KR20170001814U - 얇은 두께의 원통형 베어링의 케이싱 가공 장치 - Google Patents
얇은 두께의 원통형 베어링의 케이싱 가공 장치 Download PDFInfo
- Publication number
- KR20170001814U KR20170001814U KR2020150007457U KR20150007457U KR20170001814U KR 20170001814 U KR20170001814 U KR 20170001814U KR 2020150007457 U KR2020150007457 U KR 2020150007457U KR 20150007457 U KR20150007457 U KR 20150007457U KR 20170001814 U KR20170001814 U KR 20170001814U
- Authority
- KR
- South Korea
- Prior art keywords
- machining
- main body
- present
- bearing
- fixing
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/101—Chucks with separately-acting jaws movable radially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/102—Jaws, accessories or adjustment means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/08—Clamping mechanisms; Provisions for clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2703/00—Work clamping
- B23Q2703/02—Work clamping means
Abstract
본 고안은 얇은 원통형의 대형 베어링 케이스 가공을 보다 정밀하게 할 수 있는 공작물 고정 장치 대한 것으로, 더욱 상세하게는 기존의 기술인 3점 고정 장치에서는 대형 베어링 케이스와 같이 직경에 비라여 얇은 두께와 짧은 길이를 가지는 원통 형상을 가공하는 것에는 가공 변형이 많아 이를 보다 많은 면적을 고정함으로서 가공 변형을 최소한으로 하고자 하는 베어링 케이싱 가공 고정 장치에 관한 것이다.
이를 위하여 본 고안은 4개의 죠(JAW)척을 사용하여 베어링의 변형 방지 고정 장치를 착안함으로서, 기본적으로 척에 의한 고정 지점을 증가하였으며, 공작물을 안전하고 확실하게 고정하기 위하여 베어링 규격에 따라 원주 턱(단차)을 가공하는 별도의 공작물 고정 장치를 제작하여 4점 지지에 의한 지지면적을 많게 함과 동시에 가공시 가공력에 의하여 변형되는 힘을 분산하고, 가공 변형을 방지하는 4점 광폭 고정 장치를 사용함으로서 정밀 가공에 대한 가공 경쟁력을 강화 할 수 있는 특징을 가지는 얇은 두께의 원통형 베어링의 케이싱 가공 고정 장치를 제공하는 특징이 있다.
이를 위하여 본 고안은 4개의 죠(JAW)척을 사용하여 베어링의 변형 방지 고정 장치를 착안함으로서, 기본적으로 척에 의한 고정 지점을 증가하였으며, 공작물을 안전하고 확실하게 고정하기 위하여 베어링 규격에 따라 원주 턱(단차)을 가공하는 별도의 공작물 고정 장치를 제작하여 4점 지지에 의한 지지면적을 많게 함과 동시에 가공시 가공력에 의하여 변형되는 힘을 분산하고, 가공 변형을 방지하는 4점 광폭 고정 장치를 사용함으로서 정밀 가공에 대한 가공 경쟁력을 강화 할 수 있는 특징을 가지는 얇은 두께의 원통형 베어링의 케이싱 가공 고정 장치를 제공하는 특징이 있다.
Description
본 고안은 얇은 원통형의 대형 베어링 케이싱 가공 장치의 정밀 가공을 실현하기 위하여 증대하기 위한 4점 이상의 지지에 관한 것으로, 더욱 상세하게는 얇은 원통형의 베어링 케이싱을 정밀 가공(외경 300mm에 동심도, 진원도 0.07mm이하)하기 위해서는 제품의 가공 변형을 최소화 하여야하며, 베어링 가공에서는 지속적으로 보다 높은 가공을 요구하는 최근에는 더욱 더 필요한 가공 공법이 요구되어야 하며, 이를 위하여 베어링 조립업체서는 지속적인 관리를 시행하고 있으나, 국내의 대부분의 선반은 3척 지지의 공장기계를 출시하고 있어 보다 정밀한 베어링 케이싱을 생산하기 위해, 본 고안에서는 4점 지지를 기본으로 베어링 케이스 가공 시, 외경의 변화를 최소한으로 하기 위하여 베어링 케이스 가공용 변형 방지 장치를 창안함으로써 고정밀의 베어링 케이싱 가공을 실현할 수 있도록 하는 4점 척을 이용한 얇은 단면의 원통형 베어링의 케이싱 가공 장치를 고안하였다.
베어링과 같은 고강도 이면서 정밀성이 요구되나, 외경에 비하여 매우 얇은 두께를 가지는 원통의 내, 외경을 가공함에 있어 비교적 많은 절삭력이 필요하고, 원주 방향의 변형이 심한 구조로, 현재의 3점 지지로는 변형을 방지하는 지점이 매우 부족하였다 따라서 보다 많은 지지와 많은 범위를 지지할 수 있는 특징을 가지는 고안에 대한 것이다.
지금까지는 일반 3죠(jaw)에 의하여 공작물을 지지의 경우 절삭 작업은 공작물은 접선에 따라 절삭력이 발생되고 가공 작업 중에는 바이트가 원 내부의 일정 각도를 유지하면서 변형력을 전달하고, 3점 척의 경우 척과의 거리가 비교적 떨어져 있어 척으로 공작물을 고정할 때 고정력에 의하여 공작물이 변형을 이룬 상태에서 가공을 하는 구조에 의하여 가공의 정도가 매우 정밀한 베어링 외형의 가공에는 부적합하였다
본 고안에서는 상기의 문제점을 해결하고자, 변형 방지를 위하여 지지점의 수를 증대하기 위하여, 기존의 일반적인 3점 죠 해드 대신에 4점 죠 해드를 베어링 케이싱 가공에 사용하고, 지지의 면적을 보다 많게 하기 위해 특수한 지그를 사용함으로서 박육 단소 원통 가공을 위한 특수 지그를 4점 죠에 완전하게 부착하여 지지점의 압력에 의한 변형을 감소하고, 절삭력에 의한 가공 중 변형을 방지함으로서 정밀한 베어링 외경의 변형을 대폭 감소하게 함으로서 직경 300mm 기준으로 외경 대비 10,000분의 2이하의 정밀 공차의 가공을 실현할 수 있으며, 품질 확보 및 생산성 향상에 기여하는 목적으로 4점 죠를 이용하는 베어링 케이싱 가공 장치를 제공하는데 그 목적이 있다.
본 고안은 대 규격의 베어링 케이스의 특성상 얇고 길이가 짧은 파이프 형태로, 이를 정밀 가공하는 지지 장치에 대한 것으로 종래의 3점 지지를 4점 지지로 변경하고, 지지 면적을 크게 하는 장치를 이용함으로서 이론상으로 변형은 지지 거리의 3제곱( )으로 감소하는 원리(3점에서 4점지지 : 1.33= 2.2배)를 이용하고 절삭력이 원주 방향으로 전달하는 힘의 분포를 지지점 및 면적을 증가함으로서 일정 각도를 가지고 있는 절삭 각도에서 발생하는 힘을 본 고안의 지그가 대응하게 하는 변형 방지 장치를 고안함으로 가공 변형 개선에 의한 품질 정확도를 증대 할 수 있는 특징이 있다.
)으로 감소하는 원리(3점에서 4점지지 : 1.33= 2.2배)를 이용하고 절삭력이 원주 방향으로 전달하는 힘의 분포를 지지점 및 면적을 증가함으로서 일정 각도를 가지고 있는 절삭 각도에서 발생하는 힘을 본 고안의 지그가 대응하게 하는 변형 방지 장치를 고안함으로 가공 변형 개선에 의한 품질 정확도를 증대 할 수 있는 특징이 있다.
본 고안은 얇은 두께의 원통형 베어링 케이스를 가공함에 있어 보다 많은 지지점 및 지지 면적을 확보에 의한 정밀 가공의 실현으로 가공 품질이 향상될 뿐 아니라, 생산성 향상에 기여할 수 있으며, 산업 기계 장치에 필수품인 베어링의 정도 향상과 수명 개선에 직접적인 영향으로 국내의 산업 설비의 신뢰성 증대와 이로 인한 수출 증대 등 품질 가격 및 성성에 대한 경쟁력을 증대할 수 있는 장점을 가지고 있다
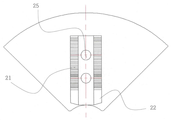
도1는 본 고안의 실시 1에 의한 고정장치의 정면도
도2는 본 고안의 실시 1에 의한 고정장치의 평면도
도3은 본 고안의 실시 1에 의한 고정장치의 배면도
도4는 본 고안의 실시 2에 의한 고정장치의 정면도
도5는 본 고안의 실시 2에 의한 고정장치의 평면도
도6은 본 고안의 실시 2에 의한 고정장치의 배면도
도7은 본 고안의 실시 2 기준의 고정장치 구성 예
사진1은 얇은 원통형의 베어링 케이스 대표 사진
사진2는 실시 1에 의한 가공 진행 사진
사진3은 실시 2에 의한 가공 진행 사진
도2는 본 고안의 실시 1에 의한 고정장치의 평면도
도3은 본 고안의 실시 1에 의한 고정장치의 배면도
도4는 본 고안의 실시 2에 의한 고정장치의 정면도
도5는 본 고안의 실시 2에 의한 고정장치의 평면도
도6은 본 고안의 실시 2에 의한 고정장치의 배면도
도7은 본 고안의 실시 2 기준의 고정장치 구성 예
사진1은 얇은 원통형의 베어링 케이스 대표 사진
사진2는 실시 1에 의한 가공 진행 사진
사진3은 실시 2에 의한 가공 진행 사진
본 고안에 의한 바람직한 실시 예를 첨부한 도면에 의하여 설명하면 다음과 같다
먼저 가공 기계와 본 발명에 의한 장치와의 상호 조립 과정을 설명하면 도8에서 보이는 바와 같이 선박척(40)과 연결 블록(30) 및 본 발명에 의한 본체(20,60)로 대별할 수 있으며, 상기 선반 척(40)에 상기 연결 블록(30)이 연결 블록의 볼록 슬라이딩면(35)이 오목으로 대응되는 선반척 슬라이딩면(45)에 삽입되는 구조로 결합이 이루어진다. 또 상기 본체(20, 60)는 상기 연결 블록(30)에 구성되어 있는 연결 블록 결합공(34)에 상대되는 본체 결합공(24,64)을 구비하고, 결합 볼트(70)가 상기 연결 블록 결합공(34)과 본체 결합공(24,64)를 일체로 볼트 결합으로 고정되는 구조이다.
상기 본체(20,30)의 설명으로 베어링은 규격이 정하여져 있어 대부분 구경에 따른 표준화가 상당부분 정하여져 있으므로 본 고안에서는 규격별로 지그 본체를 구비함으로서 베어링 케이싱 가공에 효율적으로 대처하는 것으로 하였다.
본 고안의 주안점은 4점 척을 이용하여 상기 본체를 고정하고 상기 본체에 가공물을 고정하여 작업을 하는 4점 척을 이용한 얇은 단면의 원통형 베어링의 케이싱 가공 장치이며, 상기 본체(20,60)에 대한 설명을 각 규격에 따른 가공치수에 따라 실시1과 실시2로 설명하고자 한다.
실시1의 예를 설명하기로 하면 도1은 정면도이고, 도2는 도1의 평면도이며, 도3 도1의 배면도이다.
상기 도1, 도2, 도3에서와 같이 하부로부터 본체 톱니 결합부(21)와 본체 하부(22) 및 본체 상부(23) 및 결합공(24)가 일체로 구성되어 있으며,
또 실시 2의 예를 설명하면 도4는 실시2의 정면도이며, 도5는 도4의 평면도, 도6은 도 4의 배면도로 상기 실시 1의 예와 동일하게 구성되며.
상기 도4, 도5, 도6에서와 같이 하부로부터 본체 톱니 결합부(51)와 본체 하부(52) 및 본체 상부(53)및 결합공(54)가 일체로 구성되어 있다,
설명의 간결성을 위하여 실시 1의 본체(20)과 실시 2의 본체(60))는 동일한 역할과 작용을 하면서 크기만 다른 장치로 본체(20)를 대표 기호로 사용하여 설명하기로 한다.
상기 도2과 도6에서 보이는 바와 같이 상기 본체 상부(23,63)에는 가공 대상물(10)은 베어링 케이스의 일부가 삽입될 수 있도록 도1과 도4 도면에 보이는 바와 같이 원주턱(26,66)이 형성되어 있으며, 4개의 척에 각각 1개씩 총 4개의 동일 장치가 구비되고, 4개의 장치는 일정 간격으로 위치하며, 도 4와 같이 원주의 360도를 이루고 있다. 바람직하게는 각각의 장치는 큰각도 구성인 도2와 작은 각도 구성인 도5에서 보이는 바와 같이 90도 이하의 각도를 유지하면서 4개의 장치가 간섭이 일어나지 않도록 일정 간격 바람직하게는 상호 최소 접근시 간격을 5mm를 기준으로 도 4와 같이 구성하였다.
상기 각 구성별 역할과 연관성을 설명하면, 상기에서 설명한 선반 척에서 일반적인 조합 방법인 상기 선반 척(40)에 상기 연결 블록(30)이 볼록 형태의 슬라이딩(35) 면이 오목 형태의 선반척 슬라이딩(45)에 삽입되는 구조로 오목면과 볼록면에 의한 결합이 이루어진 상태에서 상기 본체(20)에 있는 결합공(24)와 상기 연결블록(30)에 있는 결합공(34)를 상하 홀이 합치 및 상기 본체(20)의 톱니 결합부(21)와 상기 선박척(40)의 톱니 결합부(41)의 톱니 부분을 합치한 후에 결합 볼트(25)에 의하여 상기 본체(20)과 연결 블록(30)과 선박척(40)은 완전하게 결합되어 선반척 조정나사(50)에 의하여 일체로 움직이는 척 역할을 수행할 수 있어 상기 선반 척 조정 나사를 작동함으로서 상기 가공 대상물(10)은 가공을 위하여 완전 고정하게(사진 2참조)함으로서 베어링 규격에 따른 고장 장치에 의한 변형 방지의 특징을 가지는 얇은 두께의 원통형 베어링의 케이싱 가공 장치를 제공할 수 있는 특징을 가지게 된다.



본 고안은 베어링 케이싱 가공에 있어서 얇은 두께이면서 변형이 쉬운 짧은 길이의 원통형을 초 정밀한 제품으로 가공하는 가공 장치(지그)에 대한 것으로 얇은 두께의 원통 가공에 있어 보다 변형을 방지함으로 가공 변형을 보정하기 위한 인력 투입 혹은 장비 투입을 절감할 수 있으며, 보다 정밀한 가공을 실현함으로서 산업 기계 부품으로서 사용되는 베어링의 품질 보증 및 수명 연장에 따라 고장시간 감소, 정비비 절감 등 베어링 사용이 필수적인 산업 기계 부분에서 광범위한 효과를 이룰 수 있는 고안이다.
Claims (3)
- 얇은 원통형의 대형 베어링 케이싱 가공 장치에서 많은 고정 부분을 증대하는 4점 선반 척 지지 장치에 있어서, 상기 4개의 척을 사용하는 선반 헤드에 가공 대상물(100)을 고정하는 원주턱(26,56)이 구비되고, 본체(20)에 있는 결합공(24)와 상기 연결블록(30)에 있는 결합공(34)를 상하 홀이 합치 및 상기 본체(20)의 톱니 결합부(21)와 상기 선박척(40)의 톱니 결합부(41)의 톱니 부분을 합치 후에 결합 볼트(25)에 의하여 상기 본체(20)과 연결 블록(30)과 선박척(40)은 완전하게 결합 고정되는 구조에서 상기 원주턱(26, 56)에 상기 가공 대상물(100)을 죔 고정(클램핑)하여 가공하는 특징을 가지는 얇은 두께의 원통형 베어링의 케이싱 가공 장치
- 상기 청구항 1에 있어서 상기 본체(20,50)는 4개의 부분으로 구성되는 것을 특징으로 하는 얇은 두 께의 원통형 베어링의 케이싱 가공 장치
- 상기 청구항 1에 있어서 상기 본체(20,50)는 베어링 케이스의 규격에 따라 1개이상 5개이하의 상기 원주턱((26, 56)을 형성하는 것을 특징으로 하는 얇은 두께의 원통형 베어링의 케이싱 가공 장치
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020150007457U KR20170001814U (ko) | 2015-11-16 | 2015-11-16 | 얇은 두께의 원통형 베어링의 케이싱 가공 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020150007457U KR20170001814U (ko) | 2015-11-16 | 2015-11-16 | 얇은 두께의 원통형 베어링의 케이싱 가공 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170001814U true KR20170001814U (ko) | 2017-05-24 |
Family
ID=59021773
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR2020150007457U KR20170001814U (ko) | 2015-11-16 | 2015-11-16 | 얇은 두께의 원통형 베어링의 케이싱 가공 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170001814U (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200045268A (ko) | 2018-10-22 | 2020-05-04 | 주식회사 모션퀘스트 | 베어링소재 고정지그 및 이를 이용한 베어링소재 가공방법 |
| CN114952337A (zh) * | 2022-05-26 | 2022-08-30 | 北京机电研究所有限公司 | 一种工装夹具套装以及工件加工方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150044891A (ko) | 2012-08-30 | 2015-04-27 | 엔티엔 가부시키가이샤 | 선삭 방법 및 선삭 장치 |
| KR101535439B1 (ko) | 2007-09-18 | 2015-07-09 | 엔티엔 가부시키가이샤 | 차륜용 베어링 장치 |
-
2015
- 2015-11-16 KR KR2020150007457U patent/KR20170001814U/ko not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101535439B1 (ko) | 2007-09-18 | 2015-07-09 | 엔티엔 가부시키가이샤 | 차륜용 베어링 장치 |
| KR20150044891A (ko) | 2012-08-30 | 2015-04-27 | 엔티엔 가부시키가이샤 | 선삭 방법 및 선삭 장치 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200045268A (ko) | 2018-10-22 | 2020-05-04 | 주식회사 모션퀘스트 | 베어링소재 고정지그 및 이를 이용한 베어링소재 가공방법 |
| CN114952337A (zh) * | 2022-05-26 | 2022-08-30 | 北京机电研究所有限公司 | 一种工装夹具套装以及工件加工方法 |
| CN114952337B (zh) * | 2022-05-26 | 2024-01-30 | 中国机械总院集团北京机电研究所有限公司 | 一种工装夹具套装以及工件加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190099812A1 (en) | Workholding arbor for gears | |
| CN102581304A (zh) | 一种薄壁件加工方法 | |
| CN102785110B (zh) | 中心找正方法及基准环 | |
| EP3202516A1 (en) | Chuck structure | |
| CN105618803A (zh) | 车削薄壁零件涨紧夹具 | |
| CN103447851A (zh) | 环状薄壁件车加工防变形夹具 | |
| CN103990825A (zh) | 超薄壁筒类工件的加工装具 | |
| CN107962423B (zh) | 管嘴相贯曲面加工定位工装及曲面加工方法 | |
| CN104175151A (zh) | 一种偏心轴定位夹紧装置及装夹方法 | |
| CN203900533U (zh) | 一种超薄壁筒类工件的加工装具 | |
| CN104043850A (zh) | 一种浮动夹具 | |
| KR20170001814U (ko) | 얇은 두께의 원통형 베어링의 케이싱 가공 장치 | |
| CN105382579A (zh) | 用于轴承座的加工工装 | |
| CN106736668A (zh) | 数控铣削加工万能夹具 | |
| CN103586770A (zh) | 一种用于三瓣波轴承外滚道的磨削夹具及其加工方法 | |
| JP4768382B2 (ja) | 芯押台 | |
| CN205765171U (zh) | 一种用于超细长轴加工的装置 | |
| CN105522336A (zh) | 绞车主滚筒加工方法 | |
| KR20170057094A (ko) | 얇은 두께의 원통형 베어링의 케이싱 가공 지그 및 그의 방법 | |
| CN104400043A (zh) | 车工内夹弹簧夹具 | |
| CN104259912A (zh) | 圆弧面零件车削夹具 | |
| EP3708294A1 (en) | Modular device for clamping and/or supporting a piece to be worked | |
| CN204053147U (zh) | 机床顶尖装置及使用该顶尖装置的机床 | |
| CN108857481B (zh) | 一种适用于细长管类零件加工的内孔找正装置及方法 | |
| JP5883407B2 (ja) | 位置調整用治具、それを含むチャック装置を備えた工作機械、それを含むチャック装置を備えた検査器、および、それに用いられる可変形部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |