(12d)와 하형(11)의 제3 돌기(11d)의 사이에는, 메인캐비티부(MC)에 연통하여, 당해 메인캐비티부(MC)보다 용적이 작은 서브캐비티부(제2 캐비티부)(SC2)가 형성된다. 메인캐비티부(MC)는 금속파이프(100)에 있어서의 파이프부(100a)를 성형하는 부분이며, 서브캐비티부(SC1, SC2)는 금속파이프(100)에 있어서의 플랜지부(100b, 100c)를 각각 성형하는 부분이다(도 7의 (c), (d) 참조). 그리고, 도 7의 (c), (d)에 나타나는 바와 같이, 하형(11)과 상형(12)이 합쳐져 완전하게 폐쇄된 경우(끼워맞춰진 경우), 메인캐비티부(MC) 및 서브캐비티부(SC1, SC2)는, 하형(11) 및 상형(12) 내에 밀폐된다.
도 1에 나타나는 바와 같이, 가열기구(50)는, 전원(51)과, 이 전원(51)으로부터 각각 뻗어 제1 전극(17) 및 제2 전극(18)에 접속하고 있는 도선(52)과, 이 도선(52)에 개재하여 마련한 스위치(53)를 갖고 이루어진다. 제어부(70)는, 상기 가열기구(50)를 제어함으로써, 금속파이프재료(14)를 담금질온도(AC3 변태점온도 이상)까지 가열할 수 있다.
한 쌍의 기체공급기구(40)의 각각은, 실린더유닛(42)과, 실린더유닛(42)의 작동에 맞추어 진퇴이동하는 실린더로드(43)와, 실린더로드(43)에 있어서의 파이프유지기구(30)측의 선단에 연결된 시일부재(44)를 갖는다. 실린더유닛(42)은 블록(41)을 통하여 기대(15) 상에 재치고정되어 있다. 각각의 시일부재(44)의 선단에는, 끝이 좁아지도록 테이퍼면(45)이 형성되어 있다. 일방의 테이퍼면(45)은, 제1 전극(17)의 테이퍼오목면(17b)에 정확히 끼워맞춰 맞닿을 수 있는 형상으로 구성되며, 타방의 테이퍼면(45)은, 제2 전극(18)의 테이퍼오목면(18b)에 정확히 끼워맞춰 맞닿을 수 있는 형상으로 구성되어 있다(도 3 참조). 시일부재(44)는, 실린더유닛(42)측으로부터 선단을 향하여 뻗어 있다. 자세하게는 도 3의 (a), (b)에 나타나는 바와 같이, 기체공급부(60)로부터 공급된 고압가스가 흐르는 가스통로(46)가 마련되어 있다.
기체공급부(60)는, 가스원(61)과, 이 가스원(61)에 의하여 공급된 가스를 저장하는 어큐뮬레이터(62)와, 이 어큐뮬레이터(62)로부터 기체공급기구(40)의 실린더유닛(42)까지 뻗어 있는 제1 튜브(63)와, 이 제1 튜브(63)에 개재하여 마련되어 있는 압력제어밸브(64) 및 전환밸브(65)와, 어큐뮬레이터(62)로부터 시일부재(44) 내에 형성된 가스통로(46)까지 뻗어 있는 제2 튜브(67)와, 이 제2 튜브(67)에 개재하여 마련되어 있는 압력제어밸브(68) 및 역류방지밸브(69)로 이루어진다. 압력제어밸브(64)는, 시일부재(44)의 금속파이프재료(14)에 대한 압력에 적응한 작동압력의 가스를 실린더유닛(42)에 공급하는 역할을 한다. 역류방지밸브(69)는, 제2 튜브(67) 내에서 고압가스가 역류하는 것을 방지하는 역할을 한다.
제2 튜브(67)에 개재하여 마련되어 있는 압력제어밸브(68)는, 제어부(70)의 제어에 의하여, 금속파이프재료(14)의 일부(14a, 14b)(도 7의 (b) 참조)를 팽창시키기 위한 작동압력을 갖는 가스(이하, 저압가스라고 함)와, 금속파이프(100)의 파이프부(100a)(도 7의 (d) 참조)를 성형하기 위한 작동압력을 갖는 가스(이하, 고압가스라고 함)를, 시일부재(44)의 가스통로(46)에 공급하는 역할을 한다. 바꾸어 말하면, 제어부(70)는, 기체공급부(60)의 압력제어밸브(68)를 제어함으로써, 금속파이프재료(14) 내에 원하는 작동압력의 가스를 공급할 수 있다. 다만, 고압가스의 압력은 예를 들면 저압가스의 약 2배~5배이다.
또, 제어부(70)는, 도 1에 나타내는 (A)로부터 정보가 전달됨으로써, 열전대(21)로부터 온도정보를 취득하여, 가압실린더(26) 및 스위치(53) 등을 제어한다. 물순환기구(72)는, 물을 저장하는 수조(73)와, 이 수조(73)에 저장되어 있는 물을 퍼올리고, 가압하여 하형(11)의 냉각수통로(19) 및 상형(12)의 냉각수통로(25)로 보내는 물펌프(74)와, 배관(75)으로 이루어진다. 생략했지만, 수온을 낮추는 쿨링타워나 물을 정화하는 여과기를 배관(75)에 개재시키는 것은 상관 없다.
<성형장치를 이용한 금속파이프의 성형방법>
다음으로, 성형장치(1)를 이용한 금속파이프의 성형방법에 대하여 설명한다. 도 4는 재료로서의 금속파이프재료(14)를 투입하는 파이프투입공정부터, 금속파이프재료(14)에 통전하여 가열하는 통전가열공정까지를 나타낸다. 먼저 담금질 가능한 강종(鋼種)의 금속파이프재료(14)를 준비한다. 도 4의 (a)에 나타내는 바와 같이, 이 금속파이프재료(14)를, 예를 들면 로봇암 등을 이용하여, 하형(11)측에 구비되는 제1, 제2 전극(17, 18) 상에 재치(투입)한다. 제1, 제2 전극(17, 18)에는 오목홈(17a, 18a)이 각각 형성되어 있으므로, 당해 오목홈(17a, 18a)에 의하여 금속파이프재료(14)가 위치결정된다. 다음으로, 제어부(70)(도 1 참조)는, 파이프유지기구(30)를 제어함으로써, 당해 파이프유지기구(30)에 금속파이프재료(14)를 유지시킨다. 구체적으로는, 도 4의 (b)와 같이, 제1 전극(17), 제2 전극(18)을 진퇴이동 가능하게 하고 있는 액추에이터(도시하지 않음)를 작동시켜, 각 상하에 위치하는 제1, 제2 전극(17, 18)을 접근·맞닿게 한다. 이 맞닿음에 의하여, 금속파이프재료(14)의 양방의 단부는, 상하로부터 제1, 제2 전극(17, 18)에 의하여 협지된다. 또, 이 협지는 제1, 제2 전극(17, 18)에 각각 형성되는 오목홈(17a, 18a)의 존재에 의하여, 금속파이프재료(14)의 전체둘레에 걸쳐 밀착하는 양태로 협지되게 된다. 단, 금속파이프재료(14)의 전체둘레에 걸쳐 밀착하는 구성에 한정되지 않고, 금속파이프재료(14)의 둘레방향에 있어서의 일부에 제1, 제2 전극(17, 18)이 맞닿는 구성이어도 된다.
계속해서, 도 1에 나타나는 바와 같이, 제어부(70)는, 가열기구(50)를 제어함으로써, 금속파이프재료(14)를 가열한다. 구체적으로는, 제어부(70)는, 가열기구(50)의 스위치(53)를 ON으로 한다. 그렇게 하면, 전원(51)으로부터 전력이 금속파이프재료(14)에 공급되어, 금속파이프재료(14)에 존재하는 저항에 의하여, 금속파이프재료(14) 자체가 발열한다(줄(Joule)열). 이때, 열전대(21)의 측정값이 항상 감시되고, 이 결과에 근거하여 통전이 제어된다.
도 5는, 성형장치에 의한 블로성형공정의 개요와 그 후의 흐름을 나타내고 있다. 도 5에 나타나는 바와 같이, 가열 후의 금속파이프재료(14)에 대하여 블로성형금형(13)을 폐쇄하여, 금속파이프재료(14)를 당해 블로성형금형(13)의 캐비티 내에 배치밀폐한다. 그 후, 기체공급기구(40)의 실린더유닛(42)을 작동시킴으로써 시일부재(44)로 금속파이프재료(14)의 양단을 시일한다(도 3도 아울러 참조). 시일완료 후, 블로성형금형(13)을 폐쇄함과 함께, 가스를 금속파이프재료(14) 내로 취입(吹入)하여, 가열에 의하여 연화된 금속파이프재료(14)를 캐비티의 형상을 따르도록 성형한다(구체적인 금속파이프재료(14)의 성형방법에 대해서는 후술한다).
금속파이프재료(14)는 고온(950℃ 전후)으로 가열되어 연화되어 있으므로, 금속파이프재료(14) 내에 공급된 가스는 열팽창된다. 이로인하여, 예를 들면 공급하는 가스를 압축공기로 하고, 950℃의 금속파이프재료(14)를 열팽창한 압축공기에 의하여 용이하게 팽창시켜, 금속파이프(100)를 얻을 수 있다.
블로성형되어 부풀어 오른 금속파이프재료(14)의 외주면이 하형(11)의 캐비티(16)에 접촉하여 급랭됨과 동시에, 상형(12)의 캐비티(24)에 접촉하여 급랭(상형(12)과 하형(11)은 열용량이 크고 또한 저온으로 관리되고 있기 때문에, 금속파이프재료(14)가 접촉하면 파이프표면의 열을 단번에 금형측으로 빼앗김)되어 담금질이 행해진다. 이와 같은 냉각법은, 금형접촉냉각 또는 금형냉각이라고 불린다. 급랭된 직후에는 오스테나이트가 마텐자이트로 변태한다(이하, 오스테나이트가 마텐자이트로 변태하는 것을 마텐자이트 변태라고 한다). 냉각의 후반은 냉각속도가 작아졌으므로, 복열에 의하여 마텐자이트가 다른 조직(트루스타이트, 소바이트 등)으로 변태한다. 따라서, 별도 템퍼링처리를 행할 필요가 없다. 또, 본 실시형태에 있어서는, 금형냉각 대신에, 혹은 금형냉각에 더하여, 냉각매체를 금속파이프(100)에 공급함으로써 냉각이 행해져도 된다. 예를 들면, 마텐자이트 변태가 시작되는 온도까지는 금형(상형(12) 및 하형(11))에 금속파이프재료(14)를 접촉시켜 냉각을 행하고, 그 후 형개방함과 함께 냉각매체(냉각용 기체)를 금속파이프재료(14)에 분사함으로써, 마텐자이트 변태를 발생시켜도 된다.
다음으로, 도 6 및 도 7의 (a)~(d)를 참조하여, 상형(12) 및 하형(11)에 의한 구체적인 성형의 상태의 일례에 대하여 상세하게 설명한다. 도 6은, 성형장치에 의한 블로성형공정의 타이밍차트이다. 도 6에 있어서, (a)는 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이의 거리의 시간변화를 나타내고, (b)는 저압가스의 공급타이밍을 나타내며, (c)는 고압가스의 공급타이밍을 나타내고 있다. 도 6 및 도 7의 (a)에 나타나는 바와 같이, 도 6의 기간 T1에서, 가열된 금속파이프재료(14)를 상형(12)의 캐비티(24)와 하형(11)의 캐비티(16)의 사이에 준비한다. 예를 들면, 금속파이프재료(14)를 하형(11)의 제2 돌기(11c) 및 제3 돌기(11d)에 의하여 지지한다. 다만, 기간 T1에 있어서의 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이의 거리는 D1이다.
다음으로, 도 6에 나타나는 기간 T1 후의 기간 T2에서, 구동기구(80)에 의하여 상형(12)을 하형(11)에 맞추는 방향으로 이동시킨다. 이로써, 도 6에 나타나는 기간 T2 후의 기간 T3에서는, 도 7의 (b)에 나타나는 바와 같이, 상형(12)과 하형(11)을 완전하게 폐쇄하지 않고, 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이의 거리를 D2(D2<D1)로 한다. 이로써, 캐비티(24)의 기준라인(LV1)에 있어서의 표면과 캐비티(16)의 기준라인(LV2)에 있어서의 표면의 사이에 메인캐비티부(MC)가 형성된다. 또, 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이에 서브캐비티부(SC1)가 형성되고, 상형(12)의 제3 돌기(12d)와 하형(11)의 제3 돌기(11d)의 사이에 서브캐비티부(SC2)가 형성된다. 메인캐비티부(MC)와 서브캐비티부(SC1, SC2)는 서로 연통한 상태로 되어 있다. 이때, 상형(12)의 제1 돌기(12b)의 내측 가장자리와 하형(11)의 제2 돌기(11c)의 외측 가장자리가 접촉·밀착함과 함께, 상형(12)의 제4 돌기(12e)의 내측 가장자리와 하형(11)의 제3 돌기(11d)의 외측 가장자리가 접촉·밀착하여, 메인캐비티부(MC) 및 서브캐비티부(SC1, SC2)는 외부에 대하여 밀폐되어 있다. 이에 더하여, 상형(12)의 제1 돌기(12b)와 하형(11)의 제1 돌기(11b)의 사이, 및 상형(12)의 제4 돌기(12e)와 하형(11)의 제4 돌기(11e)의 사이의 각각에는 공간(간극)이 마련된다.
또, 기간 T3 중에, 가열기구(50)에 의한 가열에 의하여 연화된 금속파이프재료(14) 내부에 기체공급부(60)에 의하여 저압가스를 공급한다. 이 저압가스의 압력은, 기체공급부(60)에 있어서의 압력제어밸브(68)를 이용하여 제어되어 있으며, 후에 설명하는 기간 T5에서 금속파이프재료(14) 내부에 공급되는 고압가스의 압력보다 낮다. 이와 같은 저압가스의 공급에 의하여, 금속파이프재료(14)는, 도 7의 (b)에 나타나는 바와 같이, 메인캐비티부(MC) 내에서 팽창된다. 또, 금속파이프재료(14)의 일부(양측부)(14a, 14b)는, 당해 메인캐비티부(MC)에 연통하는 서브캐비티부(SC1, SC2) 내에 각각 들어가도록 팽창된다. 그리고, 저압가스의 공급을 정지한다.
다음으로, 도 6에 나타나는 기간 T3 후의 기간 T4에서, 구동기구(80)에 의하여 상형(12)을 이동시킨다. 구체적으로는, 구동기구(80)로 상형(12)을 이동시켜, 도 7의 (c)에 나타나는 바와 같이, 상형(12)의 제2 돌기(12c)와 하형(11)의 제2 돌기(11c)의 사이의 거리를 D3(D3<D2)으로 하도록, 상형(12)과 하형(11)을 끼워맞춘다(클램프한다). 이때, 상형(12)의 제1 돌기(12b)와 하형(11)의 제1 돌기(11b)는 서로 간극 없이 밀착함과 함께, 상형(12)의 제4 돌기(12e)와 하형(11)의 제4 돌기(11e)는 서로 간극 없이 밀착한다. 이 구동기구(80)의 구동에 의하여, 팽창된 금속파이프재료(14)의 일부(14a, 14b)를 상형(12) 및 하형(11)에 의하여 압압하고, 서브캐비티부(SC1)에 금속파이프(100)의 플랜지부(100b)를 성형함과 함께, 서브캐비티부(SC2)에 금속파이프(100)의 플랜지부(100c)를 성형한다. 플랜지부(100b, 100c)는, 당해 금속파이프(100)의 길이방향을 따라, 금속파이프재료(14)의 일부가 접혀 성형되어 있다(도 5 참조).
다음으로, 도 6에 나타나는 기간 T4 후의 기간 T5 중에, 플랜지부(100b, 100c)가 성형된 후의 금속파이프재료(14) 내부에 기체공급부(60)에 의하여 고압가스를 공급한다. 이 고압가스의 압력은, 기체공급부(60)에 있어서의 압력제어밸브(68)를 이용하여 제어되어 있다. 이와 같은 고압가스의 공급에 의하여, 메인캐비티부(MC) 내의 금속파이프재료(14)가 팽창되어, 도 7의 (d)에 나타나는 바와 같이 금속파이프(100)의 파이프부(100a)가 성형된다. 또한, 기간 T5에 있어서의 고압가스의 공급시간은, 기간 T3에 있어서의 저압가스의 공급시간보다 길다. 이로써 금속파이프재료(14)가 충분히 팽창되어 메인캐비티부(MC)의 구석구석까지 고루 도달하고, 파이프부(100a)는, 상형(12) 및 하형(11)에 의하여 구획형성되는 메인캐비티부(MC)의 형상을 따른 것이 된다.
이상으로 설명한 기간 T1~T5를 거침으로써, 파이프부(100a) 및 플랜지부(100b, 100c)를 갖는 금속파이프(100)를 완성시킬 수 있다. 이들 금속파이프재료(14)의 블로성형부터 금속파이프(100)의 성형완료까지 도달할 때까지의 시간은, 금속파이프재료(14)의 종류에 따라서도 다르지만, 대체로 수 초로부터 수십 초 정도에 완료된다. 또한, 도 7의 (d)에 나타내는 예에서는, 메인캐비티부(MC)는 단면 직사각형상으로 구성되어 있기 때문에, 금속파이프재료(14)는 당해 형상에 맞추어 블로성형됨으로써, 파이프부(100a)는 직사각형통형상으로 성형된다. 단, 메인캐비티부(MC)의 형상은 특별히 한정되지 않고, 원하는 형상에 맞추어 단면 원형, 단면 타원형, 단면 다각형 등 모든 형상을 채용해도 된다.
다음으로, 본 실시형태에 관한 성형장치(1), 및 당해 성형장치(1)를 이용한 성형방법의 작용·효과에 대하여 비교예와 비교하면서 설명한다.
먼저, 도 8을 참조하여, 비교예에 관한 성형장치를 이용한 성형방법을 설명한다. 비교예에 관한 성형장치의 제어부는, 기체공급부에 대하여 고압가스만 공급시키는 제어를 행하면서, 금형끼리를 맞추도록 구동기구의 구동을 제어한다. 따라서, 비교예에 관한 성형장치를 이용한 성형방법에서는, 금속파이프재료(14)에 공급되는 기체가 고압가스로 되어 있으며, 당해 금속파이프재료(14)에 고압가스가 공급됨과 동시에 상형(12)이 하형(11)에 합쳐지도록 구동한다. 이 경우, 도 8의 (a)에 나타나는 바와 같이, 서브캐비티부(SC1, SC2)에 각각 들어가도록 팽창된 금속파이프재료(14)의 일부(14a, 14b)는, 본 실시형태의 성형방법과 비교하여 너무 커져, 이와 같이 과도하게 커진 금속파이프재료(14)의 일부(14a, 14b)를 상형(12) 및 하형(11)에 의하여 압압하면, 도 8의 (b)에 나타나는 바와 같이, 플랜지부(100b, 100c)에 휨, 뒤틀림, 또는 꺾여 구부러짐 등이 발생하여, 원하는 형상의 플랜지부를 얻을 수 없게 되는 문제가 있다. 또, 고압가스의 공급시간에 따라서는 금속파이프재료(14)의 연신율이 한계를 넘어, 금속파이프재료(14)가 파열될 우려가 있다.
한편, 본 실시형태에 관한 성형장치(1)에 의하면, 제어부(70)의 제어에 의하여, 서브캐비티부(SC1, SC2) 내에 금속파이프재료(14)의 일부(14a, 14b)를 팽창시키도록 기체공급부(60)로부터 금속파이프재료(14) 내에 기체를 공급시킨 후, 팽창된 금속파이프재료(14)의 일부(14a, 14b)를 상형(12) 및 하형(11)으로 압압하여 플랜지부(100b, 100c)를 성형하도록 구동기구(80)를 구동시킬 수 있다. 또, 제어부(70)의 제어에 의하여, 메인캐비티부(MC) 내에 파이프부(100a)를 성형시키도록, 기체공급부(60)로부터, 플랜지부(100b, 100c)가 성형된 후의 금속파이프재료(14) 내에 기체를 공급시킬 수 있다. 이와 같이 금속파이프(100)에 있어서의 플랜지부(100b, 100c)와 파이프부(100a)를 별개로 성형하도록 제어부(70)가 기체공급부(60) 및 구동기구(80)를 제어하고 있기 때문에, 원하는 형상의 플랜지부(100b, 100c) 및 파이프부(100a)를 용이하게 성형할 수 있다.
또, 본 실시형태에서는, 서브캐비티부(SC1, SC2) 내에 금속파이프재료(14)의 일부(14a, 14b)를 팽창시킬 때의 저압가스의 압력을, 메인캐비티부(MC) 내에 파이프부(100a)를 성형시킬 때의 고압가스의 압력보다 낮게 하고 있기 때문에, 저압가스로 플랜지부(100b, 100c)를 원하는 크기로 성형할 수 있음과 함께, 플랜지부(100b, 100c)에 관계 없이 고압가스로 원하는 형상의 파이프부(100a)를 성형할 수 있다. 따라서, 원하는 형상의 플랜지부(100b, 100c) 및 파이프부(100a)를 한층 더 용이하게 성형할 수 있다.
이상, 본 발명의 일 양태의 적합한 실시형태에 대하여 설명했지만, 본 발명은 상기 실시형태에 한정되는 것은 아니다. 예를 들면, 상기 실시형태에 있어서의 성형장치(1)는 가열기구(50)를 반드시 갖고 있지 않아도 되고, 금속파이프재료(14)는 이미 가열되어 있어도 된다.
또, 본 실시형태에 관한 구동기구(80)는, 상형(12)만을 이동시키고 있지만, 상형(12)에 더하여, 또는 상형(12) 대신에, 하형(11)이 이동하는 것이어도 된다. 하형(11)이 이동하는 경우, 당해 하형(11)은 기대(15)에 고정되지 않고, 구동기구(80)의 슬라이드에 장착된다.
또, 본 실시형태에 관한 가스원(61)은, 고압가스를 공급하기 위한 고압가스원과, 저압가스를 공급하기 위한 저압가스원의 양방을 가져도 된다. 이 경우, 제어부(70)에 의한 기체공급부(60)의 가스원(61)의 제어에 의하여, 상황에 따라 고압가스원 또는 저압가스원으로부터 기체공급기구(40)에 기체가 공급되어도 된다. 또한, 가스원(61)이 고압가스원 및 저압가스원을 갖는 경우, 압력제어밸브(68)는 기체공급부(60)에 포함되지 않아도 된다.
또, 본 실시형태에 관한 금속파이프(100)는, 그 편측에 플랜지부를 갖고 있어도 된다. 이 경우, 상형(12) 및 하형(11)에 의하여 형성되는 서브캐비티부는 하나가 된다.
또, 상형(12) 및 하형(11)의 사이에 준비되는 금속파이프재료(14)는, 상하방향의 직경보다 좌우방향의 직경이 긴 단면 타원형상을 가져도 된다. 이로써, 금속파이프재료(14)의 일부를 서브캐비티부(SC1, SC2) 내에 들어가기 쉽게 해도 된다. 이에 더하여, 상기 금속파이프재료(14)는, 미리 축선방향을 따라 굽힘가공(프리벤드가공)이 실시되어도 된다. 이 경우, 성형된 금속파이프(100)는 플랜지부를 가짐과 함께 굴곡된 통형상이 된다.
1…성형장치
11…하형
12…상형
13…블로성형금형(금형)
14…금속파이프재료
30…파이프유지기구
40…기체공급기구
50…가열기구
60…기체공급부
68…압력제어밸브
70…제어부
80…구동기구
100…금속파이프
100a…파이프부
100b, 100c…플랜지부
MC…메인캐비티부
SC1, SC2…서브캐비티부
11…하형
12…상형
13…블로성형금형(금형)
14…금속파이프재료
30…파이프유지기구
40…기체공급기구
50…가열기구
60…기체공급부
68…압력제어밸브
70…제어부
80…구동기구
100…금속파이프
100a…파이프부
100b, 100c…플랜지부
MC…메인캐비티부
SC1, SC2…서브캐비티부
Claims (4)
- 파이프부 및 플랜지부를 갖는 금속파이프를 성형하는 성형장치로서,
서로 쌍이 되는 제1 금형 및 제2 금형과,
상기 제1 금형 및 상기 제2 금형 중 적어도 일방을, 금형끼리가 합쳐지는 방향으로 이동시키는 구동기구와,
상기 제1 금형 및 상기 제2 금형의 사이에 유지되어 가열된 금속파이프재료 내에 기체를 공급하는 기체공급부와,
상기 구동기구의 구동 및 상기 기체공급부의 기체공급을 각각 제어하는 제어부를 구비하고,
상기 제1 금형 및 상기 제2 금형은, 상기 파이프부를 성형하기 위한 제1 캐비티부, 및 상기 제1 캐비티부와 연통하여 상기 플랜지부를 성형하기 위한 제2 캐비티부를 구성하며,
상기 제어부는,
상기 제2 캐비티부 내에 상기 금속파이프재료의 일부를 팽창시키도록 상기 기체공급부로부터 상기 금속파이프재료 내에 기체를 공급시키고,
팽창된 상기 금속파이프재료의 일부를 상기 제1 금형 및 상기 제2 금형으로 압압하여 상기 플랜지부를 성형하도록 상기 구동기구를 구동시키며,
상기 제1 캐비티부 내에 상기 파이프부를 성형시키도록 상기 기체공급부로부터 상기 플랜지부가 성형된 후의 상기 금속파이프재료 내에 기체를 공급시키는, 성형장치. - 제 1 항에 있어서,
상기 제2 캐비티부 내에 상기 금속파이프재료의 일부를 팽창시킬 때의 상기 기체의 압력은, 상기 제1 캐비티부 내에 상기 파이프부를 성형시킬 때의 상기 기체의 압력보다 낮은, 성형장치. - 파이프부 및 플랜지부를 갖는 금속파이프를 성형하는 성형방법으로서,
가열된 금속파이프재료를, 제1 금형 및 제2 금형의 사이에 준비하고,
상기 제1 금형 및 상기 제2 금형 중 적어도 일방을 금형끼리가 합쳐지는 방향으로 이동시킴으로써, 상기 파이프부를 성형하기 위한 제1 캐비티부 및 상기 제1 캐비티부에 연통하여 상기 플랜지부를 성형하기 위한 제2 캐비티부를, 상기 제1 금형 및 상기 제2 금형의 사이에 형성하며,
기체공급부에 의하여 상기 금속파이프재료 내에 기체를 공급함으로써, 상기 제2 캐비티부 내에 상기 금속파이프재료의 일부를 팽창시키고,
상기 제1 금형 및 상기 제2 금형 중 적어도 일방을 금형끼리가 합쳐지는 방향으로 이동시킴으로써, 팽창된 상기 금속파이프재료의 일부를 상기 제1 금형 및 상기 제2 금형으로 압압하여 상기 플랜지부를 성형하며,
상기 기체공급부에 의하여, 상기 플랜지부가 성형된 후의 상기 금속파이프재료 내에 기체를 공급함으로써, 상기 제1 캐비티부 내에 상기 파이프부를 성형하는, 성형방법. - 제 3 항에 있어서,
상기 제2 캐비티부 내에 상기 금속파이프재료의 일부를 팽창시킬 때의 상기 기체의 압력은, 상기 제1 캐비티부 내에 상기 파이프부를 성형시킬 때의 상기 기체의 압력보다 낮은, 성형방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-250509 | 2014-12-11 | ||
| JP2014250509A JP6670543B2 (ja) | 2014-12-11 | 2014-12-11 | 成形装置及び成形方法 |
| PCT/JP2015/084022 WO2016093147A1 (ja) | 2014-12-11 | 2015-12-03 | 成形装置及び成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170094210A true KR20170094210A (ko) | 2017-08-17 |
| KR102325866B1 KR102325866B1 (ko) | 2021-11-11 |
Family
ID=56107335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177016029A KR102325866B1 (ko) | 2014-12-11 | 2015-12-03 | 성형장치 및 성형방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10137491B2 (ko) |
| EP (1) | EP3231526B1 (ko) |
| JP (1) | JP6670543B2 (ko) |
| KR (1) | KR102325866B1 (ko) |
| CN (2) | CN107000023B (ko) |
| CA (1) | CA2970239C (ko) |
| ES (1) | ES2875342T3 (ko) |
| WO (1) | WO2016093147A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6771271B2 (ja) * | 2015-03-31 | 2020-10-21 | 住友重機械工業株式会社 | 成形装置 |
| JP6285082B2 (ja) | 2015-08-27 | 2018-02-28 | 住友重機械工業株式会社 | 成形装置及び成形方法 |
| JP6860548B2 (ja) * | 2016-03-01 | 2021-04-14 | 住友重機械工業株式会社 | 成形装置及び成形方法 |
| CN111788018A (zh) * | 2018-03-09 | 2020-10-16 | 住友重机械工业株式会社 | 成型装置及金属管 |
| JPWO2019171868A1 (ja) * | 2018-03-09 | 2021-03-11 | 住友重機械工業株式会社 | 成形装置、成形方法、及び金属パイプ |
| CN110586684B (zh) * | 2019-10-25 | 2020-09-22 | 大连理工大学 | 一种大尺寸薄壁环壳充气热压弯成形装置和方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014233A1 (ja) * | 2007-07-20 | 2009-01-29 | Nippon Steel Corporation | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| JP2012000654A (ja) | 2010-06-18 | 2012-01-05 | Linz Research Engineering Co Ltd | フランジ付金属製パイプ製造装置及びその製造方法並びにブロー成形金型 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1015328B (zh) * | 1988-06-23 | 1992-01-29 | 东北重型机械学院 | 外补液式护环液压胀型强化装置 |
| US5070717A (en) * | 1991-01-22 | 1991-12-10 | General Motors Corporation | Method of forming a tubular member with flange |
| JPH10277660A (ja) * | 1997-04-11 | 1998-10-20 | Hitachi Ltd | 液圧成形方法およびその装置並びにベローズ管の製造方法および管状構造体 |
| US6430812B1 (en) * | 1997-08-28 | 2002-08-13 | The Boeing Company | Superplastic forming of tubing pull-outs |
| US6415638B1 (en) * | 1999-03-26 | 2002-07-09 | Nissan Motor Co., Ltd. | Method and device for forming tubular work into shaped hollow product by using tubular hydroforming |
| JP3820885B2 (ja) * | 2000-01-14 | 2006-09-13 | 住友金属工業株式会社 | 液圧バルジ加工部品の成形方法、金型および液圧バルジ加工部品 |
| US6739166B1 (en) * | 2002-12-17 | 2004-05-25 | General Motors Corporation | Method of forming tubular member with flange |
| JP2005000951A (ja) * | 2003-06-11 | 2005-01-06 | Sumitomo Metal Ind Ltd | 液圧バルジ加工方法、液圧バルジ加工装置、並びにバルジ加工品 |
| JP5136998B2 (ja) * | 2004-08-26 | 2013-02-06 | 日産自動車株式会社 | 液圧バルジ方法および液圧バルジ製品 |
| JP4628217B2 (ja) * | 2005-08-18 | 2011-02-09 | 本田技研工業株式会社 | バルジ成形方法及びその金型 |
| US7305860B2 (en) * | 2005-11-10 | 2007-12-11 | Gm Global Technology Operations, Inc. | Method for tube forming |
| CN101468373B (zh) * | 2007-12-30 | 2011-11-23 | 哈尔滨理工大学 | 自加热式合金薄板超塑气胀成形模具 |
| JP2009220141A (ja) * | 2008-03-14 | 2009-10-01 | Marujun Co Ltd | パイプ製品の製造方法及び同製造装置 |
| KR101322229B1 (ko) * | 2008-09-25 | 2013-10-28 | 제이에프이 스틸 가부시키가이샤 | 이형 단면으로의 성형 방법 및 스폿 용접성이 우수한 사변형 단면 성형품 |
| JP5520725B2 (ja) * | 2010-07-16 | 2014-06-11 | 株式会社Uacj | 熱間バルジ成形用ポートホール押出材、及びその製造方法 |
| JP2012040604A (ja) * | 2010-08-23 | 2012-03-01 | Katayama Kogyo Co Ltd | 角形パイプ状成形品の製造方法 |
| JP2012172176A (ja) * | 2011-02-18 | 2012-09-10 | Kyoei-Seisakusho Co Ltd | 疲労強度に優れたアルミニウム合金中空異形材およびその製造方法 |
| CN103658293A (zh) * | 2013-12-30 | 2014-03-26 | 重庆市科学技术研究院 | 一种镁合金异形管材的制备装置 |
| CN103949554B (zh) * | 2014-05-14 | 2015-10-28 | 宁波明欣化工机械有限责任公司 | 一种膨胀管装置及其生产工艺 |
-
2014
- 2014-12-11 JP JP2014250509A patent/JP6670543B2/ja active Active
-
2015
- 2015-12-03 KR KR1020177016029A patent/KR102325866B1/ko active IP Right Grant
- 2015-12-03 CN CN201580066717.9A patent/CN107000023B/zh active Active
- 2015-12-03 CA CA2970239A patent/CA2970239C/en active Active
- 2015-12-03 WO PCT/JP2015/084022 patent/WO2016093147A1/ja active Application Filing
- 2015-12-03 EP EP15867703.9A patent/EP3231526B1/en active Active
- 2015-12-03 ES ES15867703T patent/ES2875342T3/es active Active
- 2015-12-03 CN CN201910115958.8A patent/CN110038951B/zh active Active
-
2017
- 2017-06-08 US US15/617,454 patent/US10137491B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009014233A1 (ja) * | 2007-07-20 | 2009-01-29 | Nippon Steel Corporation | ハイドロフォーム加工方法及びハイドロフォーム加工部品 |
| KR101239927B1 (ko) * | 2007-07-20 | 2013-03-06 | 신닛테츠스미킨 카부시키카이샤 | 하이드로폼 가공 방법 및 하이드로폼 가공 부품 |
| JP2012000654A (ja) | 2010-06-18 | 2012-01-05 | Linz Research Engineering Co Ltd | フランジ付金属製パイプ製造装置及びその製造方法並びにブロー成形金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3231526A1 (en) | 2017-10-18 |
| KR102325866B1 (ko) | 2021-11-11 |
| CA2970239A1 (en) | 2016-06-16 |
| CN107000023A (zh) | 2017-08-01 |
| CA2970239C (en) | 2022-05-10 |
| EP3231526A4 (en) | 2018-08-22 |
| CN107000023B (zh) | 2020-01-14 |
| CN110038951A (zh) | 2019-07-23 |
| EP3231526B1 (en) | 2021-05-12 |
| CN110038951B (zh) | 2021-08-03 |
| JP2016112564A (ja) | 2016-06-23 |
| WO2016093147A1 (ja) | 2016-06-16 |
| US20170266710A1 (en) | 2017-09-21 |
| JP6670543B2 (ja) | 2020-03-25 |
| ES2875342T3 (es) | 2021-11-10 |
| US10137491B2 (en) | 2018-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6860548B2 (ja) | 成形装置及び成形方法 | |
| KR20170094210A (ko) | 성형장치 및 성형방법 | |
| JP6401953B2 (ja) | 成形装置及び成形方法 | |
| US11298738B2 (en) | Forming device and forming method | |
| JP2016190247A (ja) | 成形装置 | |
| CN113280250A (zh) | 带突起的管及其制造方法 | |
| CN107405671B (zh) | 成型装置 | |
| JP6210939B2 (ja) | 成形システム | |
| KR101734933B1 (ko) | 성형시스템 | |
| JP6173261B2 (ja) | 成形システム | |
| JP2018001210A (ja) | 成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |