KR20170009934A - 불연속 실리콘 접착제 물품 - Google Patents
불연속 실리콘 접착제 물품 Download PDFInfo
- Publication number
- KR20170009934A KR20170009934A KR1020167035500A KR20167035500A KR20170009934A KR 20170009934 A KR20170009934 A KR 20170009934A KR 1020167035500 A KR1020167035500 A KR 1020167035500A KR 20167035500 A KR20167035500 A KR 20167035500A KR 20170009934 A KR20170009934 A KR 20170009934A
- Authority
- KR
- South Korea
- Prior art keywords
- strand
- article
- silicone
- strands
- discontinuous
- Prior art date
Links
- 239000013464 silicone adhesive Substances 0.000 title description 17
- 229920001296 polysiloxane Polymers 0.000 claims abstract description 102
- 230000001070 adhesive effect Effects 0.000 claims abstract description 57
- 239000000853 adhesive Substances 0.000 claims abstract description 56
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 39
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 39
- 239000010703 silicon Substances 0.000 claims abstract description 39
- 230000005855 radiation Effects 0.000 claims abstract description 24
- 239000002998 adhesive polymer Substances 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 claims description 78
- 229920000642 polymer Polymers 0.000 claims description 37
- -1 polydimethylsiloxane Polymers 0.000 claims description 31
- 229920005989 resin Polymers 0.000 claims description 31
- 239000011347 resin Substances 0.000 claims description 31
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 26
- 239000012530 fluid Substances 0.000 claims description 21
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 claims description 18
- 239000004205 dimethyl polysiloxane Substances 0.000 claims description 18
- 239000002210 silicon-based material Substances 0.000 claims description 17
- 239000000203 mixture Substances 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 claims description 13
- 238000010894 electron beam technology Methods 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000004744 fabric Substances 0.000 claims description 5
- 238000005304 joining Methods 0.000 claims description 5
- 239000013536 elastomeric material Substances 0.000 claims description 4
- 229920005684 linear copolymer Polymers 0.000 claims description 4
- 229920005992 thermoplastic resin Polymers 0.000 claims description 4
- 239000006260 foam Substances 0.000 claims description 3
- 229920001477 hydrophilic polymer Polymers 0.000 claims description 3
- 229920001600 hydrophobic polymer Polymers 0.000 claims description 3
- 239000000499 gel Substances 0.000 abstract description 31
- 210000003491 skin Anatomy 0.000 description 31
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 23
- 239000010408 film Substances 0.000 description 16
- 125000000217 alkyl group Chemical group 0.000 description 13
- 238000001723 curing Methods 0.000 description 10
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 9
- 125000003118 aryl group Chemical group 0.000 description 9
- 230000005540 biological transmission Effects 0.000 description 8
- 206010052428 Wound Diseases 0.000 description 7
- 208000027418 Wounds and injury Diseases 0.000 description 7
- 230000035699 permeability Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 6
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 125000000524 functional group Chemical group 0.000 description 5
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920001897 terpolymer Polymers 0.000 description 3
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- DTQVDTLACAAQTR-UHFFFAOYSA-N Trifluoroacetic acid Chemical compound OC(=O)C(F)(F)F DTQVDTLACAAQTR-UHFFFAOYSA-N 0.000 description 2
- 229920004482 WACKER® Polymers 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 238000013006 addition curing Methods 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- IJOOHPMOJXWVHK-UHFFFAOYSA-N chlorotrimethylsilane Chemical compound C[Si](C)(C)Cl IJOOHPMOJXWVHK-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 238000010227 cup method (microbiological evaluation) Methods 0.000 description 2
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000001227 electron beam curing Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 230000005251 gamma ray Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 150000002367 halogens Chemical group 0.000 description 2
- FFUAGWLWBBFQJT-UHFFFAOYSA-N hexamethyldisilazane Chemical compound C[Si](C)(C)N[Si](C)(C)C FFUAGWLWBBFQJT-UHFFFAOYSA-N 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 208000014674 injury Diseases 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920006264 polyurethane film Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 238000004659 sterilization and disinfection Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- 230000008733 trauma Effects 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- RBTBFTRPCNLSDE-UHFFFAOYSA-N 3,7-bis(dimethylamino)phenothiazin-5-ium Chemical compound C1=CC(N(C)C)=CC2=[S+]C3=CC(N(C)C)=CC=C3N=C21 RBTBFTRPCNLSDE-UHFFFAOYSA-N 0.000 description 1
- 241001247482 Amsonia Species 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910004283 SiO 4 Inorganic materials 0.000 description 1
- 206010048625 Skin maceration Diseases 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 229920006322 acrylamide copolymer Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M acrylate group Chemical group C(C=C)(=O)[O-] NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000006664 bond formation reaction Methods 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 230000035876 healing Effects 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000000416 hydrocolloid Substances 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 238000006459 hydrosilylation reaction Methods 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000010128 melt processing Methods 0.000 description 1
- 229960000907 methylthioninium chloride Drugs 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- LWFWUJCJKPUZLV-UHFFFAOYSA-N n-trimethylsilylacetamide Chemical compound CC(=O)N[Si](C)(C)C LWFWUJCJKPUZLV-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 231100000344 non-irritating Toxicity 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 150000001451 organic peroxides Chemical group 0.000 description 1
- RFJIPESEZTVQHZ-UHFFFAOYSA-N oxirane;prop-2-enoic acid Chemical compound C1CO1.OC(=O)C=C RFJIPESEZTVQHZ-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000013500 performance material Substances 0.000 description 1
- 239000008177 pharmaceutical agent Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920003216 poly(methylphenylsiloxane) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- 231100000241 scar Toxicity 0.000 description 1
- 230000001235 sensitizing effect Effects 0.000 description 1
- SCPYDCQAZCOKTP-UHFFFAOYSA-N silanol Chemical compound [SiH3]O SCPYDCQAZCOKTP-UHFFFAOYSA-N 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 210000004927 skin cell Anatomy 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 239000005051 trimethylchlorosilane Substances 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive plasters or dressings
- A61F13/0246—Adhesive plasters or dressings characterised by the skin adhering layer
- A61F13/025—Adhesive plasters or dressings characterised by the skin adhering layer having a special distribution arrangement of the adhesive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive plasters or dressings
- A61F13/0203—Adhesive plasters or dressings having a fluid handling member
- A61F13/0213—Adhesive plasters or dressings having a fluid handling member the fluid handling member being a layer of hydrocoloid, gel forming material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/225—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/26—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
- A61L15/585—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L26/00—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form
- A61L26/0009—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form containing macromolecular materials
- A61L26/0019—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form containing macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L26/00—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form
- A61L26/0009—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form containing macromolecular materials
- A61L26/0052—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L26/00—Chemical aspects of, or use of materials for, wound dressings or bandages in liquid, gel or powder form
- A61L26/0061—Use of materials characterised by their function or physical properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00089—Wound bandages
- A61F2013/00246—Wound bandages in a special way pervious to air or vapours
- A61F2013/00251—Wound bandages in a special way pervious to air or vapours with macroscopic openings
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00365—Plasters use
- A61F2013/0051—Plasters use for treating insect bite
Abstract
스트랜드(strand)들 사이에 개구를 갖는 네트-유사 구조를 형성하도록 배열된 방사선 경화된 실리콘 젤의 복수의 스트랜드를 포함하는 불연속 실리콘 물품이 개시된다. 실리콘 젤은 표면, 예를 들어 피부에 대한 접착력을 제공하며, 개구는 표면으로부터의 수분 투과를 제공한다. 불연속 실리콘 물품은 하나 이상의 접착제 중합체 스트랜드 및 복수의 연결 스트랜드를 포함한다. 접착제 중합체 스트랜드는 방사선 경화된 실리콘 젤을 포함하고 각각의 중합체 스트랜드는 접합 영역들에서 인접한 연결 스트랜드와 반복적으로 접촉한다.
Description
본 발명은 불연속 실리콘 접착제 물품 및 불연속 실리콘 접착제 물품의 제조 방법에 관한 것이다.
실리콘 접착제는 의료 테이프 및 드레싱을 위해 유용하며, 그 이유는 실리콘 접착제가 외상을 야기하거나 피부 세포 또는 모발을 박리시키지 않고서, 피부에 대한 접착 및 피부로부터의 부드러운 제거를 제공할 수 있기 때문이다. 피부 및 특히 상처는 수분을 생성할 수 있다. 실리콘 접착제는 일반적으로 매우 소수성이며 유체 흡수 또는 유체 통과를 허용하지 않는다. 그러므로, 피부로부터의 수분은 피부에 대한 접착제 접합을 약화시킬 수 있고 접착제가 피부로부터 들려올라가게 할 수 있다. 또한, 피부로부터의 수분이 포획될 수 있으며 아마도 피부 짓무름(maceration)을 야기할 수 있다.
피부로부터 수분 또는 유체를 제거하는 데 도움을 주기 위해, 친수성 실리콘을 소수성 실리콘과 블렌딩하여 수분 흡수를 개선할 수 있으며, 예를 들어 미국 특허 제7,842,752호를 참조한다. 다른 설계에서, 흡수성 입자를 소수성 접착제 내에 혼입하는 것이 흡수력을 증가시키는 데 도움을 줄 수 있다. 그러나, 어느 경우에든, 접착제 시스템이 물을 흡수하는 능력은 제한된다.
실리콘 접착제 층 내에 관통-구멍(through-hole)을 포함하는 것이 유체 관리에 도움을 줄 수 있다. 예를 들어, 미국 특허 제5,540,922호는 지지 필름 상의 실리콘 접착제를 개시하는데, 여기서 실리콘 접착제 및 지지 필름은 유체 통과를 가능하게 하도록 천공된다. 그러나, 접착제 코팅된 필름을 천공하는 것은 제조 공정 동안 폐기물을 야기하며 따라서 비용을 증가시킨다. 또한, 천공 공정은 절단 공정으로부터 생성되는 입자 또는 부스러기가 실리콘 접착제 내에 매립되고 피부 또는 상처로 유입되는 위험성을 증가시킨다.
스트랜드(strand)들 사이에 개구를 갖는 네트-유사 구조를 형성하도록 배열된 방사선 경화된 실리콘 젤의 복수의 스트랜드를 포함하는 불연속 실리콘 물품이 개시된다. 실리콘 젤은 표면, 예를 들어 피부에 대한 접착력을 제공하며, 개구는 표면으로부터의 수분 투과를 제공한다.
일 실시 형태에서, 불연속 실리콘 물품은 하나 이상의 접착제 중합체 스트랜드 및 복수의 연결 스트랜드를 포함한다. 접착제 중합체 스트랜드는 방사선 경화된 실리콘 젤을 포함하고 각각의 중합체 스트랜드는 접합 영역들에서 인접한 연결 스트랜드와 반복적으로 접촉한다.
일 실시 형태에서, 실리콘 젤은 가교결합된 폴리 다이오르가노실록산 재료를 포함한다. 일 실시 형태에서, 폴리 다이오르가노실록산 재료는 폴리 다이메틸실록산을 포함한다. 일부 실시 형태에서, 폴리 다이메틸실록산은 하나 이상의 실라놀 종결된 폴리 다이메틸실록산, 하나 이상의 비작용성 폴리 다이메틸실록산, 및 이들의 조합으로 이루어진 군으로부터 선택된다. 일부 실시 형태에서, 폴리 다이메틸실록산은 하나 이상의 비작용성 폴리 다이메틸실록산으로 이루어진다. 일 실시 형태에서, 접착제 중합체 스트랜드는 실리케이트 수지 점착제(tackifier)를 추가로 포함한다. 일 실시 형태에서, 접착제 중합체는 폴리(다이메틸실록산-옥사미드) 선형 공중합체를 추가로 포함한다. 일 실시 형태에서, 가교결합된 폴리 다이오르가노실록산 재료는 가교결합된 폴리 다이메틸실록산 재료를 포함하고, 비가교결합된 폴리 다이오르가노실록산 유체는 비가교결합된 폴리 다이메틸실록산 유체를 포함한다. 일 실시 형태에서, 폴리 다이오르가노실록산 재료는 25℃에서의 역학 점도(dynamic viscosity)가 500,000 mPa·sec 이하인 폴리 다이오르가노실록산 유체를 포함한다. 일 실시 형태에서, 폴리 다이오르가노실록산 재료는 25℃에서의 역학 점도가 100,000 mPa·sec 이하인 폴리 다이오르가노실록산 유체를 포함한다. 일 실시 형태에서, 접착제 중합체는 친수성 중합체를 추가로 포함한다.
일 실시 형태에서, 중합체 스트랜드들 및 연결 스트랜드들은 실질적으로 서로 교차(cross over)하지 않는다. 일 실시 형태에서, 중합체 스트랜드는 제1 연결 스트랜드 및 제2 연결 스트랜드에 인접한다. 일 실시 형태에서, 각각 서로 이격된 복수의 제1 접합 영역은 중합체 스트랜드와 제1 연결 스트랜드 사이에 형성된다. 일 실시 형태에서, 각각 서로 이격된 복수의 제2 접합 영역은 중합체 스트랜드와 제2 연결 스트랜드 사이에 형성된다. 일 실시 형태에서, 연결 스트랜드들은 각각 실질적인 직선을 형성한다. 일 실시 형태에서, 복수의 중합체 스트랜드들은 각각 웨이브(wave)를 형성한다. 일 실시 형태에서, 이어지는 제1 접합 영역들 사이의 영역 내에서 중합체 스트랜드와 제1 연결 스트랜드 사이에 개구가 형성된다. 일 실시 형태에서, 이어지는 제2 접합 영역들 사이의 영역 내에서 상기 중합체 스트랜드와 상기 제2 연결 스트랜드 사이에 개구가 형성된다. 일 실시 형태에서, 개구들은 불연속 실리콘 물품의 면적의 25% 이상을 형성한다.
일 실시 형태에서, 연결 스트랜드들은 열가소성 수지, 탄성중합체성 재료, 접착제, 소수성 중합체, 또는 이형 재료를 포함한다. 일 실시 형태에서, 연결 스트랜드들은 중합체 스트랜드들과 동일한 조성이다. 일 실시 형태에서, 물품은 복수의 중합체 스트랜드 및 연결 스트랜드가 고정되는 배킹(backing)을 추가로 포함한다. 일 실시 형태에서, 배킹은 직물, 편물, 부직물, 필름, 종이, 폼(foam)이다. 일 실시 형태에서, 배킹은 접착제로 코팅된다. 일 실시 형태에서, 배킹은 중합체 스트랜드들 및 연결 스트랜드들을 넘어 연장된다.
일 실시 형태에서, 불연속 실리콘 물품은 복수의 연결 스트랜드 및 복수의 접착제 중합체 스트랜드를 포함하며, 접착제 중합체 스트랜드는 폴리 다이오르가노실록산 재료를 포함하는 조성물을, 폴리 다이오르가노실록산 재료를 가교결합시키고 방사선 경화된 실리콘 젤을 형성하기에 충분한 선량으로 전자 빔 조사 및 감마선 조사 중 적어도 하나에 노출시킴으로써 형성되고; 실리콘 젤은 가교결합된 폴리 다이오르가노실록산 재료 및 폴리(다이메틸실록산-옥사미드) 선형 공중합체를 포함한다. 각각의 중합체 스트랜드는 접합 영역들에서 인접한 연결 스트랜드와 반복적으로 접촉한다.
일 실시 형태에서, 실리콘 물품의 제조 방법은, 실리콘 재료를 포함하는 중합체 스트랜드를 제1 속도로 제1 오리피스를 통해 분배하는 단계; 중합체 스트랜드의 제1 측에서 제1 연결 스트랜드를 제2 속도로 제2 오리피스를 통해 분배하는 단계; 중합체 스트랜드의 제1 측 반대편의 제2 측에서 제2 연결 스트랜드를 제2 속도로 제3 오리피스를 통해 분배하는 단계; 및 실리콘 재료에 방사선을 가하여 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 추가로 포함하며, 제1 속도는 제2 속도보다 빠르다. 일 실시 형태에서, 실리콘 물품의 제조 방법은 제1 접합 영역을 형성하는 제1 연결 스트랜드와 제2 접합 영역을 형성하는 제2 연결 스트랜드 사이에서 중합체 스트랜드를 진동(oscillate)시키는 단계를 추가로 포함한다. 일 실시 형태에서, 연결 스트랜드들은 각각 실질적인 직선을 형성한다. 일 실시 형태에서, 실리콘 물품의 제조 방법은 제1 연결 스트랜드를 진동시키는 단계; 제2 연결 스트랜드를 진동시키는 단계; 및 중합체 스트랜드를 진동시키는 단계를 추가로 포함한다.
일 실시 형태에서, 실리콘 물품의 제조 방법은 이어지는 제1 접합 영역들 사이의 영역에서 중합체 스트랜드와 제1 연결 스트랜드 사이에 개구를 형성하는 단계를 추가로 포함한다. 일 실시 형태에서, 실리콘 물품의 제조 방법은 이어지는 제2 접합 영역들 사이의 영역에서 중합체 스트랜드와 제2 연결 스트랜드 사이에 개구를 형성하는 단계를 추가로 포함한다.
일 실시 형태에서, 실리콘 물품의 제조 방법은 실리콘 재료에 e-빔 방사선을 가하여 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 추가로 포함한다. 일 실시 형태에서, 실리콘 물품의 제조 방법은 10분 이내의 실리콘 재료의 분배 중에 e-빔 방사선을 가하여 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 추가로 포함한다.
일 실시 형태에서, 실리콘 물품의 제조 방법은 실리콘 재료를 가열하여 제1 속도로 제1 오리피스를 통해 압출하는 단계를 추가로 포함한다. 일 실시 형태에서, 실리콘 물품의 제조 방법은 중합체 스트랜드의 실리콘 재료를 가열하여 제1 오리피스를 통해 압출하는 단계; 제1 연결 스트랜드의 재료를 가열하여 제2 오리피스를 통해 압출하는 단계; 및 제2 연결 스트랜드의 재료를 가열하여 제3 오리피스를 통해 압출하는 단계를 추가로 포함한다.
본 명세서에 사용되는 바와 같이, 단어 "스트랜드"는 긴 필라멘트를 의미한다.
단어 "바람직한" 및 "바람직하게"는 소정 상황 하에서 소정의 이득을 제공할 수 있는 실시 형태를 지칭한다. 그러나, 동일한 상황 또는 다른 상황 하에서, 다른 실시 형태가 또한 바람직할 수 있다. 또한, 하나 이상의 바람직한 실시 형태의 언급은 다른 실시 형태가 유용하지 않다는 것을 암시하지 않으며, 다른 실시 형태를 배제하고자 하는 것은 아니다.
본 명세서에 사용되는 바와 같이, 단수형 용어("a", "an", "the"), "적어도 하나" 및 "하나 이상"은 상호교환적으로 사용된다. (사용되는 경우) 용어 "및/또는"은 식별된 요소들 중 하나 또는 전부, 또는 식별된 요소들 중 임의의 둘 이상의 조합을 의미한다.
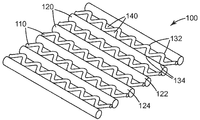
도 1은 불연속 실리콘 물품의 제1 실시 형태의 사시도.
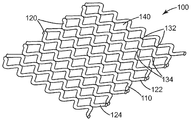
도 2는 불연속 실리콘 물품의 제2 실시 형태의 사시도.
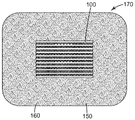
도 3은 도 1의 불연속 실리콘 물품을 갖는 의료 드레싱의 평면도.
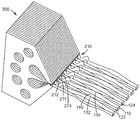
도 4는 스트랜드를 분배하기 위한 분배 다이의 사시도.
도 5는 불연속 실리콘 물품을 제조하기 위한 스트랜드를 분배하는 공정의 일부의 측면도.
상기 식별된 도면 및 형상이 본 발명의 실시 형태를 기술하지만, 다른 실시 형태가 또한 논의에서 언급되는 바와 같이 고려된다. 모든 경우에, 본 개시 내용은 설명을 위해 발명을 묘사하는 것이지 제한을 위한 것은 아니다. 당업자라면 본 발명의 원리의 범주 및 사상 내에 속하는 많은 다른 변형 형태 및 실시 형태를 고안할 수 있을 것으로 이해해야 한다. 도면은 축척대로 도시되지 않을 수 있다.
도 2는 불연속 실리콘 물품의 제2 실시 형태의 사시도.
도 3은 도 1의 불연속 실리콘 물품을 갖는 의료 드레싱의 평면도.
도 4는 스트랜드를 분배하기 위한 분배 다이의 사시도.
도 5는 불연속 실리콘 물품을 제조하기 위한 스트랜드를 분배하는 공정의 일부의 측면도.
상기 식별된 도면 및 형상이 본 발명의 실시 형태를 기술하지만, 다른 실시 형태가 또한 논의에서 언급되는 바와 같이 고려된다. 모든 경우에, 본 개시 내용은 설명을 위해 발명을 묘사하는 것이지 제한을 위한 것은 아니다. 당업자라면 본 발명의 원리의 범주 및 사상 내에 속하는 많은 다른 변형 형태 및 실시 형태를 고안할 수 있을 것으로 이해해야 한다. 도면은 축척대로 도시되지 않을 수 있다.
도 1은 제1 실시 형태의 사시도이고 도 2는 제2 실시 형태의 사시도이며, 이들 도면의 각각은 불연속 실리콘 물품(100)을 나타내며, 이 물품은 복수의 중합체 스트랜드(110) 및 연결 스트랜드(120)를 포함한다. 중합체 스트랜드(110)는 각각 잇따라서 서로 이격된 다양한 제1 접합 영역들(132)에서 인접한 제1 연결 스트랜드(122)와 반복적으로 접촉한다. 중합체 스트랜드(110)는 각각 잇따라서 서로 이격된 다양한 제2 접합 영역들(134)에서 인접한 제2 연결 스트랜드(124)와 반복적으로 접촉한다. 이어지는 제1 접합 영역들(132) 사이 및 이어지는 제2 접합 영역들(134) 사이의 간격은 개구(140)를 형성한다. 개구(140)에는 물질이 실질적으로 부재한다. 도 1 및 도 2에 나타낸 바와 같은 일 실시 형태에서, 중합체 스트랜드(110) 및 연결 스트랜드(120)는 실질적으로 서로 교차하지 않는다. 일 실시 형태에서, 불연속 실리콘 물품(100)은 네트-유사 구조를 갖는다.
일 실시 형태에서, 개구(140)는 실리콘 물품(100)의 면적의 5% 이상을 형성한다. 일 실시 형태에서, 개구(140)는 실리콘 물품(100)의 면적의 10% 이상을 형성한다. 일 실시 형태에서, 개구(140)는 실리콘 물품(100)의 면적의 25% 이상을 형성한다. 일 실시 형태에서, 개구(140)는 실리콘 물품(100)의 면적의 60% 미만을 형성한다. 일 실시 형태에서, 개구(140)는 실리콘 물품(100)의 면적의 40% 미만을 형성한다.
일 실시 형태에서, 중합체 스트랜드(110)는, 스트랜드(110)가 중간 부분에서 가장 넓고 상측 및 하측 부분에서는 더 좁은 단면을 갖는다. 예를 들어, 일 실시 형태에서, 중합체 스트랜드(110)는 원형 단면을 갖는다. 대조적으로, 천공된 구조체는 측벽이 직선 형태인 단면을 가질 것이다. 각각의 개구(140)에서, 각각의 개구(140)의 크기는 물품(100)의 중간에서보다 물품(100)의 표면에서 더 크다. 환언하면, 단면에서 개구(140)는 하부에서 가장 넓고 그리고 다시 상부에서 가장 넓다.
중합체 스트랜드(110)는 x-축을 따라 연속적이고, 연결 스트랜드(120)는 x-축을 따라 연속적이다 (도 1 및 도 2 참조). 중합체 스트랜드(110)와 제1 연결 스트랜드(122) 사이의 복수의 제1 접합 영역 (132)은 중합체 스트랜드(110)와 제2 연결 스트랜드(124) 사이의 복수의 제2 접합 영역(134)과 함께, 실리콘 물품(100)이 x-축뿐만 아니라 y-축으로 배리어(barrier)를 생성하는 구조를 갖게 한다. x-축과 y-축 둘 모두를 따라 유체 유동을 제한하는 것은, 실리콘 물품(100) (배킹(150)이 z-축 유동을 또한 제한하도록 적용됨, 도 3 참조)을 피부 상에 사용하여 덮인 영역 내로 외부 오염물이 들어가는 것을 제한하고 덮인 영역으로부터 상처 유체(wound fluid)가 빠져나가는 것을 제한하는 경우에 유익하다.
도 1의 실시 형태에서, 연결 스트랜드들(120)은 각각 실질적인 직선으로 형성되는 반면, 중합체 스트랜드들(110)은 인접한 연결 스트랜드들(120) 사이에서 파형을 이루며 파형선(wave-like line)을 형성한다. 도 2의 실시 형태에서, 연결 스트랜드들(120) 및 중합체 스트랜드들(110)은 각각 파형을 이루어 파형선을 형성한다.
중합체 스트랜드(110)가 인접한 연결 스트랜드(120)와 반복적으로 접촉하기만 한다면, 그리고 개구(140)가 접합 영역들(132, 134) 사이에 형성되기만 한다면, 각각의 중합체 스트랜드(110) 또는 연결 스트랜드(120)에 대해 다양한 폭, 치수, 진폭 및 주파수의 웨이브가 사용될 수 있다.
일부 실시 형태에서, 실리콘 물품(100)은 두께가 0.025 mm보다 크다. 일 실시 형태에서, 실리콘 물품(100)은 두께가 2.54 mm보다 작다.
일부 실시 형태에서, 중합체 스트랜드(110)는 평균 폭이 10 마이크로미터 내지 500 마이크로미터의 범위 (10 마이크로미터 내지 400 마이크로미터 또는 심지어 10 마이크로미터 내지 250 마이크로미터의 범위)이다. 일부 실시 형태에서, 연결 스트랜드들(120)은 중합체 스트랜드들(110)과 동일한 크기이다. 일부 실시 형태에서, 연결 스트랜드들(120)은 중합체 스트랜드들(110)보다 더 작거나 더 크다.
일부 실시 형태에서, 실리콘 물품(100)은 평량이 5 g/m2 내지 2000 g/m2 (일부 실시 형태에서, 10 g/m2 내지 400 g/m2)의 범위이다.
연결 스트랜드(120)가 중합체 스트랜드(들)와 접합할 수 있는 조성을 갖기만 한다면, 연결 스트랜드(120)는 열가소성 수지, 탄성중합체성 재료, 접착제, 실리콘 젤, 이형 재료, 또는 국제특허 공개 WO 2013/032683호에 개시된 것과 같은 스트랜드의 임의의 조성물을 포함할 수 있다. 일 실시 형태에서, 연결 스트랜드(120)는 방사선 경화된다. 일 실시 형태에서, 연결 스트랜드(120)는 방사선 경화된 실리콘 젤이다. 일 실시 형태에서, 연결 스트랜드(120)는 중합체 스트랜드(110)와 동일한 조성을 갖는다.
본 발명의 불연속 실리콘 접착제 물품의 경우, 하나 이상의 중합체 스트랜드(110)가 방사선 경화된 실리콘 젤을 포함한다. 일 실시 형태에서, 모든 중합체 스트랜드(110)가 방사선 경화된 실리콘 젤을 포함한다.
실리콘 젤 (가교결합된 폴리 다이메틸실록산 ("PDMS")) 재료는 유전체 충전제, 진동 댐퍼(damper) 및 흉터 조직 치유를 촉진시키기 위한 의료적 치료에 사용되어 왔다. 가볍게 가교결합된 실리콘 젤은 전통적인 점착성 부여된 실리콘 PSA와 비교하여 낮은 접착 강도 내지 중간 정도의 접착 강도를 갖는 연질의 점착성이고 탄성인 재료이다. 실리콘 젤은 전형적으로 실리콘 감압 접착제 ("PSA")보다 더 연질이며, 그 결과 피부에 접착 시에 덜 불편하다. 상대적으로 낮은 접착 강도와 중간 정도의 점착성의 조합은 실리콘 젤을 피부에 순한 접착제 응용에 적합하게 한다.
실리콘 젤 접착제는 세지 않은 제거력으로 피부에 대한 양호한 접착력을 제공하며, 위치 변경될(repositioned) 수 있다. 구매가능한 실리콘 젤 접착제 시스템의 예에는 상표명 다우 코닝(Dow Corning) MG 7-9850, 바커(WACKER) 2130, 블루스타(BLUESTAR) 4317 및 4320, 및 누실(NUSIL) 6345 및 6350으로 시판되는 제품이 포함된다.
이러한 실리콘 젤 접착제는, 하이드로실릴화 촉매 (예를 들어, 백금 착물)의 존재 하에서, 비닐 종결된 폴리(다이메틸실록산) (PDMS)과 수소 종결된 PDMS 사이의 부가 경화 반응에 의해 형성된다. 비닐 종결된 PDMS 사슬 및 수소 종결된 PDMS 사슬은 그들의 특정 화학적 모이어티(moiety)로 인해 '작용화된' 실리콘으로 불린다. 개별적으로는, 그러한 작용성 기능성 실리콘은 일반적으로 반응성이 아니지만, 함께는 반응성 실리콘 시스템을 형성한다. 추가적으로, 실리케이트 수지 (점착제) 및 다수의 수소 작용기를 갖는 PDMS (가교결합제)는 젤의 접착 특성을 개질하도록 제형화될 수 있다.
부가 경화 반응으로부터 생성되는 실리콘 젤 접착제는, 약간의 수준의 자유 (가교결합되지 않은) PDMS 유체를 갖고 점착성 부여 수지를 거의 또는 전혀 갖지 않는 매우 약하게 가교결합된 폴리다이메틸실록산 (PDMS) 네트워크이다. 대조적으로, 점착성 부여 수지는 전형적으로 실리콘 PSA 중에 고수준 (45 내지 60 pph)으로 사용된다.
실리콘 재료의 촉매 촉진된 경화 외에도, 유기 과산화물의 고온 분해로부터 형성되는 자유 라디칼이 실리콘 제형을 가교결합 또는 경화시킬 수 있음이 알려져 있다. 이러한 경화 기술은 경화 화학(curing chemistry)으로부터 필름 내에 남겨진 산성 잔류물로 인해 바람직하지 않은데, 이 산성 잔류물은 부식성이어서 피부 접촉에 적합하지 않다. 또한, 이러한 경화 기술은 너무 느려서 불연속 물품(100)의 개구(140)를 유지하기에 충분한 시간 내에 실리콘 재료를 가교결합할 수 없다.
일반적으로, 본 발명의 가교결합된 실록산 네트워크는 작용성 또는 비작용성 실리콘 재료 중 어느 하나로부터 형성될 수 있다. 이러한 젤 접착제는 폴리실록산 네트워크의 매우 낮은 유리 전이 온도 (Tg) 및 모듈러스(modulus)로 인해 탁월한 습윤(wetting) 특성을 갖는다. 유동학적으로, 이러한 젤은 접합 형성 기간과 접합 파괴 기간에 거의 동일한 저장 모듈러스를 나타내며, 그 결과 접착제를 박리에 의해 탈접합(debond)시키는 데 상대적으로 낮은 힘 내지 중간 정도의 힘이 필요하게 된다. 이로 인해 제거 시에 피부 외상이 최소한 내지 전혀 없게 된다. 추가적으로, 가교결합된 젤의 탄성 속성은 피부에의 착용(skin wear) 중에 모발 주위로의 접착제의 유동을 방지하며, 이는 제거 중에 통증이 생기는 경우를 추가로 감소시킨다.
일반적으로, 실리콘 재료는 오일, 유체, 검, 탄성중합체, 또는 수지, 예를 들어 잘 부서지는 고체 수지일 수 있다. 일반적으로, 더 저분자량, 더 저점도의 재료는 유체 또는 오일로 지칭되는 반면, 더 고분자량, 더 고점도의 재료는 검으로 지칭되지만, 이러한 용어들 사이의 엄격한 구별은 없다. 탄성중합체 및 수지는 검보다 훨씬 더 높은 분자량을 가지며, 전형적으로 유동하지 않는다. 본 명세서에 사용되는 바와 같이, 용어 "유체" 및 "오일"은 25℃에서의 역학 점도가 1,000,000 mPa·sec 이하 (예를 들어, 600,000 mPa·sec 미만)인 재료를 지칭하는 반면, 25℃에서의 역학 점도가 1,000,000 mPa·sec보다 큰 (예를 들어, 10,000,000 mPa·sec 이상인) 재료는 "검"으로 지칭된다.
일반적으로, 본 발명에 유용한 실리콘 재료는 폴리 다이오르가노실록산, 즉 폴리실록산 골격을 포함하는 재료이다. 일부 실시 형태에서, 폴리 다이오르가노실록산은, 작용성 실리콘 세그먼트 또는 공중합체를 함유하지 않는, 단일중합체이다. 일부 실시 형태에서, 비작용화된 실리콘 재료는 지방족 및/또는 방향족 치환기를 갖는 실록산 골격을 예시하는 하기의 화학식으로 기재되는 선형 재료일 수 있다:
[화학식 1]

여기서, R1, R2, R3, 및 R4는 알킬 기 및 아릴 기로 이루어진 군으로부터 독립적으로 선택되고, 각각의 R5는 알킬 기이고, n 및 m은 정수이고, m 또는 n 중 적어도 하나는 0이 아니다. 일부 실시 형태에서, 알킬 또는 아릴 기들 중 하나 이상은 할로겐 치환기, 예를 들어 불소를 함유할 수 있다. 예를 들어, 일부 실시 형태에서, 알킬 기들 중 하나 이상은 ―CH2CH2C4F9일 수 있다.
일부 실시 형태에서, R5는 메틸 기인데, 즉 비작용화된 폴리 다이오르가노실록산 재료는 트라이메틸실록시 기로 종결된다. 일부 실시 형태에서, R1 및 R2는 알킬 기이고, n은 0인데, 즉 이 물질은 폴리(다이알킬실록산)이다. 일부 실시 형태에서, 알킬 기는 메틸 기이며, 즉 폴리(다이메틸실록산)("PDMS")이다. 일부 실시 형태에서, R1은 알킬 기이고, R2는 아릴 기이고, n은 0인데, 즉 이 재료는 폴리(알킬아릴실록산)이다. 일부 실시 형태에서, R1은 메틸 기이고, R2는 페닐 기인데, 즉 이 재료는 폴리(메틸페닐실록산)이다. 일부 실시 형태에서, R1 및 R2는 알킬 기이고, R3 및 R4는 아릴 기인데, 즉 이 재료는 폴리(다이알킬다이아릴실록산)이다. 일부 실시 형태에서, R1 및 R2는 메틸 기이고, R3 및 R4는 페닐 기인데, 즉 이 재료는 폴리(다이메틸다이페닐실록산)이다.
일부 실시 형태에서, 비작용화된 폴리 다이오르가노실록산 재료는 분지형일 수 있다. 예를 들어, R1, R2, R3, 및/또는 R4 기들 중 하나 이상은 알킬 또는 아릴 (할로겐화된 알킬 또는 아릴을 포함함) 치환기 및 말단 R5 기를 갖는 선형 또는 분지형 실록산일 수 있다.
본 명세서에 사용되는 바와 같이 "비작용기"는 탄소, 수소, 및 일부 실시 형태에서는 할로겐(예를 들어, 불소) 원자로 이루어진 알킬 또는 아릴 기이다. 본 명세서에 사용되는 바와 같이, "비작용화된 폴리 다이오르가노실록산 재료"는 R1, R2, R3, R4, 및 R5 기가 비작용기인 것이다.
일반적으로, 작용성 실리콘 시스템은 시재료의 폴리실록산 골격에 부착된 특정 반응성 기 (예를 들어, 수소, 하이드록실, 비닐, 알릴, 또는 아크릴 기)를 포함한다. 본 명세서에 사용되는 바와 같이, "작용화된 폴리 다이오르가노실록산 재료"는 화학식 2로 표시되는 R 기들 중 적어도 하나가 작용기인 것이다.
[화학식 2]

일부 실시 형태에서, 작용성 폴리 다이오르가노실록산 재료는 R 기들 중 2개 이상이 가교결합을 위해 이용되는 작용기인 것이다. 일반적으로, 화학식 2의 R 기들은 독립적으로 선택될 수 있다. 일부 실시 형태에서, 가교결합을 위해 이용되는 하나 이상의 작용기는 하이드라이드 기, 하이드록시 기, 알콕시 기, 비닐 기, 에폭시 기, 및 아크릴레이트 기로 이루어진 군으로부터 선택된다.
작용성 R 기에 더하여, R 기는 비작용기, 예를 들어 할로겐화 (예를 들어, 플루오르화) 알킬 및 아릴 기를 포함하는, 알킬 또는 아릴 기일 수 있다. 일부 실시 형태에서, 작용화된 폴리 다이오르가노실록산 재료는 분지형일 수 있다. 예를 들어, R 기들 중 하나 이상은 작용성 및/또는 비작용성 치환기를 갖는 선형 또는 분지형 실록산일 수 있다.
본 발명의 접착제는, 하나 이상의 폴리 다이오르가노실록산 재료 (예를 들어, 실리콘 오일 또는 유체)를, 선택적으로 적절한 점착성 부여 수지와 조합하고, 이것을 다이를 통해 분배하여 중합체 스트랜드(110) 및 선택적으로 연결 스트랜드(120)를 형성하고, 예를 들어, 전자 빔 (E-빔) 또는 감마선 조사를 사용하여 방사선 경화시킴으로써 제조될 수 있다. 일반적으로, 접착제의 제형화에 유용한 임의의 공지된 첨가제가 또한 포함될 수 있다.
포함되는 경우, 일반적으로, 임의의 공지된 점착성 부여 수지가 사용될 수 있으며, 예를 들어 일부 실시 형태에서는 실리케이트 점착성 부여 수지가 사용될 수 있다. 일부 예시적인 접착제 조성물에서, 복수의 실리케이트 점착성 부여 수지를 사용하여 원하는 성능을 달성할 수 있다. 실리콘 젤 접착제 내의 점착성 부여 수지의 양은 10 중량%, 20 중량%, 30 중량%, 40 중량%, 또는 50 중량% 이하일 수 있다.
적합한 실리케이트 점착성 부여 수지는 하기 구조 단위 M (즉, 1가 R'3SiO1/2 단위), D (즉, 2가 R'2SiO2/2 단위), T (즉, 3가 R'SiO3/2 단위), 및 Q (즉, 4가 SiO4/2 단위), 및 이들의 조합으로 구성된 수지를 포함한다. 전형적인 예시적 실리케이트 수지는 MQ 실리케이트 점착성 부여 수지, MQD 실리케이트 점착성 부여 수지, 및 MQT 실리케이트 점착성 부여 수지를 포함한다. 이들 실리케이트 점착성 부여 수지는 보통 수 평균 분자량이 100 내지 50,000 그램/몰, 예를 들어 500 내지 15,000 그램/몰의 범위이며, 일반적으로 R' 기는 메틸 기이다.
MQ 실리케이트 점착성 부여 수지는 각각의 M 단위가 Q 단위에 결합되고, 각각의 Q 단위가 하나 이상의 다른 Q 단위에 결합된 공중합체성 수지이다. Q 단위 중 몇몇은 단지 다른 Q 단위에만 결합된다. 그러나, 몇몇 Q 단위는 하이드록실 라디칼에 결합되어 HOSiO3/2 단위(즉, "TOH" 단위)를 생성함으로써, 실리케이트 점착성 부여 수지의 약간의 규소 결합된 하이드록실 함량을 차지한다.
MQ 수지 상의 규소 결합된 하이드록실 기(즉, 실라놀)의 수준은 실리케이트 점착성 부여 수지의 중량을 기준으로 1.5 중량% 이하, 1.2 중량% 이하, 1.0 중량% 이하, 또는 0.8 중량% 이하로 감소될 수 있다. 이는, 예를 들어 헥사메틸다이실라잔을 실리케이트 점착성 부여 수지와 반응시킴으로써 달성될 수 있다. 그러한 반응은, 예를 들어 트라이플루오로아세트산에 의해 촉매될 수 있다. 대안적으로, 트라이메틸클로로실란 또는 트라이메틸실릴아세트아미드를 실리케이트 점착성 부여 수지와 반응시킬 수 있으며, 이 경우 촉매는 필요하지 않다.
MQD 실리콘 점착성 부여 수지는 M, Q 및 D 단위를 갖는 삼원공중합체이다. 일부 실시 형태에서, D 단위의 메틸 R' 기 중 일부는 비닐(CH2=CH-) 기("DVi" 단위)로 대체될 수 있다. MQT 실리케이트 점착성 부여 수지는 M, Q 및 T 단위를 갖는 삼원공중합체이다.
적합한 실리케이트 점착성 부여 수지는 다우 코닝(Dow Corning; 예를 들어, DC 2-7066), 모멘티브 퍼포먼스 머티어리얼즈(Momentive Performance Materials; 예를 들어, SR545 및 SR1000), 및 바커 케미 아게(Wacker Chemie AG; 예를 들어, 벨실(BELSIL) TMS-803)와 같은 공급처로부터 구매가능하다.
일부 실시 형태에서, 접착제는 점착제 (예를 들어, MQ 수지), 충전제 안료, 점착력을 개선하기 위한 첨가제, 수분-증기 투과율을 개선하기 위한 첨가제, 약학적 제제, 화장품용 제제, 천연 추출물, 실리콘 왁스, 실리콘 폴리에테르, 친수성 중합체 및 유동 개질제(rheology modifier)를 포함하지만 이에 한정되지 않는 임의의 다양한 공지된 충전제 및 첨가제를 포함할 수 있다. 접착력을 개선하는 데, 특히 표면을 습윤화하는 데 사용되는 첨가제에는 폴리(에틸렌 옥사이드) 중합체, 폴리(프로필렌 옥사이드) 중합체 및 폴리(에틸렌 옥사이드 및 프로필렌 옥사이드)의 공중합체, 아크릴산 중합체, 하이드록시에틸 셀룰로오스 중합체, 실리콘 폴리에테르 공중합체, 예를 들어 폴리(에틸렌 옥사이드)와 폴리다이오르가노실록산의 공중합체 및 폴리(프로필렌 옥사이드)와 폴리다이오르가노실록산의 공중합체, 및 이들의 블렌드와 같은 중합체가 포함된다. 실리콘 중합체 매트릭스는 분산된 흡수성 입자 또는 섬유를 추가로 포함할 수 있다. 예를 들어, 개시 내용이 본 명세서에 참고로 포함된, 국제특허 공개 WO2013/025955호는 중합체 스트랜드 및/또는 연결 스트랜드에 사용하기에 적합한 실리콘 접착제 조성물을 개시한다.
폴리실록산 재료, 존재한다면 점착성 부여 수지, 및 임의의 선택적인 첨가제는 코팅 및 경화 전에 임의의 매우 다양한 공지된 수단에 의해 조합될 수 있다. 예를 들어, 일부 실시 형태에서, 혼합기, 블렌더, 밀(mill), 압출기 등과 같은 통상의 장비를 사용하여 다양한 성분들이 사전 블렌딩될 수 있다.
일부 실시 형태에서, 재료는 용매 중에 용해되고, 다이를 통해 분배되고, 경화 전에 건조될 수 있다. 일부 실시 형태에서, 무용매 배합 및 다이를 통한 분배가 사용될 수 있다. 일부 실시 형태에서, 다이를 통한 무용매 분배가 대략 실온에서 일어날 수 있다. 예를 들어, 일부 실시 형태에서, 재료는 동점도(kinematic viscosity)가 100,000 센티스토크(cSt) 이하, 예를 들어 50,000 cSt 이하일 수 있다. 그러나 일부 실시 형태에서, 예를 들어 더 고분자량인 재료의 점도를 감소시키기 위하여 압출과 같은 고온 용융 처리가 사용될 수 있다. 다양한 성분들이 다양한 조합으로 또는 개별적으로, 압출기의 하나 이상의 개별 포트를 통하여 함께 첨가되고, 압출기 내에서 블렌딩되고 (예를 들어, 용융 혼합되고), 압출되어 고온 용융 조성물을 형성할 수 있다.
본 명세서에 개시된 불연속 실리콘 물품(100)은 프로파일 압출(profile extrusion)로 지칭되는 공정에 의해 제조될 수 있다. 예를 들어, 개시 내용이 본 명세서에 참고로 포함된 국제특허 공개 WO 2013/032683호는, 개시된 불연속 실리콘 물품(100)을 제조하기에 적합한 프로파일 압출 공정을 개시한다. 도 4는 각각 중합체 스트랜드(110) 및 연결 스트랜드(120)를 제조하기 위해 재료를 분배하기 위한 예시적인 다이(200)의 사시도를 나타낸다.
실온에서 점도가 비교적 낮은 (즉, 25℃에서의 역학 점도가 1,000,000 mPa·sec 이하인) 재료의 경우, 각각 중합체 스트랜드(110) 및 연결 스트랜드(120)를 형성하기 위해 다이(200)에 통과시키기 전에 재료를 가열하는 것이 필요하지 않다. 대신에, 이러한 저점도 재료는 실온에서 중력에 의해 다이(200)를 통해 분배될 수 있다. 일부 실시 형태에서, 다이(200)를 통해 분배하기 위해 펌프로부터의 압력이 사용될 수 있다. 일부 실시 형태에서, 다이(200)를 통해 재료를 분배하기 위해 열이 사용될 수 있다.
일반적으로, 프로파일 압출 공정은 중합체 스트랜드들(110) 및 연결 스트랜드들(120)을 분배하기 위한, 서로 이격된 복수의 오리피스(210)를 포함하는 다이(200)를 포함한다. 일반적으로, 스트랜드 접합의 속도는 더 빠른 스트랜드의 분배 속도에 비례하는 것으로 관찰되었다. 예를 들어, 분배기(dispenser) 속도, 오리피스 크기, 조성물 특성을 사용하여 분배되는 중합체 스트랜드 및 연결 스트랜드의 속도를 제어할 수 있다.
일 실시 형태에서, 오리피스들 사이의 간격은 다이를 통해 분배된 후 얻어지는 스트랜드의 직경보다 크며, 이는 스트랜드들이 서로 반복적으로 부딪쳐서 접합 영역들을 형성하게 한다. 오리피스들 사이의 간격이 너무 크면, 스트랜드들이 서로 부딪치지 않을 것이고 접합 영역을 형성하지 않을 것이다. 전형적으로, 중합체 스트랜드는 중력 방향으로 분배된다. 이는 동일 선상의 스트랜드들이 상호 정렬 상태로부터 벗어나기 전에 서로 부딪칠 수 있게 한다. 일부 실시 형태에서, 특히 제1 및 제2 중합체의 압출 오리피스들이 서로 동일 선상에 있지 않을 때, 스트랜드들을 수평으로 분배하는 것이 바람직하다.
일 실시 형태에서, 중합체 스트랜드(110)는 제1 오리피스(211)로부터 제1 속도로 분배되는 한편, 제1 연결 스트랜드(122)는 중합체 스트랜드(110)의 제1 측에서 제2 오리피스(212)로부터 그리고 제2 연결 스트랜드(124)는 중합체 스트랜드(110)의 제1 측 반대편의 제2 측에서 제3 오리피스(213)로부터 둘 모두가 제2 속도로 분배된다.
일 실시 형태에서, 압출된 중합체 스트랜드(110), 제1 연결 스트랜드(122), 및 제2 연결 스트랜드(124)는 실질적으로 서로 교차하지 않는다. 일 실시 형태에서, 중합체 스트랜드(110)는 제1 접합 영역(132)을 형성하는 제1 연결 스트랜드(122)와 제2 접합 영역(134)을 형성하는 제2 연결 스트랜드(124) 사이에서 진동한다. 개구(140)가, 이어지는 제1 접합 영역들(132) 사이의 영역 내에서 중합체 스트랜드(110)와 제1 연결 스트랜드(122) 사이에 형성되며, 이어지는 제2 접합 영역들(134) 사이의 영역 내에서 중합체 스트랜드(110)와 제2 연결 스트랜드(124) 사이에 형성된다.
일 실시 형태에서, 연결 스트랜드들(122, 124)은 각각 실질적인 직선을 형성한다. 일 실시 형태에서, 중합체 스트랜드들(110) 및 연결 스트랜드들(122, 124) 둘 모두가 진동한다.
전형적으로, 다이의 오리피스는 비교적 작다. 일 실시 형태에서, 오리피스는 50 밀 (1270 마이크로미터) 미만이고, 일 실시 형태에서 30 밀 (762 마이크로미터) 미만이다.
그것이 어떻게 형성되는지에 관계없이, 중합체 스트랜드(110)는 방사선 경화된다. 연결 스트랜드(120)가 또한 실리콘 재료인 경우, 이는 또한 방사선 경화된다. 일부 실시 형태에서, 스트랜드는 e-빔 조사와 같은 조사에의 노출을 통하여 경화될 수 있다. 일부 실시 형태에서, 스트랜드는 감마선 조사에의 노출을 통하여 경화될 수 있다. 일부 실시 형태에서, 전자빔 경화 및 감마선 경화의 조합이 사용될 수 있다. 예를 들어, 일부 실시 형태에서, 스트랜드는 전자빔 조사에의 노출에 의해 부분적으로 경화될 수 있다. 후속하여, 스트랜드는 감마선 조사에 의해 추가로 경화될 수 있다.
E-빔 및 감마선 경화를 위한 다양한 절차가 잘 알려져 있다. 경화는 사용되는 특정 장비에 따라 좌우되며, 당업자는 특정 장비, 기하학적 형상, 및 선속도뿐만 아니라 다른 잘 알려진 공정 파라미터를 위한 선량 보정 모델(dose calibration model)을 정의할 수 있다.
구매가능한 전자빔 생성 장비는 용이하게 입수가능하다. 예를 들어, 방사선 처리는 모델 CB-300 전자빔 생성 장치(에너지 사이언시스, 인크.(Energy Sciences, Inc.; 미국 매사추세츠주 윌밍톤 소재)로부터 입수가능함)에서 수행될 수 있다. 일반적으로, 지지 필름 (예를 들어, 폴리에스테르 테레프탈레이트 지지 필름)이 챔버를 통과한다. 일부 실시 형태에서, 양면에 라이너 (예를 들어, 플루오로실리콘 이형 라이너)를 갖는 미경화 재료의 샘플 ("폐쇄 면")이 지지 필름에 부착되고 약 6.1 m/min (20 ft/min)의 일정한 속도로 이송될 수 있다. 일부 실시 형태에서, 미경화 재료의 샘플이 하나의 라이너에 적용될 수 있는데, 반대편 표면에는 라이너가 없다 ("개방 면"). 일반적으로, 챔버는, 특히 개방 면 경화일 때, 샘플이 e-빔 경화되는 동안 불활성화된다 (예를 들어, 산소 함유 실내 공기가 불활성 기체, 예컨대 질소로 대체된다).
미경화 재료는 이형 라이너를 통하여 한쪽 면으로부터 e-빔 조사에 노출될 수 있다. 단층 라미네이팅 접착제 유형의 테이프를 제조하는 경우, 전자빔에 1회 통과시키는 것이 충분할 수 있다. 더 두꺼운 샘플은 접착제의 단면에 걸친 경화 구배(cure gradient)를 나타낼 수 있어서, 미경화 재료를 양쪽 면으로부터 전자빔 방사선에 노출시키는 것이 바람직할 수 있다.
구매가능한 감마선 조사 장비에는 의료 응용을 위한 제품의 감마선 조사 살균에 흔히 사용되는 장비가 포함된다. 일부 실시 형태에서, 그러한 장비는 본 발명의 스트랜드를 경화시키거나 또는 부분적으로 경화시키는 데 사용될 수 있다. 일부 실시 형태에서, 그러한 경화는 반제품 또는 완제품, 예를 들어 테이프 또는 상처 드레싱을 위한 살균 공정과 동시에 일어날 수 있다.
실온에서 유동가능한, 각각 미경화 중합체 스트랜드(110) 및 연결 스트랜드(120)의 실시 형태의 경우, 다이(200)로부터 분배한 후에 신속하게 재료를 경화시켜 스트랜드, 개방 영역, 및 접합 영역의 별개의 형상을 보존하는 것이 바람직하다. 일 실시 형태에서, 불연속 실리콘 물품(100)은 다이(200)로부터 분배된 지 10분 이내에 방사선 경화된다. 일 실시 형태에서, 불연속 실리콘 물품(100)은 다이(200)로부터 분배된 지 2분 이내에 방사선 경화된다. 일 실시 형태에서, 불연속 실리콘 물품(100)은 다이(200)로부터 분배된 지 10초 이내에 방사선 경화된다.
일 실시 형태에서, 추가적인 배킹(150)이 불연속 실리콘 물품(100)의 일 면 상에 포함된다. 배킹(150)은 단층 또는 다층 구조일 수 있다. 일부 실시 형태에서, 아래에 놓인 피부 또는 의료 장치의 관찰을 가능하게 하도록 투명한 배킹이 바람직하다. 배킹(150)은 천 (예를 들어, 직물, 편물, 부직물), 종이, 필름, 폼, 및 이들의 조합을 포함할 수 있다. 배킹(150)은, 실리콘 물품(100)을 배킹(150)에 고정하는 데 도움을 주도록 접착제(160) 코팅을 포함할 수 있다. 일부 실시 형태에서, 배킹(150)은 실리콘 물품(100)과 전체 크기에서 일치한다. 일부 실시 형태에서, 배킹(150)은 실리콘 물품(100)의 전체 크기를 넘어 연장되며, 아래에 놓인 표면 또는 피부에 고정하는 데 도움을 주도록 접착제(160)가 추가로 사용될 수 있다. 실리콘 물품(100)은, 추가적인 접착제를 포함하지 않고서, 배킹에 직접 적용되고 고정될 수 있다.
일 실시 형태에서, 배킹(150)은 액체 및 적어도 일부 가스의 통과에 대해 불투과성 배리어를 제공하는 박막이다. 일 실시 형태에서, 배킹(150)은 높은 수증기 투과성을 갖지만 액체인 물에 대해서는 일반적으로 불투과성이어서, 미생물 및 기타 오염물이 기재 아래의 영역으로부터 봉쇄된다. 적합한 재료의 일례는 미국 특허 제3,645,835호 및 제4,595,001호에 기재된 바와 같은 고 수증기 투과성의 필름이며, 상기 특허들의 개시 내용은 본 명세서에 참고로 포함된다. 고 수증기 투과성의 필름 또는 필름/접착제 복합재에서, 이 복합재는, 예를 들어, 미국 특허 제4,595,001호에 기재된 바와 같은 반전 컵 방법(inverted cup method)을 사용하여, 37℃/100-10% RH에서 300 g/m2 /24시간 이상, 또는 37℃/100-10% RH에서 700 g/m2 /24시간 이상, 또는 37℃/100-10% RH에서 2000 g/m2 /24시간 이상의 투과율과 같이, 인간 피부와 같거나 더 큰 투과율로 수증기를 투과시킬 것이다. 일 실시 형태에서, 배킹(150)은 탄성중합체성 폴리우레탄, 폴리에스테르, 또는 폴리에테르 블록 아미드 필름이다. 이러한 필름은 탄력성, 탄성, 높은 수증기 투과성, 및 투명성의 바람직한 특성들을 겸비한다. 배킹 층의 이러한 특성의 설명은 미국 특허 제5,088,483호 및 제5,160,315호에서 찾아 볼 수 있으며, 상기 특허들의 개시 내용은 본 명세서에 참고로 포함된다. 잠재적으로 적합한 배킹 재료의 구매가능한 예에는 상표명 테가덤(TEGADERM) (쓰리엠 컴퍼니(3M Company))으로 판매되는 얇은 중합체 필름 배킹이 포함될 수 있다.
의료 드레싱에 의해 형성된 밀봉된 환경으로부터 유체가 활발히 제거될 수 있기 때문에, 비교적 높은 수증기 투과성의 배킹은 필요하지 않을 수 있다. 그 결과로, 일부 다른 잠재적으로 유용한 배킹은, 예를 들어, 메탈로센 폴리올레핀을 포함할 수 있고, SBS 및 SIS 블록 공중합체 재료가 사용될 수 있다.
그러나, 그와 상관없이, 배킹을 비교적 얇게 유지하여, 예를 들어, 정합성(conformability)을 개선하는 것이 바람직할 수 있다. 예를 들어, 배킹은 두께가 200 마이크로미터 이하, 또는 100 마이크로미터 이하, 잠재적으로 50 마이크로미터 이하, 또는 심지어 25 마이크로미터 이하인 중합체 필름으로 형성될 수 있다.
배킹(150) 상에 포함된 접착제(160)는 전형적으로 감압 접착제이다. 실리콘 물품(100)과 고정하기 위한 접착제(160)가 불필요하도록, 실리콘 물품(100)이 배킹(150)에 대해 충분한 접착력을 가질 수 있는 것으로 이해된다. 그러나, 배킹(150)이 실리콘 물품(100)의 전체 면적을 넘어 연장되는 경우, 배킹(150) 상의 접착제(160)는, 적어도 실리콘 물품(100)을 넘어선 부분에서, 아래에 놓인 기재, 즉 피부에 배킹(150)을 고정하는 것이 바람직할 수 있다.
배킹 상에 사용하기 위해 적합한 접착제에는 피부에 대해 허용가능한 접착력을 제공하며 피부 상에서의 사용에 대해 허용가능한 임의의 접착제가 포함된다 (예를 들어, 접착제는 바람직하게는 비-자극성이고 비-감작성(non-sensitizing)이어야 한다). 적합한 접착제는 감압 접착제이며, 소정 실시 형태에서, 비교적 높은 수증기 투과율을 가져서 수분 증발을 가능하게 한다. 적합한 감압 접착제에는 아크릴레이트, 우레탄, 하이드로젤, 하이드로콜로이드, 블록 공중합체, 실리콘을 기반으로 한 것들, 고무계 접착제 (천연 고무, 폴리아이소프렌, 폴리아이소부틸렌, 부틸 고무 등을 포함함)뿐만 아니라 이들 접착제의 조합이 포함된다. 접착제 성분은 점착제, 가소제, 유동 개질제를 함유할 수 있다.
배킹 상에 사용될 수 있는 감압 접착제에는, 미국 특허 RE 24,906호에 기재된 아크릴레이트 공중합체, 특히 97:3 아이소옥틸 아크릴레이트:아크릴아미드 공중합체와 같이, 전형적으로 피부에 적용되는 접착제가 포함될 수 있다. 다른 예에는 미국 특허 제4,737,410호 (실시예 31)에 기재된 바와 같은 70:15:15 아이소옥틸 아크릴레이트: 에틸렌옥사이드 아크릴레이트:아크릴산 삼원공중합체가 포함될 수 있다. 다른 잠재적으로 유용한 접착제가 미국 특허 제3,389,827호; 제4,112,213호; 제4,310,509호; 및 제4,323,557호에 기재되어 있다.
실리콘 접착제가 또한 사용될 수 있다. 일반적으로, 실리콘 접착제는 피부에 대한 적합한 접착력을 제공하는 한편, 피부로부터 부드럽게 제거될 수 있다. 적합한 실리콘 접착제는 국제특허 공개 WO2010/056541호 및 WO2010/056543호에 개시되어 있으며, 이들의 개시 내용은 본 명세서에 참고로 포함된다.
감압 접착제는, 일부 실시 형태에서, 인간 피부와 같거나 더 큰 투과율로 수증기를 투과시킬 수 있다. 그러한 특징은 적절한 접착제의 선택을 통해 달성될 수 있지만, 미국 특허 제4,595,001호에 기재된 바와 같이, 배킹 상에 접착제를 패턴 코팅하는 것과 같은, 높은 상대적 수증기 투과율을 달성하는 다른 방법이 사용될 수 있는 것으로 또한 고려된다. 다른 잠재적으로 적합한 감압 접착제에는, 예를 들어, 미국 특허 제6,994,904호에 기재된 것들과 같은, 블로운-마이크로-파이버(blown-micro-fiber; BMF) 접착제가 포함될 수 있다.
도 3은, 도 1에 기재된 것과 같은 불연속 실리콘 물품(100), 및 접착제(160)로 코팅된 배킹(150)을 포함하는 의료 드레싱(170)의 제1 실시 형태의 저면도이다. 이러한 실시 형태에서, 배킹(150)은 실리콘 물품(100)의 전체 크기를 넘어 연장되어, 접착제(160)가 표면, 예를 들어, 피부와 접촉하여 의료 드레싱(170)을 피부에 추가로 고정한다. 의료 드레싱(170)은 실리콘 물품(100)이 상처 유체를 흡수하도록 상처 위에 위치될 수 있다. 일부 경우에, 실리콘 물품(100)은 손상되기 쉬운 피부 위에 배치되어 외부 표면과의 접촉으로부터 피부를 보호한다. 일부 실시 형태에서, 실리콘 물품(100)을 수용하는 표면 반대편의 배킹의 표면은 의료 장치와 같은 장치와 고정하기 위한 접착제를 포함한다.
개구(140)에는 실리콘 물품 재료가 본질적으로 부재하며, 이는 수증기가 실리콘 물품(100)을 완전히 통과하게 한다. 배킹(150)을 갖는 실시 형태에서, 배킹은 수증기 투과를 제한할 수 있다. 그러나, 상기에 논의된 바와 같이, 특별히 설계되는 배킹 또는 배킹/접착제 조합은 비교적 높은 수증기 투과율을 갖도록 설계될 수 있다. 일 실시 형태에서, 배킹과 조합된 실리콘 물품(100)은, 미국 특허 제4,595,001호에 기재된 반전 컵 방법을 사용하여, 수증기 투과율이 37℃/100-10% RH에서 300 g/m2 /24시간 이상, 또는 37℃/100-10% RH에서 700 g/m2 /24시간 이상, 또는 37℃/100-10% RH에서 2000 g/m2 /24시간 이상의 비율이다.
불연속 실리콘 물품(100)은 표면에 고정될 수 있다. 수많은 개구(140)는 가요성, 드레이프성(drapabality), 및 아래에 놓인 표면으로부터의 수증기 투과를 제공한다. 개시된 실리콘 물품은 피부와 접촉하여 표면으로부터 수증기 투과를 허용하는 데 특히 유용하다. 일부 실시 형태에서, 본 발명의 실리콘 젤 접착제를 함유하는 불연속 물품(100)은 테이프, 상처 드레싱, 외과용 드레이프(surgical drape), IV 부위 드레싱, 보철물(prosthesis), 장루(ostomy) 또는 스토마(stoma) 파우치, 구강 패치, 또는 경피 패치와 같은 의료용 물품을 형성하기에 적합하다.
특정 실시 형태가 본 명세서에 도시되고 설명되었지만, 이들 실시 형태는 안출될 수 있는 많은 가능한 특정 배열들을 단순히 예시하는 것임을 이해해야 한다. 수많은 다양한 다른 배열들이 당업자에 의해 본 발명의 사상 및 범주로부터 벗어남이 없이 이들 원리에 따라 안출될 수 있다. 청구범위의 범주가 본 출원에 기재된 구조로 제한되어서는 안 된다.
실시예
본 발명의 목적 및 이점이 하기의 실시예에 의해 추가로 예시되지만, 이들 실시예에 인용된 특정 재료 및 그의 양뿐만 아니라 기타 조건이나 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안 된다. 달리 표시되지 않는 한, 모든 부 및 백분율은 중량 기준이며, 모든 물은 증류수이고, 모든 분자량은 중량 평균 분자량이다.
샘플 제조에 이용한 원재료가 표 1에 나타나 있다.
[표 1]

시험 방법
MVTR
MVTR은 ASTM E96-80에 기초한 방법을 사용하여 결정하였다. 간단히 말해, 3.8 cm의 패턴 코팅된 실리콘 접착제 샘플을 절단하고 접착제 코팅된 포일 고리들 사이에 개재하였다. 118 mL 유리병을, 몇 방울의 0.2% (w/w) 메틸렌 블루 수용액과 함께 50 mL 물로 채웠다. 유리병의 뚜껑은 또한 3.8 cm 구멍을 가졌다. 포일 고리를 병 뚜껑 안에 배치하고 3.6 cm 개구를 갖는 고무 와셔와 함께 뚜껑을 병 위에 배치하였다. 병을 40℃, 20% 상대 습도 챔버 내에 직립 자세로 배치하였다. 4시간 후에, 병을 챔버로부터 꺼내고, 밀봉하고, 칭량하였다 (W1). 병을 챔버 내에 (직립 자세로) 24시간 동안 다시 배치한 후에, 꺼내어 재칭량하였다 (W2). 하기 식을 사용하여, 투과된 수증기 (그램) / 샘플 면적 (제곱미터) / 24시간 단위의 MVTR을 계산하였다.
직립 MVTR = (W1-W2) * (47,400)/24
병을 챔버에 직립 자세로 다시 넣었다. 4시간 후에, 병을 챔버로부터 꺼내고, 칭량하였다 (W3). 병을 챔버 내에 반전 자세로 24시간 동안 다시 배치한 후에, 꺼내어 재칭량하였다 (W4). 하기 식을 사용하여, 투과된 수증기 (그램) / 샘플 면적 (제곱미터) / 24시간 단위의 MVTR을 계산하였다.
반전 MVTR = (W3-W4) * (47,400)/24
접착력
ASTM D1000에 기초한 방법을 사용하여 강에 대한 접착력을 결정하였다. 간단히 말해, 2 ㎏ 롤러를 2회 통과시켜, 2.54 cm 폭 × 25 cm 길이의 패턴화된 실리콘 접착제 샘플을 세정된 스테인리스강 판에 적용하였다. 인스트론(Instron) 인장 시험기 (미국 매사추세츠주 노우드 소재의 인스트론)를 사용하여 샘플을 90°에서 30 cm/min으로 박리하였다. 평균 박리력을 기록하였다.
실시예 제형
PDMS와 MQ의 혼합물을, 하기에 도시된 마이크로프로파일 다이를 통해, 실온 (대략 20℃)에서, 9.1 m/min으로 이동하는 25 마이크로미터의, 코로나-처리된 폴리우레탄 필름 (텍신(Texin)(등록상표) 수지, 미국 펜실베이니아주 피츠버그 소재의 바이엘 머티어리얼 사이언스(Bayer Material Science)) 상에 압출하여 불연속 실리콘 재료를 생성한다. 중합체 스트랜드 및 연결 스트랜드를 공급하는 압출기 내의 스크루는 45 내지 105 rpm으로 회전하였다. 압출기 다이의 출구는 폴리우레탄 필름의 대략 4.5 cm 위에 있었다. 이러한 불연속 실리콘 재료를 e-빔 방사선 (브로드빔(Broadbeam) EP40767, 피씨티 엔지니어드 시스템즈, 엘엘씨(PCT Engineered Systems, LLC; 미국 아이오와주 대븐포트 소재)에 노출시켜 불연속 실리콘 젤 접착제를 생성하였다. 코팅 중량은 대략 178 gsm (그램/제곱미터)이었다. 실시예에 대한 상세한 조건이 표 2에 나타나 있다.
실시예를 위해 사용한 마이크로프로파일 다이
채널 크기: 762 × 813 마이크로미터; 762 × 406 마이크로미터
채널들 사이: 406 마이크로미터

[표 2]

Claims (40)
- 불연속 실리콘 물품으로서,
방사선 경화된 실리콘 젤을 포함하는 하나 이상의 접착제 중합체 스트랜드(strand); 및
복수의 연결 스트랜드를 포함하며;
각각의 중합체 스트랜드는 접합 영역들에서 인접한 연결 스트랜드와 반복적으로 접촉하는, 불연속 실리콘 물품. - 제1항에 있어서, 상기 실리콘 젤은 가교결합된 폴리 다이오르가노실록산 재료를 포함하는, 불연속 실리콘 물품.
- 제2항에 있어서, 상기 폴리 다이오르가노실록산 재료는 폴리 다이메틸실록산을 포함하는, 불연속 실리콘 물품.
- 제3항에 있어서, 상기 폴리 다이메틸실록산은 하나 이상의 실라놀 종결된 폴리 다이메틸실록산, 하나 이상의 비작용성 폴리 다이메틸실록산, 및 이들의 조합으로 이루어진 군으로부터 선택되는, 불연속 실리콘 물품.
- 제3항에 있어서, 상기 폴리 다이메틸실록산은 하나 이상의 비작용성 폴리 다이메틸실록산으로 이루어지는, 불연속 실리콘 물품.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 접착제 중합체 스트랜드는 실리케이트 수지 점착제(tackifier)를 추가로 포함하는, 불연속 실리콘 물품.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 접착제 중합체는 폴리(다이메틸실록산-옥사미드) 선형 공중합체를 추가로 포함하는, 불연속 실리콘 물품.
- 제2항에 있어서, 상기 가교결합된 폴리 다이오르가노실록산 재료는 가교결합된 폴리 다이메틸실록산 재료를 포함하고, 비가교결합된 폴리 다이오르가노실록산 유체는 비가교결합된 폴리 다이메틸실록산 유체를 포함하는, 불연속 실리콘 물품.
- 제2항에 있어서, 상기 폴리 다이오르가노실록산 재료는 25℃에서의 역학 점도(dynamic viscosity)가 1,000,000 mPa·sec 이하인 폴리 다이오르가노실록산 유체를 포함하는, 불연속 실리콘 물품.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 접착제 중합체는 친수성 중합체를 추가로 포함하는, 불연속 실리콘 물품.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 중합체 스트랜드들 및 연결 스트랜드들은 실질적으로 서로 교차(cross over)하지 않는, 불연속 실리콘 물품.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 중합체 스트랜드는 제1 연결 스트랜드 및 제2 연결 스트랜드에 인접한, 불연속 실리콘 물품.
- 제12항에 있어서, 각각 서로 이격된 복수의 제1 접합 영역은 상기 중합체 스트랜드와 상기 제1 연결 스트랜드 사이에 형성된, 불연속 실리콘 물품.
- 제12항 또는 제13항에 있어서, 각각 서로 이격된 복수의 제2 접합 영역은 상기 중합체 스트랜드와 상기 제2 연결 스트랜드 사이에 형성된, 불연속 실리콘 물품.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 연결 스트랜드들은 각각 실질적인 직선을 형성하는, 불연속 실리콘 물품.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 복수의 중합체 스트랜드들은 각각 웨이브(wave)를 형성하는, 불연속 실리콘 물품.
- 제13항 내지 제16항 중 어느 한 항에 있어서, 이어지는 제1 접합 영역들 사이의 영역 내에서 상기 중합체 스트랜드와 상기 제1 연결 스트랜드 사이에 형성된 개구를 추가로 포함하는, 불연속 실리콘 물품.
- 제14항 내지 제17항 중 어느 한 항에 있어서, 이어지는 제2 접합 영역들 사이의 영역 내에서 상기 중합체 스트랜드와 상기 제2 연결 스트랜드 사이에 형성된 개구를 추가로 포함하는, 불연속 실리콘 물품.
- 제17항 또는 제18항에 있어서, 상기 개구들은 상기 불연속 실리콘 물품의 면적의 25% 이상을 형성하는, 불연속 실리콘 물품.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 상기 연결 스트랜드들은 열가소성 수지, 탄성중합체성 재료, 접착제, 소수성 중합체, 또는 이형 재료를 포함하는, 불연속 실리콘 물품.
- 제1항 내지 제20항 중 어느 한 항에 있어서, 상기 연결 스트랜드들은 상기 중합체 스트랜드들과 동일한 조성인, 불연속 실리콘 물품.
- 제1항 내지 제21항 중 어느 한 항에 있어서,
상기 복수의 중합체 스트랜드 및 연결 스트랜드가 고정되는 배킹(backing)을 추가로 포함하는, 불연속 실리콘 물품. - 제22항에 있어서, 상기 배킹은 직물, 편물, 부직물, 필름, 종이, 폼(foam)인, 불연속 실리콘 물품.
- 제22항 또는 제23항에 있어서, 상기 배킹은 접착제로 코팅되는, 불연속 실리콘 물품.
- 제22항, 제23항 및 제24항 중 어느 한 항에 있어서, 상기 배킹은 상기 중합체 스트랜드들 및 연결 스트랜드들을 넘어 연장되는, 불연속 실리콘 물품.
- 불연속 실리콘 물품으로서,
폴리 다이오르가노실록산 재료를 포함하는 조성물을, 상기 폴리 다이오르가노실록산 재료를 가교결합시키고 방사선 경화된 실리콘 젤을 형성하기에 충분한 선량으로 전자 빔 조사 및 감마선 조사 중 적어도 하나에 노출시킴으로써 형성되는 복수의 접착제 중합체 스트랜드; 및
복수의 연결 스트랜드를 포함하며;
상기 실리콘 젤은 가교결합된 폴리 다이오르가노실록산 재료 및 폴리(다이메틸실록산-옥사미드) 선형 공중합체를 포함하며, 각각의 중합체 스트랜드는 접합 영역들에서 인접한 연결 스트랜드와 반복적으로 접촉하는, 불연속 실리콘 물품. - 불연속 실리콘 물품의 제조 방법으로서,
실리콘 재료를 포함하는 중합체 스트랜드를 제1 속도로 제1 오리피스를 통해 분배하는 단계;
상기 중합체 스트랜드의 제1 측에서 제1 연결 스트랜드를 제2 속도로 제2 오리피스를 통해 분배하는 단계;
상기 중합체 스트랜드의 상기 제1 측 반대편의 제2 측에서 제2 연결 스트랜드를 상기 제2 속도로 제3 오리피스를 통해 분배하는 단계; 및
상기 실리콘 재료에 방사선을 가하여 상기 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 포함하며, 상기 제1 속도는 상기 제2 속도보다 빠른, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서, 상기 제1 연결 스트랜드 및 제2 연결 스트랜드는 열가소성 수지, 탄성중합체성 재료, 접착제, 소수성 중합체, 또는 이형 재료를 포함하는, 불연속 실리콘 물품의 제조 방법.
- 제27항에 있어서, 상기 제1 연결 스트랜드 및 제2 연결 스트랜드는 상기 중합체 스트랜드와 동일한 조성인, 불연속 실리콘 물품의 제조 방법.
- 제27항에 있어서, 상기 실리콘 재료는 25℃에서의 역학 점도가 1,000,000 mPa·sec 이하인, 불연속 실리콘 물품의 제조 방법.
- 제27항에 있어서, 상기 중합체 스트랜드, 제1 연결 스트랜드 및 제2 연결 스트랜드는 실질적으로 서로 교차하지 않는, 불연속 실리콘 물품의 제조 방법.
- 제27항에 있어서,
제1 접합 영역을 형성하는 상기 제1 연결 스트랜드와 제2 접합 영역을 형성하는 상기 제2 연결 스트랜드 사이에서 상기 중합체 스트랜드를 진동(oscillate)시키는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서, 상기 연결 스트랜드들은 각각 실질적인 직선을 형성하는, 불연속 실리콘 물품의 제조 방법.
- 제27항에 있어서,
상기 제1 연결 스트랜드를 진동시키는 단계;
상기 제2 연결 스트랜드를 진동시키는 단계; 및
상기 중합체 스트랜드를 진동시키는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제32항에 있어서,
상기 이어지는 제1 접합 영역들 사이의 영역에서 상기 중합체 스트랜드와 상기 제1 연결 스트랜드 사이에 개구를 형성하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제32항 또는 제35항에 있어서,
상기 이어지는 제2 접합 영역들 사이의 영역에서 상기 중합체 스트랜드와 상기 제2 연결 스트랜드 사이에 개구를 형성하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서,
상기 실리콘 재료에 e-빔 방사선을 가하여 상기 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서,
10분 이내의 상기 실리콘 재료의 분배 중에 e-빔 방사선을 가하여 상기 실리콘 재료를 경화시켜 실리콘 젤을 형성하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서,
상기 실리콘 재료를 가열하여 제1 속도로 상기 제1 오리피스를 통해 압출하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법. - 제27항에 있어서,
상기 중합체 스트랜드의 상기 실리콘 재료를 가열하여 상기 제1 오리피스를 통해 압출하는 단계;
상기 제1 연결 스트랜드의 상기 재료를 가열하여 상기 제2 오리피스를 통해 압출하는 단계; 및
상기 제2 연결 스트랜드의 상기 재료를 가열하여 상기 제3 오리피스를 통해 압출하는 단계를 추가로 포함하는, 불연속 실리콘 물품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462002224P | 2014-05-23 | 2014-05-23 | |
| US62/002,224 | 2014-05-23 | ||
| PCT/US2015/031078 WO2015179235A1 (en) | 2014-05-23 | 2015-05-15 | A discontinuous silicone adhesive article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170009934A true KR20170009934A (ko) | 2017-01-25 |
Family
ID=53373567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167035500A KR20170009934A (ko) | 2014-05-23 | 2015-05-15 | 불연속 실리콘 접착제 물품 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170081573A1 (ko) |
| EP (1) | EP3145463A1 (ko) |
| JP (1) | JP2017518431A (ko) |
| KR (1) | KR20170009934A (ko) |
| CN (1) | CN106456828A (ko) |
| CA (1) | CA2949944A1 (ko) |
| MX (1) | MX2016015244A (ko) |
| TW (1) | TW201609348A (ko) |
| WO (1) | WO2015179235A1 (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015126645A1 (en) * | 2014-02-18 | 2015-08-27 | 3M Innovative Properties Company | Method and apparatus for forming articles with non-uniform coatings |
| EP3110617A4 (en) | 2014-02-28 | 2017-11-22 | 3M Innovative Properties Company | Polymeric netting of strands and first and second ribbons and methods of making the same |
| KR20160127058A (ko) | 2014-02-28 | 2016-11-02 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 리본 및 스트랜드의 중합체 네팅을 포함하는 여과 매체 |
| US20190282406A1 (en) * | 2016-05-18 | 2019-09-19 | Ga International Inc. | Stretchable bandage tape and method of use |
| US20190314187A1 (en) | 2016-12-02 | 2019-10-17 | 3M Innovative Properties Company | Muscle or joint support article with bump |
| WO2018102521A1 (en) | 2016-12-02 | 2018-06-07 | 3M Innovative Properties Company | Muscle or joint support article with a strap |
| WO2018102272A1 (en) | 2016-12-02 | 2018-06-07 | 3M Innovative Properties Company | Muscle or joint support article |
| EP3641710B1 (en) * | 2017-06-22 | 2021-10-27 | 3M Innovative Properties Company | Negative pressure wound therapy article with features |
| US20200337907A1 (en) * | 2017-10-31 | 2020-10-29 | 3M Innovative Properties Company | Negative pressure wound therapy article |
| WO2019116279A1 (en) * | 2017-12-14 | 2019-06-20 | 3M Innovative Properties Company | Negative pressure wound therapy article with features |
| BR112020020291A2 (pt) * | 2018-04-05 | 2021-01-12 | 3M Innovative Properties Company | Composição adesiva em gel e artigo adesivo em gel |
| EP4356877A2 (en) | 2018-11-12 | 2024-04-24 | Össur Iceland EHF | Medical device including a structure based on filaments |
| US11883306B2 (en) | 2019-11-12 | 2024-01-30 | Ossur Iceland Ehf | Ventilated prosthetic liner |
| US20210275364A1 (en) * | 2020-03-09 | 2021-09-09 | The Procter & Gamble Company | Elastomeric laminate with control layer and methods thereof |
| US11712203B2 (en) * | 2020-06-18 | 2023-08-01 | Covidien Lp | Silicone-based patient-side adhesive in a medical sensor |
| GB202013871D0 (en) * | 2020-09-03 | 2020-10-21 | Brightwake Ltd | Wound dressing |
| WO2023070208A1 (en) * | 2021-10-29 | 2023-05-04 | University Of Manitoba | Gelation of highly entangled hydrophobic macromolecular fluid for ultra-strong underwater in-situ fast adhesion to artery, lung, bone and skin tissues |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE24906E (en) | 1955-11-18 | 1960-12-13 | Pressure-sensitive adhesive sheet material | |
| US3178328A (en) * | 1961-05-17 | 1965-04-13 | Union Carbide Corp | Process and apparatus for producing plastic net |
| US4112213A (en) | 1964-09-28 | 1978-09-05 | Johnson & Johnson | Pressure sensitive adhesive tapes and method of making same |
| US3389827A (en) | 1967-04-10 | 1968-06-25 | Minnesota Mining & Mfg | Easy-open container and sealing tape |
| NO134790C (no) | 1968-07-09 | 1984-03-22 | Smith & Nephew | Klebende,; trykkfoelsomt, vanndamp-permeabelt produkt for bruk paa hud hos mennesker. |
| US4323557A (en) | 1979-07-31 | 1982-04-06 | Minnesota Mining & Manufacturing Company | Pressure-sensitive adhesive containing iodine |
| US4310509A (en) | 1979-07-31 | 1982-01-12 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having a broad spectrum antimicrobial therein |
| US4595001A (en) | 1982-04-08 | 1986-06-17 | Smith And Nephew Associated Companies P.L.C. | Surgical adhesive dressing |
| US4737410A (en) | 1986-11-28 | 1988-04-12 | Minnesota Mining And Manufacturing Company | Polyalkyloxazoline-reinforced acrylic pressure-sensitive adhesive composition |
| US5088483A (en) | 1988-11-04 | 1992-02-18 | Minnesota Mining And Manufacturing Co. | Adhesive frame bandage |
| JPH03236947A (ja) * | 1989-10-27 | 1991-10-22 | Takiron Co Ltd | 合成樹脂製ネット及びその製造方法 |
| US5160315A (en) | 1991-04-05 | 1992-11-03 | Minnesota Mining And Manufacturing Company | Combined adhesive strip and transparent dressing delivery system |
| SE500973C2 (sv) | 1992-03-30 | 1994-10-10 | Moelnlycke Ab | Absorberande sårförband |
| US6706649B2 (en) * | 1999-02-01 | 2004-03-16 | Nordenia Technologies Gmbh | Web with two outer layers and an adhesive middle layer as well as process to produce said web |
| JP4409056B2 (ja) * | 2000-06-30 | 2010-02-03 | 富士通株式会社 | Lsi,lsiを搭載した電子装置、デバッグ方法、lsiのデバッグ装置 |
| US6994904B2 (en) | 2001-05-02 | 2006-02-07 | 3M Innovative Properties Company | Pressure sensitive adhesive fibers with a reinforcing material |
| DE10230121A1 (de) * | 2002-07-04 | 2004-02-05 | Basf Ag | Verfahren zur Herstellung von diskreten Mustern klebender Beschichtungen auf einem Substrat |
| FR2854565B1 (fr) * | 2003-05-07 | 2006-01-27 | Cognon Morin | Article de contention a usage medical equipe d'une bande elastique presentant, du cote intereur, un revetement d'anti-glissement |
| EP1713523B1 (en) * | 2003-09-02 | 2015-07-01 | Coloplast A/S | Adhesive composition comprising hydrophilic and hydrophobic silicone elastomers |
| EP1525890A1 (en) * | 2003-10-02 | 2005-04-27 | Complex Biosystems GmbH | Protein-Proteophore complexes |
| DE602005021767D1 (de) * | 2004-04-08 | 2010-07-22 | Dow Corning | Silikon-hautklebegels |
| GB2425487A (en) * | 2005-04-26 | 2006-11-01 | Dow Corning | Wound dressing and method of preparation |
| US7371464B2 (en) * | 2005-12-23 | 2008-05-13 | 3M Innovative Properties Company | Adhesive compositions |
| US7947366B2 (en) * | 2007-03-19 | 2011-05-24 | 3M Innovative Properties Company | Adhesive sheet article |
| JP2009273674A (ja) * | 2008-05-15 | 2009-11-26 | Alcare Co Ltd | 皮膚用シリコーン系粘着剤、皮膚用シリコーン系貼付材及びその製造方法 |
| KR101656897B1 (ko) | 2008-10-29 | 2016-09-12 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 전자빔 경화된, 비작용화된 실리콘 감압 접착제 |
| CN102232103B (zh) | 2008-10-29 | 2016-07-06 | 3M创新有限公司 | 电子束固化的有机硅材料 |
| EP2350221B1 (en) * | 2008-10-29 | 2018-01-10 | 3M Innovative Properties Company | Gentle to skin adhesive |
| CA2765991A1 (en) * | 2009-07-16 | 2011-01-20 | Brightwake Limited | Method |
| GB201106491D0 (en) * | 2011-04-15 | 2011-06-01 | Systagenix Wound Man Ip Co Bv | Patterened silicone coating |
| JP6046719B2 (ja) * | 2011-08-17 | 2016-12-21 | スリーエム イノベイティブ プロパティズ カンパニー | 吸水性繊維含有の疎水性接着剤 |
| CN105835387A (zh) * | 2011-08-22 | 2016-08-10 | 3M创新有限公司 | 结网、阵列和模头及其制备方法 |
| CN103764367B (zh) * | 2011-09-02 | 2017-05-31 | 3M创新有限公司 | 股线、结网、模头及其制造方法 |
| CN103998558A (zh) * | 2011-10-12 | 2014-08-20 | 道康宁公司 | 高粘度有机硅粘合剂 |
| CN104321186B (zh) * | 2012-03-26 | 2017-09-08 | 3M创新有限公司 | 包括一系列开口的膜及其制备方法 |
| US8889243B2 (en) * | 2012-08-16 | 2014-11-18 | 3M Innovative Properties Company | Mechanical fastening nets and methods of making the same |
-
2015
- 2015-05-15 CA CA2949944A patent/CA2949944A1/en not_active Abandoned
- 2015-05-15 US US15/312,096 patent/US20170081573A1/en not_active Abandoned
- 2015-05-15 JP JP2017513588A patent/JP2017518431A/ja active Pending
- 2015-05-15 MX MX2016015244A patent/MX2016015244A/es unknown
- 2015-05-15 WO PCT/US2015/031078 patent/WO2015179235A1/en active Application Filing
- 2015-05-15 EP EP15728257.5A patent/EP3145463A1/en not_active Withdrawn
- 2015-05-15 KR KR1020167035500A patent/KR20170009934A/ko unknown
- 2015-05-15 CN CN201580026791.8A patent/CN106456828A/zh active Pending
- 2015-05-22 TW TW104116553A patent/TW201609348A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201609348A (zh) | 2016-03-16 |
| WO2015179235A1 (en) | 2015-11-26 |
| US20170081573A1 (en) | 2017-03-23 |
| CN106456828A (zh) | 2017-02-22 |
| MX2016015244A (es) | 2017-02-23 |
| JP2017518431A (ja) | 2017-07-06 |
| EP3145463A1 (en) | 2017-03-29 |
| CA2949944A1 (en) | 2015-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170009934A (ko) | 불연속 실리콘 접착제 물품 | |
| JP5956524B2 (ja) | 皮膚に穏やかな接着剤 | |
| JP6752896B2 (ja) | 皮膚適合性成分 | |
| US11534523B2 (en) | Silicone absorbent adhesive layer | |
| CN105579494B (zh) | 有机硅-聚醚共聚物、包含其的粘合剂和医用制品及其制备方法 | |
| JP6046719B2 (ja) | 吸水性繊維含有の疎水性接着剤 | |
| CN104937035B (zh) | 可室温固化的硅氧烷基凝胶 | |
| US20140287642A1 (en) | Low adhesion backsize for silicone adhesive articles and methods | |
| JP2015507667A (ja) | プライマー層を含む粘着性物品及びその製造方法 | |
| EP3104903A1 (en) | Silicone adhesives to secure medical appliances to mammalian body | |
| JP2007284370A (ja) | 体表面用貼付材 | |
| US20220127505A1 (en) | Tie layer chemistry to promote bonding with silicone adhesive | |
| US20220372345A1 (en) | Adhesive primers and articles including the same |