KR20170045331A - 3차원 물체의 생성 - Google Patents
3차원 물체의 생성 Download PDFInfo
- Publication number
- KR20170045331A KR20170045331A KR1020177008426A KR20177008426A KR20170045331A KR 20170045331 A KR20170045331 A KR 20170045331A KR 1020177008426 A KR1020177008426 A KR 1020177008426A KR 20177008426 A KR20177008426 A KR 20177008426A KR 20170045331 A KR20170045331 A KR 20170045331A
- Authority
- KR
- South Korea
- Prior art keywords
- build
- coalescent
- secondary material
- build material
- coalescing agent
- Prior art date
Links
Images










Classifications
-
- B29C67/0081—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/882—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2505/00—Use of metals, their alloys or their compounds, as filler
- B29K2505/04—Lead
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2505/00—Use of metals, their alloys or their compounds, as filler
- B29K2505/06—Tin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
Abstract
예에서, 3차원 물체를 생성하기 위한 장치는 빌드 영역 플랫폼, 빌드 재료 분배기, 이차 재료 방출 디바이스, 합체제 방출 디바이스, 및 제어기를 포함한다. 제어기는 빌드 영역 플랫폼 위에 미리 정해진 패턴으로 이차 재료를 방출하도록 이차 재료 방출 디바이스를 제어하고, 방출된 이차 재료 주위에 빌드 재료의 층을 분배하도록 빌드 재료 분배기를 제어하고, 빌드 재료의 층 상에 합체제를 방출하도록 합체제 방출 디바이스를 제어하고, 방출된 합체제와 접촉하는 빌드 재료가 합체되고 응고되게 하기 위해 방출된 합체제 상에 에너지를 인가하도록 에너지원을 제어할 수 있다.
Description
분말-기반 시스템과 같은 부가식 제조 시스템(additive manufacturing system)은 층별 제조 공정(layer-by-layer fabrication process)의 구현을 통해 3차원 물체를 생성한다. 예를 들어, 분말-기반 빌드 재료(build material)의 부분이 각각의 층에서 응고되어 3차원 물체를 형성할 수 있다. 이러한 유형의 시스템은 비교적 복잡한 내부 및 외부 특징부를 갖는 3차원 물체를 형성하는 데 사용되어 왔다.
본 개시의 특징은 예로서 예시되고 하기의 도면(들)에서 제한되지 않으며, 도면에서 동일한 도면 부호는 동일한 요소를 지시한다.
도 1은 본 개시의 예에 따른, 3차원 물체를 생성하기 위한 장치의 단순화된 등각도를 보여주는 도면,
도 2는 본 개시의 예에 따른, 도 1에 도시된 제어기의 단순화된 블록 다이어그램을 보여주는 도면,
도 3은 본 개시의 예에 따른, 3차원 물체를 생성하기 위한 방법의 흐름도를 보여주는 도면,
도 4a 내지 도 4d는, 집합적으로, 본 개시의 예에 따른, 장치가 3차원 물체를 생성하는 데 사용되는 공정을 보여주는 도면,
도 5a 내지 도 5d는, 집합적으로, 본 개시의 예에 따른, 도포된 이차 재료 주위에 빌드 재료가 도포될 수 있는 공정을 보여주는 도면,
도 6은 본 개시의 다른 예에 따른, 3차원 물체를 생성하기 위한 방법의 흐름도를 보여주는 도면, 및
도 7은 본 개시의 예에 따른, 도 1 및 도 2에 도시된 제어기의 다양한 기능을 수행하는 데 채용될 수 있는 컴퓨팅 디바이스의 개략적 표현을 보여주는 도면.
도 2는 본 개시의 예에 따른, 도 1에 도시된 제어기의 단순화된 블록 다이어그램을 보여주는 도면,
도 3은 본 개시의 예에 따른, 3차원 물체를 생성하기 위한 방법의 흐름도를 보여주는 도면,
도 4a 내지 도 4d는, 집합적으로, 본 개시의 예에 따른, 장치가 3차원 물체를 생성하는 데 사용되는 공정을 보여주는 도면,
도 5a 내지 도 5d는, 집합적으로, 본 개시의 예에 따른, 도포된 이차 재료 주위에 빌드 재료가 도포될 수 있는 공정을 보여주는 도면,
도 6은 본 개시의 다른 예에 따른, 3차원 물체를 생성하기 위한 방법의 흐름도를 보여주는 도면, 및
도 7은 본 개시의 예에 따른, 도 1 및 도 2에 도시된 제어기의 다양한 기능을 수행하는 데 채용될 수 있는 컴퓨팅 디바이스의 개략적 표현을 보여주는 도면.
간략함 및 예시 목적을 위해, 본 개시는 주로 그것의 예를 언급함으로써 기술된다. 하기의 기술에서, 본 개시의 철저한 이해를 제공하기 위해 다수의 특정 상세사항이 기재된다. 그러나, 본 개시는 이러한 특정 상세사항으로 제한됨이 없이 실시될 수 있다는 것을 손쉽게 알 수 있을 것이다. 다른 경우에, 본 개시를 불필요하게 모호하게 하지 않기 위해 몇몇 방법 및 구조는 상세히 기술되지 않았다. 본 명세서에 사용된 바와 같이, 단수 형태("a" 및 "an")의 용어는 적어도 하나의 특정 요소를 나타내도록 의도되고, 용어 "포함한다"는 포함하지만 그것으로 제한되지 않는다는 것을 의미하고, 용어 "포함하는"은 포함하지만 그것으로 제한되지 않음을 의미하고, 용어 "기초하는"은 적어도 부분적으로 기초함을 의미한다.
다수의 유형의 재료를 포함하는 3차원 물체를 생성하기 위한 장치가 본 명세서에 개시된다. 예를 들어, 장치는 빌드 재료를 분배하기 위한 빌드 재료 분배기, 및 이차 재료를 도포하기 위한 이차 재료 방출 디바이스를 포함한다. 예에 따르면, 이차 재료가 도포될 수 있고, 빌드 재료의 층이 도포된 이차 재료 주위에 분배될 수 있다. 빌드 재료는 도포된 이차 재료와 동일한 또는 실질적으로 동일한 높이를 갖도록 도포된 이차 재료 주위에 분배될 수 있다. 또한, 합체제(coalescing agent)가 이차 재료뿐만 아니라 빌드 재료의 선택된 부분 상에 방출될 수 있다. 게다가, 에너지가 단일 패스(pass) 동안 또는 다수 패스 동안 방출된 합체제, 도포된 이차 재료, 및 빌드 재료 위에 인가될 수 있다. 인가된 에너지는 이차 재료가 함께 융합되게 하고 빌드 재료가 합체되고 함께 융합되게 할 수 있다. 한 가지 점에서, 이에 따라, 이차 재료와 빌드 재료가 단일 융합 작업 동안 융합될 수 있다. 하기에 더 상세히 논의되는 바와 같이, 합체제는 빌드 재료가 합체되게 하고 이차 재료가 합체되게 하기 위해 충분히 가열될 수 있고, 이에 따라 에너지의 인가 동안 이들 재료의 합체를 향상시킬 수 있다.
특정 예에 따르면, 빌드 재료는 열가소성 재료이고, 이차 재료는 솔더 재료(solder material)와 같은 전기 전도성 재료이다. 이러한 예에서, 융합 작업은 이차 재료를 용융시켜, 전기 전도성 트레이스(trace)(즉, 전기 전도성 와이어)와 같은 3차원 물체의 일부를 형성하도록 수행될 수 있다. 또한, 융합 작업은 전기 전도성 트레이스를 열가소성 분말-기반 재료 내에 매립하도록 열가소성 분말-기반 재료의 부분을 응고시킬 수 있다. 이에 따라, 전기 전도성 트레이스가 비-전기 전도성 재료인 열가소성 재료 내에 매립될 수 있다.
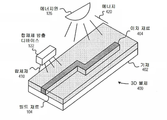
먼저 도 1을 참조하면, 예에 따른, 3차원 물체를 생성하기 위한 장치(100)의 단순화된 등각도가 도시된다. 도 1에 도시된 장치(100)는 추가의 컴포넌트를 포함할 수 있고, 본 명세서에 기술된 컴포넌트 중 일부가 본 명세서에 개시된 장치의 범위로부터 벗어남이 없이 제거 및/또는 변경될 수 있다는 것이 이해되어야 한다. 도 1에 도시된 장치(100)는 일정한 축척으로 작성되어 있지 않을 수 있고 이에 따라 장치(100)는 해당 도면에 도시된 것 이외의 상이한 크기 및/또는 구성을 가질 수 있다는 것이 또한 이해되어야 한다. 예를 들어, 장치(100)는 예컨대 2가지 초과의 상이한 유형의 재료로 3차원 물체를 생성하기 위해 추가의 재료 방출 디바이스를 포함할 수 있다.
도 1에 도시된 바와 같이, 장치(100)는, 그 상에서 3차원 물체가 빌드 재료(104)로부터 생성될 빌드 영역 표면을 포함하는 빌드 영역 플랫폼(102)을 포함한다. 빌드 재료(104)는 호퍼(hopper) 또는 빌드 재료 저장소(도시되지 않음) 내에 수용될 수 있고, 빌드 재료 분배기(106)에 의해 빌드 영역 플랫폼(102) 상에 원하는 대로 도포될 수 있다. 예를 들어, 빌드 재료(104)는 빌드 영역 플랫폼(102)과 비교할 때 약간 더 높은 높이에 저장될 수 있고, 빌드 재료 분배기(106)는 빌드 영역 플랫폼(102) 상에 빌드 재료(104)의 층을 도포하거나 형성하기 위해 화살표(108)에 의해 나타난 바와 같이 y-방향으로 이동할 수 있다. 예에 따르면, 3차원 물체의 층이 생성될 때, 빌드 영역 플랫폼(102)이 화살표(110)에 의해 나타난 바와 같이 하향 방향으로 이동될 수 있고, 빌드 재료(104)의 추가의 층이 형성될 수 있다.
예에 따르면, 빌드 재료(104)는 분말-기반 빌드 재료이다. 본 명세서에 사용된 바와 같이, 용어 '분말-기반 빌드 재료'는 건조 분말-기반 재료, 습윤 분말-기반 재료, 미립자 재료, 과립상 재료 등을 포함하도록 의도된다. 다른 예에서, 빌드 재료(104)는 다른 적합한 빌드 재료와 함께, 적절한 경우 적합하게 변경되어, 사용될 수 있다. 또 다른 예에서, 빌드 재료(104)는 임의의 다른 적합한 형태의 빌드 재료일 수 있다. 특정 예로서, 빌드 재료(104)는 평균 약 50 미크론(micron)의 입자 크기를 갖는 나일론 플라스틱이다.
특정 예에 따르면, 빌드 재료(104)는 분말형 열가소성 재료이다. 하나의 적합한 재료는 예를 들어 시그마-알드리치 컴퍼니, 엘엘씨(Sigma-Aldrich Co, LLC)로부터 입수가능한 나일론(Nylon) 12일 수 있다. 다른 적합한 재료는 일렉트로 옵티컬 시스템즈 이오에스 게엠베하(Electro Optical Systems EOS GmbH)로부터 입수가능한 PA2200일 수 있다. 다른 예에서, 빌드 재료(104)는 예를 들어 분말형 금속 재료, 분말형 복합 재료, 분말 세라믹 재료, 분말형 유리 재료, 분말형 수지 재료, 분말형 중합체 재료 등을 포함할 수 있다.
또 다른 예에서, 빌드 재료(104)는 액체, 페이스트(paste), 또는 겔(gel)일 수 있다. 빌드 재료(104)의 예는 5℃ 초과의 넓은 프로세싱 윈도우(processing window)(즉, 융점(melting point)과 재결정 온도 사이의 온도 범위)를 갖는 중합체성 반-결정질(semi-crystalline) 플라스틱 재료를 포함한다. 예에서, 프로세싱 윈도우는 15℃ 내지 약 30℃의 범위이다.
적합한 빌드 재료(104)의 예는 폴리아미드, 폴리에틸렌, 폴리에틸렌 테레프탈레이트(PET), 및 이들 재료의 비정질 변형물을 포함할 수 있다. 적합한 빌드 재료(104)의 또 다른 예는 폴리스티렌, 폴리아세탈, 폴리프로필렌, 폴리카보네이트, 폴리에스테르, 폴리우레탄, 다른 엔지니어링 플라스틱(engineering plastic), 및 여기에 열거된 중합체 중 임의의 둘 이상의 중합체의 블렌드(blend)를 포함할 수 있다. 이들 재료의 코어 쉘(core shell) 중합체 입자가 또한 사용될 수 있다.
빌드 재료(104)는 약 55℃ 내지 약 450℃의 범위의 융점을 가질 수 있다. 이러한 범위 내의 융점을 갖는 빌드 재료 12의 몇몇 특정 예는 나일론 11, 나일론 12, 나일론 6, 나일론 8, 나일론 9, 나일론 66, 나일론 612, 나일론 812, 나일론 912 등과 같은 폴리아미드를 포함한다. 예로서, 폴리아미드 12는 약 180°의 융점을 갖고, 폴리아미드 6은 약 220°의 융점을 갖고, 폴리아미드 11은 약 200°의 융점을 갖는다.
빌드 재료(104)는 또한 개질 폴리아미드일 수 있다. 예에서, 개질 폴리아미드 재료는 나일론 12보다 낮은 온도에서 용융되는 탄성중합체성 개질 폴리아미드이다.
빌드 재료(104)가 분말 형태일 때, 빌드 재료 12는 유사한 크기의 입자 또는 상이한 크기의 입자로 구성될 수 있다. 예에서, 빌드 재료(104)는 3가지 상이한 크기의 입자를 포함한다. 이 예에서, 제 1 입자의 평균 크기는 제 2 입자의 평균 크기보다 크고, 제 2 중합체 입자의 평균 크기는 제 3 중합체 입자의 평균 크기보다 클 수 있다. 용어 "크기"는, 본 명세서에 사용된 바와 같이, 구형 입자의 직경, 또는 비-구형 입자의 평균 직경(즉, 비-구형 입자를 가로지른 다수 직경의 평균)을 말한다. 일반적으로, 빌드 재료(104)의 입자의 평균 크기는 약 10 ㎛ 내지 약 100 ㎛의 범위일 수 있다. 몇몇 예에서, 빌드 재료(104)의 입자의 평균 크기는 약 40 ㎛ 내지 약 50 ㎛의 범위이다. 입자 각각에 대한 상이한 크기의 예로서, 제 1 입자의 평균 크기는 50 ㎛ 초과일 수 있고, 제 2 입자의 평균 크기는 10 ㎛ 내지 30 ㎛일 수 있고, 제 3 입자의 평균 크기는 10 ㎛ 이하일 수 있다. 예에서, 제 1 폴리아미드 입자는 약 70 중량% 내지 약 95 중량%의 범위의 양으로 존재하고, 제 2 폴리아미드 입자는 약 0.5 중량% 내지 약 21 중량%의 범위의 양으로 존재하고, 제 3 폴리아미드 입자는 0 중량% 초과 내지 약 21 중량%의 범위의 양으로 존재한다.
도 1에 도시된 바와 같이, 빌드 재료 분배기(106)는 닥터 블레이드(doctor blade)일 수 있다. 그러나, 빌드 재료 분배기(106)는 빌드 영역 플랫폼(102) 위에 빌드 재료(104)를 바르기에 적합한 임의의 다른 디바이스일 수 있다는 것이 이해되어야 한다. 예를 들어, 빌드 재료 분배기(106)는 역회전 롤러일 수 있다.
장치(100)는 또한 화살표(114)에 의해 표시된 바와 같이 x 및 y 방향 중 어느 하나 또는 둘 모두로 이동가능할 수 있는 캐리지(112)를 포함할 수 있다. 도시되지 않지만, 캐리지(112)는 캐리지(112)가 화살표(114)에 의해 표시된 방향으로 이동하는 것을 가능하게 하는 로드(rod) 또는 다른 구조물 상에 지지될 수 있다.
도시된 바와 같이, 캐리지(112)는 이차 재료 방출 디바이스(120), 합체제 방출 디바이스(122), 합체 개질제 방출 디바이스(124), 및 에너지원(126)을 지지할 수 있다. 캐리지(112)는 이에 따라 이들 요소의 위치를 변경하여서, 빌드 영역 플랫폼(102)에 대한, 이차 재료, 합체제, 및 몇몇 예에서 합체 개질제의 배치에 대한 선택적 제어를 가능하게 할 수 있다. 이들 요소(120 내지 126)는 하기에 더 상세히 논의된다. 도 1에 도시된 다양한 컴포넌트의 작동을 제어하는 제어기(130)가 또한 하기에 더 상세히 논의된다. 명료함의 목적으로 도시되지 않지만, 제어기(130)는 빌드 재료 분배기(106), 캐리지(112), 이차 재료 방출 디바이스(120), 합체제 방출 디바이스(122), 합체 개질제 방출 디바이스(124), 및 에너지원(126) 각각과 통신할 수 있다. 다른 예에서, 요소(120 내지 126)는 x 및 y 방향으로 빌드 영역 플랫폼(102)에 대해 비교적 정지 상태로 유지될 수 있고, 빌드 영역 플랫폼(102)은 x 및 y 방향으로 이동할 수 있다.
다른 예에 따르면, 요소(120 내지 126) 중 일부는 캐리지(112) 상에 위치되지 않을 수 있다. 예를 들어, 장치(100)는 다른 캐리지(도시되지 않음)를 포함할 수 있고, 이차 재료 방출 디바이스(120)는 다른 캐리지 상에 위치될 수 있다. 또한, 에너지원(126)은 다른 캐리지, 별개의 캐리지(도시되지 않음) 상에 위치될 수 있거나, 빌드 재료 분배기(106)와 함께 이동하도록 결합될 수 있다. 에너지원(126)은 이에 따라 이차 재료 방출 디바이스(120) 및/또는 합체제 전달 디바이스(122)와는 개별적으로 이동가능할 수 있다.
추가의 예로서, 캐리지(112)는 페이지-와이드 어레이(page-wide array)일 수 있고, 합체제 방출 디바이스(122) 및 합체 개질제 방출 디바이스(124)는 각각 빌드 영역 플랫폼(102)의 실질적으로 전체 폭에 걸쳐 연장될 수 있다. 이러한 예에서, 캐리지(112)는 하나의 차원(예를 들어, y-축)을 따라 이동가능할 수 있고, 합체제 방출 디바이스(122) 및 합체 개질제 방출 디바이스(124)는 제 2 차원(예를 들어, x-축)을 따라 캐리지(112)를 스캐닝함이 없이 실질적으로 빌드 영역 플랫폼(102)의 폭을 가로질러 원하는 위치에 합체제 및/또는 합체 개질제를 도포하도록 선택적으로 활성화될 수 있다. 또한, 이차 재료 방출 디바이스(120)는 이차 재료의 선택적 배치를 가능하게 하기 위해 다수의 차원을 따라 이동가능한 다른 캐리지 상에 위치될 수 있다. 게다가, 이 예에서, 에너지원(126)은 상기에 논의된 요소 중 임의의 것 상에 위치될 수 있고, 이에 따라 캐리지(112) 상에 위치되는 것으로 제한되지 않는다.
이제 도 2를 참조하면, 예에 따른, 도 1에 도시된 제어기(130)의 단순화된 블록 다이어그램이 도시된다. 도 2에 도시된 제어기(130)는 추가의 요소를 포함할 수 있고, 몇몇 예에서 해당 도면에 도시된 요소 중 일부가 제어기(130)의 범위로부터 벗어남이 없이 제거 및/또는 변경될 수 있다는 것이 이해되어야 한다. 제어기(130)는 도 1에 도시된 장치(100)의 일부일 수 있거나, 장치(100)를 위한 컴퓨팅 서비스를 제공하는 엔티티(entity)와 같은, 도 1에 도시된 장치(100)와는 별개인 다른 엔티티의 일부일 수 있다.
제어기(130)는 제어 장치(200), 프로세서(202), 인터페이스(204), 및 데이터 저장소(206)를 포함하는 것으로 도시된다. 제어 장치(200)는 또한 데이터 액세스 모듈(210), 이차 재료 방출 디바이스 제어 모듈(212), 빌드 재료 분배기 제어 모듈(214), 합체제 방출 디바이스 제어 모듈(216), 합체 개질제 방출 디바이스 제어 모듈(218), 에너지원 제어 모듈(220), 캐리지 제어 모듈(222), 및 빌드 영역 플랫폼 제어 모듈(224)을 포함하는 것으로 도시된다.
마이크로프로세서, 마이크로컨트롤러, 주문형 집적 회로(application specific integrated circuit, ASIC) 등일 수 있는 프로세서(202)는 제어기(130)에서 다양한 처리 기능을 수행한다. 처리 기능은, 하기에서 본 명세서에 더 상세히 논의되는 바와 같이, 제어 장치(200) 내에 포함된 모듈(210 내지 224)을 작동시키거나 구현하는 것을 포함할 수 있다. 예에 따르면, 제어 장치(200)는 다양한 세트의 기계 판독가능 명령어가 저장된 하드웨어 디바이스이다. 제어 장치(200)는 예를 들어 소프트웨어가 저장될 수 있는, 동적 랜덤 액세스 메모리(dynamic random access memory, DRAM), 전기적 소거 프로그램가능 판독 전용 메모리(electrically erasable programmable read-only memory, EEPROM), 자기저항 랜덤 액세스 메모리(magnetoresistive random access memory, MRAM), 멤리스터(memristor), 플래시 메모리, 플로피 디스크, 콤팩트 디스크 판독 전용 메모리(compact disc read only memory, CD-ROM), 디지털 비디오 디스크 판독 전용 메모리(digital video disc read only memory, DVD-ROM), 또는 다른 광학 또는 자기 매체 등과 같은 휘발성 또는 비-휘발성 메모리일 수 있다. 이 예에서, 모듈(210 내지 224)은 소프트웨어 모듈, 예를 들어 제어 장치(200) 내에 저장된 기계 판독가능 명령어의 세트일 수 있다.
다른 예에서, 제어 장치(200)는 하드웨어 컴포넌트, 예를 들어 칩, 집적 회로 등일 수 있고, 모듈(210 내지 224)은 하드웨어 컴포넌트 상의 하드웨어 모듈일 수 있다. 추가의 예에서, 모듈(210 내지 224)은 소프트웨어 모듈과 하드웨어 모듈의 조합을 포함할 수 있다. 또 추가의 예에서, 프로세서(202)는 모듈(210 내지 224)의 기능을 수행하는 ASIC일 수 있다. 이 예에서, 프로세서(202)와 제어 장치(200)는 단일 처리 장치일 수 있다.
프로세서(202)는 데이터 저장소(206) 내에 데이터를 저장할 수 있고, 모듈(210 내지 224)을 구현하는 데 그 데이터를 사용할 수 있다. 예를 들어, 프로세서(202)는 장치(100)에 의해 생성될 3차원 물체에 관한, 3차원 모델과 같은, 데이터를 수신할 수 있다. 예로서, 프로세서(202)는 모델의 평행 평면의 슬라이스(slice)를 생성하기 위해 3차원 모델을 처리할 수 있다. 각각의 슬라이스는 부가식 제조 공정 동안 응고될 빌드 재료(104)의 각자의 층의 일부뿐만 아니라, 이차 재료가 각자의 층에 제공될지 여부 및 제공될 장소를 한정할 수 있다. 3차원 모델로부터 생성된 슬라이스의 수는 장치(100)가 생성할 또는 처리할 각각의 층의 두께에 관련될 수 있다. 이 예에서, 프로세서(202)는 각각의 슬라이스에 관한 정보를 데이터 저장소(206) 내에 저장할 수 있다. 또한, 프로세서(202)는 모듈(210 내지 224) 각각이 어떻게 제어될지를 결정하기 위해 데이터 저장소(206) 내에 포함된 정보에 액세스할 수 있다. 다른 예에서, 슬라이스는 다른 컴퓨팅 디바이스에 의해 생성될 수 있고, 프로세서(202)는 생성된 슬라이스를 수신할 수 있다.
어떠한 점에서도, 데이터 저장소(206)는 DRAM, EEPROM, MRAM, 상변화 RAM(phase change RAM, PCRAM), 멤리스터, 플래시 메모리 등과 같은 휘발성 및/또는 비휘발성 메모리일 수 있다. 또한, 또는 대안적으로, 데이터 저장소(206)는 플로피 디스크, CD-ROM, DVD-ROM, 또는 다른 광학 또는 자기 매체와 같은 이동식 매체로부터 판독하고 그것에 기입할 수 있는 디바이스일 수 있다.
인터페이스(204)는 프로세서(202)가 제어 명령어(230)를 장치(100)의 컴포넌트로 전달하는 것을 가능하게 하는 하드웨어 및/또는 소프트웨어를 포함할 수 있다. 인터페이스(204)는 장치 컴포넌트에의 유선 또는 무선 연결을 가능하게 할 수 있다.
일반적으로 프로세서(202), 및 특히 모듈(210 내지 224)이 구현될 수 있는 다양한 방식이 도 3 및 도 6에 각각 도시된 방법(300, 600)에 관하여 더 상세히 논의된다. 특히, 도 3 및 도 6은 2개의 예에 따른, 3차원 물체를 생성하기 위한 방법(300, 600)의 흐름도를 도시한다. 방법(300, 600)은 일반화된 예시를 나타낼 수 있고, 방법(300, 600)의 범위로부터 벗어남이 없이 다른 작업이 추가될 수 있거나 기존 작업이 제거, 변경, 또는 재배열될 수 있다는 것이 당업자에게 명백할 것이다. 일반적으로 말하면, 도 2에 도시된 프로세서(202)는 모듈(210 내지 224) 중 적어도 일부의 구현을 통해 방법(300, 600)을 구현할 수 있다.
방법(300, 600)의 기술은 예시의 목적으로 도 1에 예시된 장치(100)를 참조하여 이루어진다. 그러나, 다른 구성을 갖는 장치가 방법(300, 600)의 범위로부터 벗어남이 없이 방법(300, 600)을 수행하도록 구현될 수 있다는 것이 명백히 이해되어야 한다. 방법(300, 600)은 또한 예시의 목적으로 도 4a 내지 도 4d 및 도 5a 내지 도 5d에 도시된 도면에 관하여 기술되며, 개시된 예를 해당 도면에 도시된 특징으로 제한하지 않는다.
도 3에 도시된 방법(300)을 참조하면, 블록 302에서, 이차 재료가 미리 정해진 배열로 도포될 수 있다. 특히, 예를 들어, 프로세서(202)는 장치(100)가 생성할 3차원 물체에 관한 데이터에 액세스하도록 데이터 액세스 모듈(210)을 구현할 수 있다. 데이터 액세스 모듈(210)은 물체의 3차원 모델에 액세스할 수 있고, 모델의 평행 평면의 슬라이스를 생성할 수 있다. 생성된 슬라이스 중 하나는 이차 재료 배치의 미리 정해진 배열에 관한 정보를 포함할 수 있다. 생성된 슬라이스 중 추가의 것이 또한 이차 재료가 3차원 물체의 다수의 층을 가로질러 도포될 경우에 이차 재료 배치의 미리 정해진 배열에 관한 정보를 포함할 수 있다.
또한, 블록 302에서, 프로세서(202)는 이차 재료 배치의 미리 정해진 배열에 관한 정보를 포함하는 생성된 슬라이스에서 지시된 바와 같이 이차 재료 방출 디바이스(120)가 어떻게 이차 재료를 도포하도록 작동될지에 관한 명령어를 생성하도록 이차 재료 방출 디바이스 제어 모듈(212)을 구현할 수 있다. 게다가, 프로세서(202)는 이차 재료 방출 디바이스(120)가 이차 재료를 미리 정해진 위치에 도포하게 하기 위해 이차 재료 방출 디바이스(120)뿐만 아니라 캐리지(112)에 제어 명령어(230)를 출력할 수 있다. 프로세서(202)는 캐리지(112)에 대한 제어 명령어(230)를 결정하도록 캐리지 제어 모듈(222)을 구현할 수 있다.
이차 재료 방출 디바이스(120)는 이차 재료의 자체-포함형(self-contained) 공급부 또는 외부 공급부로부터 이차 재료를 퇴적시키는 임의의 적합한 유형의 디바이스일 수 있다. 예를 들어, 이차 재료 방출 디바이스(120)는 비교적 높은 정밀도로 이차 재료를 퇴적시키는 시린지-유사(syringe-like) 장치, 예를 들어 제어된 양의 이차 재료가 전달되는 것을 가능하게 하기 위한 비교적 작은 개구를 갖는 장치일 수 있다. 다른 예로서, 이차 재료 방출 디바이스(120)는 이차 재료가 이차 재료 방출 디바이스(120) 밖으로 제어된 방식으로 유동하게 하는 진동 피스톤(oscillating piston)을 포함할 수 있다.
추가의 예로서, 이차 재료는 열의 인가를 통해 액체 또는 겔 형태로 유지될 수 있고, 이차 재료가 충분히 냉각됨에 따라 응고될 수 있다. 이 예에서, 이차 재료 방출 디바이스(120)는 이차 재료를 액체 또는 겔 형태로 유지하기 위한 가열 요소를 포함할 수 있고, 이차 재료를 액체 또는 겔로서 퇴적시킬 수 있다. 또한, 퇴적된 이차 재료는 이차 재료가 냉각됨에 따라 응고될 수 있다.
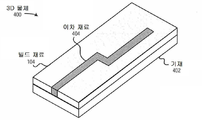
장치(100)가 이차 재료 및 빌드 재료(104)를 포함하도록 3차원 물체(400)를 생성하는 데 사용되는 공정의 예가 도 4a 내지 도 4d에 도시된다. 도 4a를 참조하면, 이차 재료(404)가 기재(substrate)(402) 상에 미리 정해진 배열로 도포되는 것으로 도시된다. 기재(402)는 이차 재료(404)가 그 상에 도포될 수 있는 임의의 적합한 구조를 나타낼 수 있다. 예를 들어, 기재(402)는 이차 재료(404)가 그 상에 도포될 수 있는 빌드 영역 플랫폼(102) 또는 다른 베이스(base)일 수 있다. 다른 예로서, 기재(402)는 이전에 형성된 빌드 재료(104)의 층 및 응고된 그것의 부분일 수 있다. 도 4a 내지 도 4d는 3차원 물체(400)의 단순화된 예시를 도시하고, 그에 따라 3차원 물체(400)는 다양한 다른 형상을 포함할 수 있다는 것이 명백히 이해되어야 한다. 예를 들어, 도포된 이차 재료(404)가 직사각형 단면을 갖는 것으로 도시되었지만, 이차 재료(404)는 대안적인 형상, 예를 들어 본 명세서에 논의된 이차 재료 방출 디바이스(120)를 통한 이차 재료(404)의 퇴적을 통해 발생할 가능성이 더 높은 형상을 가질 수 있다. 그러한 형상의 예가 도 5a 내지 도 5d에 도시된다.
이차 재료(404)는 빌드 재료(104)와는 상이한 임의의 적합한 재료일 수 있다. 예를 들어, 이차 재료(404)는 빌드 재료(104)와는 상이한 건조 분말-기반 재료, 습윤 분말-기반 재료, 미립자 재료, 과립상 재료 등일 수 있다. 특정 예로서, 빌드 재료(104)는 분말형 열가소성 재료이고, 이차 재료(404)는 전도성 금속과 같은 분말형 전기 전도성 재료이다. 이 예에서, 이차 재료(404)는 전기 전도성 트레이스, 예를 들어 전기 전도성 와이어를 형성하도록 도포될 수 있고, 빌드 재료(104)는 전기 전도성 트레이스 주위에 보호 및 전기 절연성 커버링(covering)을 형성하도록 도포될 수 있다. 또한, 분말형 전기 전도성 재료는 예를 들어 약 20 미크론의 평균 입자 크기를 갖는 솔더 입자를 포함할 수 있다. 예로서, 이차 재료는 분말형 금속 솔더를 함유하는 솔더 페이스트일 수 있다. 또한, 이차 재료는 주석, 은, 구리, 안티몬 등과 같은 금속, 및 그러한 금속으로부터 형성된 합금을 포함할 수 있다. 상기에 논의된 바와 같이, 이차 재료는 또한 액체, 겔, 또는 페이스트 재료일 수 있다.
블록 304에서, 빌드 재료(104)의 층이 도포된 이차 재료 주위에 도포될 수 있다. 프로세서(202)는 빌드 재료 분배기(106)의 작동을 제어하기 위한 명령어를 발생시키도록 빌드 재료 분배기 제어 모듈(214)을 구현할 수 있다. 게다가, 프로세서(202)는 빌드 재료(106)가 도포된 이차 재료 주위에 분배되게 하기 위해 빌드 재료 분배기(106)에 제어 명령어(230)를 출력할 수 있다. 예를 들어, 빌드 재료 분배기(106)는 빌드 영역 플랫폼(102) 또는 이전에 형성된 빌드 재료(104)의 층 상에 빌드 재료(104)의 층을 스크레이핑(scraping)할 수 있고, 빌드 재료(104)의 다른 층이 형성되게 할 수 있다.
빌드 재료(104)가 이차 재료(404) 주위에 도포될 수 있는 방식의 예가 도 5a 내지 도 5d에 도시된다. 특히, 도 5a 내지 도 5c는 빌드 재료(104)가 이차 재료(404) 주위에 도포되는 단순화된 공정의 부분을 보여주고, 도 5d는 이차 재료(404) 주위에의 빌드 재료(104)의 대안적인 도포를 보여준다. 도 5a 내지 도 5d에 도시된 예는 일정한 축척으로 작성되어 있지 않을 수 있고 대신에 예시의 목적을 위한 것임이 명백히 이해되어야 한다.
도 5a에서 시작해, 기재(402) 상에의 이차 재료(404)의 도포 후에, 빌드 재료(104)의 층이 기재(402)의 일부분 상에 퇴적될 수 있다. 빌드 재료(104)의 층은 도포된 이차 재료(404)의 높이보다 실질적으로 더 높은 높이를 갖도록 퇴적될 수 있다. 또한, 빌드 재료 분배기(106)는 원하는 높이에 빌드 재료(104)의 층을 형성하도록 기재(404) 위의 미리 결정된 높이에 위치될 수 있다. 특히, 예를 들어, 빌드 재료 분배기(106)가 화살표(502)에 의해 나타난 바와 같이 전진함에 따라, 빌드 재료(104)가 도포된 이차 재료(404) 주위의 제 위치로 유동한다. 이 시점에서, 빌드 재료(104)는 중력과 빌드 재료 분배기(106)의 상향/측방향 이동(화살표(504))의 상충으로 인해 쇄도할 수 있다. 빌드 재료(104)에 의한 이러한 유형의 움직임 때문에, 비교적 작은 양의 힘이 이차 재료(404)와 빌드 재료(104)의 계면(interface)에 존재할 수 있다. 예를 들어, 빌드 재료(104)와 이차 재료(404) 둘 모두가 빌드 재료 분배기(106)에 의해 압축되지 않을 수 있다.
이제 도 5b를 참조하면, 빌드 재료(104)의 일부가 도포된 이차 재료(404) 위로 쇄도한 공정의 일부가 도시된다. 이 시점에서, 빌드 재료 분배기(106)와 이차 재료(404)의 상대 이동은 거의 순전히 측방향일 수 있으며, 이는 빌드 재료 분배기(106) 아래에 있는 빌드 재료(104)와 도포된 이차 재료(404) 둘 모두가 압축되게 할 수 있다. 도 5c에서, 도포된 이차 재료(404)를 넘어선 빌드 재료 분배기(106)의 이동 후에, 빌드 재료 분배기(106)는 도포된 이차 재료(404)의 상부 부분을 제거했을 수 있다. 또한, 도포된 이차 재료(404) 위로의 빌드 재료 분배기(106)의 이동 동안, 도포된 이차 재료(404)는 도포된 이차 재료(404)와 접촉하는 빌드 재료(104)의 부분에 의해 지지될 수 있다. 도포된 이차 재료(404)와 접촉하는 빌드 재료(104)의 부분은 이에 따라 도포된 이차 재료(404)의 전반적인 변형을 방지할 수 있다.
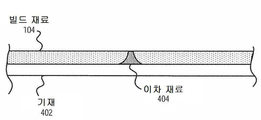
예에 따르면, 도포된 이차 재료(404)의 두께는 3차원 물체(400)의 특성을 변경하도록 조정될 수 있다. 예를 들어, 도 5c에서, 도포된 이차 재료(404)는 도포된 이차 재료(404)의 상부 부분이 도포된 이차 재료(404) 위로의 빌드 재료 분배기(106)의 이동 후에 노출되게 하는 높이를 가질 수 있다. 다른 예에서, 도 5d에 도시된 바와 같이, 도포된 이차 재료(404)는 빌드 재료(104)가 도포된 이차 재료(404)를 둘러싸도록 상대적으로 더 짧은 높이를 가질 수 있다. 그렇기 때문에, 예를 들어, 전기 전도성 트레이스가 3차원 물체(400)의 다수의 층 내에 형성될 수 있고, 전기 전도성 트레이스는 서로 전기적으로 연결(electrical communication)되거나 서로 전기적으로 절연될 수 있다. 3차원 물체(400)의 특성은 다른 작업을 통해 변경될 수 있다. 예를 들어, 이차 재료(404) 주위에 도포된 빌드 재료(104)의 높이는 빌드 재료 분배기(106)와 도포된 이차 재료(404) 사이의 상대 거리를 변경함으로써 변경될 수 있다.
다른 예에 따르면, 도포된 이차 재료는 도포된 이차 재료 주위로의 빌드 재료(104)의 도포 후에 부분적으로 또는 완전히 응고될 수 있다. 예를 들어, 합체제가 도포된 이차 재료 상에 퇴적될 수 있고, 도포된 이차 재료가 응고되게 하기 위해 에너지가 합체제에 인가될 수 있다. 이차 재료가 소정 온도에, 예를 들어 실온에 또는 대략 실온에 유지될 때 응고되는 겔 또는 액체인 다른 예에서, 도포된 이차 재료는 빌드 재료(104)의 도포 전에 냉각되게 될 수 있다.
도 4b에 도시된 바와 같이, 빌드 재료(104)는 빌드 재료(104)의 부분이 이차 재료(404)와 접촉하도록 이차 재료(404) 주위에 분배될 수 있다. 또한, 예에 따르면, 빌드 재료 분배기(106)는 빌드 재료(104)가 이차 재료(404)와 동일한 또는 대략 동일한 높이를 갖도록 이차 재료(404) 주위에 빌드 재료(104)를 바를 수 있다.
예에 따르면, 빌드 재료로 도포될 이차 재료는 빌드 재료 및 이차 재료의 융점에 기초하여 선택될 수 있다. 예를 들어, 선택된 이차 재료는 빌드 재료의 융점을 약 20℃ 초과만큼 초과하지 않는 융점을 가질 수 있다. 빌드 재료와 이차 재료의 적합한 조합의 예가 아래의 하기의 표에 제공된다:
|
빌드 재료 |
융점 |
이차 재료 |
액상선 온도 |
| 아르케마 릴산 인벤트(Arkema Rilsan Invent) PA-11™ | 200℃ | SAC305 | 220℃ |
| 에보니크(Evonik) X1556 PA-12™ | 180℃ | Sn91Zn09 | 200℃ |
| 나일론 6-6 | 270℃ | Pb88Sn10Ag02 | 290℃ |
| PEEK(폴리에테르 에테르 케톤) | 343℃ | Pb94.5Ag5.5 | 365℃ |
표 1에서, 아르케마 릴산 인벤트 PA-11™은 프랑스 콜롬베스 소재의 아르케마(Arkema)로부터 입수가능한 폴리아미드 11 재료를 말한다. 에보니크 X1556 PA-12™은 독일 에센 소재의 에보니크 인더스트리즈(Evonik Industries)로부터 입수가능한 폴리아미드 12 재료를 말한다. SAC305는 95.5%의 주석, 3%의 은, 및 0.5%의 구리를 함유하고 캐나다 퀘벡주 몬트리올 소재의 에이아이엠 솔더(AIM solder)로부터 입수가능한 합금을 말한다. Sn91Zn09는 91%의 주석 및 9%의 아연을 함유하는 합금을 말한다. Pb88Sn10Ag02는 88%의 납, 10%의 주석, 및 2%의 은을 함유하는 합금을 말한다. Pb94.5Ag5.5는 94.5%의 납 및 5.5%의 은을 함유하는 합금을 말한다.
블록 306에서, 합체제가 빌드 재료(104)의 층 상에 선택적으로 퇴적될 수 있다. 프로세서(202)는 합체제 방출 디바이스(122)가 합체제를 발생된 슬라이스에서 지시된 바와 같이 도포하기 위해 어떻게 작동되어야 하는지에 관한 명령어를 발생시키도록 합체제 방출 디바이스 제어 모듈(216)을 구현할 수 있다. 예를 들어, 발생된 슬라이스는 합체제가 선택적으로 퇴적될, 도포된 빌드 재료(104)의 층 상의 위치를 식별하는 정보를 포함할 수 있다. 나아가, 프로세서(202)는 합체제 방출 디바이스(122)가 합체제를 미리 정해진 위치에 도포하게 하기 위해 합체제 방출 디바이스(122)뿐만 아니라 캐리지(112)에 제어 명령어(230)를 출력할 수 있다.
도 4c에 도시된 바와 같이, 합체제 방출 디바이스(122)는 빌드 재료(104)를 가로질러 스캐닝될 수 있고, 빌드 재료(104)의 선택된 부분 상에 합체제(410)를 선택적으로 퇴적시킬 수 있다. 예를 들어, 프로세서(202)는 이차 재료(404)에 인접한 빌드 재료(104)의 모든 섹션 상에 합체제(410)를 퇴적시키도록 합체제 방출 디바이스(122)를 제어할 수 있다. 또한, 프로세서(202)는 합체제(410)가 이차 재료(404) 상에 퇴적되는 것을 실질적으로 방지하도록 합체제 방출 디바이스(122)를 제어할 수 있다.
예에 따르면, 합체제는 액체 재료이고, 합체제 방출 디바이스(122)는 인쇄헤드, 예를 들어 열 잉크젯 인쇄헤드 또는 압전 잉크젯 인쇄헤드이다. 어떠한 점에서도, 합체제 방출 디바이스(122)는 합체제의 공급부를 포함할 수 있거나, 별개의 합체제의 공급부에 연결될 수 있다.
일반적으로 말하면, 합체제(410)는 빌드 재료(104) 내에 완전히 또는 부분적으로 침투하고, 충분한 에너지가 합체제(410) 및 빌드 재료(104)에 인가될 때, 합체제(410)가 접촉하는 빌드 재료(104)의 부분이 응고되게 한다. 예를 들어, 합체제(410)는 충분한 에너지가, 예를 들어 합체제(410)에 방출되는 전자기 방사선의 형태로 인가될 때, 가열되고, 분말 형태일 수 있는 빌드 재료(104)가 그것의 융점에 도달하고 함께 융합되게 하는 전자기 방사선 흡수제일 수 있으며, 빌드 재료(104)는 그 후에 냉각된다. 한 가지 점에서, 합체제(410)의 선택적 도포를 통해, 빌드 재료(104)의 부분은 선택적으로 응고되어 빌드 재료(104)가 원하는 형상을 달성하게 할 수 있다.
블록 306에서, 프로세서(202)는 또한 도포된 이차 재료 상에 합체제를 도포하도록 합체제 방출 디바이스(122)를 제어하도록 합체제 방출 디바이스 제어 모듈(216)을 구현할 수 있다. 빌드 재료(104)와 유사하게, 합체제는 충분한 에너지가 인가될 때 가열되고 이차 재료가 그것의 융점에 도달하고 함께 융합되게 할 수 있으며, 이차 재료는 그 후에 냉각된다.
비제한적인 예에 따르면, 적합한 합체제는 예를 들어 휴렛 팩커드 컴퍼니(Hewlett-Packard Company)로부터 입수가능한 CM991A로 상업적으로 알려진 잉크 제형과 같은, 카본 블랙을 갖는 잉크-타입 제형일 수 있다. 예에서, 그러한 잉크는 추가적으로 적외광 흡수제를 포함할 수 있다. 다른 예에서, 그러한 잉크는 추가적으로 근적외광 흡수제를 포함할 수 있다. 추가의 예에서, 그러한 잉크는 추가적으로 가시광 흡수제를 포함할 수 있다. 가시 전자기 방사선 개선제를 갖는 잉크의 예는 염료 기반 유색 잉크 및 안료 기반 유색 잉크이다.
블록 308에서, 에너지가 분배된 빌드 재료(104) 및 퇴적된 합체제에 인가되어, 합체제가 전달되었거나 침투한 빌드 재료(104)의 부분이 빌드 재료(104)의 융점 초과로 가열되게 하고 합체되게 할 수 있다. 또한, 에너지가 이차 재료 및 합체제에 인가되어, 합체제가 전달되었거나 침투한 이차 재료의 부분이 이차 재료의 융점 초과로 가열되게 하고 합체되게 할 수 있다. 냉각 시에, 합체된 빌드 재료(104)의 부분 및 이차 재료의 부분은 고체로 되고, 생성되는 3차원 물체의 일부를 형성할 수 있다. 프로세서(202)는 에너지원(126)의 작동을 제어하기 위한 명령어를 발생시키도록 에너지원 제어 모듈(220)을 구현할 수 있다. 게다가, 프로세서(202)는 에너지원(126)이 분배된 빌드 재료(104) 및 퇴적된 합체제 상에 에너지를 인가하게 하기 위해 에너지원(126)에 제어 명령어(230)를 출력할 수 있다. 에너지원(126)이 분배된 빌드 재료(104) 및 퇴적된 합체제 상에 에너지를 인가할 때, 에너지원(126)은 또한 도포된 이차 재료 상에 에너지를 인가할 수 있다. 이 점에서, 에너지원(126)은 또한 분말-기반 금속 재료일 수 있는 도포된 이차 재료의 입자가 용융되고 냉각 시에 함께 융합되게 할 수 있다. 이러한 융합의 결과는, 도포된 이차 재료의 전기 전도도가 향상되어서 도포된 이차 재료가 전기 전도성 트레이스로서 구현되는 것을 가능하게 할 수 있다는 것일 수 있다.
예에 따르면, 에너지원(126)은 적외(IR) 또는 근적외 광원이다. 다른 예에서, 에너지원(126)은 약 800 nm 내지 10 미크론의 광의 파장을 방출한다. 에너지원(126)은 퇴적된 빌드 재료에 에너지를 균일하게 인가하는 단일 에너지원일 수 있다. 다른 예에서, 에너지원(126)은 에너지원의 어레이(array)를 포함할 수 있다. 몇몇 예에서, 에너지원(126)은 빌드 재료(104)의 층의 표면 전체에 실질적으로 균일한 방식으로 에너지를 인가한다. 이들 예에서, 에너지원(126)은 비집중형(unfocused) 에너지원이라고 말할 수 있고 빌드 재료(104)의 층 전체가 동시에 그것에 인가되는 에너지를 가질 수 있으며, 이는 3차원 물체가 생성될 수 있는 속도를 증가시키는 데 도움을 줄 수 있다.
다른 예에서, 에너지원(126)은 빌드 재료(104)의 층의 전체 표면의 일부에 실질적으로 균일한 방식으로 에너지를 인가한다. 예를 들어, 에너지원(126)은 빌드 재료(104)의 층의 스트립(strip)에 에너지를 인가할 수 있다. 이들 예에서, 에너지원(126)은 실질적으로 동일한 양의 에너지가 궁극적으로 빌드 재료의 층의 표면 전체를 가로질러 인가되도록 빌드 재료의 층을 가로질러 이동되거나 스캐닝될 수 있다.
다른 예에서, 예를 들어 도 1에 도시된 바와 같이, 에너지원(126)은 이동가능한 캐리지(112) 상에 장착된다. 이 예에서, 에너지원(126)은 빌드 재료(104) 층 및 이차 재료(404)의 부분 상에, 빌드 재료(104) 및 이차 재료(404)의 그 부분 상에 합체제를 도포한 직후에, 에너지를 인가할 수 있다. 다른 예에서, 에너지원(126)은 별개의 캐리지(도시되지 않음) 상에 장착되거나, 빌드 재료 분배기(106)와 함께 이동하거나, 그렇지 않으면 이동가능한 캐리지(112)와는 별개로 이동가능하다.
또 다른 예에서, 에너지원(126)은 에너지원(126)이, 예를 들어 미리 정해진 에너지 인가 작업에 따라 빌드 재료(104)의 층을 가로질러 이동됨에 따라 가변량의 에너지를 인가할 수 있다. 예를 들어, 프로세서(202)는 합체제가 도포된 빌드 재료(104)의 부분에만 에너지를 인가하도록 에너지원(126)을 제어할 수 있다. 다른 예에서, 프로세서(202)는 퇴적된 이차 재료 상에 또한 에너지를 인가하도록 에너지원(126)을 제어할 수 있다.
추가의 예에서, 에너지원(126)은 레이저 빔과 같은 집중형(focused) 에너지원일 수 있다. 이 예에서, 레이저 빔은 빌드 재료(104)의 층의 전부 또는 일부를 가로질러 스캐닝하도록 제어될 수 있다. 또한, 레이저 빔은 미리 정해진 패턴에 따라 빌드 재료(104)의 층을 가로질러 스캐닝하도록 제어될 수 있다. 예를 들어, 레이저 빔은 합체제가 전달된 빌드 재료(104)의 층의 그 부분에 에너지를 인가하도록 제어될 수 있다. 또한, 프로세서(202)는 퇴적된 이차 재료 상에 에너지를 인가하도록 에너지원(126)을 제어할 수 있다.
다른 예에 따르면, 장치(100)는 제 2 에너지원(도시되지 않음)을 포함할 수 있다. 이 예에서, 제어기(130)는 이차 재료 상에 에너지를 인가하도록 제 2 에너지원을 제어할 수 있다. 이에 따라, 이차 재료가, 에너지원(126)이 이차 재료를 용융시키기에 충분한 에너지를 인가할 수 없는, 빌드 재료와는 충분히 상이한 융점을 갖는 예에서, 제 2 에너지원은 이차 재료가 용융되게 하기 위해 이차 재료에 더 높은 수준의 에너지를 인가하는 데 이용될 수 있다. 대안적으로, 제 2 에너지원은 에너지원(126)과 동일한 또는 그것보다 더 작은 양의 에너지를 인가할 수 있다. 어떠한 점에서도, 제 2 에너지원은 캐리지(112) 상에 제공될 수 있거나, 캐리지(112)와는 별개로 이동가능할 수 있다.
도 4c에 도시된 바와 같이, 에너지원(126)은 빌드 재료(104) 및 이차 재료(404)에 에너지(420)를 인가할 수 있다. 예를 들어, 프로세서(202)는 합체제 방출 디바이스(122)에 의한 합체제(410)의 도포 후에 에너지(420)를 인가하도록 에너지원(126)을 제어할 수 있다. 예에 따르면, 프로세서(202)는 빌드 재료(104)를 따라 스캐닝하도록 캐리지(112)를 제어할 수 있다. 캐리지(112)가 스캐닝되는 동안, 프로세서(202)는 빌드 재료(104) 상에 합체제(410)를 선택적으로 퇴적시키도록 합체제 방출 디바이스(122)를 제어할 수 있다. 또한, 프로세서(202)는 합체제(410)를 수용한 빌드 재료(104)의 부분에 에너지(420)를 인가하도록 에너지원(126)을 제어할 수 있다. 프로세서(202)는 또한 이차 재료(404) 상에의 합체제(410)의 도포 후에 이차 재료(404)에 에너지(420)를 인가하도록 에너지원(126)을 제어할 수 있다. 또한, 에너지가 인가되는 시간의 길이, 또는 에너지 노출 시간은 예를 들어 에너지원의 특성, 빌드 재료의 특성, 합체제의 특성 등 중 임의의 것에 의존할 수 있다.
도 4c에 도시된 예에 따르면, 프로세서(202)는 노출된 빌드 재료(104) 전부 위에 합체제(410)를 퇴적시키도록 합체제 방출 디바이스(122)를 제어할 수 있다. 그렇기 때문에, 도 4d에 도시된 바와 같은, 3차원 물체(400)의 부분에의 에너지(420)의 인가 후에, 대부분의 또는 모든 빌드 재료(104)의 층이 합체되고 응고되었을 수 있다. 또한, 이차 재료(404) 상의 합체제에의 에너지(420)의 인가는 이차 재료(404)의 입자가 용융되고 함께 융합되게 하여, 전기 전도성 트레이스와 같은 3차원 물체(400)의 일부를 형성했을 수 있다. 하나의 예에서, 이에 따라, 3차원 물체(400)는 플라스틱 구조물 내에 내장된 전기 전도성 트레이스를 포함할 수 있다. 도시되지 않지만, 합체제(410)가 도포되지 않았던 빌드 재료(104)의 부분은 응고되지 않았을 수 있다. 응고되지 않은 빌드 재료(104)의 이들 부분은 응고된 부분으로부터 분리될 수 있고, 재사용되거나 폐기될 수 있다.
도시되지 않지만, 방법(300)은 이차 재료(404) 및 빌드 재료(104)의 층을 더 높이기 위해 임의의 적합한 횟수만큼 반복될 수 있다. 방법(300)의 반복 동안, 새로운 레벨의 3차원 물체(400)가 제조될 수 있도록 빌드 영역 플랫폼(102)이 하강될 수 있고/있거나 캐리지(112)가 상승될 수 있다. 빌드 영역 플랫폼(102) 및/또는 캐리지(112)는 프로세서(202)가 제어할 수 있는 액추에이터(도시되지 않음)의 작동을 통해 이동될 수 있다.
이제 도 6을 참조하면, 방법(600)은 도 3의 방법(300)에 관하여 상기에 기술된 것과 동일한 특징 중 많은 것을 포함한다. 따라서, 이들 동일한 특징은 방법(600)에 관하여 다시 기술되지 않을 것이다. 예를 들어, 방법(600)은 블록 302 내지 블록 306을 포함한다.
블록 306 후에, 도 6에서, 블록 602에서, 합체 개질제가 빌드 재료(104)의 층 상에 선택적으로 퇴적될 수 있다. 프로세서(202)는 합체 개질제 방출 디바이스(124)가 합체 개질제를 발생된 슬라이스에서 지시된 바와 같이 도포하기 위해 어떻게 작동되어야 하는지에 관한 명령어를 발생시키도록 합체 개질제 방출 디바이스 제어 모듈(218)을 구현할 수 있다. 예를 들어, 발생된 슬라이스는 합체 개질제가 선택적으로 퇴적될, 도포된 빌드 재료(104)의 층 상의 위치를 식별하는 정보를 포함할 수 있다. 나아가, 프로세서(202)는 합체 개질제 방출 디바이스(124)가 합체 개질제를 미리 정해진 위치에 도포하게 하기 위해 합체 개질제 방출 디바이스(124)뿐만 아니라 캐리지(112)에 제어 명령어(230)를 출력할 수 있다.
예에 따르면, 합체 개질제 방출 디바이스(124)는 빌드 재료(104)를 가로질러 스캐닝될 수 있고, 빌드 재료(104)의 선택된 부분 상에 합체 개질제를 선택적으로 퇴적시킬 수 있다. 예를 들어, 프로세서(202)는 이차 재료에 인접한 빌드 재료(104)의 모든 섹션 상에 합체 개질제를 퇴적시키도록 합체 개질제 방출 디바이스(124)를 제어할 수 있다. 또한, 프로세서(202)는 합체 개질제가 이차 재료 상에 퇴적되는 것을 실질적으로 방지하도록 합체 개질제 방출 디바이스(124)를 제어할 수 있다. 특정 예로서, 프로세서(202)는 이전에 퇴적된 합체제의 부분 또는 전부 위에 합체 개질제를 도포하도록 합체 개질제 방출 디바이스(124)를 제어할 수 있다.
예에 따르면, 합체 개질제는 액체 재료이고, 합체 개질제 방출 디바이스(124)는 인쇄헤드, 예를 들어 열 잉크젯 인쇄헤드 또는 압전 잉크젯 인쇄헤드이다. 어떠한 점에서도, 합체 개질제 방출 디바이스(124)는 합체 개질제의 공급부를 포함할 수 있거나, 별개의 합체 개질제의 공급부에 연결될 수 있다.
일반적으로 말하면, 합체 개질제는 빌드 재료(104) 내로 침투하고, 합체제의 효과를 변경하도록 작용한다. 예를 들어, 합체 개질제는 합체제에 대해 상이한 물리적 및/또는 화학적 효과를 제공할 수 있다. 예를 들어, 그리고 임의의 이론에 의해 구애됨이 없이, 하나의 예에서 합체 개질제는 빌드 재료의 개별 입자 사이의 기계적 분리를 생성하여, 예를 들어 그러한 입자가 함께 결합되는 것을 방지하고 이에 따라 그것이 응고되어 생성된 3차원 물체의 일부를 형성하는 것을 방지하도록 작용할 수 있다. 예시적인 합체 개질제는 고형물을 포함하는 액체일 수 있다. 그러한 제제는 예를 들어 콜로이드 잉크, 염료-기반 잉크, 또는 중합체-기반 잉크일 수 있다.
합체 개질제는, 빌드 재료의 층에 전달된 후에, 예를 들어 임의의 캐리어 액체의 증발 후에, 고형물의 얇은 층이 빌드 재료의 일부분을 덮거나 부분적으로 덮게 할 수 있으며, 이에 따라 본 명세서에 기술된 바와 같은 합체 개질제로서 작용할 수 있다. 예에 따르면, 합체 개질제는 그것이 전달될 빌드 재료의 입자의 평균 크기보다 작은 평균 크기를 갖는 고형물 입자를 포함할 수 있다. 게다가, 합체 개질제의 분자 질량 및 그것의 표면 장력은, 그 분자 질량이 합체 개질제가 빌드 재료 내로 충분히 침투하는 것을 가능하게 하도록 하는 것일 수 있다. 하나의 예에서, 합체 개질제는 합체 개질제의 각각의 방울(drop)이 높은 비율의 고형물을 포함하도록 높은 용해도를 가질 수 있다.
하나의 예에서, 염 용액이 합체 개질제로서 사용될 수 있다. 다른 예에서, CM996A 잉크로서 상업적으로 알려져 있고 휴렛 팩커드 컴퍼니로부터 입수가능한 잉크가 합체 개질제로서 사용될 수 있다. 추가의 예에서, CN673A 잉크로서 상업적으로 알려져 있고 휴렛 팩커드 컴퍼니로부터 입수가능한 잉크가 합체 개질제로서 사용될 수 있다.
다른 예에서, 그리고 임의의 이론에 의해 구애됨이 없이, 합체 개질제는 빌드 재료가 빌드 재료의 융점보다 높은 온도에 도달하는 것을 방지함으로써 합체제의 효과를 변경하도록 작용할 수 있다. 예를 들어, 합체 개질제는 빌드 재료(104)에 대해 적합한 냉각 효과를 나타내는 유체일 수 있다. 예를 들어, 그러한 제제가 빌드 재료에 전달된 때, 빌드 재료에 인가되는 에너지는 합체 개질제에 의해 흡수되어 합체 개질제의 증발을 야기할 수 있으며, 이는 합체 개질제가 전달되었거나 침투한 빌드 재료가 빌드 재료의 융점에 도달하는 것을 방지하는 데 도움을 줄 수 있다.
하나의 예에서, 합체 개질제는 큰 증발열 및 빌드 재료의 융점보다 낮은 비등점 및/또는 높은 비열용량을 갖는, 높은 비율의 용매를 가질 수 있다. 합체의 정도를 증가시킬 수 있는 합체 개질제의 예는 예를 들어 적합한 가소제를 포함할 수 있다. 합체의 정도를 증가시킬 수 있는 합체 개질제의 다른 예는 예를 들어 빌드 재료의 입자의 습윤성(wettability)을 증가시키기 위한 표면 장력 개질제를 포함할 수 있다.
다른 예에서, 블록 602에서, 합체 개질제가 도포된 이차 재료 상에 선택적으로 퇴적될 수 있다. 이 예에서, 합체 개질제는 이차 재료의 입자 간의 전기 전도도를 개선하는 입자를 포함할 수 있다. 예를 들어, 합체 개질제는 이차 재료의 입자보다 크기가 상대적으로 더 작은 금속 입자를 포함할 수 있으며, 이차 재료 입자 사이에 위치될 수 있다. 또한, 합체 개질제는 빌드 재료 상에 선택적으로 퇴적된 합체 개질제와 동일할 수 있거나 그것과는 상이할 수 있다.
합체제와 합체 개질제 둘 모두가 전달되었거나 침투한 빌드 재료(104) 및/또는 이차 재료의 부분은 변경된 정도의 합체를 겪을 수 있다. 변경의 정도는 예를 들어 빌드 재료 및/또는 이차 재료의 임의의 부분에서의 합체제와 합체 개질제의 비율; 합체제가 빌드 재료 및/또는 이차 재료에 전달되는 패턴; 합체 개질제가 빌드 재료 및/또는 이차 재료에 전달되는 패턴; 합체제의 화학적 특성; 합체 개질제의 화학적 특성; 빌드 재료 및/또는 이차 재료의 화학적 특성; 빌드 재료 및/또는 이차 재료와 제제 사이의 화학적 상호작용; 및 에너지가 인가되는 동안 빌드 재료 및/또는 이차 재료 사이의 상호작용 중 임의의 하나 이상에 의존할 수 있다.
합체제 및 합체 개질제의 선택적 전달은 본 명세서에서 합체제 및 합체 개질제가 각자의 독립적인 패턴으로 빌드 재료 및/또는 이차 재료의 표면 층의 선택된 부분에 전달될 수 있음을 의미하는 것으로 정의될 수 있다. 패턴은 생성될 3차원 물체의 모델로부터 유래된 데이터에 의해 정의될 수 있다. 몇몇 예에서, 합체제는 제 1 패턴에 따라 빌드 재료(104)의 일부분에 선택적으로 전달될 수 있고, 합체 개질제는 제 2 패턴에 따라 빌드 재료(104)의 일부분에 선택적으로 전달될 수 있다. 한 가지 점에서, 생성되는 3차원 물체의 일부분의 물체 특성은 합체제 및 합체 개질제가 빌드 재료(104)에 전달되는 패턴에 따라 제어가능하게 가변적일 수 있다.
다시 도 6을 참조하면, 블록 604에서, 에너지가 분배된 빌드 재료(104), 퇴적된 합체제, 퇴적된 합체 개질제, 및 이차 재료에 인가될 수 있다. 프로세서(202)는 에너지원(126)의 작동을 제어하기 위한 명령어를 발생시키도록 에너지원 제어 모듈(220)을 구현할 수 있다. 게다가, 프로세서(202)는 에너지원(126)이 분배된 빌드 재료(104), 퇴적된 합체제, 퇴적된 합체 개질제, 및 이차 재료 상에 에너지를 인가하게 하기 위해 에너지원(126)에 제어 명령어(230)를 출력할 수 있다. 에너지원(126)이 분배된 빌드 재료(104), 퇴적된 합체제, 및 퇴적된 합체 개질제 상에 에너지를 인가할 때, 에너지원(126)은 또한 도포된 이차 재료 상에 에너지를 인가할 수 있다. 이 점에서, 에너지원(126)은 또한 분말-기반 전기 전도성 재료일 수 있는 도포된 이차 재료의 입자가 용융되고 함께 융합되게 할 수 있다. 이러한 융합의 결과는, 도포된 이차 재료의 전기 전도도가 향상되어서 도포된 이차 재료가 전기 전도성 트레이스로서 구현되는 것을 가능하게 할 수 있다는 것일 수 있다.
합체제가 합체 개질제 전에 퇴적되는 방법(600)에 관하여 특히 언급되었지만, 본 개시의 범위로부터 벗어남이 없이 합체 개질제가 합체제 전에 퇴적될 수 있다는 것이 이해되어야 한다.
방법(300)에 관한 상기의 논의와 유사하게, 방법(600)은 이차 재료 및 빌드 재료(104)의 층을 더 높이기 위해 임의의 적합한 횟수만큼 반복될 수 있다. 방법(600)의 반복 동안, 새로운 레벨의 3차원 물체가 제조될 수 있도록 빌드 영역 플랫폼(102)이 하강될 수 있고/있거나 캐리지(112)가 상승될 수 있다.
방법(300, 600)에 기재된 작업 중 일부 또는 전부가 임의의 원하는 컴퓨터 액세스가능 매체에 유틸리티, 프로그램, 또는 서브프로그램으로서 포함될 수 있다. 또한, 방법(300, 600)은 활성 및 비활성 둘 모두의 다양한 형태로 존재할 수 있는 컴퓨터 프로그램에 의해 구현될 수 있다. 예를 들어, 방법은 소스 코드(source code), 목적 코드(object code), 실행 코드(executable code) 또는 다른 포맷을 포함한 기계 판독가능 명령어로서 존재할 수 있다. 상기의 것 중 임의의 것이 비-일시적 컴퓨터-판독가능 저장 매체에 구현될 수 있다.
비-일시적 컴퓨터-판독가능 저장 매체의 예는 컴퓨터 시스템 RAM, ROM, EPROM, EEPROM, 및 자기 또는 광 디스크 또는 테이프를 포함한다. 따라서, 전술된 기능을 실행할 수 있는 임의의 전자 디바이스가 상기에 열거된 그 기능을 수행할 수 있다는 것이 이해되어야 한다.
이제 도 7을 참조하면, 예에 따른, 도 1 및 도 2에 도시된 제어기(130)의 다양한 기능을 수행하는 데 채용될 수 있는 컴퓨팅 디바이스(700)의 개략적 표현이 도시된다. 컴퓨팅 디바이스(700)는 프로세서(702), 디스플레이(704), 예를 들어 모니터; 네트워크 인터페이스(708), 예를 들어 근거리 통신망(Local Area Network, LAN), 무선 802.11x LAN, 3G 모바일 WAN 또는 WiMax WAN; 및 컴퓨터-판독가능 매체(710)를 포함할 수 있다. 이들 컴포넌트 각각은 버스(bus)(712)에 작동가능하게 결합될 수 있다. 예를 들어, 버스(712)는 EISA, PCI, USB, FireWire, NuBus, 또는 PDS일 수 있다.
컴퓨터-판독가능 매체(710)는 실행을 위해 프로세서(702)에 명령어를 제공하는 데 참여하는 임의의 적합한 매체일 수 있다. 예를 들어, 컴퓨터-판독가능 매체(710)는 비-휘발성 매체, 예를 들어 광 또는 자기 디스크; 휘발성 매체, 예를 들어 메모리일 수 있다. 컴퓨터-판독가능 매체(710)는 또한 방법(300 및/또는 600)을 수행할 수 있는 기계 판독가능 명령어(714)를 처리하는 테이블을 저장할 수 있고, 도 2에 도시된 제어 장치(200)의 모듈(210 내지 224)을 포함할 수 있다. 이 점에서, 기계 판독가능 명령어(714)는 데이터 액세스 모듈(210), 이차 재료 방출 디바이스 제어 모듈(212), 빌드 재료 분배기 제어 모듈(214), 합체제 방출 디바이스 제어 모듈(216), 합체 개질제 방출 디바이스 제어 모듈(218), 에너지원 제어 모듈(220), 캐리지 제어 모듈(222), 및 빌드 영역 플랫폼 제어 모듈(224)을 포함할 수 있다.
본 개시의 전체에 걸쳐 구체적으로 기술되었지만, 본 개시의 대표적인 예는 광범위한 응용에 걸쳐 유용성을 가지며, 상기의 논의는 제한적인 것으로 의도되지 않고 그렇게 해석되지 않아야 하며, 본 개시의 태양의 예시적인 논의로서 제공된다.
본 명세서에 기술되고 예시된 것은 몇몇 변화와 함께의 본 개시의 예이다. 본 명세서에 사용된 용어, 설명 및 도면은 단지 예시로서 개시되며, 제한으로서 의도되지 않는다. 하기의 청구범위 - 및 그것의 등가물 - 에 의해 한정되도록 의도되는 본 개시의 범위 내에서 많은 변화가 가능하며, 청구범위에서 모든 용어는 달리 지시되지 않는 한 그것의 가장 넓은 합리적인 의미로 의도된다.
Claims (15)
- 3차원 물체를 생성하기 위한 장치에 있어서,
빌드 영역 플랫폼(build area platform);
빌드 재료 분배기;
이차 재료 방출 디바이스;
합체제(coalescing agent) 방출 디바이스; 및
상기 빌드 영역 플랫폼 위에 미리 정해진 패턴으로 이차 재료를 방출하도록 상기 이차 재료 방출 디바이스를 제어하고, 방출된 이차 재료 주위에 빌드 재료의 층을 분배하도록 상기 빌드 재료 분배기를 제어하고, 상기 빌드 재료의 층 상에 합체제를 방출하도록 상기 합체제 방출 디바이스를 제어하고, 방출된 합체제와 접촉하는 빌드 재료가 합체되고 응고되게 하기 위해 상기 방출된 합체제 상에 에너지를 인가하도록 에너지원을 제어하는 제어기를 포함하는
3차원 물체 생성 장치. - 제 1 항에 있어서,
상기 이차 재료는 전기 전도성 재료를 포함하는
3차원 물체 생성 장치. - 제 2 항에 있어서,
상기 전기 전도성 재료는 전기 전도성 분말로 형성되고, 상기 제어기는 또한 상기 이차 재료 상에 상기 합체제를 방출하도록 상기 합체제 방출 디바이스를 제어하고, 상기 전기 전도성 분말의 입자를 용융시키고 함께 융합시키기 위해 상기 이차 재료 및 상기 합체제 상에 에너지를 인가하도록 상기 에너지원을 제어하며, 상기 이차 재료는 상기 빌드 재료의 융점(melting point)으로부터 약 20℃ 범위 이내에 있는 융점을 갖는
3차원 물체 생성 장치. - 제 1 항에 있어서,
상기 제어기는 또한, 상기 이차 재료를 방출하도록 상기 이차 재료 방출 디바이스를 제어하기 전에,
상기 빌드 영역 플랫폼 위에 상기 빌드 재료의 층을 형성하도록 상기 빌드 재료 분배기를 제어하고;
상기 빌드 재료의 층 상에 상기 합체제를 방출하도록 상기 합체제 방출 디바이스를 제어하고;
방출된 합체제와 접촉하는 빌드 재료가 합체되고 응고되게 하기 위해 상기 방출된 합체제 및 상기 빌드 재료의 층 상에 에너지를 인가하도록 상기 에너지원을 제어하며,
상기 제어기는 상기 빌드 재료의 응고된 부분 상에 상기 이차 재료를 방출하도록 상기 이차 재료 방출 디바이스를 제어하는
3차원 물체 생성 장치. - 제 1 항에 있어서,
상기 빌드 영역 플랫폼에 대해 이동가능한 이동가능 캐리지(movable carriage)를 더 포함하며,
상기 합체제 방출 디바이스는 상기 이동가능 캐리지 상에 장착되는
3차원 물체 생성 장치. - 제 5 항에 있어서,
상기 제어기는 방출된 이차 재료 상에 합체제를 방출하도록 상기 합체제 방출 디바이스를 제어하고, 상기 에너지원은 상기 이동가능 캐리지 상에 장착되고, 또한 상기 방출된 이차 재료 내의 입자들이 용융되고 함께 융합되게 하기 위해 상기 방출된 이차 재료 및 상기 방출된 이차 재료 상의 상기 합체제에 에너지를 인가하는
3차원 물체 생성 장치. - 제 1 항에 있어서,
합체 개질제(coalescence modifier agent) 방출 디바이스를 더 포함하며,
상기 제어기는 또한 상기 빌드 재료의 선택된 영역 상에 합체 개질제를 선택적으로 방출하도록 상기 합체 개질제 방출 디바이스를 제어하는
3차원 물체 생성 장치. - 제 1 항에 있어서,
상기 3차원 물체의 다수의 층이 형성될 수 있게 하기 위해 상기 빌드 영역 플랫폼과 상기 이차 재료 방출 디바이스 사이의 간격이 변화되도록, 상기 빌드 영역 플랫폼과 상기 이차 재료 방출 디바이스 중 하나를, 상기 빌드 영역 플랫폼과 상기 이차 재료 방출 디바이스 중 다른 하나에 대해 이동시키는 액추에이터(actuator)를 더 포함하는
3차원 물체 생성 장치. - 3차원 물체를 생성하기 위한 방법에 있어서,
이차 재료를 미리 정해진 배열로 도포하는 단계;
도포된 이차 재료 주위에 빌드 재료의 층을 분배하는 단계;
상기 빌드 재료의 층 상에 합체제를 선택적으로 퇴적시키는 단계; 및
퇴적된 합체제와 접촉하여 위치된 분배된 빌드 재료가 합체되고 응고되게 하기 위해 상기 분배된 빌드 재료 및 상기 퇴적된 합체제에 에너지를 인가하는 단계를 포함하는
3차원 물체 생성 방법. - 제 9 항에 있어서,
상기 빌드 재료는 플라스틱 분말을 포함하고, 상기 이차 재료는 전기 전도성 분말을 포함하며, 상기 에너지를 인가하는 단계는 상기 전기 전도성 분말이 용융되고 함께 융합되게 하기 위해 상기 이차 재료 상에 상기 에너지를 인가하는 단계를 더 포함하는
3차원 물체 생성 방법. - 제 9 항에 있어서,
상기 도포된 이차 재료 상에 상기 합체제를 퇴적시키는 단계; 및
상기 도포된 이차 재료 내의 입자들이 함께 융합되게 하기 위해 퇴적된 합체제 및 도포된 이차 재료에 에너지를 인가하는 단계를 더 포함하는
3차원 물체 생성 방법. - 제 10 항에 있어서,
상기 이차 재료를 미리 정해진 배열로 도포하는 단계 전에,
상기 빌드 재료의 초기 층을 형성하는 단계;
상기 빌드 재료의 초기 층 상에 상기 합체제를 퇴적시키는 단계; 및
상기 합체제와 접촉하는 빌드 재료가 합체되고 응고되게 하기 위해 상기 합체제 및 상기 빌드 재료의 초기 층 상에 에너지를 인가하는 단계를 더 포함하며,
상기 이차 재료를 도포하는 단계는 상기 빌드 재료의 융합된 부분 상에 상기 이차 재료를 도포하는 단계를 더 포함하는
3차원 물체 생성 방법. - 제 10 항에 있어서,
상기 빌드 재료의 층 상에 합체 개질제를 선택적으로 퇴적시키는 단계를 더 포함하는
3차원 물체 생성 방법. - 3차원 물체를 생성하기 위한 장치에 있어서,
빌드 영역 플랫폼;
빌드 재료 분배기;
전기 전도성 재료 방출 디바이스;
합체제 방출 디바이스;
에너지원; 및
전기 전도성 재료를 패턴으로 방출하도록 상기 전기 전도성 재료 방출 디바이스를 제어하고, 방출된 전기 전도성 재료 주위에 빌드 재료의 층을 분배하도록 상기 빌드 재료 분배기를 제어하고, 상기 빌드 재료의 층 및 방출된 전기 전도성 재료 상에 합체제를 방출하도록 상기 합체제 방출 디바이스를 제어하고, 상기 전기 전도성 재료 상에 에너지를 인가하여 상기 방출된 전기 전도성 재료를 용융시키고 전도성 트레이스(trace) 패턴으로 융합시키도록, 그리고 방출된 합체제와 접촉하는 방출된 빌드 재료 상에 에너지를 인가하여 합체되고 응고되도록 상기 에너지원을 제어하는 제어기를 포함하는
3차원 물체 생성 장치. - 제 14 항에 있어서,
합체 개질제 방출 디바이스를 더 포함하며,
상기 제어기는 또한 상기 빌드 재료의 선택된 영역 상에 합체 개질제를 선택적으로 방출하도록 상기 합체 개질제 방출 디바이스를 제어하는
3차원 물체 생성 장치.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2014/058380 WO2016053312A1 (en) | 2014-09-30 | 2014-09-30 | Generating a three-dimensional object |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170045331A true KR20170045331A (ko) | 2017-04-26 |
| KR101965519B1 KR101965519B1 (ko) | 2019-04-03 |
Family
ID=55631167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177008426A KR101965519B1 (ko) | 2014-09-30 | 2014-09-30 | 3차원 물체의 생성 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10974496B2 (ko) |
| EP (1) | EP3200982B1 (ko) |
| JP (1) | JP6472885B2 (ko) |
| KR (1) | KR101965519B1 (ko) |
| CN (1) | CN106715085B (ko) |
| BR (1) | BR112017006487A2 (ko) |
| TW (1) | TWI624352B (ko) |
| WO (1) | WO2016053312A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200072385A (ko) * | 2018-12-06 | 2020-06-22 | 한국생산기술연구원 | 3차원 프린팅을 이용한 복합소재의 제조방법 및 이에 의해 제조된 물품 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180043618A1 (en) * | 2015-03-02 | 2018-02-15 | The Board Of Regents, The University Of Texas System | Embedding apparatus and method utilizing additive manufacturing |
| JP6494769B2 (ja) * | 2015-04-30 | 2019-04-03 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 3次元(3d)印刷 |
| US20190010348A1 (en) | 2016-04-15 | 2019-01-10 | Hewlett-Packard Development Company, L.P. | Pretreat compositions |
| WO2017196353A1 (en) | 2016-05-12 | 2017-11-16 | Hewlett-Packard Development Company, L.P. | Three dimensional (3d) printing |
| CN109070461B (zh) | 2016-05-12 | 2021-06-18 | 惠普发展公司,有限责任合伙企业 | 使用多次通过液体递送的三维部件控制 |
| WO2018017096A1 (en) * | 2016-07-21 | 2018-01-25 | Hewlett-Packard Development Company, L.P. | Additively formed 3d object with conductive channel |
| WO2018015554A1 (en) * | 2016-07-22 | 2018-01-25 | Dsm Ip Assets B.V. | Methods and compositions for forming three-dimensional objects by additive fabrication |
| WO2018022024A1 (en) | 2016-07-26 | 2018-02-01 | Hewlett-Packard Development Company, L.P. | Three-dimensional (3d) printing |
| WO2018022034A1 (en) * | 2016-07-27 | 2018-02-01 | Hewlett-Packard Development Company, L.P. | Forming three-dimensional (3d) electronic parts |
| JP6866602B2 (ja) * | 2016-10-03 | 2021-04-28 | コニカミノルタ株式会社 | 粉末材料、立体造形物の製造方法 |
| CN109562564B (zh) * | 2016-10-19 | 2021-07-23 | 惠普发展公司,有限责任合伙企业 | 增材制造 |
| JP6907657B2 (ja) * | 2017-03-31 | 2021-07-21 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| EP3544788A4 (en) | 2017-04-18 | 2020-07-22 | Hewlett-Packard Development Company, L.P. | INCREASED ELECTRICAL CONDUCTIVITY AT SELECTED LOCATIONS OF A 3D OBJECT |
| EP3558641A4 (en) * | 2017-04-20 | 2020-09-30 | Hewlett-Packard Development Company, L.P. | PREHEATING THREE-DIMENSIONAL (3D) PRINTER CONSTRUCTION MATERIAL |
| US20210206057A1 (en) * | 2017-07-28 | 2021-07-08 | Hewlett-Packard Development Company, L.P. | Three-dimensional printer with movement device |
| CN111356738B (zh) | 2017-11-30 | 2022-07-26 | 惠普发展公司,有限责任合伙企业 | 用于三维打印的抗聚结剂 |
| WO2019152022A1 (en) * | 2018-01-31 | 2019-08-08 | Hewlett-Packard Development Company, L.P. | Additive manufacturing object conductivity |
| US11911825B2 (en) | 2018-03-13 | 2024-02-27 | Hewlett-Packard Development Company, L.P. | Fusing electronic components into three-dimensional objects via additive manufacturing processes |
| GB2579639A (en) | 2018-12-07 | 2020-07-01 | Xaar 3D Ltd | Sled configurations and methods of operation for the manufacture of three-dimensional objects |
| CN111907056B (zh) * | 2020-07-28 | 2022-07-08 | 珠海赛纳三维科技有限公司 | 三维物体打印方法、打印设备及非暂时性机器可读存储介质 |
| CN113459509B (zh) * | 2021-06-02 | 2022-08-12 | 华南理工大学 | 一种多成型方式耦合的增材制造设备及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002307562A (ja) * | 2001-02-07 | 2002-10-23 | Minolta Co Ltd | 三次元造形装置、および三次元造形方法 |
| JP2005136007A (ja) * | 2003-10-28 | 2005-05-26 | Kyocera Corp | 複合シート、並びに積層部品の製造方法 |
| JP2012106437A (ja) * | 2010-11-18 | 2012-06-07 | Sony Corp | 3次元造形装置、3次元造形方法及び造形物 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6896839B2 (en) | 2001-02-07 | 2005-05-24 | Minolta Co., Ltd. | Three-dimensional molding apparatus and three-dimensional molding method |
| US20020149137A1 (en) | 2001-04-12 | 2002-10-17 | Bor Zeng Jang | Layer manufacturing method and apparatus using full-area curing |
| US7435072B2 (en) * | 2003-06-02 | 2008-10-14 | Hewlett-Packard Development Company, L.P. | Methods and systems for producing an object through solid freeform fabrication |
| DE102004012682A1 (de) * | 2004-03-16 | 2005-10-06 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels Lasertechnik und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE102004020452A1 (de) | 2004-04-27 | 2005-12-01 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels elektromagnetischer Strahlung und Auftragen eines Absorbers per Inkjet-Verfahren |
| EP2001656B1 (en) * | 2006-04-06 | 2014-10-15 | 3D Systems Incorporated | KiT FOR THE PRODUCTION OF THREE-DIMENSIONAL OBJECTS BY USE OF ELECTROMAGNETIC RADIATION |
| US8070473B2 (en) | 2008-01-08 | 2011-12-06 | Stratasys, Inc. | System for building three-dimensional objects containing embedded inserts, and method of use thereof |
| DE102009051552A1 (de) | 2009-10-31 | 2011-05-05 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zur Herstellung eines Bauteils |
| US8920697B2 (en) | 2010-09-17 | 2014-12-30 | Stratasys, Inc. | Method for building three-dimensional objects in extrusion-based additive manufacturing systems using core-shell consumable filaments |
| DE102011085154A1 (de) | 2011-10-25 | 2013-04-25 | Evonik Industries Ag | Vorrichtung zur Vermeidung von Ablagerungen an optischen Komponenten im Laser-Sintern |
| US9373923B2 (en) | 2011-11-22 | 2016-06-21 | Savannah River Nuclear Solutions, Llc | Rapid prototype extruded conductive pathways |
| US10518490B2 (en) * | 2013-03-14 | 2019-12-31 | Board Of Regents, The University Of Texas System | Methods and systems for embedding filaments in 3D structures, structural components, and structural electronic, electromagnetic and electromechanical components/devices |
| US20150077215A1 (en) | 2012-04-26 | 2015-03-19 | Northeastern University | Device and Method to Additively Fabricate Structures Containing Embedded Electronics or Sensors |
| US9421716B2 (en) | 2012-08-08 | 2016-08-23 | Makerbot Industries, Llc | Photo booth for three-dimensional images |
| JP2015128884A (ja) | 2014-01-09 | 2015-07-16 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形物 |
-
2014
- 2014-09-30 US US15/509,760 patent/US10974496B2/en active Active
- 2014-09-30 JP JP2017535599A patent/JP6472885B2/ja active Active
- 2014-09-30 KR KR1020177008426A patent/KR101965519B1/ko active IP Right Grant
- 2014-09-30 CN CN201480082146.3A patent/CN106715085B/zh active Active
- 2014-09-30 BR BR112017006487A patent/BR112017006487A2/pt active Search and Examination
- 2014-09-30 WO PCT/US2014/058380 patent/WO2016053312A1/en active Application Filing
- 2014-09-30 EP EP14903412.6A patent/EP3200982B1/en active Active
-
2015
- 2015-09-10 TW TW104129934A patent/TWI624352B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002307562A (ja) * | 2001-02-07 | 2002-10-23 | Minolta Co Ltd | 三次元造形装置、および三次元造形方法 |
| JP2005136007A (ja) * | 2003-10-28 | 2005-05-26 | Kyocera Corp | 複合シート、並びに積層部品の製造方法 |
| JP2012106437A (ja) * | 2010-11-18 | 2012-06-07 | Sony Corp | 3次元造形装置、3次元造形方法及び造形物 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200072385A (ko) * | 2018-12-06 | 2020-06-22 | 한국생산기술연구원 | 3차원 프린팅을 이용한 복합소재의 제조방법 및 이에 의해 제조된 물품 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101965519B1 (ko) | 2019-04-03 |
| CN106715085A (zh) | 2017-05-24 |
| JP6472885B2 (ja) | 2019-02-20 |
| EP3200982A1 (en) | 2017-08-09 |
| TWI624352B (zh) | 2018-05-21 |
| US10974496B2 (en) | 2021-04-13 |
| EP3200982B1 (en) | 2020-01-15 |
| CN106715085B (zh) | 2020-01-14 |
| WO2016053312A1 (en) | 2016-04-07 |
| EP3200982A4 (en) | 2018-05-30 |
| JP2017534496A (ja) | 2017-11-24 |
| BR112017006487A2 (pt) | 2018-07-03 |
| TW201622954A (zh) | 2016-07-01 |
| US20170282456A1 (en) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101965519B1 (ko) | 3차원 물체의 생성 | |
| US11679560B2 (en) | Generating a three-dimensional object | |
| CN109562569B (zh) | 构建材料颗粒分层 | |
| US20140252685A1 (en) | Powder Bed Fusion Systems, Apparatus, and Processes for Multi-Material Part Production | |
| US20140255666A1 (en) | Powder Bed Fusion Systems, Apparatus, and Processes for Multi-Material Part Production | |
| US20180036947A1 (en) | Generating a three-dimensional object | |
| CN106795291B (zh) | 用于三维(3d)印刷的聚结剂 | |
| JP6450017B2 (ja) | 3次元物体の生成 | |
| EP3429828B1 (en) | Three dimensional (3d) printing | |
| WO2017014729A1 (en) | Selective distribution of build materials for additive manufacturing apparatus | |
| US11738508B2 (en) | Three-dimensional printing | |
| US20210197485A1 (en) | 3d object part section formation | |
| WO2020153941A1 (en) | Generating barriers in additive manufacturing | |
| TW201607740A (zh) | 產生三維物件之技術 | |
| JP2020157753A (ja) | 立体造形物の製造装置及び立体造形物の製造方法 | |
| WO2017127113A1 (en) | Layering powdered build material for additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |