KR20130116632A - 불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 - Google Patents
불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20130116632A KR20130116632A KR20120039202A KR20120039202A KR20130116632A KR 20130116632 A KR20130116632 A KR 20130116632A KR 20120039202 A KR20120039202 A KR 20120039202A KR 20120039202 A KR20120039202 A KR 20120039202A KR 20130116632 A KR20130116632 A KR 20130116632A
- Authority
- KR
- South Korea
- Prior art keywords
- insulation board
- composite
- composite insulation
- opaque
- fumed silica
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/02—Granular materials, e.g. microballoons
- C04B14/04—Silica-rich materials; Silicates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/38—Fibrous materials; Whiskers
- C04B14/42—Glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B18/00—Use of agglomerated or waste materials or refuse as fillers for mortars, concrete or artificial stone; Treatment of agglomerated or waste materials or refuse, specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B18/04—Waste materials; Refuse
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/38—Fibrous materials; Whiskers
- C04B14/46—Rock wool ; Ceramic or silicate fibres
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B22/00—Use of inorganic materials as active ingredients for mortars, concrete or artificial stone, e.g. accelerators or shrinkage compensating agents
- C04B22/06—Oxides, Hydroxides
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/26—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Civil Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- Thermal Insulation (AREA)
Abstract
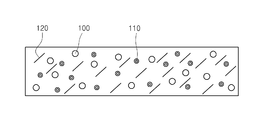
본 발명의 복합 단열 보드는 플라이 애쉬, 실리콘 또는 수산화 알루미늄을 불투명화재로 사용하는 바, 상기 불투명화재는 종래 사용되는 탄화 규소에 비하여 가격이 매우 싼 장점이 있다. 따라서 제조 원가를 크게 낮출 수 있어 가격 경쟁력이 우수하며, 상온에서의 단열 효과 역시 탄화 규소를 사용한 경우와 대등한 효과를 낼 수 있다.
Description
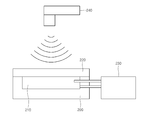
도 2는 실시예 및 비교예의 복합 단열 보드의 고온 단열 성능을 평가하기 위한 장치를 나타낸 것이다.
| 복합 단열 보드 | 측정 온도(℃) |
| 실시예 1 | 94 |
| 실시예 2 | 98 |
| 실시예 3 | 97 |
| 비교예 1 | 122 |
| 비교예 2 | 100 |
| 복합 단열 보드 | 25℃에서의 열 전도율(mW/mK) |
| 실시예 1 | 3.5 |
| 실시예 2 | 3.7 |
| 실시예 3 | 4.1 |
| 비교예 1 | 8.5 |
| 비교예 2 | 4.9 |
120 : 무기 섬유 200 : 실리콘 기반 단열재
210 : Block heater 220 : 복합 단열 보드 시편
230 : 파워 유닛(온도 조절기) 240 : 적외선 온도계
Claims (12)
- 흄드 실리카(Fumed Silica); 및
플라이 애쉬(Fly Ash), 실리콘 및 수산화알루미늄 중에서 선택된 1종 이상의 불투명화재를 포함하는 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
상기 불투명화재는 평균 입자 크기가 0.1 ~ 100 ㎛ 범위의 분말인 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
상기 불투명화재는 흄드 실리카 100 중량부에 대하여 5 ~ 100 중량부를 포함하는 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
상기 흄드 실리카는 직경이 1 ~ 100 nm 이고, 비표면적이 10 ~ 1000 m2/g 인 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
무기 섬유를 보강재로서 더 포함하는 것을 특징으로 하는 복합 단열 보드.
- 제 5항에 있어서,
상기 무기 섬유는 유리 섬유, 알루미노실리케이트 섬유 및 암면 섬유 중에서 선택된 1종 이상으로 이루어진 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
상기 불투명화재는 산화티타늄(TiO2), 지르콘실리케이트(ZrSiO4) 및 탄화규소(SiC) 중에서 선택된 1종 이상을 더 포함하는 것을 특징으로 하는 복합 단열 보드.
- 제 1항에 있어서,
상기 복합 단열 보드는 450℃에서 열 전도율이 15 ~ 25 mW/mK 범위에 있는 것을 특징으로 하는 복합 단열 보드.
- 제 1항 내지 제 8항 중에서 선택된 어느 한 항의 복합 단열 보드를 포함하는 것을 특징으로 하는 진공 단열재.
- 제 9항에 있어서,
25℃에서 열 전도율이 3 ~ 5 mW/mK 범위에 있는 것을 특징으로 하는 진공 단열재.
- 플라이 애쉬(Fly Ash), 실리콘 및 수산화알루미늄 중에서 선택된 1종 이상의 불투명화재; 흄드 실리카(Fumed Silica); 및 무기 섬유를 건조시킨 후 혼합하여 혼합물을 얻는 단계; 및
상기 혼합물을 몰드에 넣고 건식 프레스 성형하여 보드로 제조하는 단계를 포함하는 것을 특징으로 하는 복합 단열 보드의 제조방법.
- 제 11항의 제조방법에 의하여 제조된 복합 단열 보드를 부직포로 1차 밀봉하는 단계; 및
상기 밀봉된 복합 단열 보드를 유기 필름재로 2차 밀봉하는 단계를 포함하는 것을 특징으로 하는 진공 단열재의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120039202A KR101513777B1 (ko) | 2012-04-16 | 2012-04-16 | 불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120039202A KR101513777B1 (ko) | 2012-04-16 | 2012-04-16 | 불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130116632A true KR20130116632A (ko) | 2013-10-24 |
| KR101513777B1 KR101513777B1 (ko) | 2015-04-23 |
Family
ID=49635660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120039202A Expired - Fee Related KR101513777B1 (ko) | 2012-04-16 | 2012-04-16 | 불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101513777B1 (ko) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160025807A (ko) * | 2014-08-28 | 2016-03-09 | 에어로썸 주식회사 | 앵커구조를 갖는 다공성 실리카 단열재 및 그의 제조방법 |
| WO2016043387A1 (ko) * | 2014-09-17 | 2016-03-24 | 한국생산기술연구원 | 전자파 차단 효과, 설치류 기피 효과 및 강도가 보강된 골판지용 원지 제조방법 및 이 원지를 이용한 골판지 및 골판지 상자 |
| CN105598130A (zh) * | 2015-12-31 | 2016-05-25 | 南京侨兴环保设备有限公司 | 一种电厂固体废弃物处理方法 |
| CN105643771A (zh) * | 2015-12-31 | 2016-06-08 | 卓达新材料科技集团有限公司 | 一种冷压保温板的制备方法 |
| WO2017043721A1 (ko) * | 2015-09-10 | 2017-03-16 | 주식회사 엘지화학 | 실리카 에어로겔 포함 블랑켓 및 이의 제조방법 |
| CN108503267A (zh) * | 2018-05-31 | 2018-09-07 | 兰军亚 | 一种建筑用复合材料及其制备工艺 |
| CN109650844A (zh) * | 2019-02-25 | 2019-04-19 | 南通中保节能科技有限公司 | 一种微孔绝热板的干法制备工艺 |
| US10501326B2 (en) | 2015-09-10 | 2019-12-10 | Lg Chem, Ltd. | Silica aerogel-including blanket and method for preparing the same |
| KR20200025664A (ko) * | 2018-08-31 | 2020-03-10 | (주) 에이티 | 차열 방화문용 심재. |
| WO2020074700A1 (en) * | 2018-10-11 | 2020-04-16 | Microtherm Nv | Thermally insulating fabric |
| KR20200055882A (ko) * | 2018-11-14 | 2020-05-22 | (주) 에이티 | 불연 단열재용 조성물. |
| KR20200055883A (ko) * | 2018-11-14 | 2020-05-22 | (주) 에이티 | 불연 단열재용 조성물. |
| WO2024174731A1 (zh) * | 2023-02-20 | 2024-08-29 | 巩义市泛锐熠辉复合材料有限公司 | 隔热材料及其制备方法、隔热件、隔热产品、电池和用电设备 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10110731A1 (de) | 2001-02-28 | 2002-10-24 | Ego Elektro Geraetebau Gmbh | Wärmedämmformkörper |
| JP2005106312A (ja) | 2003-09-29 | 2005-04-21 | Hitachi Home & Life Solutions Inc | 冷蔵庫並びに真空断熱パネル及びその製造方法 |
-
2012
- 2012-04-16 KR KR1020120039202A patent/KR101513777B1/ko not_active Expired - Fee Related
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160025807A (ko) * | 2014-08-28 | 2016-03-09 | 에어로썸 주식회사 | 앵커구조를 갖는 다공성 실리카 단열재 및 그의 제조방법 |
| WO2016043387A1 (ko) * | 2014-09-17 | 2016-03-24 | 한국생산기술연구원 | 전자파 차단 효과, 설치류 기피 효과 및 강도가 보강된 골판지용 원지 제조방법 및 이 원지를 이용한 골판지 및 골판지 상자 |
| CN107075811B (zh) * | 2014-09-17 | 2019-06-28 | 韩国生产技术研究院 | 增强了电磁屏蔽效果、啮齿类动物驱避效果及强度的瓦楞纸用原纸的制备方法、利用该原纸的瓦楞纸及瓦楞纸箱 |
| CN107075811A (zh) * | 2014-09-17 | 2017-08-18 | 韩国生产技术研究院 | 增强了电磁屏蔽效果、啮齿类动物驱避效果及强度的瓦楞纸用原纸的制备方法、利用该原纸的瓦楞纸及瓦楞纸箱 |
| WO2017043721A1 (ko) * | 2015-09-10 | 2017-03-16 | 주식회사 엘지화학 | 실리카 에어로겔 포함 블랑켓 및 이의 제조방법 |
| US10501326B2 (en) | 2015-09-10 | 2019-12-10 | Lg Chem, Ltd. | Silica aerogel-including blanket and method for preparing the same |
| US10836643B2 (en) | 2015-09-10 | 2020-11-17 | Lg Chem, Ltd. | Silica aerogel-including blanket and method for preparing the same |
| CN105643771A (zh) * | 2015-12-31 | 2016-06-08 | 卓达新材料科技集团有限公司 | 一种冷压保温板的制备方法 |
| CN105598130A (zh) * | 2015-12-31 | 2016-05-25 | 南京侨兴环保设备有限公司 | 一种电厂固体废弃物处理方法 |
| CN108503267A (zh) * | 2018-05-31 | 2018-09-07 | 兰军亚 | 一种建筑用复合材料及其制备工艺 |
| CN108503267B (zh) * | 2018-05-31 | 2021-05-21 | 山东创伟外墙保温材料集团有限公司 | 一种建筑用复合材料及其制备工艺 |
| KR20200025664A (ko) * | 2018-08-31 | 2020-03-10 | (주) 에이티 | 차열 방화문용 심재. |
| WO2020074700A1 (en) * | 2018-10-11 | 2020-04-16 | Microtherm Nv | Thermally insulating fabric |
| KR20200055882A (ko) * | 2018-11-14 | 2020-05-22 | (주) 에이티 | 불연 단열재용 조성물. |
| KR20200055883A (ko) * | 2018-11-14 | 2020-05-22 | (주) 에이티 | 불연 단열재용 조성물. |
| CN109650844A (zh) * | 2019-02-25 | 2019-04-19 | 南通中保节能科技有限公司 | 一种微孔绝热板的干法制备工艺 |
| WO2024174731A1 (zh) * | 2023-02-20 | 2024-08-29 | 巩义市泛锐熠辉复合材料有限公司 | 隔热材料及其制备方法、隔热件、隔热产品、电池和用电设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101513777B1 (ko) | 2015-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101513777B1 (ko) | 불투명화재를 포함하는 복합 단열 보드 및 이의 제조방법 | |
| JP4616482B2 (ja) | 微孔性断熱体 | |
| JP2016539909A (ja) | 珪酸混合物および断熱材としてのその使用 | |
| KR101575989B1 (ko) | 팽창흑연을 이용한 경량화된 흡음내화 단열재 및 그 제조방법 | |
| CN103332958B (zh) | 一种具有梯度孔结构的泡沫陶瓷及其制备方法 | |
| EP1204617B1 (en) | Method of manufacturing a thermal insulation body | |
| CN104556964A (zh) | 一种疏水型二氧化硅气凝胶绝热复合材料及其制备方法 | |
| TWI403490B (zh) | 隔熱材料及其製造方法 | |
| JP2002533286A5 (ko) | ||
| CN106832960A (zh) | 一种陶瓷化阻燃耐火硅橡胶复合材料及其制备方法 | |
| CN103553687A (zh) | 保温耐火浇注料 | |
| CN110194649A (zh) | 氧化铝纳米隔热材料及其制备方法 | |
| CN104311047A (zh) | 保温耐火浇注料 | |
| CN103043999A (zh) | 一种气相SiO2纳米微孔绝热材料 | |
| US20150345690A1 (en) | Insulation material and method of manufacturing same | |
| CN106966684A (zh) | 一种低温膨胀型衬垫及其制造方法 | |
| CN103058632B (zh) | 一种可陶瓷化高碳型聚合物基复合材料及其制备方法 | |
| CN114436584B (zh) | 一种无机改性石墨聚苯乙烯不燃保温板及其制备方法 | |
| KR950701301A (ko) | 세라믹물과 그 제조방법 | |
| JP2000513693A (ja) | 断熱成形体およびその製造方法 | |
| ES2218495T3 (es) | Cuerpo conformado microporoso de aislamiento termico que contiene acido silicico de arco electrico. | |
| CN110396297A (zh) | 一种防火耐高温有机硅橡胶料及其制备方法 | |
| CN109320273A (zh) | 一种改进的氧化铝纤维板及其制备方法 | |
| CN114605839B (zh) | 一种煅烧后具有明显的xrd新结晶峰的可陶瓷化硅橡胶及其制备方法 | |
| JP2007161561A (ja) | 軽量断熱成形体及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| LAPS | Lapse due to unpaid annual fee | ||
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20180415 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20180415 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |