KR20170036644A - 치열교정용 브라켓을 위한 패드, 치열교정용 브라켓, 및 치열교정용 브라켓 제조 방법 - Google Patents
치열교정용 브라켓을 위한 패드, 치열교정용 브라켓, 및 치열교정용 브라켓 제조 방법 Download PDFInfo
- Publication number
- KR20170036644A KR20170036644A KR1020160122951A KR20160122951A KR20170036644A KR 20170036644 A KR20170036644 A KR 20170036644A KR 1020160122951 A KR1020160122951 A KR 1020160122951A KR 20160122951 A KR20160122951 A KR 20160122951A KR 20170036644 A KR20170036644 A KR 20170036644A
- Authority
- KR
- South Korea
- Prior art keywords
- porous
- bracket
- metal
- pad
- adhesive
- Prior art date
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/14—Brackets; Fixing brackets to teeth
- A61C7/16—Brackets; Fixing brackets to teeth specially adapted to be cemented to teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/14—Brackets; Fixing brackets to teeth
- A61C7/141—Brackets with reinforcing structure, e.g. inserts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/28—Securing arch wire to bracket
- A61C7/287—Sliding locks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/005—Castings of light metals with high melting point, e.g. Be 1280 degrees C, Ti 1725 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/06—Special casting characterised by the nature of the product by its physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1017—Multiple heating or additional steps
- B22F3/1021—Removal of binder or filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1039—Sintering only by reaction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/06—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/123—Spraying molten metal
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C2201/00—Material properties
- A61C2201/007—Material properties using shape memory effect
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Veterinary Medicine (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Dentistry (AREA)
- Epidemiology (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
Abstract
접착제에 의해 치열교정용 브라켓을 환자의 치아에 결합하기 위한 패드 및 이를 제조 및 사용하는 방법. 치과용 장치는 패드의 일부로서 다공성의 초탄성 금속 구조를 포함하며, 그러한 다공성 부분은 치아에 치과용 장치의 결합 동안 치아에 계면하는 결합 표면을 갖춘다. 그러한 다공성의 구조는 고체 볼륨 및 구멍 볼륨을 포함한다. 상기 패드는 다공성의 NiTi와 같은 다공성의 초탄성 금속 구조를 포함한다.
Description
본 출원은 2015년 9월 24일 출원된 미국 가특허출원 제62/232,079호에 대한 우선권을 주장하며, 그 특허문헌의 전체 내용은 참조를 위해 본원에 모두 포함된다.
본 발명은 치과 애플리케이션에 사용하기 위한 치열교정장치에 관한 것으로, 특히 치열교정용 브라켓, 패드를 갖춘 치열교정용 브라켓, 및 패드 및 치열교정용 브라켓 제조 방법에 관한 것이다.
매년 치아를 정렬하고 그리고/또 부정 교합을 교정하는데 수백만 달러를 소비하고 있다. 치열교정 분야에서, 그와 같은 문제들을 해결하기 위한 기술들은 치아들을 정렬하거나 또는 치아들 상호간 그리고 환자의 골격 구조에 대해 올바르게 교정하기 위해 환자의 치아에 치열교정장치를 부착하는 것을 포함한다. 이를 위해, 브라켓, 구강 튜브 등과 같은 치열교정장치는 치열교정 아치와이어 또는 다른 탄성 장치로부터 치아에 교정력을 전달하기 위해 치아의 표면에 부착된다.
이용가능한 치열교정장치 중에서, 임상의는 종종 부정 교합을 교정하기 위해 치열교정용 브라켓을 사용한다. 통상의 치열교정용 브라켓은 아치와이어 슬롯이 아치와이어를 수용하기 위해 제공된 브라켓 바디를 포함하고, 또 아치와이어를 브라켓에 결찰하는데 사용하기 위해 상기 브라켓 바디와 일체화되거나 그 브라켓 바디에 고정된 타이 윙(tie wing) 또는 다른 결찰 구조를 포함할 것이다. 그와 같은 브라켓 구조에는 일반적으로 브라켓이 치아 표면에 고정되는 치아 체결 구조가 제공된다.
통상 치열교정장치는 접착제에 의해 환자의 치아에 고정된다. 그러한 접착제는 보통 치아에 적용되고, 이후 치열교정장치가 그 접착제 상에 프레스(press)된다. 일단 경화되면, 상기 접착제는 그 접착제와 치아간 화학적 및/또는 기계적 결합과 브라켓 상의 구조와의 화학적 및/또는 기계적 결합을 생성한다. 유사한 방식으로, 각각의 다수의 치열교정용 브라켓이 치아에 부착된다. 다음에 그러한 브라켓들은 치료를 시작하기 위해 아치와이어에 의해 함께 결합될 것이다.
이와 관련하여, 그러한 브라켓 상의 치아 체결 구조는 브라켓 바디와 일체로 형성되거나 또는 분리 시트로 형성된 다음 그 브라켓 바디에 고정되는 패드를 포함한다. 그러한 패드는 결합 표면을 규정하고 환자의 치아에 접착 본드를 용이하게 하기 위해 특정 형태를 포함한다.
예컨대, 상기 결합 표면은 종종 언더컷(undercut), 돌출부, 또는 오목부 또는 이들 형태의 조합을 포함하는 메시(mesh)형 또는 다른 텍스처(texture)형 구조와 같은 구조적인 요소들을 포함한다. 상기 접착제는 치아에 브라켓의 부착 동안 이들 형태 내로 그리고 그 주위로 유동한다. 일단 그 접착제가 단단해지거나 또는 경화되면, 상기 접착제는 패드와 치아간 기계적인 또는 교합(interlock)의 결합을 제공한다. 그와 같은 결합 표면은 "기계적인 결합 베이스"라고 부른다.
사용에 있어서, 치열교정용 브라켓에는 아치와이어에 의해 그 브라켓에 가해진 힘 외에 다양한 힘들이 가해진다. 특히, 음식과 같은 대상이 씹는 동안 치열교정용 브라켓과 강하게 접촉될 경우, 그 힘은 브라켓에 의해 브라켓을 치아에 고정시키는 접착 본드(adhesive bond)에 직접 전달된다. 그 힘이 그 접착 본드의 강도를 초과하면, 그 접착 본드는 파손에 이르게 되고 브라켓이 치아로부터 분리될 것이다. 종종 일상적인 씹는 동작 동안, 환자의 치아로부터 브라켓을 분리시키는 힘이 발생한다.
치료 동안 상당한 퍼센테이지의 브라켓이 분리된다. 몇몇 연구는 그러한 분리 비율이 10% 정도로 높다는 것을 보여주고 있다. 매년 미국에서 개시되는 약 2백만번의 치열교정 치료의 경우, 케이스 당 통상 각각 20개의 브라켓을 사용하고, 평균 약 2년이 지나 치료하는 경우, 매년 상당 수의 실패(약 4천만번)가 발생할 것으로 예상된다. 따라서, 각 치열 교정의가 평균적으로 해마다 약 4백개의 브라켓을 분리하는 것으로 예상된다. 분리 당 $75의 비용으로, 해마다 시간이 낭비되고 돈이 약 $30,000가 손실될 것이다. 따라서, 치열 교정의에 있어 브라켓 분리는 주 손실의 원인이다.
그러한 분리를 해결하기 위해서는 그러한 장치와 치아간 접착 본드를 더 단단히 강화시켜야 한다. 예컨대, 양호한 결합을 생성하기 위해 접착제에 결합하기 위한 더 큰 접촉 표면을 제공하도록 균일한 크기의 입자가 사용된다. 브라켓의 베이스부와 치아 상의 부착 지점간 와이어 메시가 조성된다. 그러한 와이어 메시는 접착제와 메시간 좀더 신뢰할 수 있는 기계적인 결합을 허용하도록 접착제가 통과되는 다수의 개구를 구비한다. 또 다른 구조는 포토에칭된 표면을 갖는 포일(foil) 또는 플레이트를 포함하며, 메시 재료 확산 층은 그 포토에칭된 표면에 결합된다. 상기 포토에칭된 표면은 2차 본드 교합을 제공하고, 반면 상기 메시는 1차 본드 교합을 제공함으로써, 치아와 브라켓에 부착된 결합 패드간 결합의 강도를 증가시킨다.
종래의 치열교정장치들이 결합을 향상시키기는 하지만, 그와 같은 향상이 단점이 없지는 않다. 그와 같이 결합을 강화시키는 것은 유해한 결과가 있을 수 있다. 브라켓과 치아간 보다 강한 결합의 경우, 접착-상호작용이 상당히 강해질 수 있다. 이에 따라 브라켓 분리시 치아로부터 에나멜(enamel)의 일부가 찢어질 수 있다. 그 결과, 강한 결합은 치아의 손상 없이 브라켓을 임상의가 제거하는 것을 어렵게 할 것이다. 찢어진 에나멜은 환자에게 고통을 야기할 뿐만 아니라, 회복을 위해 치료가 요구되고 이는 불편함과 비용 부담을 초래한다.
따라서, 분리하는 동안 치아 에나멜 손상을 없애도록 디자인된 치열교정장치의 개발이 시도되고 있다. 이는 치열교정용 세라믹 브라켓을 위한 유연한 결합 패드 또는 베이스를 포함한다. 이러한 패드 또는 베이스의 경우, 임상의는 패드를 채우거나 구부리고 그 베이스와 접착제간 결합을 푸는 힘(즉, 치과용 플라이어(plier)에 의해)을 인가한다. 따라서 그러한 브라켓의 제거는 브라켓을 파열시키거나 치아 에나멜을 찢어내는 힘 이하의 힘으로 달성된다.
환자의 치아에 대한 손상을 없애면서 브라켓의 분리를 행하기 위한 시도가 이루어지고 있지만, 일상적인 저작 동안 분리되지 않으나 환자의 치아를 손상시키지 않고 의도적으로 분리시킬 수 있는 치아에 부착하기 위한 결합 패드, 치열교정용 브라켓, 또는 다른 장치를 제공할 필요가 있다.
본 발명은 치열교정 치료에 사용하기 위해 지금까지 알려진 치열교정용 브라켓의 상기한 문제와 다른 결점 및 단점을 극복한다. 본 발명이 소정 실시예들과 연계하여 기술되었지만, 그 발명이 이들 실시예들로 한정하지 않는다는 것을 알아야 할 것이다. 이에 반해, 본 발명은 발명의 사상 및 범주 내에 포함되는 모든 대안, 변형 및 동등물을 포함한다. 본 발명의 원리에 따르면, 패드는 다공성의 초탄성 금속 구조를 포함하는 치열교정용 브라켓에 사용하기 위해 제공된다. 그러한 다공성의 초탄성 금속 구조는 치열교정용 브라켓을 치아에 결합하기 위한 접착제를 수용하도록 구성된다.
일 실시예에 있어서, 상기 다공성의 초탄성 금속 구조는 웨이퍼(wafer)이고, 치열교정용 브라켓을 치아에 결합하기 전에 접착제가 주입된다.
일 실시예에 있어서, 상기 치열교정용 브라켓은 브라켓 바디를 포함하고, 상기 다공성의 초탄성 금속 구조는 상기 브라켓 바디에 결합되고 결합 표면을 규정하는 결합부를 형성한다. 상기 결합 표면은 접착제를 수용한다.
일 실시예에 있어서, 상기 다공성의 초탄성 금속 구조는 결합부의 두께에 걸쳐 거의 균일하게 분포된 구멍 볼륨을 규정한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조는 브라켓 바디에 가까운 위치에서의 구멍의 볼륨 비율이 결합 표면에 가까운 위치에서의 구멍의 볼륨 비율과 다른 구멍 볼륨을 규정한다.
일 실시예에 있어서, 상기 패드는 결합부를 브라켓 바디에 부착하기 위한 부착부를 더 포함한다. 상기 부착부는 실질적으로 고체이다. 일 실시예에 있어서, 상기 부착부는 상기 다공성의 초탄성 금속 구조의 금속과 다른 금속으로 이루어진다. 일 실시예에 있어서, 상기 부착부는 브라켓 바디의 금속과 다른 금속으로 이루어진다.
일 실시예에 있어서, 상기 브라켓 바디 및 다공성의 초탄성 금속 구조는 일체로 형성된다.
본 발명의 일 형태에 따르면, 일 실시예에서, 치열교정용 브라켓은 브라켓 바디, 및 상기 브라켓 바디로부터 확장하고 다공성의 초탄성 금속 웨이퍼를 포함하는 패드를 포함한다. 상기 웨이퍼는 치열교정용 브라켓을 치아에 결합하기 전에 접착제가 주입된다.
일 실시예에 있어서, 상기 브라켓 바디 및 패드는 일체로 형성된다.
일 실시예에 있어서, 상기 다공성의 초탄성 금속 구조는 브라켓 바디에 결합되는 결합부를 형성하고 접착제를 수용하도록 구성된 결합 표면을 규정한다.
일 실시예에 있어서, 상기 패드는 결합부를 브라켓 바디에 부착하기 위한 부착부를 더 포함한다. 상기 부착부는 실질적으로 고체이다.
본 발명의 일 형태에 따르면, 치열교정용 브라켓을 위한 패드를 만들기 위한 방법은 치열교정용 브라켓과 치아간 배치를 위한 다공성의 초탄성 금속 구조를 제조하는 단계를 포함한다. 상기 다공성의 초탄성 금속 구조는 이 다공성의 초탄성 금속 구조를 치아에 결합하기 위한 접착제를 수용하도록 구성된다.
일 실시예에 있어서, 상기 치열교정용 브라켓은 브라켓 바디를 포함하고, 상기 다공성의 초탄성 금속 구조는 결합부를 형성한다. 상기 방법은 바디부 및 브라켓 바디에 결합되는 부착부를 제조하는 단계를 더 포함한다.
일 실시예에 있어서, 부착부를 제조하는 단계는 결합부의 한 측에 금속 시트를 가용접하거나 용융 금속을 분사함으로써 결합부의 한 측 상의 구멍을 폐쇄하는 단계를 포함한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조를 제조하는 단계는 한 표면에서 최고의 구멍의 볼륨 비율을 갖는 다공성의 초탄성 금속 구조의 구멍의 볼륨 비율의 구배(gradient)를 생성하는 단계를 포함한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조를 제조하는 단계는 니켈-함유 분말 및 티타늄-함유 분말을 혼합하는 단계, 성형체를 형성하기 위해 혼합물을 프레스하는 단계, 및 성형체 내의 니켈-함유 분말과 티타늄-함유 분말간 반응을 촉발시키는 단계를 포함한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조를 제조하는 단계는 초탄성 금속의 분말 및 폴리머 결합제의 분말을 혼합하는 단계, 폴리머 전구체 폼에 혼합물을 배치하는 단계, 및 초탄성 금속 입자를 소결하는 단계를 포함한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조를 제조하는 단계는 미리 제조된 탄소 골격 상에 초탄성 금속을 기상증착하는 단계를 포함한다.
일 실시예에 있어서, 다공성의 초탄성 금속 구조를 제조하는 단계는 냉각에 따라 초탄성 금속이 형성되는 성분을 용융시키는 단계, 용융물에 충전재를 혼합하는 단계, 몰드 내에 용융 금속 및 충전재의 혼합물을 쏟는 단계, 및 충전재를 제거하는 단계를 포함한다.
본 발명은 치열교정용 브라켓, 패드를 갖춘 치열교정용 브라켓, 및 패드 및 치열교정용 브라켓 제조 방법을 제공할 수 있다.
본 명세서에 포함되어 본 명세서의 일부를 구성하는 수반의 도면들은 상기 주어진 개략 설명 및 발명의 다양한 형태들을 설명하기 위해 이하 주어진 상세한 설명과 함께 본 발명의 실시예들을 기술한다.
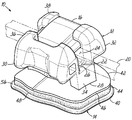
도 1은 본 발명의 일 실시예에 따른 치과용 어셈블리의 사시도이다.
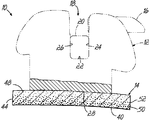
도 2는 도 1의 치과용 어셈블리의 단면도이다.
도 2a는 본 발명의 실시예들에 따른 다공성의 초탄성 금속 구조의 예시의 주사형 전자 현미경(SEM) 사진이다.
도 2b는 본 발명의 실시예들에 따른 다공성의 초탄성 금속 구조의 사진이다.
도 3은 본 발명의 실시예들에 따른 치과용 어셈블리의 사시도이다.
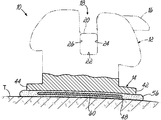
도 4는 치과용 어셈블리의 일 실시예의 단면도이다.
도 5는 본 발명의 일 실시예에 따른 치과용 어셈블리의 사시도이다.
도 6a 및 6b는 치아 상에 치과용 어셈블리의 각 배치 전과 후의 본 발명의 일 실시예의 개략 단면도이다.
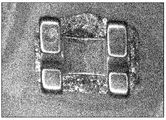
도 7a, 7b, 7c, 및 7d는 본 발명의 예시 실시예에 따른 브라켓의 사진이다.
도 1은 본 발명의 일 실시예에 따른 치과용 어셈블리의 사시도이다.
도 2는 도 1의 치과용 어셈블리의 단면도이다.
도 2a는 본 발명의 실시예들에 따른 다공성의 초탄성 금속 구조의 예시의 주사형 전자 현미경(SEM) 사진이다.
도 2b는 본 발명의 실시예들에 따른 다공성의 초탄성 금속 구조의 사진이다.
도 3은 본 발명의 실시예들에 따른 치과용 어셈블리의 사시도이다.
도 4는 치과용 어셈블리의 일 실시예의 단면도이다.
도 5는 본 발명의 일 실시예에 따른 치과용 어셈블리의 사시도이다.
도 6a 및 6b는 치아 상에 치과용 어셈블리의 각 배치 전과 후의 본 발명의 일 실시예의 개략 단면도이다.
도 7a, 7b, 7c, 및 7d는 본 발명의 예시 실시예에 따른 브라켓의 사진이다.
이제 도 1-4, 특히 도 1을 참조하면, 본 발명의 실시예들은 치아(나타내지 않음)에 부착하기 위한 치열교정용 브라켓(10)과 같은 치열교정장치를 포함한다. 나타낸 바와 같이, 그러한 치열교정용 브라켓(10)은 브라켓 바디(12) 및 패드(14)를 포함한다. 상기 브라켓 바디(12)는 이하 기술하는 바와 같이 패드(14)에 고정되거나 또는 그 패드(14)와 일체로 형성될 수 있다. 상기 패드(14)는 다공성의 구조, 예컨대 다공성의 초탄성 금속 구조로 적어도 부분적으로 이루어진 바디를 포함한다. 그러한 구멍은 개방되며, 이에 따라 패드(14)의 바깥 표면에 연결된다. 이와 관련하여, 상기 치열교정용 브라켓(10)이 접착제에 의해 치아에 고정될 때, 상기 접착제는 그 구멍 내로 침투한다. 일단 접착제가 경화되면, 브라켓 바디(12)와 치아간 기계적인 교합의 결합이 형성된다. 상기 브라켓 바디(12)는 다공성의 초탄성 금속 구조에 의해 치아로부터 이격된다. 이러한 구성에 있어서, 상기 치열교정용 브라켓(10)은 패드(14)의 초탄성 금속이 일상적인 저작과 연관된 전단력 및 충격과, 그 외의 빈번하지 않지만 치료 동안 종종 발생하는 좀더 심각한 충격을 흡수하기 때문에 환자의 치아로부터 의도치 않은 분리에 견딜 수 있다. 이들 이벤트는 운동 경기와 같은 충격력 또는 브라켓 바디(12)에 대한 다른 갑작스런 충격을 포함할 것이다.
알려진 바와 같이, 초탄성 금속들은 임계 하중에 도달될 경우 큰 탄성 변형(및 회복)을 나타낸다. 이러한 변형은 에너지를 흡수한다. 적어도 부분적으로 다공성의 초탄성 금속의 층은 치열교정 치료 동안 갑작스럽게 야기되는 충격 및 다른 힘들로부터 더 많은 에너지를 흡수할 것이다. 패드(14) 내에서 또는 그 주위에서의 에너지 흡수는 브라켓 바디(12) 상에 힘이 치아(나타내지 않음)와 브라켓(10)간 접착 본드에 직접 전달될 가능성을 감소시킨다. 따라서 상기 브라켓(10)은 치아로부터 헐거워져 쉽게 분리되지 않는다. 일 예로서, NiTi는 충격 흡수제로서 작용한다. 특히, NiTi는 거의 6 내지 8%까지 탄성적으로 변형될 수 있다. 따라서, NiTi의 패드는 패드(14)와 치아 표면간 결합이 외력에 의해 크게 압박받기 전에 상당히 변형될 수 있다.
더욱이, 치열교정용 브라켓(10)과 치아간 결합의 강도는 임상의가 치료 종료시점에 치열교정용 브라켓(10)을 의도적으로 분리할 때 환자의 치아가 손상되지 않는 범위에 속할 것이다. 장점적으로, 본 발명에 따른 치과용 어셈블리는 향상된 결합 강도를 나타낸다.
이들 및 다른 목적을 위해 그리고 자가-결찰식 치열교정용 브라켓을 나타낸 도 1에 따르면, 그러한 치열교정용 브라켓(10)은 브라켓 바디(12)에 결합된 이동식 폐쇄 부재를 포함한다. 일 실시예에 있어서, 그러한 이동식 폐쇄 부재는 브라켓 바디(12)와 슬라이드가능하게 결합된 결찰 슬라이드(16)를 포함한다. 상기 브라켓 바디(12)는 치아에 교정력을 인가하기 위한 아치와이어(20; 환형으로 나타낸)를 수용하도록 채용된 내부에 형성된 아치와이어 슬롯(18)을 포함한다. 상기 결찰 슬라이드(16)는 아치와이어(20)가 아치와이어 슬롯(18) 내에 삽입될 수 있는 개방 위치(도 1)와 아치와이어(20)가 아치와이어 슬롯(18) 내에 유지되는 폐쇄 위치(도 3)간 이동가능하다. 상기 브라켓 바디(12) 및 결찰 슬라이드(16)는 교정의 치열교정 치료에 사용하기 위한 치열교정용 브라켓(10)을 공동으로 형성한다. 더욱이, 이동식 폐쇄 부재가 결찰 슬라이드로서 본원에 기술되었지만, 본 발명은 그것으로 한정하진 않는다. 상기 이동식 폐쇄 부재는 개방 위치와 폐쇄 위치간 이동할 수 있는 다른 이동식 구조(예컨대, 래치, 스프링 클립, 도어 등)를 포함할 수 있다. 또한 본 발명의 실시예들이 자가-결찰식 치열교정용 브라켓으로 한정하지 않는다는 것을 알아야 할 것이다. 단지 일 예로서, 치열교정용 브라켓, 밴드, 구강 튜브, 앵커(anchor), 캡 또는 다른 하드웨어가 치아에 부착될 수 있다. 치열교정용 브라켓은 미국 특허 제8,585,398호 및 미국 특허공개 제2014/00272758호에 기술된 것들을 포함하며, 상기 특허 문헌의 전체 내용은 참조를 위해 본원에 모두 포함된다. 추가의 일 예로서, 치아에 접착식으로 고정되는 한 쌍의 타이-윙 스타일 치열교정용 브라켓(예컨대, 도 7a-7d에 나타낸)이 알려져 있다.
계속해서 도 1-3에 따르면, 상기 아치와이어 슬롯(18)은 중간-말단 방향으로 확장하는 아치와이어 슬롯(18)을 공동으로 규정하는 베이스 표면(22) 및 이 베이스 표면(22)으로부터 바깥쪽으로 돌출되는 한 쌍의 대향된 슬롯 표면(24, 26)을 포함한다. 나타낸 바와 같이, 상기 아치와이어 슬롯(18)은 소정의 적절한 형태로 치열교정 아치와이어(20)를 수용하도록 디자인된다. 비록 나타내진 않았지만, 한 쌍의 타이 윙 스타일 브라켓은 또한 아치와이어 슬롯을 포함하나 아치와이어를 아치와이어 슬롯 내에 고정시키기 위해 탄성중합체 O-링 또는 와이어와 같은 각각의 분리된 결찰사에 의존한다.
달리 나타내지 않는 한 상기 치열교정용 브라켓(10)은 아래 턱 상에 앞니의 입술 표면에 부착된 기준 프레임을 이용하여 본원에 기술된다. 따라서, 본원에 사용한 바와 같이, 브라켓(10)을 기술하기 위해 사용된 입술, 혀, 중간, 말단, 교합, 및 잇몸과 같은 용어들은 그 선택된 기준 프레임과 관련된다. 그러나, 본 발명의 실시예들은, 그러한 치열교정용 브라켓(10)이 다른 치아 및 구강 내에서의 다른 방위에 사용됨에 따라 그러한 선택된 기준 프레임 및 설명의 용어들로 한정하진 않는다. 예컨대, 상기 브라켓(10)은 또한 치아의 혀 표면에 결합되고 그 발명의 범주 내에 속할 수 있다. 통상의 기술자는 기준 프레임의 변경이 있을 경우 본원에 사용된 설명의 용어들이 직접적으로 적용되지 않는다는 것을 알 수 있을 것이다. 그럼에도 불구하고, 본 발명의 실시예들은 구강 내에서의 위치 및 방위에 상관하지 않으며, 치열교정용 브라켓의 실시예들을 기술하기 위해 사용된 관련 용어들은 단지 도면에서의 실시예들의 명확한 설명을 제공하기 위한 것이다. 그와 같이, 관련 용어 입술, 혀, 중간, 말단, 교합, 및 잇몸은 특정 위치 또는 방위로 본 발명을 한정하려는 것은 아니다.
환자의 아래 턱 상에 수반된 치아(나타내지 않음)의 입술 표면에 장착될 때 그리고 특히 도 1에 따르면, 상기 브라켓 바디(12)는 혀측(28), 교합측(30), 잇몸측(32), 중간측(34), 말단측(36), 및 입술측(38)을 갖춘다. 상기 브라켓 바디(12)는 적절한 치열교정 시멘트 또는 접착제에 의해 치아에 고정되도록 구성된다.
도 1-3에 나타낸 일 실시예에 있어서, 혀측(28)에는 치아의 표면에 고정되도록 구성된 결합 베이스 또는 바디를 규정하는 패드(14)가 제공된다. 그러한 패드(14)는 분리 단편 또는 요소로서 브라켓 바디(12)에 결합되거나, 또는 대안으로 상기 패드(14)는 브라켓 바디(12)와 일체로 형성되며, 각각 이하 기술된다. 더욱이, 상기 패드(14)는 특히 환자 치아의 표면 상에 고정시키기 위한 형태로 이루어질 것이다. 그와 관련하여, 상기 패드(14)는 형태 및 굴곡이 주문 제작될 수 있고, 이에 따라 도 1-3에 나타낸 것과 다른 다수의 구성을 가질 수 있을 것이다. 그와 관련하여, 본 발명의 실시예들이 그러한 패드(14)의 소정의 특정 형태로 한정하지 않는다는 것을 알 수 있을 것이다.
상기 패드(14)는 치아의 표면과 매칭되도록 윤곽이 형성되는 결합 표면(40)을 갖추고 결합 영역을 규정하는 둘레 표면 또는 에지(42)를 규정한다. 이하 기술한 바와 같이, 본 발명의 실시예들에 있어서, 결합 표면(40)의 적어도 일부는 패드(14) 내로 침투하는 개방된 구멍들을 갖춘 다공성의 초탄성 금속 구조를 포함하는 결합부(44)에 의해 규정된다. 따라서, 치열교정용 브라켓(10)이 치아에 접착식으로 고정될 때, 접착제는 결합 영역을 커버하고 다공성의 초탄성 금속 구조의 구멍들 내로 침투하면서 에지(42)를 넘어 확장할 것이다. 즉, 접착제는 결합부(44) 내로 침투한다. 일단 경화되면, 그 접착제는 치열교정용 브라켓(10)과 치아간 기계적인 교합을 제공한다.
또한 이와 관련하여, 그러한 구멍은 패드(14) 내로 확장하며, 구멍들이 결합 표면(40)에 대해 개방되어 접착제와 같은 유체가 그 구멍들 내로 침투하는 또렷한 구멍이라 부른다. 그 또렷한 구멍은 개방된 구멍이라 부를 수 있다. 이에 반해, 본 발명의 실시예들은 폐쇄된 구멍의 설치가 받아들여질 수 있지만 구멍들이 표면으로부터 폐쇄되거나 또는 표면에 연결되지 않는 페쇄된 구멍을 배제할 수 있다. 그러한 다공성의 구조는 패드(14)에 개방 볼륨을 규정하는 구멍들을 구비한 초탄성 금속의 고체 볼륨을 포함할 것이다. 그러한 개방된 구멍이 소정의 형태에 속하지만 금속의 영역들에 의해 서로 고립(즉, 분리)되는 개별 포켓들을 포함할 수 있다는 것을 알아야 할 것이다. 그러한 포켓들은 분리되지 않지만 패드(14) 내에 채널들의 네트워크를 형성하도록 상호연결될 것이다. 그러한 구멍은 상호연결된 채널 및 분리된 구멍 또는 포켓들의 조합이 될 것이다.
도 2 및 2a에 따르면, 일 실시예에 있어서, 상기 패드(14)는 초탄성 금속의 고체 볼륨(52)을 갖는 다공성의 초탄성 금속 구조(48)를 포함한다. 나타낸 바와 같이, 다공성의 구조(48)는 구멍 볼륨(50)을 규정하는 초탄성 금속의 3차원 구조(즉, 고체 볼륨 52)를 포함한다. 도 2a 및 2b에 가장 잘 나타낸 바와 같이, 구멍 볼륨(50)의 개별 구멍들은 결합 표면(40)에 대해 개방되어, 접착제와 같은 유체를 수용할 수 있다. 그러한 고체 볼륨(52)은 임의로 구성되므로 패턴된 기계가공의 메시 또는 몰드된 그리드(grid)와 다르다. 그러한 구멍 볼륨(50)에 대한 고체 볼륨(52)의 특성은 변경될 수 있다.
일 실시예에 있어서, 상기 구멍 볼륨(50) 비율은 패드(14) 전체에 걸쳐 일정할 것이다. 이와 관련하여, 결합부(44)는 패드(14)의 두께에 걸쳐 구멍 볼륨(50)에 대해 균일하게 분포된 고체 볼륨(52)의 비율을 포함할 것이다. 다른 분포 및 비율이 가능하다. 예컨대, 상기 구멍 볼륨(50)은 다공성의 구조(48)에 걸쳐 균일하게 분포될 것이다. 하나의 특정 예에 있어서, 상기 구멍 볼륨(50)은 결합 표면(40)에 가까운 영역에서 가장 높고 이후 브라켓 바디(12) 쪽의 방향으로 감소할 것이다. 또 다른 예에 있어서, 상기 결합부(44)는 하나 이상의 재료 층을 포함할 것이다. 고체 초탄성 금속의 층은 다공성의 초탄성 금속의 층에 결합될 것이다. 이렇게 하여, 상기 결합부(44)는 함께 결합되는 2개의 별개의 금속 층들을 포함한다. 이러한 실시예에 있어서, 고체 금속과 다공성 금속간 경계가 있을 것이다. 이후 이러한 2-층화된 바디는 결합 표면(40)을 규정하는 다공성 층에 의해 브라켓 바디(12)에 결합될 것이다.
2개의 별개 층들이 아니라, 일 실시예에서 그리고 도 2에 따르면, 상기 구멍 볼륨(50)은 결합부(44)의 두께에 걸쳐 연속으로 변한다. 다공성 구조(48)의 고체 볼륨(52)에 대한 구멍 볼륨(50)은 브라켓 바디(12)의 혀측(28)에 인접한 거의 100% 고체(구멍 없음)에서 상기 결합 표면(40)에 인접한 100% 고체보다 작은 비율(균형적인 구멍 볼륨)로 바뀔 것이다. 이러한 분포는 브라켓 바디(12)의 혀측(28)에서 또는 그 근처에서 100% 고체로 시작하여 결합 표면(40)에서 대부분 구멍 볼륨(50)으로 변경되는 고체 볼륨(52)의 구배의 결과가 될 것이다. 이것은 최대의 구멍의 볼륨 비율이 결합 표면(40)에 또는 그 근처에 제공되는 분포이고, 그러한 구멍의 볼륨 비율은 결합 표면(40)으로부터 가장 먼 결합부(44)의 거리에서 감소된다. 상기 구배는 결합부(44)의 두께에 따라 선형적이거나 또는 그 결합부(44)의 두께의 비선형 함수가 될 수 있다. 구멍의 구배는 예컨대 패드(14)가 브라켓 바디(12)에 결합될 때 효과적일 것이다. 이와 관련하여, 상기 패드(14)의 결합부(44)의 보다 적은 다공성의 표면은 브라켓 바디(12)와 패드(14)간 인터페이스의 기계적인 무결성을 향상시킬 것이다. 구멍의 구배는 도 2에 가장 잘 나타나 있다.
패드(14)에 대해 구멍을 포함하는 예시의 미세구조는 도 2a 및 2b에 나타나 있다. 일 예로서, 그 구멍은 치아의 에나멜에서 발견된 모방의 천연 구멍일 수 있다. 에나멜에서의 구멍들은 보통 직경이 약 4 ㎛ 내지 약 8 ㎛이고 하부 상아질에 통상 수직으로 지향된 로드에 의해 규정된다. 로드 피복(rod sheath)은 각각의 로드를 둘러싸고 인터로드(interrod) 에나멜과 함께 에나멜에서 발견된 천연 구멍을 규정할 것이다. 이와 관련하여, 다공성의 초탄성 금속 구조는 에나멜의 천연 구멍과 같이 유사한 로드 및 구멍 구조로 특정화되고, 유사한 방위를 갖고, 유사한 깊이로 확장될 것이다.
예시의 실시예에 있어서, 구멍 볼륨의 개별 구멍들은 치아 에나멜의 구멍들과 같이 유사한 구멍 직경을 가질 것이다. 일 예로서 그리고 한정하지 않고, 그러한 구멍 직경은 약 5 ㎛가 될 것이다. 더욱이, 결합 표면(40)으로부터 구멍 볼륨(50)의 깊이는 바뀔 수 있다. 일 실시예에 있어서, 그러한 구멍 볼륨(50)은 약 250 ㎛의 깊이까지 수십 마이크론의 깊이로 확장할 수 있다. 에나멜에서 발견된 구멍과 초탄성 금속 패드에 형성된 구멍간 유사성의 관점에서, 적절한 접착제에 의한 결합 강도는 약 40 MPa일 것으로 믿는다.
더욱이, 구멍 볼륨(50)의 개별 구멍들은 통상 서로 정렬될 수 있다. 예시의 실시예에 있어서, 그러한 구멍들은 보통 치아 표면에 직각이 될 것이다. 일 실시예에 있어서, 상기 구멍들은 보통 치아 표면에 대해 45°각도로 정렬될 수 있다. 미세구조에서의 이러한 이방성(anisotropy)은 분리력을 전달하기 위해 각기 다른 방향으로 각기 다른 수준의 동작을 생성할 것이다.
상기 기술한 바와 같이, 상기 패드(14)는 적어도 부분적으로 초탄성 금속으로 이루어진다. 일 예로서, 한정하지 않고, 그러한 초탄성 금속은 그중에서도 니켈-티타늄(NiTi)계 합금, 동-알루미늄-망간(CuAlMn) 합금, 동-알루미늄-베릴륨(CuAlBe) 합금, 또는 동-알루미늄-니켈(CuAlNi) 합금이 될 것이다. 이하 기술한 바와 같이, 상기 초탄성 금속은 특히 구멍의 분포와 관련하여 이방성 특성을 갖도록 제조될 것이다.
일 실시예에 있어서, 그리고 도 1에 따르면, 패드(14) 전체는 다공성이고, 이에 따라 결합부(44)로서 기능할 것이다. 이러한 실시예에 있어서, 상기 패드(14)는 브라켓 바디(12)에 직접 결합된다. 상기 패드(14)는 용접함으로써 또는 접착제에 의해 브라켓 바디(12)에 고정될 것이다.
하나의 대안으로서, 그리고 도 3에 따르면, 일 실시예에서, 상기 패드(14)는 결합부(44)에 결합된 부착부(46)의 어셈블리를 포함할 것이다. 도 1에 나타낸 실시예와 유사하게, 그러한 결합부(44)는 치열교정용 브라켓(10)을 접착제에 의해 치아에 결합하기 위한 결합 표면(40)을 규정한다. 상기 부착부(46)는 브라켓 바디(12)에 결합부(44)의 부착을 용이하게 한다. 이론과 상관없이, 서로 다른 금속들의 결합은 종종 문제가 될 수 있다. 그와 같이, 예컨대 스테인레스 스틸로 이루어진 비-초탄성 금속 브라켓 바디를 초탄성 금속에 결합하는 것은 다른 금속으로 이루어진 부착부(46)에 의해 용이해질 수 있다. 이를 위해, 상기 부착부(46)가 상기 브라켓 바디(12)와 결합부(44) 사이에 위치된다. 이렇게 하여, 나타낸 바와 같이, 상기 부착부(46)는 상기 패드(14)의 일부를 형성할 지라도 상기 결합부(44)와 다른 금속의 층이 될 수 있다. 계속해서 도 3에 따르면, 일 실시예에서, 상기 결합부(44)는 초탄성 금속 메시가 될 것이다. 상기 부착부(46)는 상기 브라켓 바디(12)에 결합부(44)의 부착을 용이하게 하기 위한 고체 초탄성 금속이거나 또는 다른 금속일 수 있다.
일 실시예에 있어서, 그리고 도 4에 따르면, 상기 브라켓 바디(12) 및 패드(14)는 일체로 형성될 수 있다. 즉, 상기 브라켓 바디(12) 및 패드(14)는, 상기 기술되고 도 1 및 3에 나타낸 실시예들과 유사하게, 결합 표면(40)에 개방된 구멍(즉, 구멍 볼륨)을 갖는 단일의 초탄성 금속 바디로 형성된다.
일 실시예에 있어서, 상기 패드(14)는 연소 합성으로도 알려진 자전 고온 합성 공정(self-propagating high temperature synthesis process)을 이용하여 제조될 것이다. 이러한 공정은 바람직한 화학양론(stoichiometry)의 동종 합금을 야기하는 높은 반응 온도(예컨대, 1200 ℃) 및 짧은 처리 시간(예컨대, 초 내지 분)을 이용한다. 초탄성 금속이 형성되는 예시의 실시예에 있어서, 니켈 및 티타늄의 미세한 고순도 분말(초탄성 NiTi를 위한)들이 성형체(즉, 비소결 또는 비반응된)를 형성하기 위해 낮은 예열 온도(예컨대, 300 ℃ 내지 400 ℃) 및 압력(예컨대, 200 MPa까지)으로 불활성 분위기에서 혼합될 것이다. 이후 상기 성형체는 고체를 생성하기 위해 자전 연소(self-propagating combustion) 반응의 촉발에 의해 소결될 것이다. 높게 발열되는 이러한 반응을 개시하기 위해 특정의 최대 예열 온도가 선택될 것이다.
이러한 공정에 의해, 압축은 단부에서 촉발된다. 그러한 반응은 고체를 형성하기 위해 타단부 쪽으로 진행한다. 일 예로서, NiTi에 대한 반응식은 이하의 식 1로 나타냈다:
Ni + Ti → NiTi + 67 kJ/mol
이러한 반응은, 예컨대 소금 또는 반응 화학양론에 의해 제어되고, 패드(14) 또는 대안으로 브라켓 바디(12)의 형태와 같은 원하는 형태를 갖는 다공성의 초탄성 금속을 야기할 것이다. 상기 패드(14)는 약 45% 내지 약 65%의 상호연결된 구멍을 갖는 초탄성 금속의 고체 볼륨을 포함할 것이다. 그러한 퍼센테이지의 구멍은 몇가지 예를 들자면 압축 압력 및 입자 크기 분포를 포함하는 요인에 좌우될 것이다. 상기 구멍은 채널을 형성하는 상호연결된 포켓 또는 분리된 포켓의 형태일 수 있다. 그러한 포켓 또는 채널들은 0.5 mm까지 측정되는 횡단면 크기를 가질 것이다.
대안의 실시예에 있어서, 다공성의 초탄성 금속은 열간 정수압 소결법(hot isostatic pressing)을 이용하여 제조될 것이다. 이러한 공정에 있어서, 예컨대 Ni 및 Ti의 기본적 분말이 합금의 반응 및 고체화를 가속시키는 용융 온도(예컨대, 약 1310 ℃)에서 또는 그 근처의 온도에서 가압될 것이다. 반응에 사용된 높은 온도 및 압력의 조합에 의해 그 분위기가 제어된다. 상기 압력은 패드의 구멍의 정도를 결정한다. 연속 합성을 포함하는 상기 실시예와 같이, 이러한 반응은 결과의 다공성 NiTi 바디가 원하는 형태를 갖도록 제어될 것이다.
대안의 실시예에 있어서, 초탄성 분말은 융합되어 스파크 플라즈마 소결을 이용하여 다공성의 바디로 형성될 것이다. 이러한 공정은 금속 입자를 고체 바디로 소결하기 위한 압축 및 전기 에너지에 좌우된다. 이와 관련하여, 펄스 전류가 가열하기 위해 그리고 입자들간 넥킹(necking)(즉, 소결)을 제공하기 위해 다이(예컨대, 흑연으로 이루어진)를 통해 유도된다. 구멍의 양 및 타입은 그러한 온도 및 압력에 의해 제어될 것이다. 이와 관련하여, 보다 낮은 온도 및 압력이 증가된 구멍을 제공할 것이다.
또 다른 예시의 실시예에 있어서, "번 아웃(burn out)" 공정은 초탄성 금속 분말을 원하는 형태를 갖는 다공성의 바디로 소결하는데 사용될 것이다. 예컨대, NiTi 분말 및 폴리머 결합제의 혼합물이 폴리머 전구체 폼으로 쏟아질 것이다. 다음에 이러한 로딩된 폼은 결합제 및 폼을 기화시키고 NiTi 분말의 소결을 시작하기 위해 가열될 것이다. 상기 구멍은 보통 그러한 전구체 폼의 특성에 의해 제어될 것이다. 예시의 실시예에 있어서, 상기 폴리머 전구체 폼은 패드(14)에서의 구멍 구배(상기 기술한)를 생성하도록 형성될 것이다.
다공성의 초탄성 금속을 만드는 다른 방법은 다양한 증착 기술을 포함한다. 일 실시예에 있어서, 예컨대 다공성의 NiTi 바디는 화학기상증착(CVD) 또는 화학기상침착(CVI)을 통해 미리 제조된 탄소 골격에 NiTi를 증착함으로써 제조될 것이다. 그러한 탄소 골격은 다공성 바디의 일부를 형성하지 않는다. 대신, 증착된 NiTi 바디를 떠나도록 기계적으로 또는 화학적으로 제거된다. 예시의 실시예에 있어서, NiTi 증기는 구멍의 구배를 생성하도록 형태된 미리 제조된 탄소 골격에 증착될 것이다.
다른 기술들은 나중에 구멍을 형성하기 위해 그 쏟은 용융물에 가스를 도입함으로써 또는 화학적으로 삭히는 몰드 내의 소금에 걸쳐 초탄성 금속의 용융물을 쏟는 것을 포함하는 통상의 주조 기술들을 포함할 것이다. 이러한 예시의 실시예들에 있어서, 그 구멍은 도입된 가스 또는 소금의 제공에 기초하여 제어될 것이다.
일 실시예에 있어서, 상기 패드(14)는 그 두께에 걸쳐 균일한 구멍을 가질 것이다. 이후의 열적 분사 공정은 한 표면 상에 개방된 구멍들을 캡(cap)함으로써 구멍의 구배를 생성하기 위해 사용될 것이다. 예컨대, 다공성의 바디는 한 측에 또 다른 금속(예컨대, 316 스테인레스 스틸)이 플라즈마 분사될 것이다. 용융물 또는 액체 금속 비말(즉, 작은 물방울)이 상기 구멍 볼륨(50)의 일부에 채워지거나 또는 그 일부를 캡한다. 한 표면 상의 구멍의 캡 또는 채움은 한 표면 상에 구멍을 감소 또는 제거함으로써 패드(14)의 구멍 볼륨(50)에 구배를 생성할 것이다. 그러한 비말의 침투 정도는 구멍 볼륨(50)의 구배를 결정하고 한 표면에서 분사된 금속 및 초탄성 금속의 고체 혼합물을 생성할 것이다. 일 예로서, 플라즈마 분사는 패드의 완전히 밀봉된 측면(예컨대, 고체)을 생성할 것이다. 구멍의 정도가 변경되는 초탄성 금속의 하나 이상의 층은 상기 결합부(44)에서의 구멍의 구배를 생성하기 위해 함께 결합될 것이다. 다공성 패드에 구배를 생성하기 위한 다른 방법들이 있다는 것을 알아야 할 것이다. 대안으로서, 금속 시트는 결합부(44)가 브라켓 바디(12)에 부착된 플랫폼을 제공하기 위해 그 결합부(44)의 한측에 가용접될 것이다.
일단 본원에 기술한 바와 같이 제조되면, 상기 패드(14)는 이후 도 1에 나타낸 바와 같이 브라켓 바디(12)에 부착될 것이다. 이는 예컨대 그 패드(14)를 브라켓 바디(12)에 레이저 결합함으로써, 또는 다른 금속 결합 또는 용접 공정에 의해 달성될 것이다.
도 5에 따르면, 일 실시예에 있어서, 임상의는 접착제(56)를 패드(14)에 부착하거나 또는 그 패드(14)가 접착제(56)로 미리 충전되고 이미 사용 준비된 키트로서 패키지될 것이다. 일 실시예에 있어서, 결합부(44)는 목표 볼륨의 구멍으로 디자인될 것이다. 목표 볼륨의 접착제가 그러한 볼륨의 구멍에 주입된다. 이는 그러한 제조 시설에서 행해지고, 그 경우 미리 로딩된 접착제가 있는 브라켓이 분포를 위해 패키지된다. 상기 접착제(56)는 다공성의 구조(48)에 의해 일부 또는 전부 흡수된 비-폴리머화 치열교정 접착제일 것이다. 이러한 패키지된 치열교정용 브라켓은 결합시에 채용하기 위해 임상의에게 패키지된 제품으로 제공되고, 이에 따라 그 브라켓(10)을 치아에 부착하기 전에 벌크의 접착제를 수동으로 인가하는 지루한 중간 단계를 없앨 수 있다. 장점적으로, 상기 패키지된 제품은 그 사무실에서 엄청난 시간 절약을 제공하고 치열에 걸쳐 보다 우수한 견고한 결합을 가능하게 한다.
접착제(56)가 임상의에 의해 수동으로 부가될지 또는 패키징 전에 다공성의 구조(48)에 주입되는지에 상관없이, 그러한 접착제(56)의 장착은 패드(14)의 구멍 볼륨(50)의 모두 또는 그 일부를 본질적으로 채우기에 충분할 것이다. 상기 초탄성 금속은 친수성이 있고, 그래서 결합부(44)의 구멍 볼륨(50) 내에 그 접착제(56)의 침투를 효과적으로 촉진시킬 수 있다. 상기 접착제(56)는 종래 알려진 광폴리머화가능 또는 다른 폴리머화가능 성분일 것이다.
이와 관련하여, 그러한 조성은 화학 방사선에 의한 방사에 따라 그 조성의 폴리머화(또는 경화)를 개시하는 광개시제를 포함한다. 그와 같은 광폴리머화가능 조성은 유리기 폴리머화 또는 양이온 폴리머화를 가능하게 할 수 있다. 본원에 개시된 조성에 사용될 수 있는 적절한 광폴리머화가능 조성은 예컨대 에폭시 수지(양이온 활성 에폭시기), 비닐 에테르 수지(양이온 활성 비닐 에테르기를 포함하는), 에틸렌적으로 불포화된 성분(유리기 활성 불포화기, 예컨대 아크릴레이트 및 메타크릴레이트를 포함하는), 및 그 조합을 포함한다. 또한, 단일 성분에서의 양이온 활성 작용기 및 유리기 활성 작용기 모두를 포함하는 폴리머화가능 재료가 적합할 수 있다. 예컨대 에폭시-작용 아크릴레이트, 에폭시-작용 메타크릴레이트, 및 그 조합을 포함한다.
일 실시예에 있어서, 그러한 다공성의 구조(48)는 목표 위치에서 미리 로딩된 접착제를 유지하기 위한 스폰지로 작용한다. 설치 동안, 임상의는 치아에 대해 그 브라켓(10)을 프레스한다. 패드(14) 상에 이러한 약한 수동 압력은 다공성의 구조(48)가 탄성적으로 압축되게 할 것이다. 그 압축 동안, 상기 다공성의 구조(48)의 두께는 감소한다. 이는 구멍 볼륨(50)을 일시적으로 감소시키고 결합 부(44)로부터 접착제의 분출을 야기한다. 상기 접착제(56)는 제어된 방식으로 도 5에 나타낸 바와 같이 패드(14)로부터 바깥쪽으로 확장할 것이다. 그러한 압력이 풀어지면, 상기 다공성의 구조(48)는 소정의 초과 접착제(56)가 재흡수되는 동안 그 원래 치수의 적어도 일부를 탄성적으로 회복할 것이다. 이는 사후-결합 정리의 필요성을 줄일 것이다. 일단 분출되면, 그 접착제(56)는 표준 방법(예컨대, 광중합개시)에 의해 폴리머화될 것이다.
일 실시예에 있어서, 그리고 도 6a 및 6b에 따르면, 제어된 두께 및 구멍의 초탄성 금속(예컨대, NiTi)의 다공성 웨이퍼(60)는 패드(14) 상에 위치된 접착제(56) 내에 매립된다. 상기 다공성 웨이퍼(60)는 상기 기술한 것과 유사한 다공성의 구조(48)를 포함할 것이다. 상기 접착제(56)는 임상의에 의해 수동으로 분배되는 것이 아니라 제조자의 시설에서 미리 로딩된다. 도 6에 따르면, 상기 다공성 웨이퍼(60)는 상기 미리 로딩된 접착제(56)에서 구조적 또는 기능적 요소로 작용할 것이다. 상기 다공성 웨이퍼(60)는 폴리머화하기 전에 패드와 접촉하는 접착제(56)를 유지한다. 나타낸 바와 같이, 그 접착제(56)는 다공성 웨이퍼(60)를 캡슐화한다. 상기 접착제(56)는 다공성 웨이퍼(60)를 적시므로 설치 전에 상기 패드(14)를 벗어나기 쉽지 않을 것이다. 상기 다공성 웨이퍼(60)는 출하 동안 그리고 폴리머화하기 전에 그 패드 상의 적절한 위치에 저점성 접착제를 유지할 것이다. 설치 동안, 상기 다공성 웨이퍼(60)는 브라켓(10)과 치아(T)간 접착제(56)의 균일한 퍼짐을 용이하게 할 것이다.
이제 도 6b에 따르면, 일단 폴리머화된 경우, 상기 다공성 웨이퍼(60)는 접착제(56)를 구조적으로 보강할 것이다. 그 외에 구조적인 보강은 접착제(56)에서의 소정의 충전재가 되거나 또는 다공성 웨이퍼(60)는 기존의 접착제에서 발견된 충전재를 대신할 수 있다. 일단 접착제가 폴리머화되면, 상기 다공성 웨이퍼(60)는 치료 동안 경화된 접착제를 구조적으로 지지할 것이다. 상기 다공성 웨이퍼(60)는 두께가 약 50 ㎛ 내지 약 500 ㎛가 될 것이다.
계속해서 도 5 및 6b에 따르면, 일단 치아의 원하는 위치에 설치되면, 그 접착제(56)는 이후 브라켓 바디(12)가 치아에 결합되도록 경화될 것이다. 경화는 종래 알려진 가시광 방사 또는 다른 방법들에 의해 행해질 것이다. 접착제가 경화될 때, 그 접착제는 패드(14) 내에 "정착"된다. 결합부(44)와 접착제(56)간 친밀한 접촉은 그 두 영역간, 즉 고체 볼륨(52)과 접착제(56)에 의해 제공된 비교적 큰 표면 영역간 접촉의 큰 표면 영역에 의해 촉진된다는 것을 알아야 할 것이다. 다수의 교합 결합 사이트를 갖는 것은 분리의 파손 메카니즘이 각각의 독립 사이트를 깨뜨리게 한다. 다수의 교합 결합 사이트가 조우될 때 새로운 크랙을 시발하는데 필요한 추가의 에너지로 인해 접착 본드 내에 패드(14)와 치아간 크랙 전파가 둔감해질 것이라는 것을 확신한다.
본 발명의 또 다른 형태에 있어서, 상기 패드(14)는 바이오 저장소(bioreservoir)로 작용할 것이다. 이와 관련하여, 구멍 볼륨(50)의 적어도 일부는 치아에 브라켓 바디(12)의 결합의 품질을 향상시키기 위한 첨가제를 하우징할 수 있다. 예시의 실시예에 있어서, 항균제, 변색-방지제(화장품), 표백제, 및/또는 재광화제는 치과용 밀봉제 또는 수지에 포함될 것이다. 다음에 상기 패드(14)는 밀봉제(나타내지 않음)에 의해 구멍 볼륨(50)의 적어도 일부를 채움으로써 완충될 것이다. 그러한 생리활성제는 치아 표면에 인접한 영역에 효과적인 비율로 천천히 방출될 것이다. 상기 패드(14) 내의 그러한 생리활성제의 위치는 가장 위험한 치아에 인접한 영역들(즉, 위생적으로 방해된 영역들)에 기초하여 선택될 것이다.
본 발명의 좀더 완전한 이해를 돕기 위해, 아래와 같은 비한정의 예가 제공된다.
예 1
다공성의 NiTi 베이스는 Ormco Mini-TwinTM 브라켓에 결합된다. 조립된 브라켓 및 패드가 도 7a 및 7b에 나타나 있다. 패드의 결합 표면은 도 7b에 가장 명확하게 나타나 있다. 그러한 브라켓은 스테인레스 스틸(즉, SS 17-4)이다. PorOsteon으로부터의 다공성의 NiTi 패드는 일반적으로 직사각형 블록 또는 시트이고 플라즈마 분사 시스템을 통해 분사된 316 SS의 층을 포함한다. 각 개별 패드는 그 시트로부터 기계가공되었다(즉, EDM을 통해). 그러한 다공성의 NiTi 패드는 1,950℉에서 브라켓 바디에, 특히 316 SS의 층에 금 납땜했다.
그러한 다공성의 NiTi 패드를 포함하는 브라켓은 치아와 패드간 표준 Ormco 접착제에 의해 치아 에나멜에 부착했다. 치아에 결합된 그 브라켓은 도 7c 및 7d에 나타나 있다. 그 다공성의 NiTi 베이스는 표준 임상 절차를 이용하여 상기 에나멜에 잘 결합되었다. 전단 응력 결합 테스트에서, 상기 브라켓은 약 5 kgf에서 치아 에나멜로부터 분리되었다. 분리는 에나멜과 패드간 발생하고 패드와 브라켓간에는 발생하지 않았다. 상기 다공성의 NiTi 패드와 치아 에나멜간 결합은 성공적이었고 치열교정 적응성을 나타내는 것으로 결론지었다.
본 발명이 다양한 실시예들의 설명에 의해 기술되고 이들 실시예들이 일부 상세히 기술되었지만, 본 발명자들은 그와 같은 상세한 설명으로 부가된 청구범위의 범위를 제한하거나 한정하려는 것은 아니다. 따라서, 추가의 장점 및 변형들은 종래의 통상의 기술자들에게 자명할 것이다. 본 발명의 다양한 특징들은 사용자의 필요 및 성향에 따라 단독으로 또는 소정 조합으로 사용될 수 있을 것이다.
10 : 치열교정용 브라켓, 12 : 브라켓 바디,
14 : 패드, 16 : 결찰 슬라이드,
18 : 아치와이어 슬롯, 20 : 아치와이어.
14 : 패드, 16 : 결찰 슬라이드,
18 : 아치와이어 슬롯, 20 : 아치와이어.
Claims (20)
- 치열교정용 브라켓의 패드로서:
치열교정용 브라켓을 치아에 결합하기 위한 접착제를 수용하도록 구성된 다공성의 초탄성 금속 구조를 포함하는, 패드. - 청구항 1에 있어서,
다공성의 초탄성 금속 구조는 웨이퍼이고 치열교정용 브라켓을 치아에 결합하기 전에 접착제가 주입되는, 패드. - 청구항 1에 있어서,
치열교정용 브라켓은 브라켓 바디를 포함하고, 다공성의 초탄성 금속 구조는 브라켓 바디에 결합되는 결합부를 형성하고 접착제를 수용하는 결합 표면을 규정하는, 패드. - 청구항 3에 있어서,
다공성의 초탄성 금속 구조는 결합부의 두께에 걸쳐 거의 균일하게 분포된 구멍 볼륨을 규정하는, 패드. - 청구항 3에 있어서,
다공성의 초탄성 금속 구조는 브라켓 바디에 가까운 위치에서의 구멍의 볼륨 비율이 결합 표면에 가까운 위치에서의 구멍의 볼륨 비율과 다른 구멍 볼륨을 규정하는, 패드. - 청구항 3에 있어서,
결합부를 브라켓 바디에 부착하기 위한 부착부를 더 포함하며, 상기 부착부는 실질적으로 고체인, 패드. - 청구항 6에 있어서,
부착부는 다공성의 초탄성 금속 구조의 금속과 다른 금속으로 이루어진, 패드. - 청구항 7에 있어서,
부착부는 브라켓 바디의 금속과 다른 금속으로 이루어진, 패드. - 청구항 1에 있어서,
브라켓 바디 및 다공성의 초탄성 금속 구조는 일체로 형성되는, 패드. - 브라켓 바디; 및
청구항 1의 패드를 포함하는, 치열교정용 브라켓. - 청구항 10에 있어서,
브라켓 바디 및 패드는 일체로 형성되는, 치열교정용 브라켓. - 청구항 10에 있어서,
다공성의 초탄성 금속 구조는 브라켓 바디에 결합되는 결합부를 형성하고 접착제를 수용하도록 구성된 결합 표면을 규정하는, 치열교정용 브라켓. - 청구항 12에 있어서,
결합부를 브라켓 바디에 부착하기 위한 부착부를 더 포함하며, 상기 부착부는 실질적으로 고체인, 치열교정용 브라켓. - 치열교정용 브라켓을 위한 패드 제조 방법으로서:
치열교정용 브라켓과 치아간 배치를 위한 다공성의 초탄성 금속 구조를 제조하는 단계를 포함하며,
상기 다공성의 초탄성 금속 구조는 상기 다공성의 초탄성 금속 구조를 치아에 결합하기 위한 접착제를 수용하도록 구성되는, 패드 제조 방법. - 청구항 14에 있어서,
치열교정용 브라켓은 브라켓 바디를 포함하고, 다공성의 초탄성 금속 구조는 결합부를 형성하며, 상기 방법은:
결합부 및 브라켓 바디에 결합되는 부착부를 제조하는 단계를 더 포함하는, 패드 제조 방법. - 청구항 15에 있어서,
부착부를 제조하는 단계는 결합부의 한 측에 금속 시트를 가용접하거나 용융 금속을 분사함으로써 결합부의 한 측 상의 구멍을 폐쇄하는 단계를 포함하는, 패드 제조 방법. - 청구항 14에 있어서,
제조하는 단계는:
니켈-함유 분말 및 티타늄-함유 분말을 혼합하는 단계,
성형체를 형성하기 위해 분말 혼합물을 프레스하는 단계, 및
성형체 내의 니켈-함유 분말과 티타늄-함유 분말간 반응을 촉발시키는 단계를 포함하는, 패드 제조 방법. - 청구항 14에 있어서,
제조하는 단계는 초탄성 금속의 분말과 폴리머 결합제의 분말을 혼합하는 단계, 폴리머 전구체 폼에 혼합물을 배치하는 단계, 및 초탄성 금속 입자를 소결하는 단계를 포함하는, 패드 제조 방법. - 청구항 14에 있어서,
제조하는 단계는 미리 제조된 탄소 골격 상에 초탄성 금속을 기상증착하는 단계를 포함하는, 패드 제조 방법. - 청구항 14에 있어서,
제조하는 단계는:
냉각에 따라 초탄성 금속이 형성되는 성분을 용융시키는 단계,
용융된 성분에 충전재를 혼합하는 단계,
몰드 내에 용융 금속 및 충전재의 혼합물을 쏟는 단계,
혼합물을 냉각하는 단계, 및
충전재를 제거하는 단계를 포함하는, 패드 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562232079P | 2015-09-24 | 2015-09-24 | |
| US62/232,079 | 2015-09-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170036644A true KR20170036644A (ko) | 2017-04-03 |
Family
ID=56997375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160122951A KR20170036644A (ko) | 2015-09-24 | 2016-09-26 | 치열교정용 브라켓을 위한 패드, 치열교정용 브라켓, 및 치열교정용 브라켓 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170086947A1 (ko) |
| EP (1) | EP3146934B1 (ko) |
| JP (1) | JP2017060768A (ko) |
| KR (1) | KR20170036644A (ko) |
| CN (1) | CN107019568A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190009522A (ko) | 2017-07-19 | 2019-01-29 | 조선대학교산학협력단 | 개폐 가능한 슬롯 커버를 갖는 교정용 브라켓 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200146781A1 (en) * | 2017-06-26 | 2020-05-14 | Fred MURRELL | Retentive orthodontic dental appliances and methods of making same |
| GB201720467D0 (en) * | 2017-12-08 | 2018-01-24 | Ca Digital Gmbh | Method of producing and deploying orthodontic brackets and attachments |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4165561A (en) * | 1976-04-15 | 1979-08-28 | American Hospital Supply Corporation | Orthodontic appliance with porous tooth-abutting face |
| US4068379A (en) * | 1977-03-18 | 1978-01-17 | Ormco Corporation | Orthodontic appliance with porous tooth-abutting face |
| US4752221A (en) * | 1981-09-15 | 1988-06-21 | Augusta Developments, Inc. | Orthodontic bracket |
| CA1219476A (en) * | 1983-07-21 | 1987-03-24 | Gustaf H. Hanson | Orthodontic bracket |
| US5232361A (en) * | 1992-04-06 | 1993-08-03 | Sachdeva Rohit C L | Orthodontic bracket |
| US5263859A (en) * | 1992-05-08 | 1993-11-23 | Tp Orthodontics, Inc. | Relatively flexible bonding pad for an orthodontic ceramic bracket |
| DE19535095A1 (de) * | 1995-09-21 | 1997-03-27 | Foerster Bernhard Gmbh | Kieferorthopädisches Teil aus Metall |
| US6050815A (en) * | 1996-03-15 | 2000-04-18 | 3M Innovative Properties Company | Precoated dental cement |
| EP1480574A4 (en) * | 2001-09-24 | 2007-05-02 | Conform Orthodontics Inc | ADJUSTABLE ORTHODONTIC TAPE |
| US7175428B2 (en) * | 2004-07-02 | 2007-02-13 | Nicholson James A | Shape memory self-ligating orthodontic brackets |
| US8585398B2 (en) | 2008-08-13 | 2013-11-19 | Ormco Corporation | Aesthetic orthodontic bracket and method of making same |
| CN201684030U (zh) * | 2010-04-21 | 2010-12-29 | 江阴东大新材料研究院 | 多孔正畸托槽 |
| US9393085B2 (en) | 2012-12-07 | 2016-07-19 | Ormco Corporation | Connector for coupling an orthodontic appliance to a patient and associated methods |
| JP2014144200A (ja) * | 2013-01-30 | 2014-08-14 | Tomii Kk | 歯列矯正用部材 |
| CN204072365U (zh) * | 2014-07-23 | 2015-01-07 | 北京圣玛特科技有限公司 | 一种带有双层滑盖的自锁托槽 |
-
2016
- 2016-09-23 JP JP2016185326A patent/JP2017060768A/ja not_active Ceased
- 2016-09-23 EP EP16190488.3A patent/EP3146934B1/en active Active
- 2016-09-23 US US15/273,756 patent/US20170086947A1/en not_active Abandoned
- 2016-09-26 KR KR1020160122951A patent/KR20170036644A/ko unknown
- 2016-09-26 CN CN201610852934.7A patent/CN107019568A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190009522A (ko) | 2017-07-19 | 2019-01-29 | 조선대학교산학협력단 | 개폐 가능한 슬롯 커버를 갖는 교정용 브라켓 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3146934A1 (en) | 2017-03-29 |
| EP3146934B1 (en) | 2018-04-11 |
| US20170086947A1 (en) | 2017-03-30 |
| JP2017060768A (ja) | 2017-03-30 |
| CN107019568A (zh) | 2017-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170036644A (ko) | 치열교정용 브라켓을 위한 패드, 치열교정용 브라켓, 및 치열교정용 브라켓 제조 방법 | |
| US20140363778A1 (en) | Orthodontic FFM Resin Rope Appliance | |
| CA2672305C (en) | Dental impression film, and a method of manufacturing the dental impression film | |
| US20060166158A1 (en) | Laser shaping of green metal body to yield an orthodontic bracke | |
| WO2008033893A1 (en) | Preformed malleable multilayer dental articles | |
| WO2008033758A2 (en) | Preformed malleable solid crown | |
| US20130183630A1 (en) | Thermoplastic-based polymer adhesive compositions and methods and apparatuses for their use in dental applications | |
| EP2010091A2 (en) | Orthodontic bracket with removable slot cover | |
| JP2007502655A (ja) | クラウンフォームおよび方法 | |
| US20160184067A1 (en) | Orthodontic anchoring method and apparatus | |
| JPH09238955A (ja) | 非対称の結合構造体を有する歯科矯正具 | |
| US20140170585A1 (en) | Orthodontic Appliance Anchoring Method and Apparatus | |
| JP2014507971A (ja) | 圧縮性材料を含む固着可能な歯科用アセンブリ及び方法 | |
| JPH04231040A (ja) | 歯の複合修復において用いられるマトリックスバンド | |
| US20230363855A1 (en) | Dental Separator Device | |
| US20190231488A1 (en) | Orthodontic anterior bite plate | |
| CN104970892A (zh) | 一种方便清洁的被动式滑盖自锁托槽 | |
| CN112512458B (zh) | 正畸锚固组件 | |
| JP2007530214A (ja) | 真空支援歯科印象装置及び方法 | |
| WO2017026152A1 (ja) | 咬合床形成用組成物およびそれを用いた有床義歯の製造方法 | |
| US20030044748A1 (en) | Variable rigidity impression tray | |
| JP2010131181A (ja) | マウスガードの製造方法 | |
| JP6729951B1 (ja) | 歯列矯正器具とその修正方法 | |
| WO2013025489A1 (en) | Laser etched sintered ceramic orthodontic brackets | |
| JP2015223450A (ja) | 印象用トレー |