KR20170053640A - 생체 연조직 고정용 디바이스 및 그 제작방법 - Google Patents
생체 연조직 고정용 디바이스 및 그 제작방법 Download PDFInfo
- Publication number
- KR20170053640A KR20170053640A KR1020177007997A KR20177007997A KR20170053640A KR 20170053640 A KR20170053640 A KR 20170053640A KR 1020177007997 A KR1020177007997 A KR 1020177007997A KR 20177007997 A KR20177007997 A KR 20177007997A KR 20170053640 A KR20170053640 A KR 20170053640A
- Authority
- KR
- South Korea
- Prior art keywords
- alloy material
- content
- atomic
- clip
- hot extrusion
- Prior art date
Links
Images
















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/02—Inorganic materials
- A61L31/022—Metals or alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C23/00—Alloys based on magnesium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/002—Extruding materials of special alloys so far as the composition of the alloy requires or permits special extruding methods of sequences
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
- B22D7/005—Casting ingots, e.g. from ferrous metals from non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C23/00—Alloys based on magnesium
- C22C23/04—Alloys based on magnesium with zinc or cadmium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/06—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of magnesium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Abstract
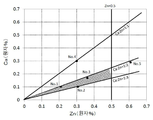
본 발명은 마그네슘계 합금 재료로 이루어진 디바이스로서, 외과 수술시에 절개 등에 의해 절단 또는 분리된 생체 연조직을 체결하는 디바이스로 이용하기 위한 강도 및 변형 성능을 구비하면서, 또한 연조직의 유합 후 또는 절개부 조직의 치유 후에 생체 내에서 완전 분해되어 배출되는 생체 연조직 고정용 디바이스를 제공하는 것을 목적으로 한다. 본 발명의 마그네슘계 합금 재료로 이루어진 디바이스는 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어지며, Mg 합금 재료는 Mg에 대해 Ca 및 Zn이 고용한도 내에서 함유되고, 잔부가 Mg 및 불가피적인 불순물로 이루어지며, Zn의 함유량이 0.5원자% 이하이고, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)의 관계에 있으며, 리니어 인터셉트법에 의한 결정 입경이 30~250㎛인 등축 결정립 조직을 가진다.
Description
본 발명은 마그네슘계 합금 재료를 이용한 생체 연조직 고정용 디바이스에 관한 것이다.
종래의 생체 연조직 고정용 디바이스로서, 예를 들면 외과 수술용 혈관 클립에서는 티탄 재료 등 생체 내에서 안정된 재료가 이용되어 왔다. 티탄 재료를 이용한 디바이스는 절개부 조직의 유합, 치유 후에는 불필요해질 뿐만 아니라, 반영구적으로 체내에 잔존함으로써 MRI(Magnetic Resonanse Imaging)나 X선 CT(Computed Tomography) 촬영시 메탈 아티팩트(측정 대상물에 X선을 강하게 흡수하는 금속 등의 밀도 높은 고흡수 물질이 있었을 때, 촬상한 화상에 인위적인 노이즈가 들어가는 현상)의 원인이 되어 예후 진단 등에 지장을 초래한다는 문제가 있다.
한편, 생체 필수 원소인 마그네슘은 경량성으로 인해 높은 비강도가 얻어지는 점에서 구조 재료로서 주목을 받고 있으며, 또한 생체 적합성이 뛰어나고 생체 내 분해성을 나타내는 점에서 생체 연조직 고정용 디바이스 재료로서의 적용이 기대되고 있다. 그러나 순마그네슘의 연성은 낮아, 연조직 고정시 디바이스의 파단이 우려된다.
최근 연구에서도 생체 내에서 분해되는 디바이스용 소재로서 각종 마그네슘계 합금 재료가 개발되고 있지만, 외과 수술용 클립, 스테이플러 등 생체 연조직 고정용 디바이스로서 이용하기 위한 변형 성능이 불충분하다는 문제가 있다.
예를 들면 종래 공지된 마그네슘계 합금 재료로서, Mg에 Zn과 희토류 원소(RE:Gd, Tb, Tm 중 1개 이상)를 함유시켜, 장주기 적층 구조를 가진 Mg-Zn-RE의 Mg 합금 재료가 알려져 있다(특허문헌 1 참조). 그러나, 희토류 원소는 재료로서 고가이며, 또한 생체 연조직 고정용 디바이스로 이용하기 위한 변형 성능이 불충분하다는 문제가 있다.
또한, 종래 공지된 마그네슘계 합금 재료로서, 희토류 원소를 이용하지 않고 저렴하며 생체 독성 문제도 없는 원소로 이루어진 Mg-Ca-Zn의 3원계 Mg 합금 재료가 알려져 있지만(특허문헌 2 참조), 원소 첨가량이 많기 때문에 생체 내에서 분해속도가 빠른 것이 우려된다. 특허문헌 2에 개시된 마그네슘계 합금 재료는 마그네슘의 고강도화를 목적으로 하고 있고 변형성을 중시한 것은 아니며, 또한 평균 입경이 1㎛ 이하가 아니면 독특한 강화 조직인 주기 구조가 형성되지 않는다.
여기서 평균 입경 0.3~2㎛인 결정립 조직의 Mg-Ca-Zn의 3원계 Mg 합금 재료(비교예가 되는 Mg 합금 재료)의 특성에 대해, 도 24 및 도 25를 참조하여 설명한다. 도 24는 250℃에서 열간 압출 가공을 하는 열간 압출 처리만 실시하고, 소둔 처리를 하지 않은 재료에 대해 압축 진응력-진변형률 관계의 특성 그래프를 나타내고 있다. 압축 진응력-진변형률 관계는 압축 강도-변형량에 대응하고 있다. 비교예가 되는 Mg 합금 재료는 4종류가 있으며, Mg 합금 재료의 Ca와 Zn의 함유량(원자%)은 도 24(1)의 그래프 중에 기재되어 있다. 비교예 1~4의 Mg 합금 재료의 경우, 모든 합금이 진변형률(True strain) 0.15 이하에서 파단되었으므로 변형 성능이 낮음을 확인할 수 있다. 도 24(2)에, 비교예 4의 Mg 합금 재료에 대해 투과형 전자 현미경으로 관찰한 화상을 나타낸다. 도 24(2)로부터, 비교예 4의 Mg 합금 재료의 결정 입경은 1㎛ 이하임을 확인할 수 있다.
도 25는 300℃에서 열간 압출 가공을 하는 열간 압출 처리만 실시하고 소둔 처리를 하지 않은 재료에 대해, 압축 진응력-진변형률 관계의 특성 그래프를 나타내고 있다. 압축 진응력-진변형률 관계는 압축 강도-변형량에 대응하고 있다. Mg 합금 재료의 Ca와 Zn의 함유량(원자%)은 도 24(1)의 그래프와 마찬가지이다. 비교예 5~8의 Mg 합금 재료의 경우, 모든 합금이 진변형률(True strain) 0.15 이하에서 파단되었으므로 변형 성능이 낮음을 확인할 수 있다.
또한 마그네슘계 합금 재료에 따라서는 합금 원소의 첨가 농도가 높아짐에 따라 주성분으로 하는 마그네슘이 아니라 첨가 원소가 용출되어 생성되는 이온 또는 화합물의 독성이 나타나는 문제가 있다. 이 점을 감안하여 Mg에 첨가하는 제2 성분의 일 금속원소를 생체 독성이 낮은 원소만을 선택하여, 필요 이상으로 제2 성분인 원소의 농도를 높이지 않고, 석출물 및 금속간 화합물을 포함하지 않으며 마그네슘계 생체 내 분해성 금속 재료로서의 기능을 확보하는 재료가 알려져 있다(특허문헌 3 참조). 특허문헌 3의 마그네슘계 합금 재료에서는 원소 화합물의 생체에 대한 독성은 생체 내에서의 농도(양)에 의존하고, 첨가하는 원소가 미량일수록 독성이 나타날 가능성은 낮아지기 때문에, 생체 독성이 분명한 원소를 제외한 나머지 원소에 대해 제2 성분의 함유량의 최고 농도를 마그네슘에 대한 고용 한계 농도의 1/3 정도로 하였다.
그리고 금속 결합 반경이 작은 Au, Ag, Al, Zn 등보다 금속 결합 반경이 큰 Ca, Yb, Gd, In 등을 첨가하면 정상 분해속도가 낮아지므로, 마그네슘계 합금 재료에 있어, 첨가하는 제2 원소의 종류와 양에 의해 합금 재료의 내식성을 제어하였다.
그러나 Mg에 첨가하는 제2 성분이 생체 필수 원소인 Zn이나 Ca일 경우, 그 함유량을 마그네슘에 대한 고용 한계 농도의 1/3 정도로 할 필요는 없다. 아울러, 특허문헌 3에서는 Mg-Ca-Zn의 3원계 Mg 합금 재료에 대해 전혀 언급하지 않았다.
전술한 바와 같이, 생체 내에서 분해되는 디바이스용 소재로서 다양한 마그네슘계 합금 재료가 개발되어 있지만, 외과 수술용 클립, 스테이플러 등 생체 연조직 고정용 디바이스로 이용하기 위한 변형 성능이 불충분하다는 문제가 있다.
이러한 상황을 감안하여 본 발명은 마그네슘계 합금 재료로 이루어진 디바이스로서, 외과 수술시 절개 등에 의해 절단 또는 분리된 생체 연조직(장기, 혈관 등)을 체결하는 디바이스로 이용하기 위한 강도 및 변형 성능을 구비하면서, 또한 연조직의 유합 후 또는 절개부 조직의 치유 후에 생체 내에서 완전 분해되어 배출되는 생체 연조직 고정용 디바이스를 제공하는 것을 목적으로 한다.
본 발명자들은 마그네슘에 첨가하는 생체 필수 원소인 아연, 칼슘의 첨가율(양), 마그네슘계 합금의 제작방법을 예의 검토한 결과, 특정 배합의 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스가 생체 연조직 고정용 디바이스로서 유용하다는 지견을 얻었다.
즉, 본 발명의 생체 연조직 고정용 디바이스는 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스로서, Mg 합금 재료는 Mg에 대해 Ca 및 Zn이 고용한도 내에서 함유되고, 잔부가 Mg 및 불가피적인 불순물로 이루어지며, Zn의 함유량이 0.5원자% 이하이고, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)의 관계에 있으며, 평균 결정 입경이 20~250㎛인 등축 결정립 조직으로 구성된다.
이러한 구성에 따르면, 생체 연조직 고정용 디바이스로서의 강도 및 변형 성능을 구비하면서, 또한 연조직의 유합 후 또는 절개부 조직의 치유 후에 생체 내에서 완전 분해된다.
여기서 Zn의 함유량이 0.5원자%보다 많아지면, 생체 내 분해속도가 빨라지고 생체 내에 삽입 후 분해에 따른 다량의 가스가 발생하여 조직 회복의 지연 요인이 됨을 알고 있다. 그렇기 때문에 Zn의 함유량을 0.5원자% 이하로 제어한다. 또한 Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:1보다 Zn의 함유량이 작아지면 필요한 연성이 얻어지지 않는다는 문제가 있다. 한편, Ca:Zn=1:3보다 Zn의 함유량이 커지면 급속한 분해속도를 나타낸다는 문제가 있다.
본 발명의 생체 연조직 고정용 디바이스는 소둔 처리를 함으로써 평균 결정 입경이 20~250㎛인 등축 결정립 조직으로 구성되고, 강도뿐 아니라 변형 성능을 향상시킬 수 있다. 한편, 평균 결정 입경은 결정립 조직의 화상에서 리니어 인터셉트법으로 측정하였다.
또한, 본 발명의 생체 연조직 고정용 디바이스는 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스로서, Mg 합금 재료는 Mg에 대해 Ca 및 Zn이 고용한도 내에서 함유되고, 잔부가 Mg 및 불가피적인 불순물로 이루어지며, Zn의 함유량이 0.2원자% 이상 0.4원자% 이하이고, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 2~3)의 관계에 있으며, 평균 결정 입경이 20~250㎛인 등축 결정립 조직이 보다 바람직하다.
생체 연조직이 유합되는 2~8주의 기간 동안 조직을 결합 유지하고, 1년 정도 이내에 완전 분해되는 생체 내 분해속도로 하는 것이 가장 바람직하며, 그러기 위해서는 Zn의 함유량을 0.2원자% 이상 0.4원자% 이하로 하고, Ca:Zn=1:x(단, x는 2~3)의 관계인 것이 좋다.
본 발명의 생체 연조직 고정용 디바이스는 소둔 처리를 함으로써 평균 결정 입경이 20~250㎛인 등축 결정립 조직으로 구성되며, 강도뿐 아니라 변형 성능을 향상시킬 수 있다. 평균 결정 입경은 예를 들면 결정립 조직의 화상에서 리니어 인터셉트법으로 측정하면 된다.
본 발명의 생체 연조직 고정용 디바이스는 높은 굽힘 성형성이 요구되므로 변형 도중에 결정립 조직을 분할하는 계면으로서, 결정방위차 15° 이상의 결정립 계면, 또는 결정방위차 3° 이상 15° 미만의 아결정립 계면이 형성되는 재료로 구성되는 것이 좋다. 결정방위차 15° 이상의 결정립 계면은 대경각(大傾角) 입계라고 불리는 계면이며, 변형 도중에 결정립 조직이 명료하게 분할된다. 또는 결정방위차 15° 미만이더라도 아결정립 계면이라면 변형 도중에 결정립 조직이 분할된다. 한편, 아결정립계의 결정방위차의 하한값을 3°로 한 이유는 하한값을 조직 관찰에 의해 확인할 수 있는 결정방위차의 한계값으로 정의하고, 주사 전자 현미경(SEM)과 조합해서 전자선을 조작하여 미크로한 결정방위나 결정계를 측정할 수 있는 EBSD(Electron Back Scatter Diffraction Patterns)를 이용해서 관찰 가능한 최소값(=3°)으로 설정했기 때문이다.
또한, Mg 합금 재료의 결정립 내에는 소둔 처리 후의 평균 결정 입경이 20~250㎛인 등축 결정립 조직이 확인되도록 열처리로 제어하는 것이 좋다. 이로써, 응력 집중에 기인한 파괴의 방지로 이어져, 상온에서의 굽힘 성형성을 높일 수 있게 된다. 나아가, 성형 후에는 결정 조직이 미세화됨으로 인해 강도가 증가하는 이점을 가진다.
본 발명의 생체 연조직 고정용 디바이스는 생체 내 분해의 잔존율이 삽입 후 4주에서 50~92%이고, 분해에 따른 가스 발생량이 생체 삽입시에 형성되는 공극 체적의 2배 이상이 되지 않는다는 특징이 있다.
또한, 본 발명의 생체 연조직 고정용 디바이스는 Ca 및 Zn의 함유량을 파라미터로 해서 생체 내 분해속도를 제어할 수 있다는 특징이 있다.
다음으로, 상기 생체 연조직 고정용 디바이스의 제작방법에 대해 설명한다.
생체 연조직 고정용 디바이스의 제작방법은 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스의 제작방법으로서, 하기 1)~7)의 단계를 순서대로 실시한다.
1) Mg에 대해 Zn의 함유량이 0.5원자% 이하, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)인 관계가 성립하도록 Mg에 Ca 및 Zn을 고용한도 내에서 첨가하여 Mg 합금 재료를 조제하는 단계
2) Mg 합금 재료를 용해 및 주조하여 잉곳을 제작하는 잉곳 제작 단계
3) 잉곳을 균질화 열처리하는 균질화 열처리 단계
4) 250~450℃의 온도범위에서 열간 압출 가공을 적어도 1회 실시하는 열간 압출 가공 단계
5) 350~450℃의 온도범위로 소둔 처리를 하는 소둔 처리 단계
6) 원하는 디바이스 형상으로 성형하는 성형 가공 단계
7) 디바이스 표면의 산화물을 포함하는 불순물을 제거하는 표면 제거 단계
여기서 상기 5)의 소둔 처리 단계는 열간 압출 가공 단계에서 열간 압출 온도를 높여 열간 압출 속도를 늦춤으로써, 압출 직후 수10초 동안 잉곳을 고온 상태에 노출시키는 것이어도 된다.
또한, 상기 5)의 소둔 처리 단계는 Mg 합금 재료에 있어서, Mg에 대해 Zn의 함유량이 0.2원자% 이상 0.4원자% 이하, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 2~3)인 관계가 성립할 경우, 400℃ 근방의 온도로 1~8시간 소둔 처리를 실시하는 것이 바람직하다.
250~450℃의 온도범위에서 열간 압출 가공을 실시함으로써 서브 미크론 오더에서 10㎛ 정도의 입경을 갖는 등축 결정립 조직을 형성할 수 있다.
또한 350~450℃의 온도범위에서 소둔 처리를 함으로써, 소둔 처리 후의 결정 입경이 20~250㎛인 등축 결정립 조직을 형성할 수 있다.
소둔 처리는 가공 경화에 따른 내부의 변형률을 제거하고, 결정립 조직을 성장시켜 전연성을 향상시키는 열처리이며, 클립으로 사용하기에 충분한 강도와 연성을 얻기 위해 실시한다. 예를 들면 400℃의 온도로 가열하여, 1~8시간 정도 일정 시간 유지한 뒤 대기 중에 방치하여 냉각한다. 결정 입경은 결정립 조직의 화상에서 리니어 인터셉트법으로 측정하나, 다른 공지된 측정법을 이용해도 된다.
또한 250~450℃의 온도범위에서 열간 압출 가공을 하는 열간 압출 가공 단계와, 350~450℃의 온도범위로 소둔 처리를 하는 소둔 처리 단계를 실시하는 대신, 250~400℃의 온도범위에서 열간 압출 가공을 하는 제1 열간 압출 가공 단계와, 제1 열간 압출 가공 단계의 온도보다 고온으로, 350~450℃의 온도범위에서 열간 압출 가공을 하는 제2 열간 압출 가공 단계를 실시해도 된다. 보다 고온에서 실시하는 제2 열간 압출 가공 단계에 의해 소둔 처리와 동일한 효과가 얻어지기 때문이다.
한편, 제1 열간 압출 가공 단계와 제2 열간 압출 가공 단계의 2단계가 아니라, 나아가, 많은 단계의 열간 압출 가공 단계여도 무방하다. 이 경우, 최종 단계의 열간 압출 가공 단계에서, 이전 단계의 열간 압출 가공 단계의 온도보다 고온하에서 가공을 하게 된다.
본 발명의 생체 연조직 고정용 디바이스의 제작방법에서는 Ca 및 Zn의 함유량을 파라미터로 해서 생체 내 분해속도를 제어할 수 있다.
본 발명의 생체 연조직 고정용 디바이스에 따르면, 마그네슘을 주성분으로 하고 칼슘 및 아연을 첨가 원소로 하는 생체 필수 원소로만 구성되어 있기 때문에, 생체 내에서 분해된 후에도 안전성이 보증된다. 또한 생체 연조직을 고정하기 위한 강도 및 변형 성능을 가지면서, 분해속도도 적절하게 컨트롤할 수 있다는 효과가 있다.
도 1은 Mg-Ca-Zn의 3원계 Mg 합금 재료의 Ca와 Zn의 함유량을 나타낸 그래프이다.
도 2는 생체 연조직 고정용 디바이스의 제작 순서도이다.
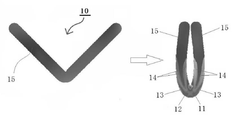
도 3은 제작한 클립의 변형률 분포도이다.
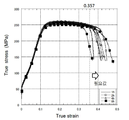
도 4는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(1)이다.
도 5는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(2)이다.
도 6은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(3)이다.
도 7은 소둔 처리를 한 클립의 결정방위 해석 결과를 나타낸 도면이다.
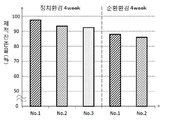
도 8은 소둔 처리를 한 클립의 생체 내 분해성을 나타낸 그래프이다.
도 9는 소둔 처리를 한 클립을 생체 내에 삽입한 후의 X선 CT 단면 화상(1)이다.
도 10은 소둔 처리를 한 클립을 생체 내에 삽입한 후의 X선 CT 단면 화상(2)이다.
도 11은 티탄제 디바이스(비교예 1)를 생체 내에 삽입한 후의 X선 CT 단면 화상이다.
도 12는 Zn의 함유량이 많은 디바이스(비교예 2)를 생체 내에 삽입한 후의 X선 CT 단면 화상이다.
도 13은 결정립 조직 사진이다.
도 14는 삽입 기간과 체적 잔존율을 나타낸 그래프(실시예 3)이다.
도 15는 X선 CT 단면 화상의 재구성 화상(실시예 3)이다.
도 16은 혈중 Mg 이온 농도 등의 측정 그래프(실시예 3)이다.
도 17은 주변 세포 조직 관찰 결과(실시예 3)이다.
도 18은 EBSD법에 의한 결정방위 해석 결과(실시예 4)이다.
도 19는 래트(rat)의 X선 CT 단면 화상의 재구성 화상 1(실시예 4)이다.
도 20은 래트의 X선 CT 단면 화상의 재구성 화상 2(실시예 4)이다.
도 21은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(4)이다.
도 22는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(5)이다.
도 23은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(6)이다.
도 24는 종래의 미세 결정립 재료의 설명도(1)이다.
도 25는 종래의 미세 결정립 재료의 설명도(2)이다.
도 26은 본 실시예의 클립의 유한 요소 계산에 이용한 순마그네슘의 진응력-진변형률 관계를 나타낸 그래프이다.
도 2는 생체 연조직 고정용 디바이스의 제작 순서도이다.
도 3은 제작한 클립의 변형률 분포도이다.
도 4는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(1)이다.
도 5는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(2)이다.
도 6은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(3)이다.
도 7은 소둔 처리를 한 클립의 결정방위 해석 결과를 나타낸 도면이다.
도 8은 소둔 처리를 한 클립의 생체 내 분해성을 나타낸 그래프이다.
도 9는 소둔 처리를 한 클립을 생체 내에 삽입한 후의 X선 CT 단면 화상(1)이다.
도 10은 소둔 처리를 한 클립을 생체 내에 삽입한 후의 X선 CT 단면 화상(2)이다.
도 11은 티탄제 디바이스(비교예 1)를 생체 내에 삽입한 후의 X선 CT 단면 화상이다.
도 12는 Zn의 함유량이 많은 디바이스(비교예 2)를 생체 내에 삽입한 후의 X선 CT 단면 화상이다.
도 13은 결정립 조직 사진이다.
도 14는 삽입 기간과 체적 잔존율을 나타낸 그래프(실시예 3)이다.
도 15는 X선 CT 단면 화상의 재구성 화상(실시예 3)이다.
도 16은 혈중 Mg 이온 농도 등의 측정 그래프(실시예 3)이다.
도 17은 주변 세포 조직 관찰 결과(실시예 3)이다.
도 18은 EBSD법에 의한 결정방위 해석 결과(실시예 4)이다.
도 19는 래트(rat)의 X선 CT 단면 화상의 재구성 화상 1(실시예 4)이다.
도 20은 래트의 X선 CT 단면 화상의 재구성 화상 2(실시예 4)이다.
도 21은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(4)이다.
도 22는 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(5)이다.
도 23은 소둔 처리를 한 클립의 진변형률(True stress) 특성을 나타낸 그래프(6)이다.
도 24는 종래의 미세 결정립 재료의 설명도(1)이다.
도 25는 종래의 미세 결정립 재료의 설명도(2)이다.
도 26은 본 실시예의 클립의 유한 요소 계산에 이용한 순마그네슘의 진응력-진변형률 관계를 나타낸 그래프이다.
이하, 본 발명의 실시형태의 일례를 도면을 참조하면서 자세히 설명한다. 또한, 본 발명의 범위는 이하의 실시예나 도시예에 한정되는 것이 아니며 다양한 변경 및 변형이 가능하다.
실시예
1
도 1은 Mg-Ca-Zn의 3원계 Mg 합금 재료의 Ca와 Zn의 함유량을 나타낸 그래프를 나타내고 있다. 도 1에 나타낸 5개의 시료(Mg 합금 재료 No.1~No.5)에 대해 생체 연조직 고정용 디바이스로서의 유용성에 대해 평가한 결과를 이하에 설명한다. 5개의 시료(Mg 합금 재료 No.1~No.5)는 하기 표 1과 같다.
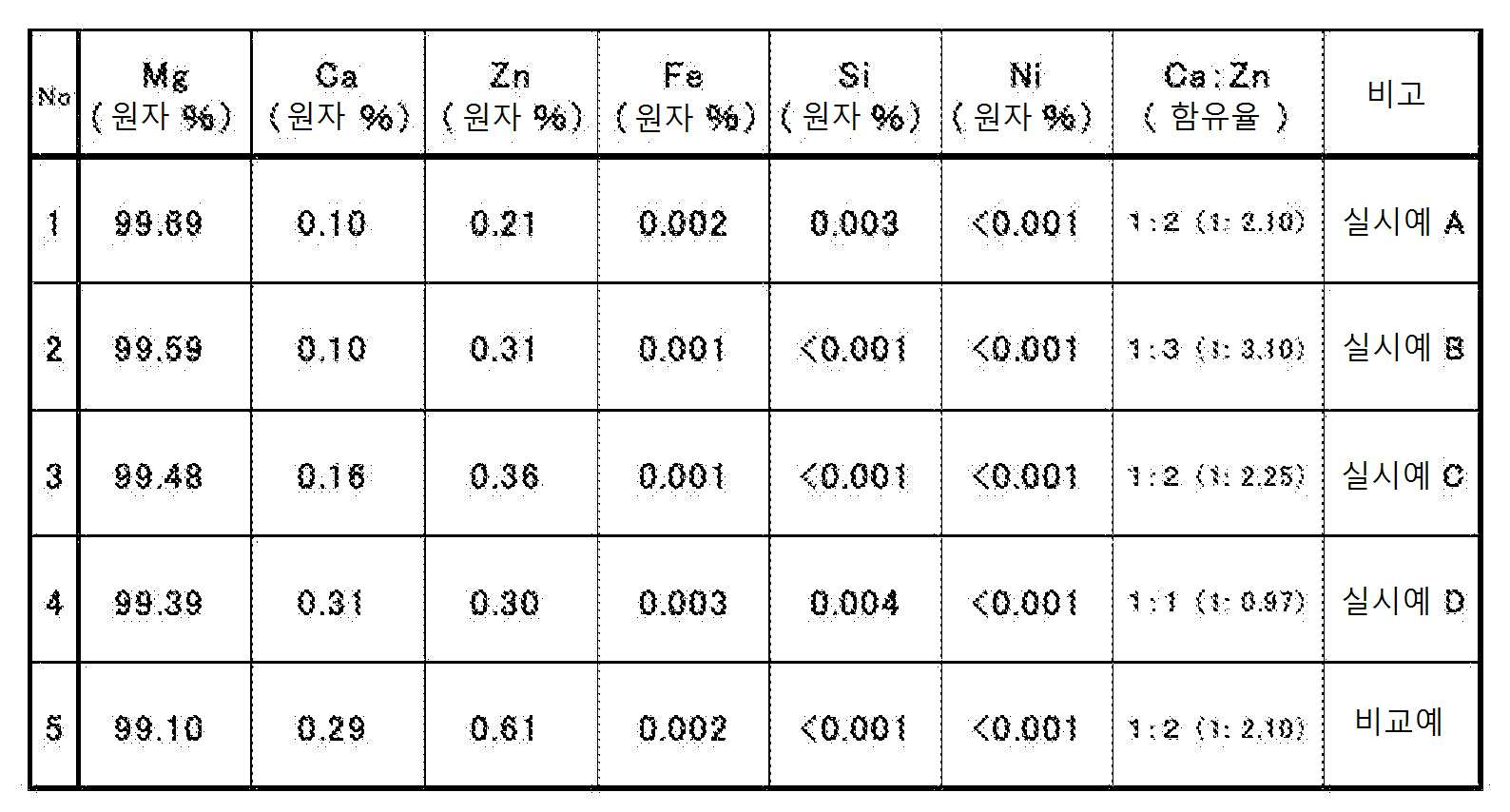
5개 시료(Mg 합금 재료 No.1~No.5)의 제작 및 이들 Mg 합금 재료를 사용한 생체 연조직 고정용 디바이스의 제작방법에 대해, 도 2를 참조하여 설명한다.
먼저, Mg에 대해 Ca 및 Zn의 함유량이 원자비로 상기 표 1의 No.1~5에 나타낸 양을 첨가하여 Mg 합금 재료를 조제한다(S01: Mg 합금 재료 조제 단계). 그리고 Mg 합금 재료를 용융해서 주조하여 잉곳을 제작한다(S02: 잉곳 제작 단계).
다음으로, 잉곳을 균질화 열처리한다(S03: 균질화 열처리 단계). 그리고 300℃의 온도범위에서 열간 압출 가공을 실시하고(S04: 열간 압출 가공 단계), 소성 가공에 의해 내부의 결정립 조직을 미세화한다. 그 후 400℃의 온도범위로 소둔 처리를 한다(S05: 소둔 처리 단계). 열간 압출 가공(S04)을 한 후, 더 고온으로 장시간 유지함으로써 균질한 소재를 얻을 수 있다.
그리고 원하는 클립 형상으로 성형하고(S06: 성형 가공 단계), 클립 표면의 산화물을 포함하는 불순물을 제거한다(S07: 표면 제거 단계).
제작한 메쉬 모델로 이루어진 클립에 대해, 클립의 고정에 따른 변형률 분포의 유한 요소 해석을 실시하였다.
도 3은 클립(10)의 상당 소성 변형률 분포도이다. 도 3에 나타낸 변형률 분포도는 순마그네슘(평균 결정 입경: 47㎛)의 재료 데이터에 기초한 유한 요소 해석법을 이용한 결과이다. 여기서 클립(10)의 유한 요소 계산에 이용한 순마그네슘의 진응력-진변형률 관계의 그래프를 도 26에 나타낸다. 도 26의 그래프 중에서 점선은 응력이 최대값에 도달한 후에도 재료는 파단되지 않고 일정값이 되는 것을 가정한 플롯이다. 도 3의 좌측 도면은 V자형 클립(변형 전 메쉬 모델이며, 끼우기 전의 벌어진 상태)을 나타내고 있고, 우측 도면은 클립이 닫힌 상태를 나타내고 있다. 도 3의 부호 11~15 개소는 클립 화상상에서 농담이 다른 부분을 각각 나타내고 있다. 클립이 닫힌 상태의 절곡 부분(11)이 가장 변형률이 큰 부위이고, 12, 13, 14의 순으로 변형률이 작아지고 있다. 부호 15의 농담 부분은 거의 변형률이 없는 부분이다. 계산 결과, 상당 소성 변형률의 최대값은 0.357이었다. 이 0.357 값은 클립의 재료 및 형상에 따라 변한다. 단, 클립의 사이즈에 따라서는 불변이다. 순마그네슘의 재료 파라미터와 실시예에서 설정하여 제작한 클립의 메쉬 모델 형상에 대해 유한 요소 해석을 하고, 도 3의 우측 도면의 형상으로 변형시켰을 경우에, 클립 모델 중 상당 소성 변형률의 최대값으로써, 변형에 필요한 한계 변형률을 0.357로 결정하였다. 즉, 0.357 값은 하나의 목표 지표로 설정된 것이다. 따라서 실시예에서 사용한 재료가 바뀌면 변형 중의 변형률 분포도 변화되기 때문에 변형률의 최대값, 즉 목표 지표로 하는 한계값도 변한다. 본 발명에서는 클립의 형상이나 사이즈는 한정되지 않으므로, 실시예에서 이용하는 메쉬 모델 형상 클립의 변형률의 최대값을 벤치마킹하였다.
실시예에서 이용하는 메쉬 모델 형상의 클립에서는 변형률 0.357 이상에서 부서지지 않는 재료를 사용할 필요가 있다. 제작한 클립에서는 가장 변형률이 큰 부위(11)에서, 클립은 파단되지 않고 조직을 고정 가능하다. 후술하는 바와 같이, 본 실시예에서 제작한 마그네슘 합금에서는 압축에 따른 진변형률 0.357에서 파단되지 않는 재료임을 나타내는 실험 결과가 얻어졌다. 이로써, 본 실시예에서 나타내는 Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 클립을 이용해서 생체 연조직의 고정이 가능함을 알 수 있다.
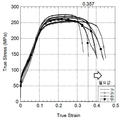
도 4는 Mg 합금 재료 No.1(실시예 A)에 관해, 온도 350℃, 400℃, 450℃에서 1시간 또는 8시간, 소둔 처리를 한 클립의 진변형률(True strain) 특성을 나타낸 그래프를 나타내고 있다. 도 4의 그래프에서 가로축은 진변형률(True strain)이고, 세로축은 진응력(True stress)이다. 도 4의 그래프로부터, Mg 합금 재료 No.1(실시예 A)로 이루어진 클립은 350℃에서 1시간, 450℃에서 8시간의 조건인 경우를 제외하고, 0.357 이상의 변형률이 생겨도 파단되지 않음을 알 수 있다. 즉, 소둔 온도가 350℃와 같이 낮을 경우에는 1시간의 열처리로는 결정립의 조대화(粗大化)가 불충분하며, 8시간의 열처리를 할 필요가 있다. 또 소둔 온도가 450℃와 같이 높을 경우에는 1시간의 열처리로 충분하며, 필요값 0.357 이상의 변형률을 클리어하는 결정 조직을 얻을 수 있다. 이에 반해, 8시간의 열처리로는 결정 조직이 필요 이상으로 조대화되기 때문에, 필요값 0.357 이상의 변형률을 클리어 할 수 없다. 이로써 최적의 소둔 온도 범위와 유지 시간 범위의 존재가 시사되었다.
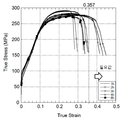
도 5는 Mg 합금 재료 No.5(비교예)에 관해, 온도 350℃, 400℃, 450℃에서 1시간 또는 8시간, 소둔 처리를 한 클립의 진변형률(True strain) 특성을 나타낸 그래프를 나타내고 있다. 도 5의 그래프로부터, Mg 합금 재료 No.5(비교예)로 이루어진 클립은 필요값 0.357 이상의 변형률을 클리어하는 데이터의 재현성이 없음을 알 수 있다.
도 6은 Mg 합금 재료 No.1(실시예 A)로 이루어진 클립에서, 400℃에서 1시간 2시간, 4시간, 8시간의 4가지로 소둔 처리를 한 클립의 진변형률(True strain) 특성을 나타낸 그래프를 나타내고 있다. 도 6의 그래프로부터, Mg 합금 재료 No.1(실시예 A)로 이루어진 클립은 소둔 처리가 8시간일 경우, 진변형률(True strain) 특성이 향상되는 경우와 저하되는 경우가 있다. Mg 합금 재료 No.1의 소재는 칼슘 및 아연과 같은 주요 용질 원자의 농도가 낮기 때문에, 소둔 시간을 8시간으로 했을 경우에는 용질 원자에 의한 결정립계의 플럭스 피닝 효과가 낮아지고, 부분적으로 결정 조직이 조대화되기 쉬운 것으로 생각된다. 이는 용질 원자 농도가 낮을 경우에는 소둔 시간이 길 경우에, 필요값을 만족하지 못하게 될 가능성이 있음을 시사한다. 이러한 점에서 소둔 처리에 대해 최적의 유지 시간 범위의 존재가 시사된 것이 된다.
여기서 0.357 이상의 변형률이 생겨도 파단되지 않는 재료의 결정립 조직에 대해 설명한다. 도 13(1)~(3)은 각각 Mg 합금 재료 No.1(실시예 A)에 관해, 온도 350℃에서 8시간, 400℃에서 2시간, 450℃에서 1시간, 소둔 처리를 한 클립의 결정립 조직 사진을 나타내고 있다. 350℃에서 8시간, 400℃에서 2시간, 450℃에서 1시간, 소둔 처리를 한 클립은 도 4와 도 6에 나타난 바와 같이, 0.357 이상의 변형률이 생겨도 파단되지 않는 것이다(350℃에서 8시간은 도 4 참조, 400℃에서 2시간은 도 6 참조, 450℃에서 1시간은 도 4 참조.). 도 13(1)~(3)의 결정립 조직 사진으로부터, 소둔 처리를 한 클립의 결정 입경은 작은 것으로 20㎛ 정도, 큰 것으로 250㎛ 정도임을 확인할 수 있다.
도 21은 Mg 합금 재료 No.2(실시예 B)로 이루어진 클립에서, 400℃에서 1시간, 2시간, 4시간, 8시간의 4가지로 소둔 처리를 한 클립의 진변형률(True strain) 특성을 나타낸 그래프를 나타내고 있다. 도 21의 그래프로부터, Mg 합금 재료 No.2(실시예 B)로 이루어진 클립에서 4시간 또는 8시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 경우와 저하되는 경우가 확인되었지만, 1시간 또는 2시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 것으로 확인되었다. 이러한 점에서 Mg 합금 재료 No.2(실시예 B)로 이루어진 클립에서, 소둔 처리에 대해 최적의 유지 시간 범위의 존재가 시사된 것이 된다.
도 22는 Mg 합금 재료 No.3(실시예 C)로 이루어진 클립에서, 400℃에서 1시간, 2시간, 4시간, 8시간의 4가지로 소둔 처리를 한 클립의 진변형률(True strain) 특성을 나타낸 그래프를 나타내고 있다. 도 22의 그래프로부터, Mg 합금 재료 No.3(실시예 C)로 이루어진 클립에서 4시간 및 8시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 경우와 저하되는 경우가 확인되었지만, 1시간 또는 2시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 것으로 확인되었다. 이러한 점에서 Mg 합금 재료 No.3(실시예 C)로 이루어진 클립에서, 소둔 처리에 대해 최적의 유지 시간 범위의 존재가 시사된 것이 된다.
도 23은 Mg 합금 재료 No.4(실시예 D)로 이루어진 클립에서, 400℃에서 1시간, 2시간, 3시간, 4시간, 8시간의 5가지로 소둔 처리를 한 클립의 진변형률(True strain)의 특성을 나타낸 그래프를 나타내고 있다. 도 23의 그래프로부터, Mg 합금 재료 No.4(실시예 D)로 이루어진 클립에서 3시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 것으로 확인되었다. 또한 4시간 소둔 처리를 한 것은 진변형률(True strain) 특성이 향상되는 경우와 저하되는 경우가 확인되었다. 그러나 1시간, 2시간 및 8시간 소둔 처리를 한 것은 필요값 0.357 이상의 변형률을 클리어하는 데이터의 재현성이 없음이 확인되었다. 이러한 점에서 Mg 합금 재료 No.4(실시예 D)로 이루어진 클립에서, 소둔 처리에 대해 최적의 유지 시간 범위의 존재가 시사된 것이 된다.
다음으로, 제작한 클립에 대해 주사 전자 현미경(SEM)과 조합해서 전자선을 조작하고, 미크로한 결정방위나 결정계를 측정할 수 있는 EBSD법을 이용한 결정방위 해석을 하고, 소성 변형 거동을 규명한 결과에 대해 설명한다.
도 7(1)(2)는 소둔 처리를 한 원기둥 시험편의 결정방위 해석 결과를 나타낸다. 도 7(1)은 Mg 합금 재료(No1: 실시예 A)를 진변형률 0.123까지 압축한 후에 하중을 제하(除荷)하고, 회수한 압축 시험편 내부의 결정립 조직 구조를, 도 7(2)는 Mg 합금 재료(No1: 실시예 A)로 이루어진 원기둥 시험편을 진변형률 0.193까지 압축한 후에 하중을 제하하고, 회수한 압축 시험편 내부의 결정립 조직 구조를 나타내고 있다. 결정립 조직 구조의 변형률값은 각각의 상태의 원기둥 시험편의 압축 시험으로 얻어진 "하중-변위의 관계(곡선)"로부터 "공칭 응력(Nominal stress:σn)-공칭 변형률(Nominal strain:εn)의 관계(곡선)"를 구하고, "진응력(True stress:σt=σn(1-εn))-진변형률(True strain:εt=-ln(1-εn))의 관계(곡선)"로부터 산출하였다. 여기서, 공칭 응력은 하중을 초기 단면적으로 나눈 것이며, 공칭 변형률은 (시험편의 초기 높이-변형 후의 높이)를 시험편의 초기 높이로 나눈 것이다.
도 7(2)에 나타낸 클립을 닫은 상태, 즉 변형 도중의 Mg 합금 재료의 결정립 내에는 수㎛마다 몇 번의 방위차를 갖는 계면이 확인된다. 이러한 점에서, 서브 그레인(아결정립) 형성에 의해, 변형에 따라 축적되는 변형률이 소실되고, 이른바 동적 회복이 일어남으로써 응력 집중에 의한 크랙(미시적 균열)의 형성이 회피되어 연성 향상에 기여하고 있음을 알 수 있다.
도 8은 소둔 처리를 한 클립의 생체 내 분해성을 나타낸 그래프이다. 이것은 체액을 모방한 용액(E-MEM: 10% FBS, CO2 농도: 5%, 37℃)에 일정 기간 침지시킨 in vitro의 시험 결과이다.
도 8의 그래프의 좌측은 Mg 합금 재료 No.1~No.3에 관해, 생체 내와 동일한 환경을 구축하여, 제작한 클립을 정치(靜置) 환경에서 4주 경과된 후 클립의 체적 잔존율을 나타낸 것이며, 그래프의 우측은 Mg 합금 재료 No.1 및 No.2에 관해, 생체 내와 동일한 환경을 구축하여, 제작한 클립을, 천천히 환류시킨 상기 용액 속에 4주간 방치, 즉 순환 환경에서 4주간 방치한 후의 클립의 잔존율을 나타낸 것이다. 여기서, 체적 잔존율은 CT 관찰 화상으로부터 산출한 마그네슘 합금의 잔존 체적을 침지 전의 체적으로 나눈 결과, 구해지는 비율로 하였다.
도 8의 그래프로부터, 정치 환경에서 4주 경과 후 클립의 체적 잔존율이 모두 90% 이상이고, 순환 환경에서 4주 경과 후 클립의 잔존율이 모두 85% 이상으로, 생체 연조직 고정용 디바이스로서의 생체 내 분해속도는 적당함을 알 수 있다. 또한, 상기의 체액을 모방한 용액에 일정 기간 침지시킨 in vitro의 시험방법에 따르면, Mg 합금 재료 No.1(실시예 A), No.2(실시예 B), No.3(실시예 C)의 순으로 체적 잔존율이 많은 것으로 보아, 이 순서대로 생체 내 분해속도가 느려지고 있음을 알 수 있다. 또한 이러한 점에서 생체 내 분해속도는 Ca 및 Zn의 농도로 조정이 가능함을 알 수 있다.
이상에서 기술한 바와 같이, Mg 합금 재료 No.1~No.3을 이용한 디바이스는 생체 연조직 고정용 디바이스로서 유용한 것이 명백해졌다.
실시예
2
실시예 2에서는 제작한 생체 연조직 고정용 디바이스의 생체 내 분해성 및 안전성에 대해 확인하였으므로 이하에 설명한다.
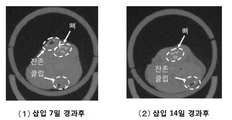
도 9 및 도 10은 실시예 1과 동일한 제작방법, 즉 소둔 처리를 한 U자형 생체 연조직 고정용 디바이스를 마우스의 생체 내에 삽입한 후의 X선 CT 단면 화상을 나타내고 있다.
생체 연조직 고정용 디바이스는 삽입 후 7일, 14일, 28일이 경과된 후에도 U자형의 형상을 유지하고 있음을 X선 CT 단면 화상으로부터 확인하였다.
도 9(1)은 마우스에 삽입한 후 7일 경과 후의 화상이다. 도 9(2)는 마우스에 삽입한 후 14일 경과 후의 화상이다. 어느 경우에도 공극의 체적은 삽입 직후부터의 변화는 근소하기 때문에, 가스가 발생한 양은 극히 소량이며 급속한 가스 발생은 인정되지 않음을 알 수 있다.
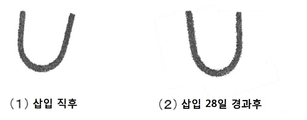
도 10(1)은 마우스에 삽입한 직후의 X선 CT 단면 화상의 재구성 화상이다. 도 10(2)는 마우스에 삽입한 후 28일 경과 후의 X선 CT 단면 화상의 재구성 화상이다. 재구성한 디바이스 형상으로부터, 28일 경과 후에는 균일 분해에 따른 체적 감소가 인정되기는 하지만 U자형 형상을 유지하고 있음을 알 수 있다. 이로써 디바이스가 부분적으로 결손되는 일 없이 기간 중 체결 성능을 유지하고 있음을 알 수 있다. 한편, X선 CT 및 적출 시 주변 조직 육안 관찰을 통해 병변은 보이지 않음을 확인하였다.
여기서 비교예로서, 티탄제 디바이스(비교예 1)와 Zn의 함유량이 많은 디바이스(비교예 2)의 생체 내 분해성에 대해 기술한다.
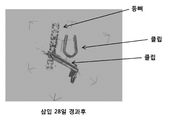
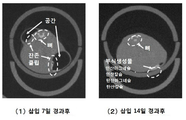
도 11은 티탄제 디바이스(비교예 1)의 생체 내 삽입 후의 X선 CT 단면 화상을 나타내고 있다. 또한 도 12는 Zn의 함유량이 6원자%인 디바이스(비교예 2)의 생체 내 삽입 후의 X선 CT 단면 화상을 나타내고 있다.
티탄제 디바이스(비교예 1)의 경우, 마우스에 삽입한 후 28일 경과 후에도 분해되지 않은 채 형상을 유지하고 있음을 알 수 있다(도 11 참조). 또한, 도시하지 않았지만, 티탄제 디바이스(비교예 1)의 경우, X선 CT 단면 화상에서의 아티팩트의 영향이 커, 생체 조직의 관찰은 어렵다고 할 수 있다.
한편, 아연을 6원자%로 다량 포함하는 Mg 합금 재료에서는 생체 내 분해속도가 빠르기 때문에 7일 경과 후에 생체 내 분해에 따른 다량의 가스(수소)가 발생하였다. 도 12(1)은 마우스에 삽입한 후, 7일 경과 후의 X선 CT 단면 화상을 나타내고 있다. 도 12(1)에서는 디바이스가 소실된 후 가스가 고인 흔적을 나타내는 검은 공간영역이 있고, 공간영역의 가장자리 근처에 밝은 부분이 있으며, 잔존 클립인 금속 조직이나 뼈를 확인할 수 있었다.
또한 14일 경과 후에는 금속 조직은 완전히 분해되어, 인산 칼슘, 인산 마그네슘, 탄산 마그네슘, 탄산 칼슘 등의 화합물로 변화되고, 마우스의 생체 내에 디바이스의 부식 생성물이 잔존해 있었다. 도 12(2)는 마우스에 삽입한 후 14일 경과 후의 X선 CT 단면 화상을 나타내고 있다. 부식 생성물은 뼈보다 낮은 콘트라스트가 되기 때문에 연조직에 파묻혀서 알아보기 힘들지만, 도 12(2)에서는 부식 생성물(인산 칼슘, 인산 마그네슘, 탄산 마그네슘, 탄산 칼슘) 부분을 확인할 수 있었다.
상기 2종류의 비교예 1, 2의 재료의 경시 변화와 비교해, 본 발명의 생체 연조직 고정용 디바이스에서는 다량의 가스 발생에 따른 조직 회복 지연을 회피할 수 있는 효능, 생체 내에서의 적절한 기간의 체결 유지 성능, 생체에 대한 낮은 위해성을 가짐을 알 수 있다.
실시예
3
<마우스 복부 피하로의 삽입 시험>
먼저, 실시예 2와 동일한 방법으로 제작한 클립(이하, 본 실시예의 클립이라 함)을 마우스 복부 피하에 삽입한 실험의 결과를 설명한다. 비교예로서, 티탄제 클립(비교예 1)과 Zn의 함유량이 6원자%인 클립(비교예 2)에 대해서도 마찬가지로 마우스 복부 피하에 삽입하여 실험을 실시하였다.
외관 관찰한 바, 삽입하고 1주일 경과 후, 본 실시예의 클립과 티탄제 클립(비교예 1)에서는 가스 발생에 따른 공극 성장은 보여지지 않았지만, Zn의 함유량이 많은 비교예 2의 클립은 큰 공극 성장이 보여졌다. 이는 Zn의 함유량이 많은 비교예 2의 클립에서는 생체 내 분해속도가 빠르기 때문에 1주일 경과 후에 생체 내 분해에 따른 다량의 가스(수소)가 발생했기 때문이라 생각된다.
도 14는 본 실시예의 클립에 대해 삽입 기간과 체적 잔존율을 나타낸 그래프이다. 그래프는 시험에 이용한 마우스 3마리의 평균값을 플롯하고 있다. 도 14에 나타낸 바와 같이 본 실시예의 클립은 마우스 생체 내에서 시간 경과와 함께 체적 감소되지만, 삽입 후 1개월(4주 경과 후)에 70%, 삽입 후 3개월(12주 경과 후)에 50%가 되었다.
도 15(a)~(e)는 각각 마우스에 삽입 후 1주 경과 후, 2주 경과 후, 3주 경과 후, 4주 경과 후, 12주 경과 후 본 실시예의 클립의 X선 CT 단면 화상의 재구성 화상을 나타낸다. 도 15로부터, 본 실시예의 클립은 12주 경과 시점에 삽입시의 클립 형상을 유지하고 있음을 확인하였다.
다음으로, 삽입 후 12주 경과 후까지의 생체 내 혈중 Mg 이온 농도 등을 측정한 결과를 나타낸다. 하기 표 2에 측정 대상을 나타낸다. 또한 혈청 검사 데이터에 대해 통계적 분석을 실시하였다. 또한, 통계 분석은 데이터가 정규 분포라고 가정하고, 분산성을 F 검정에 의해서 판단하고, 그 후 등분산이었던 것에는 스튜던트의 t 검정을, 비(非)등분산이었던 것에는 웰치의 t 검정을 이용해서 분석하고, 모든 분석에서 유의 수준을 p<0.05로 설정하였다.
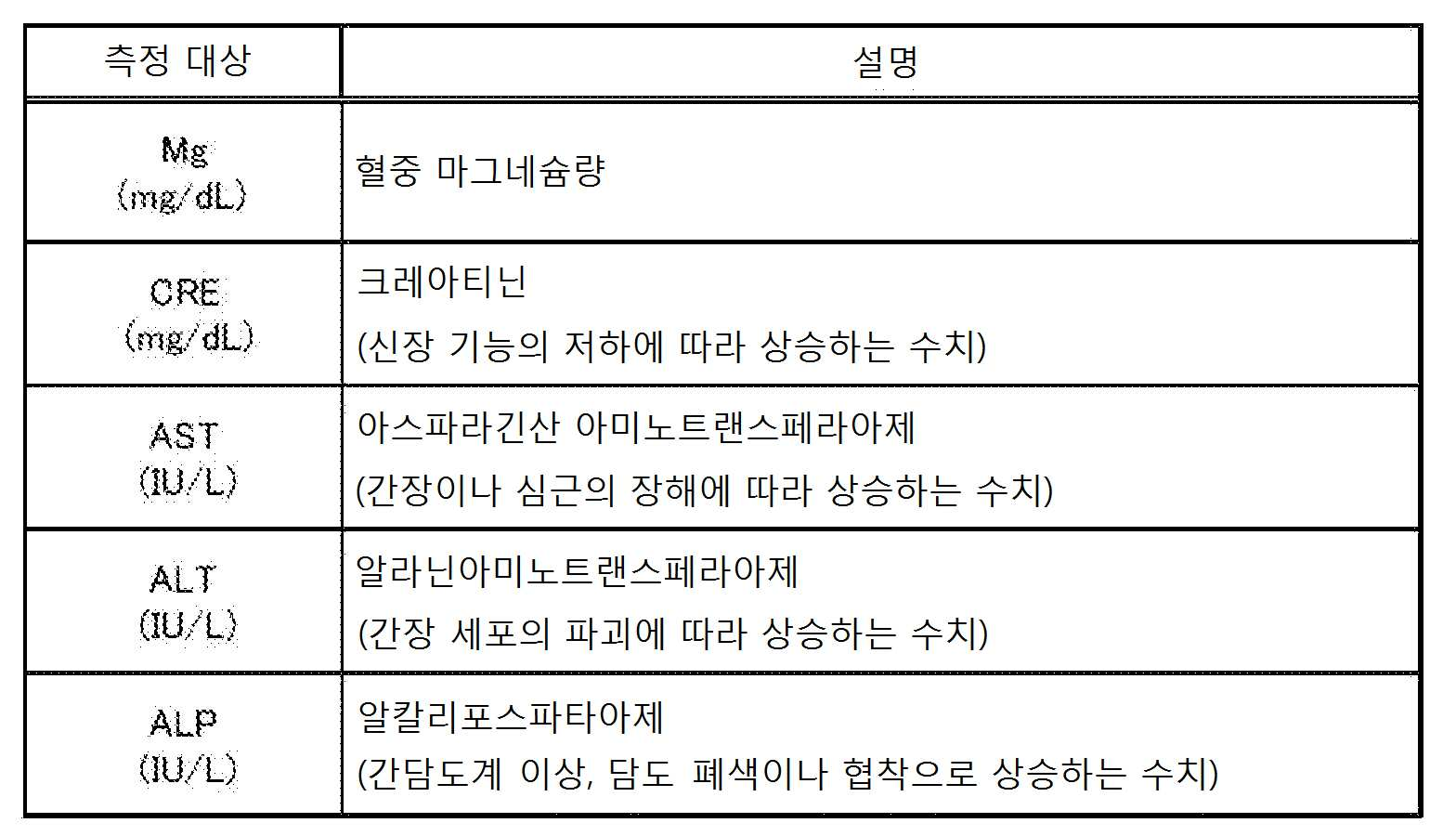
도 16에 삽입 후 12주 경과 후까지의 생체 내 혈중 Mg 이온 농도 등의 측정 결과 그래프를 나타낸다. 도 16(1)~(5) 각각의 그래프는 제작한 클립(본 실시예), 티탄제 클립(비교예 1) 및 Zn이 많은 클립(비교예 2) 각각에 대해, 1주 경과 후, 2주 경과 후, 3주 경과 후, 4주 경과 후, 12주 경과 후의 Mg, CRE, AST, ALP 및 ALT의 수치를 나타내고 있다. 바 그래프에서 소정 시간 경과 후 데이터는 비교예 1, 비교예 2, 본 실시예의 순서대로 좌측에서 우측으로 3개의 바를 각각 나란히 나타내었다. 또한, 각각의 그래프의 우측 끝 바는 개복하지 않고 아무것도 삽입하지 않는 정상적인 마우스를 컨트롤로 하여, 4주 경과 후의 수치를 나타내고 있다. 또한, 그래프의 데이터는 3마리 마우스의 데이터 평균값으로 하였다.
삽입 후 12주 경과 후까지의 혈중 Mg 이온 농도를 측정한 결과로부터, 유의성이 있는 농도 증가는 인정되지 않으므로, 용출 이온은 체외 배출되고 있음을 확인할 수 있다.
도 17에, 삽입 후 2주 경과 후의 주변 세포 조직 관찰 결과를 나타낸다. 도 17(1)~(3)은 제작한 클립(본 실시예), 티탄제 클립(비교예 1) 및 Zn이 많은 클립(비교예 2) 각각의 클립을 삽입한 주변 세포 조직에 대해, 헤마톡실린(Haematoxylin)·에오진(Eosin) 염색(HE 염색)과 시리우스 레드(Sirius red)에 의한 SR 염색을 실시한 결과를 나타내고 있다(좌측 화상이 HE 염색, 우측 화상이 SR 염색).
제작한 클립(본 실시예)을 삽입한 주변의 세포 조직 및 티탄제 클립(비교예 1)을 삽입한 주변의 세포 조직의 세포 관찰을 통해서는 염증 반응이 보이지 않아 주변 세포 조직은 정상이며 본 실시예의 클립의 생체 안전성이 확인되었다. 한편, Zn이 많은 클립(비교예 2)을 삽입한 주변의 세포 조직 관찰에서는 섬유상의 형태가 보이지 않고, 세포간 기질(세포벽)이 부서져 있고 세포 중의 핵이 형성되어 있지 않으며 조직이 괴사해 있는 모습이 확인되었다.
실시예
4
<래트를 이용한 혈관 문합 시험>
실시예 4에서는 실시예 2 및 실시예 3의 클립 제작방법과 달리, 열간 압출 가공 단계에서 열간 압출 온도를 높여 열간 압출 속도를 늦춤으로써 압출 직후 수10초 동안 잉곳을 고온 상태에 노출시키고, 열간 압출 가공 단계 직후에 소둔 처리 단계를 실시하여 제작한 클립에 대해, 생체 내 분해성 및 안전성에 대해 확인하였으므로 이하에 설명한다.
실시예 4의 클립은 실시예 1에서 나타낸 전술한 표 1의 No.1의 Mg 합금 재료의 Zn 및 Ca의 함유량으로 하였다. 보다 자세하게는, Mg를 99.69원자%에 대해 0.1원자%의 Ca 및 0.21원자%의 Zn을 첨가하여, 용해 및 주조하여 잉곳을 제작하고, 그 잉곳을 균질화 열처리하였다. 열처리한 뒤 잉곳을 350℃에서 1단계째인 열간 압출 가공을 실시하고, 직경 90mm의 잉곳을 직경 22mm로 가공하였다. 직경 22mm를 절삭 가공하여 직경 20mm로 하고, 410℃에서 2단계째인 열간 압출 가공을 실시하고, V형 단면으로 가공하였다. 2단계째인 열간 압출 직후에 400~410℃에서 수10초간 노출하여 소둔 처리를 하였다. 그 후 클립 표면의 산화물을 포함하는 불순물을 제거하였다.
제작한 클립에 대해 주사 전자 현미경(SEM)과 조합하여 전자선을 조작하고, 미크로한 결정방위나 결정계를 측정할 수 있는 EBSD법을 이용한 결정방위 해석을 한 결과를 도 18에 나타낸다. 도 18에 나타낸 결정방위 해석 결과로부터, 제작한 클립의 결정 조직은 등축 결정립 조직임을 확인하였다. 또한 절편법을 이용해서 제작한 클립의 결정 조직의 평균 결정 입경을 측정한 바, 클립의 V자 골짜기부 부근은 28.8(㎛), V자 산부 부근에서 31.5(㎛)였다.
제작한 클립은 평균 결정 입경이 대략 30(㎛)로 등축 결정립 조직임이 확인되었다. 이 클립의 V자를 닫은 상태에서는 도 7에서 설명했듯이 결정립 내에 수㎛마다 몇 번의 방위차를 갖는 계면이 나타나(서브 그레인이 형성되어), 변형에 따라 축적되는 변형률이 소실되어, 응력 집중에 의한 크랙 형성이 회피되므로(응력 집중의 완화), 뛰어난 변형 성능을 가진다.
다음으로, 제작한 클립을 이용하여 래트의 간장 일부로 이어져 있는 혈관과 담관을 문합한 결과에 대해 설명한다. 래트의 복부를 절개하고, 간장 일부로 이어져 있는 혈관과 담관을 맞춰 V자형 클립을 닫아 문합하였다. 그 후, 간장을 절제하였다.
절제 후 1주 경과 후와 4주(1개월) 경과 후, 래트의 흉부 X선 CT 단면 화상의 재구성 화상을 도 19에 나타낸다. 도 19에서 (1)은 절제 후 1주 경과 후, (2)는 절제 후 4주(1개월) 경과 후의 재구성 화상을 나타낸다. 도 19(1)(2)에서 (a)는 본 실시예의 클립으로 문합한 것, (b)는 비교예 1의 클립으로 문합한 것이다.
도 19에 도시된 바와 같이, 간장 절제 후, 즉 혈관 및 담관 절단 후, 4주 경과 후에도 래트가 생존해 있는 것 및 X선 CT에 의한 다량의 가스 발생이 없는 것 및 클립의 개구가 인정되지 않는 것으로 보아, 기대된 클립의 체결 성능이 유지되고 있음을 추측할 수 있다.
또한 클립은 래트의 생체 내에서 균일하게 분해가 진행되어, 일정 기간은 체결 성능을 유지한 뒤, 최종적으로는 분해되어 배출될 것으로 예상된다. 이로써, 안전성을 가진 생체 내 분해성 클립을 실현할 수 있다는 가능성이 확인되었다.
도 20은 래트의 X선 CT 단면 화상을 나타내고 있다. 도 20에서 (1)은 절제 후 1주 경과 후, (2)는 절제 후 4주(1개월) 경과 후의 X선 CT 단면 화상이다. 도 20(1)(2)는 모두 본 실시예의 클립으로 문합한 경우를 나타내고 있다. 본 실시예의 클립에서는 종래의 티탄제 클립을 사용했을 때 X선 CT 촬영시 메탈 아티팩트가 생기기 어렵고, 화상 수정하지 않고 명확하게 생체 조직을 관찰할 수 있음을 알 수 있다.
본 발명의 생체 연조직 고정용 디바이스는 생체 연조직이 유합되는 2~8주의 기간 동안 조직을 결합 유지할 수 있고, 1년 정도에 완전히 분해된 후 배출되므로 외과 수술용 클립, 스테이플러 등에 유용하다.
10
클립
Claims (9)
- Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스로서,
상기 Mg 합금 재료는
Mg에 대해 Ca 및 Zn이 고용한도 내에서 함유되고, 잔부가 Mg 및 불가피적인 불순물로 이루어지며, Zn의 함유량이 0.5원자% 이하이고, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)의 관계에 있으며,
평균 결정 입경이 20~250㎛인 등축 결정립 조직인 것을 특징으로 하는 생체 연조직 고정용 디바이스. - Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스로서,
상기 Mg 합금 재료는
Mg에 대해 Ca 및 Zn이 고용한도 내에서 함유되고, 잔부가 Mg 및 불가피적인 불순물로 이루어지며, Zn의 함유량이 0.2원자% 이상 0.4원자% 이하이고, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 2~3)의 관계에 있으며,
평균 결정 입경이 20~250㎛인 등축 결정립 조직인 것을 특징으로 하는 생체 연조직 고정용 디바이스. - 청구항 1 또는 2에 있어서,
변형 도중에 상기 결정립 조직을 분할하는 계면으로서, 결정방위차 15° 이상의 결정립 계면 또는 결정방위차 3° 이상 15° 미만의 아결정립 계면이 형성되는 것을 특징으로 하는 생체 연조직 고정용 디바이스. - 청구항 1 내지 3 중 어느 한 항에 있어서,
생체 내 분해의 잔존율이 삽입 후 4주에서 50~92%이고, 분해에 따른 가스 발생량이 생체 삽입시에 형성되는 공극 체적의 2배 이상이 되지 않는 것을 특징으로 하는 생체 연조직 고정용 디바이스. - 청구항 1 내지 4 중 어느 한 항에 있어서,
상기 Ca 및 Zn의 함유량을 파라미터로 해서, 생체 내 분해속도가 제어된 것을 특징으로 하는 생체 연조직 고정용 디바이스. - Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스의 제작방법으로서,
Mg에 대해 Zn의 함유량이 0.5원자% 이하, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)의 관계가 성립하도록 Mg에 Ca 및 Zn을 고용한도 내에서 첨가하여 Mg 합금 재료를 조제하는 단계;
Mg 합금 재료를 용해 및 주조하여 잉곳을 제작하는 잉곳 제작 단계;
잉곳을 균질화 열처리하는 균질화 열처리 단계;
250~450℃의 온도범위에서 열간 압출 가공을 적어도 1회 실시하는 열간 압출 가공 단계;
350~450℃의 온도범위의 소둔 처리를 하는 소둔 처리 단계;
원하는 디바이스 형상으로 성형하는 성형 가공 단계; 및
디바이스 표면의 산화물을 포함하는 불순물을 제거하는 표면 제거 단계;를 구비한 것을 특징으로 하는 생체 연조직 고정용 디바이스의 제작방법. - Mg-Ca-Zn의 3원계 Mg 합금 재료로 이루어진 디바이스의 제작방법으로서,
Mg에 대해 Zn의 함유량이 0.5원자% 이하, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 1~3)의 관계가 성립하도록 Mg에 Ca 및 Zn을 고용한도 내에서 첨가하여 Mg 합금 재료를 조제하는 단계;
Mg 합금 재료를 용해 및 주조하여 잉곳을 제작하는 잉곳 제작 단계;
잉곳을 균질화 열처리하는 균질화 열처리 단계;
250~400℃의 온도범위에서 열간 압출 가공을 실시하는 제1 열간 압출 가공 단계;
제1 열간 압출 가공 단계에서의 온도보다 고온으로, 350~450℃의 온도범위에서 열간 압출 가공을 실시하는 제2 열간 압출 가공 단계;
원하는 디바이스 형상으로 성형하는 성형 가공 단계; 및
디바이스 표면의 산화물을 포함하는 불순물을 제거하는 표면 제거 단계;를 구비한 것을 특징으로 하는 생체 연조직 고정용 디바이스의 제작방법. - 청구항 6 또는 7에 있어서,
상기 Ca 및 Zn의 함유량을 파라미터로 해서, 생체 내 분해속도를 제어하는 것을 특징으로 하는 생체 연조직 고정용 디바이스의 제작방법. - 청구항 6에 있어서,
상기 Mg 합금 재료에 있어서, Mg에 대해 Zn의 함유량이 0.2원자% 이상 0.4원자% 이하, Ca 및 Zn의 함유량이 원자비로 Ca:Zn=1:x(단, x는 2~3)의 관계가 성립할 경우,
상기 소둔 처리 단계는 400℃ 근방의 온도로 1~8시간, 소둔 처리를 실시하는 것을 특징으로 하는 생체 연조직 고정용 디바이스의 제작방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-183716 | 2014-09-09 | ||
| JP2014183716 | 2014-09-09 | ||
| JP2015050101 | 2015-03-12 | ||
| JPJP-P-2015-050101 | 2015-03-12 | ||
| PCT/JP2015/004596 WO2016038892A1 (ja) | 2014-09-09 | 2015-09-09 | 生体軟組織固定用デバイスおよびその作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170053640A true KR20170053640A (ko) | 2017-05-16 |
| KR102227158B1 KR102227158B1 (ko) | 2021-03-11 |
Family
ID=55458661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177007997A KR102227158B1 (ko) | 2014-09-09 | 2015-09-09 | 생체 연조직 고정용 디바이스 및 그 제작방법 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10994056B2 (ko) |
| EP (1) | EP3192886B1 (ko) |
| JP (2) | JP6164675B2 (ko) |
| KR (1) | KR102227158B1 (ko) |
| CN (1) | CN106715737B (ko) |
| AU (2) | AU2015313647B2 (ko) |
| CA (1) | CA2960612C (ko) |
| ES (1) | ES2706890T3 (ko) |
| MY (1) | MY183300A (ko) |
| PL (1) | PL3192886T3 (ko) |
| RU (1) | RU2688064C2 (ko) |
| SG (1) | SG11201701814TA (ko) |
| WO (1) | WO2016038892A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102095813B1 (ko) * | 2019-11-28 | 2020-04-03 | 유앤아이 주식회사 | 생체분해성 금속합금 제조방법 |
| WO2022098062A1 (ko) * | 2020-11-04 | 2022-05-12 | 한국재료연구원 | 고강도 고내식 생분해성 마그네슘 합금 및 이를 이용하는 임플란트 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2706890T3 (es) * | 2014-09-09 | 2019-04-01 | Univ Kobe Nat Univ Corp | Dispositivo para fijar tejido blando biológico, y método para producirlo |
| JP6774787B2 (ja) * | 2016-05-25 | 2020-10-28 | 権田金属工業株式会社 | マグネシウム合金の製造方法 |
| CN108330368A (zh) * | 2018-03-30 | 2018-07-27 | 西安卓恰医疗器械有限公司 | 生物体植入物、其成分及制备方法 |
| CN113164659B (zh) * | 2018-11-30 | 2023-08-25 | 尤安艾公司 | 生物降解性金属合金 |
| EP3741880B1 (en) * | 2019-05-20 | 2023-06-28 | Volkswagen AG | Sheet metal product with high bendability and manufacturing thereof |
| JP2023516708A (ja) | 2020-03-03 | 2023-04-20 | 李賀傑 | マグネシウム合金の力学特性及び生物学的安定性を向上させる方法並びに材料を製造する方法及び使用 |
| CN111534769A (zh) * | 2020-03-03 | 2020-08-14 | 李贺杰 | 提高镁合金力学性能及生物功能稳定性的热处理方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5333886B1 (ko) | 1967-02-20 | 1978-09-18 | ||
| JP2009221579A (ja) | 2008-03-18 | 2009-10-01 | Kobe Steel Ltd | マグネシウム合金材およびその製造方法 |
| WO2013069638A1 (ja) | 2011-11-07 | 2013-05-16 | トヨタ自動車株式会社 | 高強度Mg合金およびその製造方法 |
| WO2014001321A1 (en) * | 2012-06-26 | 2014-01-03 | Biotronik Ag | Magnesium-zinc-calcium alloy, method for production thereof, and use thereof |
| WO2014001241A1 (en) * | 2012-06-26 | 2014-01-03 | Biotronik Ag | Magnesium-zinc-calcium alloy, method for production thereof, and use thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138689A (ja) * | 1993-11-09 | 1995-05-30 | Shiyoutarou Morozumi | 高温強度のすぐれたMg合金 |
| JP5333886B2 (ja) | 2005-11-16 | 2013-11-06 | 独立行政法人物質・材料研究機構 | マグネシウム系生分解性金属材料 |
| DK2000551T3 (da) * | 2007-05-28 | 2011-01-10 | Acrostak Corp Bvi | Magnesium-baserede legeringer |
| WO2013052791A2 (en) * | 2011-10-06 | 2013-04-11 | University Of Pittsburgh-Of The Commonwealth System Of Higher Education | Biodegradable metal alloys |
| CN105555985A (zh) * | 2013-09-24 | 2016-05-04 | 奥林巴斯株式会社 | 植入物及其制造方法 |
| ES2706890T3 (es) * | 2014-09-09 | 2019-04-01 | Univ Kobe Nat Univ Corp | Dispositivo para fijar tejido blando biológico, y método para producirlo |
| CN104328318B (zh) * | 2014-10-20 | 2016-04-20 | 东北大学 | 一种高耐蚀性生物可降解镁合金的制备方法 |
| CN104498790B (zh) * | 2014-12-01 | 2017-04-26 | 中国兵器科学研究院宁波分院 | 一种可降解镁合金生物植入材料及其制备方法 |
| CN104451303A (zh) * | 2014-12-03 | 2015-03-25 | 东南大学 | 一种生物医用镁合金及其丝材的制备方法和应用 |
-
2015
- 2015-09-09 ES ES15839699T patent/ES2706890T3/es active Active
- 2015-09-09 RU RU2017111570A patent/RU2688064C2/ru active
- 2015-09-09 PL PL15839699T patent/PL3192886T3/pl unknown
- 2015-09-09 SG SG11201701814TA patent/SG11201701814TA/en unknown
- 2015-09-09 MY MYPI2017700798A patent/MY183300A/en unknown
- 2015-09-09 EP EP15839699.4A patent/EP3192886B1/en active Active
- 2015-09-09 KR KR1020177007997A patent/KR102227158B1/ko active IP Right Grant
- 2015-09-09 JP JP2016546858A patent/JP6164675B2/ja active Active
- 2015-09-09 AU AU2015313647A patent/AU2015313647B2/en active Active
- 2015-09-09 CN CN201580048143.2A patent/CN106715737B/zh active Active
- 2015-09-09 WO PCT/JP2015/004596 patent/WO2016038892A1/ja active Application Filing
- 2015-09-09 CA CA2960612A patent/CA2960612C/en active Active
- 2015-09-09 US US15/510,106 patent/US10994056B2/en active Active
-
2017
- 2017-06-14 JP JP2017116430A patent/JP2017197846A/ja active Pending
-
2020
- 2020-07-08 AU AU2020204559A patent/AU2020204559A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5333886B1 (ko) | 1967-02-20 | 1978-09-18 | ||
| JP2009221579A (ja) | 2008-03-18 | 2009-10-01 | Kobe Steel Ltd | マグネシウム合金材およびその製造方法 |
| WO2013069638A1 (ja) | 2011-11-07 | 2013-05-16 | トヨタ自動車株式会社 | 高強度Mg合金およびその製造方法 |
| WO2014001321A1 (en) * | 2012-06-26 | 2014-01-03 | Biotronik Ag | Magnesium-zinc-calcium alloy, method for production thereof, and use thereof |
| WO2014001241A1 (en) * | 2012-06-26 | 2014-01-03 | Biotronik Ag | Magnesium-zinc-calcium alloy, method for production thereof, and use thereof |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102095813B1 (ko) * | 2019-11-28 | 2020-04-03 | 유앤아이 주식회사 | 생체분해성 금속합금 제조방법 |
| WO2022098062A1 (ko) * | 2020-11-04 | 2022-05-12 | 한국재료연구원 | 고강도 고내식 생분해성 마그네슘 합금 및 이를 이용하는 임플란트 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2017111570A (ru) | 2018-10-11 |
| JPWO2016038892A1 (ja) | 2017-04-27 |
| ES2706890T3 (es) | 2019-04-01 |
| CA2960612C (en) | 2020-10-27 |
| CA2960612A1 (en) | 2016-03-17 |
| AU2020204559A1 (en) | 2020-07-30 |
| WO2016038892A1 (ja) | 2016-03-17 |
| CN106715737B (zh) | 2018-12-04 |
| AU2015313647B2 (en) | 2020-04-09 |
| EP3192886A4 (en) | 2017-08-30 |
| KR102227158B1 (ko) | 2021-03-11 |
| AU2015313647A1 (en) | 2017-03-23 |
| JP6164675B2 (ja) | 2017-07-19 |
| US10994056B2 (en) | 2021-05-04 |
| RU2688064C2 (ru) | 2019-05-17 |
| RU2017111570A3 (ko) | 2019-03-26 |
| JP2017197846A (ja) | 2017-11-02 |
| MY183300A (en) | 2021-02-18 |
| EP3192886A1 (en) | 2017-07-19 |
| US20170258968A1 (en) | 2017-09-14 |
| SG11201701814TA (en) | 2017-04-27 |
| PL3192886T3 (pl) | 2019-05-31 |
| CN106715737A (zh) | 2017-05-24 |
| EP3192886B1 (en) | 2018-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102227158B1 (ko) | 생체 연조직 고정용 디바이스 및 그 제작방법 | |
| KR102253200B1 (ko) | 조정가능한 분해율을 갖는 마그네슘 합금 | |
| EP2087915B1 (de) | Implantat mit einem Grundkörper aus einer biokorrodierbaren Eisenlegierung | |
| RU2647951C2 (ru) | Магниевый сплав, способ его производства и использования | |
| EP2172233B1 (de) | Implantat mit einem Grundkörper aus einer biokorrodierbaren Manganlegierung | |
| Torroni et al. | Biocompatibility and degradation properties of WE43 Mg alloys with and without heat treatment: In vivo evaluation and comparison in a cranial bone sheep model | |
| US11696976B2 (en) | Degradable magnesium-based implant devices for bone fixation | |
| Ikeo et al. | Fabrication of a magnesium alloy with excellent ductility for biodegradable clips | |
| Elkaiam et al. | In vivo evaluation of Mg–5% Zn–2% Nd alloy as an innovative biodegradable implant material | |
| WO2013059715A2 (en) | Iron based alloys for bioabsorbable stent | |
| US20230313346A1 (en) | Properties and parameters of novel biodegradable metallic alloys | |
| Rahyussalim et al. | Magnesium-carbonate apatite metal composite: Potential biodegradable material for orthopaedic implant | |
| Moldovan et al. | Contributions on biodegradability of Mg-Ca alloys for orthopedic implants | |
| Hänzi | Development of biodegradable magnesium alloys for cardiovascular stent applications | |
| JP2018075159A (ja) | 超高純度マグネシウムを用いる医療用インプラント材、及び医療用インプラントの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |