KR20140010033A - 공압을 이용한 파우더 이송장치 및 이의 세정 방법 - Google Patents
공압을 이용한 파우더 이송장치 및 이의 세정 방법 Download PDFInfo
- Publication number
- KR20140010033A KR20140010033A KR1020137021350A KR20137021350A KR20140010033A KR 20140010033 A KR20140010033 A KR 20140010033A KR 1020137021350 A KR1020137021350 A KR 1020137021350A KR 20137021350 A KR20137021350 A KR 20137021350A KR 20140010033 A KR20140010033 A KR 20140010033A
- Authority
- KR
- South Korea
- Prior art keywords
- powder
- gas
- injector
- transfer
- conveying
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
- B65G45/22—Cleaning devices comprising fluid applying means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
- B05B12/081—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to the weight of a reservoir or container for liquid or other fluent material; responsive to level or volume of liquid or other fluent material in a reservoir or container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
- B05B15/55—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
- B05B7/1472—Powder extracted from a powder container in a direction substantially opposite to gravity by a suction device dipped into the powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/34—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/34—Details
- B65G53/40—Feeding or discharging devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/149—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet characterised by colour change manifolds or valves therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1683—Arrangements for supplying liquids or other fluent material specially adapted for particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/04—Conveying materials in bulk pneumatically through pipes or tubes; Air slides
- B65G53/06—Gas pressure systems operating without fluidisation of the materials
- B65G53/10—Gas pressure systems operating without fluidisation of the materials with pneumatic injection of the materials by the propelling gas
- B65G53/14—Gas pressure systems operating without fluidisation of the materials with pneumatic injection of the materials by the propelling gas the gas flow inducing feed of the materials by suction effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/34—Details
- B65G53/40—Feeding or discharging devices
- B65G53/42—Nozzles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Nozzles (AREA)
- Air Transport Of Granular Materials (AREA)
- Cleaning In General (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Electrostatic Spraying Apparatus (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
공압을 이용한 파우더 이송장치 및 이의 세정 방법에서, 상기 파우더 이송장치(110)는 이송가스 연결부(93) 및 계량가스 연결부(94)를 포함하는 인젝터(111), 및 상기 인젝터(111)에 연결된 파우더 흡입 채널(100)을 포함한다. 상기 파우더 흡입 채널(110)이 상기 파우더 이송장치(110)의 세정 모드에서 효과적으로 세정되기 위해, 퍼지가스 라인(103)에 연결된 퍼지가스 연결부(91)가 상기 인젝터(111)의 부압부 및 상기 파우더 흡입 채널(100)의 파우더 흡입 개구부(36) 사이에 배치되어 필요시 퍼지가스 또는 퍼지공기를 공급한다. 나아가, 상기 퍼지가스 연결부(91)의 차단부재(92)는 상기 퍼지가스가 상기 파우더 흡입 채널(100)의 파우더 흡입 개구부(36)로부터 새어나가는 것을 방지한다.
Description
본 발명은 공압 파우더 이송장치 및 상기 파우더 이송장치의 세정 방법에 관한 것으로, 더욱 상세하게는 공압을 이용한 파우더, 파우더 물질 또는 코팅 파우더의 이송장치 및 상기 이송 장치의 세정 방법에 관한 것이다.
공압을 이용하여 파우더 수용기로부터 분사 장치까지 코팅파우더를 이송하는 인젝터는 코팅 기술과 같이 이론적으로 잘 알려져 있다. 상기 인젝터를 통해 공압을 이용하여 코팅 파우더가 이송되는 분사 장치는 수동 작동형 총기(gun) 타입이거나 자동 작동형 분사 타입일 수 있다. 상기 분사 장치 또는 종래의 분사 방법은 미국특허 US 3,521,815A, US 4,802,625A, US 4,788,933A 등의 문헌에 다양하게 개시되고 있다.
상기 문헌들 중 마지막 두 개의 문헌들은 코팅 파우더의 정전(electrostatic) 충전용 전극을 통해 가스가 공급되어 전극을 세정하고 파우더에 의한 오염을 제거하는 세정가스가 공급되는 분사 장치 및 파우더-가스 흐름 기술을 개시하고 있다. 이 때, 상기 전극의 고전압은 상기 분사 장치에 포함된 고전압 발생기 또는 외부 고전압 발생기에 의해 공지된 방법으로 발생될 수 있다. 또한, 상기 고전압 발생기의 고전압은 상기 전극들 사이에 정전계(electrostatic field)를 형성하여 코팅 장치로부터 코팅의 대상인 코팅물로 코팅 파우더의 입자들이 이동하여 코팅될 수 있다.
특히, 파우더-공기 혼합물이 일정한 유로(stream)로 이송되기 위해, 파우더 이송 통로와 같은 유로에서의 공기의 속도는 10 내지 15m/s의 범위이어야 한다. 상기 속도보다 낮은 경우, 파우더 이송이 불규칙해져 파우더-공기 혼합물의 펄스가 분사 장치의 파우더 출구까지 연장되는 문제가 발생한다. 반면, 상기 속도보다 높은 경우, 코팅물 상에 위치한 파우더가 재차 날라가 코팅물 상의 코팅 파우더의 정전 충전량이 상당량 손상되는 문제가 발생한다.
상기 분사 장치로 공급되는 파우더의 양은 코팅 공정상의 필요에 의해 증가되거나 감소되어야 한다. 단위 시간당 공급되는 파우더의 양은 실질적으로 약 300 g/min이다. 단위 시간당 공급되는 파우더의 양이 감소되면, 인젝터로 공급되는 이송공기의 압력이 우선 감소된다. 이는 유로에서의 이송공기의 흐름을 저하시키지만, 공기의 총량은 너무 낮거나 최대값을 초과하지는 않아야 한다. 따라서, 공기의 양에서의 저하를 보상하기 위해, 즉, 공기의 속도를 적어도 10m/s를 유지하기 위해, 저하되는 파우더의 충전량을 유지하면서 더 많은 계량 공기가 상기 인젝터로 공급되어야 한다. 이 경우, 이미 알려진 상기 인젝터의 기능은 다음과 같다.
이송공기는 인젝터의 내부에서 부압(negative pressure)을 형성하여 코팅 파우더가 파우더 수용기로부터 흡입되어 이송공기에 의해 운반되어 유로를 통해 상기 분사 장치로 공급된다. 이 경우, 압력을 변경하여 이송공기의 양, 단위 시간당 이송되는 코팅 파우더의 양이 설정된다. 이송률은 상기 이송공기에 의해 상기 인젝터 내부에 형성된 부압에 따라 결정되지만, 계량공기를 상기 인젝터의 부압부에 인입하여 상기 이송공기의 양이 조절될 수 있으므로, 이송이 필요한 파우더의 양에 대응되는 부압을 변화시킬 수 있다. 즉, 이송되는 파우더의 양은 이송공기의 양이 아닌 이송공기에서 계량공기를 뺀 차이 값에 따라 결정된다. 다만, 앞서 설명한 바와 같이, 코팅 파우더를 이송하기 위한 공기의 총량은 각 코팅 공정에 대하여는 항상 일정하게 유지되어야 한다.
파우더 펌프 기능을 가져 공압으로 코팅 파우더를 분사 장치로 공급하는 적어도 하나의 인젝터를 포함한, 공압을 이용한 파우더 이송장치는, 특히 파우더 수용기에 수납된 신규 코팅 파우더(이하, '신(新)규 파우더'라 한다) 및 재생코팅 파우더(이하, '재생파우더'라 한다)가 분사 장치로 공급되어 코팅물에 파우더를 코팅하는 정전 스프레이 코팅에 사용되는 파우더 코팅 장치로 파우더를 공급하기 위해 적합하다. 이미 설명한 바와 같이, 상기 분사 장치는, 예를 들어 손에 쥘수 있는 총기형태이거나 자동 총기형태일 수 있다.
한편, 필요에 따라 신규 파우더는 공급부 수용기로부터 신규 파우더 라인을 통해 상기 파우더 수용기로 공급되는데, 이 경우 상기 파우더 공급부는 신규 파우더를 파우더 사용자에게 공급한다.
상기 공급부 수용기에서, 상기 파우더는 덩어리(compact mass) 형태이지만, 상기 파우더 수용기에서 상기 코팅 파우더는 유동상태로, 공압 파우더 이송장치의 적어도 하나의 인젝터의 흡입에 의해 흡입되어 압축 공기의 유로를 따라 분사 장치로 공급된다. 파우더 공급 장치는, 공압에 의해 다른 파우더 수용기 또는 파우더 분사 장치로 용이하게 이송되도록 상기 파우더 수용기에서 유동상태로 존재하는 코팅파우더를 저장하는 파우더 챔버인 파우더 수용기를 포함한다. 이미 설명한 바와 같이, 상기 파우더 분사 장치는 수동 또는 자동으로 동작되며, 분사 노즐 또는 회전 분무기를 포함할 수 있다.
이에, 본 발명의 기술적 과제는 이러한 점에서 착안된 것으로 본 발명의 목적은 공압을 이용한 파우더 이송장치에 관한 것이다. 특히, 파우더를 교환하거나 색깔을 변경하는 경우 이전 파우더의 입자들 중 극히 일부라도 남는다면 이후 코팅 공정의 불량을 야기하므로 매우 청결한 세정이 가능하며, 나아가, 파우더의 변경을 단순한 방법으로 빨리 수행하는 것이 가능한 파우더 이송장치에 관한 것이다.
본 발명의 다른 목적은 상기 파우더 이송장치를 포함한 파우더 공급 장치에 관한 것이다.
본 발명의 또 다른 목적은 상기 파우더 이송장치의 세정방법에 관한 것이다.
상기한 본 발명의 목적을 실현하기 위한 일 실시예에 따른 파우더 이송 장치는 공압을 이용하여 파우더, 파우더 물질 또는 코팅 파우더(42)를 이송하며, 상기 파우더 이송 장치는 적어도 하나의 인젝터(111) 및 파우더 흡입 채널(100)을 포함하며, 상기 인젝터(111)는 퍼지(purge)가스 연결부(91) 및 차단부재(92)를 포함한다. 상기 적어도 하나의 인젝터(111)는 이송가스 라인(101)에 연결되어 이송가스나 이송공기의 공급을 조절하는 이송가스 연결부(93), 및 계량가스 라인(102)에 연결되어 계량가스나 계량공기의 공급을 조절하는 계량가스 연결부(94)를 포함하며, 상기 이송가스나 상기 이송공기가 공급되어 내부에 부압(negative pressure)부가 형성된다. 상기 파우더 흡입 채널(100)은 상기 인젝터(111)에 연결되며, 파우더 흡입부(100a)에서 이송될 상기 코팅 파우더(42)를 흡입하는 파우더 흡입 개구부(36)를 포함한다. 상기 퍼지가스 연결부(91)는 퍼지가스 라인(103)에 연결되고, 상기 인젝터(111)의 상기 부압부와 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 사이에서 필요에 따라 퍼지가스나 퍼지공기를 공급한다. 상기 차단부재(92)는 상기 퍼지가스 연결부(91)에서, 상기 퍼지가스 연결부(91) 및 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)의 사이에서 상기 퍼지가스가 상기 파우더 흡입 개구부(36)로부터 새어나가는 것을 방지한다.
일 실시예에서, 상기 인젝터(111)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)를 통해 흡입된 상기 코팅 파우더(42)가 상기 인젝터(111)로 공급되는 파우더 입력부(114)를 포함할 수 있다. 상기 차단부재(92)와 상기 퍼지가스 연결부(91)는 상기 인젝터(111)의 상기 파우더 입력부(114)와 상기 파우더 흡입 채널(100)의 파우더 배출부(100b) 사이에 배치될 수 있다.
일 실시예에서, 상기 퍼지가스 연결부(91)와 상기 차단부재(92)는 상기 인젝터(111)의 상기 파우더 입력부(114)에 풀릴수 있도록 결합된 서브어셈블리(subassembly)(90)를 형성할 수 있다.
일 실시예에서, 상기 차단부재(92)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 방향으로 상기 퍼지가스 연결부(91)의 가스 공급을 차단하는 일방향 역류방지 밸브일 수 있다. 상기 차단부재(92)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 방향으로 상기 퍼지가스 연결부(91)의 가스 공급을, 필요시 차단하는 핀치밸브(pinch valve)와 같은 활성 밸브일 수 있다.
일 실시예에서, 상기 이송가스 연결부(93)는 상기 인젝터(111)로부터 상기 이송가스 연결부(93)와 연결된 상기 이송가스 라인(101)으로의 가스 공급을 차단하는 일방향 역류방지 밸브인 차단부재(95)를 포함할 수 있다. 상기 계량가스 연결부(94)는 상기 인젝터(111)로부터 상기 계량가스 연결부(94)와 연결된 상기 계량가스 라인(102)으로의 가스 공급을 차단하는 일방향 역류방지 밸브인 차단부재(96)를 포함할 수 있다.
일 실시예에서, 상기 이송가스 라인(101)은 상기 이송가스 연결부(93)와 연결되고, 상기 이송가스 연결부(93)로 단위 시간별 이송가스의 양을 최대로 설정하는 제1 가변 압력설정부(M1)에 연결될 수 있다. 상기 계량가스 라인(102)은 상기 계량가스 연결부(94)와 연결되고, 상기 계량가스 연결부(94)로 단위 시간별 계량가스의 양을 최대로 설정하는 제2 가변 압력설정부(M2)에 연결될 수 있다.
일 실시예에서, 상기 퍼지가스 라인(103)에 연결되고 제어부(25)에 의해 제어되어 상기 파우더 이송장치(110)의 세정모드에서 퍼지가스를 펄스방식으로 상기 퍼지가스 연결부(91)에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V2)를 더 포함할 수 있다.
일 실시예에서, 상기 이송가스 라인(100) 및/또는 상기 계량가스 라인(102)에 연결되고 상기 제어부(25)에 의해 제어되어 상기 파우더 이송장치(110)의 세정모드에서 이송가스 또는 계량가스를 펄스방식으로 상기 이송가스 연결부(93) 및/또는 상기 계량가스 연결부(94)에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V1)를 더 포함할 수 있다.
일 실시예에서, 유동가스 라인(105)에 연결되고 상기 퍼지가스 연결부(91)의 차단부재(92)와 파우더 흡입 채널(100)의 파우더 흡입 개구부(36) 사이에 배치되어, 필요시 유동가스나 유동공기를 파우더 흡입 채널(100)로 공급하는 유동가스 연결부(97)를 더 포함할 수 있다.
일 실시예에서, 상기 유동가스 연결부(97)는 상기 파우더 흡입 채널(100)의 파우더 배출부(100b)에 위치할 수 있다.
일 실시예에서, 상기 적어도 하나의 인젝터(111)는 상기 이송가스 연결부(93)에 의해 공급되는 이송가스가 통과하여 인입부에 상기 부압부가 형성되는 노즐 배열부(7)를 포함할 수 있다. 상기 계량가스 연결부(94)에 의해 공급되는 계량가스는 상기 부압부로 안내되어 단위 시간당 공급되는 파우더, 파우더 물질 또는 코팅 파우더(42)의 양을 설정할 수 있다.
일 실시예에서, 상기 인젝터(111)는 상기 파우더 이송 방향으로 상기 부압부의 하류에 연결되며 파우더 라인(38)을 통해 분사부(40)와 연결되는 분사-인입 노즐(112)을 포함할 수 있다.
상기한 본 발명의 다른 목적을 실현하기 위한 일 실시예에 따른 파우더 공급장치는 파우더 코팅 장치(1)용으로, 상기한 적어도 하나의 파우더 이송 장치(110) 및 적어도 하나의 파우더 수용기(24)를 포함한다. 상기 적어도 하나의 파우더 수용기(24)는 코팅 파우더(42)용 파우더 챔버(22)를 포함한다. 상기 파우더 이송 장치(110)의 적어도 하나의 인젝터(111)에 연결된 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)는 상기 파우더 챔버(22)로 확장될 수 있다.
일 실시예에서, 상기 파우더 이송 장치(110)의 적어도 하나의 인젝터(111)는 상기 파우더 챔버(22) 내의 파우더의 가장 높은 위치보다 높은 위치에 배치될 수 있다. 상기 파우더 흡입 채널(100)은 상기 파우더 수용기(24)의 측벽(24-2, 24-4)의 내부에 형성될 수 있다. 상기 파우더 흡입 채널(100)은 상기 파우더 챔버(22)로 돌출된 파우더 튜브(70')의 내부에 형성될 수 있다.
상기한 본 발명의 또 다른 목적을 실현하기 위한 일 실시예에 따른 파우더 이송장치의 세정 방법에서, 상기 파우더 이송장치(110)는 이송가스 연결부(93), 계량가스 연결부(94) 및 퍼지가스 연결부(91)를 포함하는 적어도 하나의 인젝터(111)를 갖는 공압을 이용하며, 상기 세정 방법은 a) 상기 인젝터(111)의 계량가스 연결부(94)를 통해 계량가스 또는 계량공기를 지속적으로 공급하고(공급하거나), 상기 인젝터(111)의 이송가스 연결부(93)를 통해 이송가스 또는 이송공기를 지속적으로 공급하여, 기 설정된 시간동안 상기 인젝터(111)에 연결된 파우더 라인(38)을 비우는 단계, b) 상기 기 설정된 시간의 경과 후, 상기 인젝터(111)의 퍼지 가스 연결부(91)를 통해 퍼지가스를 펄스 공급하는 단계, 및 c) 상기 계량가스 연결부(94) 및/또는 상기 이송가스 연결부(93)를 통해 계량가스 및/또는 이송가스를 펄스 공급하는 단계를 포함한다.
일 실시예에서, 상기 파우더 라인(38)에 의해 상기 인젝터(111)에 연결된 분사부(40)에 배열된 트리거(trigger)의 수동 동작으로 시작될 수 있다.
일 실시예에서, 상기 b) 및 c) 단계는 동시에 수행될 수 있다.
일 실시예에서, 상기 퍼지가스의 펄스 공급, 및 상기 계량가스 및/또는 상기 이송가스의 펄스 공급은 상기 b) 및 c) 단계와 일치하도록 수행될 수 있다.
일 실시예에서, 상기 b) 및 c) 단계에서 상기 퍼지가스가 공급되는 펄스의 길이와 상기 계량가스 및/또는 상기 이송가스가 공급되는 펄스의 길이는 서로 다를 수 있다. 상기 퍼지가스가 공급되는 펄스의 길이가 상기 계량가스 및/또는 상기 이송가스가 공급되는 펄스의 길이보다 길 수 있다.
일 실시예에서, 상기 b) 및 c) 단계는 상기 퍼지가스 및 상기 계량가스 및/또는 상기 이송가스가 공급되는 주파수가 서로 다른 적어도 두 개의 위상으로 구분될 수 있다.
일 실시예에서, d) 상기 파우더 라인(38)을 통해 상기 인젝터(111)와 연결된 분사부(40)로 전극 퍼지가스를 펄스 공급하는 단계를 더 포함할 수 있다.
일 실시예에서, 선택에 의해 자동으로 수행될 수 있다.
본 발명의 실시예들에 의하면, 파우더의 변경을 상대적으로 단순한 방법으로 빨리할 수 있다.
구체적으로, 차단부재와 함께 퍼지가스 연결부는 세정 모드에서, 퍼지가스나 퍼지공기를 추가로 시스템 내부로 공급할 수 있어 공압 파우더 이송 장치 및 상기 파우더 이송 장치의 적어도 하나의 인젝터에 연결된 파우더 라인을 연속적이고 효과적으로 세정할 수 있다.
특히, 추가적인 퍼지가스 연결부를 포함하지 않은 종래의 파우더 공급 장치에서는, 세정 모드에서, 계량가스 연결부 및 이송가스 연결부를 통해 압축 공기만 제공하므로 제공되는 공기의 양이 충분하지 않은 문제가 발생하여 공압 파우더 이송장치, 특히 파우더 이송 장치의 인젝터에 연결된 파우더 라인에 파우더가 잔류하는 문제가 야기되었다. 따라서, 본 실시예에 의해 추가적인 퍼지가스 연결부를 통해 많은 양의 가스가 단위 시간당 공급되고, 퍼지 가스 연결부와 파우더 흡입 개구부 사이에 차단부재가 위치하여 공급되는 퍼지가스가 새는 것을 방지하므로 상기 인젝터 및 인젝터와 연결되는 파우더 라인들의 잔류 파우더를 효과적으로 제거할 수 있다.
이와 같이, 충분하게 많은 양의 퍼지가스가 인젝터 및 인젝터에 연결될 수 있는 파우더 라인에 공급되므로, 가교현상(bridge formation)이나 대기중의 습기에 의한 호스 접착(hose additions)을 제거하는데 특히 효과가 있다. 종래 기술들에 의하더라도 분사부를 통해 인젝터나 파우더 라인의 세정을 위해 30 scm(standard cubic meter)의 가스를 공급하여 잔류한 파우더를 제거하는 것은 어려운 문제였으나, 상기 본 실시예를 통해 잔류 파우더 제거의 효과를 향상시킬 수 있다.
또한, 퍼지가스 연결부와 차단부재가 서브 어셈블리를 형성하므로, 기 존재하는 인젝터에 재결합될 수 있어, 종래의 인젝터가 사용되는 공압 파우더 이송 장치에 본 실시예에 의한 서브 어셈블리가 장착되어 사용될 수 있다.
또한, 상기 서브 어셈블리가 파우더 입력부에 풀릴 수 있도록 결합되므로, 공압 파우더 이송 장치의 세정모드에서, 파우더 흡입 채널과 인젝터 및 분사부가 서로 분리되어 세정될 수 있으며, 이를 통해 제품의 유연성, 교환성 및 세정 모드의 소요시간을 줄일 수 있다.
또한, 차단부재가 활성 밸브(특히, 핀치밸브)이므로, 퍼지가스가 퍼지가스 연결부를 통해 시스템으로 인입될 수 있으며, 이렇게 인입된 퍼지가스는 활성 밸브가 차단된 경우 분사부와 함께 인젝터 및 인젝터에 연결되는 파우더 라인을 퍼지할 뿐만 아니라, 활성 밸브가 개방된 경우 파우더 흡입 채널을 퍼지하거나 연속적으로 세정할 수 있다.
또한, 상기 차단부재가 활성 밸브로 구성되는 것과 달리, 상기 차단부재가 퍼지가스 연결부로부터 파우더 흡입 채널의 파우더 흡입 개구부 방향으로 가스가 유동하는 것을 차단하는 일방향 역류방지 밸브로 구성될 수 있으며, 이 경우, 상기 퍼지가스 연결부를 통해 시스템으로 인입된 퍼지가스가 상기 인젝터 흡입부의 방향으로 흐르지 않도록 하는 효과를 가져올 수 있다.
즉, 적어도 하나의 인젝터의 이송가스 연결부와 계량가스 연결부가 각각 차단 부재, 특히 일방향 역류방지 밸브를 포함하는 경우, 세정모드에서 시스템으로 인입된 퍼지가스가 계량가스 연결부나 이송가스 연결부에 의해 이와 연결된 가스 라인들로 연속적으로 새어나가는 것을 방지할 수 있는 장점을 가진다. 이와 달리, 상기 일방향 역류방지 밸브 대신, 계량가스 연결부나 이송가스 연결부에 포함된 차단 부재로서 활성 밸브도 가능할 수 있다.
한편, 인젝터로 공급되는 가스가 펄스 방식인 경우 공압 파우더 이송 장치의 세정 효과가 향상될 수 있다. 이는, 인젝터나 파우더 라인의 내벽에 부착된 파우더 입자들이 특히 효과적으로 떨어질 수 있기 때문이다. 따라서, 시스템으로 공급되는 퍼지가스가 연속적인 유로(stream)를 형성하는 경우 경우에 따라 인젝터나 파우더 라인의 내벽에 부착된 파우더 입자들이 제거되지 않을 수 있다.
따라서, 본 실시예에서는, 퍼지가스가 펄스방식으로 공급되고, 특히 펄스방식으로 퍼지가스를 공급하기 위해 퍼지가스 라인에 연결된 2/2-way 스프링 작동 밸브를 더 포함한다. 또한, 상기 이송가스 라인(100) 및/또는 상기 계량가스 라인에 연결되고 상기 제어부에 의해 제어되어 상기 파우더 이송장치의 세정모드에서 이송가스 또는 계량가스를 펄스방식으로 상기 이송가스 연결부 및/또는 상기 계량가스 연결부에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V1)를 더 포함한다. 이 경우, 활성 밸브가 이송가스 라인 및 계량가스 라인에 각각 설치되거나, 이송가스 라인 및 계량가스 라인에 모두 적용되는 공통 활성 밸브가 설치될 수 있다. 이 때, 상기 공통 활성 밸브는 이송 가스 라인 및 계량 가스라인이 확장되는 압축가스 라인 시스템에 위치할 수 있다.
또한, 상기 파우더 이송 장치는 코팅 파우더용 파우더 챔버와 함께 파우더 코팅 장치용 파우더 공급 장치에 유용할 수 있다.
또한, 계량가스 또는 계량공기를 지속적으로 공급하고(공급하거나), 이송가스 또는 이송공기를 지속적으로 공급하여, 기 설정된 시간동안 정확하게 파우더 라인을 비울 수 있으며, 인젝터에 연결된 파우더 라인의 길이에 따라 계량가스 및/또는 이송가스의 연속 공급시간을 1초 내지 3초의 사이에서 필요에 따라 조절이 가능하다. 이와 같이, 파우더 라인이 비워지면, 퍼지 가스를 펄스 공급하고, 이와 동시에(또는 이후에), 계량가스 및/또는 이송가스를 펄스 공급한다.
이와 같이, 퍼지가스와 계량가스 및/또는 이송가스를 동시에 펄스 공급하면, 특정 위치에 퍼지가스와 계량가스 및/또는 이송가스가 각각 인입되어, 시스템의 세정 효과가 향상될 수 있다. 또한, 상기 펄스 공급을 통해, 펄스가 서로 다른 위상을 갖는 경우, 세정 효과를 더욱 향상시킬 수 있다.
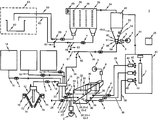
도 1은 본 발명의 일 실시예에 의한 공압 파우더 이송 장치가 사용되는 파우더 공급 장치를 포함하는 파우더 코팅 장치를 나타낸 시스템도이다.
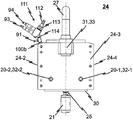
도 2a는 도 1의 파우더 이송 장치가 사용되는 파우더 공급 장치에서 파우더 수용기를 나타낸 단면도이다.
도 2b는 도 2a의 파우더 수용기의 일 면을 나타낸 측면도이다.
도 3a는 도 1의 파우더 이송 장치를 나타낸 측면도이다.
도 3b는 도 3a의 파우더 이송 장치의 상부를 도시한 사시도이다.
도 4는 도 1의 파우더 이송 장치의 공압 회로도이다.
도 5는 도 1의 파우더 이송 장치에서 자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다.
도 6은 도 1의 파우더 이송 장치에서 준자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다.
도 2a는 도 1의 파우더 이송 장치가 사용되는 파우더 공급 장치에서 파우더 수용기를 나타낸 단면도이다.
도 2b는 도 2a의 파우더 수용기의 일 면을 나타낸 측면도이다.
도 3a는 도 1의 파우더 이송 장치를 나타낸 측면도이다.
도 3b는 도 3a의 파우더 이송 장치의 상부를 도시한 사시도이다.
도 4는 도 1의 파우더 이송 장치의 공압 회로도이다.
도 5는 도 1의 파우더 이송 장치에서 자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다.
도 6은 도 1의 파우더 이송 장치에서 준자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다.
본 발명은 다양한 변경을 가할 수 있고 여러 가지 형태를 가질 수 있는 바, 실시예들을 본문에 상세하게 설명하고자 한다. 그러나 이는 본 발명을 특정한 개시 형태에 대해 한정하려는 것이 아니며, 본 발명의 사상 및 기술 범위에 포함되는 모든 변경, 균등물 내지 대체물을 포함하는 것으로 이해되어야 한다. 각 도면을 설명하면서 유사한 참조부호를 유사한 구성요소에 대해 사용하였다. 제1, 제2 등의 용어는 다양한 구성요소들을 설명하는데 사용될 수 있지만, 상기 구성요소들은 상기 용어들에 의해 한정되어서는 안 된다. 상기 용어들은 하나의 구성요소를 다른 구성요소로부터 구별하는 목적으로만 사용된다. 본 출원에서 사용한 용어는 단지 특정한 실시예를 설명하기 위해 사용된 것으로, 본 발명을 한정하려는 의도가 아니다. 단수의 표현은 문맥상 명백하게 다르게 뜻하지 않는 한, 복수의 표현을 포함한다. 본 출원에서, "포함하다" 또는 "이루어진다" 등의 용어는 명세서상에 기재된 특징, 숫자, 단계, 동작, 구성요소, 부분품 또는 이들을 조합한 것이 존재함을 지정하려는 것이지, 하나 또는 그 이상의 다른 특징들이나 숫자, 단계, 동작, 구성요소, 부분품 또는 이들을 조합한 것들의 존재 또는 부가 가능성을 미리 배제하지 않는 것으로 이해되어야 한다.
다르게 정의되지 않는 한, 기술적이거나 과학적인 용어를 포함해서 여기서 사용되는 모든 용어들은 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자에 의해 일반적으로 이해되는 것과 동일한 의미를 가지고 있다. 일반적으로 사용되는 사전에 정의되어 있는 것과 같은 용어들은 관련 기술의 문맥 상 가지는 의미와 일치하는 의미를 가지는 것으로 해석되어야 하며, 본 출원에서 명백하게 정의하지 않는 한, 이상적이거나 과도하게 형식적인 의미로 해석되지 않는다.
이하, 첨부한 도면들을 참조하여, 본 발명의 바람직한 실시예를 보다 상세하게 설명하고자 한다.
도 1은 본 발명의 일 실시예에 의한 공압 파우더 이송 장치가 사용되는 파우더 공급 장치를 포함하는 파우더 코팅 장치를 나타낸 시스템도이다.
도 1을 참조하면, 상기 파우더 코팅 장치(1)는 코팅 파우더로 코팅물(2)을 분사(spray) 코팅한다. 도 1에서는 상기 코팅물(2)에 대한 가열 챔버를 별도로 도시하지는 않았으며, 전자 제어 장치들(35)이 상기 파우더 코팅 장치(1)의 제어를 위해 추가될 수 있다.
파우더 펌프(4)는 코팅 파우더를 공압으로 이송한다. 상기 파우더 펌프(4)는 이송 공기인 압축 공기에 의해 파우더 수용기로부터 유출된 코팅 파우더가 인입되는 인젝터일 수 있다. 이 후, 이송 공기 및 코팅 파우더는 섞여 수용기나 분사부로 공급된다.
이와 관련한 인젝터에 대하여는 EP 0 412 289 B1 문헌에 개시된다.
상기 파우더 펌프(4)는 차례로 압축공기를 통해 파우더 챔버에 저장된 파우더의 일부를 이송한다. 상기 압축공기는 뒤에서 상기 파우더의 일부를 밀어 이송한다. 압축공기가 저장된 파우더 일부를 밀어 플러그와 같은 펌프의 출구 라인으로 이송시키는, 상기 타입의 펌프를 압축공기 유동식 펌프 도는 플러그(plug) 이송식 펌프라고 한다. 상기와 같은 타입으로 코팅 파우더를 이송하는 다양한 펌프 형태들은 DE 103 53 968 A1, US 6,508,610 B2, US 2006/0193704 A1, DE 101 45 448 A1, WO 2005/051549 A1 등의 문헌에 개시되고 있다.
압축 공기원(6)이 압력 제어부나 밸브와 같은 압력설정 부재(8)에 의해 다양한 장치들과 연결되도록 배치되며, 이를 통해 코팅 파우더의 공압 이송을 위한 압축 공기가 생성되거나 코팅 파우더의 유동화가 가능하게 된다.
신규 파우더는 신규 파우더 라인(16, 18)의 파우더 펌프(4)에 의해 공급부 수용기로부터 차폐부(10)로 공급되며, 상기 공급부 수용기는 예를 들어, 작은 수용기(12)로, 치수가 안정적인 형태의 수용기로, 10 내지 50kg 혹은 35kg의 파우더를 수용할 수 있는 자루(sack)일 수 있다. 이와 달리, 상기 공급부 수용기는, 예를 들어, 큰 수용기(14)로, 100 내지 1,000kg의 파우더를 수용할 수 있는 치수가 안정적인 수용기나 자루일 수 있다. 상기 차폐부(10)는 진동부(11)를 포함한다.
한편, 이하에서, 특별한 추가 설명이 없는 이상, '작은 수용기' 및 '큰 수용기' 각각은 '치수가 안정적인 수용기' 및 '치수가 불안정한 유연성 자루'를 모두 의미할 수 있다.
상기 차폐부(10)에 의해 차폐된 상기 코팅 파우더는 중력 또는 파우더 펌프(4)에 의해 이송되어, 파우더 인입 개구부(26, 26')로 연결된 적어도 하나의 파우더 공급 라인(20, 20')을 통해 치수가 안정적인 파우더 수용기(24)의 파우더 챔버(22)로 이송된다. 상기 파우더 챔버(22)의 용량은 상기 작은 신규 파우더 수용기(12)의 용량보다 훨씬 작을 수 있다.
상기 파우더 펌프(4)는 압축공기 이송식 펌프일 수 있으며, 파우더 공급 라인(20)의 초기부는 상기 차폐부(10)에 의해 차폐되는 파우더가 핀치 밸브와 같은 밸브를 통해 낙하하여 인입되는 펌프 챔버의 역할을 할 수 있다. 상기 펌프 챔버가 일정량의 파우더를 포함하는 경우, 상기 차폐부(10)의 밸브를 차단하여 상기 파우더 공급 라인(20)이 격리(isolation)될 수 있다. 이 후, 상기 파우더의 일부는 파우더 공급 라인(20, 20')을 통해 압축 공기에 의해 상기 파우더 챔버(22)로 인입될 수 있다.
상기 파우더 펌프(4)는 인젝터일 수 있으며, 상기 파우더 수용기(24)의 적어도 하나의 파우더 흡입 개구부(36)에 연결되어, 파우더 라인(38)을 통해 분사부(40)로 코팅 파우더를 이송한다. 상기 분사부(40)는 코팅룸(43)에 위치하여 스프레이 노즐 또는 회전 분무기 형태로, 코팅 파우더(42)를 코팅될 코팅물(2) 상에 분사 코팅을 수행한다.
도 1에 도시된 바와 같이, 상기 파우더 흡입 개구부(36)는 파우더 유입 개구부(26, 26')가 위치한 측벽에 반대인 상기 파우더 수용기(24)의 측벽에 위치한다. 이와 달리, 도 2a 및 도 2b에 도시된 바와 같이 파우더 수용기(24)의 일 예에서는, 상기 파우더 흡입 개구부(36)는 상기 파우더 인입 개구부(26, 26')가 위치한 측벽과 인접한 측벽에 위치할 수 있다. 상기 파우더 흡입 개구부(36)는 상기 파우더 챔버(22)의 바닥면에 인접하도록 배치될 수 있다.
상기 파우더 챔버(22)는 1.0 내지 12.0kg, 바람직하게는, 2.0 내지 8.0 kg 사이의 코팅 파우더 용량을 갖는 사이즈일 수 있다. 이와 달리, 상기 파우더 챔버(22)의 사이즈는 500 내지 30,000 cm3, 바람직하게는, 2,000 내지 20,000 cm3의 범위일 수 있다. 상기 파우더 챔버(22)의 크기는 파우더 흡입 개구부(36) 및 파우더 라인(38)의 개수에 따라 선택될 수 있으며, 이를 통해 연속적인 분사 코팅 동작이 가능하면서도 파우더 챔버(22)가 파우더 교환을 위한 코팅 정지 중에 빠르고, 자동적으로 세정될 수 있다.
상기 파우더 챔버(22)는 상기 파우더 수용기(24)에 수납되는 코팅 파우더를 유동화하기 위한 유동부(30)를 포함한다. 상기 유동부(30)는 작은 기공(pore)들이나 좁은 구멍(bore)들을 포함하는 물질로 형성된 적어도 하나의 유동측벽을 포함하여, 압축공기를 통과시키되 코팅 파우더는 통과시키지 않는다. 도 1에 도시되지는 않았으나, 상기 파우더 수용기(24)의 바닥면을 유동측벽으로 형성하여 상기 파우더 챔버(22)와 상기 유동 압축공기 챔버 사이에 배치할 수 있다. 이 경우, 상기 유동 압축공기 챔버는 압력 설정부재(8)에 의해 압축 공기원(6)과 연결될 수 있어야 한다.
상기 코팅물(2)에 코팅되지 않은 코팅 파우더(42)는 여분 파우더 라인(44)을 통해 과급기(46)의 흡입 공기의 유로를 따라 여분 파우더로 집진 분리기(48)로 흡입된다. 상기 집진 분리기(48)에서 상기 여분 파우더는 흡입공기의 유로로부터 가능한 멀리 분리되고, 상기 분리된 파우더는 복귀 파우더로 상기 집진 분리기(48)로부터 파우더 복귀 라인(50)을 통해 상기 차폐부(10)로 이송된다. 이 경우, 상기 복귀 파우더는 신규 파우더와 함께 또는 독자적으로 상기 차폐부(10)를 통과하여 상기 파우더 공급라인(20, 20')을 따라 상기 파우더 챔버(22)로 복귀한다.
도 1의 점선(51)으로 도시된 바와 같이, 상기 파우더의 종류나 파우더의 오염 정도에 따라, 상기 파우더 복귀 라인(50)은 격리되거나 폐기물 수용기로 파우더를 이송할 수 있다. 이를 위해, 상기 파우더 복귀 라인(50)은 전환부(52)를 포함하므로, 상기 차폐부(10)를 별도로 격리하지 않고도, 상기 복귀 파우더를 차폐부(10)로 이송시킬지 폐기물 수용기로 이송시킬지 선택할 수 있다.
상기 파우더 수용기(24)는 적어도 하나 이상, 또는 두 개의 센서(S1, S2)를 포함하여, 상기 파워 공급 라인(20, 20')에서 제어부(3) 및 파우더 펌프(4)에 의해 상기 파우더 챔버(22)로 상기 코팅 파우더를 공급하는 것을 제어할 수 있다. 예를 들어, 하부 센서(S1)은 파우더의 하한을 감지하고, 상부 센서(S2)는 파우더의 상한을 감지할 수 있다.
상기 집진 분리기(48)의 하부(48-2)는 복귀 파우더를 위한 저장 수용기일 수 있으며, 이를 위해 적어도 하나 이상, 예를 들어, 두 개의 센서들(S3, S4)이 상기 제어부(3)와 연결된다. 그리하여, 상기 집진 분리기(48)에 분사 코팅을 위해 상기 차폐부(10)를 통과하여 상기 파우더 챔버(22)로 이송시켜야 할 복귀 파우더가 충분한 경우 신규 파우더 공급라인(16, 18)을 따라 신규 파우더가 공급되는 것을 자동으로 차단할 수 있다. 반면, 상기 집진 분리기(48)에 복귀 파우더가 충분하지 않은 경우, 상기 신규 파우더 공급라인(16, 18)을 통해 신규 파우더가 공급되도록 자동으로 개방할 수 있다. 나아가, 신규 파우더와 복귀 파우더를 상기 차폐부(10)에 동시에 공급하여 서로 혼합되도록 제어할 수도 있다.
상기 집진 분리기(48)의 배출공기는 배출공기 라인(54)을 통해 후-필터부(56)로 이송된다. 상기 후-필터부(56)에서는 적어도 하나 이상의 필터부재들(58)에 의해 필터링되고 상기 과급기(46)를 통해 외부로 유출된다. 상기 필터부재들(58)은 필터 백(bag), 필터 카트리지(cartridge), 필터 플레이트(plate) 또는 이와 유사한 필터링 부재일 수 있다. 도 1에 도시된 바와 같이, 상기 필터 부재(58)에 의해 공기의 유로로부터 분리된 파우더는 폐기 파우더로서 중력에 의해 폐기물 수용기로 낙하하거나, 파우더 펌프(4)를 통해 적어도 하나의 폐기 라인(60)을 통해 이송되어 폐기부(63)의 폐기 수용기(62)로 이송된다.
파우더의 종류 및 파우더 코팅 조건에 따라, 상기 폐기 파우더는 상기 차폐부(10)로 다시 이송되어 상기 코팅 사이클로 재진입할 수 있다. 이는 도 1에 도시된 바와 같이, 상기 폐기 라인(60)의 전용부(59) 및 브랜치라인(61)을 통해 수행될 수 있다.
단시간에 복수의 색상이 각각 분사되는 복수 색상 코팅 공정에서는, 상기 집진 분리기(48) 및 상기 후-필터부(56)가 주로 사용되어 상기 후-필터부(56)의 폐기 파우더는 폐기물 수용기(62)로 인입된다. 상기 집진 분리기(48)에서 파우더 분리의 효율이 후-필터부(56)보다 낮더라도, 훨씬 빠르게 세정될 수 있으므로 상기 집진 분리기의 사용이 필요하다.
단색 코팅 공정에서는 동일한 파우더가 오랜 시간동안 사용되므로 집진 분리기(48) 없이 여분 파우더 라인(44)을 상기 배출공기 라인(54) 대신 후-필터부(56)에 연결할 수 있으며, 차폐부(10)의 복귀 파우더 라인으로 폐기 라인(60)을 사용할 수 있다.
단색 코팅 공정에서, 상기 집진 분리기(48)는 문제가 있는 코팅 파우더가 포함된 경우에만 상기 후-필터부(56)와 같이 사용된다. 이 경우, 상기 집진 분리기(48)의 복귀 파우더만 파우더 복귀 라인(50)을 통해 차폐부(10)로 이송되며, 상기 후-필터부(56)의 폐기 파우더는 폐기물로 폐기 수용기(62) 또는 폐기 라인(60) 없이 후-필터부(56)의 출구부 하부에 위치하는 다른 수용기로 이송된다.
상기 집진 분리기(48)의 하부 끝단에는 핀치 밸브(pinch valve)와 같은 출구 밸브(64)가 형성된다. 나아가, 상기 코팅 파우더를 유동화하는 유동부(66)는 저장 수용기로서 상기 출구 밸브(64)의 상부에 위치하거나 상기 집진 분리기(48)의 하부 끝단부(48-2)의 하부 끝단에 위치할 수 있다. 상기 유동부(66)는 작은 기공(pore)들이나 좁은 구멍(bore)들을 포함하는 물질로 형성된 적어도 하나의 유동측벽(80)을 포함하여, 압축공기를 통과시키되 코팅 파우더는 통과시키지 않는다. 상기 유동측벽(80)은 파우더 경로와 유동 압축공기 챔버(81) 사이에 배치할 수 있다. 이 경우, 상기 유동 압축공기 챔버(81)는 압력 설정부재(8)에 의해 압축 공기원(6)과 연결될 수 있다.
상기 신규 파우더 라인(16, 18)은 상류 끝단에 직접 또는 파우더 펌프(4)를 통해 신규 코팅 파우더를 흡입하기 위해 공급부 수용기(12, 14)에 잠겨 위치한 파우더 이송 튜브(70)와 연결될 수 있다. 상기 파우더 펌프(4)는 상기 파우더 이송 튜브(70)의 상부 또는 하부 끝단에서 상기 신규 파우더 라인(16, 18)의 시작부, 끝단부 또는 중간부에 위치할 수 있다.
도 1은 소형 신규 파우더용 수용기로서, 자루 수납 호퍼(hopper)(74)의 신규 파우더용 파우더 자루(12)를 나타낸다. 상기 파우더 자루(12)는 상기 자루 수납 호퍼(74)에 의해 형상이 정의되며, 개구부는 상부 끝단에 위치한다. 상기 자루 수납 호퍼(74)는 균형 또는 무게 센서(76) 상에 배치될 수 있다. 상기 균형 또는 무게 센서(76)는 형태에 따라, 상기 자루 수납 호퍼(74)의 무게를 제외하여 상기 소형 수용기(12) 내부의 코팅 파우더의 무게 또는 양에 대응되는 값을 광학적으로 표시하거나, 관련된 전기 신호를 생성한다.
각각 상기 자루 수납 호퍼(74)에 위치한 두 개 이상의 상기 소형 수용기(12), 및/또는 두 개 이상의 대형 수용기(14)는 선택적으로 사용될 수 있으며, 결과적으로 다른 수용기로 바로 바꾸는 것이 가능하다.
도 1에 도시되지는 않았으나, 이론적으로, 차폐부(10)는 상기 파우더 수용기(24)로 통합된다. 나아가, 상기 차폐부(10)는 상기 신규 파우더가 충분히 좋은 품질인 경우 생략될 수 있다. 이 경우, 상기 집진 분리기(48)의 상류 또는 하류 라인들(44, 55) 또는 상기 집진 분리기(48) 내부의 복귀 파우더를 차폐하기 위해 분리된 차폐부가 사용될 수 있다. 상기 복귀 파우더가 재사용이 충분히 가능하도록 품질이 좋은 경우 차폐부는 필요 없게 된다.
도 2a는 도 1의 파우더 이송 장치가 사용되는 파우더 공급 장치에서 파우더 수용기를 나타낸 단면도이다. 도 2b는 도 2a의 파우더 수용기의 일 면을 나타낸 측면도이다. 상기 파우더 수용기(24)는 도 1에서 설명한 파우더 코팅 장치(1)의 구성요소로서 사용될 수 있다.
도 2a 및 도 2b를 참조하면, 본 실시예에 의한 상기 파우더 수용기(24)는 커버(23)에 의해 차단될 수 있으며, 상기 커버(23) 상기 파우더 수용기(24)와 신속한 동작이 가능하도록 연결된다.
상기 파우더 수용기(24)는 코팅 파우더를 수용하기 위한 입방체 형상의 파우더 챔버(22)를 포함한다. 적어도 하나의 세정 압축공기 입구(32-1, 32-2)가 상기 파우더 수용기(24)의 일 측벽(24-3)에 형성되어, 잔류 파우더를 상기 파우더 챔버(22)로부터 제거하는 세정모드에서 압축 공기원(6)이 압축공기 라인과 연결되어 상기 파우더 챔버(22)의 내부로 세정용 압축 공기를 공급한다. 또한, 잔류 파우더 출구(33)가 상기 파우더 수용기(24)의 측벽(24-3)에 형성되어, 상기 세정모드에서 잔류 파우더가 상기 파우더 챔버(22)로 공급된 세정용 압축 공기에 의해 상기 파우더 챔버(22)로부터 빠져나가게 된다.
도 2b에 도시된 바와 같이, 두 개의 세정 압축공기 입구(31-1, 32-2)가 상기 파우더 수용기(24)에 형성되며, 각각은 출입 개구부를 갖는다. 이와 달리, 상기 잔류 파우더 출구(33)는 하나의 유출 개구부를 갖도록 하나만 형성된다. 이 경우, 두 개의 출입 개구부는 하나의 유출 개구부와 수직 방향으로 소정 거리 이격되도록 형성된다.
한편, 도 2a 및 2b에 도시된 바와 같이, 상기 두 개의 세정 압축공기 입구들(32-1, 32-2)의 출입 개구부들은 파우더 코팅 모드에서 파우더 출입 개구부로서의 역할을 하여, 외부의 파우더 챔버(22) 및 파우더 공급 라인(20, 20')과 연결되어 필요시 코팅 파우더가 인입된다. 이와 같이, 상기 파우더 코팅 모드에서 상기 세정 압축공기 입구들(32-1, 32-2) 각각은 필요시, 파우더 입구들(20-1, 20-2)로 상기 파우더 공급 라인(20, 20')과 연결된다. 이와 달리, 상기 파우더 입구들(20, 20')이 상기 세정 압축공기 입구들(32-1, 32-2)과는 별도로 형성될 수 있다.
파우더 코팅 모드에서, 상기 두 개의 파우더 입구들(20, 20') 중 하나의 출입 개구부는 필요시 신규 파우더의 출입부로서의 역할을 하고, 다른 하나의 출입 개구부는 복귀 파우더의 출입부로서의 역할을 할 수 있다. 이와 달리, 파우더 코팅 모드에서 상기 신규 파우더 및 상기 복귀 파우더가 상기 두 개의 파우더 입구들(20, 20') 각각의 출입 개구부들 모두를 통해 동시에 출입될 수도 있다.
본 실시예에서, 유동 압축 공기를 상기 파우더 챔버(22)의 내부로 인입시키는 유동부(30)도 형성될 수 있으며, 상기 유동 압축 공기는 상기 파우더 챔버(22)의 측벽들, 바닥면 또는 상면들을 통해 인입될 수 있다. 상기 파우더 챔버(22)의 바닥면(24-2)은 유동 바닥부로 형성된다. 그리하여, 복수의 작은 기공(pore)들이나 좁은 구멍(bore)들을 포함하여 상기 바닥면의 하부에 배치된 유동 압축 공기 챔버로부터의 유동 압축공기가 상기 파우더 챔버(22)의 내부로 유입될 수 있다. 그 결과, 파우더 코팅 모드에서 코팅 파우더를 부유상태(浮游, suspended state)로 유지하도록 하여 파우더 충전부에 의해 용이하게 제거할 수 있게 된다. 이 경우, 상기 유동 압축공기는 유동 압축공기 입구를 통해 유동 압축공기 챔버로 이송된다.
상기 유동부(30)의 동작에서, 상기 파우더 챔버(22)의 압력은 기 설정된 최대압력을 초과하지 않으며, 상기 파우더 챔버(22)는 적어도 하나의 유동 압축공기 출구(31)를 포함하여 상기 파우더 챔버(22)로 인입된 유동 압축공기를 제거하고 압력을 유지하게 된다. 특히, 적어도 하나의 유동 압축공기 출구(31)의 유출 개구부는 상기 유동부(30)의 동작 중에, 상기 파우더 챔버(22)의 압력이 대기압 대비 많아도 0.5bar를 초과하지 않도록 설계되어야 한다.
상기 잔류 파우더 출구(33)의 유출 개구부는 상기 유동 압축공기 출구(31)의 유출 개구부와 동일하다. 한편, 상기 유동 압축공기 출구(31)는 예를 들어, 상기 파우더 수용기(24)의 커버(23)에 형성될 수 있다.
도 2a에 구체적으로 도시된 바와 같이, 상기 유동 압축공기 출구(31)는 상기 파우더 챔버(22)의 외부에 연결된 상향(rising) 파이프(27)인 배출라인을 포함하여, 파우더 코팅시 상기 파우더 챔버(22)로부터 파우더가 배출되는 것을 방지할 수 있다.
상기 파우더 챔버(22)에 인입된 유동 압축공기를 제거하기 위해, 상기 파우더 챔버(22)의 상부로 돌출되는 배출라인이 형성될 수 있다. 상기 배출라인의 돌출 끝단은 추출 장치의 흡입구로 돌출될 수 있다. 상기 추출 장치는 예를 들어, 증폭기(공기 증폭기)일 수 있다. 공기 증폭기로 알려진 증폭기는 코안더효과(Coanda effect)에 의해 동작되며, 적은량이 공급되어야 하는 통상적인 압축공기를 위해 필요하다. 상기 공기의 양은 주변보다 높은 압력을 가진다. 상기 증폭기는 부피는 크면서 낮은 압력의 고속 공기흐름을 상기 흡입부에서 형성한다. 따라서, 상기 증폭기는 상기 배출라인 또는 상기 유동 압축공기 출구(31)에 연결되도록 설치되어야 한다.
도 2a에 도시된 바와 같이, 상기 파우더 수용기(24)는 비접촉식 수위 센서(S1, S2)를 포함하여, 상기 파우더 챔버(22)의 최대 파우더 수위를 측정한다. 상기 파우더 수용기(24)에 추가적인 수위 센서가 설치될 수 있으며, 이를 통해 최소 파우더 수위를 측정하여, 최소 파우더 수위보다 낮아지지 않도록 신규 파우더 또는 복귀 파우더를 상기 적어도 하나의 파우더 입구(20-1, 20-2)를 통해 상기 파우더 챔버(22)로 자동으로 공급할 수 있도록 한다.
상기 파우더 챔버(22)에서의 파우더 수위를 측정하는 상기 수위 센서(S1, S2)는 비접촉식 수위 센서이며, 상기 파우더 챔버(22)의 외부에 상기 파우더 챔버(22)와는 별도로 설치된다. 그리하여, 상기 수위센서(S1, S2)의 오염이 방지된다. 상기 수위 센서(S1, S2)는 상기 파우더 수위가 특정 높이에 도달하는 경우 신호를 생성한다. 나아가, 복수의 수위 센서들(S1, S2)이 서로 다른 높이에 위치하여, 각각 기 설정된 최대 수위 또는 기 설정된 최소 수위를 측정할 수도 있다.
상기 적어도 하나의 수위 센서(S1, S2)의 신호들은 코팅 파우더를 상기 파우더 입구(20-1, 20-1)를 통해 상기 파우더 챔버(22)로 자동으로 공급하는 것을 제어하여, 상기 인젝터(111)가 상기 파우더 챔버(22)로부터 코팅 파우더를 빼내거나 상기 분사부(40) 또는 다른 수용기로 코팅 파우더를 공압 이송하는 동안, 상기 코팅 파우더가 기 설정된 수위 또는 기 설정된 수위 범위를 유지하도록 한다.
파우더 코팅 모드에서, 세정 압축공기는 상기 파우더 챔버(22)로 인입되지 않거나 상대적으로 낮은 압력으로 인입된다.
상기 파우더 수용기(24)의 바닥면(24-2)에는 핀치 밸브(21)에 의해 열려 필요시 상기 파우더 챔버(22)로부터 코팅 파우더를 중력에 의해 제거할 수 있도록 파우더 출구(35)가 형성될 수 있다. 이는 특히, 파우더의 교환 또는 파우더 색상의 변화시, 이전 코팅 파우더가 상기 파우더 챔버(22)에 남은 경우 이를 제거하기에 효과적이다.
도 2a 및 도 2b에 도시된 파우더 공급 장치는 적어도 하나의 파우더 이송 장치(110)를 포함하여 인젝터(111)에 의해 파우더 라인(38)을 통해 분사부(40)로 코팅 파우더를 이송하여, 상기 코팅 파우더가 코팅물(2)에 분사되어 코팅된다. 상기 인젝터(111) 대신, 파우더 펌프와 같은, 다른 형태의 파우더 이송 장치도 사용될 수 있다.
도 2a 및 도 2b에 도시된 상기 파우더 공급 장치에 사용되는 상기 파우더 이송 장치(110)의 구조는 도 3a, 도 3b 및 도 4에 의해 보다 상세히 도시된다.
도 2a에 도시된 바와 같이, 상기 파우더 수용기(24)의 일 측벽(24-3, 24-4)에는 파우더 충진 개구부(36)가 형성된다. 상기 파우더 충진 개구부(36)는 상기 파우더 이송 장치(110)의 인젝터(111)에 연결되어, 파우더 코팅 모드에서, 상기 파우더 챔버(22)의 외부로 코팅 파우더를 유출하여 상기 분사부(40)로 이송한다. 상기 파우더 충진 개구부(36)는 타원 형상으로 형성되어, 유동 코팅 파우더의 흡입을 위한 유효 면적을 증가시킬 수 있다.
상기 파우더 충진 개구부(36)는 상기 파우더 챔버(22)에 가능하면 깊게 위치하여, 상기 인젝터(111)에 의해 상기 파우더 챔버(22)로부터 상기 코팅 파우더를 가능한 깊고 많이 유출할 수 있는 것이 바람직하다. 상기 인젝터(111)는 파우더의 가장 높은 수위보다 높은 위치에 위치하고, 파우더 흡입 채널(111)의 파우더 충진 개구부(36) 각각에 연결된다. 상기 파우더 충진 개구부(36)는 상기 파우더 흡입 채널(100)의 파우더 흡입 개구부들에 해당된다. 상기 인젝터(111)가 파우더의 최대 수위보다 높게 배치되므로, 상기 인젝터(111)가 동작하지 않는 경우, 상기 코팅 파우더가 상기 파우더 챔버(22)의 상부로 상승하여 상기 인젝터(111)로 유입되는 것을 방지할 수 있다.
도 2b에 도시된 바와 같이, 각각의 인젝터(111)는 이송 압축 공기와 같은 가스를 이송하기 위한 이송가스 연결부(93)를 포함한다. 상기 이송 압축 공기는 상기 인젝터(111)의 부압(negative pressure)부에 부압을 생성하여 파우더 흡입 개구부(36)나 상기 파우더 챔버(22) 밖의 상기 파우더 흡입 채널(100)을 통해 코팅 파우더를 빼내고, 상기 코팅 파우더를 파우더 라인(38)을 통과하는 분사-인입 노즐(112)을 통과하여 분사부(40) 또는 파우더 수용기(24)에 해당되는 수용지점까지 이송한다. 상기 파우더 이송을 보조하기 위해, 상기 인젝터(111)는 계량가스 또는 부가가스 연결부(94)를 포함하여 상기 계량가스 또는 부가가스(예를 들어, 압축공기)를 상기 분사-인입 노즐(112)의 이송공기 유로 내지 파우더 유로로 이송한다.
본 실시예에서, 인젝터(111)를 포함한 파우더 이송 장치(110)는 복수개일 수 있으며, 상기 복수의 파우더 이송 장치(110)의 파우더 흡입 채널(100)들은 각각 상기 파우더 수용기(24)의 양 측벽들(24-3, 24-4)에 서로 마주하도록 형성될 수 있다. 이와 달리, 상기 파우더 흡입 채널(100)은 상기 파우더 수용기(24)의 측벽들에 형성되지 않고, 파우더 흡입 튜브(70')로 형성될 수 있다.
본 실시예에 의한 공압을 이용한 파우더 이송 장치(110)의 보다 정확한 구조는 도 3a 및 도 3b에 도시되었다. 도 3a는 도 1의 파우더 이송 장치를 나타낸 측면도이다. 도 3b는 도 3a의 파우더 이송 장치의 상부를 도시한 사시도이다. 도 4는 도 1의 파우더 이송 장치의 공압 회로도이다.
도 3a, 도 3b 및 도 4를 참조하면, 상기 파우더 이송 장치는 이송가스 라인(101)에 연결되어 이송 가스, 특히 이송 공기의 이송을 조절하는 이송가스 연결부(93)를 포함한 인젝터(111)를 포함한다. 상기 이송가스 라인(101)은 도 4의 공압 회로도에 도시된다.
상기 파우더 이송 장치(110)의 상기 인젝터(111)는 도 4의 공압 회로도에 도시된 바와 같이 계량가스 라인(102)에 연결되어 계량가스, 특히 계량 압축공기의 상기 인젝터(111)로의 공급을 조절하는 계량가스 연결부(94)를 포함한다. 일반적으로, 상기 이송가스가 상기 인젝터(111)로 이송되어 부압부가 상기 인젝터(111)에 형성된다.
본 실시예에서는, 상기 파우더 이송 장치(110)가 파우더 흡입 채널(100)을 포함한다. 상기 파우더 흡입 채널(100)은 파우더 흡입 튜브(70')의 내부에 위치한다. 다만, 도 2a 및 도 2b를 참조하여 이미 설명한 바와 같이, 상기 파우더 흡입 채널(100)은 상기 파우더 수용기(24)의 측벽(24-2, 24-4)의 내부에 위치할 수 있다.
상기 파우더 흡입 채널(100)이 상기 파우더 흡입 튜브(70')의 내부 또는 상기 파우더 수용기(24)에 측벽에 어디에 형성되더라도, 본 실시예에서 상기 인젝터(111)는 상기 파우더 흡입 채널(100)에 연결되고, 상기 파우더 흡입 채널(100)은 이송될 상기 파우더(42)의 흡입을 위한 파우더 흡입 개구부(36)를 파우더 흡입부(100a)에 구비한다.
도 4를 다시 참조하면, 퍼지(purge)가스 라인(103)과 연결되는 퍼지가스 연결부(91)가 상기 인젝터(111)의 부압부 및 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 사이에 배치되어, 특히 세정 모드와 같은 필요시에 퍼지가스(purge gas, 바람직하게는, 퍼지 압축공기)를 상기 인젝터(111)로 공급한다.
또한, 상기 퍼지가스 연결부(91)와 상기 파우더 흡입 채널(100)의 파우더 흡입 개구부(36)의 사이에 상기 퍼지가스 연결부(91)에 할당된 차단부재(92)가 배치된다. 상기 차단부재(92)는 일방향 역류방지 밸브이다. 이와 달리, 상기 차단부재(92)를 핀치 밸브와 같은 활성(activatable) 밸브일 수 있다. 이론적으로, 상기 퍼지가스 연결부(91)의 상기 차단부재(92)는, 퍼지가스가 상기 퍼지가스 연결부(91)를 통해 상기 인젝터(111)로 이송될 때, 퍼지가스가 임의로 상기 파우더 흡입 채널(100)의 파우더 흡입 개구부(36)로 새어나가는 것을 방지하기 위한 것이다.
도 3a에 도시된 바와 같이, 상기 인젝터(111)는 파이프 끝단의 형상 또는 파이프 끝단의 연결부 형상의 파우더 입력부(114)를 가지며, 상기 파우더 입력부(114)를 통해 상기 코팅 파우더(42)가 상기 인젝터(111)로 이송된다. 도 3b에 도시된 바와 같이, 상기 차단부재(92)를 갖는 상기 퍼지가스 연결부(91)는 상기 파우더 입력부(114) 및 상기 파우더 흡입 채널(100)의 상기 파우더 배출부(100b) 사이에 배치된다. 상기 파우더 흡입 채널(100)의 상기 파우더 배출부(100b)는 동시에 상기 파우더 이송 튜브(70')의 출구부에 해당된다.
본 실시예에 의한 상기 파우더 이송 장치(110)에서는, 상기 퍼지가스 연결부(91) 및 차단부재(92)가 상기 파우더 입력부(114)에 풀릴 수 있도록 결합된(여기서는, 고정 스크류나 볼트(115)가 사용됨) 통상적인 서브어셈블리(subassembly)(90)로 형성된다. 나아가, 상기 서브어셈블리(90)는 상기 파우더 이송 튜브(70') 또는 상기 파우더 이송 튜브(70')에 형성된 상기 파우더 흡입 채널(100)의 상기 파우더 배출부(100b)에 풀릴 수 있도록 결합된다.
도 4에 도시된 공압 회로도에서, 상기 이송가스 연결부(93)는 일방향 역류방지 밸브의 형태로 차단부재(95)를 포함하여, 상기 인젝터(111)에서 상기 이송가스 연결부(93)에 연결된 이송가스 라인(101)으로 발생할 수 있는 공기의 흐름을 차단한다. 마찬가지로, 상기 계량가스 연결부(94)도 차단부재(96)(도 4에 도시된 바와 같은 일방향 역류방지 밸브의 형태)를 포함하여, 상기 인젝터(111)에서 상기 계량가스 연결부(94)에 연결된 계량가스 라인(102)으로 발생할 수 있는 공기의 흐름을 차단한다.
상기 인젝터(111)는 상기 인젝터(111)의 상기 부압부의 하부유로인 상기 파우더 이송 방향으로 분사-인입 노즐(112)을 포함한다. 구체적으로, 상기 분사-인입 노즐(112)은 유니온 너트(union nut)(113)에 의해 상기 인젝터(111)에 풀릴 수 있도록 고정된다. 상기 분사-인입 노즐(112)은 연장된 중공의 형태로, 내부에 소위 분사-인입 채널이 형성되어 파우더와 공기의 혼합물이 유동되거나 이송된다. 상기 분사-인입 노즐(112)을 상기 인젝터(111)에 고정한 후, 상기 이송공기가 상기 분사-인입 노즐(112)로 인입되도록 상기 분사-인입 채널의 축방향의 반대측에 노즐을 형성한다. 그리하여, 상기 노즐의 상대적으로 작은 직경에 의해, 고속의 공기 유로가 형성되어, 상기 부압부의 바로 인접한 부분에 부압이 형성된다. 상기 부압에 의해, 유동 코팅 파우더는 상기 파우더 흡입 채널(100)에서 상기 분사-인입 노즐(112)의 방향으로 상기 파우더 수용기(24)로부터 이송되어 파우더 라인(38)으로 공급되고, 상기 파우더 라인(38)을 통해 분사부(40)로 공급된다.
본 실시예에 의한 파우더 이송 장치(110)에서는, 상기 퍼지가스 연결부(91)의 차단부재(92) 및 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)의 사이에 유동가스 라인(105)과 연결된 유동가스 연결부(97)가 배치된다. 상기 유동가스 연결부(97)를 통해, 유동 공기와 같은 유동가스가 필요시에 상기 파우더 흡입 채널(100)로 이송된다. 구체적으로, 상기 유동가스 연결부(97)는 상기 파우더 흡입 채널(100)의 상기 파우더 배출부(100b)에 위치한다. 이와 달리, 상기 유동가스 연결부(97)는 다른 위치에 위치할 수도 있다.
도 4의 공압 회로도를 참조하여, 상기 파우더 이송 장치(110)의 인젝터(111)의 동작을 설명하면 아래와 같다.
구체적으로, 상기 인젝터(111)의 상기 이송가스 연결부(93)에 연결된 상기 이송가스 라인(101)은 제1 가변 압력설정부(M1)를 포함하여, 상기 이송가스 연결부(93)로 이송되는 이송가스의 단위 시간당 이송량을 최대로 설정한다. 마찬가지로, 상기 계량가스 연결부(94)에 연결된 상기 계량가스 라인(102)은 제2 가변 압력설정부(M2)를 포함하여, 상기 계량가스 연결부(94)로 이송되는 계량가스의 단위 시간당 이송량을 최대로 설정한다. 상기 제1 및 제2 가변 압력설정부들(M1, M2)의 최적의 동작에 의해, 파우더 코팅 모드에서, 코팅 파우더를 전달하는 공기의 총량을 항상 일정하게 유지할 수 있다. 또한, 상기 제1 가변 압력설정부(M1)에 의해 압력이 변화되어 단위 시간당 상기 이송가스 연결부(93)로 공급되는 이송공기의 량을 연속적으로 제어할 수 있으므로 이송되는 단위 시간당 코팅 파우더의 량도 제어할 수 있다.
이미 상술한 바와 같이, 상기 인젝터(111)의 이송률은 상기 인젝터(111)의 부압부(5)에서 상기 이송공기에 의해 형성된 부압에 의해 결정되며, 상기 인젝터(111)의 이송률은 상기 부압부로 공급되는 계량공기에 의해서도 결정되므로, 이송이 필요한 파우더의 양에 맞도록 상기 부압부의 압력을 조절할 수 있다. 반면, 파우더 이송 모드에서, 상기 이송가스 연결부(92)와 상기 계량가스 연결부(94)를 통해 상기 인젝터(111)로 공급되는 공기의 총량은 필요한 코팅량을 고려하여 지나치게 작거나 지나치게 많게 조절되어서는 안 된다. 이를 위해, 상기 계량가스 라인(102)의 상기 제2 가변 압력설정부(M2)도 적절하게 설정되어야 한다.
상기 유동가스 연결부(97)에 연결된 유동가스 라인(105)도 유사하게, 제4 가변 압력설정부(M4)를 포함하여, 상기 유동가스 연결부(97)로 이송되는 단위 시간 당의 유동가스의 량이 설정된다.
상기 퍼지가스 연결부(91)에 연결된 상기 퍼지가스 라인(103)은 2/2-way 스프링 작동밸브인 밸브(V2)를 포함한다. 상기 밸브(V2)는 제어부(35)에 의해 제어되어, 퍼지가스를 상기 퍼지가스 연결부(91)로 펄스방식으로 공급한다. 상기 퍼지가스가 펄스방식으로 공급되는 것과 관련하여는 도 5 및 도 6을 참조하여 후술한다.
유사하게, 2/2-way 스프링 작동밸브의 형태로 추가 밸브(V1)도 구비된다. 상기 밸브(V1)에 의해, 상기 이송가스 라인(101), 상기 계량가스 라인(102) 및 전극 퍼지가스 라인(104)은 메인라인(106)에 연결되며, 상기 메인라인(106)은 필터 부재 및 압력 제어부를 통해 시스템 압력부와 연결된다. 상기 전극 퍼지가스 라인(104)은 도시하지는 않았으나, 상기 파우더 라인(38)을 통해 상기 분사부(40)에 연결되어 전극 퍼지공기와 같은 전극 퍼지가스를 상기 분사부(40)로 공급하여 상기 분사부(40)의 전극을 세정하여 분사되는 코팅 파우더의 정전용량을 유지하고 상기 전극의 오염을 방지한다.
상기 이송가스 라인(101) 및 상기 계량가스 라인(102)은 상기 밸브(V1)와 함께 상기 제어부(35)에 연결되어, 세정모드에서, 이송가스 및 계량가스를 상기 이송가스 연결부(93) 및 상기 계량가스 연결부(94)로 각각 펄스 방식으로 공급한다.
도 5는 도 1의 파우더 이송 장치에서 자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다. 도 6은 도 1의 파우더 이송 장치에서 준자동 세정 모드에서 인젝터로 공급되는 가스의 흐름을 시간에 따라 도시한 파형도이다.
본 실시예에 의한 세정 방법이 상기 도 5 및 도 6에 도시되고 있으며, 상기 세정방법은 특히, 파우더를 변경하거나 파우더의 색상을 변경하는 경우 상기 파우더 이송 장치(110)의 세정에 효과적이다.
도 5를 참조하면, 세정 모드가 시작되면, 우선, 계량 압축공기와 같은 계량가스가 상기 인젝터(111)의 상기 계량가스 연결부(94)를 통해 상기 인젝터(111)로 연속적으로 공급되어, 상기 인젝터(111)에 연결된 상기 파우더 라인(38)을 비운다. 이와 달리, 또는 이에 추가하여, 상기 파우더 라인(38)을 비우기 위해, 이송 압축공기와 같은 이송가스가 상기 인젝터(111)의 상기 이송가스 연결부(93)를 통해 상기 인젝터(111)로 연속적으로 공급된다. 또한, 상기 파우더 라인(38)을 비우기 위해, 상기 퍼지가스 라인(103)의 상기 밸브(V2)가 열리고 상기 계량가스 라인(102) 및 상기 이송가스 라인(101)의 상기 밸브(V1)가 닫힌다. 그리하여, 상기 이송가스 라인(102)의 상기 제2 가변 압력설정부(M2)는 상기 인젝터(111)의 상기 계량가스 연결부(94)를 상기 밸브(V1)으로부터 격리시킨다.
상기 파우더 라인(38)이 비워짐에 따라, 실질적인 세정이 수행된다. 즉, 상기 퍼지가스가 상기 밸브(V2)의 적절한 동작에 의해 상기 인젝터(111)의 상기 퍼지가스 연결부(91)를 통해 펄스 방식으로 공급된다. 이와 동시에, 상기 밸브(V1) 및 상기 제1 및 제2 가변 압력설정부들(M1, M2)의 적절한 동작에 의해, 상기 계량가스 및 상기 이송가스가 상기 계량가스 연결부(94) 및 상기 이송가스 연결부(93)를 통해 각각 상기 인젝터(111)로 펄스 방식으로 공급된다. 상기 퍼지가스가 공급되는 동안의 펄스의 길이와, 상기 계량가스 및 상기 이송가스가 공급되는 동안의 펄스의 길이가 서로 다르더라도, 상기 퍼지가스의 펄스 공급 및 상기 계량가스 및 상기 이송가스의 펄스 공급은 동일한 위상으로 수행된다. 예를 들어, 상기 퍼지가스가 공급되는 펄스의 길이가 상기 계량가스 및 상기 이송가스가 공급되는 펄스의 길이보다 길 수 있다.
도 5에서는, 실질적인 세정 단계를 다양한 단계로 구분하였다. 첫 번째 단계(phase 1)에서는, 상기 퍼지가스 및 상기 계량가스와 상기 이송가스가 상대적으로 고주파 펄스(펄스의 개수가 많은 상태)로 상기 인젝터(111)로 공급된다. 다음 두 번째 단계(phase 2)에서는, 상기 주파수가 낮아지고(펄스의 개수가 줄고), 세 번째 단계(phase 3)에서는 다시 고주파 펄스로 상기 퍼지가스 및 상기 계량가스와 상기 이송가스를 펄스 공급한다. 이 후, 네 번째 단계(phase 4)인 마지막 단계에서는, 상대적으로 짧은 주파수인 하나의 펄스로 퍼지가스, 계량가스, 이송가스를 시스템에 각각 공급한다.
도 5에서는, 세정 모드에서, 상기 전극 퍼지가스 라인(104) 상의 상기 제3 가변 압력설정부(M3)가 상기 파우더 라인(38)이 비워진 후 개방되어, 상기 분사부(40)의 전극을 세정하게 된다.
도 5에 도시된 세정단계는 제어부(35)에 의해 상기 밸브들(V1, V2) 및 상기 제1 내지 제3 가변 압력설정부들(M1, M2, M3)가 자동으로 수행되는 것으로, 상기 세정 단계의 시작은 트리거(trigger)를 통해 수동적으로 수행되는 것이 바람직하다. 상기 세정단계는 상기 파우더 라인(38)을 통해 상기 인젝터(111)에 연결된 분사부(40)에 특히 장점을 가질 수 있다.
도 6에서는 수동식으로 수행되는 세정 단계가 도시된다. 상기 트리거를 통해 수동적으로 상기 세정 단계가 시작되면, 우선, 상기 파우더 라인(38)이 비워진다. 이 경우, 상기 파우더 라인(38)을 비우는 단계는 도 5를 참조하여 설명한 바와 동일하다.
즉, 계량 압축공기와 같은 계량가스가 상기 인젝터(111)의 상기 계량가스 연결부(94)를 통해 상기 인젝터(111)로 연속적으로 공급되어, 상기 인젝터(111)에 연결된 상기 파우더 라인(38)을 비운다. 이와 달리, 또는 이에 추가하여, 상기 파우더 라인(38)을 비우기 위해, 이송 압축공기와 같은 이송가스가 상기 인젝터(111)의 상기 이송가스 연결부(93)를 통해 상기 인젝터(111)로 연속적으로 공급된다. 또한, 상기 파우더 라인(38)을 비우기 위해, 상기 퍼지가스 라인(103)의 상기 밸브(V2)가 열리고 상기 계량가스 라인(102) 및 상기 이송가스 라인(101)의 상기 밸브(V1)가 닫힌다. 그리하여, 상기 이송가스 라인(102)의 상기 제2 가변 압력설정부(M2)는 상기 인젝터(111)의 상기 계량가스 연결부(94)를 상기 밸브(V1)으로부터 격리시킨다.
한편, 상기 도 5 및 도 6에서 설명한 상기 파우더 라인(38)을 비우는 단계는 약 2초 정도의 시간동안 수행될 수 있다.
도 5에 도시된 자동 세정 단계와 동일하게, 도 6에 도시된 수동 세정 단계에서도, 상기 파우더 라인(38)을 비운 후에, 퍼지가스, 계량가스 및 이송가스는 펄스 방식으로 상기 시스템으로 공급된다. 반면, 도 6에 도시된 상기 수동 세정 단계에서는, 이전 단계가 수행된 후 상기 퍼지가스, 상기 계량 가스 및 상기 이송가스가 자동으로 펄스 방식으로 공급되지 않는다. 오히려, 상기 수동 세정 단계에서는, 상기 퍼지 가스는 예를 들어 총기(gun) 타입의 트리거가 수동적으로 활성화될 때마다 상기 인젝터(111)로 공급된다. 마찬가지로, 상기 총기 타입의 트리거의 활성화에 의해 동시에 상기 계량가스 및 상기 이송가스가 상기 인젝터(111)로 공급된다. 이 경우, 도 6에 도시된 바와 같이, 상기 퍼지가스 및 상기 계량가스와 상기 이송가스가 공급되는 것은 상기 트리거에 의한 활성화 후 일정 시간 경과된 후 수행되고, 상기 트리거가 더 이상 활성화되지 않을 경우 바로 중단된다.
도 6에 도시된 바와 같이, 상기 인젝터(111)로 상기 계량가스 및 상기 이송가스가 공급되는 것은 상기 퍼지가스의 공급 후 일정 시간 경과 후에 수행되거나 상기 퍼지가스의 공급과 동시에 수행될 수 있다. 이 경우, 수동식 트리거 활성화에 의한 수동식 세정 단계에서, 상기 퍼지가스의 공급은 상기 제어부(35)에 의해 제어되어, 상기 밸브들(V1, V2) 및 상기 제1 내지 제3 가변 압력설정부들(M1, M2, M3)이 최적으로 동작할 수 있다.
본 실시예에 의한 상기 공압 파우더 이송 장치는 자동 또는 수동 세정이 가능하도록 설계될 수 있다. 예를 들어, 초기의 수동식 트리거의 동작에 따라 자동 세정이 표준화되어 수행될 수 있으며, 표준화된 자동 세정 모드를 시작으로 기 설정 시간 동안 수행되는 매 세정 단계 마다 수동식 트리거를 동작시켜야 세정이 수행되는 수동 세정 모드로 수행될 수도 있다. 한편, 상기 트리거를 다시 동작시킬 때까지, 상기 모든 세정 단계가 동일한 동작으로 수행될 수 있으며, 트리거의 새로운 동작이 있을 때 시스템이 수동 세정 상태를 인지하여 자동 세정 모드에서 수동 세정 모드로 변환되어, 이전 세정 모드 이후 수동식 트리거를 새로 동작시키는 경우에만 퍼지가스, 계량가스 및 이송가스가 공급되어 세정이 수행될 수도 있다.
(i) 자동 세정 모드가 종료되거나 (ii) 수동 세정 모드에서 트리거가 일정 시간 경과후에도 다시 동작되지 않는 경우, 상기 퍼지가스는 상기 인젝터(111)로 공급되는 것이 중단되고, 이에 의해 상기 시스템은 자동으로 다시 코팅 모드로 변환될 수 있다.
상기와 같은 본 발명의 실시예들에 의하면, 파우더의 변경을 상대적으로 단순한 방법으로 빨리할 수 있다.
구체적으로, 차단부재와 함께 퍼지가스 연결부는 세정 모드에서, 퍼지가스나 퍼지공기를 추가로 시스템 내부로 공급할 수 있어 공압 파우더 이송 장치 및 상기 파우더 이송 장치의 적어도 하나의 인젝터에 연결된 파우더 라인을 연속적이고 효과적으로 세정할 수 있다.
특히, 추가적인 퍼지가스 연결부를 포함하지 않은 종래의 파우더 공급 장치에서는, 세정 모드에서, 계량가스 연결부 및 이송가스 연결부를 통해 압축 공기만 제공하므로 제공되는 공기의 양이 충분하지 않은 문제가 발생하여 공압 파우더 이송장치, 특히 파우더 이송 장치의 인젝터에 연결된 파우더 라인에 파우더가 잔류하는 문제가 야기되었다. 따라서, 본 실시예에 의해 추가적인 퍼지가스 연결부를 통해 많은 양의 가스가 단위 시간당 공급되고, 퍼지 가스 연결부와 파우더 흡입 개구부 사이에 차단부재가 위치하여 공급되는 퍼지가스가 새는 것을 방지하므로 상기 인젝터 및 인젝터와 연결되는 파우더 라인들의 잔류 파우더를 효과적으로 제거할 수 있다.
이와 같이, 충분하게 많은 양의 퍼지가스가 인젝터 및 인젝터에 연결될 수 있는 파우더 라인에 공급되므로, 가교현상(bridge formation)이나 대기중의 습기에 의한 호스 접착(hose additions)을 제거하는데 특히 효과가 있다. 종래 기술들에 의하더라도 분사부를 통해 인젝터나 파우더 라인의 세정을 위해 30 scm(standard cubic meter)의 가스를 공급하여 잔류한 파우더를 제거하는 것은 어려운 문제였으나, 상기 본 실시예를 통해 잔류 파우더 제거의 효과를 향상시킬 수 있다.
또한, 퍼지가스 연결부와 차단부재가 서브 어셈블리를 형성하므로, 기 존재하는 인젝터에 재결합될 수 있어, 종래의 인젝터가 사용되는 공압 파우더 이송 장치에 본 실시예에 의한 서브 어셈블리가 장착되어 사용될 수 있다.
또한, 상기 서브 어셈블리가 파우더 입력부에 풀릴 수 있도록 결합되므로, 공압 파우더 이송 장치의 세정모드에서, 파우더 흡입 채널과 인젝터 및 분사부가 서로 분리되어 세정될 수 있으며, 이를 통해 제품의 유연성, 교환성 및 세정 모드의 소요시간을 줄일 수 있다.
또한, 차단부재가 활성 밸브(특히, 핀치밸브)이므로, 퍼지가스가 퍼지가스 연결부를 통해 시스템으로 인입될 수 있으며, 이렇게 인입된 퍼지가스는 활성 밸브가 차단된 경우 분사부와 함께 인젝터 및 인젝터에 연결되는 파우더 라인을 퍼지할 뿐만 아니라, 활성 밸브가 개방된 경우 파우더 흡입 채널을 퍼지하거나 연속적으로 세정할 수 있다.
또한, 상기 차단부재가 활성 밸브로 구성되는 것과 달리, 상기 차단부재가 퍼지가스 연결부로부터 파우더 흡입 채널의 파우더 흡입 개구부 방향으로 가스가 유동하는 것을 차단하는 일방향 역류방지 밸브로 구성될 수 있으며, 이 경우, 상기 퍼지가스 연결부를 통해 시스템으로 인입된 퍼지가스가 상기 인젝터 흡입부의 방향으로 흐르지 않도록 하는 효과를 가져올 수 있다.
즉, 적어도 하나의 인젝터의 이송가스 연결부와 계량가스 연결부가 각각 차단 부재, 특히 일방향 역류방지 밸브를 포함하는 경우, 세정모드에서 시스템으로 인입된 퍼지가스가 계량가스 연결부나 이송가스 연결부에 의해 이와 연결된 가스 라인들로 연속적으로 새어나가는 것을 방지할 수 있는 장점을 가진다. 이와 달리, 상기 일방향 역류방지 밸브 대신, 계량가스 연결부나 이송가스 연결부에 포함된 차단 부재로서 활성 밸브도 가능할 수 있다.
한편, 인젝터로 공급되는 가스가 펄스 방식인 경우 공압 파우더 이송 장치의 세정 효과가 향상될 수 있다. 이는, 인젝터나 파우더 라인의 내벽에 부착된 파우더 입자들이 특히 효과적으로 떨어질 수 있기 때문이다. 따라서, 시스템으로 공급되는 퍼지가스가 연속적인 유로(stream)를 형성하는 경우 경우에 따라 인젝터나 파우더 라인의 내벽에 부착된 파우더 입자들이 제거되지 않을 수 있다.
따라서, 본 실시예에서는, 퍼지가스가 펄스방식으로 공급되고, 특히 펄스방식으로 퍼지가스를 공급하기 위해 퍼지가스 라인에 연결된 2/2-way 스프링 작동 밸브를 더 포함한다. 또한, 상기 이송가스 라인(100) 및/또는 상기 계량가스 라인에 연결되고 상기 제어부에 의해 제어되어 상기 파우더 이송장치의 세정모드에서 이송가스 또는 계량가스를 펄스방식으로 상기 이송가스 연결부 및/또는 상기 계량가스 연결부에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V1)를 더 포함한다. 이 경우, 활성 밸브가 이송가스 라인 및 계량가스 라인에 각각 설치되거나, 이송가스 라인 및 계량가스 라인에 모두 적용되는 공통 활성 밸브가 설치될 수 있다. 이 때, 상기 공통 활성 밸브는 이송 가스 라인 및 계량 가스라인이 확장되는 압축가스 라인 시스템에 위치할 수 있다.
또한, 상기 파우더 이송 장치는 코팅 파우더용 파우더 챔버와 함께 파우더 코팅 장치용 파우더 공급 장치에 유용할 수 있다.
또한, 계량가스 또는 계량공기를 지속적으로 공급하고(공급하거나), 이송가스 또는 이송공기를 지속적으로 공급하여, 기 설정된 시간동안 정확하게 파우더 라인을 비울 수 있으며, 인젝터에 연결된 파우더 라인의 길이에 따라 계량가스 및/또는 이송가스의 연속 공급시간을 1초 내지 3초의 사이에서 필요에 따라 조절이 가능하다. 이와 같이, 파우더 라인이 비워지면, 퍼지 가스를 펄스 공급하고, 이와 동시에(또는 이후에), 계량가스 및/또는 이송가스를 펄스 공급한다.
이와 같이, 퍼지가스와 계량가스 및/또는 이송가스를 동시에 펄스 공급하면, 특정 위치에 퍼지가스와 계량가스 및/또는 이송가스가 각각 인입되어, 시스템의 세정 효과가 향상될 수 있다. 또한, 상기 펄스 공급을 통해, 펄스가 서로 다른 위상을 갖는 경우, 세정 효과를 더욱 향상시킬 수 있다.
상기에서는 본 발명의 바람직한 실시예를 참조하여 설명하였지만, 해당 기술 분야의 숙련된 당업자는 하기의 특허 청구 범위에 기재된 본 발명의 사상 및 영역으로부터 벗어나지 않는 범위 내에서 본 발명을 다양하게 수정 및 변경시킬 수 있음을 이해할 수 있을 것이다.
본 발명에 따른 파우더 이송장치 및 이의 세정 방법은 코팅 파우더를 이용한 파우더 코팅장치에 사용될 수 있는 산업상 이용 가능성을 갖는다.
Claims (22)
- 공압을 이용하여 파우더, 파우더 물질 또는 코팅 파우더(42)를 이송하는 파우더 이송 장치(110)에서, 상기 파우더 이송 장치(110)는,
이송가스 라인(101)에 연결되어 이송가스나 이송공기의 공급을 조절하는 이송가스 연결부(93), 및 계량가스 라인(102)에 연결되어 계량가스나 계량공기의 공급을 조절하는 계량가스 연결부(94)를 포함하며, 상기 이송가스나 상기 이송공기가 공급되어 내부에 부압(negative pressure)부가 형성되는 적어도 하나의 인젝터(111); 및
상기 인젝터(111)에 연결되며, 파우더 흡입부(100a)에서 이송될 상기 코팅 파우더(42)를 흡입하는 파우더 흡입 개구부(36)를 포함하는 파우더 흡입 채널(100)을 포함하며,
상기 인젝터(111)는,
퍼지(purge)가스 라인(103)에 연결되고, 상기 인젝터(111)의 상기 부압부와 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 사이에서 필요에 따라 퍼지(purge)가스나 퍼지공기를 공급하는 퍼지가스 연결부(91); 및
상기 퍼지가스 연결부(91)에서, 상기 퍼지가스 연결부(91) 및 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)의 사이에서 상기 퍼지가스가 상기 파우더 흡입 개구부(36)로부터 새어나가는 것을 방지하는 차단부재(92)를 포함하는 것을 특징으로 하는 파우더 이송 장치. - 제1항에 있어서,
상기 인젝터(111)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)를 통해 흡입된 상기 코팅 파우더(42)가 상기 인젝터(111)로 공급되는 파우더 입력부(114)를 포함하고,
상기 차단부재(92)와 상기 퍼지가스 연결부(91)는 상기 인젝터(111)의 상기 파우더 입력부(114)와 상기 파우더 흡입 채널(100)의 파우더 배출부(100b) 사이에 배치되는 것을 특징으로 하는 파우더 이송 장치. - 제2항에 있어서, 상기 퍼지가스 연결부(91)와 상기 차단부재(92)는 상기 인젝터(111)의 상기 파우더 입력부(114)에 풀릴수 있도록 결합된 서브어셈블리(subassembly)(90)를 형성하는 것을 특징으로 하는 파우더 이송 장치.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 차단부재(92)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 방향으로 상기 퍼지가스 연결부(91)의 가스 공급을 차단하는 일방향 역류방지 밸브이거나,
상기 차단부재(92)는 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36) 방향으로 상기 퍼지가스 연결부(91)의 가스 공급을, 필요시 차단하는 핀치밸브(pinch valve)와 같은 활성 밸브인 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 이송가스 연결부(93)는 상기 인젝터(111)로부터 상기 이송가스 연결부(93)와 연결된 상기 이송가스 라인(101)으로의 가스 공급을 차단하는 일방향 역류방지 밸브인 차단부재(95)를 포함하며,
상기 계량가스 연결부(94)는 상기 인젝터(111)로부터 상기 계량가스 연결부(94)와 연결된 상기 계량가스 라인(102)으로의 가스 공급을 차단하는 일방향 역류방지 밸브인 차단부재(96)를 포함하는 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 이송가스 라인(101)은 상기 이송가스 연결부(93)와 연결되고, 상기 이송가스 연결부(93)로 단위 시간별 이송가스의 양을 최대로 설정하는 제1 가변 압력설정부(M1)에 연결되고,
상기 계량가스 라인(102)은 상기 계량가스 연결부(94)와 연결되고, 상기 계량가스 연결부(94)로 단위 시간별 계량가스의 양을 최대로 설정하는 제2 가변 압력설정부(M2)에 연결되는 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 퍼지가스 라인(103)에 연결되고 제어부(25)에 의해 제어되어 상기 파우더 이송장치(110)의 세정모드에서 퍼지가스를 펄스방식으로 상기 퍼지가스 연결부(91)에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V2)를 더 포함하는 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 이송가스 라인(100) 및/또는 상기 계량가스 라인(102)에 연결되고 상기 제어부(25)에 의해 제어되어 상기 파우더 이송장치(110)의 세정모드에서 이송가스 또는 계량가스를 펄스방식으로 상기 이송가스 연결부(93) 및/또는 상기 계량가스 연결부(94)에 공급하는, 2/2-way 스프링 작동밸브인 밸브(V1)를 더 포함하는 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제8항 중 어느 한 항에 있어서,
유동가스 라인(105)에 연결되고 상기 퍼지가스 연결부(91)의 차단부재(92)와 파우더 흡입 채널(100)의 파우더 흡입 개구부(36) 사이에 배치되어, 필요시 유동가스나 유동공기를 파우더 흡입 채널(100)로 공급하는 유동가스 연결부(97)를 더 포함하는 것을 특징으로 하는 파우더 이송 장치. - 제9항에 있어서, 상기 유동가스 연결부(97)는 상기 파우더 흡입 채널(100)의 파우더 배출부(100b)에 위치하는 것을 특징으로 하는 파우더 이송 장치.
- 제1항 내지 제10항 중 어느 한 항에 있어서,
상기 적어도 하나의 인젝터(111)는 상기 이송가스 연결부(93)에 의해 공급되는 이송가스가 통과하여 인입부에 상기 부압부가 형성되는 노즐 배열부(7)를 포함하며,
상기 계량가스 연결부(94)에 의해 공급되는 계량가스는 상기 부압부로 안내되어 단위 시간당 공급되는 파우더, 파우더 물질 또는 코팅 파우더(42)의 양을 설정하는 것을 특징으로 하는 파우더 이송 장치. - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 인젝터(111)는 상기 파우더 이송 방향으로 상기 부압부의 하류에 연결되며 파우더 라인(38)을 통해 분사부(40)와 연결되는 분사-인입 노즐(112)을 포함하는 것을 특징으로 하는 파우더 이송 장치. - 파우더 코팅 장치(1)용 파우더 공급 장치에서, 상기 파우더 공급장치는,
청구항 제1항 내지 제12항 중 어느 한 항의 적어도 하나의 파우더 이송 장치(110); 및
코팅 파우더(42)용 파우더 챔버(22)를 포함한 적어도 하나의 파우더 수용기(24)를 포함하며,
상기 파우더 이송 장치(110)의 적어도 하나의 인젝터(111)에 연결된 상기 파우더 흡입 채널(100)의 상기 파우더 흡입 개구부(36)는 상기 파우더 챔버(22)로 확장되는 것을 특징으로 하는 파우더 공급 장치. - 제13항에 있어서,
상기 파우더 이송 장치(110)의 적어도 하나의 인젝터(111)는 상기 파우더 챔버(22) 내의 파우더의 가장 높은 위치보다 높은 위치에 배치되고,
상기 파우더 흡입 채널(100)은 상기 파우더 수용기(24)의 측벽(24-2, 24-4)의 내부에 형성되며,
상기 파우더 흡입 채널(100)은 상기 파우더 챔버(22)로 돌출된 파우더 튜브(70')의 내부에 형성되는 것을 특징으로 하는 파우더 공급 장치. - 이송가스 연결부(93), 계량가스 연결부(94) 및 퍼지가스 연결부(91)를 포함하는 적어도 하나의 인젝터(111)를 갖는 공압을 이용한 파우더 이송 장치(110)에서, 파우더나 파우더의 색상을 변경하는 경우 상기 파우더 이송 장치(110)의 세정 방법은,
a) 상기 인젝터(111)의 계량가스 연결부(94)를 통해 계량가스 또는 계량공기를 지속적으로 공급하고(공급하거나), 상기 인젝터(111)의 이송가스 연결부(93)를 통해 이송가스 또는 이송공기를 지속적으로 공급하여, 기 설정된 시간동안 상기 인젝터(111)에 연결된 파우더 라인(38)을 비우는 단계;
b) 상기 기 설정된 시간의 경과 후, 상기 인젝터(111)의 퍼지 가스 연결부(91)를 통해 퍼지가스를 펄스 공급하는 단계; 및
c) 상기 계량가스 연결부(94) 및/또는 상기 이송가스 연결부(93)를 통해 계량가스 및/또는 이송가스를 펄스 공급하는 단계를 포함하는 파우더 이송장치의 세정 방법. - 제15항에 있어서, 상기 파우더 라인(38)에 의해 상기 인젝터(111)에 연결된 분사부(40)에 배열된 트리거(trigger)의 수동 동작으로 시작되는 것을 특징으로 하는 파우더 이송장치의 세정 방법.
- 제15항 또는 제16항에 있어서, 상기 b) 및 c) 단계는 동시에 수행되는 것을 특징으로 하는 파우더 이송장치의 세정 방법.
- 제15항 내지 제17항 중 어느 한 항에 있어서, 상기 퍼지가스의 펄스 공급, 및 상기 계량가스 및/또는 상기 이송가스의 펄스 공급은 상기 b) 및 c) 단계와 일치하도록 수행되는 것을 특징으로 하는 파우더 이송장치의 세정 방법.
- 제18항에 있어서,
상기 b) 및 c) 단계에서 상기 퍼지가스가 공급되는 펄스의 길이와 상기 계량가스 및/또는 상기 이송가스가 공급되는 펄스의 길이는 서로 다르며,
상기 퍼지가스가 공급되는 펄스의 길이가 상기 계량가스 및/또는 상기 이송가스가 공급되는 펄스의 길이보다 긴 것을 특징으로 하는 파우더 이송장치의 세정방법. - 제15항 내지 제19항 중 어느 한 항에 있어서, 상기 b) 및 c) 단계는 상기 퍼지가스 및 상기 계량가스 및/또는 상기 이송가스가 공급되는 주파수가 서로 다른 적어도 두 개의 위상으로 구분되는 것을 특징으로 하는 이송장치의 세정방법.
- 제15항 내지 제20항 중 어느 한 항에 있어서,
d) 상기 파우더 라인(38)을 통해 상기 인젝터(111)와 연결된 분사부(40)로 전극 퍼지가스를 펄스 공급하는 단계를 더 포함하는 이송장치의 세정방법. - 제15항 내지 제21항 중 어느 한 항에 있어서, 선택에 의해 자동으로 수행되는 것을 특징으로 하는 이송장치의 세정방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011004352.7 | 2011-02-18 | ||
| DE102011004352.7A DE102011004352B4 (de) | 2011-02-18 | 2011-02-18 | Vorrichtung zum pneumatischen Fördern von Pulver |
| PCT/US2012/025199 WO2012112655A2 (en) | 2011-02-18 | 2012-02-15 | Device for pneumatically conveying powder and method for cleaning such a device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140010033A true KR20140010033A (ko) | 2014-01-23 |
Family
ID=45787340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137021350A KR20140010033A (ko) | 2011-02-18 | 2012-02-15 | 공압을 이용한 파우더 이송장치 및 이의 세정 방법 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20140248095A1 (ko) |
| EP (1) | EP2675574A2 (ko) |
| JP (1) | JP2014510624A (ko) |
| KR (1) | KR20140010033A (ko) |
| CN (1) | CN103476510A (ko) |
| AU (1) | AU2012217770A1 (ko) |
| BR (1) | BR112013020991A2 (ko) |
| CA (1) | CA2827090A1 (ko) |
| DE (1) | DE102011004352B4 (ko) |
| RU (1) | RU2013142324A (ko) |
| WO (1) | WO2012112655A2 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022163997A1 (ko) * | 2021-01-27 | 2022-08-04 | (주) 테크윈 | 분체이송시스템과 분체이송방법 |
| WO2022250411A1 (ko) * | 2021-05-25 | 2022-12-01 | (주) 테크윈 | 스마트 분체원료 이송시스템 및 스마트 분체원료 이송방법 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI124109B (fi) * | 2012-09-05 | 2014-03-14 | Maricap Oy | Menetelmä ja laitteisto savun ja palokaasujen poistamiseksi |
| DE102013218326A1 (de) | 2013-09-12 | 2015-03-12 | Gema Switzerland Gmbh | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage |
| ITFI20130286A1 (it) * | 2013-11-25 | 2015-05-26 | Eurosider Sas Di Milli Ottavio & C | Apparato automatico di verniciatura pneumatica. |
| DE102014215338B4 (de) | 2014-08-04 | 2016-03-31 | Gema Switzerland Gmbh | Pulverabgabevorrichtung und Pulverbeschichtungsanlage zum Pulversprühbeschichten von Gegenständen |
| US9745149B2 (en) * | 2015-03-19 | 2017-08-29 | Ipeg, Inc. | Material delivery system |
| DE102015110312B4 (de) * | 2015-06-26 | 2019-08-01 | Gema Switzerland Gmbh | Pulverweiche und Pulverabgabesystem mit Pulverweiche |
| CN106269708B (zh) * | 2016-09-13 | 2019-03-26 | 老虎表面技术新材料(苏州)有限公司 | 一种粉末涂料生产线的自动清洗方法以及自动清洗系统 |
| DE102016122133B4 (de) * | 2016-11-17 | 2021-12-30 | ACG Pharma Technologies Private Limited | Behandlungsmodul mit einer Sprühdüsenanordnung |
| GB2566452A (en) * | 2017-09-12 | 2019-03-20 | Carlisle Fluid Tech Inc | Colour change system for powder coating |
| EP3743217B1 (de) | 2018-01-23 | 2022-03-09 | Gema Switzerland GmbH | Mehrfarbenpulverzentrum zum bedarfsweisen versorgen von mindestens einer pulversprüheinrichtung mit beschichtungspulver unterschiedlicher art |
| PL3552716T3 (pl) * | 2018-04-12 | 2024-05-20 | Wagner International Ag | Urządzenie transportowe do przenoszenia proszku do powlekania, centrum proszkowe z urządzeniem transportowym i sposób czyszczenia centrum proszkowego |
| DE102019101930A1 (de) | 2018-12-27 | 2020-07-02 | Gema Switzerland Gmbh | Pulverabgabevorrichtung mit einer Pulverdünnstrompumpe |
| DE102018133713A1 (de) | 2018-12-31 | 2020-07-02 | Gema Switzerland Gmbh | Pulverdünnstrompumpe sowie Verfahren zum Betreiben einer Pulverdünnstrompumpe |
| CN112718299B (zh) * | 2021-04-02 | 2021-07-09 | 成都天本地源科技有限公司 | 一种立式间歇性粉粒物料稀相喷射输送装置 |
| CN113086648B (zh) * | 2021-04-12 | 2022-07-12 | 浙江中创科联智能装备技术有限公司 | 一种印染行业用针对粉体助剂的输送计量装置 |
| DE102021117798A1 (de) * | 2021-07-09 | 2023-01-12 | Gema Switzerland Gmbh | Pulverförderkammer für eine pulverdichtstrompumpe sowie pulverdichtstrompumpe mit einer pulverförderkammer |
| CN115849012B (zh) * | 2022-11-18 | 2024-06-14 | 中冶南方(湖南)工程技术有限公司 | 焦粉气力输送方法及系统 |
| WO2024113246A1 (zh) * | 2022-11-30 | 2024-06-06 | 宁德时代新能源科技股份有限公司 | 投料机构、除杂装置以及电池加工设备 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3521815A (en) | 1969-05-07 | 1970-07-28 | Imre Szasz | Guns for the electrostatic spray coating of objects with a powder |
| EP0236794B1 (de) | 1986-03-13 | 1991-01-02 | ITW Gema AG | Elektrostatische Sprüheinrichtung für Beschichtungspulver |
| DE3608415A1 (de) | 1986-03-13 | 1987-09-24 | Gema Ransburg Ag | Elektrostatische sprueheinrichtung fuer beschichtungspulver |
| DE3926624A1 (de) | 1989-08-11 | 1991-02-14 | Gema Ransburg Ag | Elektrostatische pulverbeschichtungseinrichtung |
| DE29518478U1 (de) * | 1995-11-21 | 1996-01-18 | PROTEC Automatisierungssysteme GmbH, 32257 Bünde | Pulverförderinjektor |
| EP0823286B1 (de) * | 1996-08-07 | 2003-01-02 | Elpatronic Ag | Injectoranordnung zur Förderung eines pulverförmigen Gutes |
| DE19736332C2 (de) * | 1997-08-21 | 2003-02-27 | Bayerische Motoren Werke Ag | Pulverlackanlage mit einem durch Spülluft reinigbaren Pulverschlauch |
| DE19748375A1 (de) * | 1997-11-03 | 1999-05-06 | Itw Gema Ag | Verfahren und Vorrichtung zum Pulver-Sprühbeschichten |
| DE19748376A1 (de) * | 1997-11-03 | 1999-05-06 | Itw Gema Ag | Verfahren und Vorrichtung zum Pulver-Sprühbeschichten |
| US6223997B1 (en) * | 1998-09-17 | 2001-05-01 | Nordson Corporation | Quick color change powder coating system |
| DE19959473A1 (de) | 1999-12-10 | 2001-06-13 | Frederic Dietrich | Vorrichtung und Verfahren zum pneumatischen Fördern pulverförmiger Stoffe sowie Verwendung der Vorrichtung |
| US7005159B2 (en) * | 2001-04-02 | 2006-02-28 | Abb Inc. | Method of operating powder paint applicator |
| DE10145448A1 (de) | 2001-09-14 | 2003-05-22 | Bayerische Motoren Werke Ag | Vorrichtung zum Fördern von Pulver und Verfahren zu deren Betrieb |
| CH696062A5 (de) * | 2002-04-03 | 2006-12-15 | Kuenzler Robert Ag | Pulverinjektor. |
| DE20207251U1 (de) * | 2002-05-08 | 2002-07-25 | PBS Pulverbeschichtungs- und Spezialfilteranlagen GmbH, 71299 Wimsheim | Vorrichtung zur elektrostatischen Pulverbeschichtung |
| ITMI20031419A1 (it) | 2003-07-11 | 2005-01-12 | Studio A Z Di Giancarlo Simontacchi | Dispositivo per il trasporto di polveri attraverso tubazioni |
| DE10353968A1 (de) | 2003-11-19 | 2005-07-07 | Itw Gema Ag | Beschichtungspulver-Fördervorrichtung und -Förderverfahren |
| US20050158187A1 (en) | 2003-11-24 | 2005-07-21 | Nordson Corporation | Dense phase pump for dry particulate material |
| DE10357814A1 (de) * | 2003-12-10 | 2005-07-14 | Itw Gema Ag | Gasleitungssystem, insbesondere in einer Pulversprühbeschichtungsvorrichtung |
| DE102010039473B4 (de) * | 2010-08-18 | 2014-11-20 | Gema Switzerland Gmbh | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage |
-
2011
- 2011-02-18 DE DE102011004352.7A patent/DE102011004352B4/de active Active
-
2012
- 2012-02-15 JP JP2013554566A patent/JP2014510624A/ja active Pending
- 2012-02-15 RU RU2013142324/05A patent/RU2013142324A/ru not_active Application Discontinuation
- 2012-02-15 BR BR112013020991A patent/BR112013020991A2/pt not_active IP Right Cessation
- 2012-02-15 KR KR1020137021350A patent/KR20140010033A/ko not_active Application Discontinuation
- 2012-02-15 US US14/007,187 patent/US20140248095A1/en not_active Abandoned
- 2012-02-15 AU AU2012217770A patent/AU2012217770A1/en not_active Abandoned
- 2012-02-15 CN CN2012800095710A patent/CN103476510A/zh active Pending
- 2012-02-15 EP EP12706970.6A patent/EP2675574A2/en not_active Withdrawn
- 2012-02-15 CA CA2827090A patent/CA2827090A1/en not_active Abandoned
- 2012-02-15 WO PCT/US2012/025199 patent/WO2012112655A2/en active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022163997A1 (ko) * | 2021-01-27 | 2022-08-04 | (주) 테크윈 | 분체이송시스템과 분체이송방법 |
| KR20220108842A (ko) * | 2021-01-27 | 2022-08-04 | (주) 테크윈 | 분체이송시스템과 분체이송방법 |
| WO2022250411A1 (ko) * | 2021-05-25 | 2022-12-01 | (주) 테크윈 | 스마트 분체원료 이송시스템 및 스마트 분체원료 이송방법 |
| KR20220159132A (ko) * | 2021-05-25 | 2022-12-02 | (주) 테크윈 | 스마트 분체원료 이송시스템과 스마트 분체원료 이송방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012112655A3 (en) | 2013-06-13 |
| BR112013020991A2 (pt) | 2017-08-08 |
| JP2014510624A (ja) | 2014-05-01 |
| DE102011004352B4 (de) | 2014-05-15 |
| RU2013142324A (ru) | 2015-04-10 |
| US20140248095A1 (en) | 2014-09-04 |
| AU2012217770A1 (en) | 2013-08-22 |
| DE102011004352A1 (de) | 2012-08-23 |
| EP2675574A2 (en) | 2013-12-25 |
| WO2012112655A2 (en) | 2012-08-23 |
| CN103476510A (zh) | 2013-12-25 |
| CA2827090A1 (en) | 2012-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140010033A (ko) | 공압을 이용한 파우더 이송장치 및 이의 세정 방법 | |
| EP2605985B1 (en) | Powder supplying device for a powder coating installation | |
| EP3441147B1 (en) | Powder supplying device for a powder coating installation | |
| EP2588244B1 (en) | Powder supplying device and method for automatically cleaning a powder supplying device | |
| US20100255975A1 (en) | Powder recovering device or powder spray coating apparatus | |
| US20150151319A1 (en) | Device for conveying coating powder from a powder container | |
| US7971551B2 (en) | Powder spray coating apparatus and powder spray coating method | |
| WO2008093185A1 (en) | Powder feeding device of a powder spray coating apparatus with sieve | |
| US9815074B2 (en) | Powder supply by means of a dense flux pump for a coating system | |
| EP2678115B1 (en) | Screen insert for a powder chamber of a powder supplying device | |
| US10589302B2 (en) | Powder container for a powder coating station |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |