KR20160099651A - 전기 전도성 접착 테이프 및 그로부터의 물품 - Google Patents
전기 전도성 접착 테이프 및 그로부터의 물품 Download PDFInfo
- Publication number
- KR20160099651A KR20160099651A KR1020167019002A KR20167019002A KR20160099651A KR 20160099651 A KR20160099651 A KR 20160099651A KR 1020167019002 A KR1020167019002 A KR 1020167019002A KR 20167019002 A KR20167019002 A KR 20167019002A KR 20160099651 A KR20160099651 A KR 20160099651A
- Authority
- KR
- South Korea
- Prior art keywords
- conductive
- electrically conductive
- cross
- adhesive layer
- tape
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/02—Ingredients treated with inorganic substances
-
- C09J7/04—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0806—Silver
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0831—Gold
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/085—Copper
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0862—Nickel
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- C09J2201/122—
-
- C09J2201/602—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C09J2205/102—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/314—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive layer and/or the carrier being conductive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/005—Presence of polyester in the release coating
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Conductive Materials (AREA)
- Non-Insulated Conductors (AREA)
Abstract
전기 전도성 단면 테이프는 전도성 접착제 층 및 전도성 접착제 층에 인접하게 위치된 비전도성 중합체 층을 포함한다. 전도성 접착제 층은 복수의 통로를 갖는 전도성 다공성 기재 및 통로의 적어도 일부분 내에 위치된 접착 물질을 포함한다. 선택적으로, 접착 물질은 접착 물질 중에 분산된 복수의 전도성 입자를 포함할 수 있다.
Description
본 발명은 대체로 전기 전도성 테이프에 관한 것이다. 특히, 본 발명은 전도성 다공성 기재를 포함하는 전도성 접착제 층 및 비전도성 중합체 층을 갖는 전도성 단면 테이프이다.
전기 전도성 테이프는 수많은 구조를 가지며 종래에 다양한 방법을 사용하여 형성되어 왔다. 예를 들어, 한 구조에서는, 미분된 은을 감압 접착제 중에 분산시키고 접착제를 전기 전도성 배킹에 코팅함으로써 전기 전도성 접착 테이프가 형성될 수 있다. 다른 구조에서는, 감압 접착제 상의 큰 전도성 입자의 단층을 사용하여 전도성 테이프가 형성된다. 또 다른 실시 형태에서는, 접착제의 층을 거의 통과하여 연장되는 복수의 근접 이격된 전기 전도성 돌출부를 갖도록 전기 전도성 배킹이 엠보싱된다. 이들 구조 모두에 대해 공통적인 한 가지 특징은 그들이 매우 작은 크기의 접촉부에 대해 신뢰성 있는 전기 접속을 제공하지 못한다는 것이다.
매우 작은 접촉부에 대해 신뢰성 있는 전기 접속을 제공하는 더 얇은 전도성 단면 테이프에 대한 요구가 증가하고 있다. 이는, 부분적으로, 작은 접촉부에 대한 접속이 전도성 테이프의 많은 전자적 용도에 있어서 더욱 중요해지고 있기 때문이다. 추가적으로, 더 얇은 테이프와 함께, 전자기기 산업에서 요구되는 대량 생산을 용이하게 하기 위해 개선된 취급성(handling) 및 작업성에 대한 필요성이 있다. 현재, 금속 포일 기반 테이프가 테이프에 요구되는 전도성 및 가요성을 제공하는 한 가지 접근법이다. 그러나, 금속 포일은 취급 및 재작업 동안 쉽게 손상될 수 있다. 포일 테이프는 또한 이형 라이너가 제거될 때 말릴 수 있어서 취급이 어려울 수 있다. 따라서, 매우 작은 접촉부에 대해 신뢰성 있는 전기 접속을 제공하고 또한 우수한 작업성 및 취급 특성을 제공하는 얇은 전기 전도성 단면 테이프에 대한 필요성이 있다.
일 실시 형태에서, 본 발명은 전기 전도성 단면 테이프에 관한 것으로, 본 전기 전도성 단면 테이프는 전도성 접착제 층 및 전도성 접착제 층에 인접하게 위치된 비전도성 중합체 층을 포함한다. 전도성 접착제 층은 복수의 통로를 갖는 전도성 다공성 기재 및 통로의 적어도 일부분 내에 위치된 접착 물질을 포함한다. 선택적으로, 접착 물질은 접착 물질 중에 분산된 복수의 전도성 입자를 포함할 수 있다.
다른 실시 형태에서, 본 발명은 전기 전도성 단면 테이프로서, 본 전기 전도성 단면 테이프는 전도성 부직포 기재, 전도성 부직포 기재 내에 매립된 접착제 및 전도성 부직포 기재에 인접하게 위치된 비전도성 중합체 층을 포함한다. 선택적으로, 접착제는 접착제 중에 분산된 복수의 금속 입자를 포함할 수 있다.
도 1a는 본 발명의 제1 예시적인 전기 전도성 단면 테이프의 단면도이다.
도 1b는 도 1a의 전기 전도성 단면 테이프의 층의 개략적인 상면 평면도이다.
도 2는 본 발명의 제2 예시적인 전기 전도성 단면 테이프의 단면도이다.
도 3은 본 발명의 제3 예시적인 전기 전도성 단면 테이프의 단면도이다.
도 4는 전도성 단면 테이프의 x-y 축 전기 저항을 측정하는 데 사용되는 시험 패널의 개략도이다.
이들 도면은 축척대로 도시되지 않았으며 단지 설명의 목적으로만 의도된다.
도 1b는 도 1a의 전기 전도성 단면 테이프의 층의 개략적인 상면 평면도이다.
도 2는 본 발명의 제2 예시적인 전기 전도성 단면 테이프의 단면도이다.
도 3은 본 발명의 제3 예시적인 전기 전도성 단면 테이프의 단면도이다.
도 4는 전도성 단면 테이프의 x-y 축 전기 저항을 측정하는 데 사용되는 시험 패널의 개략도이다.
이들 도면은 축척대로 도시되지 않았으며 단지 설명의 목적으로만 의도된다.
본 발명의 전기 전도성 단면 테이프는 중합체 층 및 전도성 접착제 층을 포함한다. 일부 실시 형태에서, 중합체 층은 비전도성 중합체 층이다. 도 1a는 비전도성 중합체 층(12) 및 이형 라이너(16) 상의 전도성 접착제 층(14)을 포함하는 전기 전도성 단면 테이프(10)의 제1 실시 형태의 단면도를 도시한다. 이형 라이너가 도 1a에 도시되어 있기는 하지만, 전기 전도성 단면 테이프는 이형 라이너를 포함하지 않아도 된다. 전도성 접착제 층(14)은 비전도성 중합체 층(12)과 이형 라이너(16) 사이에 위치된다. 금속 입자(22)가 선택적으로 접착 물질(20) 중에 분산될 수 있다. 본 발명의 전기 전도성 단면 테이프(10)는 부피-전도성(volume-conductivity)에 근접한 접착제 층을 제공하며, 그 결과 작은 크기의 접촉부에 대해 신뢰성 있고 탁월한 전기 성능을 가져오고 테이프 조립 동안 더 적은 말림 및/또는 주름으로 우수한 작업성을 가능하게 한다.
비전도성 중합체 층(12)은 하나 이상의 중합체 재료를 포함한다. 당업계에 알려진 임의의 비전도성 중합체 재료가 사용될 수 있으며, 이에는 열가소성 물질, 열경화성 물질, 열가소성 탄성중합체, 탄성중합체 및 이오노머가 포함되지만 이로 한정되지 않는다. 적합한 비전도성 중합체 재료의 예에는 폴리에스테르, 예를 들어 폴리에틸렌 테레프탈레이트 및 폴리부틸렌 테레프탈레이트; 폴리카르보네이트; 폴리아미드, 예를 들어 나일론 6 및 나일론 6,6, 폴리우레탄; 폴리우레아; 폴리설폰; 아크릴, 예를 들어 폴리메틸메타크릴레이트; 폴리에틸렌; 폴리프로필렌, 실리콘, 페놀계 물질, 페녹시, 폴리이미드 등이 포함되지만 이로 한정되지 않는다. 일 실시 형태에서, 중합체 재료는 폴리에스테르이다. 비전도성 중합체 층(12)을 형성하기 위해 중합체 블렌드가 또한 사용될 수 있다. 비전도성 중합체 층(12)은 하나 이상의 비전도성 중합체 재료의 라미네이트, 예를 들어 둘 이상의 비전도성 중합체 필름을 포함하는 라미네이트일 수 있다. 이들 필름을 구성하는 중합체는 동일하거나 상이할 수 있다.
비전도성 중합체 층(12)은 개선된 물리적 특성, 취급 특성 및 전기 전도성 단면 테이프(10)의 z축 방향으로의 전기 절연을 제공한다. 중합체 층이 비전도성 중합체 층인 경우, 전기 전도성 단면 테이프(10)는 x-y 축 전도성을 가지며, 단면 테이프의 전체 두께를 통과하여 z축 전도성을 갖지 않는다. 본 명세서에 논의되는 바와 같이, 테이프의 적어도 하나의 주 표면과 사실상 직각인, 즉 단면 테이프의 두께를 통과하는 방향은 z축 방향으로 지칭된다. 단면 테이프의 적어도 하나의 주 표면과 사실상 평행한 평면에서의 2개의 임의적인 직교 방향은 x-y 축 방향으로 지칭된다. 일부 실시 형태에서, x축 방향은 테이프의 길이에 상응하고, y축 방향은 테이프의 폭에 상응한다. 일부 실시 형태에서, 비전도성 중합체 층(12)은 테이프의 영구적인 부분으로 남는다. 일부 실시 형태에서, 비전도성 중합체 층(12)은 전기 전도성 단면 테이프(10)에 영구적으로 부착되며, 즉 이는 이형 라이너가 아니다. 영구적으로 부착된다는 것은 비전도성 중합체 층(12)이 전기 전도성 단면 테이프(10)로부터 낮은 박리력으로 제거될 수 없고, 그의 제거가 전도성 접착제 층(14)의 또는 그의 구성요소들, 예컨대 전도성 다공성 기재(18) 또는 접착 물질(20) 중 적어도 하나의 해로운 변형을 초래할 것임을 의미한다. 일부 실시 형태에서, 비전도성 중합체 층(12)은 이형 층, 즉 접착제, 예를 들어 전도성 접착제 층(14)으로부터 비전도성 중합체 층(12)을 제거하는 데 필요한 박리력을 낮추는 이형 코팅 또는 표면 개질을 포함하지 않는다. 이형 층은 실리콘 중합체를 비롯한 실리콘 물질, 및 부분 및 완전 플루오르화 중합체를 비롯한 플루오르화 물질을 포함할 수 있지만 이로 한정되지 않는다.
비전도성 중합체 층(12)은 당업계에 공지된 임의의 기법에 의해 제작될 수 있으며, 이러한 기법에는 용융 압출 및 용매 캐스팅(casting)이 포함되지만 이로 한정되지 않는다. 예를 들어, 비전도성 중합체 층(12)은 배치(batch) 또는 연속 공정을 통한 중합체의 종래의 용융 가공에 의해 형성될 수 있는데, 예를 들어 일축 또는 이축 압출 후 적절한 다이를 통해 압출하여 중합체 층을 형성한다. 비전도성 중합체 층(12)은 하나 이상의 중합체 재료를 적합한 용매(들) 중에 용해 또는 분산시키고 그 용액을 혼합함으로써 제작될 수 있다. 이어서, 그 용액을 배킹 또는 이형 라이너 상에 코팅하고, 전형적으로 가열 단계를 거쳐 증발을 통해 용매(들)를 제거함으로써 비전도성 중합체 층이 생성될 수 있다. 예를 들어, 비전도성 중합체 층은 유기 용매 중에 분산된 수평균 분자량이 약 28,000 g/mol이고 연화점이 약 105℃인 열가소성 폴리에스테르 수지(대한민국 경기도 성남시 소재의 에스케이 케미칼즈(SK Chemicals)로부터 상표명 스카이본(SKYBON) ES300으로 입수가능함)와 유기 용매 중에 분산된 수평균 분자량이 약 21,000 g/mol이고 연화점이 약 140℃인 열가소성 폴리에스테르 수지(에스케이 케미칼즈로부터 상표명 스카이본 ES100으로 입수가능함)를 혼합함으로써 제작될 수 있다. 중합체 용액은 이형 라이너 상에 코팅될 수 있으며, 용매를, 예를 들어 가열을 통해 제거하여, 비전도성 중합체 필름을 생성할 수 있다. 일부 실시 형태에서, 비전도성 중합체 층은 전형적으로 필름의 형태이며, 그의 두께는 약 3 마이크로미터 초과, 약 10 마이크로미터 초과 또는 심지어 약 20 마이크로미터 초과 및 약 100 마이크로미터 미만, 약 50 마이크로미터 미만 또는 심지어 약 30 마이크로미터 미만이다.
전도성 접착제 층(14)은 우수한 전기 성능 및 취급성을 제공한다. 전도성 접착제 층(14)은 전도성 다공성 기재(18) 및 전도성 다공성 기재(18)의 기공 또는 통로(24) 내에 위치된 접착 물질(20)을 포함한다. 본 명세서 전체에 걸쳐 "통로"라는 용어의 사용은 기공 또는 통로를 지칭할 것이다. 통로를 갖고, 예를 들어 비전도성 재료의 금속화를 통해 전도성이 되게 할 수 있는 임의의 다공성 기재가 전도성 다공성 기재로서 사용될 수 있다. 전도성이 되게 할 수 있는 적합한 비전도성 다공성 기재의 예에는 직포 또는 부직포 천, 다공성 막 및 폼(foam)이 포함되지만 이로 한정되지 않는다. 직포 또는 부직포 천, 다공성 막 및 폼은 전형적으로 폴리에스테르, 예를 들어 폴리에틸렌 테레프탈레이트(PET), 나일론, 폴리우레탄, 비닐론, 아크릴 및 셀룰로스성 중합체, 예를 들어 레이온을 포함하지만 이로 한정되지 않는 중합체 재료로부터 형성된다. 구매가능한 전도성 부직포의 한 예는 대한민국 부산 소재의 아진-일렉트론 컴퍼니, 리미티드(Ajin-Electron Co., Ltd.)로부터 상표명 PNW-30-PCN으로 입수가능한, 다수의 얇은 층들의 금속, 니켈/구리/니켈로 코팅된 28 마이크로미터 두께의 폴리에스테르 부직포 스크림을 포함한다. 금속 또는 탄소 섬유 기반 직포 또는 부직포 재료가 또한 전도성 다공성 기재로서 사용될 수 있는데, 이에는, 예를 들어 일본 오사카 소재의 세이렌(Seiren)으로부터 상표명 SUI-2790YCL로 입수가능한 전도성 메쉬가 포함된다.
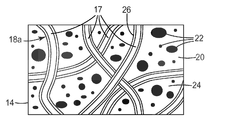
도 1b는 전도성 접착제 층(14)의 개략적인 상면 평면도를 도시하며, 여기서 전도성 접착제 층(14)의 전도성 다공성 기재(18)(도 1a)는 전도성 부직포 기재(18a)를 포함하는데, 이는 전도성 코팅(26)으로 코팅된 비전도성 부직포 웨브(17)(복수의 섬유(17)로서 예시됨)에 의해 형성된다. 전도성 코팅은 섬유의 표면 상에 배치될 수 있으며, 일부 실시 형태에서는 섬유 내로 침투될 수 있다. 선택적인 금속 입자(22)를 함유하는 접착 물질(20)은 전도성 부직포 기재(18a)의 통로 또는 기공(24) 내에 배치된다. 전도성 다공성 기재(18)로서 개방 셀 폼이 사용되는 경우, 폼의 셀 벽 및/또는 외부 표면이 금속화될 수 있다.
일부 실시 형태에서, 전도성 다공성 기재는 전도성 섬유를 포함하며, 이는, 예를 들어 전도성 섬유를 포함하는 직포 또는 부직포 천이다. 이러한 실시 형태에서는, 전도성 섬유의 일부분이 전도성 접착제 층(14)의 적어도 하나의 주 표면 위로 돌출되어 전기 접촉이 용이해질 수 있다. 일부 실시 형태에서는, 전도성 섬유의 일부분이 전도성 접착제 층(14)의 주 표면(이형 라이너(16)에 인접한 주 표면) 위로 돌출되어, (전도성 접착제 층(14)의 하부 표면을 통해) 테이프가 부착된 임의의 기재와 전도성 접착제 층(14) 사이의 전기 전도를 용이하게 한다. 돌출되는 섬유를 갖는 것은 허용가능한 전기 접촉 및 전도성을 얻기 위해 요구되는 것은 아니다. 그러나, 돌출되는 섬유를 가짐으로써 전기 전도성 단면 테이프(10)와 그것에 부착된 기재 사이의 전기 접속을 향상시키고 그들 사이의 전기 전도성을 개선하는 것으로 여겨진다. 일부 실시 형태에서, 전도성 접착제 층은 x-y-z 축 전도성을 나타낸다.
전도성 다공성 기재(18)가 표면 상에 전도성 코팅을 형성함으로써 전도성이 되게 한 비전도성 재료를 포함하는 경우, 전도성 코팅은, 예를 들어 구리, 니켈, 은, 금, 주석, 코발트, 크롬, 알루미늄 또는 이들의 임의의 조합을 포함한 전도성 금속일 수 있다. 일 실시 형태에서, 전도성 부직포 기재(18a)는 구리의 전도성 코팅 및 니켈, 은 또는 주석의 내부식성 층(corrosion resistant layer)을 포함한다. 전도성 부직포 기재의 하나의 적합한 예는 Ni/Cu/Ni/PET이다. 일 실시 형태에서, 전도성 다공성 기재(18)는 약 5 내지 약 100 μm 두께, 특히 약 10 내지 약 80 μm 두께 그리고 더 특히 약 20 내지 약 50 μm 두께이다.
접착 물질(20)은 전도성 다공성 기재(18)의 통로(24)의 적어도 일부분을 충전시키며, 그 결과 전도성 접착제 층(14)의 응집이 개선된다. 일 실시 형태에서, 접착 물질(20)은 통로 전체를 사실상 충전시킨다. 그러나, 제작 동안 전도성 다공성 기재(18) 내에 포획될 수 있는 작은 버블로 인해, 접착 물질(20)은 통로의 부피를 100% 충전시키지 못할 수 있어서 전도성 다공성 기재 내에 공극(void)을 발생시킨다. 일 실시 형태에서, 통로는 전도성 다공성 기재(18)가 전도성 다공성 기재 내의 통로의 총 부피 기준으로 약 10 부피% 미만의 공극, 특히 약 5 부피% 미만의 공극, 그리고 더 특히 약 2 부피% 미만의 공극을 포함하도록 접착 물질(20)로 충전된다.
전도성 접착제 층(14)을 형성하기 위해 다양한 제조 방법이 사용될 수 있으며, 이러한 방법에는 적절한 전도성 다공성 기재의 한쪽 또는 양쪽 면에 전사 접착제를 라미네이팅하는 방법; 접착제 용액, 즉 용매 중에 함유된 접착제를 전도성 다공성 기재의 기공/통로의 적어도 일부 내로 흡수(imbibing)시킨 후 용매를 제거하고 선택적으로 경화시키는 방법; 또는 단량체, 올리고머 및/또는 용해된 중합체를 포함하는, 사실상 100% 고형물의 접착제 전구체 용액을 전도성 다공성 기재의 기공/통로 내로 흡수시킨 후 접착제 전구체 용액을 경화시켜 접착제를 형성하는 방법이 포함되지만 이로 한정되지 않는다. 흡수 방법, 즉 액체가 전도성 다공성 기재의 기공/통로의 적어도 일부 내로 유동하게 하는 것은, 딥(dip) 코팅, 분무 코팅, 나이프 코팅, 노치 바(notch bar) 코팅, 롤 코팅 등을 비롯한 임의의 공지된 방법에 의해 달성될 수 있다.
전도성 접착제 층(14)을 제작하는 데 사용되는 방법은 전도성 접착제 층(14)의 결과적인 구조에 영향을 줄 수 있다. 라미네이션 기법을 사용하여 전사 접착제를 전도성 다공성 기재(18)에 라미네이팅하는 경우, 접착 물질(20)은 전도성 다공성 기재(18)의 한쪽 또는 양쪽 표면에 또는 그 부근에 있는 통로(24) 내에 있을 수 있다. 전도성 다공성 기재(18)의 기공/통로(24) 내로의 접착 물질(20)의 침투 깊이는 라미네이션 동안에 적용되는 압력, 전사 접착제의 유동 특성 및, 예를 들어 전도성 다공성 기재(18)의 기공 크기 및 두께와 같은 전도성 다공성 기재(18)의 특성에 따라 좌우된다. 전도성 다공성 기재 내로의 접착제의 침투를 용이하게 하기 위해서, 전도성 다공성 기재/접착제 라미네이트가 승온에서 어닐링(annealed)될 수 있다. 일 실시 형태에서, 전도성 다공성 기재/접착제 라미네이트는 약 30℃ 내지 약 100℃에서 어닐링된다. 적절한 조건 하에서, 접착 물질(20)은 전도성 다공성 기재(18)의 전체 깊이를 침투하는 것이 가능할 수 있다. 다른 실시 형태에서, 흡수 방법을 사용하는 경우, 접착 물질(20)은 전도성 다공성 기재(18)의 기공/통로(24)의 적어도 일부를 적어도 부분적으로 충전시킬 수 있다. 따라서, 전도성 접착제 층(14)을 제작하는 데 사용되는 방법에 따라, 접착 물질(20)은 전도성 다공성 기재(18)의 전체 두께를 침투할 수 있을 뿐만 아니라 비전도성 중합체 층(12) 및 이형 라이너(16)에 인접한 전도성 다공성 기재(18)의 표면 상에 층으로서 침착될 수도 있는데, 이는 도 1a, 도 1b, 도 2 및 도 3에 도시된 바와 같다. 일부 실시 형태에서, 접착 물질(20)은 전도성 다공성 기재(18)의 전체 깊이를 침투하지 않을 수 있고/있거나 전도성 다공성 기재(18)의 표면 외측으로 연장되지 않을 수 있다.
일부 실시 형태에서, 접착 물질(20)은 비전도성이고 전기 전도성은 전도성 다공성 기재(18)를 통해 얻어질 수 있다. 이러한 실시 형태에서는, 전도성 다공성 기재(18)가 전도성 접착제 층(14)의 한쪽 또는 양쪽 주 표면 위로 돌출되는 전도성 섬유를 포함한다면, 전기 접속이 향상될 수 있다. 또한, 최종 용도의 응용 동안에, 접착 물질(20)이 전도성인지 또는 비전도성인지의 여부에 관계없이 테이프에 적절한 압력이 적용되어, 전도성 다공성 기재(18)와 (전도성 접착제 층(14)의 하부 표면을 통해) 테이프가 부착되는 임의의 기재 사이의 전기 접속을 향상시킬 수 있다.
일 실시 형태에서, 접착 물질(20)은 감압 접착(PSA) 물질이다. PSA 특성을 달성하기 위하여, 접착제에 사용되는 중합체(들)는 결과적인 유리 전이 온도(Tg)가 약 0℃ 미만이 되도록 조정될 수 있다. 적합한 PSA 물질의 예에는 고무계 PSA, 실리콘계 PSA 및 아크릴계 PSA가 포함되지만 이로 한정되지 않는다. 특히 적합한 감압 접착제는 (메트)아크릴레이트 공중합체이다. 그러한 공중합체는 전형적으로, 단일중합체로서 Tg가 약 0℃ 미만인 적어도 하나의 알킬 (메트)아크릴레이트 단량체를 약 40 중량% 내지 약 98 중량%, 종종 적어도 약 70 중량%, 또는 적어도 약 85 중량%, 또는 심지어는 적어도 약 90 중량% 포함하는 단량체들로부터 유도된다.
그러한 알킬 (메트)아크릴레이트 단량체의 예는, 알킬 기가 약 4개의 탄소 원자 내지 약 14개의 탄소 원자를 포함하는 것들이며, n-부틸 아크릴레이트, 2-에틸헥실 아크릴레이트, 아이소옥틸 아크릴레이트, 아이소노닐 아크릴레이트, 아이소데실 아크릴레이트 및 이들의 혼합물을 포함하지만 이로 한정되지 않는다. 선택적으로, 단일중합체로서 Tg가 0℃ 초과인 다른 비닐 단량체 및 알킬 (메트)아크릴레이트 단량체, 예컨대 메틸 아크릴레이트, 메틸 메타크릴레이트, 아이소보르닐 아크릴레이트, 비닐 아세테이트, 스티렌 등이 하나 이상의 낮은 Tg 알킬 (메트)아크릴레이트 단량체, 및 염기성 및/또는 산성 단량체를 포함하지만 이로 한정되지 않는 공중합성 극성 단량체와 함께 이용될 수 있는데, 단 생성되는 (메트)아크릴레이트 공중합체의 Tg는 약 0℃ 미만이다.
PSA는 PSA를 구성하는 단량체들의 총 중량을 기준으로 약 3 중량% 내지 약 35 중량%의 친수성의 하이드록실 작용성 단량체성 화합물을 포함할 수 있다. 친수성의 하이드록실 작용성 단량체 화합물은 하이드록실 당량이 400 미만일 수 있다. 하이드록실 당량 분자량은, 단량체성 화합물의 분자량을 단량체성 화합물 내의 하이드록실 기의 개수로 나눈 값으로서 정의된다. 유용한 단량체에는 2-하이드록시에틸 아크릴레이트 및 메타크릴레이트, 3-하이드록시프로필 아크릴레이트 및 메타크릴레이트, 4-하이드록시부틸 아크릴레이트 및 메타크릴레이트, 2-하이드록시에틸아크릴아미드, 및 N-하이드록시프로필아크릴아미드가 포함된다. 또한, 에틸렌옥사이드 또는 프로필렌옥사이드로부터 유도된 글리콜에 기반한 하이드록시 작용성 단량체가 또한 사용될 수 있다. 이러한 유형의 단량체의 예에는 독일 소재의 코그니스(Cognis)로부터 바이소머(BISOMER) PPA 6으로 입수가능한 하이드록실 말단화된 폴리프로필렌 글리콜 아크릴레이트가 포함된다. 다이올 및 트라이올이 또한 친수성 단량체성 화합물로 고려된다. 이들 또한 하이드록실 당량이 400 미만일 수 있다.
일부 실시 형태에서, PSA는 하나 이상의 극성 단량체, 예컨대 공중합성 극성 단량체를 포함할 수 있다. 극성 단량체는 염기성 또는 산성일 수 있다. PSA 내로 혼입될 수 있는 염기성 단량체는 PSA를 구성하는 단량체들의 총 중량을 기준으로 약 2 중량% 내지 약 50 중량%, 또는 약 5 중량% 내지 약 30 중량%를 구성할 수 있다. 예시적인 염기성 단량체에는 N,N-다이메틸아미노프로필 메타크릴아미드(DMAPMAm); N,N-다이에틸아미노프로필 메타크릴아미드(DEAPMAm), N,N-다이메틸아미노에틸 아크릴레이트(DMAEA), N,N-다이에틸아미노에틸 아크릴레이트(DEAEA), N,N-다이메틸아미노프로필 아크릴레이트(DMAPA), N,N-다이에틸아미노프로필 아크릴레이트(DEAPA), N,N-다이메틸아미노에틸 메타크릴레이트(DMAEMA), N,N-다이에틸아미노에틸 메타크릴레이트(DEAEMA), N,N-다이메틸아미노에틸 아크릴아미드(DMAEAm), N,N-다이메틸아미노에틸 메타크릴아미드(DMAEMAm), N,N-다이에틸아미노에틸 아크릴아미드(DEAEAm), N,N-다이에틸아미노에틸 메타크릴아미드(DEAEMAm), N,N-다이메틸아미노에틸 비닐 에테르(DMAEVE), N,N-다이에틸아미노에틸 비닐 에테르(DEAEVE); 및 이들의 혼합물이 포함되지만 이로 한정되지 않는다. 다른 유용한 염기성 단량체에는 비닐피리딘, 비닐이미다졸, 3차 아미노-작용화된 스티렌(예를 들어, 4-(N,N-다이메틸아미노)-스티렌(DMAS), 4-(N,N-다이에틸아미노)-스티렌(DEAS)), N-비닐피롤리돈, N-비닐카프로락탐, 아크릴로니트릴, N-비닐포름아미드, (메트)아크릴아미드, 및 이들의 혼합물이 포함된다.
PSA 내로 혼입될 수 있는 산성 단량체는 PSA를 구성하는 단량체들의 총 중량을 기준으로 PSA의 약 2 중량% 내지 약 30 중량%, 또는 약 2 중량% 내지 약 15 중량%를 구성할 수 있다. 유용한 산성 단량체에는 에틸렌계 불포화 카르복실산, 에틸렌계 불포화 설폰산, 에틸렌계 불포화 포스폰산 및 이들의 혼합물로부터 선택되는 것들이 포함되지만 이로 한정되지 않는다. 그러한 화합물의 예에는 아크릴산, 메타크릴산, 이타콘산, 푸마르산, 크로톤산, 시트라콘산, 말레산, 올레산, 베타-카르복시에틸 아크릴레이트, 2-설포에틸 메타크릴레이트, 스티렌설폰산, 2-아크릴아미도-2-메틸프로판설폰산, 비닐포스폰산 등 및 이들의 혼합물로부터 선택되는 것들이 포함된다. 전형적으로 에틸렌계 불포화 카르복실산이 그의 이용가능성으로 인하여 사용된다.
접착 물질(20)은 전기 전도성 단면 테이프의 제조 동안 원위치에서(in-situ) 제조될 수 있거나, 이는 미리 제조될 수 있는데, 예를 들어 접착 물질(20)에 대해 적절한 용매를 포함하는 중합체 용액의 형태일 수 있다. 하나의 유용한 중합체 용액은 대한민국 천안 소재의 거명 코포레이션(Geomyung Corp.)으로부터 상표명 SEN-7000으로 입수가능한 59% 고형물의 아크릴 공중합체 용액이다.
감압 접착제는 본래 점착성일 수 있다. 원한다면, 점착부여제(tackifier)가 PSA에 첨가되거나 또는 감압 접착제의 형성 전에 접착제 전구체 용액에 첨가될 수 있다. 일 실시 형태에서, PSA 또는 접착제 전구체 용액은 중량 기준으로 최대 약 30%의 점착부여제, 또는 최대 약 50%의 점착부여제를 포함한다. 유용한 점착부여제에는, 예를 들어 로진 에스테르 수지, 방향족 탄화수소 수지, 지방족 탄화수소 수지, 및 테르펜 수지가 포함된다. 일반적으로, 수소화 로진 에스테르, 테르펜 또는 방향족 탄화수소 수지로부터 선택된 밝은 색상의 점착부여제가 사용될 수 있다.
예를 들어, 충전제, 오일, 가소제, 산화방지제, UV 안정제, 안료, 경화제 및 중합체 첨가제를 비롯한 다른 재료가 특정 목적을 위해 첨가될 수 있다. 예시적인 충전제에는 열전도성 충전제, 난연성 충전제, 정전기 방지제, 발포제, 중합체 미소구체 및 점도 개질제가 포함되지만 이로 한정되지 않으며, 이에는 건식 실리카, 예컨대 독일 에센 소재의 에보닉 인더스트리즈(Evonik Industries)로부터의 에어로실(AEROSIL) R 972가 포함된다.
접착 물질은 접착제 전구체 용액에 첨가되는 추가 성분을 가질 수 있다. 예를 들어, 혼합물은 다작용성 가교결합제를 포함할 수 있다. 그러한 가교결합제에는 용매 코팅 접착제 제조의 건조 단계 동안에 활성화되는 열 가교결합제 및 중합 단계 동안에 공중합되는 가교결합제가 포함된다. 그러한 열 가교결합제에는 다작용성 아이소시아네이트, 아지리딘, 다작용성 (메트)아크릴레이트, 및 에폭시 화합물이 포함될 수 있다. 예시적인 가교결합제에는 1,6-헥산다이올 다이아크릴레이트와 같은 이작용성 아크릴레이트 또는 당업자에게 알려진 바와 같은 다작용성 아크릴레이트가 포함된다. 유용한 아이소시아네이트 가교결합제에는, 예를 들어 독일 쾰른 소재의 바이엘(Bayer)로부터 데스모두르(DESMODUR) L-75로 입수가능한 방향족 다이아이소시아네이트 및 대한민국 천안 소재의 거명 코포레이션으로부터의 GT75가 포함된다. 자외선 또는 "UV" 활성화 가교결합제가 또한 감압 접착제를 가교결합하는 데 사용될 수 있다. 그러한 UV 가교결합제에는 벤조페논 및 4-아크릴옥시벤조페논이 포함될 수 있다. 전형적으로, 존재한다면, 가교결합제는 PSA를 구성하는 단량체들의 총 중량을 기준으로 약 0.05 중량부 내지 약 5.00 중량부의 양으로 접착제 전구체 용액에 첨가된다.
게다가, 제공되는 접착 물질을 위한 접착제 전구체 용액은 열개시제 또는 광개시제를 포함할 수 있다. 열개시제의 예에는 벤조일 퍼옥사이드 및 그의 유도체와 같은 과산화물, 또는 2,2'-아조비스-(2-메틸부티로니트릴)인, 미국 델라웨어주 윌밍턴 소재의 이. 아이. 듀폰 디 네모아 앤드 컴퍼니(E. I. du Pont de Nemours and Co.)로부터 입수가능한 바조(VAZO) 67 또는 다이메틸-2,2'-아조비스아이소부티레이트인, 미국 버지니아주 리치몬드 소재의 와코 스페셜티 케미칼즈(Wako Specialty Chemicals)로부터 입수가능한 V-601과 같은 아조 화합물이 포함된다. 매우 다양한 온도에서 열중합을 개시하는 데 사용될 수 있는 다양한 과산화물 또는 아조 화합물이 입수가능하다. 접착제 전구체 용액은 광개시제를 포함할 수 있다. 2,2-다이메톡시-2-페닐아세토페논인, 미국 뉴저지주 플로햄 파크 소재의 바스프 코포레이션(BASF Corporation)으로부터 입수가능한 이르가큐어(IRGACURE) 651과 같은 개시제가 특히 유용하다. 개시제는 전형적으로 PSA를 구성하는 단량체들의 총 중량을 기준으로 약 0.05 중량부 내지 약 2 중량부의 양으로 접착제 전구체 용액에 첨가된다.
다른 실시 형태에서, 접착 물질(20)은 열경화성 접착 물질일 수 있다. 더 구체적으로는, B-단계화될(B-staged) 수 있는 접착 물질(B-단계화가능한 물질)이 사용될 수 있다. 자외선(UV) B-단계화가 바람직하다. 이러한 접근에 있어서, 이중 경화 접착제 조성물이 사용된다. 제1 경화는 경화 반응을 개시하는 UV 또는 다른 광원에 의해 개시되어 최종 경화 전에 조성물을 증점시킨다. 최종 경화는 열경화 시스템을 사용하여 수행될 수 있다. 접착제 조성물은 열경화성 단량체 및/또는 올리고머와 혼합된 UV 경화성 단량체 및/또는 올리고머를 함유한다. 게다가, 둘 모두의 경화 메커니즘을 위한 상응하는 개시제 및/또는 경화제가 접착제 혼합물에 첨가될 것이다. 완전히 혼합한 후에, 접착제 조성물은 적어도 하나의 이형 라이너 상에 코팅되며, 2개의 이형 라이너들 사이에 코팅될 수 있다. 이러한 코팅 공정 동안, 동시에 전도성 부직포가 접착제 코팅 내에 매립될 수 있다. 이어서, 코팅된 조성물을 UV 방사선에 노출시켜 조성물의 UV 경화성 성분들을 적어도 부분적으로 경화시킨다. 이 단계에서, 조성물은 그것이 감압 접착제가 될 수 있게 하기에 충분한 양의 점착성을 여전히 가질 수 있다.
UV 경화성 단량체 및 개시제는 본 명세서에서 앞서 기재된 것들일 수 있다. 접착제 조성물의 열경화성 단량체 및/또는 올리고머는 에폭시계 및 페녹시계 재료일 수 있다. 다른 열경화성 수지에는 우레탄 및 페놀계 재료가 포함된다. 게다가, 하나 이상의 적절한 가교결합제, 경화제 및/또는 촉진제가 접착제 조성물에 첨가될 수 있다. 예를 들어, 에폭시의 경우, 다이시안다이아미드와 같은 가교결합제가 사용될 수 있다. 바람직한 다이시안다이아미드는 미국 펜실베이니아주 앨런타운 소재의 에어 프로덕츠 앤드 케미칼즈, 인크.(Air Products and Chemicals, Inc.)로부터 상표명 다이시아넥스(Dicyanex) 1400B로 입수가능하다. 촉진제가 또한 첨가될 수 있는데, 에폭시에 대한 바람직한 촉진제는 우레아계 촉진제, 예를 들어 에어 프로덕츠 앤드 케미칼즈, 인크.로부터 상표명 아미큐어(Amicure) UR로 입수가능한 우레아계 촉진제이다.
접착 물질(20)은 전도성 접착 물질일 수 있다. 일 실시 형태에서, 접착 물질(20)은 금속 입자(22)를 포함한다. 금속 입자(22)는 접착 물질(20) 중에 분산되고, 이어서 이는 전도성 다공성 기재(18) 내로 매립된다. 적합한 금속 입자의 예에는 니켈, 구리, 주석, 알루미늄, 은, 금, 은 코팅된 구리, 은 코팅된 니켈, 은 코팅된 알루미늄, 은 코팅된 주석, 은 코팅된 금; 니켈 코팅된 구리, 니켈 코팅된 은; 은 코팅된 또는 니켈 코팅된 흑연, 유리, 세라믹, 플라스틱, 실리카, 탄성중합체, 및 운모가 포함되지만 이로 한정되지 않는다. 또한, 이들 재료의 조합이 금속 입자로서 본 발명에 사용될 수 있다. 일 실시 형태에서, 접착 물질(20) 중에 분산된 금속 입자(22)는 니켈을 포함한다. 적합한 구매가능한 니켈의 한 예에는 캐나다 토론토 소재의 베일 캐나다 리미티드(Vale Canada Limited)로부터의 T123이 포함되지만 이로 한정되지 않는다. 입자의 형상은 대체로 회전타원체이지만, 플레이크 및 다른 더 높은 종횡비의 입자가 사용될 수 있다. 종횡비는 약 1 내지 약 50, 약 1 내지 약 20 또는 심지어 약 1 내지 약 10일 수 있다. 일부 실시 형태에서, 타원회전체 형상을 갖는 입자는 종횡비가 약 1 내지 약 3, 1 내지 약 2 또는 심지어 약 1 내지 약 1.5일 수 있다. 일 실시 형태에서, 접착 물질(20)은 중량 기준으로 약 1 내지 약 70%의 금속 입자, 특히 약 2 내지 약 60%의 금속 입자 그리고 더 특히 약 3 내지 약 50%의 금속 입자를 포함한다. 금속 입자는 평균 입자 크기가 약 0.5 내지 100 마이크로미터, 특히 약 1 내지 50 마이크로미터 그리고 더 특히 약 2 내지 20 마이크로미터의 범위이다.
전도성 접착제 층(14)은 다양한 비전도성 중합체 층 상에 라미네이팅되어 단면 테이프 구조물을 형성할 수 있다. 비전도성 중합체 층(12)은 개선된 물리적 특성, 취급 특성 및 전기 전도성 단면 테이프(10)의 z축 방향으로의 전기 절연을 제공한다.
일 실시 형태에서, (선택적 이형 라이너(16)를 갖지 않는) 전기 전도성 단면 테이프(10)는 약 15 um 내지 약 150 μm의 두께, 특히 약 25 내지 약 125 μm의 두께, 그리고 더 특히 약 30 내지 약 100 μm의 두께이다.
이형 라이너(16)는 전도성 접착제 층(14)의 표면을 따라 위치되며, 사용할 준비가 될 때까지 전도성 접착제 층(14)을 먼지 및 이물질로부터 보호한다. 적합한 이형 라이너의 예에는 PET 이형 라이너 및 종이 이형 라이너가 포함되지만 이로 한정되지 않는다.
도 2는 비전도성 중합체 층(102) 및 선택적인 이형 라이너(106) 상의 전도성 접착제 층(104)을 포함하는 전기 전도성 단면 테이프(100)의 제2 실시 형태의 단면도를 도시한다. 전기 전도성 단면 테이프(100)의 제2 실시 형태가 전도성 접착제 층(104) 반대쪽에 비전도성 중합체 층(102) 상에 위치된 중합체 필름(108)을 포함한다는 것을 제외하고는, 전도성 단면 테이프(100)의 제2 실시 형태는 구조 및 기능에 있어서 전도성 단면 테이프(10)의 제1 실시 형태와 유사하다.
중합체 필름(108)은 다양한 일반 테이프 구조물 중 하나이고 전기 전도성 단면 테이프(100)의 인장 강도를 증가시키도록 그리고/또는 전기 전도성 단면 테이프(100)의 z축을 따라 추가의 전기 절연을 제공하도록 그리고/또는 비전도성 중합체 층(102)을 부식 및 물리적 손상으로부터 보호하도록 기능한다. 일 실시 형태에서, 중합체 필름(108)은 비전도성 중합체 층(102) 상에 직접 형성된다. 다른 실시 형태에서, 중합체 필름에는 접착제가 라미네이팅된다. 예시적인 중합체 필름에는 비전도성 필름이 포함되지만 이로 한정되지 않는다. 일 실시 형태에서, 중합체 필름(108)은 흑색 PET 필름이다. 일 실시 형태에서, 중합체 필름(108)은 두께가 약 2.5 내지 약 20 마이크로미터, 특히 약 1 내지 약 15 마이크로미터, 그리고 더 특히 약 1.5 마이크로미터 내지 약 5 마이크로미터이다. 매우 얇은 금속 층이, 예를 들어 금속 증발 및 스퍼터링에 의해, 중합체 필름(108) 상에 직접 도금될 수 있다. 예시적인 도금되는 금속에는 금, 은, 및 기타 금속이 포함된다.
도 3은 비전도성 중합체 층(202) 및 선택적인 이형 라이너(206) 상의 전도성 접착제 층(204)을 포함하는 전기 전도성 단면 테이프(200)의 제3 실시 형태의 단면도를 도시한다. 전기 전도성 단면 테이프(200)의 제3 실시 형태가 전도성 접착제 층(204) 내에 제1 접착제 층(208) 및 제2 접착제 층(210)을 포함한다는 것을 제외하고는, 전도성 단면 테이프(200)의 제3 실시 형태는 구조 및 기능에 있어서 전도성 단면 테이프(10)의 제1 실시 형태와 유사하다.
제1 접착제 층(208) 및 제2 접착제 층(210)은 입자를 포함할 수 있다. 제1 접착제 층(208)과 제2 접착제 층(210)은 동일한 입자 유형을 포함할 수 있거나 상이한 입자 유형을 포함할 수 있다. 일 실시 형태에서, 제1 접착제 층(208) 및 제2 접착제 층(210) 둘 모두는 동일한 입자 유형을 포함한다. 예를 들어, 제1 접착제 층(208) 및 제2 접착제 층(210) 둘 모두는 니켈 입자를 포함할 수 있다. 다른 실시 형태에서, 제1 접착제 층(208)과 제2 접착제 층(210)은 상이한 입자 유형을 포함한다. 예를 들어, 제1 접착제 층(208)은 니켈 입자를 포함할 수 있으며, 한편 제2 접착제 층(210)은 은 입자를 포함한다. 게다가, 제1 접착제 층(208)과 제2 접착제 층(210)은 동일한 가짓수의 입자 유형을 포함할 수 있거나 상이한 가짓수의 입자 유형을 포함할 수 있다. 일 실시 형태에서, 제1 접착제 층(208) 및 제2 접착제 층(210) 둘 모두는 2가지 입자 유형을 포함한다. 다른 실시 형태에서, 제1 접착제 층(208)은 단지 한 가지의 입자 유형을 포함하며, 한편 제2 접착제 층(210)은 한 가지 초과의 입자 유형을 포함한다. 예를 들어, 제1 접착제 층(208)은 단지 니켈 입자만을 포함할 수 있으며, 한편 제2 접착제 층(210)은 은 및 니켈 입자를 포함한다. 입자 유형들의 임의의 조합이 본 발명의 의도된 범주로부터 벗어나지 않고서 제1 접착제 층(208)과 제2 접착제 층(210) 내에 포함될 수 있다.
제1 및 제2 접착제 층은 접착 물질(20)에 대해 기재된 재료들 중 임의의 것을 포함할 수 있다. 일 실시 형태에서, 제1 접착제 층(208) 및 제2 접착제 층(210) 둘 모두는 아크릴계이다. 제1 접착제 층(208) 및 제2 접착제 층(210)의 아크릴 공중합체의 조성물은 동일할 수 있거나 상이할 수 있다.
본 발명의 전기 전도성 단면 테이프(10, 100, 200)를 형성하는 한 가지 방법은 이중 라이너 코팅 및 UV 경화 공정의 사용에 의한 것이다. 이 방법은 접착제 및 광개시제를 포함하는 시럽을 제조하여 예비중합체를 형성하는 단계, 예비중합체를 전도성 다공성 기재의 기공 내에 흡수시키는 단계, 전도성 다공성 기재 및 예비중합체를 제1 라이너와 제2 라이너 사이로 통과시키는 단계, 예비중합체를 경화시켜 전도성 접착제 층, 예를 들어 전도성 다공성 기재가 매립된 감압 접착제 층을 형성하는 단계, 전도성 접착제 층으로부터 제1 라이너를 제거하는 단계, 및 전도성 접착제 층을 비전도성 중합체 층, 즉 비전도성 중합체 배킹 상에 라미네이팅하는 단계를 포함한다.
본 발명의 전기 전도성 단면 테이프(10, 100, 200)를 형성하는 다른 방법은 단일 라이너 코팅 및 열경화 공정을 사용한다. 이 방법은 중합체 접착제 용액, 예를 들어 아크릴 공중합체 용액을, 중합체 접착제 용액을 전도성 다공성 기재의 기공 또는 통로 내로 직접 흡수시킴으로써 전도성 다공성 기재 상에 코팅하는 단계, 중합체 접착제 용액 및 전도성 다공성 기재를 라이너 상으로 통과시키는 단계, 중합체 접착제 용액을 건조 및 가열 경화시켜 전도성 접착제 층, 예를 들어 전도성 다공성 기재가 매립된 감압 접착제 층을 형성하는 단계, 및 전도성 접착제 층을 비전도성 중합체 층, 즉 비전도성 중합체 배킹 상에 라미네이팅하는 단계를 포함한다.
본 발명의 전도성 단면 테이프(10, 100, 200)를 형성하는 다른 방법은 단일 라이너 코팅, 열경화 및 전사 라미네이팅 공정을 사용하는 것을 포함한다. 이 방법은 중합체 접착제 용액, 예를 들어 아크릴 공중합체 용액을 이형 라이너 상에 코팅하는 단계, 라이너 상에 코팅된 중합체 접착제 용액을 건조 및 가열 경화시키는 단계, 및 접착제가 전도성 다공성 기재의 통로의 적어도 일부분 내에 위치되게 하면서, 라이너 상의 중합체 접착제 층을 전도성 다공성 기재의 양면 상으로 전사하여 전도성 접착제 층, 예를 들어 전도성 다공성 기재가 매립된 감압 접착제 층을 형성하는 단계, 및 전도성 접착제 층을 비전도성 중합체 층, 즉 비전도성 중합체 배킹 상에 라미네이팅하는 단계를 포함한다.
각각의 방법을 조합하여 본 발명의 전도성 단면 테이프(10, 100, 200)를 형성할 수 있다. 예를 들어, 전도성 단면 테이프(200)의 제3 실시 형태에서, 제1 접착제 층(208)과 제2 접착제 층(210)은 동일한 공정 또는 상이한 공정을 사용하여 제작될 수 있다. 일 실시 형태에서, 하나의 접착제 층이 용액 코팅 공정으로부터 이형 라이너 상에 제조되고, 이어서 전사 공정에 의해 전도성 다공성 기재에 라미네이팅될 수 있다. 제2 접착제 층은 흡수 공정에 의해, 예를 들어 접착제 용액을 전도성 다공성 기재 상에 직접 코팅하고, 이어서 건조 및 선택적으로 경화시킴으로써 제조될 수 있다.
본 발명의 선택된 실시 형태는 다음을 포함하지만 이로 한정되지 않는다:
제1 실시 형태에서, 본 발명은
복수의 통로를 갖는 전도성 다공성 기재, 및
통로의 적어도 일부분 내에 위치된 접착 물질을 포함하는 전도성 접착제 층; 및
전도성 접착제 층에 인접하게 위치된 비전도성 중합체 층을 포함하는 전기 전도성 단면 테이프를 제공한다.
제2 실시 형태에서, 본 발명은 접착 물질이 전도성 접착 물질인, 제1 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제3 실시 형태에서, 본 발명은 전도성 접착 물질이 금속 입자를 포함하는, 제2 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제4 실시 형태에서, 본 발명은 금속 입자가 니켈, 구리, 주석, 알루미늄, 은, 은 코팅된 구리, 은 코팅된 니켈, 은 코팅된 알루미늄, 은 코팅된 주석, 은 코팅된 금, 은 코팅된 흑연, 은 코팅된 유리, 은 코팅된 세라믹, 은 코팅된 플라스틱, 은 코팅된 실리카, 은 코팅된 탄성중합체, 은 코팅된 운모, 니켈 코팅된 구리, 니켈 코팅된 은, 니켈 코팅된 흑연, 니켈 코팅된 유리, 니켈 코팅된 세라믹, 니켈 코팅된 플라스틱, 니켈 코팅된 실리카, 니켈 코팅된 탄성중합체, 니켈 코팅된 운모, 및 이들의 조합 중 적어도 하나를 포함하는, 제3 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제5 실시 형태에서, 본 발명은 전도성 다공성 기재가 전도성 부직포 기재인, 제1 내지 제4 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제6 실시 형태에서, 본 발명은 전도성 다공성 기재가 전도성 섬유를 포함하는, 제1 내지 제5 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제7 실시 형태에서, 본 발명은 전도성 섬유의 일부분이 전도성 접착제 층의 적어도 하나의 주 표면으로부터 돌출되는, 제6 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제8 실시 형태에서, 본 발명은 전도성 섬유의 일부분이 전도성 접착제 층의 양쪽 주 표면으로부터 돌출되는, 제6 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제9 실시 형태에서, 본 발명은 비전도성 중합체 층에 인접하게 위치된 중합체 필름을 추가로 포함하는, 제1 내지 제8 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제10 실시 형태에서, 본 발명은 전도성 접착제 층에 인접하게 위치된 이형 라이너를 추가로 포함하는, 제1 내지 제9 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제11 실시 형태에서, 본 발명은 전도성 단면 테이프의 두께가 약 15 um 내지 약 150 μm인, 제1 내지 제10 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제12 실시 형태에서, 본 발명은 전도성 다공성 기재가 전도성 코팅을 포함하는, 제1 내지 제11 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제13 실시 형태에서, 본 발명은 접착 물질이 감압 접착 물질인, 제1 내지 제12 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제14 실시 형태에서, 본 발명은 접착 물질이 UV 또는 열적으로 B-단계화가능한 접착 물질인, 제1 내지 제13 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제15 실시 형태에서, 본 발명은 열 전도성 충전제, 난연성 충전제, 정전기 방지제, 발포제, 중합체 미소구체 및 점도 개질제로 이루어진 군으로부터 선택되는 적어도 하나의 추가 충전제를 추가로 포함하는, 제1 내지 제14 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제16 실시 형태에서, 본 발명은 접착제 층이 제1 접착제 층 및 제2 접착제 층을 포함하는, 제1 내지 제15 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제17 실시 형태에서, 본 발명은 제1 접착제 층이 하나의 금속 입자 유형을 포함하는, 제16 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제18 실시 형태에서, 본 발명은 제2 접착제 층이 적어도 둘의 금속 입자 유형을 포함하는, 제16 또는 제17 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제19 실시 형태에서, 통로가, 전도성 다공성 기재가 약 10 부피% 미만의 공극을 포함하도록 접착 물질로 충전되는, 제1 내지 제18 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제20 실시 형태에서, 통로가, 전도성 다공성 기재가 약 2 부피% 미만의 공극을 포함하도록 접착 물질로 충전되는, 제1 내지 제19 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제21 실시 형태에서, 본 발명은 비전도성 중합체 층이 단면 테이프에 영구적으로 부착되는, 제1 내지 제20 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제22 실시 형태에서, 본 발명은 비전도성 중합체 층이 이형 층을 포함하지 않는, 제1 내지 제21 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제23 실시 형태에서, 본 발명은 전기 전도성 단면 테이프가 x-y 축 전도성을 나타내고, 단면 테이프의 전체 두께를 통과하여 z축 전도성을 갖지 않는, 제1 내지 제22 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
제24 실시 형태에서, 본 발명은 전도성 접착제 층이 x-y-z 축 전도성을 나타내는, 제1 내지 제23 실시 형태에 따른 전기 전도성 단면 테이프를 제공한다.
실시예
본 발명은 본 발명의 범주 내에서 많은 변형 및 변경이 당업자에게 명확할 것이기 때문에 단지 예시로서 의도되는 후속하는 실시예에서 더욱 자세히 설명된다. 달리 언급되지 않으면, 후속하는 실시예에 보고된 모든 부, 백분율, 및 비는 중량 기준이다.
시험 방법
전기 저항 시험 방법 1(x-y 저항)
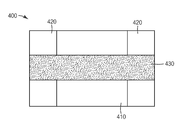
전기 전도성 단면 테이프의 전기 저항은 전도성 단면 테이프를 통해 전기적 통신 상태에 있는 2개의 구리 포일 테이프 스트립들 사이의 전기 저항을 측정함으로써 평가하였다. Cu 포일 테이프를 갖는 시험 패널을 다음과 같이 제조하였다. 각각이 약 10 mm × 30 mm인 구리 포일 테이프의 2개의 스트립을 50 mm × 30 mm 폴리메틸메타크릴레이트 플레이트에 라미네이팅하였다. Cu 테이프 스트립들을 플라스틱 플레이트의 각각의 30 mm 에지를 따라 적용하였다. Cu 테이프의 2개의 스트립들 사이의 거리는 약 30 mm였다. 이어서, 이형 라이너가 제거된 상태의 전도성 단면 테이프의 조각, 50 mm × 10 mm를 플라스틱 플레이트에 수작업으로 라미네이팅하였다. 전도성 단면 테이프의 단부들이 Cu 테이프의 스트립들 각각과 중첩되도록 전도성 단면 테이프를 Cu 테이프 스트립들에 직각으로 적용하여, Cu 포일 테이프의 각각의 스트립과 전도성 단면 테이프 사이에 10 mm × 10 mm 영역의 중첩부를 생성하였다. 초기의 수작업 라미네이션 후에, 2 ㎏ 고무 롤을 전도성 단면 테이프를 가로질러 롤링하여, 도 4의 시험 패널을 생성하였다. 도 4는 플라스틱 플레이트(410), 그의 표면에 적용된 Cu 포일 테이프(420)의 스트립들 및 전기 전도성 단면 테이프(430)를 갖는 시험 패널(400)을 도시한다. 20분의 체류 시간 후에, 미국 오하이오주 클리브랜드 소재의 키슬리 인스트루먼츠 인크.(Keithley Instruments Inc.)로부터 입수가능한 키슬리 580 마이크로-옴미터를 사용하고, 옴미터 리드를 플레이트의 양측에서 Cu 포일 테이프 스트립들의 노출된 표면과 접촉하여 배치함으로써 구리 포일 스트립들 사이의 D.C. 전기 저항을 측정하였다. 마이크로-옴미터의 리드가 시험 패널의 Cu 포일 테이프 스트립들과 접촉한 지 30초 후에 전기 저항을 기록하였다.
실시예 1
유기 용매 중에 분산된 수평균 분자량이 약 28,000 g/mol이고 연화점이 약 105℃인 열가소성 폴리에스테르 수지(대한민국 경기도 성남시 소재의 에스케이 케미칼즈로부터 상표명 스카이본 ES300으로 입수가능함) 50 중량부; 유기 용매 중에 분산된 수평균 분자량이 약 21,000 g/mol이고 연화점이 약 140℃인 열가소성 폴리에스테르 수지(에스케이 케미칼즈로부터 상표명 스카이본 ES100으로 입수가능함) 50 중량부; 메틸 에틸 케톤 50 중량부 및 톨루엔 50 중량부를 혼합함으로써 비전도성 중합체 필름을 제조하였다. 종래의 노치 바 코팅 기법을 사용하여 혼합물을 종래의 실리콘 이형 라이너 상에 코팅하고 100℃에서 1분 동안 건조시켰다. 건조시킨 후에, 비전도성 중합체 필름의 두께는 약 15 마이크로미터였다.
감압성인 전도성 접착 필름을 다음과 같이 제조하였다. 59% 고형물의 390 g의 아크릴 공중합체 용액(대한민국 천안 소재의 거명 코포레이션으로부터 상표명 SEN-7000으로 입수가능함), 75% 고형물의 5.85 g의 아이소시아네이트 가교결합제 용액(대한민국 천안 소재의 거명 코포레이션으로부터 상표명 GT75로 입수가능함) 및 150 g의 톨루엔을 종래의 고전단 혼합을 사용하여 함께 혼합하여, 접착제 전구체 용액을 형성하였다. 이어서, 종래의 노치 바 코팅 방법에 의해서 접착제 전구체 용액을 실리콘 처리된 종이 라이너 상에 코팅하고, 80℃에서 1분 동안 오븐에 통과시켜 건조시켰다. 이어서, 코팅된 접착 물질을 27 마이크로미터 두께의 전도성 메쉬(일본 오사카 소재의 세이렌으로부터 상표명 SUI-2790YCL로 입수가능함)의 한쪽 면에, 한 쌍의 라미네이팅 롤들 사이에서 가압함으로써 라미네이팅한 후, 전도성 메쉬/접착제를 감아서 롤로 형성하였다. 이어서, 전도성 접착 필름의 롤을 50°에서 2일 동안 어닐링하여 얇은 전도성 메쉬를 접착 물질 내에 추가로 매립하였다.
어닐링 후에, 이형 라이너를 전도성 접착 필름의 한쪽 면으로부터 제거하고 전도성 접착 필름의 노출된 표면을 15 마이크로미터 두께의 비전도성 중합체 필름에 라미네이팅하여, 실시예 1의 전기 전도성 단면 테이프를 생성하였다.
전기 저항 시험 방법 1에 따라, 실시예 1에 대한 전기 저항을 측정하였으며, 0.55 옴인 것으로 결정되었다.
본 발명은 바람직한 실시 형태를 참조하여 설명되었지만, 당업자는 본 발명의 사상 및 범주로부터 벗어남이 없이 형태 및 세부사항에 있어서 변경이 이루어질 수 있음을 인식할 것이다.
Claims (20)
- 복수의 통로를 갖는 전도성 다공성 기재, 및 통로의 적어도 일부분 내에 위치된 접착 물질을 포함하는 전도성 접착제 층; 및
전도성 접착제 층에 인접하게 위치된 비전도성 중합체 층을 포함하는 전기 전도성 단면 테이프. - 제1항에 있어서, 접착 물질은 전도성 접착 물질인, 전기 전도성 단면 테이프.
- 제2항에 있어서, 전도성 접착 물질은 금속 입자를 포함하는, 전기 전도성 단면 테이프.
- 제3항에 있어서, 금속 입자는 니켈, 구리, 주석, 알루미늄, 은, 은 코팅된 구리, 은 코팅된 니켈, 은 코팅된 알루미늄, 은 코팅된 주석, 은 코팅된 금, 은 코팅된 흑연, 은 코팅된 유리, 은 코팅된 세라믹, 은 코팅된 플라스틱, 은 코팅된 실리카, 은 코팅된 탄성중합체, 은 코팅된 운모, 니켈 코팅된 구리, 니켈 코팅된 은, 니켈 코팅된 흑연, 니켈 코팅된 유리, 니켈 코팅된 세라믹, 니켈 코팅된 플라스틱, 니켈 코팅된 실리카, 니켈 코팅된 탄성중합체, 니켈 코팅된 운모, 및 이들의 조합 중 적어도 하나를 포함하는, 전기 전도성 단면 테이프.
- 제1항 또는 제2항에 있어서, 전도성 다공성 기재는 전도성 부직포 기재인, 전기 전도성 단면 테이프.
- 제1항 또는 제2항에 있어서, 전도성 다공성 기재는 전도성 섬유를 포함하는, 전기 전도성 단면 테이프.
- 제6항에 있어서, 전도성 섬유의 일부분이 전도성 접착제 층의 적어도 하나의 주 표면으로부터 돌출되는, 전기 전도성 단면 테이프.
- 제6항에 있어서, 전도성 섬유의 일부분이 전도성 접착제 층의 양쪽 주 표면으로부터 돌출되는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 비전도성 중합체 층에 인접하게 위치된 중합체 필름을 추가로 포함하는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 전도성 접착제 층에 인접하게 위치된 이형 라이너를 추가로 포함하는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 두께가 약 15 um 내지 약 150 μm인, 전기 전도성 단면 테이프.
- 제1항에 있어서, 전도성 다공성 기재는 전도성 코팅을 포함하는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 접착 물질은 감압 접착 물질인, 전기 전도성 단면 테이프.
- 제1항에 있어서, 접착 물질은 UV 또는 열적으로 B-단계화가능한(B-stageable) 접착 물질인, 전기 전도성 단면 테이프.
- 제1항에 있어서, 열 전도성 충전제, 난연성 충전제, 정전기 방지제, 발포제, 중합체 미소구체 및 점도 개질제로 이루어진 군으로부터 선택되는 충전제를 추가로 포함하는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 접착제 층은 제1 접착제 층 및 제2 접착제 층을 포함하는, 전기 전도성 단면 테이프.
- 제16항에 있어서, 제1 접착제 층은 하나의 금속 입자 유형을 포함하는, 전기 전도성 단면 테이프.
- 제16항에 있어서, 제2 접착제 층은 적어도 둘의 금속 입자 유형을 포함하는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 통로는 전도성 다공성 기재가 약 10 부피% 미만의 공극(void)을 포함하도록 접착 물질로 충전되는, 전기 전도성 단면 테이프.
- 제1항에 있어서, 통로는 전도성 다공성 기재가 약 2 부피% 미만의 공극을 포함하도록 접착 물질로 충전되는, 전기 전도성 단면 테이프.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361918267P | 2013-12-19 | 2013-12-19 | |
| US61/918,267 | 2013-12-19 | ||
| PCT/US2014/069183 WO2015094780A1 (en) | 2013-12-19 | 2014-12-09 | Electrically conductive adhesive tapes and articles therefrom |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160099651A true KR20160099651A (ko) | 2016-08-22 |
Family
ID=53403517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167019002A KR20160099651A (ko) | 2013-12-19 | 2014-12-09 | 전기 전도성 접착 테이프 및 그로부터의 물품 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160319165A1 (ko) |
| JP (1) | JP2017509721A (ko) |
| KR (1) | KR20160099651A (ko) |
| CN (1) | CN105829472A (ko) |
| WO (1) | WO2015094780A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022102796A1 (ko) * | 2020-11-10 | 2022-05-19 | 엘지전자 주식회사 | 디스플레이 장치 및 이의 제조방법 |
| WO2023090487A1 (ko) * | 2021-11-18 | 2023-05-25 | 엘지전자 주식회사 | 발광 소자를 이용한 디스플레이 장치 및 이의 제조방법 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6226944B2 (ja) * | 2015-12-09 | 2017-11-08 | Dowaエレクトロニクス株式会社 | 銀被覆黒鉛粒子、銀被覆黒鉛混合粉及びその製造方法、並びに導電性ペースト |
| CN107027254B (zh) * | 2016-02-02 | 2020-12-25 | 3M创新有限公司 | 可压缩衬垫、其制备方法和包含其的电子产品 |
| WO2018205127A1 (en) * | 2017-05-09 | 2018-11-15 | 3M Innovative Properties Company | Electrically conductive adhesive |
| US11747532B2 (en) * | 2017-09-15 | 2023-09-05 | Southwall Technologies Inc. | Laminated optical products and methods of making them |
| EP3753091A4 (en) * | 2018-03-20 | 2021-11-24 | Johnson Electric International AG | ROTOR ASSEMBLY FOR DIRECT CURRENT MOTOR |
| US11123966B2 (en) | 2018-10-19 | 2021-09-21 | Charter Next Generation, Inc. | Nail sealable multilayered film |
| US20240254371A1 (en) * | 2021-05-26 | 2024-08-01 | 3M Innovative Properties Company | Tape Including Electrically Conductive Porous Medium |
| US12090708B2 (en) | 2021-12-16 | 2024-09-17 | Textron Innovations Inc. | Self heating structural adhesives for out-of-autoclave and out-of-oven curing |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6340216A (ja) * | 1986-08-05 | 1988-02-20 | 住友スリ−エム株式会社 | 導電性テ−プ |
| US20050062024A1 (en) * | 2003-08-06 | 2005-03-24 | Bessette Michael D. | Electrically conductive pressure sensitive adhesives, method of manufacture, and use thereof |
| CN101323759B (zh) * | 2007-06-15 | 2014-10-08 | 清华大学 | 导电胶带及其制造方法 |
| US9061478B2 (en) * | 2011-05-18 | 2015-06-23 | 3M Innovative Properties Company | Conductive nonwoven pressure sensitive adhesive tapes and articles therefrom |
| CN103201352B (zh) * | 2011-10-25 | 2014-07-09 | 3M创新有限公司 | 非织造粘合胶带以及由其制得的制品 |
-
2014
- 2014-12-09 CN CN201480068843.3A patent/CN105829472A/zh active Pending
- 2014-12-09 US US15/104,247 patent/US20160319165A1/en not_active Abandoned
- 2014-12-09 JP JP2016541108A patent/JP2017509721A/ja not_active Withdrawn
- 2014-12-09 KR KR1020167019002A patent/KR20160099651A/ko not_active Application Discontinuation
- 2014-12-09 WO PCT/US2014/069183 patent/WO2015094780A1/en active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022102796A1 (ko) * | 2020-11-10 | 2022-05-19 | 엘지전자 주식회사 | 디스플레이 장치 및 이의 제조방법 |
| WO2023090487A1 (ko) * | 2021-11-18 | 2023-05-25 | 엘지전자 주식회사 | 발광 소자를 이용한 디스플레이 장치 및 이의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017509721A (ja) | 2017-04-06 |
| US20160319165A1 (en) | 2016-11-03 |
| CN105829472A (zh) | 2016-08-03 |
| WO2015094780A1 (en) | 2015-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160099651A (ko) | 전기 전도성 접착 테이프 및 그로부터의 물품 | |
| US20160312074A1 (en) | Electrically conductive adhesive tapes and articles therefrom | |
| US9061478B2 (en) | Conductive nonwoven pressure sensitive adhesive tapes and articles therefrom | |
| US9426878B2 (en) | Nonwoven adhesive tapes and articles therefrom | |
| US20160333232A1 (en) | Electrically conductive adhesive tapes and articles therefrom | |
| US20120261171A1 (en) | Anisotropic conductive film, joined structure, and connecting method | |
| KR102025167B1 (ko) | 점착 테이프, 방열 시트, 전자기기 및 점착 테이프의 제조 방법 | |
| KR102558230B1 (ko) | 전사 필름이 부착된 전자파 차폐 필름, 전사 필름이 부착된 전자파 차폐 필름의 제조 방법 및 차폐 프린트 배선판의 제조 방법 | |
| JP5196703B2 (ja) | 接着フィルム | |
| JP6715150B2 (ja) | 電磁波シールドフィルム、電磁波シールドフィルムの製造方法および電磁波シールドフィルム付きプリント配線板の製造方法 | |
| WO2012172709A1 (ja) | 導電テープ及びその製造方法 | |
| US20120325518A1 (en) | Conductive thermosetting adhesive tape | |
| CN112930378B (zh) | 电磁波屏蔽膜、电磁波屏蔽膜的制造方法及屏蔽印制线路板的制造方法 | |
| KR20190114890A (ko) | 전자파 차폐 필름, 차폐 프린트 배선판 및 차폐 프린트 배선판의 제조 방법 | |
| KR102611197B1 (ko) | 도전성 조성물, 도전성 시트, 금속 보강판, 금속 보강판을 포함하는 배선판, 및 전자기기 | |
| JP6886591B2 (ja) | 粘着シート及び電子機器 | |
| JP2016181442A (ja) | 回路接続材料、及びその製造方法、並びに接合体の製造方法 | |
| JP2015147832A (ja) | 異方性導電フィルム及びその製造方法、並びに、接続方法及び接合体 | |
| WO2019078017A1 (ja) | 物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |