KR20160019484A - 구조 접착제를 포함하는 접착제 층을 갖는 접착 테이프 롤 및 그의 제조 방법 - Google Patents
구조 접착제를 포함하는 접착제 층을 갖는 접착 테이프 롤 및 그의 제조 방법 Download PDFInfo
- Publication number
- KR20160019484A KR20160019484A KR1020167000022A KR20167000022A KR20160019484A KR 20160019484 A KR20160019484 A KR 20160019484A KR 1020167000022 A KR1020167000022 A KR 1020167000022A KR 20167000022 A KR20167000022 A KR 20167000022A KR 20160019484 A KR20160019484 A KR 20160019484A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- liner
- adhesive tape
- tape
- double
- Prior art date
Links
Images





Classifications
-
- C09J7/0232—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/403—Adhesives in the form of films or foils characterised by release liners characterised by the structure of the release feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C09J7/02—
-
- C09J7/0264—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/405—Adhesives in the form of films or foils characterised by release liners characterised by the substrate of the release liner
-
- C09J2201/128—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2401/00—Presence of cellulose
- C09J2401/005—Presence of cellulose in the release coating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/005—Presence of polyester in the release coating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2477/00—Presence of polyamide
- C09J2477/005—Presence of polyamide in the release coating
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
본 발명은 코어 주위에 감긴 양면 접착 테이프의 롤을 개시하며, 상기 테이프 (10)는 제1 (5) 및 제2 주 접착제 표면 (4), 및 제2 주 접착제 표면 (4)을 제공하는 구조 접착제 (3)를 포함하는 하나 이상의 접착제 층을 포함한다. 제1 주 접착제 표면 (5)은 제1 라이너 (1)에 의해 보호되고; 제2 주 접착제 표면 (4)은 제2 라이너 (2)에 의해 보호되고, 제2 라이너 (2)는 제2 주 표면의 두 모서리 위로 연장되어 테이프 (10)의 제1 (5) 및 제2 부 표면 (6,7) 각각의 적어도 일부를 덮는다.
Description
본 발명은 구조 접착제를 갖는 하나 이상의 접착제 층을 포함하는 양면 접착 테이프 롤에 관한 것이다. 본 발명은 그러한 접착 테이프 롤의 제조방법에도 관한 것이다.
교통 분야에서, 차량 중량을 감소시키는 경향은 상승되고 있다. 이러한 경향은 예를 들어 단일 구조 접착제 층을 갖는 테이프 (소위 전사 테이프)를 포함하는 양면 구조 접착 테이프의, 이들이 이전에는 이용되지 않았던 곳에 또는 더욱 어려운, 예를 들어 접착 테이프가 처할 수 있는 더욱 높은 응력-변형력을 결과로서 초래하는, 새로운 구조에서 테이프의 적용에서의 이용을 이끌고 있다. 양면 접착 테이프는 각각 제1 및 제2 주 접착제 표면을 갖는다. 이들은 제1 및 제2 주 표면에 수직으로 연장되는 제1 및 제2 부(minor) 표면도 갖는다. 각각의 표면 사이에서 모서리는 하나의 표면에서 다른 하나로의 전이를 형성한다.
구조 접착제는 가교결합성이지만 아직 가교결합되지 않은 접착제를 포함하며, 이는 소위 저온 유동(cold flow) 효과를 겪을 수 있는데, 즉 접착제가 그가 부착된 표면상에서 천천히 움직여서 그의 원래 형태를 손상시키고 흘러나온다. 이 효과는, 구조 접착제를 포함하는 하나 이상의 접착 테이프를 갖는 접착 테이프가 롤(roll)로 감긴 경우 특히 두드러진다.
미국 특허 제4,415,615호는 두 기재를 함께 결합시켜 결합된 복합체를 형성하는데 사용된 접착 테이프를 개시한다. 그러한 접착 테이프는, 예를 들어 이들이 각종 성분을 자동차 또는 기타 전동 차량의 몸체에 결합시키는데 사용될 수 있는, 자동차 산업에서 사용된다. 전형적으로, 테이프는 엠블럼(emblem)과 같은 그러한 부품들, 플라스틱 부품들 및 고무 개스킷을 문에 결합시키는 데 사용된다.
특허 출원 제WO 98/23488호는 저온-유동성 재료의 연장 물질(elongate mass) 및 라이너를 개시하며, 여기에서 라이너는 상기 재료를 라이너의 내측 표면으로 둘러싸서, 재료의 말단 표면이, 재료로부터 떨어져 연장되는 라이너의 제1 및 제2 영역과 마주한다. 저온-유동성 재료는 열-용융 감압성 접착제를 포함하고, 라이너는 실리콘도 포함하는 폴리에틸렌 라이너이다.
특허 출원 WO 98/23488호는 저온-유동성 재료의 물질을 라이너로 둘러싸는 방법을 개시한다. 이 방법은 다음 단계들을 포함한다: 연장 라이너의 내측 표면의 중심 영역을 재료의 연장 물질의 외측 말단 표면 일부와 접촉시키는 단계, 라이너의 제1 및 제2 영역을 함께 라이너를 갖는 재료의 덩어리를 둘러싸도록 하는 단계, 및 코어(core) 상에 둘러싸인 재료를 배열하는 단계.
특허출원 EP 2,529,856호는 두 개의 금속판을 열경화성 조성물을 포함하는 접착제 시트를 이용하여 접합시키는 방법을 개시한다. 이 방법은, 접착제 시트 재료를 금속판들의 말단 가까이에 제공하는 단계, 접착제 시트가 금속판 사이에 위치되도록 금속판들을 함께 접착시켜서, 이에 의해 금속 접합부를 형성하고 금속 접합부를 가열하는 단계를 포함한다.
당 기술분야에서 개시된 그러한 롤보다 적은 저온 유동을 나타내고 바람직하게는 저온 유동이 없는, 자동차 시장에서의 이용에 적합한 구조 접착제의 하나 이상의 층을 포함하는 접착 테이프의 롤을 제공하는 것이 바람직하다.
본 발명은 코어 주위에 감긴 양면 접착 테이프의 롤을 제공하며, 상기 테이프는 제1 및 제2 주 접착제 표면 및 제2 주 접착제 표면을 제공하는 구조 접착제를 포함하는 하나 이상의 접착제 층을 포함한다. 제1 주 접착제 표면은 제1 라이너에 의해 보호되고; 제2 주 접착제 표면은 제2 라이너에 의해 보호되고, 제2 라이너는 제2 주 표면의 두 모서리 위로 연장되어 테이프의 제1 및 제2 부 표면 각각의 적어도 일부를 덮는다.
바람직하게는, 접착 테이프는 구조 접착제를 포함하는 접착제 층으로 이루어져, 제1 및 제2 주 접착제 표면을 제공한다.
바람직하게는, 제2 라이너는 구조 접착제를 포함하는 접착제 층의 제1 및 제2 부 표면 각각을 덮는다.
바람직하게는, 제2 라이너가 테이프의 제1 및 제2 부 표면의 각 말단 위로 연장되고, 상기 제1 라이너 상에서 접힌다.
바람직하게는, 접착 테이프는 본질적으로 나선형 꼬임으로 코어 주위에 편평하게 감긴다(level-wound).
바람직하게는, 접착 테이프는 코어 주위에 행성형(planetary) 롤로 감긴다.
바람직하게는, 제1 및 제2 라이너를 갖는 롤 상의 테이프는 200 m 이상의 길이를 갖는다.
바람직하게는, 제1 라이너는 제1 주 접착제 표면의 폭을 초과하지 않는 폭을 갖는다.
바람직하게는, 제1 라이너는 비-신장성이다.
바람직하게는, 제1 라이너는 종이, 폴리에스테르 및/또는 폴리아미드로 제조된다.
바람직하게는, 제2 라이너는 신장성이다.
바람직하게는, 상기 제2 라이너는 30 μm 미만의 두께 및/또는 40℃ 미만의 취성 전이 온도(brittle transition temperature)를 갖는 열가소성 필름이다.
바람직하게는, 제2 라이너는 저밀도 폴리에틸렌 (LDPE), 선형 저밀도 폴리에틸렌 (LLDPE), 초저밀도 폴리에틸렌 (ULDPE), 증진된 폴리에틸렌 수지 (EPE), 폴리염화비닐 (PVC), 에틸렌-비닐 아세테이트 공중합체 (EVA), 신장된 폴리에틸렌, 배향된 폴리프로필렌 필름, 에틸렌/산 공중합체 (EAA), 폴리(에틸렌-빈블알코올), 및/또는 소량의 하나 이상의 C4 내지 C10 알파-올레핀 공단량체와 에틸렌의 공중합화물을 포함하는 군으로부터 선택된 하나 이상의 중합체를 포함한다.
바람직하게는, 제2 라이너는 0.90 내지 0.94 g/㎤의 밀도를 갖는다.
바람직하게는, 제2 라이너는 6 g/10 분 이하의 용융 유동 속도를 갖는다.
바람직하게는, 제2 라이너는 20 MPA 초과의 파단 인장 강도를 갖는다.
바람직하게는, 제2 라이너는 20℃에서 40 mN/m 미만의 표면 자유 에너지를 갖는다.
바람직하게는, 구조 접착제는 하나 이상의 열 활성화(activatable) 에폭시 화합물 및 하나 이상의 에폭시 경화제를 포함하는 열경화성 접착제를 포함한다.
바람직하게는, 테이프는 6개월 이상의 유통 기한을 갖는다.
본 발명은 제1 및 제2 주 접착제 표면 및 상기 제2 주 접착제 표면을 제공하는 구조 접착제를 포함하는 하나 이상의 접착제 층을 포함하는 양면 접착 테이프 롤의 제조 방법을 제공하며, 상기 방법은:
- 상기 접착 테이프를 제공하는 단계,
- 제1 라이너를 테이프의 제1 주 표면에 부착시키는 단계,
- 제2 라이너를 제2 주 표면 및 테이프의 제1 및 제2 부 표면 각각의 적어도 일부에 부착시키는 단계, 및
- 상기 테이프를 코어 주위에 감는 단계를 포함한다.
바람직하게는, 테이프는 코어를 비스듬하게 이동함으로써, 본질적으로 코어 주위에 나선형 꼬임으로 편평하게 감긴다.
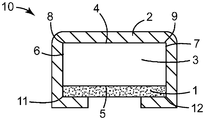
도 1은 두 개의 라이너에 의해 보호된 구조 접착제를 포함하는 단일 접착제 층으로 이루어지는 접착 테이프의 단면도이다.
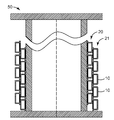
도 2 및 도 3은 롤로 편평하게 감긴 도 1의 접착 테이프의 단면도이다.
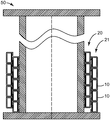
도 4은 두 개의 라이너에 의해 보호된 구조 접착제를 포함하는 단일 접착제 층으로 이루어지는 접착 테이프의 또 다른 실시 형태의 단면도이다.
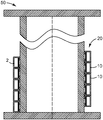
도 5 및 도 6은 롤로 편평하게 감긴 도 4의 접착 테이프의 단면도이다.
도 7은 두 개의 라이너에 의해 보호된 구조 접착제를 포함하는 단일 접착제 층으로 이루어지는 접착 테이프의 또 다른 실시 형태의 단면도이다.
도 8 및 도 9는 롤로 편평하게 감긴 도 7의 접착 테이프의 단면도이다.
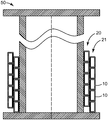
도 10은 본 발명에 따른 접착 테이프 롤의 제조 방법을 수행할 수 있는 장치의 부분 개략도이다.
도 2 및 도 3은 롤로 편평하게 감긴 도 1의 접착 테이프의 단면도이다.
도 4은 두 개의 라이너에 의해 보호된 구조 접착제를 포함하는 단일 접착제 층으로 이루어지는 접착 테이프의 또 다른 실시 형태의 단면도이다.
도 5 및 도 6은 롤로 편평하게 감긴 도 4의 접착 테이프의 단면도이다.
도 7은 두 개의 라이너에 의해 보호된 구조 접착제를 포함하는 단일 접착제 층으로 이루어지는 접착 테이프의 또 다른 실시 형태의 단면도이다.
도 8 및 도 9는 롤로 편평하게 감긴 도 7의 접착 테이프의 단면도이다.
도 10은 본 발명에 따른 접착 테이프 롤의 제조 방법을 수행할 수 있는 장치의 부분 개략도이다.
본 발명은 구조 접착제를 포함하는 하나 이상의 접착제 층을 갖는 양면 접착 테이프 롤을 제공한다. 접착 테이프는 바람직하게는 단일 층 접착 필름이며, 구조 접착제를 포함하는 접착제 층으로 이루어진다. 그러한 경우, 접착 테이프 또한 접착 필름으로서 지칭된다 (때때로 전사 테이프로도 지칭됨). 접착 테이프는 기타 구조 또한 가질 수 있고, 예를 들어 하나의 면 또는 각 면에 접착제 층을 갖는 배킹(backing) 또는 메쉬를 포함할 수 있으며, 여기에서 하나 이상의 이들 층은 구조 접착제를 포함한다.
접착 테이프는 제1 및 제2의 노출된 주 접착제 표면을 갖는다. 제2 주 표면은 구조 접착제를 포함하는 접착제 층의 주 표면이다. 접착 테이프는 제1 및 제2 주 표면에 수직으로 연장되는 제1 및 제2 부 표면도 갖는다. 각각의 표면 사이에서 모서리는 하나의 표면에서 다른 하나로의 전이를 형성한다.
단일 층 접착 필름 또는 전사 테이프의 경우에서, 제1 및 제2 주 표면 모두 및 제1 및 제 2 부 표면은 구조 접착제를 포함하는 접착제의 단일 층에 의해 제공된다. 하나 초과의 접착제 층을 포함하는 접착 테이프의 경우에서, 적어도 제2 주 접착제 표면은 구조 접착제를 포함하는 하나 이상의 접착제 층에 의해 제공된다. 제1 주 접착제 표면은 예를 들어, 구조 접착제를 포함하지 않은 접착제 층 또는 구조 접착제를 포함하는 접착제 층을 포함할 수 있다.
바람직하게는, 접착 테이프는 5 내지 30 mm의 폭 및 100 μm 내지 1000 μm의 두께를 갖는다.
본 발명의 접착 테이프의 제1 및 제2 주 표면은 각각 제1 및 제2 라이너에 의해 보호된다. 라이너는 결합을 위해 접착 테이프를 적용시에 제거된다. 상기 및 하기에서, 용어, 접착 테이프는 노출된 제1 및 제2 주 접착제 표면을 갖는 접착 테이프, 즉 제거된 라이너를 갖는 접착 테이프, 및 제1 및/또는 제2 주 표면이 이형 라이너로 각각 덮인 접착 테이프 모두에서 사용된다.
제1 라이너는 제1 주 표면을 보호하고, 본질적으로 제1 주 표면과 동일한 폭을 갖는다. 제1 라이너의 폭은 바람직하게는 제1 주 접착제 표면의 폭의 0.9 이상, 및 특히 제1 주 접착제 표면의 폭의 0.95 이상이다. 제1 라이너는 바람직하게는 제1 주 접착제 표면의 폭을 초과하지 않는 폭을 갖는다. 일 실시 형태에서, 제1 라이너는 구조 접착 테이프의 제1 주 표면의 폭을 초과한다.
구조 접착제를 포함하는 단일 층 테이프의 경우에서, 제1 라이너의 폭은 바람직하게는 본질적으로 테이프의 폭에 상응한다. 제1 라이너는 바람직하게는 비-신장성이고, 이에 의해 강성이 증가되고, 따라서 테이프의 취급능이 증가된다. 제1 라이너는 바람직하게는 폴리에스테르, 종이 및/또는 폴리아미드로 제조된다. 제1 주 접착제 표면을 마주하며, 그에 부착되는 제1 라이너의 표면은 실리콘화될 수 있거나 또는 다르게는 라이너와 제1 주 접착제 표면 사이의 접착을 감소시키도록 처리될 수 있다.
제2 라이너는 테이프의 제2 주 표면을 보호한다. 제2 라이너는 제2 주 표면의 두 모서리 위로 연장되어, 접착 테이프의 각각의 제1 및 제2 부 표면의 적어도 일부를 덮는다. 바람직한 실시 형태에서, 제2 라이너는 제2 주 접착제 표면 및 접착 테이프의 두 개의 부 표면 모두를 완전히 덮고 있다. 제2 라이너는 또한 두 개의 부 표면의 말단을 넘어 연장되고, 제1 라이너 위에서 둘러싸일 수 있으며, 또한 부분적으로는 제1 라이너 위를 덮는다. 제2 라이너는 제1 라이너로부터 외측으로 접힐 수도 있다. 제2 라이너는 따라서 바람직하게 적어도 제2 주 표면의 폭에 더하여 두 개의 부 표면의 폭의 두 배의 폭을 가져서 제2 주 접착제 표면 주위를 둘러쌀 수 있다. 제2 라이너는 제2 주 접착제 표면에 대하여 본질적으로 대칭으로 부착될 수 있으며, 즉, 제2 라이너는 바람직하게는 제2 주 접착제 표면의 두 개의 대향하는 모서리 위로 본질적으로 동일한 폭으로 연장된다. 일층 접착 필름 (전사 테이프)의 경우, 제2 라이너의 폭은 바람직하게는 본질적으로 적어도 전사 테이프의 폭에 전사 테이프의 두께의 적어도 두 배를 더한 합이다.
또 다른 바람직한 실시 형태에서, 제2 라이너는 테이프의 부 표면의 하나 이상의 말단을 넘어 연장되고, 제1 라이너의 대응 모서리 주위를 둘러싼다. 제2 라이너가 두 개의 부 표면 모두의 말단을 넘어 연장되고 제1 라이너의 두 말단 모두를 둘러싸는 실시 형태가 특히 바람직하다.
그의 제1 및 제2 주 표면을 갖는 접착 테이프를 코어 주위에서 본 발명의 롤로 감은 경우, 테이프가 풀릴 때 본질적으로 그 테이프가 롤로 감기기 전과 동일한 형태를 나타낸다는 것, 즉 접착 테이프는 낮은 저온 유동 및 흘러나옴을 나타낸다는 것이 발견되었다. 이러한 발견은 예를 들어 실온에서 이루어졌다. 이러한 성질은 고도로 유리하며, 자동차 산업에서의 어려운 응용에서 접착 테이프의 이용을 가능하게 한다. 이는 추가로 테이프를 실온에서 저장하는 것을 가능하게 한다.
본 발명의 접착 테이프의 롤의 유리한 성질, 및 특히 롤로부터 풀릴 때 접착 테이프가 보이는 낮은 저온 유동, 및 흘러나옴 성질은, 아래 표 1에 요약된 바람직한 성질들 중 하나 이상을 나타내도록 제2 라이너를 선택함으로써 더욱 증진될 수 있다. 표1에 특정된 범위에서 모든 성질을 누적하여 나타내는 제2 라이너의 실시 형태가 특히 바람직하다. 표 1에 특정된 성질을 측정하기 위한 방법이 하기 실시예 부분에서 특정된다.
[표 1]

제2 라이너의 가장 바람직한 범위는 22 μm의 두께, - 50℃의 취성 전이 온도, 0.918 g/㎤의 밀도, 2.5 g/10 분의 용융 유동 속도 지수 및 35 MPA의 파단 인장 강도이다.
제2 라이너는 바람직하게는 저밀도 폴리에틸렌 (LDPE), 선형 저밀도 폴리에틸렌 (LLDPE), 초저밀도 폴리에틸렌 (ULDPE), 증진된 폴리에틸렌 수지 (EPE), 폴리염화비닐 (PVC), 에틸렌-비닐 아세테이트 공중합체 (EVA), 신장된 폴리에틸렌, 배향된 폴리프로필렌 필름, 에틸렌/산 공중합체 (EAA), 에틸렌-비닐알코올 (EVOH), 및/또는 옥탄-1, 헥산-1, 부탄-1, 등과 같은 소량의 하나 이상의 C4 내지 C10 알파-올레핀 공단량체와 에틸렌 단량체를 중합함으로써 수득가능한 공중합체로부터 제조된다. 제2 주 접착제 표면을 마주하며 그에 부착되는 제2 라이너의 표면은 실리콘화될 수 있거나 또는 다르게는 제2 라이너와 제2 주 접착제 표면 사이의 접착을 감소시키도록 처리된다.
구조 접착제는 하나 이상의 열 활성화 에폭시 화합물 및 하나 이상의 에폭시 경화제를 바람직하게 포함하는 열경화성 접착제를 포함한다. 상기 및 하기에서 사용된 바와 같은 용어 구조 접착제는 열경화성인 접착제, 즉 열 에너지에 노출시 가교결합될 수 있는 접착제를 의미한다. 구조 접착제는 에틸렌 기 및/또는 에폭시 기와 같은 가교결합성 구조 요소를 포함하는 하나 이상의 화합물, 및 하나 이상의 열 활성화 경화제를 포함한다. 바람직한 경우, 구조 접착제는 예를 들어 비-열경화성 열가소성 수지와 같은 성분을 추가로 포함할 수 있다.
본 발명에 사용된 구조 접착제는 바람직하게는 감압 접착제이다.
하나 이상의 에폭시 화합물은 바람직하게는 비스페놀 A, 비스페놀 E, 비스페놀 S, 지방족 및 방향족 아민 및 할로겐 치환된 비스페놀 수지, 노볼락, 지방족 에폭시 및 그의 및/또는 그들 간의 조합을 포함하는 재료들의 군으로부터 바람직하게 선택될 수 있다. 하나 이상의 에폭시 화합물은 바람직하게는 100g/당량 내지 230g/당량의 평균 당량을 갖는다.
열가소성 수지는 바람직하게는 폴리에테르 열가소성 수지, 폴리프로필렌 열가소성 수지, 폴리염화비닐 열가소성 수지, 폴리에스테르 열가소성 수지, 폴리카프로락톤 열가소성 수지, 폴리스티렌 열가소성 수지, 폴리카보네이트 열가소성 수지, 폴리아미드 열가소성 수지, 및 이들의 혼합물의 임의의 조합으로 이루어지는 군으로부터 선택될 수 있다. 하나 이상의 열가소성 수지는 바람직하게는, 60℃ 내지 140℃의 연화점을 나타내도록 선택된다. 임의의 열활성화 에폭시 경화제로는 폴리아민, 머캅탄, 페놀, 캡슐화 아민, 루이스산 염, 전이 금속 착체, 아민, 산 무수물, 구아니딘, 다이시안다이아미드 및/또는 그의 혼합물로 이루어지는 군이 포함될 수 있다.
선택적으로, 구조 접착 필름은 하나 이상의 강인화제, 하나 이상의 발포제 또는 이들 모두를 포함할 수 있다.
제1 및 제2 주 접착제 표면을 갖는 접착 테이프를 코어 주위에서 본 발명의 롤로 감는 경우, 테이프가 풀릴 때 본질적으로 그 테이프가 롤로 감기기 전과 동일한 형태를 나타낸다는 것이 발견되었다.
본 발명의 접착 테이프의 롤은 긴 유통 기간을 가지며, 이는 오랜 저장 기간에서 롤에서 풀릴 때, 테이프가 롤로 감기기 전에 그 테이프가 가졌던 원래의 형태에 비하여 본질적으로 변형되지 않은 형태를 나타낸다는 것을 의미한다. 약 30℃ 미만의 온도에서 본 발명의 접착 테이프의 롤의 유통 기한은 바람직하게는 6개월 이상이다. 본 발명의 접착 테이프의 롤은 열 경화제의 활성화 온도보다 10℃ 이상 낮은 고온에서 뛰어난 유통 기한도 제공한다.
본 발명의 접착 테이프의 롤은 따라서 특히 자동차 산업에서 금속 및/또는 하이브리드 부품을 접합하기 위한 어려운 응용에서의 이용에 적합하며, 실온에서 테이프를 저장할 수 있다.
본 발명의 접착 테이프의 롤의 안정성은 접착 테이프의 저온 유동 거동 면에서 기재될 수 있다. 테이프를 롤로 감고, 그를 다시 롤에서 풀어낸 후 관찰된 접착 테이프의 저온 유동 거동은, 아래 시험 방법 부분에서 기재되는 바와 같이 정성적 및 정량적으로 평가될 수 있다.
본 발명의 접착 테이프는 바람직하게는 +/- 5% 미만 및 더욱 바람직하게는 +/- 3% 미만의 저온 유동 (CF)을 나타내며, 이는 아래 기재된 시험 방법에 따라 측정된 바와 같다.
본 발명의 접착 테이프는 코어 주위에, 예를 들어 행성형 롤 또는 편평하게 감긴 롤로 감길 수 있다. 행성형 롤에서, 테이프의 순차적인 층은 본질적으로 서로 합동으로 배열된다. 편평하게 감은 롤에서, 접착 테이프는 예를 들어 감기(winding) 과정 동안 코어 주위를 비스듬하게 이동함으로써, 본질적으로 코어 주위에 나선형 꼬임으로 감긴다. 코어는 바람직하게는 3인치 이상의 직경을 갖고, 바람직하게는 폭은 90 내지 500 mm이다. 접착 테이프는, 적절한 시간에 그의 이동 방향이 코어를 따라 반대편 제2 방향으로 역전되기 전에, 코어의 길이 방향 축을 따라 제1 방향으로 움직이고, 계속해서 그에 의해 접착 테이프의 다수의 층을 포함하는 롤을 구축한다. 마감된 롤의 직경은, 롤이 쉽게 취급될 수 있도록 바람직하게는 최대 400 mm이다. 접착 테이프는 코어 상에서 500 m의 연속된 길이로 감길 수 있다. 100 m, 200 m, 300 m, 400 m 또는 심지어는 500 m 초과의 연속된 길이를 갖는 테이프를 갖는 롤을 갖는 것이 가능하다. 롤 상의 테이프의 연속된 길이는 사용자의 요구에 따라 달라진다. 편평하게 감긴 롤이 행성형 롤보다 바람직할 수 있는데, 이는 이들이 소형의 최종 직경으로 매우 긴 길이에 대한 더욱 높은 용량을 갖기 때문이다.
본 발명은 제1 및 제2 주 접착제 표면을 갖고, 제2 주 접착제 표면을 제공하는 구조 접착제를 포함하는 하나 이상의 접착제 층을 포함하는 접착 테이프 롤의 제조 방법을 제공하며, 상기 방법은:
- 접착 테이프를 제공하는 단계,
- 제1 라이너를 테이프의 제1 주 표면에 부착시키는 단계,
- 제2 라이너를 제2 주 표면 및 테이프의 제1 및 제2 부 표면 각각의 적어도 일부에 부착시키는 단계, 및
- 테이프를 코어 주위에 감는 단계를 포함한다.
바람직한 실시 형태에서, 본 발명은 하기 단계 및 파라미터들 중 하나 이상을 포함하는, 접착 테이프 롤의 제조 방법에 관한 것이다. 단계들은 각각 또 다른 순서로 나타낼 수도 있다:
a.
제1 및 제2 주 표면을 갖는 접착 테이프가 제공되며, 여기에서 제2 주 접착제 표면은 구조 접착제를 포함하는 접착제 층을 제공한다. 제1 주 접착제 표면은 제1 라이너에 의해 덮인다. 제2 주 접착제 표면이, 이형성도 갖는 제1 라이너의 뒤 표면에 부착되도록, 접착 테이프는 롤로 감긴다. 접착 테이프는, 그 후 1 내지 10N의 풀림 인장 제어로 풀림을 위해 동력화된 풀림 메카니즘을 이용하여 롤에서 풀린다. 인장 제어는 로드 셀(load cell)에 의해 조정되고, 이는 조절가능한 접촉 압력으로 필 오프 롤(peel off roll)을 제공한다.
b.
테이프에 대한 라인 속도는 분 당 200 미터 이하로 선택된다.
c.
접착제 롤로부터 바람직한 폭으로 잘라낸 접착 테이프의 스트립을 수용하도록 조정된 전단 절단 카세트를 포함하는 슬리팅(slitting) 메카니즘이 제공된다. 커팅 폭 내성은 바람직하게는 ± 0.25 mm 미만이다.
d.
제2 라이너의 롤이 제공된다. 제2 라이너는 1 내지 10N의 풀림 인장 제어를 제공하는, 풀림을 위한 동력화된 풀림 메카니즘을 통하여 풀린다. 인장 제어는 조절가능한 접촉으로 필 오프 롤을 제공하는 로드 셀에 의해 조절된다.
e.
제2 라이너는, 공기압적으로 작동되는 라미네이션 롤을 포함하는 라미네이션 구역에서 테이프의 스트립의 제2 주 접착제 표면에 라미네이트된다. 접착 테이프의 스트립은 최대 4mm 벽 거리를 갖는 홈이 있는 롤에 의하여 라미네이션 구역으로 공급된다. 라미네이션은 라미네이션 롤에 의해 제공되는 30 N 내지 180 N의 압력으로 수행된다. 롤은 공기압적으로 작동될 수 있다. 라미네이션은 저온 롤 라미네이터를 이용하여 수행되며, 이는 본 발명에 따른 생성물에 대한 바람직한 해결책이다.
f.
제2 라이너는 제1 라이너를 갖는 테이프 스트립을 수용하도록 조정된 전단 절단 카세트를 포함하고, 제2 라이너를 절단하는 슬리팅 메카니즘을 이용하여 그의 바람직한 폭으로 절단되어, ± 0.25 mm의 절단 폭 최대 내성을 제공한다.
g.
제2 주 접착제 표면의 모서리를 넘어 연장되는 제2 라이너의 부분은 접착 테이프의 두 개의 부 표면에 라미네이트된다. 바람직한 실시 형태에서, 제2 라이너는 두 개의 부 표면의 말단을 넘어 연장되는 말단 부분을 갖는다. 그러한 말단 부분은 제1 라이너 쪽을 향해 내측으로 구부러져 제1 라이너 주위를 둘러싸고, 이에 의해 모서리 손상 가능성이 감소된다. 두 개의 부 표면 상에서의 제2 라이너의 라미네이션.
h.
제1 및 제2 라이너를 갖는 접착 테이프는 그 후 바람직하게는, 접착 테이프의 코어 상으로의 감기를 위한 동력화된 횡단 감기 메카니즘을 이용하여 롤로 편평하게 감긴다. 5 mm 내지 30 mm의 전형적인 폭을 갖는 접착 테이프는 코어 면을 가로질러 횡단한다. 코어는 바람직하게는 5 인치 이상의 직경을 갖고, 그의 폭은 바람직하게는 90 내지 500 mm이다. 감기 과정 동안, 적절한 시간에, 테이프가 반대 방향으로 횡단하도록 테이프의 방향이 역전되면, 이에 따라 마감된 롤이 생성될 때까지 다수의 층이 구축된다. 마감된 롤은 바람직하게는 하기 파라미터를 갖는다:
- 400 mm 이하의 직경
- 500 m 이상의 연속된 긴 길이
- 풀림 인장 제어 1 내지 10 N
- 그 위에 라미네이트된 제1 및 제2 라이너를 갖는 접착 테이프의 각 층은, 바람직하게는 이전의 테이프 층에 부분적으로 겹치지만, 이들 사이에는 바람직하게는 500 μm 내지 3000 μm의 크기를 갖는 간극이 남으며; 이러한 배열은 모서리 손상 가능성을 감소시키고, 5 내지 31 mm의 횡단 피치(pitch)를 제공한다.
또 다른 바람직한 실시 형태에서, 제2 라이너는 신장되고, 그 후 라미네이션 구역에서 테이프 스트립의 제2 주 접착제 표면에 라미네이트된다. 라미네이션 구역은 라미네이션 롤을 포함할 수 있다.
이하에서 본 발명의 다양한 실시예가 기술되고 도면에 도시되며, 도면에서 동일한 요소에는 동일한 도면 부호가 제공된다.
이제 본 발명의 특정 실시 형태를 예시하는 하기의 도면을 참조하여 본 발명이 보다 상세하게 기술될 것이다.
도 1은 제1 주 접착제 표면 (5) 및 제2 주 접착제 표면 (4)을 갖는 단일 층 접착 필름 (3)을 예시한다. 접착 필름 (3) 또한 제1 부 접착제 표면 (6) 및 제2 부 접착제 표면 (7)을 포함한다. 접착 필름 (3)은 제2 주 표면 (4)과 제1 및 제2 부 접착제 표면 (6 및 7) 사이에 모서리 (8 및 9)를 더 포함한다. 제1 및 제2 부 접착제 표면 (6 및 7)은 그들의 말단 (11 및 12)으로 아래로 연장되고, 이들은 제1 주 접착제 표면의 두 모서리에 위치된다. 접착 필름 (3)은 구조 접착제를 포함한다. 접착제의 제1 주 접착제 표면 (5)은 제1 라이너 (1)에 의해 그의 전체 폭이 덮인다. 접착 필름 (3)의 제2 주 접착제 표면 (4), 모서리 (8 및 9) 및 그의 두 개의 부 표면 (6 및 7)은 제2 라이너 (2)에 의해 완전히 덮인다. 제2 라이너 (2)는 그의 말단에서 외측으로 구부러져서, 제2 라이너 (2)의 그 외측으로 돌출되는 부분이 제1 라이너 (1)와 수평을 이루도록 한다. 구조 접착 필름 (3)의 모든 4 개의 모서리 (8, 9, 11 및 12)는 이에 따라 완전히 보호된다.
도 2는 롤 (50)을 제공하기 위하여 코어 (51) 상으로 편평하게 감긴 도 1에 도시된 바와 같은, 부착된 제1 및 제2 라이너 (1, 2)를 갖는 접착 필름 (3)의 단면도이다. 도 2는 코어 (51)에 감긴 그에 부착된 라이너 (1, 2)를 갖는 접착 테이프 (3)의 제1 층 (20)만을 도시한다. 라이너 (1,2)를 갖는 접착 필름 (3)은 엇갈려 배치된 (staggered) 방식으로 단면도의 반대 면으로 배열된다. 라이너 (1,2)를 갖는 이웃하는 접착 필름 (3)의 제2 라이너의 외측으로 면하는 부분은 본질적으로 서로 인접하여 있다.
도 3의 단면도는 도 2의 단면도와 유사하다. 이는 라이너 (1,2)를 갖는 접착 필름 (3)의 제2 층 (21)이 제1 층 (20) 상에 편평하게 감긴다는 점에서만 도 2와 상이하다.
도 4는, 그에 부착된 두 개의 라이너 (1,2)를 갖는 단일 층 접착 필름 (3)의 또 다른 실시 형태를 나타낸다. 접착 필름 (3)은 제1 부 접착제 표면 (6) 및 제2 부 접착제 표면 (7)도 포함한다. 접착 필름 (3)은 제2 주 표면 (4)과 제1 및 제2 부 접착제 표면 (6 및 7) 사이의 모서리 (8 및 9)를 추가로 포함한다. 제1 및 제2 부 접착제 표면 (6 및 7)은 제1 및 제2 주 접착제 표면 사이에서 연장된다. 필름 (3)의 제1 주 접착제 표면 (5)은 제1 라이너 (1)에 의해 그의 전체 폭이 덮인다. 제2 라이너 (2)는 제2 주 접착제 표면 (4), 제2 부 접착제 표면 (6, 7)을 완전히 덮고, 나아가 부 접착제 표면 (6, 7)의 말단을 넘어 연장되는 두 말단 부분 및 제1 접착제 표면의 두 모서리에 위치된 그의 말단 (11 및 12)을 갖는다. 이들 말단 부분은 제1 라이너의 노출된 표면 상에서 내측으로 구부러진다.
도 5는 롤 (50)을 제공하기 위하여 코어 (51) 상에 편평하게 감긴 도 4에 도시된 바와 같은, 부착된 제1 및 제2 라이너 (1,2)를 갖는 접착 필름 (3)의 단면도이다. 도 5는 코어 (51)에 감긴 그에 부착된 라이너 (1, 5)를 갖는 접착 테이프 (3)의 제1 층 (20)만을 도시한다. 라이너 (1,2)를 갖는 접착 필름 (3)은 엇갈려 배치된 방식으로 단면도의 반대 면으로 배열된다. 라이너 (1,2)를 갖는 접착 필름 (3)은, 인접하여 감긴 테이프의 부 접착제 표면 상에 배열된 제2 라이너가 본질적으로 서로 인접하도록 배열된다.
도 6의 단면도는 도 5의 단면도와 유사하다. 이는 라이너 (1,2)를 갖는 접착 테이프 (3)의 제2 층 (21)이 제1층 (20) 상에 편평하게 감긴다는 점에서만 도 5와 상이하다.
도 7은, 그에 부착된 두 개의 라이너 (1,2)를 갖는 단일 층 접착 필름 (3)의 또 다른 실시 형태를 나타낸다. 접착 필름 (3) 또한 제1 부 접착제 표면 (6) 및 제2 부 접착제 표면 (7)을 포함한다. 접착 필름 (3)은 제2 주 표면 (4)과 제1 및 제2 부 접착제 표면 (6 및 7) 사이의 모서리 (8 및 9)를 추가로 포함한다. 제1 및 제2 부 접착제 표면 (6 및 7)은 아래로 연장된다. 필름 (3)의 제1 주 접착제 표면 (5)은 제1 라이너 (1)에 의해 그의 전체 폭이 덮인다. 제2 라이너 (2)는 제2 주 접착제 표면 (4), 제2 부 접착제 표면 (6, 7) 및 제1 주 접착제 표면의 두 모서리에 위치된 그들의 말단 (11 및 12)을 완전히 덮는다.
도 8은 롤 (50)을 제공하기 위하여 코어 (51) 상으로 편평하게 감긴 도 7에 도시된 바와 같은, 부착된 제1 및 제2 라이너 (1,2)를 갖는 접착 필름 (3)의 단면도이다. 도 8은 코어 (51)에 감긴 라이너 (1, 2)를 갖는 접착 테이프 (3)의 제1 층 (20)만을 도시한다.
도 9의 단면도는 도 8의 단면도와 유사하다. 이는 라이너 (1,2)를 갖는 접착 테이프 (3)의 제2 층 (21)이 제1층 (20) 상에 편평하게 감긴다는 점에서만 도 8과 상이하다.
도 10은, 구조 접착 필름이 둘러싸이고 라미네이트된, 구조 접착 테이프의 롤의 제조 방법의 도식적 모습이다. 구조 접착 테이프 (30)는 제1 라이너 (1) 및 접착 필름 (3)을 포함한다. 이들은 제1 롤로부터 풀리고, 요구되는 폭으로 절단된다. 제2 라이너 (2)는 제2 롤 (31)로부터 풀린다. 접착 필름 (3)을 갖는 제1 라이너 및 제2 라이너 (2)는, 제2 라이너 (2)가 제2 주 접착제 표면 (4)으로 라미네이트된 라미네이션 단위 (13)로 제공된다. 테이프 (32)는 인장 감작 롤러 (14,15)를 따라 처리된 후, 비구동식 테이프 인도 롤러 블록인 아이들러 롤러 블록 (idler roller block) (16) 주위에서 처리된다. 롤러 블록은 테이프 (32)를 공정의 다음 단계로 이끈다. 구조 접착 테이프 (32)는 블록 (17,18,19)의 부분을 따라서 더욱 공정 처리되며, 여기에서 제2 라이너 (2)는 제1 라이너 (1)의 모서리 주위에서 둘러싸인다. 제2 라이너 (2)를 둘러싼 후, 구조 접착 테이프 (10)는 본질적으로 나선형 꼬임으로 코어 (50) 주위에 편평하게 감긴다.
실시예
하기 시험 방법은 상기 명세서 및/또는 하기 제공된 실시예에서 사용되었다.
시험 방법
1.
저온 유동
저온 유동은 압력을 제거하는 경우, 가역적이 아닌 실온에서 일정 압력 하에서의 테이프의 영구 변형이다. 테이프에 대한 저온 유동은 테이프 표면 및/또는 테이프 모서리 손상으로서 각각 나타난다.
일정 응력은 테이프를 롤로 감고, 그를 롤 형태로 예정된 시간 동안 실온에서 유지함으로써 적용될 수 있다. 저온 유동은, 그를 롤로 감기 전 및 그를 푼 후 각각, 테이프의 제2 주 표면을 비교함으로써 그 후 정성적으로 평가되었다. 저온 유동에 대한 정성적 테이프 시험은 다음을 포함한다:
-
감기 전 및 이후 풀림 후 각 테이프의 제2 주 표면의 폭을 비교
-
감기 전 및 이후 풀림 후 각 테이프의 제2 주 접착제 표면의 시각적 검사
-
감기 전 및 이후 풀림 후 개별적으로, 접착 테이프의 제2 부 표면 및 이들이 제1 및 제2 주 접착제 표면과 함께 형성하는 모서리 각각의 시각적 검사.
-
테이프 폭 결함은 주로, 제1 라이너 모서리 위로 연장되는 "구조 접착 필름 " 폭으로 나타나며, 이는 제1 라이너와 구조 접착 필름의 폭을 비교함으로써 확인된다. 테이프 표면 결함은 주로 공기 트랩 구멍, 필름 찢어짐, 스크래치(scratch) 및 주름으로서 나타나며, 이는 구조 접착 필름 제2 주 표면 및 제2 라이너 간의 불량한 접착 결과로서 일어난다. 구조 접착 필름 모서리는 균일하고 매끄러워야 하며, 모서리 퍼즈(fuzz)는 저온 유동 결함으로서 취급된다.
정량적 측정을 위해 15 mm의 폭을 갖는 접착 테이프를 코어 주위에서 접착 테이프의 롤로 감는다. 테이프 길이는 500 m이고, 롤 내 압력은 최대 5 N이다. 코어의 크기는 최대 400 직경이고, 감기 동안 적용된 롤의 측면 속도는 100 m/분이다. 접착 테이프를 실온에서 롤 형태로 최대 6개월의 기간 동안 저장하고, 이어서 푼다.
접착 테이프의 저온 유동 거동은, 그를 롤로 감기 전에 CD에서 접착 테이프의 제2 주 접착제 표면의 폭 w초기와, 롤로부터 그를 푼 후 CD에서 접착 테이프의 제2 주 접착제 표면의 폭 w풀림의 차이를, 그를 롤로 감기 전에 CD에서 접착 테이프의 제2 주 접착제 표면의 폭 w초기에 의해 나눈 것으로서 정량적으로 정의된다:
CF = (w초기 - w풀림)/ w초기
CF는 무차원 수로서 보고된다. MD는 기계 방향을 의미하고, 테이프의 길이의 방향에 상응한다. CD는 횡단 방향을 의미하며, MD에 대해 수직이다.
2.
생성물 밀도: 시험 방법
ASTM
D792 - 08
이들 시험 방법은 시트, 막대, 관 또는 성형품과 같은 형태의 고체 플라스틱의 비중 (상대 밀도) 및 밀도의 결정을 기술한다.
시험 방법 B
이 시험 방법은 1 내지 50 g의 질량을 갖는 원피스(one-piece) 표본을 이용하여 물 외의 액체에서 고체 플라스틱 표본을 시험하기 위하여 사용되며, 이는 물에 의한 영향받거나, 물보다 가벼운 플라스틱에 적용된다. 시험 시편은 시험 장치에 적합한 크기 및 형태를 갖는 재료의 단일 피스여야 하며, 단 그의 부피는 1 ㎤ 이상이며, 그의 표면 및 모서리는 매끄럽게 제조되어야 한다. 표본의 두께는 중량 각 1 g에 대하여 1 mm 이상일 것이다. 1 내지 5 g의 표본 질량이 편리한 것으로 발견되었다.
3.
용융 유동 속도 지수: 시험
ASTM
D1238 - 10
이 시험 방법은 압출 가소도계를 이용하여 용융된 열가소성 수지의 압출 속도의 결정을 다룬다. 특정된 예열 시간 후, 수지를 특정된 길이 및 오리피스 직경을 갖는 다이를 통하여 배럴 내에서 예정된 조건 하의 온도, 로드 및 피스톤 위치에서 압출한다.
절차 A를 사용하여 열가소성 재료의 용융 유동 속도 (MFR)를 결정하였다. 측정 단위는 재료의 그램/10 분 (g/10 분)이다. 이는 소정의 기간에 걸쳐 다이로부터 압출되는 재료 질량의 측정을 기준으로 한다. 이는 일반적으로 0.15 내지 50 g/10 분 내에 속하는 용융 유동 속도를 갖는 재료에 사용된다.
시험 방법의 표준 조건: 190℃ 및 2.16 ㎏ 중량
4.
파단 인장 강도: 시험 방법
ASTM
D882-12
이 시험 방법은 얇은 시팅 및 필름의 형태의 플라스틱의 인장 성질의 결정을 다룬다 (두께 1.0 mm (0.04 in.) 미만). 이 시험 방법에 의해 결정된 인장 성질은 제어 및 명세화 목적을 위하여 재료의 동정 및 확인을 위한 값이다.
시험 표준 조건: 시험 속도는 500 mm/분 내로 유지될 것이며, 샘플 두께는 20 μm 및 51 μm이다.
5.
취성
전이 온도: 시험 방법
ASTM
D746 - 07
이 시험 방법은 플라스틱 및 탄성중합체가 특정된 충격 조건 하에서 취성 실패(failure)를 나타내는 온도의 결정을 커버한다. 취성 온도를 결정하기 위하여, 표본을 토크 렌치(torque wrench)로 표본 홀더에 고정시킨다. 표본 홀더를 냉각된 열 전사 매질을 담은 조 내에 침지시킨다. 표본을 특정된 선 속도에서 가격한 후 검사하였다. 취성 온도는 표본의 50%가 실패하는 온도로서 정의된다.
6.
필름 두께: 시험 방법 ASTM D1005-95
이 시험 방법은 마이크로미터를 이용하여 페인트, 바니쉬, 락커, 및 관련 생성물의 건조된 필름의 필름 두께의 측정을 커버한다.
절차 B-자유 필름의 측정을 위한 정치 마이크로미터.
7.
표면 자유 에너지: 시험 방법
ASTM
D2578-09
표면 인장 (표면 자유 에너지)은 인장계 또는 모세관 상승으로 측정된다. 플라스틱의 표면 에너지는, 플라스틱 표면 상에서 알려진 표면 인장의 등급화된 일련의 증가하는 극성 액체의 접촉 각을 관찰하고, 그 후 표면 에너지의 극성 및 비-극성 성분을 결정하기 위하여 회귀 분석을 적용함으로써 간접적으로 결정되었다.
실시예 1
비스페놀 A/에피클로로히드린, (클로로메틸) 옥시란을 갖는 페놀 4,4'-(1-메틸에틸리덴)비스중합체, 공중합체 MBS, 팽창된 화산암, 1-시아노구아니딘, 메틸렌 다이페닐 비스, 2-메틸부탄을 갖는 열팽창성 마이크로캡슐, 종이로 만들어진 제1 라이너에 부착된 유리 비즈를 배합한 구조 접착 필름을 포함하는 접착 테이프를 제공하였다. 제1 라이너는 600 μm의 두께를 가졌다. 접착 테이프는 CD에서 15 mm의 폭 및 MD에서 200 m의 길이를 가졌다.
접착 테이프는, 도 2 및 도 3에 도식적으로 나타낸 바와 같이, 본질적으로 대칭 방식으로 제2 라이너를 제2 접착제 표면에 적용하여, 롤로 편평하게 감겼다. 제2 라이너의 폭은 제2 주 접착제 표면의 폭 및 제 2의 두 개의 부 접착제 표면의 폭의 합보다 크며, 도 2 및 도 3에 도식적으로 도시된 바와 같이, 제2 라이너의 초과 부분은 외측으로 각각 구부러졌다. 제2 라이너는 저밀도 폴리에틸렌 수지 라이너로 이루어지고 18 mm의 폭을 가졌다. 제2 라이너의 기타 성질은: 취성 전이 온도 -60℃, 생성물 밀도 0.918 g/㎤, 용융 유동 속도 0.9 g/10분, 파단 인장 강도 40 내지 47 MPA이다.
MD에서 약 5 내지 10 cm의 길이를 갖는 접착 테이프의 짧은 샘플을 접착 테이프로부터 절단하고, 이를 가압되지 않은 상온 조건 하에 저장하였다. 접착 테이프의 나머지는 하기 크기를 갖는 코어 상에 감았다. 편평하게 감긴 롤을 제공하는 감기 동안 CD에서 측면 속도는 100m/분이었다. 롤 내 압력은 2 N이다.
접착 테이프는 실온에서 1개월 동안 롤 형태를 유지한다.
이후, 접착 테이프를 롤에서 풀고, 풀린 접착 테이프를 그를 롤로 감기 전에 접착 테이프에서 잘라낸 접착제 샘플과, 정성적 및 정량적인 면 모두에서 비교하였다.
정량적 평가는, 롤로 감기고 다시 풀린 테이프의 제2 주 접착제 표면이 가압되지 않고 절단된 샘플의 제2 주 접착제 표면과 본질적으로 상이하지 않음을 보여주었다. 풀림에 이어 접착 테이프의 제2 주 접착제 표면은 공기 트랩 구멍, 필름 찢어짐, 스크래치 및 주름이 본질적으로 없고, 나아가 이는 매끄럽고 모서리 퍼즈를 나타내지 않았다.
정량적 평가는 상기 기재된 것과 같이 측정된 저온 유동 CF가 +/- 5 미만임을 나타내었다.
비교예 1
제2 접착제 표면이 감기 및 저장 동안 제1 및 제2 라이너 사이에서 유동할 수 있도록, 제2 라이너를 구조 접착 필름의 모서리에서 생략하였다는 차이를 갖고, 실시예 1을 반복하였다.
풀림에 이어서, 접착 테이프의 외관 및 크기는, 감기 전에 테이프로부터 절단되고 가압되지 않은 샘플의 대응 성질과 정성적 및 정량적으로 비교하였다.
정성적 평가는 테이프의 제2 주 접착제 표면이 롤로 감기고 다시 풀림을 보여주었다. 이 경우에서, 롤로 감긴 테이프는 저온 유동의 특징을 나타내었다. 롤의 외관은 제품 명세서에 따르지 않았다. 구조 접착 테이프의 주 접착제 표면은 파괴되었다. 구조 접착 테이프의 모서리는 편평하지 않았으며, 구조 접착 필름의 주 접착제 표면에서 중단이 관찰될 수 있었다.
정량적 평가는, 상기 기재된 바와 같이 측정된 저온 유동 CF가 5% 초과임을 나타내었다.
Claims (21)
- 코어(core) 주위에 감긴 양면 접착 테이프 롤(roll)로서, 상기 테이프 (10)가 제1 (5) 및 제2 주 접착제 표면 (4), 및 상기 제2 주 접착제 표면 (4)을 제공하는 구조 접착제 (3)를 포함하는 하나 이상의 접착제 층을 포함하고,
- 제1 주 접착제 표면 (5)은 제1 라이너 (1)에 의해 보호되고;
- 제2 주 접착제 표면 (4)은 제2 라이너 (2)에 의해 보호되고, 및;
- 제2 주 표면의 두 모서리 (8,9) 위로 연장되는 제2 라이너 (2)는 테이프 (10)의 제1 (5) 및 제2 부(minor) 표면 (6,7) 각각의 적어도 일부를 덮는, 양면 접착 테이프 롤. - 제1항에 있어서, 접착 테이프 (10)가 구조 접착제 (3)를 포함하는 상기 접착제 층으로 이루어져, 상기 제1 (5) 및 제2 주 접착제 표면 (4)을 제공하는 양면 접착 테이프 롤.
- 제1항 또는 제2항에 있어서, 제2 라이너 (2)가 구조 접착제 (3)를 포함하는 접착제 층의 제1 (5) 및 제2 부 표면 (4) 각각을 덮는 양면 접착 테이프 롤.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 제2 라이너 (2)가 테이프 (10)의 제1 및 제2 부 표면 (6, 7)의 각 말단을 넘어 연장되고, 상기 제1 라이너 (1) 상에서 접힌 양면 접착 테이프 롤.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 접착 테이프 (10)가 본질적으로 나선형 꼬임으로 상기 코어 주위를 편평하게 감은(level-wound) 양면 접착 테이프 롤.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 접착 테이프 (10)가 상기 코어 주위에 행성형(planetary) 롤로 감긴 양면 접착 테이프 롤.
- 제5항 또는 제6항에 있어서, 제1 (1) 및 제2 라이너 (2)를 갖는 롤 상의 상기 테이프 (10)가 200 m 이상의 길이를 갖는 양면 접착 테이프 롤.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 제1 라이너 (1)가 제1 주 접착제 표면 (5)의 폭을 초과하지 않는 폭을 갖는 양면 접착 테이프 롤.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 제1 라이너 (1)가 비-신장성인 양면 접착 테이프 롤.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 제1 라이너 (1)가 종이, 폴리에스테르 및/또는 폴리아미드로 제조된 양면 접착 테이프 롤.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 제2 라이너 (2)가 신장성인 양면 접착 테이프 롤.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 제2 라이너 (2)가 30 μm 미만의 두께 및/또는 40℃ 미만의 취성 전이 온도(brittle transition temperature)를 갖는 열가소성 필름인 양면 접착 테이프 롤.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 제2 라이너 (2)가 저밀도 폴리에틸렌 (LDPE), 선형 저밀도 폴리에틸렌 (LLDPE), 초저밀도 폴리에틸렌 (ULDPE), 증진된 폴리에틸렌 수지 (EPE), 폴리염화비닐 (PVC), 에틸렌-비닐 아세테이트 공중합체 (EVA), 신장된 폴리에틸렌, 배향된 폴리프로필렌 필름, 에틸렌/산 공중합체 (EAA), 폴리(에틸렌-빈블알코올), 및/또는 소량의 하나 이상의 C4 내지 C10 알파-올레핀 공단량체와 에틸렌의 공중합화물을 포함하는 군으로부터 선택된 재료를 포함하는 것을 특징으로 하는 양면 접착 테이프 롤.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 제2 라이너 (2)가 0.9 - 0.94 g/㎤의 밀도를 갖는 양면 접착 테이프 롤.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 제2 라이너 (2)가 6 g/10 분 이하의 용융 흐름 속도를 갖는 양면 접착 테이프 롤.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 제2 라이너 (2)가 20 MPA 초과의 파단 인장 강도를 갖는 양면 접착 테이프 롤.
- 제1항 내지 제16항 중 어느 한 항에 있어서, 제2 라이너 (2)가 20℃에서 40 mN/m 미만의 표면 자유 에너지를 갖는 양면 접착 테이프 롤.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 구조 접착제가 하나 이상의 열 활성화 에폭시 화합물 및 하나 이상의 에폭시 경화제를 포함하는 열경화성 접착제를 포함하는 것을 특징으로 하는 양면 접착 테이프 롤.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 테이프가 6 개월 이상의 유통 기한을 갖는 것을 특징으로 하는 양면 접착 테이프 롤.
- 제1 (5) 및 제2 주 접착제 표면 (4), 및 상기 제2 주 접착제 표면 (4)을 제공하는 구조 접착제 (3)를 포함하는 하나 이상의 접착제 층을 포함하는 양면 접착 테이프 (10) 롤의 제조 방법으로, 상기 방법은:
- 상기 접착 테이프 (10)를 제공하는 단계,
- 제1 라이너 (1)를 테이프 (10)의 제1 주 표면 (5)에 부착시키는 단계,
- 제2 라이너 (2)를 제2 주 표면 (4) 및 테이프 (10)의 제1 및 제2 부 표면 (6,7) 각각의 적어도 일부에 부착시키는 단계,
- 상기 테이프 (10)를 코어 주위에 감는 단계를 포함하는 방법. - 제20항에 있어서, 테이프 (10)가 코어를 비스듬하게 이동함으로써, 본질적으로 코어 주위를 나선형 꼬임으로 편평하게 감은 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13171874.4 | 2013-06-13 | ||
| EP13171874.4A EP2813556B1 (en) | 2013-06-13 | 2013-06-13 | Roll of an adhesive tape having an adhesive layer comprising a structural adhesive and its method of manufacture |
| PCT/US2014/041637 WO2014200965A1 (en) | 2013-06-13 | 2014-06-10 | Roll of an adhesive tape having an adhesive layer comprising a structural adhesive and its method of manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160019484A true KR20160019484A (ko) | 2016-02-19 |
Family
ID=48578950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167000022A KR20160019484A (ko) | 2013-06-13 | 2014-06-10 | 구조 접착제를 포함하는 접착제 층을 갖는 접착 테이프 롤 및 그의 제조 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10533118B2 (ko) |
| EP (1) | EP2813556B1 (ko) |
| JP (1) | JP6359097B2 (ko) |
| KR (1) | KR20160019484A (ko) |
| CN (1) | CN105283520B (ko) |
| BR (1) | BR112015031093A2 (ko) |
| CA (1) | CA2915276A1 (ko) |
| ES (1) | ES2556903T3 (ko) |
| MX (1) | MX2015016758A (ko) |
| WO (1) | WO2014200965A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3170657B1 (en) | 2015-11-19 | 2020-09-09 | 3M Innovative Properties Company | Multilayer structural adhesive film |
| WO2019044873A1 (ja) * | 2017-08-30 | 2019-03-07 | ユニチカ株式会社 | 離型シート |
| EP3587526B1 (en) | 2018-06-29 | 2022-02-16 | 3M Innovative Properties Company | Both sides coated automotive paint compatible liner for structural adhesive film |
| EP3587527A1 (en) | 2018-06-30 | 2020-01-01 | 3M Innovative Properties Company | Full (per)fluoro polymer liner for adhesive tapes |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4415615A (en) | 1982-01-15 | 1983-11-15 | Minnesota Mining And Manufacturing Co. | Cellular pressure-sensitive adhesive product and method of making |
| US5333439A (en) | 1992-09-22 | 1994-08-02 | Croda Apex Adhesives, Inc. | Hot-melt pressure sensitive adhesive packaging, preform, and method |
| US5848696A (en) | 1996-11-25 | 1998-12-15 | Minnesota Mining & Manufacturing Company | Wrapped material, and method and apparatus for wrapping and unwrapping such material |
| JP3952320B2 (ja) | 1997-02-27 | 2007-08-01 | 株式会社寺岡製作所 | 粘着テープ巻回積層体の側面処理方法 |
| US6076674A (en) | 1998-05-27 | 2000-06-20 | 3M Innovative Properties Company | Wrapped material, and method and apparatus for wrapping such material |
| EP1344641B1 (en) * | 2002-03-13 | 2005-11-02 | Mitsubishi Gas Chemical Company, Inc. | Oxygen-absorbing label |
| US20030183326A1 (en) | 2002-04-02 | 2003-10-02 | O'connor Lawrence | Method for manufacturing pressure sensitive adhesive tear tapes |
| JP4653970B2 (ja) | 2004-05-20 | 2011-03-16 | 三菱樹脂株式会社 | 粘着剤層の露出端面の処理方法 |
| CN101166802B (zh) * | 2005-03-03 | 2013-01-02 | 3M创新有限公司 | 可热固的粘合剂带、制品和方法 |
| JP4845614B2 (ja) * | 2006-07-06 | 2011-12-28 | 日東電工株式会社 | 剥離ライナー、粘着テープ及び粘着テープ巻回体 |
| US20080220194A1 (en) * | 2007-03-08 | 2008-09-11 | Ross Alan Spalding Burnham | Kit for adhesive products |
| JP5400357B2 (ja) * | 2008-11-13 | 2014-01-29 | 日東電工株式会社 | 粘着テープ巻回体 |
| DE102011017689A1 (de) * | 2010-08-13 | 2012-05-10 | Tesa Se | Verfahren zur Herstellung eines Klebebands mit überstehendem Liner |
| JP5437207B2 (ja) | 2010-09-13 | 2014-03-12 | 日東電工株式会社 | 両面粘着テープおよび研磨部材 |
| EP2529856B1 (en) | 2011-05-31 | 2018-04-04 | 3M Innovative Properties Company | Metal Part Assembly And Method For Making Same |
-
2013
- 2013-06-13 ES ES13171874.4T patent/ES2556903T3/es active Active
- 2013-06-13 EP EP13171874.4A patent/EP2813556B1/en not_active Not-in-force
-
2014
- 2014-06-10 BR BR112015031093A patent/BR112015031093A2/pt not_active Application Discontinuation
- 2014-06-10 CA CA2915276A patent/CA2915276A1/en not_active Abandoned
- 2014-06-10 KR KR1020167000022A patent/KR20160019484A/ko not_active Application Discontinuation
- 2014-06-10 MX MX2015016758A patent/MX2015016758A/es unknown
- 2014-06-10 WO PCT/US2014/041637 patent/WO2014200965A1/en active Application Filing
- 2014-06-10 CN CN201480032701.1A patent/CN105283520B/zh not_active Expired - Fee Related
- 2014-06-10 JP JP2016519583A patent/JP6359097B2/ja not_active Expired - Fee Related
- 2014-06-10 US US14/895,327 patent/US10533118B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| MX2015016758A (es) | 2016-04-13 |
| JP6359097B2 (ja) | 2018-07-18 |
| CA2915276A1 (en) | 2014-12-18 |
| CN105283520B (zh) | 2017-10-03 |
| JP2016526581A (ja) | 2016-09-05 |
| US10533118B2 (en) | 2020-01-14 |
| EP2813556B1 (en) | 2015-09-30 |
| CN105283520A (zh) | 2016-01-27 |
| BR112015031093A2 (pt) | 2017-07-25 |
| US20160108290A1 (en) | 2016-04-21 |
| WO2014200965A1 (en) | 2014-12-18 |
| ES2556903T3 (es) | 2016-01-20 |
| EP2813556A1 (en) | 2014-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101494025B1 (ko) | 접착제-배킹된 중합체 필름 저장 방법 및 조립체 | |
| JP4904525B2 (ja) | 表面保護フィルム | |
| KR20160019484A (ko) | 구조 접착제를 포함하는 접착제 층을 갖는 접착 테이프 롤 및 그의 제조 방법 | |
| JP6506470B2 (ja) | ポリアミド系フィルム及びその製造方法 | |
| JPH07268291A (ja) | 芯まで透明な外観を有する感圧接着剤テープロールの製造法 | |
| WO2016098821A1 (ja) | ポリアミド系フィルム及びその製造方法 | |
| ES2256248T3 (es) | Procedimiento para fabricar un producto de varias capas mediante co-extrusion. | |
| JP5297246B2 (ja) | 表面保護フィルム | |
| KR102518124B1 (ko) | 미소구체 처리된 에지가 구비된 웨브 권취 롤 및 이의 제조 방법 | |
| WO2014208710A1 (ja) | 積層体およびその製造方法 | |
| JP6841484B2 (ja) | ポリアミド系フィルム及びその製造方法 | |
| KR102363884B1 (ko) | 복층 필름 및 권회체 | |
| KR0126251B1 (ko) | 감압성 점착 테이프 또는 시이트 | |
| US20230028583A1 (en) | Protective polyamide film for tape measures | |
| JP2011016859A (ja) | シート状粘着組成物、及びそれを有する粘着シート | |
| KR20120022141A (ko) | 자동차 도막 보호필름용 이형필름 | |
| KR101099461B1 (ko) | 보호필름 | |
| JPWO2019131865A1 (ja) | セパレーター、及びセパレーター付き粘着テープ又はシート | |
| JPH09111210A (ja) | 自動車塗膜保護用粘着シート | |
| JP2001097640A (ja) | 巻き取り軸芯用紙管及びロール状巻き物 | |
| JP2021181175A (ja) | 積層体、およびそれを用いた薄膜フィルムの製造方法 | |
| JP2002132160A (ja) | ストレッチラベル用チューブ体 | |
| JP2013159473A (ja) | ポリエステルフィルムロールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |