KR20160143745A - 적어도 2개의 유닛들을 조립하는 방법, 그리고 해당 조립된 구조체 - Google Patents
적어도 2개의 유닛들을 조립하는 방법, 그리고 해당 조립된 구조체 Download PDFInfo
- Publication number
- KR20160143745A KR20160143745A KR1020167030870A KR20167030870A KR20160143745A KR 20160143745 A KR20160143745 A KR 20160143745A KR 1020167030870 A KR1020167030870 A KR 1020167030870A KR 20167030870 A KR20167030870 A KR 20167030870A KR 20160143745 A KR20160143745 A KR 20160143745A
- Authority
- KR
- South Korea
- Prior art keywords
- unit
- holding
- units
- gripping
- holding means
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 55
- 238000005304 joining Methods 0.000 title description 6
- 230000000712 assembly Effects 0.000 title 1
- 238000000429 assembly Methods 0.000 title 1
- 239000000835 fiber Substances 0.000 claims description 51
- 230000003014 reinforcing effect Effects 0.000 claims description 29
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000012815 thermoplastic material Substances 0.000 claims description 6
- 230000014759 maintenance of location Effects 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 2
- 230000005389 magnetism Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 24
- 239000002131 composite material Substances 0.000 description 20
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- 230000002787 reinforcement Effects 0.000 description 11
- -1 polyethylene Polymers 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000004048 modification Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 230000035882 stress Effects 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 239000000969 carrier Substances 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 239000002923 metal particle Substances 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241000208202 Linaceae Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 241000612118 Samolus valerandi Species 0.000 description 1
- 229920006099 Vestamid® Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920003031 santoprene Polymers 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images











Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means, ; Fabric strip fastener elements, e.g. hook and loop
- A61F13/622—Fabric strip fastener elements, e.g. hook and loop
- A61F13/625—Fabric strip fastener elements, e.g. hook and loop characterised by the hook
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means, ; Fabric strip fastener elements, e.g. hook and loop
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B13/00—Hook or eye fasteners
- A44B13/0029—Hook or eye fasteners characterised by their way of fastening to the support
- A44B13/0047—Hook or eye fasteners characterised by their way of fastening to the support welded or moulded
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0069—Details
- A44B18/008—Hooks or loops provided with means to reinforce the attachment, e.g. by adhesive means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15756—Applying tabs, strips, tapes, loops; Knotting the ends of pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B1/00—Devices for securing together, or preventing relative movement between, constructional elements or machine parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2200/00—Constructional details of connections not covered for in other groups of this subclass
- F16B2200/81—Use of a material of the hooks-and-loops type
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Epidemiology (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Connection Of Plates (AREA)
- Clamps And Clips (AREA)
Abstract
본 발명은, 제1 유닛(10)이 파지요소(12)의 영역을 가지도록 제공되고, 제2 유닛(20)이 자기-파지 고정부를 제공하기 위해서 제1 유닛(10)의 파지요소(12)와 상호작용하기에 적합한 유지수단(22)을 구비하는 방법을 제공한다. 제1 및 제2 유닛들은, 제1 유닛의 파지요소(12)와 제2 유닛의 유지수단(22)이 자기-파지 고정부(F)를 제공하도록 하는 방식으로 접촉된다. 자기-파지 고정부의 처리구역은 제1 유닛(10)의 파지요소(12) 및/또는 제2 유닛(20)의 유지수단(22)을 변형시키기 위해서 처리되고, 그에 따라 제1 및 제2 유닛(10, 20)들은 서로 영구적으로 고정되어, 조립된 구조체를 형성한다.
Description
본 개시는 복수의 유닛들을 조립하는 방법에 관한 것이다.
많은 제품들은 복수의 유닛들, 특히 복수의 레이어들 또는 시트들을 조립함으로써 얻어진다. 이것은 특히 벨트에 적용될 수 있으며, 여기서 벨트는 보강 코드(cords)의 레이어에 의해 분리되어 있는 2개의 강성의 연속적인 밴드들을 함께 조립하기 위해 열을 이용함으로써 일반적으로 형성된다.
적용분야가 무엇이든지, 다양한 유닛들은 함께 고정되기 전에 서로에 대해 위치결정되고 있다. 여기서 몇 가지 문제점들이 발생한다. 사전에 위치결정된 유닛들은, 조립 전에 또는 조립 도중에, 의도적이지 않게 움직일 수 있고, 그에 따라 제작 공정을 느리게 하거나 제품 제작시 결함이 발생하여 불합격되어야 한다. 나아가서, 하나 이상의 유닛들의 그러한 의도하지 않은 움직임은, 제작시 검출해 내기 어려울 수 있고, 최종 제품의 사용자가 위험에 처할 수 있다.
그러한 문제점들을 완화시키고 조립 전에 그리고 조립 도중에 다양한 유닛들의 위치결정을 신뢰하기 위해서, 클램프 또는 스테이플과 같은 사전-조립 수단을 이용하는 것에 대한 제안들이 이루어져 왔다. 그렇지만, 그러한 수단은 분리하기 어려울 수 있고, 그에 따라 오차의 발생시 다시 위치결정하기 매우 어렵다. 또한 이것은 제품에 있어서 국부적인 응력 구역을 야기시킬 수 있다. 또한 이것은 추출해 내는 것이 불가능할 수도 있고, 그에 따라 최종 제품 내에 이물질을 남기게 한다.
몇몇 적용예들에 있어서, 접착 수단이 덜 거슬리다는 이유로 사전-조립을 위하여 접착 수단을 이용하는 시도들이 이루어져 왔다. 예를 들어, 벨트의 분야에 있어서, 제위치에서 보강 코드의 양측에 2개의 밴드들을 위치시켜 유지하기 위해서 보강 코드에 접착 조성물을 도포하는 것이 공지되어 있다.
그러한 수단으로도, 유닛들을 잘못 위치결정한 후 이를 바로잡기에 여전히 어려움이 남는다. 그러한 접착 수단은, 충족시켜야 할 필요가 있는 주어진 환경 표준 및 규정들을 맞춰 제작하기 어려울 수 있다. 또한 이것은 시간이 흐름에 따라 또는 빈약한 저장조건의 결과 접착 특성을 쉽게 잃을 수 있다는 단점을 갖는다.
따라서 본 개시의 목적들 중 하나는 전술한 바와 같은 종래기술의 단점을 해결할 수 있는 방법을 제공하고자 하는 것이다.
이러한 목적은, 파지요소(grip elements), 특히 후크(hooks)의 영역을 가지는 제1 유닛 및 자기-파지 고정부(self-gripping fastening)를 제공하기 위해서 제1 유닛의 파지요소들과 상호작용하기에 적합한 유지수단(retention means)을 구비하는 제2 유닛을 제공하는 단계와; 제1 유닛의 파지요소 및 제2 유닛의 유지수단이 자기-파지 고정부를 제공하는 방식으로 제1 및 제2 유닛들을 접촉시키는 단계와; 제1 유닛의 파지요소 및/또는 제2 유닛의 유지수단을 변형시키기 위해서 자기-파지 고정부의 처리구역을 처리하고, 그에 따라 제1 및 제2 유닛들이 서로 영구적으로 고정되어, 조립된 구조체를 형성하는 단계; 를 포함하는 방법에 의해 달성된다.
본 개시의 방법에 있어서, 제1 및 제2 유닛들은 "접촉 폐쇄(contact closure)" 또는 "터치 파스너(touch fastener)"라고 언급되기도 하는 일종의 자기-파지 고정에 의해서 신뢰성을 가지는 방식으로 영구적으로 서로 고정되기 전에 위치결정된다. 여기서 "자기-파지 고정(self-gripping fastening)"이라는 용어는, 제1 및 제2 유닛들이 적어도 하나의 방향으로, 특히 상기 유닛들 사이의 접합표면에 대해 접선방향 및/또는 직교방향으로 서로에 대해 움직이지 않는 상태를 유지할 수 있는 연결을 지칭하는 것으로 이해되어야 하며, 여기서 접합표면은 평면, 또는 곡면일 수 있거나, 또 다른 적절한 윤곽을 나타낼 수 있다.
그러한 상황 하에서, 특히 자기-파지 고정부가 2개의 유닛들 사이의 접합표면에 직교하는 방향으로 제1 및 제2 유닛들을 움직이지 않도록 함께 유지시킬 때, 이것은 유닛들이 함께 고정되어 있는 동안에 2개의 유닛들에 가해지는 힘보다 상당히 큰 힘을 가해야만 해제될 수 있다.
따라서 자기-파지 고정부는, 힘들이지 않고, 효과적인 방식으로 적어도 2개의 유닛들을 함께 임시로 유지시킬 수 있다.
필요시, 2개의 유닛들은 용이하게 그리고 손쉽게 분리되어 다시 위치결정될 수 있는 한편, 유닛들이 함께 영구적으로 고정될 때 제위치에 유지되는 것을 계속해서 보장할 수 있다.
또한 사전 위치결정은 유닛들을 손상시킬 위험 없이, 외부 도구나 부착수단을 사용하지 않고, 수행될 수 있다.
본 개시에 있어서, 파지요소는 위에서 정의한 타입의 자기-파지 폐쇄를 형성하기 위해서 상보적인 유지수단과 상호작용하기에 적합한 어떠한 형상이라도 가질 수 있으며, 이것은 수컷-수컷, 수컷-암컷, 또는 하이브리드 타입일 수 있다.
파지요소는 후크일 수 있다. 여기서 "후크"라는 용어는, (특히 루프(loop) 또는 섬유에 대해) 걸리기에 적합한 요소, 특히 스템(stem) 및 상기 스템 위에 가로놓이고 그로부터 측방향으로 연장하는 후크부분에 의해 형성되는 요소인 것으로 이해되어야 한다. 따라서, 버섯, 미늘(barb), 하나 또는 2개의 그립 탭(grip tabs)을 갖춘 후크 등과 같은 형상을 갖는 요소는, 본 발명에서 후크를 의미하는 것으로 이해되어야 한다.
또한 파지요소는 거의 스템 형상일 수도 있다.
통상적인 방식에 있어서, 이들 요소는 영역을 형성하도록 함께 모여 있게 된다. 본 적용예에 있어서, 요소들의 "영역(field)"은, 복수의 요소들, 특히 적어도 50개의 요소들, 더욱 상세하게는 적어도 200개의 요소들로 이루어지는 것으로 이해되어야 하며, 이것은 균일하게 분포되거나 또는 그렇지 않게 분포될 수 있다.
파지요소의 크기 및 단위면적당 요소들의 개수(파지요소 영역의 밀도)는 상당히 크게 변화될 수 있다. 예를 들어, 파지요소는, 0.1 밀리미터(mm) 내지 5mm, 바람직하게는 0.5mm 내지 1.5mm의 범위 내에 놓이는, 파지요소가 돌출하는 베이스의 표면에 대해 직교방향으로 측정된 전체 높이를 가질 수 있다. 바람직하게는, 영역의 밀도는, 평방센티미터(㎠) 당 요소 1개 내지 2000개/㎠의 범위, 바람직하게는 요소 10개/㎠ 내지 요소 1200개/㎠의 범위 내에 놓인다.
또한 제2 유닛의 유지수단은 매우 다양한 형태를 가질 수 있다.
본 실시예에 있어서, 유지수단은 파지요소들의 영역을 포함할 수 있다.
또 다른 예에 있어서, 유지수단은 섬유를 포함한다. 본 실시예에 있어서, "섬유"라는 용어는, 연속적이거나 불연속적인, 가늘고 긴 요소, 특히 파이버 또는 필라멘트로 이해되어야 한다. 섬유는 부직 재료(non-woven material)를 형성하기 위해 함께 모일(assembled) 수 있다. 또한 섬유는 함께 직조될 수 있다. 또한 섬유는 묶음으로 모일 수 있고, 그에 따라 토우(tow)를 형성할 수 있다. 섬유는 인조섬유(탄소, 아라미드, 또는 유리섬유)일 수 있거나 천연섬유(아마)일 수 있다.
하나의 예에 있어서, 제2 유닛은 유지수단을 형성하는 섬유의 부직 레이어(non-woven layer)를 포함할 수 있다. 변형예에 있어서, 제2 유닛은 유지수단을 형성하는 루프의 영역을 구비하는 직물(woven fabric)을 포함할 수도 있다.
제1 및 제2 유닛들은 영구적으로 함께 고정시키기 위해서, 자기-파지 고정부는, 처리구역 내에 위치되는 제2 유닛의 유지수단 및/또는 제1 유닛의 파지요소를 변형시키도록 처리구역 내에서 처리된다.
자기-파지 고정부는 다양한 방식으로 처리될 수 있으며, 이것은 선택 가능한 것(alternatives)으로 고려될 수 있거나 결합시 이용될 수 있다. 비-전면적인(non-exhaustive) 방식으로, 처리는, 자기-파지 고정부에 대한 가압, 진동, 마찰, 또는 방사를 포함할 수 있고/있거나 적어도 하나의 용제에 의한 화학적인 처리를 이용하고/하거나 (특히 소노트로드(sonotrode)를 이용한 초음파 진동을 발생시키는) 초음파 가열과 같은 열처리를 포함할 수 있다.
실시형태에 있어서, 변형 이후에, 파지요소 또는 유지수단이 조립된 구조체의 보강수단을 형성하도록 처리가 이루어진다.
본 적용예에 있어서, 구조체의 보강수단은, 적어도 한 가지 종류의 응력, 특히 기계적인 응력(예컨대 인장강도, 압축강도, 또는 전단강도)이나 열응력이나 화학적 응력을 견디기 위한 능력을 갖는 강성부분(substantial portion)(예컨대 적어도 20%, 바람직하게는 적어도 30%, 더욱 바람직하게는 적어도 50%)을 상기 구조체 상에 부여하는 수단이다.
특정 예에 있어서, 변형 이후에, 파지요소 또는 유지수단은 전체적으로 변경되지 않은 형상을 유지하도록 처리가 이루어진다.
"전체적으로 변경되지 않는다(generally unchanged)"라는 용어는, 치수 또는 구조의 측면에서, 최초의 형상과 비교하여 비록 변형되어 있을 수는 있지만, 요소의 기계적인 유지 특성을 보존하고 있는 형상인 것으로 이해되어야 한다.
본 명세서에 있어서, 섬유는 직경, 길이, 또는 형상이 변경될 수 있는 한편, 유지수단, 특히 파이버를 구성하기 위해 전체적으로 연속된다. 후크 또는 미늘(barb)은 변형된 형상 및/또는 치수를 가질 수 있는 한편 (바람직하게는 요소의 특징적인 치수, 특히 그 높이, 폭, 및/또는 두께는 초기 값에 비해 20%보다 크지 않은 범위, 바람직하게는 10%보다 크지 않은 범위, 더욱 바람직하게는 5%보다 크지 않은 범위 내에서 변화한다), 파지요소를 전체적으로 남겨둘 수 있다. 예를 들어, 변형시, 후크 또는 미늘은 스템(stem)이 될 수 있다.
하나의 예에 있어서, 처리가 열처리일 때, 자기-파지 고정부는, 단지 파지요소들 중 하나 그리고 유지수단들 중 하나에 대하여 첫 번째 용융온도보다 높은 작업온도에 영향을 받는다.
하나의 예에 있어서, 파지요소의 용융온도와 유지수단의 용융온도 사이의 차이는 예를 들어 적어도 5℃, 바람직하게는 10℃, 더욱 바람직하게는 적어도 20℃일 수 있다.
기계적인 응력, 열응력, 또는 화학적인 응력을 견디기 위한 능역을 개선하기 위해서, 제품의 일부분이 보강될 필요가 있는 것은 일반적인 관례이다. 예를 들어, 그러한 보강은 제품에 있어서 보강수단을 포함하는 결과를 가져올 수 있다. 본 개시에 따른 방법의 상기-특정된 조항(provisions)은, 섬유 또는 파지요소의 형태일 수 있는 보강수단을 내부에 합체함으로써 제품을 보강시킬 수 있다.
제1 및 제2 유닛들 사이에서 초기에 제공된 자기-파지 고정부 때문에, 보강수단은 처리 전에 그리고 처리 도중에 유닛들을 제위치에 유지한다. 따라서, 조립된 최종 구조체에 있어서의 적절한 위치결정이 보장되고, 그에 따라 양호한 보강을 보장한다. 보강수단이 파지요소에 의해 구성될 때, 보강 성능에 악영향을 미칠 수 있기 때문에, 예를 들어 처리 도중에 걸쳐서 요소들이 기울어지거나 접히는 것이 회피되도록 보호되어야 한다.
또한 본 개시에 따른 방법은 합성요소를 제작하기 위하여 이용될 수 있으며, 이 합성요소에 있어서 제1 및 제2 유닛들 중 하나의 유지수단은 보강수단을 형성하고 나머지 하나의 유지수단은 상기 보강수단이 매립되는 매트릭스를 형성한다.
하나의 예에 있어서, 처리구역은 연속적인 직선을 형성한다.
예를 들어, 이것은 적어도 1 센티미터(cm), 바람직하게는 적어도 3cm의 길이에 걸쳐 연장된다.
또 다른 예에 있어서, 처리구역은 불연속적일 수도 있으며, 특히 점들의 세트(a set of spots)로 형성될 수도 있다.
처리구역은 자기-파지 고정부의 전체 범위의 적어도 50%, 바람직하게는 적어도 80%, 특히 적어도 95%에 해당하는 것이 바람직하다.
특히 바람직한 실시형태에 있어서, 처리구역은 전체 자기-파지 고정부를 커버한다. 더욱 바람직하게는, 처리구역은 파지요소 및/또는 유지수단의 영역의 전체 표면적을 커버한다.
하나의 예에 있어서, 자기-파지 고정부는 제1 및 제2 유닛들 사이의 접촉 구역의 범위의 적어도 50%, 바람직하게는 80%, 특히 적어도 95%를 커버한다.
하나의 예에 있어서, 제1 및 제2 유닛들은 자기-파지 고정부를 넘어 처리될 수 있다. 특히, 유닛들은 전체적으로 처리될 수 있다.
파지요소 및/또는 유지수단은 적어도 한 번 용융되기에 적합한 복합 또는 폴리머 재료로 만들어질 수 있으며, 특히 이것들은 열가소성 재료, 경화될 수 있거나 사후-경화될 수 있는 폴리머로 만들어질 수 있다.
비-제한적인 방식으로, 파지요소 및/또는 유지수단은 다음과 같은 내료들 중 어느 하나로 만들어질 수 있다: Affinity®, Engage®, 또는 Exact®라는 이름으로 판매되는 알파 올레핀이나 에틸렌과 같은, 폴리에틸렌, 폴리프로필렌 또는 몇몇 다른 올레핀 호모폴리머 또는 코폴리머, 또는 Vistamaxx® 또는 Versify®라는 이름으로 판매되는 세미-크리스탈린 폴리올레핀, 또는 Santoprene®, Sofprene®, 또는 Thermolast®라는 이름으로 판매되는 엘라스토머 열가소성수지; 폴리에스테르, 폴리에테르, 또는 폴리카보네이트 타입의 폴리우레탄, 특히 폴리에틸렌 테레프탈레이트(PET), 폴리부틸렌 테레프탈레이트(PBT), 폴리트리메틸렌 테레프탈레이트(PTT), PET 코폴리머(PETG), 폴리(엡실론-카프로락톤)(PCL), 폴리락틱산(PLA), Hytrel® 및 Arnitel®과 같은 폴리에스테르계 코폴리머; 예컨대 PA6, PA6.6, PA11, 및 PA12와 같은 폴리아미드(PA), Pebax® 및 Vestamid®와 같은 폴리아미드계 코폴리머, 호모폴리머 또는 코폴리머 폴리옥시메틸렌(POM), 및 전술한 폴리머들 중 적어도 하나를 함유하는 합금.
하나의 예에 있어서, 파지요소 및/또는 유지수단은, 그것을 구성하는 열가소성재료 내에 전체적으로 내립되는 금속입자를 포함할 수 있다. 이러한 금속입자는, 특히 열처리 동안에, 더욱 급격하게 그리고 위치상으로 더욱 균일한 방식으로 자기-파지 고정부가 가열될 수 있도록 하고, 그에 따라 예컨대 유도가열에 의한 처리를 개선한다.
또한 본 개시에 따른 방법은 2개 이상의 유닛들을 함께 조립하기 위해 이용될 수도 있다. 일 실시형태에 있어서, 이 방법은, 자기-파지 고정부(self-gripping fastening)를 제공하기 위해서 제2 유닛의 유지수단과 상호작용하기에 적합한 파지요소들의 영역을 포함하는 제3 유닛을 제공하는 단계와; 제2 유닛이 제1 및 제3 유닛들 사이에 배열되고, 제3 유닛의 파지요소 및 제2 유닛의 유지수단이 제2 자기-파지 고정부를 제공하도록 제2 및 제3 유닛들을 접촉시키는 단계와; 제3 유닛의 파지요소 및/또는 제2 유닛의 유지수단을 변형시키기 위해서 제2 자기-파지 고정부의 처리구역을 처리하고, 그에 따라 제2 및 제3 유닛들이 서로 영구적으로 고정되는 단계; 를 포함한다.
바람직하게는, 제1 및 제3 유닛들과 제2 유닛 사이에 제공되는 각각의 자기-파지 고정부는, 단일의 처리단계에서 동시에 처리된다.
특정 실시형태에 있어서, 처리 이전에, 제1 유닛의 파지요소 및 제3 유닛의 파지요소는 상호작용하고, 제2 유닛의 유지수단은 상기 파지요소들 사이에 놓인다.
하나의 예에 있어서, 제조라인 상에서, 유닛들은 연속적으로 함께 조립된다.
그러한 상황 하에서, 그리고 예를 들어, 제1 및 제2 유닛들은 각각 길이방향으로 연장하는 스트립을 형성하며, 제1 유닛의 파지요소와 제2 유닛의 유지수단이 자기-파지 고정부를 제공하는 적어도 하나의 접촉구역에 걸쳐서 제1 및 제2 유닛들은 길이방향으로 연속적으로(직선으로) 중첩되며, 상기 자기-파지 고정부는 적어도 하나의 처리구역에 걸쳐서 길이방향으로 연속적으로(직선으로) 처리된다. 처리구역은 연속적이거나 불연속적일 수 있다. 예를 들어, 처리는 연속적인 접촉(처리구역이 적어도 하나의 연속적인 스트립을 포함할 때) 또는 점 접촉(처리구역이 길이방향으로 이격되어 있는 복수의 독립된 구역을 포함할 때)을 만들어내는 휠에 의해 수행될 수 있다.
본 개시에 따른 방법은, 특히 위생분야에 있어서, 다양한 적용예를 가질 수 있다.
하나의 예시적인 활용에 있어서, 본 방법은 기저귀용 후크-캐리어를 제작하기 위하여 이용될 수 있다.
그러한 상황 하에서, 특히, 제1 유닛은 후크의 영역을 가지며 제2 유닛은 부직(non-woven) 재료이며, 제1 및 제2 유닛들은, 제1 유닛의 후크 및 제2 유닛의 섬유가 자기-파지 고정부를 제공하는 적어도 하나의 접촉구역에 걸쳐 중첩되는 한편, 자기-파지 고정부가 제1 및 제2 유닛들을 함께 고정시키도록 처리되는 상태로, 접촉구역의 양쪽에서, 후크를 갖는 제1 유닛의 자유부분(free portion) 및 제2 유닛의 자유부분 양자 모두를 보존한다.
"유닛의 자유부분"이라는 용어는, 제1 및 제2 부분들 중 나머지와 접촉하지 않는, 그리고 전체적으로 (필수적이지 않은) 작동하는(operational), 즉 자기-파지 고정부를 형성하기 위해서 또 다른 수단과 상호작용하기에 적합한 유지수단을 갖는 부분을 의미하기 위해 사용되는 것임을 알 수 있을 것이다.
제2의 예시적인 활용에 있어서, 본 개시에 따른 방법은, 베이스 내의 구멍을 위한 위치에서, 아일릿(eyelet) 타입의 적어도 하나의 보정요소에 의해서, 베이스, 특히 시트 또는 합성요소를 보강하기 위하여 이용될 수 있다. 그러한 상황 하에서, 보강 인서트는 제1 유닛을 전체적으로 구성하며 베이스는 제2 유닛을 전체적으로 구성한다.
여기서 "구멍을 위한 위치"라는 용어는, 베이스가 천공되어 있는 위치 또는 베이스가 천공될 위치를 의미하기 위해 사용된다.
또한 본 개시는, 자기-파지 고정부를 위한 유지수단을 포함하는 적어도 하나의 제1 레이어 및 유지수단을 포획하여 유지하는 적어도 하나의 조립구역에 걸쳐서 제1 레이어와 상호작용하는 적어도 하나의 제2 레이어를 포함하여, 제1 및 제2 레이어들이 서로 영구적으로 고정되는 구조체를 제공한다.
유지수단은 섬유를 포함할 수 있다. 더욱 상세하게는, 상기 레이어는 직조 또는 부직 섬유의 시트에 의해 구성될 수 있다.
또 다른 예에 있어서, 유지수단은 파지요소, 특히 후크일 수 있다. 예를 들어, 제1 레이어는, 그로부터 돌출하는 파지요소의 영역을 갖는 적어도 하나의 면을 가지는 베이스를 포함한다.
하나의 예에 있어서, 본 개시에 따른 구조체는 기저귀용 후크-캐리어일 수 있다. 그러한 후크-캐리어는, 복수의 후크를 구비하는 베이스 레이어와, 조립구역에 있어서 함께 연결되는 섬유 레이어, 전체적으로 부직 섬유 레이어를 포함한다.
또 다른 예에 있어서, 본 개시에 따른 구조체는, 베이스와, 상기 베이스 내의 구멍을 위한 위치에 고정되는 관통 보어를 갖는 보강 인서트를 포함한다.
전체적으로, 인서트 내의 보어는 베이스 내의 구멍을 위한 위치를 마주하도록 배열된다.
예를 들어, 베이스는 예컨대 부직 재료의 레이어에 의해 구성되는 시트, 특히 타폴린(tarpaulin)이거나, 예컨대 차량용 내부 트림 패널과 같은 합성요소일 수 있다.
몇몇 실시형태들이 본 개시 내에서 설명된다. 그렇지만, 반대되는 설명이 없다면, 어느 하나의 실시형태를 참조하여 설명되는 특징들은 또 다른 실시형태에도 적용될 수 있다.
비-제한적인 예들을 보여주는 다양한 실시형태들의 이어지는 상세한 설명을 통하여 본 개시는 더욱 잘 이해될 수 있으며 그 장점들은 더욱 양호하게 드러날 수 있다. 설명은 첨부 도면들을 참조한다:
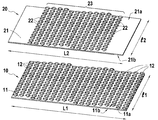
도 1은, 본 개시에 따른 방법의 제1 실시형태에 의해 함께 조립될 2개의 유닛들을 나타내는 사시도이다.
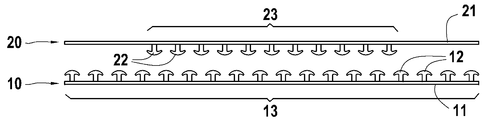
도 2a는, 접촉되기 전의, 도 1에 도시된 2개의 유닛들의 측면도이다.
도 2b는, 자기-파지 고정부에 의해 함께 연결된, 도 1에 도시된 2개의 유닛들의 측면도이다.
도 2c는, 도 1에 도시된 제1 및 제2 유닛들의 최종 조립체를 초래하는 구조체의 측면도이다.
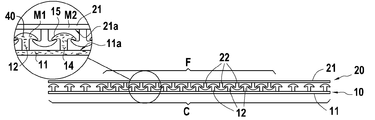
도 3은, 도 2b에 도시된 자기-파지 고정부의 처리구역을 나타내는 도면이다.
도 4a 내지 도 4c는, 도 2b의 자기-파지 고정부의 처리를 위한 다양한 분포를 나타내는 도면이다.
도 5a는, 본 개시에 다른 방법의 제2 실시형태에 의해 함께 조립될 3개의 유닛들을 나타내는 단면도로서, 상기 유닛이 접촉되기 전의 상태를 도시하는 도면이다.
도 5b는, 자기-파지 고정부에 의해 함께 연결되는, 도 5a에 도시된 3개의 유닛들을 나타내는 단면도이다.
도 5c는, 도 5a에 도시된 3개의 유닛들의 최종 조립체를 초래하는 구조체의 단면도이다.
도 6은, 본 개시에 따른 방법의 제2 실시형태의 변형예를 나타내는 도면이다.
도 7a 내지 도 7c는, 본 개시에 따른 방법의 제3 실시형태에 있어서의 연속적인 단계들을 나타내는 도면이다.
도 8은, 본 개시에 따른 방법의 제3 실시형태의 제1 변형예를 나타내는 도면이다.
도 9는, 본 개시에 따른 방법의 제3 실시형태의 제2 변형예를 나타내는 도면이다.
도 10은, 일반적으로 사용되는 기저귀의 전체 사시도이다.
도 11은, 본 개시에 따른 방법을 수행함으로써 기저귀용 후크-캐리어를 제작하기 위한 라인을 나타내는 도면이다.
도 12a 및 도 12b는, 각각 도 11의 선 XIIA-XIIA 및 XIIB-XIIB를 따라 취해진 단면도이다.
도 13은, 보강 인서트에 의해 국부적으로 보강될 베이스를 나타내는 도면이다.
도 14a 내지 도 14d는, 보강 인서트를 조립하는 다양한 단계들을 나타내는, 도 13의 XIV 상의 단면도이다.
도 15a 및 도 15b는, 도 13 및 도 14a 내지 14d에 도시된 조립방법의 다양한 실시형태를 나타내는 도면이다.
도 16은, 도 13 및 도 14a 내지 14d의 보강방법의 변형예를 나타내는 도면이다.
도 1은, 본 개시에 따른 방법의 제1 실시형태에 의해 함께 조립될 2개의 유닛들을 나타내는 사시도이다.
도 2a는, 접촉되기 전의, 도 1에 도시된 2개의 유닛들의 측면도이다.
도 2b는, 자기-파지 고정부에 의해 함께 연결된, 도 1에 도시된 2개의 유닛들의 측면도이다.
도 2c는, 도 1에 도시된 제1 및 제2 유닛들의 최종 조립체를 초래하는 구조체의 측면도이다.
도 3은, 도 2b에 도시된 자기-파지 고정부의 처리구역을 나타내는 도면이다.
도 4a 내지 도 4c는, 도 2b의 자기-파지 고정부의 처리를 위한 다양한 분포를 나타내는 도면이다.
도 5a는, 본 개시에 다른 방법의 제2 실시형태에 의해 함께 조립될 3개의 유닛들을 나타내는 단면도로서, 상기 유닛이 접촉되기 전의 상태를 도시하는 도면이다.
도 5b는, 자기-파지 고정부에 의해 함께 연결되는, 도 5a에 도시된 3개의 유닛들을 나타내는 단면도이다.
도 5c는, 도 5a에 도시된 3개의 유닛들의 최종 조립체를 초래하는 구조체의 단면도이다.
도 6은, 본 개시에 따른 방법의 제2 실시형태의 변형예를 나타내는 도면이다.
도 7a 내지 도 7c는, 본 개시에 따른 방법의 제3 실시형태에 있어서의 연속적인 단계들을 나타내는 도면이다.
도 8은, 본 개시에 따른 방법의 제3 실시형태의 제1 변형예를 나타내는 도면이다.
도 9는, 본 개시에 따른 방법의 제3 실시형태의 제2 변형예를 나타내는 도면이다.
도 10은, 일반적으로 사용되는 기저귀의 전체 사시도이다.
도 11은, 본 개시에 따른 방법을 수행함으로써 기저귀용 후크-캐리어를 제작하기 위한 라인을 나타내는 도면이다.
도 12a 및 도 12b는, 각각 도 11의 선 XIIA-XIIA 및 XIIB-XIIB를 따라 취해진 단면도이다.
도 13은, 보강 인서트에 의해 국부적으로 보강될 베이스를 나타내는 도면이다.
도 14a 내지 도 14d는, 보강 인서트를 조립하는 다양한 단계들을 나타내는, 도 13의 XIV 상의 단면도이다.
도 15a 및 도 15b는, 도 13 및 도 14a 내지 14d에 도시된 조립방법의 다양한 실시형태를 나타내는 도면이다.
도 16은, 도 13 및 도 14a 내지 14d의 보강방법의 변형예를 나타내는 도면이다.
도 1 내지 도 3은, 본 개시에 따른 방법의 제1 실시형태에 있어서, 제1 유닛(10)과 제2 유닛(20)을 함께 조립함으로써 구조체(100A)(도 2c 참조)가 어떻게 만들어지는지 도시한다.
제1 유닛(10)은 온도 T1에서 용융되는 제1 열가소성 재료(M1), 특히 T1이 120℃인 폴리에틸렌과 같은 경화가능한 폴리머로 만들어진다. 또한, 도 1 내지 도 3의 특정 예에 있어서, 제1 재료(M1)는 본 개시에서 이하 상세하게 설명되는 기능을 수행하는 복수의 금속입자(40)를 함유한다.
도 1에 도시된 바와 같이, 제1 유닛(10)은, 2개의 메인 표면(11a 및 11b)에 의해 형성되는 베이스(11)를 포함하며, 본 실시예에 있어서 메인 표면들은 직사각형이고, 실질적으로 평면이고, 평행하며, 길이(L1) 및 폭(ℓ1)을 갖는다.
복수의 파지요소(12)는 메인 표면들 중 하나의 메인 표면(11a)(이하 "접합(junction)"표면이라고 함)으로부터 돌출하며, 파지요소의 영역(13)을 형성한다. 예를 들어, 파지요소(12)는 베이스(11)와 함께 사출성형될 수 있다. 따라서 파지요소는, 어떠한 간섭이나 불연속 없이, 특히 현미경적인 수준에서, 베이스(11)에 연결되어, 베이스(11)와 일체이며, 다시 말해서 단일 편을 형성한다.
본 실시예에 있어서, 파지요소(12)는 후크이며, 각각의 파지요소는 접합표면에 실질적으로 직교하는 방향으로 접합표면으로부터 돌출하는 스템(stem)(14)과, 상기 스템(14)을 가로질러, 양쪽으로, 스템으로부터 측방향으로 연장하는 2개의 그립 탭을 가지는 파지부분(15)을 포함한다.
본 실시예에 있어서, 후크의 영역(13)은 베이스(11)의 전체 폭(ℓ1) 및 전체 길이(L1)에 걸쳐서 연장된다. 물론, 이 분포는 의도적인 적용예에 따라 매우 상이하게 될 수 있다. 파지요소는, 그것들이 돌출하는 제1 유닛의 표면의 단지 일부, 예컨대 적어도 95%를 커버하거나, 아니면 5% 미만을 커버할 수도 있다.
유리하게는 파지요소(12)는 0.1mm 내지 5mm의 범위 내에 놓이는 베이스(11)의 표면(11a)에 직교방향으로 측정된 전체 높이, 그리고 1개/㎠ 내지 2000개/㎠의 범위 내에 놓이는 영역 밀도를 나타낼 수 있다.
제2 유닛(20)은 T1보다 높은 온도(T2)에서 용융되는 제2 열가소성 재료(M2), 특히 T2가 260℃인 폴리아미드와 같은 폴리머로 만들어진다.
제2 유닛(20)은 제1 유닛(10)의 구조체와 매우 유사한 구조체를 나타내며, 따라서 이하에서는 상세하게 설명하지 않는다. 제2 유닛은, 마찬가지로, 2개의 표면(21a 및 21b)에 의해 형성되는 베이스(21)를 포함하며, 본 실시예에 있어서 표면들은 실질적으로 평면 및 직사각형이고, (본 실시예에 있어서는 L1과 동일한) 길이(L2) 및 (본 실시예에 있어서는 ℓ1과 동일한) 폭(ℓ2)을 갖는다.
도 1에 도시된 바와 같이, 제2 유닛(20)은 제1 유닛(10)의 파지요소(12)와 상호작용하기에 적합한 유지수단(22)을 갖는다.
본 실시예에 있어서, 유지수단(22)은 후크(12)와 상보적인 파지요소이며, 특히 유지수단은 동일한 형상의 후크이며, 후크의 영역(23)을 형성한다.
본 실시예에 있어서 제2 유닛(20)의 후크의 영역(23)은, 그것이 돌출하는 접합표면(21a)의 단지 일부만을 차지한다.
조립 동안에, 도 2a에 도시된 바와 같이, 제1 및 제2 유닛(10 및 20)들은 각각의 접합표면(11a 및 21a)이 서로 마주하는 방식으로 위치결정된다.
그 다음에, 도 2b에 도시된 바와 같이, 제1 및 제2 유닛(10 및 20)들은 소정의 상대적인 위치에서 접촉된다.
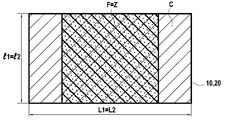
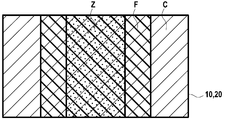
도 2b 및 도 3에서, 특히 부호 C는 제1 및 제2 유닛(10 및 20)들 사이에서의 접촉구역을 지칭한다. 이러한 접촉구역(C)에 있어서, 제1 및 제2 유닛(10 및 20)들의 후크의 영역(13 및 23)은 적어도 소정의 구역에서 서로 마주하며, 여기에서 그것들은 파지요소(12 및 22)들 사이의 상호작용을 초래하는 부호 F로 표시된 자기-파지 고정부를 제공한다.
이러한 상태에서, 상기 자기-파지 고정부(F)는, 접합표면(11a, 21a)에 직교하는 방향으로, 또한 이 표면에 접선 방향으로, 서로에 대해 움직이지 않도록 제1 및 제2 유닛(10 및 20)들을 유지시킨다. 그렇지만, 유닛들은 영구적으로 유지된 것은 아니며, 필요시, 다시 위치결정되기 위해서 2개의 유닛(10 및 20)들을 용이하게 분리할 수 있다.
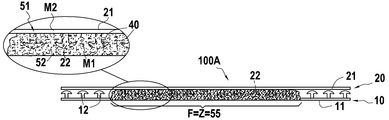
마지막으로, 도 2c에 도시된 바와 같이, 자기-파지 고정부(F)는, 영구적인 방식으로 제1 및 제2 유닛(10 및 20)들을 함께 고정하도록, 본 실시예에 있어서 자기-파지 고정부(F)의 전체 구역에 해당하는 처리구역(도 3에서 점 및 Z로 표시됨)으로 처리된다.
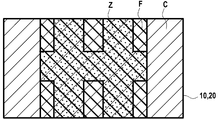
그렇지만, 본 실시예는 이것으로 제한되지 않는다. 몇몇 상황에 있어서, 처리구역(Z)은 자기-파지 고정부(F)의 단지 일부에 걸쳐서 연장될 수 있다. 도 4a의 실시예에 있어서, 처리구역(Z)은, 자기-파지 고정부(F)의 길이의 단지 일부에 걸쳐서 연장하는 스트립의 형태를 가지되, 연속적인 직선을 따라서 제1 및 제2 유닛(10 및 20)들을 모두 가로지르는 방식으로 연장하며, 본 실시예에 있어서 폭방향으로 연장한다. 도 4b 및 4c의 실시예에 있어서, 처리구역(Z)은 복수의 스트립을 포함하며, 서로 평행하게 또는 그리드를 형성하도록 연장한다. 다른 변형예에 있어서, 처리구역은 복수의 점 또는 그 동등물의 형태를 가질 수도 있다.
도 1 내지 도 3의 실시예에 있어서, 처리구역(Z)은 T1보다 높지만 T2보다 낮은 온도(T)의 영향을 받으며, 그에 따라 상기 구역 내에서 제1 유닛이 변형되도록 야기시킨다.
선택적인 것으로 이해되어야 하는 금속입자(40)는, 본 실시예에 있어서, 제1 재료 내에서 온도가 급격하고 균일하게 증가하는 것을 보장하도록 기능한다.
도 2c에 도시된 바와 같이, 제1 요소(10)의 베이스(11) 및 후크(12)는, 온전히 남아있는 (변형되지 않았기 때문에) 제2 유닛(20)의 후크(22)를 덮도록 용융된다.
처리가 유효하고 제2 유닛의 후크(22)의 변형을 회피할 것을 보장하기 위해서, 제1 및 제2 재료(M1 및 M2)들 각각의 용융온도(T1 및 T2) 사이의 차이는 5℃보다 작지 않고, 바람직하게는 10℃보다 작지 않고, 더욱 바람직하게는 20℃보다 작지 않다.
그 결과로 조립된 조립체(100A)는, 자기-파지 고정부의 유지수단, 상세하게는 후크(22)를 포함하는 제1 레이어(51)와, 적어도 하나의 조립구역(55)에 걸쳐서 제1 레이어(51)와 상호작용하여 유지수단(22)을 포획하여 유지하는 제2 레이어(52)를 포함하며, 그에 따라 제1 및 제2 레이어(51 및 52)들은 서로 영구적으로 고정된다.
따라서 구조체(100A)는 (제1 유닛의 변형으로 초래되는) 제2 레이어의 재료에 의해 형성되는 매트릭스를 갖는 합성요소를 형성하며 보강수단은 제1 레이어(51)의 파지요소에 의해 형성되어, 특히 구조체의 전단강도 및/또는 인장강도를 향상시키도록 기능한다.
변형예에 있어서, 제1 유닛의 용융온도는 제2 유닛의 용융온도보다 높을 수 있음을 알 수 있을 것이다.
도 5a 내지 5c는, 본 개시의 제2 실시형태에 따른, 제1 유닛(10), 제2 유닛(20), 및 제3 유닛(30)을 함께 조립함으로써 만들어지는 구조체(100B)(도면 참조)를 나타낸다.
도 5a에 도시된 바와 같이, 제1 유닛(10)은 특히 도 1을 참조하여 설명한 것과 유사하다. 따라서 다시 설명하지 않는다.
본 실시예에 있어서, 제2 유닛(20)은, T1보다 높은 온도(T2)에서 용융되는 열가소성 재료로 만들어지는, 부직 재료의 레이어에 의해 구성된다. 제1 유닛(10)의 후크(12)와 상호작용하기에 적합한 제2 유닛(20)의 유지수단(22)은, 부직 재료를 구성하는 뒤얽힌 섬유에 의해 형성된다.
부직 재료는 함께 접합되어 전체적으로 시트를 형성하는 복수의 섬유로 만들어진다. 섬유는 기계적으로, 화학적으로, 또는 열적으로 함께 접합될 수 있다. 현재 3가지 종류의 부직 재료가 주로 알려져 있다: 드라이-레이드(dry-laid) 부직물 (carded thermobonded - airlaid thermobonded - spunlace - airthrough - carded needle punched 등); 웨트-레이드(wet-laid) 부직물; 및 스펀멜트(spunmelt) 부직물 (spunbond, meltblown, 또는 그것들의 조합(SM, SMS, SMMS, SSMMS, ...), electrospun, melt-film fibrillated, solvent-spun, ...).
제3 유닛(30)은, 본 실시예에 있어서, 제1 유닛(10)을 구성하는 재료(M1)와 동일한 용융가능한 폴리머 재료로 만들어진다.
동일한 방식으로, 제3 유닛의 구조체는 제1 유닛(10)의 구조체와 유사하다. 따라서 그 구조체는, 제2 유닛(20)의 유지수단(22)과 상호작용하기에 적합한 복수의 파지요소(32)와 함께, 2개의 실질적으로 평면이고 평행한 표면(31a 및 31b)에 의해 형성되는 베이스(31)를 포함한다. 본 실시예에 있어서, 파지요소(32)는 베이스(31)의 표면들 중 하나의 표면(31a)(이하 "접합"표면이라 함)으로부터 돌출하는 후크의 영역(33)을 형성한다.
조립 도중에, 도 5b에 도시된 바와 같이, 제1 및 제2 유닛(10 및 20)들은 소정의 위치에서 접촉된다. 제2 유닛의 섬유(22)는 제1 자기-파지 고정부(F1)를 제공하기 위해 제1 유닛(10)의 후크(12)와 상호작용한다.
동일한 방식으로, 제2 유닛(20) 및 제3 유닛(30)은 소정의 위치에서 접촉된다. 제2 유닛(20)의 섬유(22)는 제2 자기-파지 고정부(F2)를 제공하기 위해 제3 유닛(30)의 후크(32)와 상호작용한다.
이들 자기-파지 고정부(F1 및 F2)에 의해서, 총 3개의 유닛(10, 20, 및 30)들은 서로에 대해 제위치에 유지된다. 유닛들이 잘못 위치결정되었다면, 유닛들은 용이하게 분리되어 다시 위치결정될 수 있으며, 이것은 유닛들은 손상시키지 않고 여러 번이라도 수행될 수 있다.
본 실시예에 있어서, 전술한 3개의 유닛(10, 20, 및 30)들은 열처리에 의해 영구적으로 함께 조립되며, 이 열처리는 T2보다 낮지만 T1보다 높은 온도(T)에서 적층된 유닛들이 영향을 받도록 함으로써 이루어진다.
열의 영향 하에서, 제1 및 제3 유닛(10 및 30)들은 변형되어 함께 접합되고, 부직 재료의 섬유(22)를 포획하여 유지하며, 여기서 이 섬유는 제1 유닛, 제2 유닛, 및 제3 유닛이 서로 영구적으로 고정된 상태에서 실질적으로 손상되지 않고 남아 있게 된다.
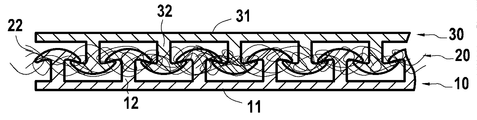
도 5c에 도시된 바와 같이, 최종 조립된 구조체(100B)는, 자기-파지 고정부 내에서 사용되고 있는 유지수단, 상세하게는 섬유(22)를 포함하는 제1 레이어(51)와, 제1 및 제3 유닛들의 변형으로 초래되고, 적어도 하나의 조립 구역에 걸쳐서 제1 레이어(51)와 상호작용하고, 포획된 유지수단(22)을 유지하는 제2 레이어(52)를 포함하는 합성 유닛이며, 그에 따라 제1 및 제2 레이어(51 및 52)는 서로 영구적으로 고정된다.
섬유(22)는, 조립된 구조체(100B)를 위한 보강수단을 형성하며, 특히 강성 및 인장강도를 증가시키도록 작용하며, 제1 및 제3 유닛(10 및 30)들이 분리되는 것을 방지한다. 도 6에 도시된 변형 실시예에 있어서, 3개의 유닛(10, 20, 및 30)들의 위치결정은, 열처리를 가하기 전에 제1 유닛(10)의 후크(12) 및 제3 유닛(30)의 후크(32)를 서로 상호작용하도록 함으로써 추가적인 방식으로 더 고정될 수 있도록 한다.
전술한 바와 같이, 본 개시에 따른 방법은 보강된 구조체를 형성하기 위해서 유리하게 이용될 수 있다. 본 개시에 따른 방법의 제3 실시형태는 그러한 활용을 예시하며 도 7a 내지 7c에 개략적으로 도시되어 있다.
본 실시예에 있어서, 보강될 제1 유닛(10)은 온도(T1)에서 용융되는 폴리머 재료로 만들어지며 특히 도 1을 참조하여 전술한 바와 같은 제1 유닛과 실질적으로 동일하다.
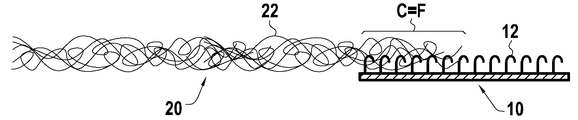
뒤얽힌 섬유(22)에 의해 구성되는 부직 재료의 레이어에 의해 형성되는 제2 유닛(20)(도 7a 참조)은, 파지요소(12)가 돌출하는 제1 유닛(10)의 접합표면(11a)과 접촉하여, 상기 섬유(22)가 자기-파지 고정부(F)를 제공하기 위해서 제1 유닛(10)의 후크(12)와 상호작용하도록 한다.
이러한 위치에 있어서, 도 7b에 도시된 바와 같이, 부직 재료의 레이어는 접합표면(11a)에 접선인 방향으로 그리고 직교하는 방향으로 제1 유닛에 대해 움직이지 않도록 유지된다.
그 다음에, 자기-파지 고정부(F)는 T1보다 높지만 T2보다는 낮은 온도(T)에 영향을 받게 되며, 이것은 예컨대 초음파 진동을 발생시키도록 소노트로드(sonotrode)를 이용함으로써 얻어진다. 이러한 위치에 있어서, 베이스(11) 및 제1 유닛의 후크(12)는 용융되어, 부직 재료의 섬유(22)를 코팅하며, 여기서 섬유는 실질적으로 손상되지 않고 유지된다.
그 다음 제1 및 제2 유닛(10 및 20)들은, 도 7c에 도시된 바와 같이, 제1 유닛의 변형으로 초래된 매트릭스(52)를 형성하는 레이어를 포함하는, 합성된 형태의 단일편으로 조립된 구조체(100C)를 구성하며, 자기-파지 고정부를 위한 유지수단, 상세하게는 섬유(22)를 포획하여 유지한다.
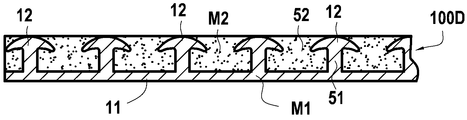
도 8에 도시된, 제3 실시형태의 제1 변형예에 있어서, 제1 유닛(10)은 제2 유닛(20)의 용융온도(T1)보다 높은 온도(T2)에서 용융되는 재료로 만들어진다.
2개의 유닛들 사이에서 만들어진 자기-파지 고정부(F)가 T1보다 높지만 T2보다 낮은 중간온도에 영향을 받음으로써 처리될 때, 섬유(22)는 용융되어 후크(12)를 코팅하며, 후크는 손상되지 않고 남아있게 된다.
그 다음 제1 및 제2 유닛(10 및 20)들은, 제1 유닛(10)의 후크(12)에 의해 보강되는 (제2 유닛(20)의 변형으로 초래되는) 매트릭스를 포함하는 합성 형태의 단일편 구조체(100D)를 구성한다.
도 9에 도시된 제2 변형예에 있어서, 자기-파지 고정부(F)는 제1 및 제2 유닛(10 및 20)들의 용융온도보다 높은 온도에서 영향을 받음으로써 처리된다.
그러한 상황 하에서, 높은 온도의 영향으로, 후크(12)는 용융되지만 전체적으로 실질적인 원통형상으로 남는다.
섬유(22)는 용융되어 변형된 후크(12')를 코팅하도록 작용한다.
본 개시에 따른 방법은 수많은 분야에서 매우 다양한 적용예를 갖는다. 비-한정적인 예들이 이하에 주어진다.
예를 들어, 본 개시에 따른 방법은 위생 분야에서, 특히 기저귀를 폐쇄하기 위한 후크-캐리어를 제조하기 위하여 유리하게 이용될 수 있다.
또한 본 개시에 따른 방법은 차량 또는 항공 분야에서, 특히 도어의 트림, 루프 패널, 또는 커버들을 고정시키기 위하여 이용될 수 있다.
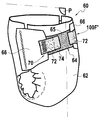
도 10, 11, 12a 및 12b는 기저귀용 후크-캐리어를 제조하기 위한 본 개시에 따른 방법의 특정 적용예를 나타낸다.
통상, 도 10에 도시된 종류의 기저귀(60)는 다음 것들을 포함한다:
- 아기의 피부와 접촉하기 위한 내측면을 가지며 일반적으로 내부는 흡수성이고 외부는 방수인 메인 즉 팬티 부분(62);
- 기저귀의 대칭평면(P) 상에서 중심이 맞춰지고, 팬티 부분(62)의 전방에 고정되고, 외측표면에는 자기-파지용 후크와 상호작용하는 섬유(65), 특히 루프가 제공되는 전방 스트립(64);
- 전체적으로 신축적이고, (기저귀(60)의 대칭평면(P)의 양쪽에서) 팬티 부분(62)의 뒤쪽에 고정되는 2개의 탭(66); 및
- (도 10에 도시된 바와 같이) 기저귀(60)를 폐쇄시키기 위해서 전방 스트립의 루프와 상호작용하는 자기-파지용 후크를 구비하며, 탭(66)에 하나씩 각각 고정되는 2개의 후크-캐리어(100F').
도 10에 도시된 바와 같이, 일반적으로 후크-캐리어(100F')는, (일반적으로 부직 재료인) 섬유를 포함하며 (일반적으로 가열 밀봉에 의해) 탭(66)에 고정되는 지지부(72)와, 상기 기저귀를 폐쇄시키기 위해서, 기저귀(60)의 전방 스트립(64)의 루프-형성 섬유와 상호작용하는 자기-파지용 후크(12)를 전방면에 구비하는 고정부(74)를 포함한다.
통상적인 방식으로, 이들 2개의 부분(10 및 20)들은, 가열 밀봉이나 접착제에 의해서 부직 테이프 상에 후크 없이 테이프의 후방면을 부착시킴으로써 조립될 수 있다. 이 방법은, 가열 밀봉이나 접착제를 사용하기 전에 적절하게 사전 위치결정되는 것을 보장하기 위해서 정확하고 신뢰성 있는 테이프용 안내수단을 필요로 한다는 단점이 존재한다. 나아가서, 이러한 방식으로 얻어진 후크-캐리어의 인장강도는 때때로 불충분하여, 지지부 및 고정부가 뜯어지거나 분리되기도 한다.
본 개시에 따른 조립 방법은 전술한 문제점들을 해결할 수 있다.
도 11은 후크-캐리어 제조 라인에 적용되는 방법을 나타낸다.
본 실시예에 있어서 제1 유닛(10)은 길이방향(X1)으로 연장하며 후크의 영역(13) 내에서 커버되는 접합 표면(11a)을 가지는, 폭 ℓ1의 파스너 테이프의 형태이며, 제2 유닛(20)은 길이방향(X2)으로 연장하며 폭 ℓ2의 부직 재료로 만들어지는 서포트 테이프에 의해 구성된다.
도 11에서 부호 T1으로 표시된 부분으로 나타낸 제1 스텝에 있어서, 제1 및 제2 테이프(10 및 20)들은 길이방향 즉 기계방향(X)으로 서로 평행하게 배열되고 폭 ℓc의 접촉구역(C)에 걸쳐서 연속적으로 중첩되며, 그에 따라 서포트 테이프(20)는 파스너 테이프(10)의 접합표면(11a)의 일부를 덮는다.
접촉구역(C)에 있어서, 파스너 테이프(10)의 후크(12) 및 서포트 테이프(20)의 섬유(22)는 자기-파지 고정부(F)를 제공한다. 본 실시예에 있어서 자기-파지 고정부(F)는 상기 접촉구역(C) 전체에 걸쳐서 연장된다.
2개의 테이프(10 및 20)들은, 후크(12)를 운반하는 파스너 테이프(10)의 자유부분(18) 및 서포트 테이프(20)의 자유부분(28)이 접촉구역(C)의 양쪽에 제공되는 방식으로 중첩된다.
도 12a는 제1 스텝의 끝에 있어서의 제1 및 제2 유닛(10 및 20)들을 나타낸다. 2개의 테이프(10 및 20)들은 자기-파지 고정부(F)에 의해 서로에 대해 제위치에 유지되며, 추가적인 안내 및 유지수단은 필요하지 않다.
부분 T2에 의해 도시된 제2 스텝에 있어서, 자기-파지 고정부(F)는 기계방향(X)으로 연속적으로 처리된다.
본 실시예에 있어서, 처리구역(Z)은 접촉구역(C) 전체에 걸쳐서 연장되며, 서로를 고정시키기 위해서 서포트 테이프(20)의 섬유(22) 및/또는 파스너 테이프(10)의 후크(12)를 변형시키도록 2개의 테이프(10 및 20)들에 대항하여 압력을 가하는 휠(M), 특히 히터 휠(heater wheel)에 의해서 처리가 수행된다.
또한 처리는, 열을 가하지 않고 압력만을 가하거나, 반대로 열만을 가하여, 특히 외따로(remotely) 수행될 수 있거나, 아니면 또 다른 적절한 처리에 의해 수행될 수 있다.
파스너 테이프(10) 및 서포트 테이프(20)를 형성하기 위해 선택된 재료에 따라, 그리고 처리 조건(온도, 가해지는 압력 등)에 따라, 처리는, 특히 도 7a 내지 도 7c, 도 8 및 도 9를 참조하여 도시되고 설명된 실시예들 중 어느 하나에 상응할 수 있다. 따라서 이 실시예들을 참조하여 설명된 특징들은 여기서 반복하지 않는다.
파스너 테이프(10)의 자유부분(18) 상에 제공되는 후크(12)의 손상을 회피하기 위해서, 본 방법은 도 8을 참조하여 설명된 방식으로 수행되는 것이 바람직하다. 다시 말해서: 파스너 테이프(10)는 서포트 테이프(20)의 용융온도(T1)보다 높은 온도(T2)에서 용융되는 재료로 만들어진다. 2개의 테이프(10 및 20)들 사이에서 만들어지는 자기-파지 고정부(F)는 T1보다 높지만 T2보다 낮은 중간 온도에 영향을 받음으로써 처리되어서, 섬유(22)가 용융되도록 하여, 손상되지 않고 남아있는 후크(12)를 코팅하도록 한다.
조립된 최종 구조체(100F)가 도 12b에 도시되어 있다. 구조체는, 파스너 테이프(10)에 의해 구성되며 자기-파지 고정부를 위한 유지수단(특히 파스너 테이프(10)의 손상되지 않는 후크(12))을 포함하는 제1 레이어(51)와, 서포트 테이프(20)의 국부적인 변형으로 초래되는 제2 레이어(52)를 가지며, 여기서 제2 레이어는 유지수단을 포획하여 유지하기 위해 그리고 상기 레이어들을 서로 고정시키기 위해 처리구역에 상응하는 조립구역(55)에 걸쳐서 유지수단(12)을 코팅한다.
부분 T3에 의해 도시된 제3 스텝에 있어서, 조립된 구조체(100F)는 기계방향(X)에 대해 실질적으로 횡방향으로 연장하는 방향(Y)을 따라 절단되고, 그에 따라 기저귀를 위한 복수의 후크-캐리어(100F')를 형성한다.
이러한 방식으로 얻어진 후크-캐리어(100F')는 전술한 바와 같은 조립된 구조체(100F)에 상응하며, 조립된 구조체의 절편은 후크-캐리어를 형성한다. 후크-캐리어는 다음을 포함한다:
- 2개의 메인 표면들, 즉 전방면 및 후방면에 의해 형성되는 실질적으로 평면인 베이스와, 상기 베이스의 전방면으로부터 돌출하는 후크(12)를 포함하는 (파스너 테이프(10)의 자유부분(18)에 의해 형성되는) 고정부(74);
- 베이스의 전방 측에 위치되며 후크(12)와 만나는 평면에서 연장되는 (서포트 테이프의 자유부분(28)에 의해 형성되는) 부직 재료로 만들어진 지지부(72); 및
- (부직 재료 및 후크 양자 모두를 만나는 평면에서의) 고정부 및 지지부 사이의 조립구역.
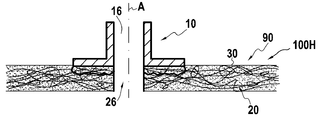
도 13 내지 도 16은, 구멍의 위치 부근을 보강하는, 특히 시트 또는 합성재료와 같은 베이스를 포함하는 조립된 구조체를 제작하기 위한 본 개시에 따른 방법의 또 다른 특정 적용예를 나타낸다.
시트 또는 타폴린(tarpaulin)은, 신축 스트랩, 밧줄(bungees) 등과 같은 파스너 수단을 수용하는 구멍들을 구비한다.
그러한 시트는 아일릿(eyelet) 타입의 전체적으로 환형이고 중공인 보강 인서트에 의해 구멍 부근을 보강한다. 아일릿은 통상적으로 클립-고정부에 의해 고정되고, 이것은 시트의 국부적인 변형을 초래하여 강도 손실을 초래한다.
또 다른 적용예에 있어서, 서포트에 고정되기 위해서 합성요소 내의 구멍을 형성할 필요도 있고, 그에 따라 상기 합성요소를 국부적으로 손상시키거나 약화시킬 우려가 있다.
본 개시에 따른 조립 방법은 이러한 문제를 해결할 수 있는 유리한 해결책을 구성한다.
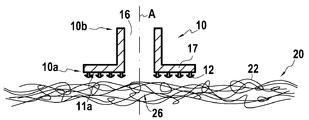
도 13은, 보강 인서트의 형태인 제1 유닛(10)과, 본 실시예에 있어서 부직 재료인, 섬유의 시트에 의해 형성되는 제2 유닛(20)을 도시한다.
보강 인서트(10)는, 도 13에 개략적으로 도시된 바와 같이, 구멍을 위한 위치(26), 다시 말해서 이미 구멍이 형성된 시트(20)의 위치(26), 또는 더욱 통상적으로는 그리고 본 실시예에서 설명되는 것처럼 구멍이 만들어질 위치에서 시트(20)에 고정된다.
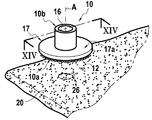
도시된 실시예에 있어서, 보강 인서트(10)는 메인 축선(A)을 중심으로 전체적으로 원통형상을 가지며, 중심 보어(16)가 형성되어 있다.
보강 인서트(10)는, 메인 축선(A)에 대해 실질적으로 직교방향으로 연장되는 적어도 하나의 접합표면(11a)을 가지며, 이 접합표면은 그로부터 돌출하여 자기-파지 고정부(F)를 제공하기 위해서 시트(20)의 섬유(22)와 상호작용하기에 적합한 파지요소(12)의 영역을 갖는다.
도 12에 도시된 실시예에 있어서, 접합표면(11a)은 인서트(10)의 축선방향 끝면이다.
더욱 상세하게는, 파지요소(12)는 상기 끝면(11a) 전체에 걸쳐서 분포되어 있다.
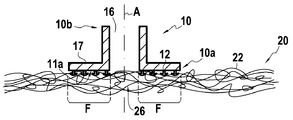
보강 인서트(10)를 시트(20) 상에 조립하는 방식은 도 14a 내지 14d에 더욱 상세하게 도시되어 있다.
도 14a 및 14b에 도시된 제1 스텝에 있어서, 보강 인서트(10)는 시트(20)와 접촉하여, 접합표면(11a)으로부터 돌출하는 파지요소(12)가 자기-파지 고정부(F)를 형성하기 위해서 시트(20)의 섬유(22)와 상호작용하도록 한다. 보어(16)는 구멍을 위한 위치(26)와 실질적으로 정렬되도록 위치된다.
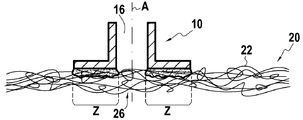
도 14c에 도시된 제2 스텝에 있어서, 자기-파지 고정부(F)가 처리된다. 보강 인서트(10)의 파지요소(12) 및 시트(20)를 형성하기 위하여 선택된 재료에 따라, 그리고 처리 조건(온도, 가해지는 압력 등)에 따라, 처리는, 특히 도 7a 내지 도 7c, 도 8 및 도 9를 참조하여 도시되고 설명된 실시예들 중 어느 하나에 상응할 수 있다. 따라서 이 실시예들을 참조하여 설명된 특징들은 여기서 반복하지 않는다.
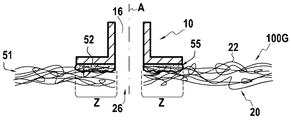
본 실시예에 있어서, 인서트(10)의 후크(12)는 처리의 영향 하에서 용융되어, 실질적으로 손상되지 않고 남아있는 시트(20)의 섬유(22)를 코팅한다. 보강 인서트(10)에 의해 보강되는 시트(20)를 포함하는 조립된 구조체(100G)는 도 14c에 도시되어 있다. 구조체는, 자기-파지 고정부를 위한 유지수단을 갖는 시트(20)에 의해 구성되는 제1 레이어(51)와, 인서트(10)의 후크(12)의 변형으로 초래되어 조립구역(55) 내에서 유지수단(22)을 코팅하는 제2 레이어를 포함한다.
일반적으로, 도 14d에 도시된 제3 스텝에 있어서, 시트(20)는 구멍을 위한 위치(26)에서, 보강 인서트(10)의 메인 축선을 실질적으로 따르는 방향으로 천공된다.
따라서 시트(20)는 구멍의 위치(26) 부근에서 보강 인서트(10)를 중심으로 손상되거나 변형됨 없이 보강된다. 나아가서, 인서트(10)는 조립체에 대하여 긴 수명을 보장하는 신뢰성 있고 영구적인 방식으로 고정된다.
그렇지만, 도시된 실시예는 제한적인 것은 아니다.
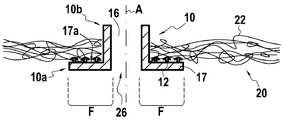
도 16에 있어서, 인서트(10)는, 바닥 끝부(10a)라고 언급되는 축선방향 양쪽 끝 중 하나에서 외측방향 칼라(collar)(17)를 구비하며, 파지요소(12)를 가지는 접합표면은 상단 끝부(10b)를 향하는 상기 칼라(17)의 표면(17a)이다.
그 다음, 도면에 도시된 바와 같이, 인서트는 시트(20) 내에 이미 만들어져 있는 오리피스를 통하여 삽입되어서, 상기 접합표면(17a)이 2개의 유닛들을 함께 고정하기 위하여 자기-파지 고정부(F)를 제공하기 위해 시트(20)와 접촉하도록 한다.
또한 본 개시에 따른 방법은 적어도 하나의 보강 인서트에 의해 보강되는 합성재료를 제조하기 위하여 이용될 수도 있다.
그러한 상황 하에서, 본 방법의 최초 스텝은, 도 13 및 도 14a 내지 14c를 참조하여 설명된 것과 실질적으로 동일하다.
합성요소를 형성하기 위해서, 도 15a에 도시된 스텝에 있어서, 시트(20)는 상세하게는 수지인 제3 유닛(30)과 결합된다. 예를 들어, 시트는 합성요소 또는 소정의 형상을 나타내는 몰드(도시생략) 내에 위치되고, 이 몰드 내부에서 수지(30)로 함침된다. 그 다음 수지는, 시트(20)의 섬유(22)가 보강수단을 구성하는 상태로, 합성물의 매트릭스를 형성한다. 보강 인서트(10)에 의해 보강되는 합성물(90)을 포함하는 조립된 구조체(100H)는 도 15b에 도시되어 있다.
그 다음 이러한 방식으로 얻어진 합성물(90)은, 도 15b에 도시된 바와 같이, 손상의 우려 없이 인서트를 통하여 천공될 수 있다.
변형예에 있어서, 제2 및 제3 유닛(20 및 30)들은, 특히 도 1 내지 도 9를 참조하여 설명되는 실시형태들을 이용하여, 본 개시에 따른 방법을 수행함으로써 조립될 수 있다.
예를 들어, 구멍을 위한 위치에서 적어도 하나의 인서트에 의해 보강되는 합성요소는 도 5a 내지 5c의 실시예와 동일한 방식으로 제조될 수 있으며, 여기서 제1 유닛은 인서트(10)에 의해 구성되고, 제2 유닛은 시트(20)에 의해 구성되고, 제3 유닛(30)은 시트(20)의 섬유와 상호작용하기에 적합한 파지요소의 영역을 갖는 베이스를 포함한다.
제1 및 제2 유닛들은 인서트의 접합표면에 제1 자기-파지 고정부를 형성한다.
제2 및 제3 유닛들은 전체 접촉면적에 걸쳐 바람직하게 연장되는 제2 자기-파지 고정부를 형성한다.
제1 자기-파지 고정부가 첫 번째로 처리된 후 제2 자기-파지 고정부가 뒤이어 처리될 수도 있고, 그 역순도 가능하다. 또한 제1 및 제2 자기-파지 고정부가 동시에 처리될 수도 있다.
마지막으로, 제2 및 제3 유닛들은, 손상되지 않고 남아있는 시트의 섬유에 의해 보강수단이 형성되는 합성요소를 형성한다. 제1 유닛은 구멍의 위치에서 보강을 위해서 합성요소에 고정된다.
Claims (18)
- - 파지요소(grip elements)인 후크(hooks)의 영역(13)을 가지는 제1 유닛(10) 및 자기-파지 고정부(self-gripping fastening)(F)를 제공하기 위해서 상기 제1 유닛의 파지요소(12)와 상호작용하는 유지수단(retention means)(22)을 구비하는 제2 유닛(20)을 제공하는 단계와;
- 상기 제1 유닛의 파지요소(12) 및 제2 유닛의 유지수단(22)이 자기-파지 고정부를 제공하는 방식으로 제1 및 제2 유닛들을 접촉시키는 단계와;
- 제1 유닛(10)의 파지요소(12) 및/또는 제2 유닛(20)의 유지수단(22)을 변형시키기 위해서 자기-파지 고정부(F)의 처리구역(Z)을 처리하고, 그에 따라 제1 및 제2 유닛(10, 20)들이 서로 영구적으로 고정되어, 조립된 구조체(100)를 형성하는 단계;
를 포함하는, 방법. - 청구항 1에 있어서,
변형 이후에, 상기 파지요소(12) 또는 상기 유지수단(22)이 조립된 구조체(100)의 보강수단을 형성하도록 처리가 이루어지는, 방법. - 청구항 1 또는 2에 있어서,
변형 이후에, 상기 파지요소(12) 또는 상기 유지수단(22)이 전체적으로 변경되지 않은 형상을 유지하도록 처리가 이루어지는, 방법. - 청구항 1 내지 3 중 어느 한 항에 있어서,
상기 처리구역(Z)은 연속적인 직선을 형성하는, 방법. - 청구항 1 내지 4 중 어느 한 항에 있어서,
상기 처리구역(Z)은 상기 자기-파지 고정부(F)의 전체 범위의 적어도 50%, 바람직하게는 적어도 80%에 해당하는, 방법. - 청구항 1 내지 5 중 어느 한 항에 있어서,
상기 유지수단(22)은 섬유를 포함하는, 방법. - 청구항 1 내지 6 중 어느 한 항에 있어서,
상기 파지요소(12) 및/또는 상기 유지수단(22)은 열가소성 재료로 만들어지는, 방법. - 청구항 1 내지 7 중 어느 한 항에 있어서,
처리는 상기 자기-파지 고정부(F)에 압력을 가하는 단계를 포함하는, 방법. - 청구항 1 내지 8 중 어느 한 항에 있어서,
처리는 열처리를 포함하는, 방법. - 청구항 1 내지 9 중 어느 한 항에 있어서,
- 자기-파지 고정부를 제공하기 위해서 제2 유닛(20)의 유지수단(22)과 상호작용하는 파지요소(32)의 영역(33)을 포함하는 제3 유닛(30)을 제공하는 단계와;
- 상기 제2 유닛(20)이 상기 제1 및 제3 유닛(10, 30)들 사이에 배열되고, 상기 제3 유닛(30)의 파지요소(32) 및 상기 제2 유닛(20)의 유지수단(22)이 제2 자기-파지 고정부(F2)를 제공하도록 상기 제2 및 제3 유닛(20, 30)들을 접촉시키는 단계와;
- 상기 제3 유닛(30)의 파지요소(32) 및/또는 상기 제2 유닛(20)의 유지수단(22)을 변형시키기 위해서 상기 제2 자기-파지 고정부(F2)의 처리구역을 처리하고, 그에 따라 상기 제2 및 제3 유닛(20, 30)들이 서로 영구적으로 고정되는 단계;
를 포함하는, 방법. - 청구항 10에 있어서,
상기 제1 및 제3 유닛(10, 30)들과 상기 제2 유닛(20) 사이에 제공되는 각각의 자기-파지 고정부는, 단일의 처리단계에서 동시에 처리되는, 방법. - 청구항 10 또는 11에 있어서,
처리 이전에, 상기 제1 유닛(10)의 파지요소(12) 및 상기 제3 유닛(30)의 파지요소(32)는 상호작용하고, 상기 제2 유닛(20)의 유지수단(22)은 상기 파지요소(12, 32)들 사이에 놓이는, 방법. - 청구항 1 내지 12 중 어느 한 항에 있어서,
상기 제1 및 제2 유닛(10, 20)들은 각각 길이방향으로 연장하는 스트립을 형성하며, 상기 제1 유닛(10)의 파지요소(12)와 상기 제2 유닛(20)의 유지수단(22)이 자기-파지 고정부(F)를 제공하는 적어도 하나의 접촉구역(C)에 걸쳐서 상기 제1 및 제2 유닛(10, 20)들은 길이방향(X)으로 연속적으로 중첩되며, 상기 자기-파지 고정부(F)는 적어도 하나의 처리구역(Z)에 걸쳐서 길이방향(X)으로 연속적으로 처리되는, 방법. - 청구항 1 내지 13 중 어느 한 항에 따른 방법을 수행함으로써 얻어진, 구조체(100).
- 자기-파지 고정부(F)를 위한 유지수단(12, 22)을 포함하는 적어도 하나의 제1 레이어(51)와, 상기 유지수단(12, 22)을 포획하여 유지하는 적어도 하나의 조립구역에 걸쳐서 상기 제1 레이어(51)와 상호작용하는 적어도 하나의 제2 레이어(52)를 포함하여, 상기 제1 및 제2 레이어(51, 52)들이 서로 영구적으로 고정되는, 구조체(100).
- 청구항 15에 있어서,
상기 유지수단(12, 22)은 섬유를 포함하는, 구조체(100). - 청구항 15 또는 16에 있어서,
상기 유지수단(12, 22)은 파지요소인 후크인, 구조체(100). - 청구항 15 내지 17 중 어느 한 항에 있어서,
상기 구조체는, 기저귀용 후크-캐리어이거나, 또는 관통 보어(16)를 구비하는 적어도 하나의 보강 인서트(10)에 의해서 적어도 하나의 구멍을 위한 위치(26)를 보강하는 베이스(20)인, 구조체(100).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1452957A FR3019445B1 (fr) | 2014-04-03 | 2014-04-03 | Procede d'assemblage d'au moins deux ensembles et structure assemblee correspondante |
| FR1452957 | 2014-04-03 | ||
| PCT/FR2015/050867 WO2015150709A1 (fr) | 2014-04-03 | 2015-04-02 | Procede d'assemblage d'au moins deux ensembles et structure assemblee correspondante |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160143745A true KR20160143745A (ko) | 2016-12-14 |
Family
ID=50780804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167030870A KR20160143745A (ko) | 2014-04-03 | 2015-04-02 | 적어도 2개의 유닛들을 조립하는 방법, 그리고 해당 조립된 구조체 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US10765572B2 (ko) |
| EP (1) | EP3125844B1 (ko) |
| JP (1) | JP6909724B2 (ko) |
| KR (1) | KR20160143745A (ko) |
| CN (1) | CN106170276A (ko) |
| AU (1) | AU2015242486A1 (ko) |
| BR (1) | BR112016022958B1 (ko) |
| CA (1) | CA2943720A1 (ko) |
| ES (1) | ES2749184T3 (ko) |
| FR (1) | FR3019445B1 (ko) |
| MX (1) | MX2016012863A (ko) |
| PL (1) | PL3125844T3 (ko) |
| RU (1) | RU2684123C2 (ko) |
| WO (1) | WO2015150709A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018006946A1 (en) | 2016-07-05 | 2018-01-11 | Sca Hygiene Products Ab | Absorbent article having an improved fastening system and a method to manufacture such absorbent article |
| US10421414B2 (en) * | 2016-12-01 | 2019-09-24 | Lear Corporation | Contour connect |
| WO2019018721A1 (en) | 2017-07-21 | 2019-01-24 | Attends Healthcare Products, Inc. | ABSORBENT ARTICLES HAVING UNITARY HOOK FASTENERS, AND METHODS OF MAKING SUCH ARTICLES |
| RU2738355C1 (ru) * | 2017-12-22 | 2020-12-11 | Эссити Хайджин Энд Хелт Актиеболаг | Впитывающее изделие и способ его изготовления |
| PL3727251T3 (pl) | 2017-12-22 | 2023-04-11 | Essity Hygiene And Health Aktiebolag | Wyrób chłonny i sposób jego wytwarzania |
| CN112533571B (zh) * | 2018-08-21 | 2022-12-27 | 宝洁公司 | 包括上面具有一体成型钩连部的非织造基底的紧固系统 |
| US12115050B2 (en) | 2018-12-13 | 2024-10-15 | Essity Hygiene And Health Aktiebolag | Male incontinence guard, kit, and method |
| FR3098144B1 (fr) | 2019-07-04 | 2022-01-07 | Aplix Sa | Stratifié élastique à crochets |
| DE102023113367B3 (de) | 2023-05-23 | 2024-10-02 | Lisa Dräxlmaier GmbH | Interieurkomponente für ein fahrzeug |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB299825A (en) * | 1927-08-02 | 1928-11-02 | John Ernest Chilton | Improvements in placards, show-cards, window display screens and the like |
| US3935360A (en) * | 1972-09-27 | 1976-01-27 | Brown Products, Inc. | Composite pad |
| ZA821524B (en) * | 1981-03-30 | 1983-01-26 | Eaton Corp | Shrinkable wrap-around articles secured by filamentary entanglement means |
| JPH0324403A (ja) | 1989-06-22 | 1991-02-01 | Nkk Corp | 亀裂深さ測定装置 |
| JPH03244403A (ja) * | 1990-02-23 | 1991-10-31 | Kuraray Co Ltd | 成形面フアスナーの係合方法 |
| SK281223B6 (sk) | 1991-05-20 | 2001-01-18 | The Procter And Gamble Company | Upevňovacia súčasť absorpčných výrobkov |
| US5762645A (en) * | 1994-06-06 | 1998-06-09 | The Procter & Gamble Company | Fastening device and method of use |
| US6460303B1 (en) * | 1996-07-19 | 2002-10-08 | Tac-Fast Georgia L.L.C. | Hook and loop anchor sheet module with overlapped edges and sufficient mass to resist buckling |
| US20010042350A1 (en) * | 1996-07-19 | 2001-11-22 | Joseph R. Pacione | Covering module and anchor sheet |
| US7185473B2 (en) * | 1996-07-19 | 2007-03-06 | Tac-Fast Georgia, L.L.C. | Anchor sheet and anchor sheet module |
| US5798163A (en) * | 1996-10-01 | 1998-08-25 | Gold; Peter N. | Temporary tarp-like barrier assembly, kit and method therefor |
| SE518130C2 (sv) * | 1998-10-05 | 2002-08-27 | Sca Hygiene Prod Ab | Absorberande alster med termoplastiska fibrer i vätske överföringsskiktet |
| US6205623B1 (en) * | 1998-11-06 | 2001-03-27 | Velcro Industries B.V. | Composite hook and loop fasteners, and products containing them |
| US7018496B1 (en) * | 1999-04-26 | 2006-03-28 | 3M Innovative Properties Company | Curable mechanical fasteners |
| JP2003531981A (ja) | 2000-04-26 | 2003-10-28 | ベルクロ インダストリーズ ビー ヴィッ | 幅広締結膜による締結 |
| JP3781950B2 (ja) * | 2000-06-19 | 2006-06-07 | ユニ・チャーム株式会社 | 使い捨ておむつの製造方法 |
| GB0015104D0 (en) | 2000-06-20 | 2000-08-09 | Baker Samuel M | Nonwoven interlocking strips and nonwoven industrial fabrics assembled therefrom |
| US6431754B1 (en) * | 2000-07-14 | 2002-08-13 | The Glad Products Company | End stop for reclosable fastener and method of installation thereon |
| FR2826620B1 (fr) * | 2001-06-27 | 2003-09-26 | Aplix Sa | Pavillon a tissu a boucles |
| JP4099325B2 (ja) * | 2001-10-05 | 2008-06-11 | 大王製紙株式会社 | 男性用吸収性物品 |
| US7105069B2 (en) * | 2001-11-26 | 2006-09-12 | Collins & Aikman Products Co. | Sound absorbing/sound blocking automotive trim products |
| US20030150087A1 (en) | 2002-02-14 | 2003-08-14 | Dieterich Lawrence Stephen | Folding tie |
| US6701580B1 (en) * | 2002-12-05 | 2004-03-09 | 3M Innovative Properties Company | Interlocking fastener including adhesive portions |
| US7407496B2 (en) * | 2003-06-06 | 2008-08-05 | 3M Innovative Properties Company | Fastening film system and assembly comprising a fastening film system and a substrate |
| FR2868135B1 (fr) * | 2004-03-23 | 2009-11-20 | Aplix Sa | Element de fixation intermediaire |
| FR2917275A1 (fr) * | 2007-06-13 | 2008-12-19 | Aplix Sa | Dispositif auto-agrippant a crochets a grande souplesse |
| WO2009054284A1 (ja) * | 2007-10-23 | 2009-04-30 | Kuraray Fastening Co., Ltd. | 融着性面ファスナー |
| FR2933328B1 (fr) * | 2008-07-01 | 2016-08-26 | Aplix Sa | Dispositif formant moule pour fabriquer un objet moule comportant un champ de crochets |
| FR2949744B1 (fr) * | 2009-09-08 | 2011-10-28 | Aplix Sa | Panneau en mousse expansee a crochets ou boucles |
| JP6157084B2 (ja) * | 2012-10-09 | 2017-07-05 | スリーエム イノベイティブ プロパティズ カンパニー | ファスナ部材 |
-
2014
- 2014-04-03 FR FR1452957A patent/FR3019445B1/fr not_active Expired - Fee Related
-
2015
- 2015-04-02 PL PL15719794T patent/PL3125844T3/pl unknown
- 2015-04-02 EP EP15719794.8A patent/EP3125844B1/fr active Active
- 2015-04-02 AU AU2015242486A patent/AU2015242486A1/en not_active Abandoned
- 2015-04-02 ES ES15719794T patent/ES2749184T3/es active Active
- 2015-04-02 CN CN201580018875.7A patent/CN106170276A/zh active Pending
- 2015-04-02 KR KR1020167030870A patent/KR20160143745A/ko unknown
- 2015-04-02 MX MX2016012863A patent/MX2016012863A/es unknown
- 2015-04-02 CA CA2943720A patent/CA2943720A1/en not_active Abandoned
- 2015-04-02 US US15/128,024 patent/US10765572B2/en active Active
- 2015-04-02 BR BR112016022958-4A patent/BR112016022958B1/pt active IP Right Grant
- 2015-04-02 WO PCT/FR2015/050867 patent/WO2015150709A1/fr active Application Filing
- 2015-04-02 JP JP2017503079A patent/JP6909724B2/ja active Active
- 2015-04-02 RU RU2016143190A patent/RU2684123C2/ru active
Also Published As
| Publication number | Publication date |
|---|---|
| MX2016012863A (es) | 2017-05-12 |
| WO2015150709A1 (fr) | 2015-10-08 |
| JP6909724B2 (ja) | 2021-07-28 |
| FR3019445B1 (fr) | 2019-04-12 |
| US20170087034A1 (en) | 2017-03-30 |
| CA2943720A1 (en) | 2015-10-08 |
| RU2684123C2 (ru) | 2019-04-04 |
| BR112016022958B1 (pt) | 2022-05-17 |
| AU2015242486A1 (en) | 2016-10-13 |
| EP3125844A1 (fr) | 2017-02-08 |
| US10765572B2 (en) | 2020-09-08 |
| RU2016143190A (ru) | 2018-05-04 |
| BR112016022958A2 (ko) | 2017-08-15 |
| EP3125844B1 (fr) | 2019-07-24 |
| CN106170276A (zh) | 2016-11-30 |
| PL3125844T3 (pl) | 2019-12-31 |
| ES2749184T3 (es) | 2020-03-19 |
| FR3019445A1 (fr) | 2015-10-09 |
| RU2016143190A3 (ko) | 2018-09-27 |
| JP2017512622A (ja) | 2017-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160143745A (ko) | 적어도 2개의 유닛들을 조립하는 방법, 그리고 해당 조립된 구조체 | |
| JP4234583B2 (ja) | タッチ締結用ループ材 | |
| EP2763253B1 (en) | Non-woven, self-wrapping thermal sleeve and method of construction thereto | |
| CA2774921C (en) | Multiaxial stack rigidly connected by means of weld points applied by means of inserted thermoplastic webs | |
| KR102555544B1 (ko) | 보강 섬유로 제조된 직물 기재 | |
| JP2009529100A (ja) | 耐端部ほつれ用布および共に形成される保護スリーブならびに構成方法 | |
| JP6341156B2 (ja) | 樹脂接合体、樹脂接合体の製造方法及び車両用構造体 | |
| KR100546426B1 (ko) | 몰드-인 성형용 걸림부재 및 이를 구비하는 수지성형체의제조방법 | |
| JP2018531307A6 (ja) | 強化繊維製のテキスタイル基材 | |
| JP2014189199A (ja) | ケーブル付きカーペット、ケーブル付きカーペットの製造方法、取付部材および取付部材付きケーブル | |
| JP5403470B2 (ja) | 自動車内装用保護膜付繊維、および自動車内装部材 | |
| CN113271805A (zh) | 可热熔接的织物制粘扣带 | |
| CN110641040A (zh) | 由非卷曲织物形成复合制品的方法 | |
| US10914023B2 (en) | Attachable fabric assembly | |
| CN112011881B (zh) | 可附接的织物组件 | |
| JP2009112358A (ja) | ズレ防止機能を有するカーペット用不織布バッキング及びその製造方法 | |
| AU8914991A (en) | Attachment mechanism for nonwoven thermoformed articles | |
| CN109505833A (zh) | 用于接合部件的合并板 | |
| US11730257B2 (en) | Fusion interlocking bristle strip and method of manufacturing the same | |
| US12091594B2 (en) | Thermally softenable strip and method for covering elongated articles, in particular lines | |
| JP2018165420A (ja) | 強化繊維シート | |
| JP6418104B2 (ja) | 樹脂接合体の製造方法 | |
| JP2024508645A (ja) | ベローズおよびスラットが取り付けられた保護カバー | |
| JP2017030325A (ja) | 樹脂接合体 | |
| JP2015073954A (ja) | フィルター及び乾燥炉 |